Embed Size (px)
Citation preview

DISCLAIMER
This report was prepared as an account of work sponsored by an agency of the United StatesGovernment. Neither the United States Government nor any agency thereof, nor any of theiremployees, makes any warranty, express or implied, or assumes any legal liability or responsi-bility for the accuracy, completeness, or usefulness of any information, apparatus, product, orprocess disclosed, or represents that its use would not infringe privately owned rights. Refer-ence herein to any specific commercial product, process, or service by trade name, trademark,manufacturer, or otherwise does not necessarily constitute or imply its endorsement, recom-mendation, or favoring by the United States Government or any agency thereof. The viewsand opinions of authors expressed herein do not necessarily state or reflect those of theUnited States Government or any agency thereof.
Distribution Category-Energy ConservatoEnrg Cnevtion-.Industry (UC-95f)
ANL -- 85-76
DE86 007798
Summary and
ARGONNE NATIONAL BRAT0RY9700 South Cass Avenue
Argonne, Illinois 60439
STRUCTURAL DYNAM CS AND FLUID FLOWIN SHELL-AND-TrU LLAT EXCHGERS
Overview of a DOE/ECUT-SP0 n Reposrd Research Oga
by
M. W. Wambsganss H. HalleH. all, and T. H. Mulcahy
Components Technology Division
December 1985
DICTCFBUTLQQ ' TCS V r-j- IS Oil ,,ism
IpS ER

A major purpose of the Techni-cal Information Center is to providethe broadest dissemination possi-ble of information contained inDOE's Research and DevelopmentReports to business, industry, theacademic community, and federal,state and local governments.
Although a small portion of thisreport is not reproducible, it isbeing made available to expeditethe availability of information on theresearch discussed herein.

TABLE OF CONTENTS
Page
EXECUTIVE SUMMARY ...................................................... Vii
ABSTRACT. ... ................... ""...". ...... .......... "".. "......... 1
1. INTRODUCTION (Why is a research program needed?)................... 1
2. BACKGROUND (What is the state-of-the-art?)......................... 6
2.1 Vibration Excitation Mechanisms.............................. 62.2 Fluid/Structure Coupling...................................... 10
2.3 Flow Distribution............................................. 10
3. WORK SCOPE AND OBJECTIVE (What are the goals and approach?)........ 12
4. ACCOMPLISHMENTS/INSIGHTS (What has been done?)..................... 13
4.1 Heat Exchanger Test Facility.................................. 134.2 Understanding Tube Vibration.................................. 154.3 Methodology for Identifying Instabilities..................... 204.4 Fluidelastic Instability Classification....................... 204.5 Fluidelastic Instability Threshold Data Base.................. 214.6 Tube Groupings Most Susceptible to Instability................ 234.7 Hysteresis Phenomenon.......................................... 23
4.8 Simulated U-Tube Bundle...................................... 26
4.9 Evaluation cf Design and Field Fixes.......................... 264.10 Tube-to-Baffle Hole Clearance................................. 28
4.11 Response of Auxiliary Hardware................................ 284.12 Numerical Simulation of Flow Distribution..................... 304.13 Preliminary Measurement of Mean Gap Crossflow Velocities...... 324.14 Combined Reinforcing Effect of Velocity Distribution and
Mode Shape .................................................... 32
4.15 Framework for a Prediction Method for FluidelasticInstability ................................................... 35
4.16 Data Base for Overall and Distributed Pressure Drop.......... 384.17 Data Bank of Field Experiences with Tube Vibration............ 394.18 Vibration Monitoring with Shell-Mounted Accelerometer......... 394.19 Scoping Study of Impact/Fretting Wear......................... 444.20 Technology Transfer............................ ............. .......... 44
5. INTERNATIONAL COLLABORATION (What is the interface with foreignprograms?)..........................................." "....... ..... 46
6. APPLICATION (How are results being used?).......................... 47
6.1 Evaluation/Improvement of Vibration Prediction Methods........ 476.2 Evaluation/Improvement of Pressure Drop Predictions........... 486.3 Understanding/Resolving Problems in Field Equipment........... 486.4 Material for Short Courses and Workshops...................... 506.5 ASME Standard......................... .. . .......... 50
6.6 FIVER ......................................................... 50
iii

7. RESEARCH NEEDS (What remains to be done?).......................... 50
7.1 Tube Vibration Data Base...................................... 51
7.1.1 Tube/Baffle Hole Clearance.......... .................. 517.1.2 Impingement Plates ..................................... 53
7.1.3 Nonuniform Baffle Spacing.............................. 537.1.4 Nonuniform Tube Layout Pattern......................... 537.1.5 Gas and Two-Phase Flow Testing......................... 547.1.6 Design Modifications ................................... 54
7.2 Pressure Drop Data Base. ...................................... 54
7.3 Flow Distribution Code........................................ 54
7.3.1 Flow Resistance Correlations........................... 557.3.2 Code Validation........................................ 56
7.4 Prediction Method for Fluidelastic Instability................ 567.5 Fluidelastic Instability of Loosely Supported Tubes........... 567.6 Prediction Method for Subcritical Vibration...............0 ... 577.7 Impact/Fretting Wear.......................................... 57
7.8 Vibration Monitoring.......................................... 58
8. CONCLUDING REMARKS ................................................. 58
ACKNOWLEDGMENTS ........................................................ 598 F COREN CLUDING REMARKS .. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 582
APPENDIX: Sample Case History from DOE/ANL/HTRI Heat ExchangerTube Vibration Data Bank.................................... 66
iv

LIST OF FIGURES
Figure Page
1 Schematic of shell and tube heat exchanger................... 2
2 Tube failures................................................ 5
3 Stability diagram for fluidelastic instability oftube arrays .................................................. 9
4 Coupled modes for an array of nine tubes..................... 11
5 Argonne Heat Exchanger Test Facility......................... 14
6 Tube bundle in eight-crosspass, full tube bundle
7 Schematics of test exchanger................................. 16
8 RMS tube vibration amplitude vs. flowrate.................... 17
9 Spatial trajectories of tube motion.......................... 18
10 Tube vibration response PSDs for various shellsideflowrates.................................................... 19
11 Tube bundle configurations with tube groupings mostsusceptible to fluidelastic instability...................... 25
12 Test exchanger in simulated U-tube test configuration........ 27
13 Arrangement of FIVER baffles................................. 29
14 Flow velocity maps................. ............ ............. 31
15 Axial distribution of crossflow velocities - numericalsimulation.................. ............ .. .............. 33
16 Axial distribution of crossflow velocity - measurement....... 34
17 Examples of tube bundle vibration response illustratingthe combined reinforcing effect of crossflow velocitydistribution U(z) and mode shape n (z) ....................... 36
18 Fractional distribution of pressure drop averaged andnormalized to overall pressure drop.......................... 41
19 Wear rate vs. tube/baffle hole diametral clearance.......... 45
20 Comparison of measured and predicted pressure dropdistribution........ ......................................... 49
21 RMS tube displacement a a function of flow velocityfor tests with a diametral gap of 1.02 mm.................... 52
22 A flow chart depicting shell-and-tube heat exchangerresearch areas............................................... 60
23 Vibration/Two Phase Flow Test Facility....................... 61
V

LIST OF TABLES
Table Page
1 Tube Bundle Vibration Test Matrix............................ 22
2 Fluidelastic Instability Threshold Flowrates as a Functionof Tube Bundle. ............................ *.................. 24
3 Overall Pressure Drop VersusFlowrate....................... 40
4 Profile of DOE/ANL/HTRI Tube Vibration Data Bank............. 42
vi

EXECUTIVE SUtO9ARY
Shell-and-tube heat exchangers are employed extensively in all the end-
use sectors, which include utilities, buildings, transportation, and
industry. While the heat exchanger industry is an established one, the recent
trends toward higher flowrates, larger size, and optimized designs have led to
a myriad of problems. These have impacted the reliability of heat exchangers
and in many cases have resulted in extended plant downtime with significant
energy losses of various types.
The U.S. Department of Energy (DOE), Of ice of Conservation and Renewable.
Energy, has recognized the energy savings that can result from an improved
understanding of real heat exchanger behavior and from the concurrent
development of new and improved heat exchanger design analysis methods. In
response, DOE has been funding a continuing program of Shell-and-Tube Heat
Exchanger Research at Argonne National Laboratory. The research program is
part of the Thermal Sciences thrust of DOE's Energy Conversion and Utilization
Technologies (ECUT) Program.
The overall objective of the research program is to contribute to the
design and development of energy-efficient, reliable, and cost-competitive
shell-and-tube exchangers. The focal point of the research is the testing of
an industrial-size exchanger. The test data are required to guide the
development of prediction models, to provide a source of empirical informa-
tion, and to evaluate analysis methods. Specifically, the tests provide
(1) tube vibration response data for development and evaluation of vibration
prediction methods, (2) flow velocity data for development and evaluation of
flow distribution codes, (3) overall and distributed pressure drop data for
evaluation of pressure drop prediction methods, (4) shell-mounted acceler-
ometer response data for development and evaluation of vibration monitoring
methods, and (5) tube motion and wear patterns for input to wear tests.
This report was prepared to provide a summary and overview of the
research program. The numerous and varied accomplishments of the DOE/ECUT
sponsored program are discussed, industry's use of the program results are
reviewed, and future research needs are identified.
The program accomplishments include the following:
" establishment of a unique Heat Exchanger Test Facility featuring a
specially designed industrial-size exchanger piped to an 8,000 gal/min
water flow loop;
" improvement in the understanding of tube vibration response in real
equipment;
" development of a methodology for identifying fluidelastic instability;
* classification of fluidelastic instability according to locationwithin the tube bundle and inherent flow conditions;
vii

* development of a data bank of fluidelastic instability threshold
flowrates for more than 50 tube bundle configurations;
" identification of tube groupings within a bundle that are most
susceptible to instability;
" identification of a hysteresis phenomenon that may necessitate
reducing the allowable flowrate significantly below the initiation
threshold for instability;
" evaluation of a simulated U-tube bundle and design and field fixes;
" recommendation to selectively employ reduced tube-to-baffle hole
clearances;
" identification of the potential for vibration response of auxiliary
hardware such as tie bars;
* development of a preprocessor for use with a computer code fornumerical simulation of flow distribution;
" preliminary measurements of mean gap crossf low velocities;
" establishment of the combined reinforcing effect of velocity
distribution and tube vibration mode shape in determining an effective
uniform crossflow velocity for evaluating instability;
* development of the frame work for a prediction method for fluidelastic
instability;
" generation of a data base for overall and distributed pressure dropfor some 50 different iube bundle configurations;
" development of a new data bank of field experiences with tubevibration;
" preliminary evaluation of vibration monitoring with shell-mounted
accelerometers;
" performance of a scoping study of impact/fretting wear; and
" the transfer of the developed technology to industry.
The results are being used by industrial designers and researchers. In
particular, the vibration data base is being used to evaluate and improvestate-of-the-art prediction methods. As a result, some of the conservatisms
that were necessarily included in such methods to compensate for the lack ofunderstanding and model evaluation can be confidently removed. Similarly, the
pressure drop data base is being used to evaluate and improve pressure dropprediction methods. The improved understanding of tube dynamics and the
associated instability mechanisms, coupled with application of the instability
viii

prediction method developed under the program, have been used to evaluate and
resolve potential vibration problems in field equipment. Information
developed under tt.e program has been used in various short courses and
workshops and is incorporated in the draft of an ASME Standard for Nuclear
Power Plant Heat Exchanger Tube Vibration Testing and Assessment that is in
final stages of preparation. Data including tube motion patterns have been
used as input to fretting/wear tests. Also, a Flow Induced Vibration EvasionRestraint (FIVER) concept, developed and evaluated as part of the program, has
been accepted by several industrial organizations and used several times on
original designs.
The program has proved very cost-effective and, as indicated above and
documented in the report, these accomplishments were achieved at a total cost
significantly less than the costs associated with many single heat exchanger
failures. Nevertheless, much remains to be done, and research needs are
identified. These include the following:
" further development of the tube vibration data bank to include studies
of tube/baffle hole clearance, impingement plate effects, nonuniformbaffle spacing, nonuniform tube layout patterns, gas and two-phase
flows, and additional design modifications;
" further development of the pressure drop data base;
* development of a flow distribution code specialized to shell-and-tube
heat exchangers and the development of associated flow resistance
correlations including code validation;
" further development and evaluation of the prediction method for
fluidelastic instability;
* development of a prediction method for tube/support interaction forces
associated with fluidelastic instability of loosely supported tubes;
" development of a prediction method for subcritical vibration based on
the data base available from the vibration tests performed;
" studies relating to impact/fretting wear and, in general, the
relationship between tube vibration and damage; and
" the development of vibration monitoring methods.
ix

-1-
STRUCTURAL DYNAMICS AND FLUID FLOWIN SHELL-AND-TUBE HEAT EXCHANGERS
Summary and Overview of a DOE/ECUT-Sponsored Research Program
by
M. W. Wambsganss, H. Halle, and T. M. Mulcahy
ABSTRACT
The U.S. Department of Energy (DOE) Office of Conservation
and Renewable Energy, within its Energy Conversion and Utilization
Technologies (ECUT) Program, is sponsoring a continuing program ofShell-and-Tube Heat Exchanger Research at Argonne National
Laboratory. The overall objective of the research program is to
contribute to the design and development of energy-efficient,
reliable, and cost-competitive industrial shell-and-tube heat
exchangers. This report highlights the many technical contribu-
tions of the DOE/ECUT-sponsored program, reviews industry's use of
the program results, and identifies research needs. Vibration
excitation mechanisms, fluid/structure coupling, and flow distri-
bution are briefly reviewed to provide background information. To
date, the program has focused on the development of data bases of
tube vibration and pressure drop information, derived from tests
of a specially designed industrial-size heat exchanger. The
development of an improved prediction method for fluidelastic
instability thresholds and the numerical simulation and measure-
ment of flow distribution have also been addressed. Gas and two-
phase flow testing is among the future research needs identified;
such testing would require substantial modifications to the
existing Heat Exchanger Test Facility. Industrial support,
leading to a DOE/industry co-sponsored research program, is sought
to allow for required modifications to the test facility,
subsequent gas and two-phase flow testing, and expansion of the
program to include further development of vibration and flow
distribution prediction methods and related research.
1. INTRODUCTION (Why is a research program needed?)
Heat exchangers--devices that transfer thermal energy between fluids at
different temperatures--are used extensively in industry. In particular, they
find application in process, power, automotive, heat recovery, refrigeration,
and manufacturing industries. Of the types of heat exchangers, the shell-and-
tube heat exchanger, illustrated schematically in Fig. 1, is used most widely;it is estimated that as many as 500,000 shell-and-tube heat exchangers are
operating in the United States today. Shell-and-tube heat exchangers are
conceptually simple in both function and design, but from the standpoints of

'I
Baffle
7
ir __ -I II11 - r 1
Shellflowoutlet
Fig. 1. Schematic of shell and tube heat exchanger
Tubeflow
outlet
Shellflowinlet
Tube
flowinlet
ff
IL
Shell
Tubesheet Tube
1- -
n ti If 0
11
II 11111
NiL 1 1

