Embed Size (px)
Citation preview
8/18/2019 Dispersion and Tretament Perfomance Analysis of an UASB Reactor Under Different Hydraulic Loading Rates
http://slidepdf.com/reader/full/dispersion-and-tretament-perfomance-analysis-of-an-uasb-reactor-under-different 1/8
Available at www.sciencedirect.com
jo ur na l ho me pa ge : ww w. el sevier .com /l oc at e/ wa tr es
Dispersion and treatment performance analysis of an UASB
reactor under different hydraulic loading rates
M.R. Penaa,, D.D. Marab, G.P. Avellaa
aInstituto Cinara, Universidad del Valle, A.A 25157, Cali, Valle del Cauca, ColombiabSchool of Civil Engineering, University of Leeds, Leeds LS2 9JT, UK
a r t i c l e i n f o
Article history:
Received 15 October 2003
Received in revised form
1 November 2005
Accepted 8 November 2005
Available online 6 January 2006
Keywords:
Dispersion
Domestic wastewater
Flow pattern
Hydrodynamics
Mixing
Segregation
UASB
A B S T R A C T
Mixing and transport phenomena affect the efficiency of all bioreactor configurations. An
even mixing pattern at the macro-level is desirable to provide good conditions for substrate
transport to, and from, the microbial aggregates. The state of segregation of particulate
material in the reactor is also important. The production of biogas in anaerobic reactors is
another factor that affects mixing intensity and hence the interactions between the liquid,
solid and gaseous phases. The CSTR model with some degree of short-circuiting, dead
zones and bypassing flows seems to describe the overall hydrodynamics of UASBs.
However, few data are available in the literature for full-scale reactors that relate process
performance to mixing characteristics. Dispersion studies using LiCl were done for four
hydraulic loading rates on a full-scale UASB treating domestic wastewater in Ginebra, Valle
del Cauca, southwest Colombia. COD, TSS, and Settleable Solids were used to evaluate the
performance of organic matter removal. The UASB showed a complete mixing pattern for
hydraulic loading rates close to the design value (i.e. Q ¼ 10–13ls1 and HRT ¼ 8–6 h). Gross
mixing distortions and localised stagnant zones, short-circuiting and bypass flows were
found in the sludge bed and blanket zones for both extreme conditions (underloading and
overloading). The liquid volume contained below the gas–liquid–solid separator was found
to contribute to the overall stagnant volume, particularly when the reactor was
underloaded. The removal of organic matter showed a log-linear correlation with the
dispersion number.
& 2005 Elsevier Ltd. All rights reserved.
1. Introduction
The rate of conversion or removal of organic matter in any
bioreactor is governed by two main interrelated factors: the
performance of the microbiological processes and the hydro-
dynamics of the reactor. In biological wastewater treatment
there will always be more than one phase working at the
same time. The liquid, solid and gaseous phases interact with
each other during the normal operation of both aerobic and
anaerobic bioreactors, and therefore, different factors such as
mixing intensity, temporal and spatial variations of mixing,
degree of material segregation, gas bubbling pattern and
intensity, all affect the hydrodynamic behaviour of three-phase reactors (Bailey and Ollis, 1986; Levenspiel, 1999; Ottino
and Khakhar, 2000).
Previous studies on the hydrodynamics of three-phase
reactors such as UASBs have shown that they are best
described by the CSTR model with some short-circuiting,
dead zones and bypass flows (Ottino, 1990; Heertjes and
Kuijvenhoven, 1982). The hydrodynamic behaviour of UASBs
is also related to the type of influent-feeding device, upflow
velocity, sludge bed depth and sludge blanket height, as well
ARTICLE IN PRESS
0043-1354/$ - see front matter &
2005 Elsevier Ltd. All rights reserved.doi:10.1016/j.watres.2005.11.021
Corresponding author. Tel.: +57 2 3392345; fax: +57 2 3393289.E-mail address: [email protected] (M.R. Pen ˜ a).
W A T E R R E S E A R C H 4 0 ( 2 0 0 6 ) 4 4 5 – 4 5 2
8/18/2019 Dispersion and Tretament Perfomance Analysis of an UASB Reactor Under Different Hydraulic Loading Rates
http://slidepdf.com/reader/full/dispersion-and-tretament-perfomance-analysis-of-an-uasb-reactor-under-different 2/8
as the biogas production rate (Heertjes and Kuijvenhoven,
1982; Bolle et al., 1986; Heertjes and van der Meer, 1978).
Heertjes and van der Meer (1978) assumed that the fluid
flow in the settling compartments of an UASB followed a
laminar regime, and that the sludge bed and sludge blanket
were completely mixed, although the sludge bed volume
could also have dead spaces, bypassing and returning flows.
They used the F-curve (step-response curve) to analyse the
mixing characteristics of the reactor, and this approach was
also adopted by subsequent workers (Heertjes and Kuijven-
hoven, 1982; Bolle et al., 1986; van der Meer and Heertjes,
1983). However, the use of the F-curve in some cases is not
very adequate to identify flow distortions within the reactor.
In this regard, Levenspiel (1999) points out that the F-curve
integrates effects within the system and it often yields a
smooth nice-fitting curve that may hide real flow distortions
within the reactor, especially in multiphase reactors. It has to
be also remembered that the F-curve is obtained from step
injection experiments as opposed to pulse injection tests (E-
curve). Moreover, the F-curve is obtained by integrating the
corresponding E-curve, and in this sense, F becomes a
cumulative function (Levenspiel, 1999).
The overall hydrodynamic behaviour of a multiphase
anaerobic reactor is the result of interactions between
several interdependent physical phenomena, such as fluid
flow properties, multiphase interactions, particle segre-
gation, chaotic advection and substrate dispersion, which
together determine the resultant mass transport pro-
cesses and hence the final performance of a given reactor.
This study was therefore, an evaluation of the overall
hydrodynamic behaviour of a full-scale UASB reactor trea-
ting tropical domestic wastewater at several hydraulic load-
ing rates. The analysis is focused on the macro-mixing
behaviour and process performance of the reactor; however,
liquid–sludge–gas interactions are also taken into account to
explain the results.