-3-
both fluid and structure dynamics, as well as fluid/structure interaction
dynamics, a heat exchanger is a complex device that can be difficult to
analyze.
From a fluid dynamics standpoint the complexities are associated with the
shellside flow distribution which, among other things, determines pressure
drop, and hence pumping power; heat transfer; both steady-state and dynamic
fluid forces that act on the tubes, baffles, impingement plates, and other
internal structures; and fouling. The shellside flow distribution can be
expected to vary significantly from design to design. It is determined by
tube bundle geometry (tube layout geometry, pitch-to-diameter ratio); leakage
paths (bundle-to-shell, tube-to-baffle hole, and baffle-to-shell); baffle cut,
orientation, and spacing; inlet/outlet nozzle size and orientation; and the
presence of impingement plates and other flow distribution or flow directing
devices.
Structurally, complexities arise from ill-defined and/or time- and flow-
dependent boundary conditions. For the tubes, these are primarily the result
of tube-to-baffle hole clearances. Initial straightness, mechanical fit-up,
tolerance buildup, and operating conditions, which can give rise to
differential thermal expansion between tubes and shell, are all contributing
factors. The boundary conditions determine the vibrational characteristics,
including natural frequencies, modes, and damping. The clearances also
introduce nonlinearities, which represent a further complexity.
Finally, there is the complexity introduced by fluid/structure inter-
action within a heat exchanger. Fluid/structure interaction results in
motion-dependent fluid forces that give rise to added mass, and coupled modes
and damping, and can cause tube bundle instabilities.
In the past heat exchangers were small and conservatively designed, and
fouling could be tolerated. But recent trends have been to higher flowrates,
both to improve heat transfer and to reduce fouling; larger size, to improve
economy (both capital and operating costs); and optimized designs. Higher
flowrates and larger size both increase the potential for tube vibration.
Design optimization with respect to heat transfer and/or pressure drop is
often attempted without factoring in the effect of the optimization, which can
be detrimental, on structural dynamic response. Also, successful designs are
often arrived at as a result of an evolutionary process involving years of
trial and error coupled with engineering experience and judgment. New
materials (for example, titanium) and manufacturing processes have become
available and are often incorporated in a design without full understanding of
the impact on heat exchanger operability and reliability. (See, for example,
Case No. 142 from the DOE/ANL/HTRI Heat Exchanger Tube Vibration Data Bank,
reproduced in the Appendix of this report.)
As a result of the higher flowrates, larger size, and optimization and
incorporation of new materials and processes without adequate consideration of
the effects in the structural dynamics, there has been an increase in the

-4-
occurrence of tube vibration and noise problems, many of which have led to
tube failures. Examples are shown in Fig. 2 [1]. The primary failuremechanisms are impact wear (tube-to-tube and tube-to-support), fretting wear
(at tube/baffle interfaces), and combination impact/fretting wear. Fatigue isgenerally a secondary mechanism because the close spacing of the tubes
precludes the buildup of large bending stresses.
The economic losses that vibrations cause can be extremely large, as can
the sometimes less tangible energy losses associated with the failure.
Examples are the experiences discussed in Reference 2:
* It has been necessary to replace some very large exchangers thatvibrated, some at a cost approaching $1 million each.
* It has been necessary to live for months with gas phase exchangers
which generated untenable noise, which created distress not only
within the plant but, in at least one instance, at a remotely located
private residence where a sound frequency focused.
* When a tube-to-tubesheet joint leak or a tube rupture is involved,
cross-contamination problems usually must be dealt with. Assuming the
products are recoverable, there is a high energy penalty in the
separation process, Often, a further problem occurs--corrosion of
downstream equipment when two streams that separately are innocuous
become corrosive when mixed. Economic losses from corrosion are
permanent.
" When a producing plant must be shut down to replace an exchanger with
vibration problems, there are predictable large economic losses due to
profit not produced during the outage and due to the energy value
equivalent of hydrocarbons lost to flares during the sutdown and
startup procedures.
An awareness of the potential for damaging tube vibration and the
associated economic losses has motivated investigations of the excitation
mechanisms. As a result of experimental and analytical studies performed at
ANL and elsewhere during the past 15 years we now have a reasonably good
understanding of these mechanisms. For the most part, the experimental
studies have involved idealized, single-span tube arrays exposed to uniform
crossf low. Prediction methods--for example, stability diagrams--weredeveloped using data from these studies. Today, the heat exchanger designer
or user is faced with the problem of applying methods and data derived fromidealized laboratory studies to predict tube bundle behavior in real heat
exchanger with complex flow patterns, tubes with flow- and time-dependent
boundary conditions, and nonlinearities occurring at tube/baffle interfaces.
In general, the designer will find that reliable prediction methods for
flow-induced vibration and flow distribution are lacking. Consequently,
designers have been forced to include excess conservatism in their designs or

-5-
(a) Tube failure caused by wear at tube/support interface
(b) Tube failure caused by tube-to-tube impact/wear
Fig. 2. Tube failures (Ref. 1)
.4
40

-6-
to impose constraints on operation, for example, to insure that a vibration
problem will not exist. This has resulted in heat exchangers that are less
efficient, are more costly to fabricate and operate, and, therefore, consume
more energy both initially and during their lifetimes. The lack of reliable,
efficient, and cost-competitive heat exchangers can also be expected to impact
the decision to pursue waste heat recovery in specific instances, as economics
are typically the deciding factor in such pursuits.
To develop the required prediction methods, one of the things design
analysts must do is to bridge the gap between ideal laboratory tests and
analytical models, and actual heat exchanger behavior. To accomplish this,
data bases of actual heat exchanger behavior developed under controlled
conditions are required. In the near term these data bases can be used to
evaluate and improve state-of-the-art methods, such as stream analysis methods
for predicting pressure drop and flow distribution, and vibration prediction
methods based on ideal laboratory tests and models. In the long term, data
bases of real heat exchanger behavior will form the basis for development and
validation of new, more detailed, and more sophisticated methods.
The U.S. DOE Office of Conservation and Renewable Energy has recognized
the energy savings that can- result from improved understanding of real heat
exchanger behavior and from the prediction methods that result and is funding
a program of Shell-and-Tube Heat Exchanger Research at Argonne National
Laboratory as part of its Energy Conversion and Utilization TechnologiesProgram. One purpose of this report is to present an overview of the accom-
plishments and insights gained from the program to date, particularly as they
relate to understanding tube vibration and flow distribution in heat
exchangers, designing to avoid detrimental tube vibrations, and identifying
and resolving field problems. A second purpose is to identify research needs.
2. BACKGROUND (What is the state-of-the-art?)
Vibration excitation mechanisms, including fluid/structure coupling, are
addresssed first, followed by flow distribution.
2.1 VIBRATION EXCITATION MECHANISMS
The shellside flow represents a source of energy that can induce and
sustain tube vibration. Three excitation mechanisms generally are regarded as
responsible for tube vibration: turbulent buffeting, vortex shedding, and
fluidelastic instability.
Turbulent buffeting occurs at all shellside flowrates. It is the result
of random pressure fluctuations in the turbulent flow. The tube can be
considered to act as a filter, extracting energy from the turbulent field in
bands centered about the tube's natural frequencies, or, as discussed later,
coupled mode frequencies. In general, the response to turbulent buffeting is
difficult to analyze. Analytical models are based on random vibration

-7-
theory. Solution requires knowledge of the form for the power spectral
density (PSD) representation of the pressure field, including decay propertiessuch as convection velocities and correlation lengths. The state-of-the-art
is to assume a particular form for the PSD function and to employ measured
response values to back-calculate effective random excitation coefficients.
Those coefficients are then used to estimate response to turbulent buffeting
in exchangers of similar type. It should be noted that response caused by
turbulent buffeting is often of a low level.
If a single tube is subject to crossflow, vortices are alternately shedfrom opposite sides of the tube. This gives rise to a fluctuating pressure
field which, in turn, translates to a periodic force acting on the tube in atransverse-to-flow direction. The vortex shedding frequency is characterized
by a Strouhal number defined as the product of the vortex-shedding frequencytimes the tube diameter divided by the crossf low velocity. For a single tube
the Strouhal number is nearly a constant of 0.2 over a broad range of Reynoldsnumber. Large-amplitude tube vibration can be expected under resonance
conditions when the vortex-shedding frequency coincides with a tube natural
frequency.
As recently as the late 1960s, vortex shedding was thought to be the
excitation mechanism responsible for tube bundle failures, which were thenbecoming more prevalent. However, in tube bundles the situation is much more
complex than in the case of individual tubes. Intuitively, it is immediatelyapparent that in a tightly packed array of tubes, there is not space available
for well-defined vortices to develop. While some controversy still remains
over the significance of vortex shedding in tube bundles, the consensus seems
to be that vortex shedding is not a dominant mechanism, with the possible
exception of peripheral tubes exposed to crossf low from the inlet nozzle.
Fluidelastic instability is an excitation mechanism characterized by a
critical, or threshold, crossflow velocity, above which large amplitude
vibrations result. Such vibrations are limited only by contact with adjacent
tubes or nonlinear effects in the tubes. Fluidelastic instability is theresult of motion-dependent fluid forces acting in phase with the tube velocity
such that energy is input to the tube. Instability results when the energyinput exceeds the energy dissipated by damping.
Chen [3] has shown the functional form of the stability equation to be
( - F( M T L Turbulence
Cfd F *p2 d ' d ' Characterie tics'1pd
where, U is mean cross low velocity, f is tube natural frequency, d is tube
diameter, C is equivalent viscous damping factor, m is virtual mass per unit
length of tube including added mass of fluid, p is fluid density, T is
transverse pitch, and L is longitudinal pitch.

-8-
In 1970, Connors [4] studied a tube row in air and as a result of hisstudy developed a stability equation of the form
0.5
(f) = (k ) , (2)pd
where a1 is an instability constant, (U/fd) is referred to as the reduced flow
velocity, and (2irm/pd2) is defined as the mass-damping parameter. Subsequent
research by numerous investigators focused on the measurement of the critical
flow velocity for various tube bundles varying such parameters as tube naturalfrequency, tube layout geometry, damping, and fluid density. Attempts by
researchers to correlate the data using Connors' form of the stability
equation, as given by Eq. (2), were not always successful.
In a two-part benchmark paper in 1981, Chen [3] used a mathematical
model, with force coefficient data measured by Tanaka and Takahara [5], todemonstrate that there are actually two dynamic instability mechanisms. One
mechanism is termed fluidelastic-stiffness-controlled. It is a "displacement
mechanism" that requires coupling, or motion, of adjacent tubes. This
mechanism is dominant for high values of reduced flow velocity, correspondingto gas flows. It is the mechanism studied by Connors and, consequently,
Connors' stability equation, Eq. (2), applies. The second mechanism is termed
fluid-damping-controlled. It is a "velocity mechanism" requiring motion of
only a single tube; consequently, a single tube in an array of rigid tubes canexperience instability. This mechanism is dominant for low values of reduced
flow velocity, which corresponds to liquid flows.. The instability equation
for this mechanism can be written in the form
(I)- 02(2 ) , (3)pd
where 02 is a function of the reduced flow velocity.
With this improved understanding of the fluidelastic instability
phenomena in tube bundles, Chen [6] assembled the available experimental data
and developed a series of stability diagrams for the four classical tube
layout patterns. He included lower bound curves as design curves for use by
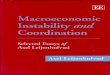
designers. Blevins [7] plotted all the data collected by Chen on a single
diagram and used statistical methods to find a mean fit and a 90% confidencelimit; Blevins' curve is given in Fig. 3.
The majority of the experimental investigations were performed with
uniform flow over single span tube bundles. As a means to account for
nonuniform flow distributions, Connors [8] proposed weighting the velocity
distribution by the mode shape and computing an effective uniform crossflow
velocity ds follows:

LEGEND oo Square ,o Rotated Square A'
s Triangle 44'11C
v Rotated Triangle , ,-fMean Fit
o ~~~- - SOXConfidence Limit o
0
V -UNSTABLE vv o '
.W v ,' o 0d.
~sr
10 1 MAS ODA N STABLEE
1b 0' 01 10' d'1d 1d
MASS DAMPING m(27T.)/pD2
Fig. 3. Stability diagram for fluidelastic instability of tube arrays (Ref. 7)

-10-
fU2 z) 2(z)dz 0.5
Ueff = (4)
f 2(z)dz
where U(z) is the axial distribution of the crossflow velocity and 0(z) is thetube vibration mode. Chen [3] has shown Eq. (4) to be valid for high valuesof mass-damping parameter (gas flows). However, the validity of Eq. (4) as an
approximation for low values of mass-damping parameter is subject to question.
In general, the three excitation mechanisms discussed above are presentfor gas, liquid, and two-phase flows. However, periodic wake shedding will be
much less efficient in gas and two-phase flows.
2.2 FLUID-STRJCTIURE COUPLING
When a single tube is vibrated in a dense fluid, the effect of the fluidis to contribute added mass, which acts to lower the natural frequency of the
tube from what it would be in vacuo, or in a gas. If an array of closelyspaced flexible tubes are allowed to vibrate in a dense fluid, fluid/structure
coupling occurs, which results in coupled modes with closely spaced
frequencies.
Theoretically, if there are k tubes in an array, fluid/structure coupling
will result in 2k coupled frequencies, corresponding to each uncoupled bending
mode frequency. These frequencies will occur in bands, each band including
its corresponding uncoupled mode frequency. As an example, the theoretically
determined coupled modes and frequencies for a 3 x 3 tube array on a square
layout are given in Fig. 4 [9]. Since there are nine tubes in the array,
there are 18 modes in the first frequency band. Coupling is a function of
fluid-to-tube mass ratio and tube spacing. The implication is that in
analysis of subcritical response to deterministic or random loadings, the
analyst cannot assume response at a single frequency but rather must considerresponse to occur over a frequency band.
2.3 FLOW DISTRIBUTION
The shellside flow distribution in a heat exchanger is three-dimensional
and very complex. The flow will follow the path of least resistance and, as a
consequence, leakage paths (for example, bundle-to-shell, baffle-to-shell, and
tube-to-baffle hole, as well as open lanes) become very important. In fact,
the various leakage paths and passing lanes to a large extent actually control
the flow through the tube bundle. Currently used flow distribution analysis
methods are based, for the most part, on the stream analysis approach, which
provides global information on flow distribution. With feedback from
operating exchangers and experiments, the design methods that have evolved do
a reasonable job of predicting overall heat transfer and pressure drop for
standard designs. However, stream analysis methods are inadequate for
analysis of atypical designs or designs that include impingement plates or
other types of flow distribution devices. Further, in order to generalize and

000
5728 Hz
000
57.28 Hz 60.09 Hz
Oo
Eoe
61.25 Hz
00
61.99 Hz
c00
ee
00(62.31 Hz
0
063.82 Hz
onQ
63.82 Hz
00
0000
65.30 Hz
(0o
65.30 Hz
6550 H 6
65.50 Hz 66.24 Hz
000(
6&68 Hz
0
68.41 Hz
000
0
00
6845 Hz
000
60068.45 Hz
Fig. 4. Coupled modes for an array of nine tubes (Ref. 9)
0
0
0
0
0
0
057.21 Hz
0
0o
o
62.31 Hz
I.
00
00
00

-12-
to improve on these prediction methods, and also to take advantage of new
developments (say, information on local heat transfer coefficients), a moredetailed knowledge of the shellside flow velocity distribution is required.
Such detailed knowledge is necessary at present to assess the potential for
fluidelastic instability of tube bundles and to evaluate the potential for
fouling. To satisfy the need for local details of the shellside flow
distribution and to provide an analysis capability for nonstandard designs, a
fully three-dimensional fluid flow code is required.
The ability to numerically compute the very complex three-dimensional
flow distribution in heat exchangers has existed for the last decade, but the
capability has been developed by a select group of specialists with access to
large high-speed computers. As a result, most hydraulic codes are F:oprietary
to the developer. Also, many of the codes have been developed for other than
heat exchanger applications, while other codes are more complex than required
for heat exchanger applications, including features not needed. Further, most
of the existing codes are not validated for general use. This is due to the
lack of information on flow velocity and pressure drop distributions in real
heat exchangers. Neither accurate computer modeling nor meaningful compari-
sons of predictions are possible without such information. Typically, code
solutions are "tuned" or "calibrated," sometimes artificially, to agree with
selected measurements from scale-model tests. Thus, substantial modifications
and verified data correlation are required to achieve codes specialized for
general use by heat exchanger designers.
3. OBJECTIVE AND WORK SCOPE (What are the goals and approach?)
The U.S. DOE, in response to a need identified by industry, established a
Heat Exchanger Tube Vibration Program at Argonne National Laboratory in 1977
[10]. The overall objective of the DOE-funded program is to contribute to the
design and development of energy-efficient, reliable, and cost-competitive
industrial shell-and-tube heat exchangers.
The initial work scope included developing a data base of heat exchanger
tube vibration behavior, based on tests of a specially built industrial-size
exchanger and a data bank of field experiences, and the transfer of this
information to researchers and analysts in the heat exchanger industry, as
well as at universities and research laboratories. Subsequently, an expanded
program in shell-and-tube heat exchanger research evolved. While the
vibration tests of various heat exchanger tube bundle configurations remain
the focal point of the program, the program expansion includes measurement of
shellside pressure drop, both overall and distributed, for the various tube
bundle configurations; evaluation and improvement of existing prediction
methods for vibration and pressure drop; numerical simulation of flow
distribution; the evaluation of a crossflow velocity measurement probe;
development of a computer-based method for predicting the threshold of
fluidelastic instability; and preliminary evaluation of impact/fretting wear
that can occur at tube/baffle interfaces as a result of vibration.