2. Materials and methods
2.1. Experimental unit
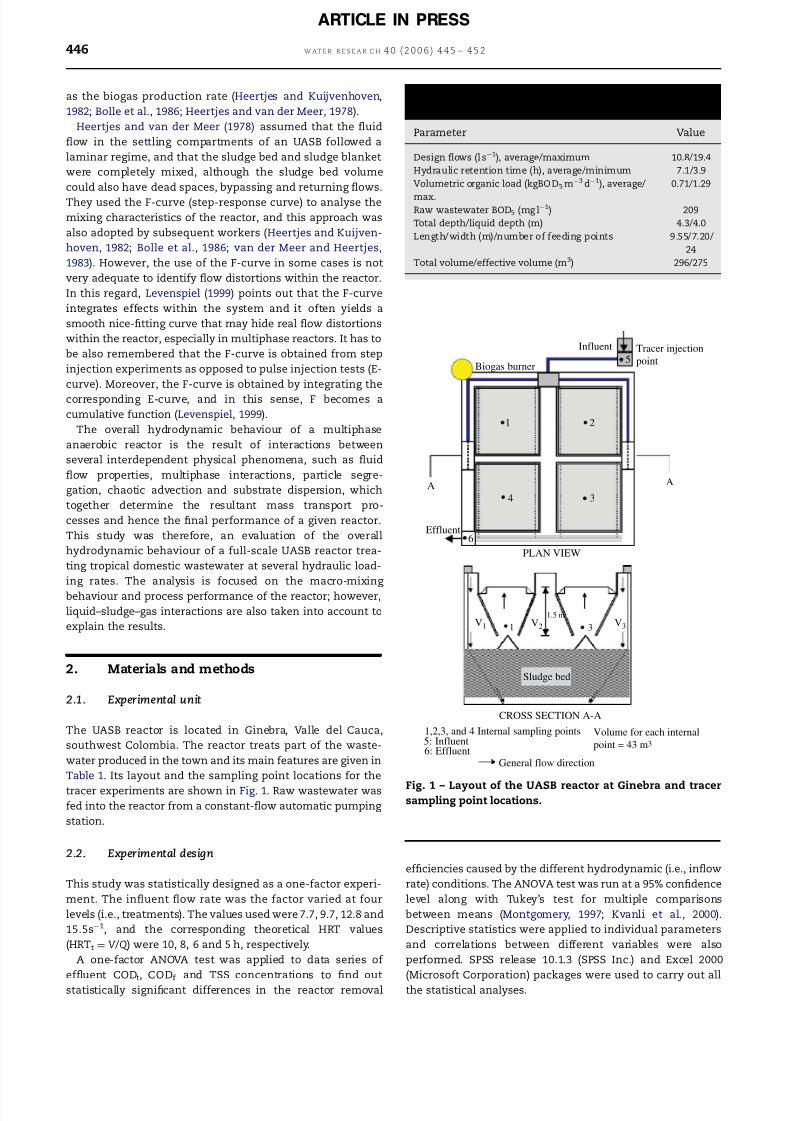
The UASB reactor is located in Ginebra, Valle del Cauca,
southwest Colombia. The reactor treats part of the waste-
water produced in the town and its main features are given in
Table 1. Its layout and the sampling point locations for the
tracer experiments are shown in Fig. 1. Raw wastewater was
fed into the reactor from a constant-flow automatic pumping
station.
2.2. Experimental design
This study was statistically designed as a one-factor experi-
ment. The influent flow rate was the factor varied at four
levels (i.e., treatments). The values used were 7.7, 9.7, 12.8 and
15.5s1, and the corresponding theoretical HRT values
(HRTt ¼ V /Q ) were 10, 8, 6 and 5 h, respectively.
A one-factor ANOVA test was applied to data series of
effluent CODt, CODf and TSS concentrations to find out
statistically significant differences in the reactor removal
efficiencies caused by the different hydrodynamic (i.e., inflow
rate) conditions. The ANOVA test was run at a 95% confidence
level along with Tukey’s test for multiple comparisons
between means (Montgomery, 1997; Kvanli et al., 2000).
Descriptive statistics were applied to individual parameters
and correlations between different variables were also
performed. SPSS release 10.1.3 (SPSS Inc.) and Excel 2000
(Microsoft Corporation) packages were used to carry out all
the statistical analyses.
ARTICLE IN PRESS
Table 1 – Design criteria and dimensions of the UASBreactor
Parameter Value
Design flows (l s1), average/maximum 10.8/19.4
Hydraulic retention time (h), average/minimum 7.1/3.9
Volumetric organic load (kgBOD5m3 d1), average/
max.
0.71/1.29
Raw wastewater BOD5 (mg l1) 209
Total depth/liquid depth (m) 4.3/4.0
Length/width (m)/number of feeding points 9.55/7.20/
24
Total volume/effective volume (m3) 296/275
Biogas burner
1 2
4 3
PLAN VIEW
AA
Effluent6
5Tracer injection
point
Influent
V1 1 V2
1.5 m
3V3
Sludge bed
CROSS SECTION A-A
1,2,3, and 4 Internal sampling points5: Influent6: Effluent
General flow direction
Volume for each internal
point = 43 m3
Fig. 1 – Layout of the UASB reactor at Ginebra and tracersampling point locations.
W AT E R R E S E A R C H 4 0 ( 2 0 0 6 ) 4 4 5 – 4 5 2446
8/18/2019 Dispersion and Tretament Perfomance Analysis of an UASB Reactor Under Different Hydraulic Loading Rates
http://slidepdf.com/reader/full/dispersion-and-tretament-perfomance-analysis-of-an-uasb-reactor-under-different 3/8
2.3. Dispersion studies
Two tracer runs were performed for each inflow rate condi-
tion in order to check for replicability. A solution containing
519 g LiCl (84.9 g Li) was applied in every tracer run producing
a mean Li concentration in the reactor (Co) of 0.30mgl1. Li
concentrations were determined by an atomic absorption
spectrophotometer (Perkin Elmer model, S100 PC, air-acet-
ylene flame method at 670.80 nm) with a minimum detection
limit of 0.01 mg l1. One ml of HNO3 (EM Science, 69% v/v) was
added to each effluent sample prior to refrigeration as
recommended in the Standard Methods (APHA, AWWA, WPCF,
1992). Tracer samples were taken at the outlet of the reactor
and at the four internal points shown in Fig. 1. Mass balances
were performed on the effluent (C, t) data series so as to
calculate tracer recovery percentages. This in turn allowed
checking for the consistency and reliability of the dispersion
experiments.