-13-
Argonne staff work closely with Heat Transfer Research, Incorporated
(HTRI) in the planning and development of the research program and,
particularly, in the selection of the tube bundle configurations for testing
and in the development of a data bank of field experiences with tube
vibration. HTRI is a not-for-profit research organization with approximately
170 members including designers, manufacturers, and users of heat exchange
equipment. As such, HTRI effectively represents the heat exchanger industry
in the United States. Among other things, the cooperative working
relationship with HTRI lends credibility to the program and ensures that the
tube bundle configurations and related design features being studied are
representative of industrial practice.
4. ACCOMPLISHMENTS/INSIGHTS (What has been done?)
Specific accomplishments and insights gained from the Program have
contributed to an improved understanding of the dynamic behavior of shell-and-
tube heat exchangers and to the development of new and improved design
methods. To date, the tube vibration and shellside pressure drop tests have
been the focus of the Argonne Program. A specially designed industrial-size
heat exchanger has been built and installed in the Argonne Flow Induced
Vibration Test Facility (an 8,000 gal/min water flow loop). More than 50 tube
bundle configurations have been tested. The parameter variations have
included tube layout geometry, baffle-cut orientation (parallel or transverse
to the inlet nozzle axis), baffle spacing, odd and even number of crosspasses,
single and double segmental baffles, nozzle size, and pitch-to-diameter
ratio. Results from the program have led to an improved understanding of
vibration in real heat exchangers, development of a methodology for
identifying instabilities, a classification of fluidelastic instabilities
according to flow conditions, a data base of threshold flowrates and
instability-susceptible tube groupings corresponding to the various tube
bundles tested, identification of a hysteresis phenomenon, evaluation of
design and field fixes, a preliminary evaluation of numerical simulation and
measurement of shellside flow distribution, development of the framework for a
prediction method for fluidelastic instability, generation of a data base for
overall and distributed pressure drop, development of a data bank of field
experiences with tube vibration, performance of a scoping study of impact/
fretting wear, and the transfer of technology to researchers and industrial
designers. The numerous accomplishments and insights derived from the program
are discussed below.
4.1 HEAT ECHANGER TEST FACILITY
A Heat Exchanger Test Facility has been established at Argonne. The
facility consists of an industrial-size shell-and-tube exchanger piped to an
8,000 gal/min water flow loop. The test exchanger is shown in Fig. 5.Figure 6 shows an eight-crosspass tube bundle on a specially built transporter
prior to insertion into the shell seen in the left background. Six- and

-14-
Fig. 5. Argonne Heat Exchanger Test Facility.ANL Neg. No. 113-79-100A.
I!!!a~h
Fig. 6. Tube bundle in eight-crosspass, full tube bundleconfiguration. ANL Neg. No. 113-81-43.

-15-
eight-crosspass configurations are illustrated schematically in Fig. 7. The
shell, nominally 2 ft in diameter and 12 ft long, is of modular construction
to allow testing with both even and odd numbers of crosspasses. The 0.75 in.
diameter tubes are held in 0-ring supports with double tubesheets at each
end. This permits ready assembly and disassembly of the tube bundles. There
is no fluid on the tubeside; the tubes are open to allow for visual sighting
down their bores and for insertion of instrumentation.
Scoping information related to the overall dynamic behavior of the tube
bundle is obtained from sensory observations. Detailed data are obtained from
time histories of the motion of individual tubes. Tube motion is sensed by
miniature accelerometers located within selected tube. Displacement time-
histories are obtained by double integration of the acceleration signals.
Power spectral density representations of the displacement and acceleration
are computed as an aid in interpretation of the test results.
4.2 UNDERSTANDING TUBE VIBRATION
The vibration test program has contributed to the development of a basic
understanding of tube vibration in heat exchangers. In general, at low
flowrates, small-amplitude random motion is observed. As the flowrate is
increased, rattling within the baffle hole can often be detected; this
rattling may "come and go" as the boundary conditions at the tube/baffle
interfaces vary as a function of the increase in steady drag with increasing
flowrate. When the flowrate exceeds a threshold value, large-amplitude motion
associated with fluidelastic instability occurs. This behavior can be
observed from rms amplitude vse flowrate curves (Fig. 8), spatial trajectories
(x-y plots) of tube motion (Fig. 9), and power spectral density (PSD) plots
(Fig. 10) [11].
The amplitude vs. flowrate curve of Fig. 8 readily illustrates the low-
amplitude response that increases relatively slowly at low to intermediate
flowrates, and the often sudden increase to large-amplitude response at a
threshold flowrate. The spatial plots of Fig. 9 show the response to be
random and of small amplitude at low flowrates, to become organized (with
essentially in-line motion) as the critical flowrate is approached, and to
take on a whirling or orbital pattern, limited by impacting with adjacent
tubes, above the critical flowrate.
The PSD curves of Fig. 10 correspond to various flowrates. For flowrates
below critical, turbulent buffeting dominates and the associated PSDs show
that there are a number of closely spaced frequencies within a band. These
frequencies are the result of fluid/structure coupling as discussed above.
Bounds on the frequency band can be calculated using methods developed by Chen
[9]; such calculations have been shown to be in good agreement with measure-
ments [11]. This result confirms that, as a result of fluid/structure
coupling, in attempting to predict vibration response at low flowrates with a
liquid on the shellside, one must consider response over a band of closely
spaced frequencies rather than response at a single natural frequency.

-16-
3.58 m (140.75 in) TUBE LENGTH INSIDE SHELL
OBSERVATIONPORT (TYP )
A
4 SPAN TUBE
8 SPAN TUBEB
T-A hT .L. i-I
ii 305 iiU1N 0 I ' pN 1 11 I" 111 4 0N1.
iF -IF-IL-!____'___I 1 II k U 4 II ' U11I
-k 24 1 IIIi r L
A
LT
IBi
5 SPAN TUBE
11II
OUTLET
0.59 m ( 23.25 in.) SHELL TOP VIEW TUBES -INSIDE DIAMETER 3 BAFFLE SUPPORTS
TUBES- 4EQUAL SPANS0 7 BAFFLE SUPPORTS
8 EQUAL SPANS
BAFFLE CUT ("WINDOW")
c 0.255 DIAMETER (TYP.)
TUBES-4 BAFFLE SUPPORTS VIEW A A VIEW BB5 SPANS (3 EA 0.250AND 2 EA. 0.125 TUBELENGTH)
(a) Eight-crosspass configuration
3.58 m (140.75 in.) TUBE LENGTH INSIDE SHELL i
BAFFLE-SPAC.
(TY P.)
7
INLET
OBSERVATIONAPORT (TYP.)
AB
n
3 SPAN TUBE
B SPAN TUBE
T -- a.. w a 4" "1hi I II / L1--..
- - - 1
iI - ,** I I 1 N_ _ - - n . - _
\xU J I I- , I
A 4 T
4 SPAN TUBE OUTLET
-0.59 m (23.25in.) SHELL TOP VIEW TUBES-INSIDE DIAMETERPE 2 BAFFLE SUPPORTS
TUBES - 3 EQUAL SPANS5 BAFFLE SUPPORTS
6 EQUAL SPANS
BAFFLE CUT ("WINDOW")o 0.296 DIAMETER (TYP.)
TUBES-3 BAFFLE SUPPORTS VIEW A A VIEW BB4 SPANS (2 EA. 0.167AND 2 E A.0.333 TUBELENGTH)
(b) Six-crosspass configuration
Fig. 7. Schematics of test exchanger
BAFFLESPACING(TYP)
PC
11
INLET
rir R1III
IIIII
IL
r
IFI -. 0-Ir-.N#-
i
--
I
\ I

-17-
o.
J
(V)
600 1Q00 1400 1800 2200 2600
0, GAL/MINFig. 8. RIIS tube vibration amplitude vs. flowrate (Ref. 11)

-18-
1640 GPM
TRANSVERSETO FLOW
FLOW
0.750 IN.DIA
TUBE U27CASE 6
-- 10.020 *0.020
1950 GPM(b)
0.001
(a)
(a)
0.001
T
-- 1 0.040 -
0.040
2140 GPM
INSTABILITY ANDIMPACTING INITIATED
(c)
Fig. 9. Spatial trajectories of tube motion (Ref. 11)
F-
-

-19-
Q
(GPM)
2,600
2,500
2,400
2,200
2,000
1,800
1,600
I 400
FLUIDELASTIC- INSTABILITY
(0> 2400)
i-
TURBULENTBUFFETING(Q<2200)
0 20 40 60 80
FREQUENCY, HZ
Fig. 10. Tube vibration response PSDs for various shellside flowrates(Ref. 11)
TRANSITION FROMBUFFETING TOINSTABILITY(2400> 0 CR> 2 2 0 0 )i
I T

-20-
Figure 10 also shows the change from a broad-band spectrum to a narrow,single-frequency spectrum that occurs at the onset of fluidelastic
instability. In this case the tube "selects" a particular mode from the band
of coupled modes.
4.3 METHODOLOGY FOR IDENTIFYING INSTABILITIES
The threshold flow velocity corresponding to the onset of instability is
not always easy to determine in laboratory tests and is even more difficult to
establish in the case of real heat exchange equipment. The response vs.
flowrate curve of Fig. 8 represents an ideal case in the sense that the change
in rate of response is abrupt. However, in many cases the response exhibits a
gradual increase to a high level, which makes definition of the critical
flowrate difficult. Similarly, the set of PSD curves given in Fig. 10
represent the ideal. Often, impacting with adjacent tubes occurs uponinitiation of instability and, as a result, additional frequencies are
introduced into the frequency spectra.
The methods used in the test program to define the instability threshold
include (1) sensory observations, (2) vibration amplitude vs. flow--response
rate, (3) vibration amplitude vs. flow--amplitude threshold, (4) flow sweep--
time history, and (5) frequency response data. These methods are discussed in
Ref. 11. In determining the critical flowrate in an industrial heat exchangerbundle, it is recommended to employ, as possible, all the available methods
and to compare the results from one against those from another. The applica-tion of as many methods as possible is recommended, as each will provide
unique insights into the dynamic behavior of the tube bundle.
4.4 FLUIDELASTIC INSTABILITY CLASSIFICATION
Different groups of tubes within a tube bundle experience instability at
different flowrates. In addition, their responses can be fundamentally
different. In the course of the testing, we determined it was useful to
classify the mechanisms according to the flow conditions to which the various
tube groupings are exposed. In particular, the following flow conditions were
established: (1) classical crossf low as occurs in the interior of the tube
bundle, (2) nozzle entrance and exit flows, and (3) localized high velocity
bypass flows (e.g., bundle-to-shell bypass).
An instability is considered "classic" if its behavior approaches that of
the well-researched fluidelastic instability; for example, usually an abruptand rapid increase in vibration amplitude occurs when the threshold flowrate
is exceeded. Such instabilities are observed to occur in the interior of the
tube bundle, typically in window regions in tube rows adjacent to the baffle
cut. Strong crossflow components are present with all the spans exposed to
crossflow.
Entrance and exit flow velocities are determined by nozzle size and
design. Depending on the portion of flow bypassing the tube bundle through

-21-
clearances between the tube bundle and shell in the nozzle attachment region,
the mean tube gap velocity may be smaller or larger than the nozzle
velocity. Vibrations and instabilities excited by the entrance and exit flows
differ from the classic instability. First, flow excitation is limited to the
end zones of' the exchanger. There, because of the generally employed support
conditions, one of the shorter tube spans is exposed to the flow. Under these
conditions, the vibration usually is excited at a frequency corresponding to
one of the higher modes whose mode shape has a relatively larger amplitude in
the exposed span. While severe high frequency vibration could be generated in
the tube rows under the nozzle, for single segmental baffled bundles this
usually occurred at flowrates well above the threshold of the "classic"
instability in the interior of the bundle. Further, the vibration amplitudes
usually rise gradually with flowrate.
High velocity flows from short cuts, bypasses, and leakages are the
apparent causes of large-amplitude vibration and instability of small groups
of tubes located at or near the periphery of the tube bundle. Typically,
these tubes are long span tubes located in the "corner" region formed by a
baffle edge and the internal shell surface. Such excitation is particularlyprominent in the "corner" region in the first window nearest the nozzle for
tube bundles with parallel-to-nozzle axes baffle cuts as the flow shortcuts
into the second baffle space. Another example is flow bypassing the tube
bundle through its clearance with the shell and the tube bundle. The skimminginstability investigated by Connors [12] fits into this category. These are
typical characteristics: (1) only a few tubes on or near the periphery of the
bundle are involved; (2) vibration amplitudes rise gradually with flowrate and
may reach tube-to-tube collision levels; (3) tubes usually vibrate at anatural frequency from the lowest frequency band; and (4) flow excitation is
probably most prominent in or near the end zones, even though it could occur
at an intermediate position of the tube span.
4.5 FLUIDELASTIC INSTABILITY THRESHOLD DATA BASE
Fifty tube bundle configurations have been tested. The configurations
are characterized by combinations of parameters, including the following: tube
layout pattern (30 or 600 triangular, or 900 or 450 square); number of
crosspasses (6, 7, or 8); bundle type (full bundle or no-tubes-in-window);inlet/outlet nozzle size (10, 12, or 14 in.); baffle cut size; baffle
orientation (transverse or parallel to the nozzle axes); baffle type (single
or double segmental); and pitch-to-diameter ratio (1.25 or 1.42). Also tested
were design and field fixes, finned tubes, and a simulated U-bend configu-
ration. The test matrix is given in Table 1.
The lowest critical flowrate corresponding to instability and the
identification of the tubes involved are of primary interest. However,generally higher flowrates are applied to study additional large amplitudes or
instability response in other locations of the bundle. The majority of the
test results including threshold flowrates and discussions of the observations

-22-
Table 1. Matrix for Tube Bundle Vibration Tests
(Number of Different ConfigurationsTested Since Start of Program)
Number of Crosspasses
Tube Type
Nozzle Size (in.)
8
PLAIN
10 12 14
7
PLAIN
10
6
PLAIN FINNED
10 14 10
Tube Bundle:
Layout Typel Code2 P/D
300 Full S 1.25 1 1 1 2 1 1 1
NTIW S 1.25 1 1 1 1
Fixes S 1.25 4
Full D 1.25 4
Full U 1.25 1
Full S 1.42 2
90* Full S 1.25 1 1 2 1 1 1
NTIW S 1.25 1 1 1
Fixes S 1.25 3
Full S 1.42 2
450 Full 5 1.25
NTIW 5 1.25
Full D 1.25
600 Full s 1.25
NTIW 5 1.25
2
1
4 1
3
2
1NTIW = No-Tubes-in-Window
2Code: S = Single Segmental BafflesD = Double Segmental BafflesU = Simulated U-Tube Support

-23-
and measurements have been reported in topical reports [11,13-15] and tech-nical papers [16,17]; a sampling of the data is given in Table 2. These
results constitute a unique data base of real heat exchanger behavior avail-
able to researchers and analysts for use in evaluation and improvement of
existing prediction methods and in guiding the development, and serving in the
validation, of new prediction methods for fluidelastic instability.
4.6 TUBE GROUPINGS MOST SUSCEPTIBLE TO INSTABILITY
An important contribution of the test program is the identification of
tube groups most susceptible to fluidelastic instability. Among other things,
this information is of use in the development of design and/or field fixes andin specifying the tubes to be instrumented in a vibration test.
While baffle type and orientation are important factors, in general, the
test results have indicated that the regions of concern for excitation of
fluidelastic instability include tubes with long unsupported spans, tube rows
adjacent to a baffle cut, and tubes subjected to high local flow velocities orhighly turbulent flow (e.g., tubes beneath the inlet nozzle). In Fig. 11 the
various basic tube bundle configurations tested are illustrated together withbundle cross-sections denoting the tube groupings, relative to locations of
the baffle cuts, most susceptible to fluidelastic instability.
An examination of the various cases illustrated in Fig. 11 reveals that
the tubes with the largest number of the longest spans exposed to high
crossf low velocities are most susceptible to vibration. It is seen in bundles
with a transverse-to-nozzle axes baffle cut that "classic" type instabilities
are induced in the tube rows next to the baffle edge of the first window.There were other effects, such as in the double-segmental design of Fig. lic,
where the large fraction of the entrance flow favoring the nearby window
excited frontal tubes, sometimes at a lower flowrate. In tube bundles withparallel-to-nozzle axes baffle cuts, the vibration response apparently was a
combination of several flow effects; the major vibration response included,
but was not necessarily limited to, the "corner" region where a baffle edge
closest to the nozzles meets the shell.
4.7 HYSTERESIS PHENOMENON
A hysteresis phenomenon was discovered in the course of testing. Thehysteresis is associated with the need, in many cases, to reduce the flowrate
below the initiation threshold flowrate to cause the instability to cease.
This hysteresis can amount to more than 20% of the threshold flowrate. It isinteresting to note that tubes exhibiting a gradual amplitude rise with
flowrate usually had little hysteresis.
The observed phenomenon of hysteresis suggests that instability may be
inadvertently initiated by temporary flow pulses during transient (e.g.,startup) operations, even though nominal critical flow conditions are not
exceeded. Designers and users of heat exchangers should be aware of this

-24-
Table 2. Fluidelastic Instability Threshold Flowrateas a Function of Tube Bundle Configuration
LowestNo. of Nozzle Number CriticalCross- Size, Layout P/D of Flowrate,passes in. Pattern Ratio Tubes gal/min
6 14 30* 1.25 499 19806 14 600 1.25 499 18406 14 900 1.25 421 16006 14 450 1.25 421 1970
8 10 30* 1.25 499 31307 10 300 1.25 499 27206 10 30* 1.25 499 1970
8 10 900 1.25 421 23407 10 90* 1.25 421 22706 10 900 1.25 421 1650
6 14 30* 1.42 379 27606 14 90* 1.42 341 1290

i
a) Single-segmental,
A A-A
transverse-cut baffles
Typ.)
b) Single-segmental, parallel-cut baffles
-14
c) Double-segmental, transverse-cut baffles
d) Double-segmental, parallel-cut baffles
I I
T-
e) Double-segmental, transverse-cut baffles
f) Double-segmental, parallel-cut baffles
Fig. 11. Tube bundle configurations with tube groupings most
susceptible to fluidelastic instability
.01 1 Io
Oi 1 10
01 I 0oI
I I I
-'
f-)
l
1
I
|I I I
4ci 4r. .
r .
iI I
-

-26-
phenomenon and consider it when specifying acceptable design and operating
flowrates, as well as operating procedures.
4.8 SIMULATED U-TUBE BUNDLE
The test exchanger was assembled to provide a simulated U-tube
configuration to investigate the effect of flexible, low frequency U-bend ends
situated in stagnant water on the overall vibration response of the U-tube
spans exposed to shellside flow. Figure 12 shows how this was implemented
with the available straight tubes of the test exchanger [15]. The flow
entering the exchanger was routed through four crosspasses before exiting a
central port. The remainder of the exchanger contained stagnant water that,
except for hardware clearances, was separated from the active flow by a full
circular baffle. With no additional supports in the stagnant water region,
the long spans of the tubes simulate U-bend ends. These long spans are
dominant in determining the lowest fundamental natural frequencies.
The flow test results seem consistent with analytical relationships that
determine the vibration response by the combined reinforcing effect of mode
shape and velocity distribution, calculated locally and summed across the
length of the tube as in Eq. (4). Application of this theory to the subject
test means that response at a higher vibration mode with relatively large
amplitudes in the active flow region and a good "match" with flow velocity can
be excited in preference to the low-frequency, fundamental mode with
relatively moderate amplitudes in the active region and a large amplitude
rendered ineffective in the zero-flow stagnant region.
The test results led to the conclusion that the "U-bend" in the stagnant
flow region can be neglected in making a rough check for vibration problems.
It materially influences the value of the lowest natural frequency, which was
not excited significantly for this flow arrangement. When the shellside fluid
is a liquid, the use of a full baffle at the tangent point of the U-bend is
effective in preventing vibration problems associated with the U-bend. This
may not be the same when the shellside fluid is a gas.
4.9 EVALUATION OF DESIGN AND FIELD FIXES
As illustrated in Fig. 11, the testing identified those groups of tubes
most susceptible to fluidelastic instability. Notably, for a single segmental
baffle arrangement, these were the tubes in the row adjacent to the baffle cut
in the far window region. Knowledge of the location of these tube groupings
suggests possible design and/or field fixes--for example, the removal or
stiffening of a tube row, or the creation of passing lanes by selectively
removing tubes.
Several of these design/field fixes were evaluated and reported
[11,14,18]. For example, removal of the tube row adjacent to the baffle cut
aggravated the situation in the sense that the critical flowrate decreased; on
the other hand, stiffening that tube row increased the critical flowrate.

-27-
3.58m(I4Q75ir.) TUBE LENGTH INSI
BAFFLE
SPACING(TYR)
OBSERVATIONORT (TYP)
DE SHELL5 SPAN TUBE
4 SPAN TUBE
3 SPAN TUBE
1711 ______ ____ _ ________________Ile'_
INLET OUTLET
-0.59m (23.25in.) SHELLINSIDE DIAMETER
Fig. 12. Test exchanger in simulated U-tubetest configuration (Ref. 15)
LLJ

-28-
Passing lanes in the far window region and in both the far and near windowregions proved effective in increasing the critical flowrate by as much as
46 percent. However, the concomitant effect on heat transfer, as the result
of a reduction in heat transfer surface, together with increased flow bypass,
must be considered.
A modified baffle arrangement, termed FIVER (Flow Induced VibrationEvasion Restraint) was also devised and evaluated [18]. The FIVER concept is
illustrated in Fig. 13. The intermediate baffles provide support for the
tubes most susceptible to fluidelastic instability while contributing little
to the overall pressure drop or pumping power requirements. Introduction of
the FIVER resulted in an increase of about 70 percent in the instability
threshold for the classic instability with an increase in pressure drop of
only about 10 percent.
4.10 TUBE-TO-BAFFLE HOLE CLEARANCE
It is generally agreed that in shell-and-tube heat exchangers small tube-
to-tube hole clearances in the baffles are desirable because they reduce
leakage flow and reduce the susceptibility to vibration. However, the
clearances have to be large enough to permit fabrication within practical,
economical limits of machining tolerances and assembly effort. The experi-
ences of the industry are reflected in the TEMA standards [19].
Experience and understanding derived from performance of the subject test
program have led to the recommendation to consider the use of two different
tube-to-tube hole clearances, namely a reduced clearance in the window regions
and a larger clearance in the central region where the tubes are held by all
baffles and much less susceptible to vibration damage [20].
The tighter fit in the window area can be expected to provide the
advantage of reduced vibration potential and/or reduced long-time wear without
significantly increasing assembly effort because the tubes in the windows are
held only by every other baffle and are comparatively flexible. The designers
and manufacturers would have to decide if the additional cost of fabrication
and quality control to provide tube holes in two slightly diferent sizes is
justified by the potential benefits.
4.11 RESPONSE OF AUXILIARY HARWARE
While the test program focused on tube vibration and, in particular,
excitation of fluidelastic instability, it also afforded the opportunity to
monitor the vibratory response of auxiliary hardware. In this regard it was
shown that tie bars used to secure the baffle plates can be excited to
unacceptable levels. This calls to the attention of designers the need to
consider flow-induced vibration in the design and placement of tie bars. As
possible, they should be located in regions devoid of high crossflow
velocities and should possess adequate stiffness.

-29-
(a)
L
L K32
FIVERB".\r FLE
- PLATES
L = LONGEST UNSUPPORTEDTUBE SPAN
Fig. 13. Arrangement of FIVER baffles: (a) Photograph taken during assemblyof tube bundle, and (b) Schematic (Ref. 14)
(b)
74A.
0% Z
-ION

-30-
Aside from relocation or stiffening of exposed tie bars, the test workillustrated the existence of two design options. The arrangement used in the
test exchanger anchored the tie bars to the outlet tubesheet. This did notrequire the tie bars to extend into the inlet region of the test exchanger but
placed the tie bars in compression. On the other hand, a designer might have
the choice of anchoring the tie bars to the inlet side tubesheet, thus
exposing them to direct inlet flow conditions but placing them in tension
(generally an advantage) as the pressure drop is applied.
4.12 NUMERICAL SIMULATION OF FLOW DISTRIBUTION
The analysis and interpretation of the tube vibration test data, as well
as the use of the data to evaluate state-of-the-art prediction methods,
requires knowledge of the complex shellside flow distribution and, in particu-
lar, the axial distribution of crossflow velocity. As discussed above, the
currently employed stream analysis method, while adequate for predicting
overall pressure drop and mean flow velocities for the various "streams" in
standard designs, is not sufficiently detailed to apply advanced methods for
the prediction of fluidelastic instability in heat exchanger tube bundles.
Detailed computation of the flow distribution requires application of a
three-dimension thermal-hydraulic computer code. Several codes are available
today, but most are proprietary to the developers; none are specialized to
handle segmentally baffled, shell-and-tube exchangers directly, and most lack
detailed verification. To obtain insight into the application of three-
dimensional computer codes to simulate flow distribution in a heat exchanger,
the Argonne-developed COMMIX-IHX code [21] was selected.
As with all such codes, the approach is to divide the exchanger into a
number of computational cells and to numerically solve the complex conserva-
tion equations of mass, momentum, and energy. Calculation of the input data
to COMMIX-IHX, or any other similar code, is very tedious and involves
considerable modeling judgments. Therefore, a user-friendly heat exchanger
data generator (HEDG) preprocessor was developed [22]. Basic heat exchanger
dimensions and flow conditions are input to HEDG; the output of HEDG is the
input data for COMMIX-IHX. While HEDG has been specifically developed for
Argonne's test heat exchanger, its algorithms can be used to develop an input
data generator for any type of heat exchanger that can be analyzed by
COMMIX-IHX, and it provides a framework for the development of preprocessors
for other codes. A preprocessor, such as HEDG, provides a means for the
engineer not familiar with the state-of-the-art in hydraulics and flow-induced
vibrations to assess heat exchanger designs.
The COMMIX-IHX code calculates velocities at the boundaries of the
computational cells. Maps of these velocities give insights relative to the
overall fly.: pattern through the heat exchanger (see, for example, Fig. 14).
While this is very useful information, computation of an effective uniformcrossf low velocity, with the use of Eq. (4), requires estimation of the mean
gap crossflow velocity throughout the bundle.

-31-
It
I /fM /7pg
tM w e SMELL SIDENI VELOCITY
Il' ' "M1N J2.7
(a) The plane of symmetry, the rz-plane
- SMELL SIDE
VELOCITY
MAW"4
(b) The rT-plane at the center of the inlet nozzle
Fig. 14. Flow velocity maps (Ref.22)

-32-
Each computational cell contains several tubes, with the numberincreasing with distance from the center of the heat exchanger. With
knowledge of the velocities on the cell boundaries, a method was devised,
using linear interpolation, to compute the radial and azimuthal components of
velocity at each tube location [23,24]; the vector sum of these velocitiesgives an effective crossflow velocity. These computations are performed using
a COMMIX-IHX post-processor program called ANALYZE [22,23]. A typical outputgiving the axial distribution of crossflow velocity over a particular tube is
given in Fig. 15.
4.13 PRELIMINARY MEASUREMENT OF MEAN GAP CROSSFLOW VELOCITIES
As alluded to above, numerous modeling assumptions, and a significantamount of engineering judgment, are required in the application of a three-
dimensional flow distribution code. For example, one must input flow
resistance correlations, for the bundle as well as the various bypass flows.
Despite the importance of reliable flow resistance models, only limited
information is available. In part because of the uncertainty in the modeling
assumptions, there is a need for experimental data for verifying codes as to
the applicability and accuracy of the various correlations relative to the
overall results. But here, too, data are lacking.
The feasibility of using the basic concept of a Westinghouse-designed
pressure probe in the determination of mean flow velocities in the gaps
between tubes in a bundle was evaluated [25]. The technique requiresmeasurement of the maximum pressure on the tube surface (representative of the
total pressure associated with flow impinging on the tube) and the surfacepressures in the minimum gap between tubes (representative of the static
pressure in the flow). Velocity is computed from application of Bernoulli'sequation. Results from application of the technique in the inlet span of the
Argonne test exchanger are given in Fig. 16. A comparison of Figs. 15 and 16shows that the results are in qualitative agreement with the numerical simula-
tion. However, a significant amount of further evaluation and development is
required.
4.14 COMBINED REINFORCING EFFECT OF VELOCITY DISTRIBUTION AND MODE SHAPE
The test results indicated that different groupings of tubes undergo
instability at different flowrates. This is not an unexpected result when onerealizes that the tubes are supported differently in different portions of the
tube bundle (say, window vs. non-window regions) and consequently have
different vibrational characteristics (natural frequencies and mode shapes).
Perhaps more importantly, the distribution of crossf low velocity varies
significantly throughout the bundle. Equation (4) illustrates the combined
reinforcing effect of the axial distribution of the crossf low velocity and
mode shape in determining an effective, or equivalent, uniform, crossf low
velocity. The effect is reinforcing in the sense that a good "match" between
the crossflow distribution and mode shape anywhere along the length of the