Dimensionless E-curves from the dispersion model with a
closed vessel boundary condition were derived from the
effluent tracer data sets (Levenspiel, 1999). The closed vessel
assumption fits the UASB studied as the flow patterns in the
inlet and outlet zones differ from the main flow pattern
within the reactor (the wastewater flows into the UASB via
pipes and leaves the reactor through slow-flowing free-
discharge rectangular gutters). Thus, the main flow pattern
at the boundaries may safely be assumed as plug flow.
2.4. Process performance
Composite samples of the reactor influent and effluent were
taken during each tracer test and analysed for CODt, CODf ,TSS and 1-h settleable solids. Samples were taken every 5 and
4h for the HRTt of 10 and 8 h, respectively, and every 3 h for
the HRTt of 6 and 5 h. Temperature and pH were measured as
process control variables. The applied flow rates were
controlled by a valve and measured by a calibrated V-notch.
A gas meter installed upstream of the biogas burner recorded
the biogas production rate; however, this parameter could
only be measured during the first two runs (HRT t ¼ 10 and 8h)
since the gas meter then stopped functioning. Biogas
production for the last two runs was estimated from organic
load removal, previous operational data and the theoretical
equation given by van Haandel and Lettinga (1994). All
laboratory analyses were carried out according to the StandardMethods (APHA, AWWA, WPCF, 1992).
3. Results
3.1. Flow, pH and temperature
The measured inflow rates are given in Table 2. There was a
little variation in flow except during the first run of Stage 1,
when two severe storm events produced high flows for short
periods of time during the experiment. The temperature and
pH of the influents and effluents were 21–25 1C and 6.4–7.4,
and 22–25 1C and 6.4–7.4, respectively.
3.2. Dispersion studies
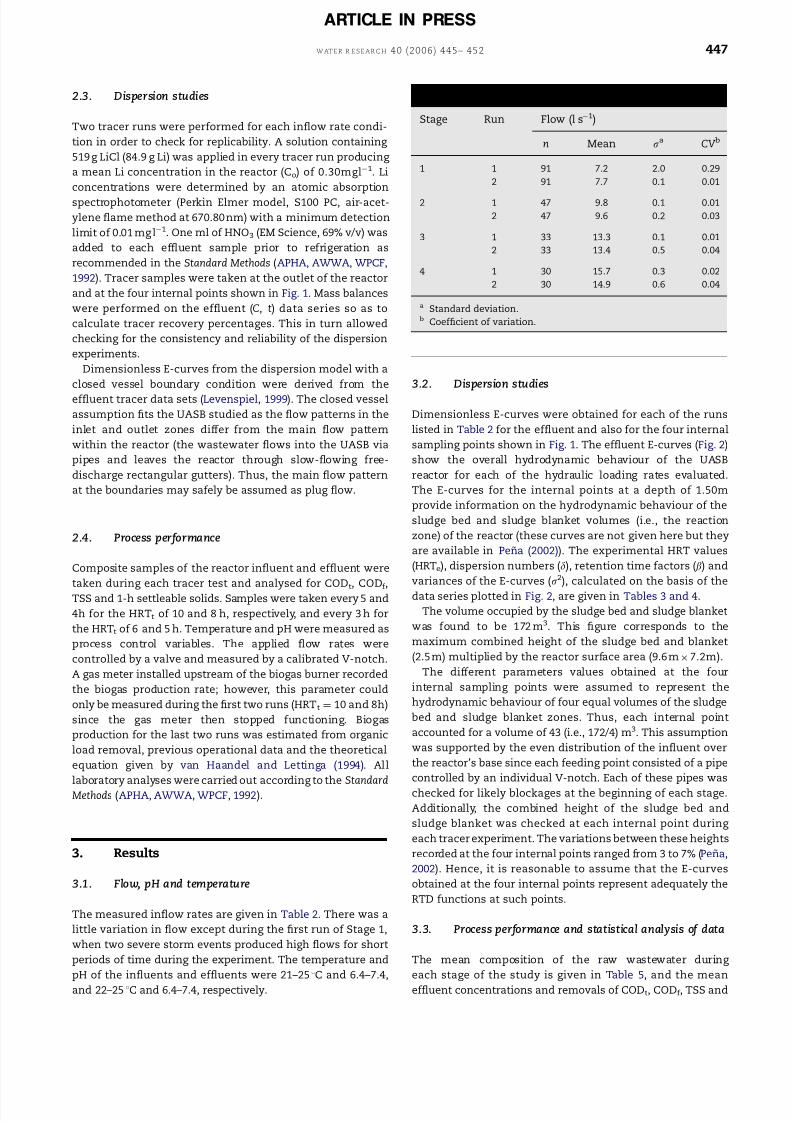
Dimensionless E-curves were obtained for each of the runs
listed in Table 2 for the effluent and also for the four internal
sampling points shown in Fig. 1. The effluent E-curves (Fig. 2)
show the overall hydrodynamic behaviour of the UASB
reactor for each of the hydraulic loading rates evaluated.
The E-curves for the internal points at a depth of 1.50m
provide information on the hydrodynamic behaviour of the
sludge bed and sludge blanket volumes (i.e., the reaction
zone) of the reactor (these curves are not given here but they
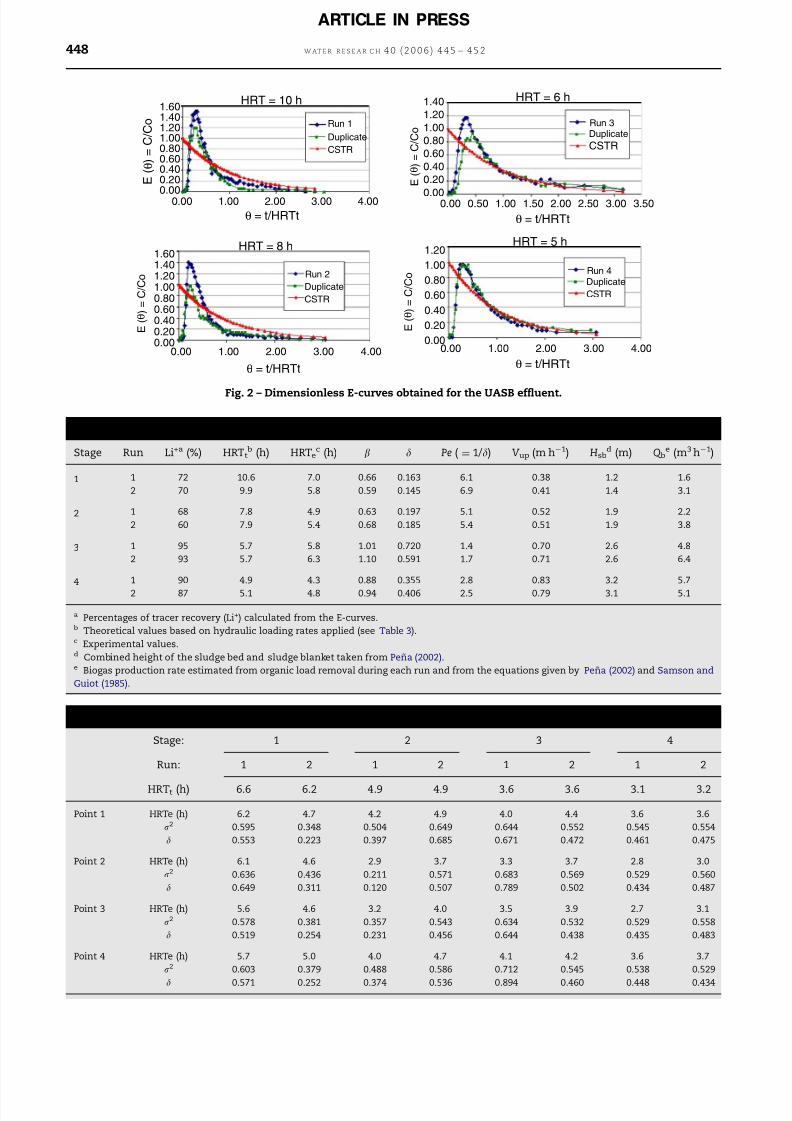
are available in Pen ˜ a (2002)). The experimental HRT values
(HRTe), dispersion numbers (d), retention time factors (b) and
variances of the E-curves (s2), calculated on the basis of the
data series plotted in Fig. 2, are given in Tables 3 and 4.
The volume occupied by the sludge bed and sludge blanket
was found to be 172 m3. This figure corresponds to the
maximum combined height of the sludge bed and blanket
(2.5 m) multiplied by the reactor surface area (9.6 m7.2m).
The different parameters values obtained at the four
internal sampling points were assumed to represent the
hydrodynamic behaviour of four equal volumes of the sludge
bed and sludge blanket zones. Thus, each internal point
accounted for a volume of 43 (i.e., 172/4) m3. This assumption
was supported by the even distribution of the influent over
the reactor’s base since each feeding point consisted of a pipe
controlled by an individual V-notch. Each of these pipes was
checked for likely blockages at the beginning of each stage.
Additionally, the combined height of the sludge bed and
sludge blanket was checked at each internal point during
each tracer experiment. The variations between these heights
recorded at the four internal points ranged from 3 to 7% (Pen ˜ a,
2002). Hence, it is reasonable to assume that the E-curves
obtained at the four internal points represent adequately the
RTD functions at such points.
3.3. Process performance and statistical analysis of data
The mean composition of the raw wastewater during
each stage of the study is given in Table 5, and the mean
effluent concentrations and removals of CODt, CODf , TSS and
ARTICLE IN PRESS
Table 2 – Hydraulic loading rate data
Stage Run Flow (l s1)
n Mean sa CV b
1 1 91 7.2 2.0 0.29
2 91 7.7 0.1 0.01
2 1 47 9.8 0.1 0.01
2 47 9.6 0.2 0.03
3 1 33 13.3 0.1 0.01
2 33 13.4 0.5 0.04
4 1 30 15.7 0.3 0.02
2 30 14.9 0.6 0.04
a Standard deviation.b Coefficient of variation.
W AT E R R E S E A R C H 40 (2006) 445– 452 447
8/18/2019 Dispersion and Tretament Perfomance Analysis of an UASB Reactor Under Different Hydraulic Loading Rates
http://slidepdf.com/reader/full/dispersion-and-tretament-perfomance-analysis-of-an-uasb-reactor-under-different 4/8
ARTICLE IN PRESS
Table 3 – Summary of hydrodynamic parameters obtained at the reactor outlet
Stage Run Li+a (%) HRTtb (h) HRTe
c (h) b d Pe ( ¼ 1/d) V up (m h1) Hsbd (m) Q b
e (m3 h1)
1 1 72 10.6 7.0 0.66 0.163 6.1 0.38 1.2 1.6
2 70 9.9 5.8 0.59 0.145 6.9 0.41 1.4 3.1
2 1 68 7.8 4.9 0.63 0.197 5.1 0.52 1.9 2.2
2 60 7.9 5.4 0.68 0.185 5.4 0.51 1.9 3.8
3 1 95 5.7 5.8 1.01 0.720 1.4 0.70 2.6 4.8
2 93 5.7 6.3 1.10 0.591 1.7 0.71 2.6 6.4
4 1 90 4.9 4.3 0.88 0.355 2.8 0.83 3.2 5.7
2 87 5.1 4.8 0.94 0.406 2.5 0.79 3.1 5.1
a Percentages of tracer recovery (Li+) calculated from the E-curves.b Theoretical values based on hydraulic loading rates applied (see Table 3).c Experimental values.d Combined height of the sludge bed and sludge blanket taken from Pen ˜ a (2002).e Biogas production rate estimated from organic load removal during each run and from the equations given by Pen ˜ a (2002) and Samson and
Guiot (1985).