-33-
~~~-.1
4100
144C
2
V(z), m/s3 4 5
Fig. 15. Axial distribution of crossflow velocities - numerical simulation
(Ref. 23)
-2 -I
IF
X TUBE SUPPORT
1 1 1 1 l
I I I I Ii
5 i

-34-
Inlet end tubesheet Inlet end tubesheet
-//ZZ.ZZ.ZZ,,z
-I
0- I
4
8
12
16
1 2
Velocity, ft/sec
a) Tube gap P-5 to P-6
3' 20
0 1 2
Velocity, ft/sec
b) Tube gap P-10 to P-li
Inlet end tubesheet
r
1 2
Velocity, ft/sec
c) Tube gap P-19 to P-2
-l- 0
4
8
12
16
-.-- 20 L3 0
0
Inlet end tubesheet
C
I l A Ar Ir f f 4 x O1 I
31 2
Velocity, ft/sec
d) Average of all tube gaps
Fig. 16. Axial distribution of crossf low velocity - measurement(Inlet span, tube row P, flowrate = 1000 gal/min, Ref. 25)
Distance,inches
0
4
8
12
16
200
Distance,inches
0
3
4
8
12
16
200
ff Ar
-L-r -...mmm"..
I
I
I
I

-35-
tube contributes significantly to the value of the effective flow velocity.Again, it should be noted that the re ationship is valid for gas flows and may
be only approximate for liquid flows.
Figure 17 illustrate; the need to consider the combined reinforcing
effect of crossflow velocity distribution and mode shape in the analysis andinterpretation of tube instability test results; the figure also illustrates
the three instability types and the three associated flow conditions, as
discussed above. The velocity distributions shown are sketches of estimated
velocities, based in part on the output of the three dimensional flow
distribution computer program COMMIX-IHX. For instance, the computer data
indicate velocity peaks next to the baffle of the flow approaching the
turnaround (see Fig. 15).
Figures 17a to d show the effects separately as experienced by different
tubes in the same six-crosspass, single-segmental, transverse-to-nozzle axes
baffle cut test configuration. The shaded areas in Section A-A views
represent regions in the tube bundle containing tubes'with principal activity(large amplitude vibration). The main (side or top) views indicate a typical
tube in those regions and below the velocity distribution and mode shape
corresponding to the crossf low and tube, respectively. Darkened are the axial
sections of this typical tube where there is coincidence of maximum, or near
maximum, values in velocity distribution and mode shape. Examination of the
data indicates that such coincidence favors vibration. This agrees with
Eq. (4), but does not validate it. Specifically, the degree of applicability
of Eq. (4) to liquid systems is not known; for example, it is not known if the
relationship will hold for excitation in the relatively short end zones of
tubes supported by a large number of spans.
4.15 FRAMEWORK FOR A PREDICTION METHOD FOR FLUIDELASTIC INSTABILITY
Equation (4), the qualitative agreement between vibration and the
combined effect of velocity distribution and mode shape, as discussed above
and illustrated in Fig. 17, and the availability of a three-dimensional flow
distribution code that allows numerical simulation of the crossf low velocity
distribution over each tube, provided the basis for developing a prediction
method for fluidelastic instability in shell-and-tube heat exchanger tube
bundles [23,24]. The procedure is as follows:
1. Perform a numerical simulation of the shellside flow distribution via
application of a 3-D hydraulic code.
2. Compute the axial distribution of crossflow velocity over each tube
in the bundle by linear interpolation of the radial and azimuthal
velocity components obtained for each computational cell.
3. Perform a modal analysis of the tubes (all baffle plates can be
assumed to be "active" in providing support of the tubes, or
selective baffles can be assumed "inactive," as appropriate) to
obtain mode shapes (+n(z)) and natural frequencies (fn).
4. Compute an equivalent, uniform crossflow velocity for each tube (Un)
by performing the integrations and mathematics indicated in Eq. (4).

-36-
1I
' ItInlet A
ttVelocity: U(z)
Mode 1: 41 (z)
(a) Classic instability3-span tube next to central baffle edge
A
IOEInl
Velocity: U(z)
et L+A
A(11 ~TW
Mode 1: l(z)
(b) Classic instability4-span tube next to central baffle edge
OutletA-A
1Lii,z
z
Outtlet A-A
tijfz
z
11 1
-
1 - ITN . . . . I
I
I
iii'ITI

-37-
Inlet A
Velocity: U(z)
Mode 5: c5 (z)
(c) End zone flow vibration4-span tube in first row under nozzle
Inlet 2 A
Velocity: U(z) (1ffl1<Efl~1%Li P
Mode 1: #y(z)
-m z
- z
(d) Leakage and bypass flow vibration3-span tube, in shell/baffle edge "corner"
Fig. 17. ExamplescombinedU(z) and
of tube bundle vibration response illustrating the
reinforcing effect of crossflow velocity distribution
mode shape *n(z)
OutletA-A
z
z
iOte
Outlet A-A
FA
} -- -,a
A
"
rTfl
I

-38-
5. Compute a reduced effective crossflow velocity for each tube as
UUn= (f)n.
n
6. Compute the mass-damping parameter for the tubes as
6a= ( 2cmm 2D
pD2
where m is the virtual mass per unit length of tube, and c is an
equivalent viscous damping factor.
7. Enter a stability diagram (e.g., Fig. 3) with and 6 m and evaluate
the instability potential for each tube and each bending mode n.
A post-processor (ANALYZE) has been written for the COMMIX-IHX code to carry
out the procedure outlined in Steps 1 through 5 [23,24].
It should be noted that at Step 5, assuming the mass-damping parameter is
approximately the same throughout the tube bundle, one can compare the values
of reduced effective crossflow velocity obtained for the various tubes in the
bundle, and, the tubes with the highest value can be identified as those most
susceptible to fluidelastic instability. Based on a comparison with results
from the test program and with the extensive data base of critical velocities
determined from laboratory tests, the method shows promise [22-24]. However,
additional evaluation is required, as is the development of improved modeling
of both the structural dynamic boundary conditions of the tubes and the
resistances for bypass and leakage flows.
4.16 DATA BASE FOR OVERALL AND DISTRIBUTED PRESSURE DROP
It appears that there is surprisingly little information available in the
open literature on the shellside pressure drop of actual operating heat
exchangers, and essentially no incremental pressure drop information.
Consequentially, in conjunction with the tube vibration tests, measurements
were made of the overall inlet-to-outlet pressure drop as well as the pressure
drop distribution through various sections of the segmentally-baffled test
heat exchanger configurations.
Overall and incremental pressure drops are measured at different
flowrates and the results are correlated with the following relationship,
involving the exponential change of pressure drop as a function of flowrate:
Ap = yQ , (5)
where Q is flowrate and y and a are constants for a particular tube bundle
configuration. The data are reported in a specialized topical report [26] and
technical paper [27], as well as in several of the topical reports on the

-39-
fluidelastic instability thresholds [11,13-15]. Results for both full tube
bundles and no-tubes-in-window configurations are included. Typically, the
overall pressure drop is characterized by the pressure drop at a flowrate of
1,000 gal/min and values of the constants y and a in Eq. (5); see Table 3 for
an example. Typical examples of fractional pressure distributions are
presented in graphical form in Fig. 18.
The data base is expected to be useful for evaluation, input, and
retrofitting of industrial heat exchanger design computer programs based on
stream analysis methods. In addition, it will prove useful in the development
and validation of more sophisticated, three-dimensional flow distribution
codes.
4.17 DATA BANK OF FIELD EXPERIENCES WITH TUBE VIBRATION
A new DOE/ANL/HTRI Heat Exchanger Tube Vibration Data Bank was estab-
lished in 1980. The data bank was established to accumulate comprehensive
case histories on heat exchangers that have experienced tube-vibrationproblems and on units that have been trouble-free, and to render this
information available for the evaluaLion, improvement, and development of
vibration prediction methods and design guidelines.
To date, 68 case histories have been collected and documented in an
initial report and a series of annual addenda [28]. A "profile" of the first
62 cases in data bank is given in Table 4. A typical case history is
reproduced in the Appendix. The development of the data bank is an ongoing
effort, and additional case histories are being solicited. It is expected
that, among other uses, the data will be useful in "screening" new designs as
to their susceptibility for vibration.
4.18 VIBRATION MONITORING WITH SHELL-MOUNTED ACCELEROMETER
The potential for tube vibration can change (increase or decrease)
dependent on a change in operating conditions and/or the physical condition ofthe tube bundle and related internal components. The operating conditions
include temperature, pressure, and flowrate. For whatever reason, a plant
operator might make a change in any one or all of these conditions and, as a
result, a heat exchanger that has been operating without vibration problems
may suddenly experience vibration. *The physical condition of a tube bundle
can also be expected to change with time as, for example, wear at tube/supportplate interfaces tends to increase effective tube-to-tube support plate hole
clearances or the buildup of fouling products on the tube surfaces acts to
*A change in temperature will affect the differential thermal expansion
between tubes and shell and a change in tube natural frequencies will occuras a result of the change in axial loading of the tubes. A change inpressure can affect a change in the static deflection of the tubesheet which,in turn, is reflected in a change in mechanical fit-up of the tubes relativeto the tube support plate holes. A change in flowrate will, of course,directly affect the potential for tube vibration.

-40-
Table 3. Overall Pressure Drop vs. Flowrate
Measurement Range Crossflow y, Basic ApConfiguration Flowrate, Q Reynolds At At
Code m 3 /s gal/min Number Exponent 0.063 m3 /s, 1000 gal/min,x 103 a kPa lb/in.2
F.P.8.14""30 "26%
F.P.8.10".30*.26%
F.P.8.14""90 "26%
F.P.8.10".900.26%
F.P-6.14""30."29%
F.P.6.10".30*.29%
F.P.6.14""90 "30%
F.P.6.10""90*.30%
F.P.6.14""45 "16%
F.P.6.14".450.30%
F.P.6.14""60 "16%
F.P"6.14" .60 "30%
N.P98914" *30*926%
N.P.8.10" .30* 26%
N.P.8.14""90' 26%
N.P.6.10".30 .29%
N.P.6.10" .900.30%
N.P.6.14" "45*.16%
N.P.6.14""60 "16%
N.P.6.14".60 .30%
F.E.6.10""30 .29%
F.E.6.10".90*%30%
N.E.6.10".300.29%
N.E.6.10".90 .30%
0.049-0.201
0.050-0.189
0.063-0.164
0.063-0.215
0.067-0.135
0.073-0.205
0.050-0.189
0.078-0.176
0.050-0.174
0.050-0.151
0.050-0.140
0.066-0.157
0.100-0.316
0.074-0.251
0.064-0.251
0.102-0.262
0.037-0.251
0.050-0.177
0.0 54-0.189
0.051-0.203
0.038-0.164
0.064-0.203
0.063-0.394
0.050-0.332
770-3190
800-3000
1000-2600
1000-3400
1060-2140
1160-3250
800-3000
1230-2790
790-2760
800-2400
790-2220
1050-2490
1580-5010
1180-3980
1010-3980
1620-4150
590-3990
800-2800
850-2990
810-3220
600-2600
1020-3220
1000-6250
790-5270
20.3-85.3
21.4-80.2
26.7-70.4
27.1-92.1
20.9-42.1
22.9-64.0
15.9-59.7
24.5-55.5
11.9-41.6
11.2-33.7
14.4-40.5
17.9-42.4
42.4-134.5
31.7-100.8
27.3-107.7
32.0-82.0
11.7-79.4
12.1-42.3
15.5-54.6
13.6-54.8
7.2-31.4
12.4-39.3
12.1-75.6
9.6-64.2
1.93
1.91
1.93
1.93
1.87
1.83
1.87
1.95
1.98
1.91
1.94
1.90
1.79
1.78
1.89
1.80
1.85
1.95
1.91
1.81
1.92
2.03
1.90
1.95
37.4
41.4
28.9
31.9
23.3
27.5
17.4
19.1
39.1
15.9
45.4
20.4
20.2
21.4
18.0
10.2
9.17
22.7
23.0
8.06
27.9
16.4
9.17
6.90
5.43
6.01
4.19
4.62
3.38
3.99
2.53
2.77
5.67
2.30
6.59
2.96
2.93
3.11
2.61
1.48
1.33
3.29
3.33
1.17
4.04
2.38
1.33
1.00
*
Explanation
Position
1st letter
2nd letter
1st number
2nd number
3rd number
of configuration code:
Symbols
FN
PE
6 or 8
10" or 14"
300 I 90
Last item 16% to 30%
Definition
Full tube bundleNo-tubes-in-window (NTIW) bundle
Plain tubeFinned (enhanced surface) tube
Number of crosspasses
Nominal size of nozzles
Tube layout pattern
Baffle cut as percentage of insideshell diameter

-41-
CONFIGURATION CODEOP FoP NeP*14' 8 10' 8"10' I
ALL: 30'" 26%S - --
F8
1.0
0
0.8w
wCL 0.6
z0
0( 0.4
U.
0wN
0.2
0z
N1P8.14'
AB
C
D'
E E
F F
H G
H
TAP
POSITION ALONG SHELL
(a) Graphs
BC II G H
A"
INLET EUOUTLET
EIGHT CROSSPA88 CONFIGURATION
Tape- A.E.and I: on bottom of nozzles*,C.D.F.Gand H: on shell In horizontal plane of flow
(b) Location of taps
Fig. 18. Fractional distribution of pressure drop averaged andnormalized to overall pressure drop (Ref. 27)
A
B
C
--
D
0
U
" " r----.--
f

-42-
Table 4. Data Bank Profile (Cases 101-162)
No. of Cases Vibration Problem'
Parameter (% of total) V A N
TEMA Shell Type
E (one pass)F (two pass/long baffle)
J (divided flow)K (kettle type reboiler)
X (cross flow)Special
Tube Layout
300 (triangular)450 (rotated square)
600 (rotated triangular)900 (square)
Tube P/D - Ratio
1.201.251.28
1.331.501.671.75
Tube Diameter (in.)
0.5000.6250.75
1.01.25
Baffle Type
Segmental
2-segmental
3-segmentalNTIW
Other
461
11
121
1614
1319
2
182
334
21
12
4991
3424121
(74%)(2%)(18%)
(2%)
(3%)
(2%)
281612
0
(26%)(23%)
(21%)(31%)
(3%)(29%)(3%)
(53%)(6%)
(3%)(2%)
85
912
2
111
182
00
(2%)(3%)(79%)(15%)(2%)
(55%)(39%)(2%)(3%)(2%)
1227
30
1814101
901000
15
13
010
7011
00
1010
55000
13
04001
74
34
061
82
10
0012
51
115020

-43-
Table 4. Data Bank Profile (Cases 101-162) (Contd.)
No. of Cases Vibration Problem'
Parameter (% of total) V A N
Tube-to-Baffle DiametralClearance (in.)
0.0080.010
0.0160.018
0.0200.024
0.031Unknown
Longest UnsupportedSpan Length (in.)
0-910-19
20-29
30-3940-49
50-5960-6970-7980-8990-99
Shellside Fluid
LiquidGas
Condensing fluid
Boiling fluid
Vibration Problem/Damage
Tube-to-tube impacting
Cutting at baffles
Failure near tubesheet
Rattling/noise
Acoustic/noise
UnknownNone
32
3736173
112
87
2010
81
4
18
26
15
3
32171
10
218
(5%)(3%)(60%)(5%)(10%)(2%)
(11%)(5%)
(2%)(2%)(3%)
(13%)(11%)
(32%)(16%)
(13%)
(2%)(6%)
2
12015032
002
15
144
61
1
(29%)
(42%)(24%)
(5%)
1311
82
01
710001
00031
31
200
0911
1
010
11
1
40
11
041
35
003
5660
(5%)(34%)(11%)
(2%)(16%)
(3%)(29%)
V - VibrationA = Acoustic excitationN = No vibration

-44-
reduce the flow area between tubes and thereby affect velocities. Thesechanges, too, will affect the vibration potential of a heat exchanger.
Consequently, in certain situations vibration monitoring is desirable to
provide early warning of a pending vibration problem. Such a warning would
allow a plant operator to take appropriate steps to avoid irreparable tube
damage.
Ideally one would want to employ external sensors to affect a vibration
monitoring program. In the course of heat exchanger tube bundle testing under
the subject program, shell-mounted accelerometers were installed andassociated response signals recorded during the flow tests and subsequently
analyzed. Results of the measurement program have demonstrated thefeasibility of using shell-mounted accelerometers to sense the more "violent"
tube instabilities, those that involve tube-to-baffle and/or tube-to-tubeimpacting. Moderate-amplitude vibrations, which are also of concern, can be
expected to be more difficult to sense. Nevertheless, as a result of the tube
vibration tests, a data base of shell-mounted accelerometer information is
available for analysis relative to the development of vibration monitoring
methods.
4.19 SCOPING STUDY OF IMPACT/FRETTING WEAR
One of the primary causes of heat exchanger tube vibration failure is
impact/fretting wear at the tube/baffle interface (see Fig. 2). As part of
the DOE Heat Exchanger Research Program, an experimental study of a scoping
nature was conducted [29] to provide qualitative impact/fretting wear
information for heat exchanger tubes through the performance of a series of
tests involving the pertinent parameters: impact force level between the tubeand baffle, tube-to-baffle hole clearance, baffle plate thickness, and tube
vibration frequency. Spatial patterns of tube motion from the vibration
tests, such as shown in Fig. 9, provided guidance in the specification of
motion patterns for the wear tests. The test results provide valuable
insights relative to the impact/fretting phenomena occurring at tube/baffle
interfaces. For example, Fig. 19 shows wear rate as a function of tube-to-baffle hole diametral clearance for four different materials. This result
substantiates the importance of tube-to-baffle hole clearance, as well asmaterial, as it affects wear. In particular, it provides support to the
recommendation above to keep clearances *to a minimum value. It should be
emphasized that the results of the study are preliminary and are intended to
provide a foundation and guide for future investigations.
4.20 TECHNOLOGY TRANSFER
The research program was originally established with technology
transfer--the timely dissemination of technical information to researchers/
designers in industry and universities--identified as one of three primary
tasks. The other two tasks at that time were the generation of tube vibration