1.601.401.201.000.800.600.400.200.00
0.00 1.00 2.00 3.00 4.00
E
( θ ) = C / C o
θ = t/HRTt
E
( θ ) = C / C o
E
( θ ) = C / C o
E
( θ ) = C / C o
θ = t/HRTt θ = t/HRTt
θ = t/HRTt
Run 1
Duplicate
CSTR
Duplicate
CSTR
Duplicate
CSTRDuplicate
CSTR
1.40
1.20
1.00
0.80
0.60
0.40
0.20
0.000.00 0.50 1.00 1.50 2.00 2.50 3.00 3.50
HRT = 6 hHRT = 10 h
Run 3
1.601.401.201.000.800.600.400.200.00
0.00 1.00 2.00 3.00 4.00
Run 2
HRT = 8 h 1.20
1.00
0.80
0.60
0.40
0.20
0.000.00 1.00 2.00 3.00 4.00
Run 4
HRT = 5 h
Fig. 2 – Dimensionless E-curves obtained for the UASB effluent.
Table 4 – Summary of hydrodynamic parameters obtained at internal points 1–4
Stage: 1 2 3 4
Run: 1 2 1 2 1 2 1 2
HRTt (h) 6.6 6.2 4.9 4.9 3.6 3.6 3.1 3.2
Point 1 HRTe (h) 6.2 4.7 4.2 4.9 4.0 4.4 3.6 3.6
s2 0.595 0.348 0.504 0.649 0.644 0.552 0.545 0.554
d 0.553 0.223 0.397 0.685 0.671 0.472 0.461 0.475
Point 2 HRTe (h) 6.1 4.6 2.9 3.7 3.3 3.7 2.8 3.0
s2 0.636 0.436 0.211 0.571 0.683 0.569 0.529 0.560
d 0.649 0.311 0.120 0.507 0.789 0.502 0.434 0.487
Point 3 HRTe (h) 5.6 4.6 3.2 4.0 3.5 3.9 2.7 3.1
s2 0.578 0.381 0.357 0.543 0.634 0.532 0.529 0.558
d 0.519 0.254 0.231 0.456 0.644 0.438 0.435 0.483
Point 4 HRTe (h) 5.7 5.0 4.0 4.7 4.1 4.2 3.6 3.7
s2 0.603 0.379 0.488 0.586 0.712 0.545 0.538 0.529
d 0.571 0.252 0.374 0.536 0.894 0.460 0.448 0.434
W AT E R R E S E A R C H 4 0 ( 2 0 0 6 ) 4 4 5 – 4 5 2448
8/18/2019 Dispersion and Tretament Perfomance Analysis of an UASB Reactor Under Different Hydraulic Loading Rates
http://slidepdf.com/reader/full/dispersion-and-tretament-perfomance-analysis-of-an-uasb-reactor-under-different 5/8
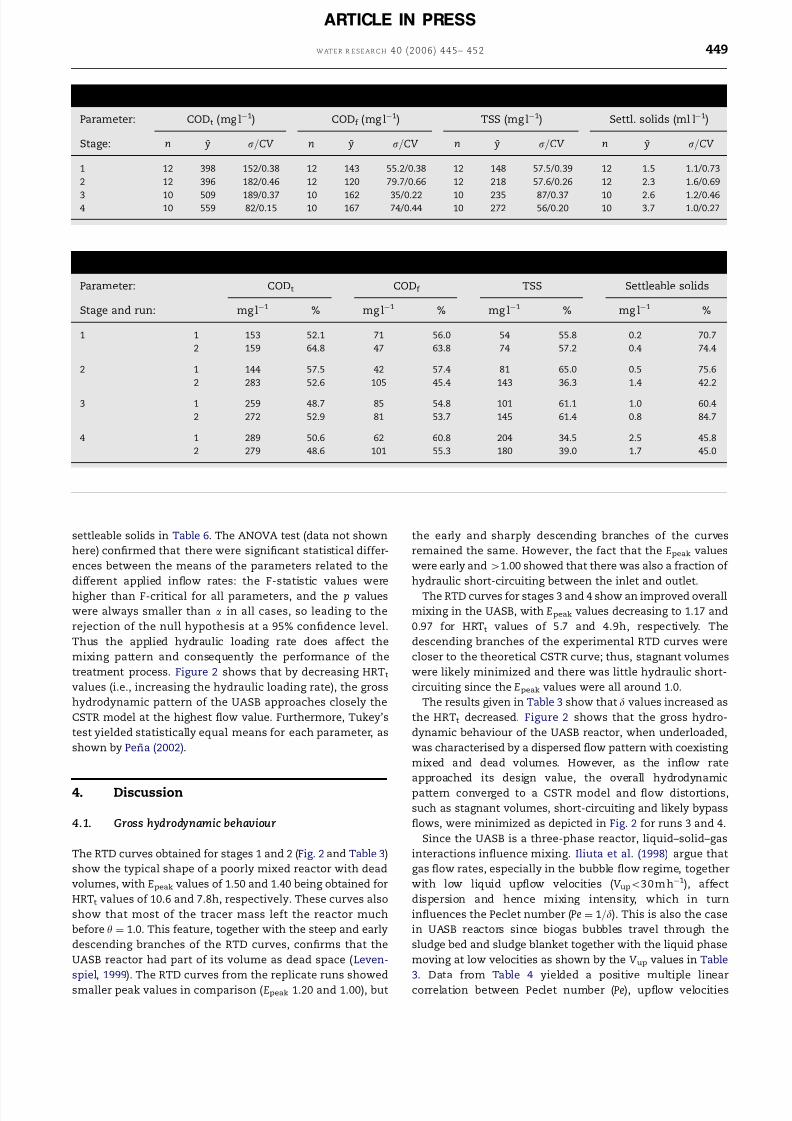
settleable solids in Table 6. The ANOVA test (data not shown
here) confirmed that there were significant statistical differ-
ences between the means of the parameters related to the
different applied inflow rates: the F-statistic values were
higher than F-critical for all parameters, and the p values
were always smaller than a in all cases, so leading to the
rejection of the null hypothesis at a 95% confidence level.
Thus the applied hydraulic loading rate does affect the
mixing pattern and consequently the performance of the
treatment process. Figure 2 shows that by decreasing HRTt
values (i.e., increasing the hydraulic loading rate), the gross
hydrodynamic pattern of the UASB approaches closely the
CSTR model at the highest flow value. Furthermore, Tukey’s
test yielded statistically equal means for each parameter, as
shown by Pen ˜ a (2002).
4. Discussion
4.1. Gross hydrodynamic behaviour
The RTD curves obtained for stages 1 and 2 (Fig. 2 and Table 3)
show the typical shape of a poorly mixed reactor with dead
volumes, with Epeak values of 1.50 and 1.40 being obtained for
HRTt values of 10.6 and 7.8h, respectively. These curves also
show that most of the tracer mass left the reactor much
before y ¼ 1.0. This feature, together with the steep and early
descending branches of the RTD curves, confirms that the
UASB reactor had part of its volume as dead space (Leven-
spiel, 1999). The RTD curves from the replicate runs showed
smaller peak values in comparison (Epeak 1.20 and 1.00), but
the early and sharply descending branches of the curves
remained the same. However, the fact that the Epeak values
were early and41.00 showed that there was also a fraction of
hydraulic short-circuiting between the inlet and outlet.
The RTD curves for stages 3 and 4 show an improved overall
mixing in the UASB, with Epeak values decreasing to 1.17 and
0.97 for HRTt values of 5.7 and 4.9h, respectively. The
descending branches of the experimental RTD curves were
closer to the theoretical CSTR curve; thus, stagnant volumes
were likely minimized and there was little hydraulic short-
circuiting since the Epeak values were all around 1.0.
The results given in Table 3 show that d values increased as
the HRTt decreased. Figure 2 shows that the gross hydro-
dynamic behaviour of the UASB reactor, when underloaded,
was characterised by a dispersed flow pattern with coexisting
mixed and dead volumes. However, as the inflow rate
approached its design value, the overall hydrodynamic
pattern converged to a CSTR model and flow distortions,
such as stagnant volumes, short-circuiting and likely bypass
flows, were minimized as depicted in Fig. 2 for runs 3 and 4.
Since the UASB is a three-phase reactor, liquid–solid–gas
interactions influence mixing. Iliuta et al. (1998) argue that
gas flow rates, especially in the bubble flow regime, together
with low liquid upflow velocities (V upo3 0 mh1), affect
dispersion and hence mixing intensity, which in turn
influences the Peclet number (Pe ¼ 1=d). This is also the case
in UASB reactors since biogas bubbles travel through the
sludge bed and sludge blanket together with the liquid phase
moving at low velocities as shown by the V up values in Table
3. Data from Table 4 yielded a positive multiple linear
correlation between Peclet number (Pe), upflow velocities
ARTICLE IN PRESS
Table 5 – Average composition of the raw wastewater throughout the study
Parameter: CODt (mg l1) CODf (mg l1) TSS (mg l1) Settl. solids (ml l1)
Stage: n ¯ y s=CV n ¯ y s=CV n ¯ y s=CV n ¯ y s=CV
1 12 398 152/0.38 12 143 55.2/0.38 12 148 57.5/0.39 12 1.5 1.1/0.73
2 12 396 182/0.46 12 120 79.7/0.66 12 218 57.6/0.26 12 2.3 1.6/0.69
3 10 509 189/0.37 10 162 35/0.22 10 235 87/0.37 10 2.6 1.2/0.464 10 559 82/0.15 10 167 74/0.44 10 272 56/0.20 10 3.7 1.0/0.27
Table 6 – Mean effluent concentrations and removals of CODt , CODf , TSS and settleable solids per run
Parameter: CODt CODf TSS Settleable solids
Stage and run: mg l1 % mg l1 % mg l1 % mg l1 %
1 1 153 52.1 71 56.0 54 55.8 0.2 70.7
2 159 64.8 47 63.8 74 57.2 0.4 74.4
2 1 144 57.5 42 57.4 81 65.0 0.5 75.6
2 283 52.6 105 45.4 143 36.3 1.4 42.2
3 1 259 48.7 85 54.8 101 61.1 1.0 60.4
2 272 52.9 81 53.7 145 61.4 0.8 84.7
4 1 289 50.6 62 60.8 204 34.5 2.5 45.8
2 279 48.6 101 55.3 180 39.0 1.7 45.0
W AT E R R E S E A R C H 40 (2006) 445– 452 449

8/18/2019 Dispersion and Tretament Perfomance Analysis of an UASB Reactor Under Different Hydraulic Loading Rates
http://slidepdf.com/reader/full/dispersion-and-tretament-perfomance-analysis-of-an-uasb-reactor-under-different 6/8
(V up, m h1) and biogas production rates (Q b, m3 h1). The
equation obtained was
Pe ¼ 10:3 8:4V up 0:3Q b ðr2 ¼ 0:81Þ. (1)
This confirms that mixing intensity in UASBs is a function of
both liquid upflow velocity and biogas production rates (Bolle
et al., 1986; Iliuta et al., 1998).
4.2. Hydrodynamic behaviour of sludge bed and blanket
Table 7 shows the retention factor (b ¼ HRTe /HRTt), total (V t),
active (V a), and dead (V d) volumes estimated for each internal
point (i.e., sludge bed plus sludge blanket) and for the whole
reactor. The b values obtained at the reactor outlet and the
internal points show the same general trend. The smaller
values of b for the first two stages in Table 3 show coexisting
short-circuiting fractions plus dead zones (i.e., stagnant
volumes) for these runs and their replicates. This is confirmed
by the low tracer recovery figures shown in Table 3 for stages 1
and 2. Hence, the long tails of the RTD curves approaching E(y)
values close to zero plus the low tracer recovery figures
account for a poorly mixed volume where transport of tracer
occurs slowly. Despite b values being higher at the internal
points (Table 7) compared to the figures for the whole reactor,
there were still small stagnant volumes in the sludge bed and
sludge blanket since b was alwayso1.0. However, as the
hydraulic loading rate approached the design value during
stages 3 and 4, the overall hydrodynamic pattern in the sludge
bed and sludge blanket volumes approached the CSTR model.