data from tests of an industrial-size heat exchanger, and the development of a

-45-
I I I I I 1 11 I II I I I I
o CARBON
A 304 SS
V
INCONEL
BRASS
STEEL
600
0
I I I [ illI I I I II[0.1 0.2
100 x(DIA MET R A L
Fig. 19. Wear rate(Ref. 29)
0.5 1.0 2 5 10
T/TSP CLEARANCE) / (TUBE DIAMETER)
vs. tube/baffle hole diametral clearance
200
100
w-J
z0
c-
-J
-J
F--
Ur
4r
4
50
20
I0
5
2
1.0
0.5
I I y I I T I I I T I T I T T T T
_ 1 1

-46-
data bank of field experiences with tube vibration. Consequently, from theonset, technology transfer was given a high priority that has been maintained
to the present. Both industry and university staff have expressed theirappreciation of the technology transfer accomplishments achieved under the
program.
The traditional means of technology transfer, involving the publication
and dissemination of topical reports and papers, and the presentation of
results at technical society meetings, are employed; the distribution list fortopical reports includes more than 100 parties. However, in addition,
technology transfer is accomplished through workshops and short courses, and,perhaps most importantly, through semiannual membership meetings of Heat
Transfer Research Incorporated (HTRI). As discussed earlier, HTRI'smembership is made up of designers, manufacturers, and users of heat exchange
equipment so that HTRI can be considered to represent the heat exchangerindustry in the United States. The most recent results from the program are
presented at the HTRI meetings, with an Argonne staff in attendance to answerquestions and to elaborate on the presentation as required.
5. INTERNATIONAL COLLABORATION (What is the interface with foreignprograms?)
In 1977 the United States signed an International Energy Agency (IEA)
Implementing Agreement for a Program of Research and Development on EnergyConservation in Heat Transfer and Heat Exchangers. The IEA Program consists
of three "annexes": I. Improvement of Thermodynamic Design and Performance inHeat Transfer Equipment, II. The Optimal Design of Heat Exchanger Networks,
and III. Improved Structural Design and Reliability of Heat Transfer Equip-ment. The U.S. DOE-funded research program represents the U.S. contribution
to Annex III. Other countries participating in Annex III include Sweden,
Switzerland, the United Kingdom, and West Germany.
The focus of the research activities in Annex III is on flow-induced tube
vibration. The Annex III program is well balanced, with Sweden studying
turbulence excitation; Switzerland considering acoustic excitation and vortex
shedding; the United Kingdom investigating damping, fluidelastic instability,
and, just recently, two-phase flow induced vibration; West Germany initiating
a two-phase study; and the U.S. developing a data base of real heat exchanger
behavior from tests and field experiences and using the information to
evaluate and develop improved prediction methods. The collaboration affordedby this IEA program has benefited the U.S. by allowing for the exchange of
research results at an early date, by providing an opportunity to havetechnical input to the programs of the participating countries, by allowing
for visits to various laboratories, and through the technical contacts
established which, in turn, allow for informal discussions of problems of
mutual interest.

-47-
Phase I (1977-1980) has been completed and reported with the research
results proprietary to the participating countries. The results of the
Phase II activities are scheduled to be reported in 1986.
6. APPLICATION (How are results being used?)
Results from the DOE-funded Heat Exchanger Research Program have made
significant contributions to the understanding of the dynamic behavior of heat
exchangers in the areas of tube vibration, flow distribution, pressure drop,
and fretting/wear, and have already contributed to the design of more reliable
and efficient heat exchangers. Many of the contributions and applications of
the program results are evident from the discussions in Section 4. While
further elaboration is provided below, it is difficult to document the actual
uses and applications of the program results. While the dissemination of the
results is widespread, the vast majority of the users of the data do not
provide direct feedback to the program staff. Nevertheless, attendance of
HTRI semiannual technical meetings and informal contacts lead one to conclude
that the industry values and is using the data bases and prediction methods
being developed under the program.
6.1 EVALUATION/IMPROVEMENT OF VIBRATION PREDICTION METHODS
The data base consisting of threshold flowrates for fluidelastic
instability in various tube bundle configurations has been used by the
industry to evaluate and improve vibration prediction methods. A large
segment of the heat exchanger industry uses Connors' form of the stability
equation, Eq. (2), for design evaluation. Application requires knowledge of
the crossflow velocity U, equivalent viscous damping factor c, and stability
constant 31. Data from the vibration tests are in the form of critical
flowrates and it is necessary to compute a crossflow velocity, corresponding
to the flowrate, for use in the stability equation. Here, the state-of-the-
art is to employ a stream analysis method to compute an average crossf low
velocity. With this approach one can use Eq. (2) to compute the stability
constant Si for the various tube bundles tested. Strictly speaking, the
stability constants computed in this manner are valid only if the crossflow
velocity is computed in the same manner as that used in solving for 01, and if
the tube bundle configuration is similar. Neverthelk 3, in spite of these
limitations, it has been possible for designers to reduce the conservatisms intheir computer programs for tube vibration. In particular, the stability
constants for 300 triangular and 90 square layout bundles were reduced,improved flow velocity criteria for 600 triangular and 45* rotated square
layout bundles were specified, and the damping value employed in the stability
equation for tube bundles with shellside liquid was increased.
As discussed above, stream analysis methods give average velocities
corresponding to the various streams being considered. Vibration predictions
based on stream analysis methods do not allow one to take into account the

-48-
axial distribution of crossflow velocity and the interaction of such distribu-
tions with various vibration modes. As such, the predictions are only
approximate and conservatism must be included in the calculation. Also, with
stream-analysis-based methods it is not possible to identify which groups of
tubes are most likely to experience instability first; such information is
useful in identifying and resolving tube vibration problems.
The data base of instability threshold velocities provides the informa-
tion necessary to evaluate and validate new prediction methods such as that
described in Section 4.14 above and in Refs. 23 and 24.
6.2 EVALUATION/IMPROVEMENT OF PRESSURE DROP PREDICTIONS
As with the vibration data base, the data base of overall and distributed
pressure drops for various tube bundle configurations is being used by
industry to evaluate and improve prediction methods. For example, a compre-
hensive method for the prediction of shellside pressure drop has recently been
published in the Heat Exchanger Design Handbook (HEDH) [30]. The pressure
drop data base was used to evaluate the adequacy and limitations of the HEDH-
method for both full and plain tubes [31]. Among other things, it was shownthat the HEDH-method underpredicts the Argonne pressure drop data for cases in
which the window area is considerably less than the crossflow area and for the
case of low-finned tubing; in the latter case the method underpredicts the
measured data by as much as 30 percent. These results called attention to the
need to modify the prediction method for certain cases.
The pressure drop data base is also being used by HTRI to evaluate and,
as necessary, provide the basis for updating their computer codes for shell-
side pressure drop. It is further utilized to evaluate the adequacy of the
flow resitance correlations employed in three-dimensional flow distribution
codes such as COMMIX-IHX. An example of a comparison between measured and
predicted pressure drop distribution is given in Fig. 20.
As part of the program's technology transfer, the data are broadly
disseminated to industry. There are several indications that the data are
being used in the development and validation of pressure drop prediction
methods.
6.3 UNDERSTANDING/RESOLVING PROBLEMS IN FIELD EQUIPMENT
The tube vibration data base and insights, developed both from the test
program and field experiences, have been valuable in contributing to the
understanding, evaluation, and, as necessary, resolution of tube vibration in
field units. As an example, testing techniques developed under the program,
including backlighting the tube bundle while sighting down the tube bores to
identify the tubes experiencing vibration, have been employed by a utility in
a field test of a recirculation cooler to evaluate the potential for fluid-
elastic instability. Also, the prediction method for fluidelastic instability
[22-24] has been used by a utility to theoretically evaluate fluidelastic
instability in a pressurized water reactor steam generator.

-49-
1i - ....
8-14-30o .8 - -----.----.---..----.--.-----.-...-- ---.- -.-- .-- .
W EXPERIMENT
D PREDICTED
0 . ............. .......... ........ .... ......... ... ......... ..... ......
Z'
o
A C D E F G H
B PRESSURE TAP
Fig. 20. Comparison of measured and predicted pressure drop distribution
(for location of taps see Fig. 18b) (Ref. 22)

-50-
6.4 MATERIAL FOR SHORT COURSES AND WORKSHOPS
Program results have been used in several short courses and workshops.
In addition to those conducted by Argonne and referred to in Section 4.20,
these include short courses sponsored by the American Institute of Chemical
Engineers, UCLA, and Oklahoma State. The UCLA short course was a continuing
education course titled, "Process Heat Transfer Equipment and Current
Problems." Copies of the DOE/ANL/HTRI Heat Exchanger Tube Vibration Data Bank
Report were requested [32] and distributed as part of the class notes.
6.5 ASME STANDARD
The American Society of Mechanical Engineers (ASME) is in the process of
preparing an ASME Standard for Nuclear Power Plant Heat Exchanger Tube
Vibration Testing and Assessment. The standard provides test procedures and
data evaluation guidelines for the measurement and evaluation of heat
exchanger tube vibration. The intent of the vibration assessment is to
minimize impact on plant operation by early identification of excessive
vibration levels. It is significant that results from the subject program are
included in the draft of the standard. Specific contributions are related to
the selection of tubes to be instrumented and the criteria for detecting
fluidelastic instability. Test results from the program are included in the
standard as examples of the vibration response data to be expected.
6.6 FIVER
The FIVER concept, defined in Section 4.9 and illustrated in Fig. 13, has
been employed by heat exchanger designers several times on original designs.
While it has application in retrofitting to remedy a vibrating exchanger, to
date we are not aware of such application.
7. RESEARCH NEEDS (What remains to be done?)
The U.S. DOE identified the need for a tube vibration data base to be
developed from tests of an industrial-size heat exchanger for use in bridging
the gap between real heat exchanger behavior and ideal laboratory tests and
analytical models. In response to this need, the Argonne Heat Exchanger Tube
Vibration Program was established. From that program, a Shell and Tube Heat
Exchanger Research Program evolved. As discussed above, the focus of the
expanded program has been on tests of an industrial-size exchanger and the
evaluation and development of prediction methods for tube vibration, pressure
drop, and flow distribution. While much has been accomplished in the areas on
which the program has focused, much remains to be done both in these areas and
in new, but related, areas.

-51-
7.1 TUBE VIBRATION DATA BASE
A tube vibration data base for fluidelastic instability has been
established from water flow testing of more than 50 tube bundle configura-
tions. Additional water flow testing that should be considered includes
evaluation of the effect of tube/baffle hole clearance, impingement plates,
nonuniform baffle spacing, "nonuniform" tube layout patterns, and design
modifications.
7.1.1 Tube/Baffle Hole Clearance
Clearances between tubes and tube support plate holes are inherent in the
design of heat exchangers; it is common for the tube holes to be drilled 16 to
32 mils over the outside diameter of the tubes. Dependent on initial tube
straightness, mechanical fit-up, and operating conditions, it is possible for
a tube to be effectively centered within the tube support plate hole. In such
cases the tube support plate does not provide effective support and it is
possible for the tube to vibrate and, in fact, experience instability in a so-
called tube support plate inactive mode. Steady drag is an important
consideration. The potential for occurrence of this phenomenon is increasedfor heat exchangers with relatively large tube to support plate hole clear-
ances (on the order of 31 mils) and short (stiff) spans (tubes with long,
inherently flexible spans will respond to the steady drag exerted by the
shellside flow and will typically be forced against the support plate). Thisphenomenon--the vibration of a tube in a tube support plate inactive mode--has
been demonstrated in laboratory tests [33] (see Fig. 21) and there has beenfield experience involving a tube failure attributed to it. Again, initial
clearance, initial preload for the case of initial clearance equal to zero,
and steady drag are all important contributing factors.
Dependent on tube diameter, material, and span length, TEMA Standards
currently specify tube to baffle hole diametral clearances of 31 mils in
certain situations [19]; the most recent version of this standard was issued
in 1978. Today, designers are recommending that clearances be kept as small
as possible [34], with 16 mils often mentioned as a reasonable value.
To gain further insight into the effect of tube-to-baffle hole clearance
on tube vibration in real heat exchanger situations, data from controlled
tests of an industrial-size exchanger are required. Such data could be
readily obtained by drilling out the holes in the baffle plates of the Argonne
exchanger for select groups of tubes that are susceptible to vibration. Among
other things, it would be of significant importance to demonstrate as afunction of clearance whether or not instability in a tube support plate
inactive mode can be made to occur in an actual heat exchanger, and to obtain
some indication of the severity of the motion, as well as the tendency for the
phenomenon to occur in practice.

-52-
6
0DUNSTABLEC) IN THE
X UNSTABLE IN THE TSP-ACTIVE5 STABLE TSP-INACTIVE MODE MODE
LU
Q 4
o
I- 4I
o I
__ _ __ _ __ _ _I
3 - TRANSDUCER A
LU TRANSDUCER B IU..) I
0 05 10 15 20 . . . .
FLWWE CT,2/
Ca)
C)
U .
0 0.5 1.0 1.5 2.0 2.5 3.0 3.5 4.0
FLOW VELOCITY, r/s
Fig. 21. RMS tube displacement as a function of flow velocity for testswith a diametral gap of 1.02 mm (Ref. 33)

-53-
7.1.2 Impingement Plates
The current data base does not include any cases with impingement plates
at the inlet nozzle. Impingement plates are required by TEMA to protect the
tube bundle against impinging flows when the entrance line values of pV2
exceed a specified value, dependent, in part, on the type of fluid [19].
Consequently, impingement plates are included in many practical heat exchanger
applications. However, there is essentially no quantitative information on
the effect of impingement plates on flow-induced vibration.
An impingement plate can be expected to drastically change the shellside
flow pattern in the inlet span and, thereby, affect the vibration of the tubes
under the inlet nozzle. The effect will be highly dependent on the design of
the impingement plate. Nevertheless, tests of several different designs will
provide valuable insights and will form a data base that can be used to
evaluate prediction methods that use a three-dimensional flow distribution
code to account for the presence of the plate.
7.1.3 Non-uniform Baffle Spacing
The existing data base was generated for tube bundle configurations
involving uniformly spaced baffles. Equation (4), and the program results as
discussed in Section 4.14 illustrate the reinforcing effect between axial
distribution of crossflow velocity and mode shape as it determines the
effective, uniform crossflow velocity for a particular configuration. Baffle
spacing determines both axial distribution of crossf low velocity and mode
shape, as well as frequency.
Designers have used shorter spans at the inlet, where crossflow veloci-
ties may be high, in an attempt to minimize the potential for vibration.
Expansion of the data base of real heat exchanger behavior to include such
cases would provide information for use in evaluating such design concepts and
for further evaluation and validation of flow distribution and vibration
prediction methods.
7.1.4 Nonuniform Tube Layout Pattern
As the shellside flow is forced through the tube bundle it is continuallyaccelerated and decelerated entering and exiting the tube gaps. In bundles
having staggered tube layout patterns and uniform equilateral triangular or
square spacing, the maximum flow velocities in successive tube gaps aregenerally not the same. Designers have used "nonuniform" patterns to equalize
and thus reduce the maximum gap flow velocities for a given tube packing
density in order to reduce pressure drop. Such an approach may also improve
vibration response. However, as with other design modifications that defy
analytical treatment because of limitations of the state-of-the-art
technology, data from actual equipment are required to evaluate the effects on
tube bundle vibration.

-54-
7.1.5 Gas and Two-Phase Flow Testing
It is essential that the water flow tests be followed by gas (e.g., air,
CO2 , or freon) and ultimately by two-phase flow testing. It is important totest with gas on the shellside because the fluidelastic instability mechanism
will be different as discussed in Section 2.1; among other things, fluid/
structure coupling is not significant with a gas and the instability requires
phased motion of adjacent tubes. Two-phase flow testing is important because
the associated parameters fall in a parameter range corresponding to a
transition range for the two mechanisms. Equally important is the fact that
more than half of the heat exchangers in the field operate with two-phase
flow. To allow for direct comparison of the data from the tests with liquid,gas, and two-phase flows, the same tube bundle configurations should be tested
in all three fluid media. However, it is not necessary that the complete
water test matrix be tested; rather, pertinent configurations from within that
matrix can be selected.
7.1.6 Design Modifications
Design modifications and field fixes, including the FIVER, have been
evaluated preliminarily as a result of the water flow testing performed to
date. There are additional concepts to be evaluated and more detailed data to
be generated from further testing.
7.2 PRESSURE DROP DATA BASE
Concurrent with the development of a tube vibration data base, a data
base for overall and distributed pressure drop is being developed. The
recommended gas and two-phase flow testing will provide the opportunity to
expand the pressure drop data base to include additional fluids and flow
conditions. Again, such data are nonexistent and are urgently required for
evaluation, improvement, and validation of prediction methods.
The additional water flow testing discussed above, under Sections 7.1.1-
7.1.4,, will also provide valuable pressure drop data. For example, the
currently employed stream analysis methods cannot account for the effects of
impingement plates on pressure drop. Consequently, testing with impingement
plates will provide data useful to the development of improved stream analysis
methods, as an interim method in lieu of a three-dimensional flow distribution
code.
7.3 FLOW DISTRIBUTION CODE
Flow distribution through a heat exchanger is three-dimensional and very
complex. Currently used design analysis methods are based, for the most part,
on the stream analysis approach, which provides global information on flow
distribution. With feedback from operating exchangers and experiments, the
design methods that have evolved do a reasonable job of predicting overall
heat transfer and pressure drop for standard designs. However, in order to

-55-
generalize and to improve on these prediction methods, and to take advantage
of new developments (for example, information on local heat transfer coeffi-cients), more detailed knowledge of the shellside flow velocity distribution
is required. Such knowledge is necessary at present to assess the potential
for fluidelastic instability of tube bundles and to evaluate the potential for
fouling. To satisfy the need for local details of the shellside flow distri-
bution, a fully three-dimensional fluid flow code is required.
With the advent of large high-speed computers, codes that solve the basic
equations governing fluid flow and heat transfer (conservation of mass,
momentum, and energy) have been written. However, many of the codes have been
developed for non heat exchanger applications, while other codes are more
complex than required for heat exchanger application, including features that
are not needed. Thus, substantial modifications would be required to achieve
a user-friendly code for heat exchanger designers. However, a more funda-
mental problem is that most codes are proprietary to the developer(s).
Consequently, detailed information as to their construction is not avail-
able. Further, while it may be possible to purchase such a code, or tosubscribe to its use, it is not expected that the developer would provide
sufficient information to make the modifications required to either specializethe code to shell-and-tube heat exchanger application, as might be necessary,
or to allow for incorporation of post-processors to perform selected evalua-
tions such as for flow-induced vibration.
In summary, the heat exchanger industry has the need for an experi-
mentally validated, three-dimensional code for predicting shellside flow
distribution and velocities in a shell-and-tube exchanger. It is important
that the code be well documented, available in the public domain, "user
friendly," and run time efficient. Such a prediction code would form the
basis for more specific codes that require knowledge of flow distribution/
velocity to predict heat transfer, pressure drop, and flow-induced vibration,
and to evaluate fouling. Ultimately, designers would like to be able to use
these codes to optimize designs.
7.3.1 Flow Resistance Correlations
Inherent to each code is the need for auxiliary equations to link the
conservation equations with other effects such as turbulence. This often
requires the use of empirical relationships and the assignment of distributed
flow resistances. The proper selection of these can have a significant effect
on flow velocity prediction.
Various correlations are available in the open literature for specifica-
tion of flow resistances for geometries associated with tube bundles,
channels, and orifices. Based on comparisons with pressure drop, tube bundle
instability,- and flow velocity data available from tests of real heat
exchangers, the most appropriate correlations for the shell-and-tube heat
exchanger geometries can be evaluated and selected. Nevertheless, it is
expected that feature tests will also be required to develop new correlations

-56-
for specialized flow situations such as bundle-to-shell bypass flows, open
lanes, and the like.
7.3.2 Code Validation
By itself, the flow situation on the shellside of a segmentally baffledshell-and-tube heat exchanger is sufficiently complex to warrant evaluation of
any computer simulation of the flow distribution against test results.However, an additional consideration that also dictates the need for valida-
tion by comparison with experimental results is the fact that various
empirical equations and related constants are included in the simulation.
A preliminary evaluation can be accomplished by comparing results of the
numerical simulation with overall and distributed pressure drop data obtainedfrom heat exchanger flow tests. It will be necessary to obtain flow distri-
bution data on a number of different tube bundle configurations, including
both single- and double-segmental baffles, in order to have a sufficient data
base to satisfactorily evaluate the velocity prediction code. Consideration
should also be given to specialized tube bundle configurations such as no-
tubes-in-window designs and designs including passlanes. A more detailed
evaluation (say, of local velocities) requires the development and application
of a velocity measurement technique. A possible approach was evaluated
preliminarily and discussed in Section 4.13. Alternative approaches such as
exploiting transport time sensing using correlation techniques should be
considered as well.
7.4 PREDICTION METHOD FOR FLUIDELASTIC INSTABILITY
The framework for a prediction method for fluidelastic instability was
developed as part of the subject program and is discussed in Section 4.15.While the method shows promise, a significant amount of development and
evaluation work remains. This includes applying the method to a number of
different configurations for which test results are available for comparison.
The current method is based on the COMMIX-IHX code. This code was
developed specifically for evaluation of the intermediate heat exchanger of a
liquid metal fast breeder reactor plant. The need for a flow distribution
code specialized to a shell-and-tube heat exchanger is discussed inSection 7.3. When a dedicated shell-and-tube heat exchanger flow distribution
code becomes available, the appropriate pre- and post-processors for condi-
tioning of the input data and performing the fluidelastic instability analysis
can be incorporated. Evaluation and further development of the method can
then be accomplished by comparison with results from the tube vibration tests.
7.5 FLUIDELASTIC INSTABILITY OF LOOSELY SUPPORTED TUBES
As discussed briefly in Section 7.1.1, as a result of tube to support
hole clearances inherent in heat exchanger designs, there exists the potential
for tubes to experience instability in a tube-support-plate-inactive mode.

-57-
The resulting instability will be limited to relatively small amplitudesgoverned by the gap clearance. Consequently, the instability will not be as
violent and damaging as an intability in a tube-support-plate-active mode.
The method discussed in Section 7.4 will allow for prediction of the threshold
flowrate for such an instability. The challenge, and the research need, is to
develop a method for predicting the resulting tube/support interaction force
that can ultimately be input to a wear prediction model to estimate failure
potential.
7.6 PREDICTION METHOD FOR SUBCRITICAL VIBRATION
The program has emphasized fluidelastic instability as the mechanism of
most concern because of the large vibration amplitudes involved and the
potential for rapid and catastrophic failure. This mechanism occurs when
shellside flowrates exceed a threshold value. It is, of course, the measure-
ment and, ultimately, prediction of this threshold flowrate that are two of
the program objectives. At flowrates below the threshold for instability,
turbulent buffeting is present. While the response levels are typically
small, if the tubes are very flexible and turbulence/velocity levels high, the
vibrations can result in failure due to impact/fretting wear at tube/support
plate interfaces after moderate to long-term exposure.
There is a need for a method to predict the response to turbulence
excitation. Since it will be difficult, if not impossible, to develop aprediction method from first principles, the approach should focus on the
development of a method to bound the response. In this regard, an energy
approach might be considered. A data base of heat exchanger tube vibration
response at subcritical flowrates is available from vibration tests in theArgonne Heat Exchanger Test Facility. This data base is available to guide
the development of a prediction method and for use in evaluating/validating
the method.
7.7 IMPACT/FRETTING WEAR
Because of inherent clearances between the tube and tube support plate
(TSP) holes, relative motion between the tube and TSP is possible as the
result of vibration induced by fluid flow. The motion can be of a rubbing or
sliding type if the tube is in contact with the 'SP, or of a combined
impact/sliding type if there is intermittent contact (see Fig. 9). Either
type of motion has the potential to lead to tube wear and eventual failure.
The relative position of a tube within the TSP hole is crucial in determining
wear at a given tube/TSP interface. This position is a function of a number
of factors, including tube and TSP hole tolerances, initial tube straightness,
mechanical "fit-up" of tubes within the tube bundle, operating temperature and
pressure, shellside flowrate, and tube flexibility.
Qualitative impact/fretting wear information has been developed as part
of the subject research program. This information supplements the more
detailed data generated by other investigators, most notably Ko [35-37],

-58-
Blevins [38,39], and Haslinger and Steininger [40]. Further investigationsare required to generate and characterize more basic wear data for various
material combinations under representative operating conditions. In addition,
there is a need to develop wear models that will allow one to relate tube
vibration response to wear occurring at a tube/support interface. Ultimately,
validation of such models will require tube/support wear data obtained from
real equipment under controlled conditions.
7.8 VIBRATION MONITORING
The need for vibration monitoring is discussed in Section 4.18. In
summary, vibration monitoring is desirable in situations in which analysis
indicates that a heat exchanger design is marginal from the standpoint of
flow-induced vibration, and in those situations in which a change in operating
conditions is dictated, with the effect on tube vibrations not known. The
program has demonstrated that shell-mounted accelerometers can be used to
detect the more violent tube instabilities, which involve tube-to-baffle
and/or tube-to-tube impacting.
There remains the need to develop measurement and analysis techniques
that will permit one to identify moderate vibrations that are capable of
leading to tube failure and, therefore, are unacceptable, and to determine the
location and magnitude of these vibrations. Here, it should be noted that the
measurements must be made in the presence of flow and other backgroundnoises. Recent developments [41-43] in the area of passive acoustic imaging
have shown that it may be possible to detect and image the amplitude of a
vibration source within a heat exchanger tube bundle. The system would sense
acoustic noise induced by tube vibration with an array of shell-mounted
accelerometers. Research efforts required to establish such a monitoring
system include: (1) development of advanced signal-processing algorithms that
can spatially reconstruct distributed incoherent noise sources, (2) determina-"
tion of a quantitative relationship between vibration amplitude and inducednoise, (3) investigation of the effect of a densely packed tube bundle on
acoustic imaging resolution, and (4) evaluation of the advanced imaging
algorithms for spatial reconstruction of distributed noise sources in a test
exchanger.
8. CONCLUDING REMARKS
The numerous and varied accomplishments of the DOE/ECUT-sponsored program
of Shell-and-Tube Heat Exchanger Research have been discussed, together with
applications of the program results by industry. Future research requirements
have also been addressed. In particular, research needs are identified in the
following areas:
" Flow distribution
" Pressure drop

-59-
" Vibration monitoring
" Vibration prediction
" Wear prediction
Figure 22 is a flow chart prepared to illustrate the relationships and flow of
information among the various research areas. The chart illustrates that heatexchanger tests are central to a comprehensive shell-and-tube heat exchanger
research program. As illustrated in Figure 22, heat exchanger tests prr'' -evarious data that are crucial to guiding the development, and subsequent
validation, of prediction methods and measurement techniques. These data
include flow velocities, pressure drop, shell-mounted accelerometer response,
tube vibration response, and tube motion/wear patterns.
A heat exchanger test facility, consisting of a specially designed,
industrial-size exchanger has been established at Argonne (see Section 4.1 and
Figs. 5-7). The facility is unique and represents the only facility of itstype in the United States. It can handle water flow testing to 8,000 gal/
min. Plans have been made to enhance the facility to provide the capability
for testing with gas and also two-phase (gas/water) flow on the shellside. A
proposed layout of the modified test facility is included as Fig. 23.
The subject Shell-and-Tube Heat Exchanger Research Program is a continu-ing program sponsored by DOE/ECUT within the Thermal Sciences area. As
discussed above, efforts to date have focused on the development of tube