The total reactor volume can be split into two main
volumes: the sludge bed and sludge blanket volume
(V sbffi170m3), and the remaining volume (V rffi105m3) corre-
sponding to the upper part of the reactor. The liquid volume
below the gas–liquid–solid (GLS) separator device is about
65 m3 based on the reactor geometry. Previous studies on the
hydrodynamics and modelling of UASB reactors (Heertjes and
Kuijvenhoven, 1982; Bolle et al., 1986; Heertjes and van der
Meer, 1978; van der Meer and Heertjes, 1983; Samson and
Guiot, 1985) did not take into consideration the outcome that
fluid volumes below the GLS may have on the gross
hydrodynamic behaviour of the reactor. The unbalanced V dvalues in stages 1 and 2 may therefore be related to the likely
stagnant zones shown in Fig. 1 (V 1, V 2 and V 3) since there is a
good agreement between these V d values (Table 7) and the
65 m3 total volume corresponding to V 1 þ V 2 þ V 3. During
stages 3 and 4 the unbalanced V d figures were much smaller
(i.e., ideally zero in stage 3) and they correlate well with the
improved mixing in the whole reactor induced by greater
liquid upflow velocities and biogas production rates. In the
studies already mentioned no estimations were made of the
difference between the overall V d value and the correspond-
ing V d values for the sludge bed and sludge blanket zone. It
seems, at least intuitively, that fluid volumes contained below
the GLS device may host dead zones, given their expected
poor circulation pattern, especially at low hydraulic loading
ARTICLE IN PRESS
Table 7 – Estimates of active and dead volumes in the UASB reactor
Stage and run: 1 2 3 4
Point and volumesa: 1 2 1 2 1 2 1 2
Effluent V t 275m3
V a 182 162 173 187 275 302 242 256
V d 93 113 102 88 0 27 33 19
Point 1 b 0.93 0.75 0.86 1.0 1.1 1.2 1.2 1.1
V t 43 m3
V a 40 32 37 43 47 52 52 47
V d 3 11 6 0 4 9 9 4
Point 2 b 0.92 0.74 0.60 0.76 0.92 1.0 0.90 0.94
V t 43 m3
V a 39 32 26 33 40 43 39 40
V d 4 11 17 10 3 0 4 3
Point 3 b 0.85 0.75 0.65 0.82 0.97 1.1 0.87 0.97
V t 43 m3
V a 36 32 28 35 42 47 37 42
V d 7 11 15 8 1 4 6 1
Point 4 b 0.87 0.80 0.82 0.96 1.1 1.2 1.1 1.1
V t 43 m3
V a 37 34 35 41 47 52 47 47
V d 6 9 8 2 4 9 4 4
V d (sludgebed þ sludgeblanket)b 20 42 46 20 0 0 10 4
Unbalanced V d values þ73 þ71 þ56 þ68 0 0 þ23 þ15
a V a ¼ HRTeQ or V tb; V d ¼ V tV a; all volumes are expressed in m3.
b Calculated as the sum of the V d values for internal points; the negative figures were taken as zero for the calculations in the last two rows.
W AT E R R E S E A R C H 4 0 ( 2 0 0 6 ) 4 4 5 – 4 5 2450

8/18/2019 Dispersion and Tretament Perfomance Analysis of an UASB Reactor Under Different Hydraulic Loading Rates
http://slidepdf.com/reader/full/dispersion-and-tretament-perfomance-analysis-of-an-uasb-reactor-under-different 7/8
and biogas production rates. However, more evidence from
full-scale UASBs is needed to prove this hypothesis.
Heertjes and van der Meer (1978) found that an increase in
the sludge height above 1.8 m improved the reactor efficiency,
but also increased the bypass flow over the sludge bed. The
results presented here are in agreement with these findings:
the negative values for V d in Table 7 obtained in stages 3 and 4
(i.e., for sludge heights42.6 m) confirm the existence of such
bypass flows. Run 2 in stage 3 showed bypass flows at three
internal points (negative figures) and these seemed to affect
the whole reactor given the negative overall V d figure
estimated from the outlet RTD curve. The hydrodynamic
behaviour improved dramatically once the reactor operated
close to its design conditions. Under these circumstances the
UASB closely approached the CSTR model with only a small
dead zone fraction (o5% V t plus high tracer recoveries);
similar results were obtained from other UASB reactors
treating domestic wastewater in Cali, Colombia (van Haandel
and Lettinga, 1994; Avella, 2001). However, dead zones
appeared again after the hydraulic loading rate was increased
beyond the design value (V d ¼ 10% V t), together with bypass
flows in the sludge bed and sludge blanket volumes. Hence,
the overloaded reactor was predominantly mixed but had an
intermediate dead zone and bypass flow in its lower part.
4.3. Process performance
The best removal efficiencies for CODt and CODf were
achieved between the end of stage 2 and the beginning of
stage 4 when the hydrodynamic performance of the reactor
showed a pattern close to the CSTR model. The improvement
of CODf removal efficiency could only be achieved through
better mixing and contact in the reaction zone (i.e., in the
sludge bed and sludge blanket) along with an extended
reaction time. Thus, improved mixing, more efficient mass
transfer processes (e.g., enhanced substrate transport from
the bulk liquid to the microbial aggregates) and longer HRTe
can be expected as the combined result of advection and
biogas induced mixing (i.e., combination of liquid upflow
velocity and biogas production rate). The same trend of the
removal efficiencies of CODt and CODf was also observed for
all the other parameters measured with the exception of
Settleable Solids.
These observations show that the reactor reached its
maximum efficiency when loaded optimally, that is, for
operational conditions close to the design scenario. A
consequence of this result is that UASB reactors exposed
directly to the random variation of wastewater flows (i.e.,
sewerage systems from human settlements or industrial
processes) may operate under different transient conditions
(i.e., underloaded, properly loaded and/or overloaded) at
various time periods. Therefore, the biological process
performance may not achieve steady-state conditions and
the overall efficiency will be reduced. UASBs are often
designed with short HRT values and so their capacity to
handle both underloading and overloading events is very
limited. In this work the UASB reactor had a constant-flow
pumping station upwaters and the applied hydraulic loadings
were well controlled.
Data from Tables 3 and 6 (d, effluent CODt, CODf and TSS,
respectively) yielded good logarithmic correlations, which are
given by the following equations
CODt-e ðmg =lÞ ¼ 78:27lnðdÞ þ 126 ðr2 ¼ 0:72Þ, (2)
TSSe ðmg =lÞ ¼ 66:53lnðdÞ þ 34:56 ðr2 ¼ 0:76Þ, (3)
CODf -e ðRem%Þ ¼ 7:27lnðdÞ þ 47:04 ðr2 ¼ 0:70Þ. (4)
These equations show a direct log-linear relationship
between the dispersion number (d) (i.e., hydrodynamics) and
the effluent concentrations of COD and TSS for the experi-
mental conditions tested herein. Although this may seem a
trivial result, the log-linear relationship essentially reveals
that the optimal hydrodynamic condition occurs somewhere
in between the two ideal flow extremes (i.e., plug flow and
complete mixing). Thus, the above equations seem to explain
reasonably well the relationship between the hydrodynamics
and the organic matter removal processes in the reactor
studied. Finally, as pointed out earlier, the ANOVA test also
showed that the variations in the applied hydraulic loading rate affected the hydrodynamic behaviour and consequently
the performance of the treatment process in the reactor.
5. Conclusions
1. The use of a combined dispersion-compartmental model
is an adequate tool to describe the macro-mixing proper-
ties of UASB reactors. The model showed that, when the
reactor was underloaded, there was a hydrodynamically
dispersed flow pattern with the coexistence of a well-
mixed fraction, stagnant zones and short-circuiting. The
main dead volumes were located in the sludge bed and
sludge blanket. Likewise, the liquid volume below the GLS
seemed to host a major stagnant zone not previously
reported elsewhere.
2. The UASB showed an ideal flow pattern (CSTR) for
operational conditions close to the design scenario.
However, both underloading and overloading events
produced distortions of the gross mixing behaviour with
predominantly arbitrary flow patterns.
3. Classical dispersion studies using inert tracers are ade-
quate to describe only the overall macro-mixing pattern in
UASB reactors, but they do not provide any additional
information on the diverse interactions between the
liquid, solid and gaseous phases, which are particularly
important in multiphase bioreactors treating complex
substrates.
4. Hydraulic loading rate variations altered the performance
of the treatment process in the reactor. However, the
correlations of the experimental data revealed that there is
an optimal zone to operate a UASB reactor hydraulically
(0.197o do0.720) in order to sustain its removal efficiency.
5. The implementation of simple engineering interventions
such as equalization tanks ahead of the UASB, will allow
for good handling of transient hydraulic loadings rates
while maintaining fairly constant operational conditions.
Additionally, the reactor can be designed for the average
flow and will not be unnecessarily big.
ARTICLE IN PRESS
W AT E R R E S E A R C H 40 (2006) 445– 452 451

8/18/2019 Dispersion and Tretament Perfomance Analysis of an UASB Reactor Under Different Hydraulic Loading Rates
http://slidepdf.com/reader/full/dispersion-and-tretament-perfomance-analysis-of-an-uasb-reactor-under-different 8/8
Acknowledgement
The main author is indebted to COLCIENCIAS (Colombia) for
providing a scholarship for his doctoral training, which
included the experimental work reported herein.
R E F E R E N C E S
APHA, AWWA, WPCF, 1992. Standard Methods for the Examina-tion of Water and Wastewater, 18th ed. American PublicHealth Association, Washington, DC.
Avella, G.P., 2001. Evaluacion del Comportamiento Hidrodinamicode un Reactor UASB y su Influencia en la Remocion de MateriaOrganica (Evaluation of the hydrodynamic behaviour of anUASB reactor and its influence on organic matter removal).M.Sc. Dissertation, Universidad d el Valle/Instituto Cinara, Cali,Colombia.
Bailey, J.E., Ollis, D.F., 1986. Biochemical Engineering Fundamen-tals, second ed. McGraw-Hill, New York.
Bolle, W.L., van Breugel, J., van Eybergen, G.C., Koseen, N.W.F., vanGils, W., 1986. An integral dynamic model for the UASB reactor.Biotech. Bioeng. XXVIII, 1621–1636.
Heertjes, P.M., Kuijvenhoven, L.J., 1982. Fluid flow pattern inupflow reactors for anaerobic treatment of beet sugar factorywastewater. Biotech. Bioeng. XXIV, 443–459.
Heertjes, P.M., van der Meer, R.R., 1978. Dynamics of liquid flow inan up-flow reactor used for anaerobic treatment of waste-water. Biotech. Bioeng. XX, 1577–1594.
Iliuta, I., Thyrion, F.C., Muntean, O., 1998. Axial dispersion of liquid in gas–liquid co-current downflow and upflow fixed-bedreactors with porous particles. Trans. Chem. Eng. 76 (A), 64–72.
Kvanli, A.H., Pavur, R.J., Guynes, C.S., 2000. Introduction toBusiness Statistics, fifth ed. South-Western College Publish-ing, Cincinnati, OH.
Levenspiel, O., 1999. Chemical Reaction Engineering, third ed.Wiley, New York.
Montgomery, D.C., 1997. Design and Analysis of Experiments,fourth ed. Wiley, New York.
Ottino, J.M., 1990. Mixing, chaotic advection, and turbulence.Annu. Rev. Fluid. Mech. 22, 207–254.
Ottino, J.M., Khakhar, D.V., 2000. Mixing and segregation of granular materials. Annu. Rev. Fluid. Mech. 32, 55–91.
Pen ˜ a, M.R., 2002. Advanced primary treatment of domestic waste-water in tropical countries: development of high-rate anaerobicponds. Ph.D. Thesis, University of Leeds, Leeds, England.
Samson, R., Guiot, S., 1985. Mixing characteristics and perfor-mance of the anaerobic upflow blanket filter (UBF) reactor. J.Chem. Tech. Biotechnol. 35 (B), 65–74.
van der Meer, R.R., Heertjes, P.M., 1983. Mathematical descriptionof anaerobic treatment of wastewater in upflow reactors.Biotech. Bioeng. XXV, 2557–2566.
van Haandel, A.C., Lettinga, G., 1994. Anaerobic Sewage Treat-ment: A Practical Guide for Regions with a Hot Climate. Wiley,Chichester, England.
ARTICLE IN PRESS
W AT E R R E S E A R C H 4 0 ( 2 0 0 6 ) 4 4 5 – 4 5 2452





