vibration and pressure drop data bases; limited funding has allowed for only
minimal efforts in the development of improved prediction methods.
Industrial support in the form of cost-sharing, which would lead to a co-
sponsored program with DOE/ECUT, is being sought. The additional support will
allow for expansion of the program to include gas and two-phase flow tests,further development of the fluidelastic instability threshold prediction
method and numerical simulation and measurement of flow distribution, and
studies addressing research needs in such areas as subcritical response
prediction, fluidelastic instability of loosely supported tubes, vibration
monitoring, and wear, including relating vibration to damage.
ACKNOWLEDGMENTS
This work is sponsored by the U.S. Department of Energy, Office of
Conservation and Renewable Energy, under the Energy Conversion and Utilization
Technologies (ECUT) Program. The continuing encouragement and support of
M. E. Gunn, and Drs. W. H. Thielbahr and J. J. Eberhardt of the US/DOE aregratefully appreciated. The authors also acknowledge the contributions of
Dr. J. M. Chenoweth of HTRI in the areas of test planning, including theselection of tube bundle configurations to be tested; test data analysis and
interpretation; development of the DOE/ANL/HTRI Heat Exchanger Tube VibrationData Bank, including solicitation and processing of field experience cases;
and the development of the FIVER design concept.

FLOW RESISTANCEPRSUEDO
STUDIESPESUEDP
FLOW a a VIBRATION
DISTRIBUTION &MONITORING /
EXCITATION c HX TESTS
MECHANISMS
VIBRATION WEAR TESTS
PREDICTION
WEAR
PREDICTION
WEAR
Ny MECHANISMS
ACCEPTANCE
CRITERIA
Fig. 22. A flow chart depicting shell-and-tube heat exchanger
research areas

BACK PRESSURE REJLATORTO EXISTING PUMP
16' DA.
SMPRATORTEST SECTION
SILENCER
FRMATRCBYOPASS REIEF VALVEMOTOR
FLOW METERPo
i " METERED SECTION
CHILLED H2
FROM EXISTING PUM AFTER COOLER
WATER FLOW METER
1N
1FXER SECTION
0S-UL: I ( I -go - IH
LED
CONTROL VALVE'1-
I
Fig. 23. Vibration/Two Phase Flow Test Facility
]t- "
M-V=ft%-
Id
. m mmss
ER ME
nr SON -MIMW
"
I
'IN
w
I

-62-
REFERENCES
1. Shin, Y. S., and Wambsganss, M. W., "Flow-Induced Vibration in LMFBRSteam Generators: A State-of-the-Art Review," Nucl. Eng. Des. 40(2),235-284 (Feb. 1977).
2. Personal communication, G. N. Bogel, Dow Chemical, with W. H. Thielbahr,DOE, and J. Taborek, HTRI, September 28, 1981.
3. Chen, S. S., "Instability Mechanisms and Stability Criteria of a Group ofCircular Cylinders Subjected to Cross Flow. Part I: Theory," ASME J.Vibration, Acoustics, Stress and Reliability in Design 105, 51-58 (1983);Part II: Numerical Results and Discussions," ASME J. Vibration,
Acoustics, Stress and Reliability in Design 105, 253-260 (1983).
4. Connors, H. J., Jr., "Fluidelastic Vibration of Tube Arrays Excited byCross Flow," Flow-Induced Vibration in Heat Exchangers (ed. D. D. Reiff),ASME, New York, 1970, pp. 47-56.
5. Tanaka, H., and Takahara, S., "Unsteady Fluid Dynamic Force on TubeBundle and Its Dynamic Effect on Vibration," Flow Induced Vibration inPower Plant Components (ed. M. K. Au-Yang), PVP-Vol. 41, ASME, New York,1980, pp. 77-92.
6. Chen, S. S., "Guidelines for the Instability Flow Velocity of Tube Arraysin Crossflow," J. Sound Vib. 93(3), 439-455 (1984).
7. Blevins, R. D., "A Rational Algorithm for Predicting Vibration-InducedDamage to Tube-and-Shell Heat Exchangers," Symposium on Flow-InducedVibrations; Vol. 3, Vibration in Heat Exchangers, (ed. M. P. Paidoussis,J. M. Chenoweth, and M. D. Bernstein), ASME, New York, 1984, pp. 87-101.
8. Connors, H. J., "Fluidelastic Vibration of Heat Exchanger Tube Arrays,"Trans. ASME, J. of Mechanical Design 100, 347-353 (April 1978).
9. Chen, S. S., "Dynamics of Heat Exchanger Tube Banks" Trans. ASME, J.Fluids Eng. 99, 462-469 (September 1977).
10. Wambsganss, M. W., Halle, H., and Chenoweth, J. M., "A DOE-SponsoredProgram on Heat Exchanger Tube Vibration," Paper 819300, 16th Inter-
society Energy Conversion Engineering Conference, Atlanta, GA (August
1981).
11. Wambsganss, M. W., and Halle, H., "Tube Vibration in Industrial Size TestHeat Exchanger (30 Triangular Layout - 6 Crosspass Configuration)," ANLTechnical Memorandum ANL-CT-81-42 (October 1981).
*References 10, 11, 13-17, 20, 22-29 are publications from the U.S. DOE/ECUT
Shell-and-Tube Heat Exchanger Research Program.

-63-
12. Connors, H. J., "Fluidelastic Vibration of Tube Arrays Excited byNonuniform Cross Flow," Flow-Induced Vibrations of Power PlantComponents, PVP-41, ASME, New York, 1980, pp. 93-107.
13. Halle, H., and Wambsganss, M. W., "Tube Vibration in Industrial Size TestHeat Exchanger," ANL Technical Memorandum ANL-CT-80-18 (March 1980).
14. Halle, H., and Wambsganss, M. W., "Tube Vibration in Industrial Size TestHeat Exchanger (90 Square Layout)," ANL Report ANL-83-10 (February1983).
15. Halle, H., Chenoweth, J. M., and Wambsganss, M. W., "Tube Vibration inIndustrial Size Test Heat Exchanger (22 Additional Configurations),"
ANL Report ANL-85-66 (December 1985).
16. Halle, H., Chenoweth, J. M., and Wambsganss, M. W., "Flow-Induced TubeVibration Tests of Typical Industrial Heat Exchanger Configurations,"ASME Paper 81-DET-37, 8th ASME Vibrations Conference, Hartford, CT(September 1981).
17. Halle, H., Chenoweth, J. M., and Wambsganss, M. W., "Flow-Induced TubeVibration Thresholds in Heat Exchangers from Shellside Water Tests,"Symposium on Flow-Induced Vibration; Vol. 3, Vibration in Heat Exchangers(ed. M. P. Paidoussis, J. M. Chenoweth, and M. D. Bernstein), ASME, NewYork, 1984, pp. 17-32.
18. Chenoweth, J. M., "FIVER - A New Design Concept to Prevent Tube Damagefrom Flow-Induced Vibration in Shell-and-Tube Heat Exchangers," Symposiumon Flow-Induced Vibration; Vol. 3, Vibration in Heat Exchangers (ed.M. P. Paidoussis, J. M. Chenoweth, and M. D. Bernstein), ASME, New York,
1984, pp. 33-44.
19. Standards of Tubular Exchanger Manufacturers Associates, Sixth ed., 1978.
20. Halle, H., "Tube-to-Tube Hole Clearance," Heat Transfer Engineering(Letter to the Editor), 4(1), 112 (1983).
21. Sha, W. T., Yang, C. I., Kao, T. T., and Cho, S. M., "MultidimensionalNumerical Modeling of Heat Exchangers," ASME J. Heat Transfer 104,417-425 (1982).
22. Mulcahy, T. M., Wambsganss, M. W., and Yang, C. I., "Heat ExchangerVibration Analysis (HXVA) for Prediction of Tube Bundle Instabilities,"ANL Report ANL-85-40 (May 1985).
23. Wambsganss, M. W., Yang, C. I., and Halle, H., "Fluidelastic Instabilityin Shell and Tube Heat Exchangers - A Framework for a Prediction Method,"
ANL Report ANL-83-8 (December 1982).
24. Wambsganss, M. W., Yang, C. I., and Halle, H., "Fluidelastic Instabilityin Shell and Tube Heat Exchangers - A Framework for a Prediction Method,"Symposium on Flow-Induced Vibration; Vol. 3, Vibration in Heat Exchangers(ed. M. P. Paidoussis, J. M. Chenoweth, and M. D. Bernstein), ASME, NewYork, 1984, pp. 103-118.

-64-
25. Argonne National Laboratory, unpublished information, 1984.
26. Halle, H., and Wambsganss, M. W., "Shellside Water Pressure Drop andDistribution in Industrial Size Test Heat Exchanger," ANL Report ANL-83-9(January 1983).
27. Halle, H., Chenoweth, J. M., and Wambsganss, M. W., "Shellside WaterflowPressure Drop Distribution Measurements in an Industrial-Sized Test HeatExchanger," A Reappraisal of Shellside Flow in Heat Exchangers (ed.W. J. Marner and J. M. Chenoweth), ASME, New York, 1984, pp. 37-48.
28. Halle, H., Chenoweth, J. M., and Wambsganss, M. W., "DOE/ANL/HTRI HeatExchanger Tube Vibration Data Bank," Technical Memorandum ANL-CT-80-3,Feb. 1980; Addendum 1, Jan. 1981; Addendum 2, Nov. 1981; Addendum 3, Jan.1983; Addendum 4, Dec. 1983; Addendum 5, Jan. 1985; Addendum 6, Jan.
1986, Argonne National Laboratory, Argonne, IL.
29. Cha, J. H., Wambsganss, M. W., and Jendrzejczyk, J. A., "ExperimentalStudy on Impact/Fretting Wear in Heat Exchanger Tubes," ANL ReportANL-85-38 (April 1985).
30. Taborek, J., "Shell-and-Tube Heat Exchangers: Single-Phase Flow," Section3.3, Heat Exchanger Design Handbook, Hemisphere, New York, 1982 (as citedin Ref. 31).
31. Kistler, R. S., and Chenoweth, J. M., "Heat Exchanger Shellside PressureDrop: Comparison of Predictions with Experimental Data," A Reappraisal ofShellside Flow in Heat Exchangers (ed. W. J. Marner and J. M. Chenoweth),ASME, New York, 1984, pp. 49-58.
32. Personal communications, R. Radlein, UCLA, with M. W. Wambsganss, ANL,August 4, 1981.
33. Chen, S. S., Jendrzejczyk, J. A., and Wambsganss, M. W., "Dynamics ofTubes in Fluid with Tube-Baffle Interaction," J. Pressure VesselTechnology, Trans. ASME 107, 7-17 (February 1985).
34. Eisinger, F. L., "Flow Induced Vibration of Multi-span Tubes withClearances at Tube Supports - Design Considerations," Panel presentationat ASME Pressure Vessel and Piping Conference, New Orleans, LA,June 23-26, 1985.
35. Ko, P. L., "Experimental Studies of Tube Fretting in Steam Generators andHeat Exchangers," Trans. ASME, J. of Pressure Vessel Technology,Vol. 101, pp. 125-133, 1979.
36. Ko, P. L., "Heat Exchanger Tube Fretting Wear: Review and Application toDesign," Paper No. 48, Proc. Third Keswick Int'l Conf., Vibration in
Nuclear Plant, May 1982.

-65-
37. Ko, P. L., and Basista, H., "Correlation of Support Impact Force andFretting-Wear for a Heat Exchanger Tube," ASME Pressure Vessel and PipingConference, Portland, Oregon, June 1983.
38. Blevins, R. D., "Fretting Wear of Heat Exchanger Tubes, Part 1:Experiments," Trans. ASME, J. of Engineering for Power, Vol. 101, pp.625-629, 1979.
39. Blevins, R. D., "Vibration-Induced Wear of Heat Exchanger Tubes," Trans.ASME. J. of Engineering Materials and Technology, Vol. 107, pp. 61-67,1985.
40. Haslinger, K. H., and Steininger, D. A., "Steam Generator Tube/TubeSupport Plate Interaction Characteristics," Symposium on Flow InducedVibrations; Vol. 3, Vibration in Heat Exchangers (ed. M. P. Paidoussis,J. M. Chenoweth, and M. D. Bernstein), ASME, New York, 1984, pp. 45-61.
41. Claytor, T. N., and Green, D. A., "Passive Acoustic Imaging for HeatTransfer Components," Ultrasonic Int. '85.
42. Norton, S., and Linzer, M., "Reconstructing Spatially Incoherent RandomSources in the Nearfield: Exact Inversion Formulas for Circular andSpherical Arrays," J. Acoust. Soc. Am. 76, pp. 1731, 1984.

-66-
APPENDIX
Sample case history from DOE/ANL/HTRI Heat Exchanger Tube Vibration DataBank.*
From Ref. 28, Addendum 3.

-67-
DOE/ANL/HTRI HEAT EXCHANGER TUBE VIBRATION DATA FORM Page 1
To protect the identity of the organization submitting this case, HTRI has
assigned a case number. Additionally the data on pages 2, 3, and 4 have been Assigned
reviewed to ensure that they do not include any proprietary information. Case No. 142
This is a replacement for the original page 1 that provides space for
additional comments, drawings, photographs, etc.
Summary
There are two 42-in. diameter by 20-ft long BJS TEMA style heat
exchangers in series with double-segmental baffles which had naptha
vapor partially condensing on the shell side and naptha liquid on
the tube side flowing in two tubepasses. The first exchanger had
the inlet on the shell side at the center with the flow splitting
and leaving from nozzles at either end of the shell. The second
exchanger then had two inlet nozzles and a single outlet nozzle at
the center of the shell. Annular distributors were located only
at the inlet to each exchanger. The nozzles on the channels of thetwo exchangers were arranged so that the tubeside fluid flowed in
series through the bottom exchanger and then through the top
exchanger.
This train of exchangers went through a sequence of bundle changes
with the original carbon steel tubes replaced by monel tubes andfinally titanium tubes over the course of a number of years. When
the exchangers with the titanium tubes were put onstream, a seriousvibration problem developed in the top exchanger. Nineteen tubesnear the outlet nozzle at the fixed tubesheet failed within five
days, completely shutting down the plant. Subsequent inspectionshowed that a section of one tube had been cut off and was resting
in the bottom of the shell. The holes in the baffles were worn
egg-shaped, indicating vibration was present. All of the tubes that
failed did so within a few inches of the fixed tubesheet, suggesting
that there was a problem with the way the tubes were attached. They
were roller expanded into a set of two grooves, and it is speculated
that these tubes may have been unintentionally overexpanded.
The bundles were retubed without looking at the consequences of a
material change. The bundles with carbon steel and monel tubes did
not experience catastrophic failure, while those with titaniumtubes did. To get the plant back onstream, bundles that had pre-
viously been used and were being scrapped were reinstalled. The
cost of the titanium bundles was $278,000 and they were junked. The
estimated cost of lost production was well over a million dollars
until the plant could get back onstream.
For this case, construction drawings, process specifications, damage.
reports, and a narrative of the turnaround activities were provided.

-68-
DOE/ANL/HTRI HEAT EXCHANGER TUBE VIBRATION DATA FORM rue 2
CaSe No. U H o
Type S TEMA Exchaner Denation BJ S SheU Orientation 8 Horizontal
0 Special Exchiangr ([ gibne) 0 Vertical
SHELL GEOMETRY (CmIpie)e Skeh Mw)
Inside Diameter, -a (In.) 'Wa Thickness, n (In.)..... , Material C
Inlet Nozzle ID, - (in.) 1AOutlet NozzleID,.mm (in.) 14 (2
lmpingnent Protection U No DYes
Annular Distributor ONo Yes INLETSOpen Ct AmM (g) 10
4 Fks Tv be Raw Ietanc, mm(.) 2.46
CROSS AFFLE GEOMETRY
Type a Se Wetl; I Dou emntai O DiwfDovghnut
O Triple-Segnental; 0 No-Tubes-ia-WindowBaf& Cut, %S el Diameter 2!1Cut Orientation Relative to Axis of Inlet Nozzle
Inlet Baffle O Prpendicular 8 Parallel 045
Central Baffles O Perpendicular 0Parallel 045
Bafle Thickness, mm (in.). 2Qt Material ATiJ 1Uim
Diametral Clearances Shel-to-baffle, m (in.) O.2
Tube-to-bafle a (in.) Q QJ.i hBundle-to-shell, sa m(in.) .- l S -
Number of Baffles Alog Length of Shell 2Baffle Spacing, - (in.) Central 1 Q . .
Inlet 9 9 Outlet 33.14
Ummpported Tube Span Lengths, ae (in.)Longest St,3 l. Inlet i2A Outlet S14
roMHN4I1 AND SKETCH
TUBE GEOMETRY
Outside Diameter, mm (in.) O.7S?)Wall Thicknesses (in.) 0, Material JTi A741 t$Tube Lengths
Straight Tube, Inside Tubesheets, am (in.) .OU-Tube, Tubesheet to Bend Tangentm (in.)
ube Pitch, mm(La.) .00
Layout (Please Circle)
4low
No. of'Tubes1 ... No. of Tubepasses 2fIrst Tubepa B Countercurrent 0 Cocurrent
Tuhbeto-Tubesheet Joint0 Welded 1 Roller Expanded 0 Other
If U.TubeMaximum Bend Radius, - (in.)
Bend Orientation Relative to Axis of Shellside Inlet NozzleO Perpendicular 0 Parallel
If Bend Supported, Describe in Comments BelowIf Finned Tubes
Fi*ale (Fins/in.) Fin Material
Diameter, am (in.), Root . Over Fins
If Enhanced Surface Tubes -- _--
(Describe)
DETUNING BAFFLE
If Detuning Baffle Used to Control Acoustic
Vibration, Indicate Position on Sketch Below
cmeie.se kstel by roweu g WseI s uiam A ss .aiwte ast "SpAM with arew.
FiNsT SHELL
I .... w.. re........s.4 wO 4awwb w seressteerw.
low swIIsI Inlet nolale location, baffle cut
ori ation ,
nd Implnui~n t vice.
.
i i ii i
I I

-69-
DOE/ANL /HTRI HEAT EXCHANGER TUBE VIBRATION DATA FORM
Pale 3
Case No. 142
PROCESS CONDITIONS *
Reference Condition A Reference Condition S
Tubedde hen e Tabedde Semide
Flow Rate, kg (103 lb/hr) 50)3. __4_41
Inlet Temperature, e (F) _'
Outlet Temperature,* (F) g q
Inlet Pressure,4eN(psia) Absolute jMeasured AP, kf. (psi) - --
Inlet Weight Fraction Vapor 0 1.00Outlet Weight Fraction Vapor 0 0,._ _ _
Vibration Observed ONo EYes ONo DYes
FLUID PHYSICAL PROPERTIES
FiU In AD Applicable Entries [ TiiMe I_ _ _ _ _ _Fluid Name IJATHA L10i00 NAP i NA VAPoRReference Temperature,G(F) I ' Ii i]IiSIIZ 2q tLiquid Properties at Reference
Temperatures
Density, hw3O(b/fta) f , 3 I r , 6 '31'5Viscosity, mP s- (cP) o.O a I 09L? Q&il .L 0. 07?1Thermal Conductivity, W h- (Btu/hr ft F) j.16 . j ,011 j .2i. h 7/'Heat Capacity,~ lege(Btu/Ib F) D., $ %9 O , $ S , $ 0 " , g'2
Vapor or Gu Properties atReference Temperatures
DenHty, k g (lb/ftb) .16 Iviscosity, " -a(cP) Q.0 i 2. , A
Thermal Conductivity, W/nr-6 (Btu/hr ft F) " , -1 1ale
Heat Capacity.~ k-t(Btu/Ib F) ,. NI if .0.7-<*Fluid Molecular Weight, it ei (ib/rnole)
EIf Iding or Condensing!Latent Heat, k9/kg (Btu/ib) 4 y,26 96.6 7
CONOitrOAJ$
OVERALL
* NoTE TWOI G' IELts IJ GSERIE WiWTH PRoc655
1 1
" - "
1
1 1

-70-
DE/ANL4HTRI HEAT EXCHANGER TUBE VIBRATION DATA FORM
Pake 4
A .142
VIBRATION AND DAMAGE DESCRIPTION
When Vibration Present, Shellside Flow Rate, hts (10' lb/hr) Y iQLq,If Known, Croallow Velocity at baffle tp,.Q (ft/sec) _
CrossfiowVelocity at renterlie, Ms_(ft/sec) _
Velocity Through Window in Baffle, ms(ft/sec)*Inlet Nozzle Velocity, m/s (ft/sec)*Outlet Nozzle Velocity, mis (ft/sec)*
Measured Natural Frequency, Hz
Measured Acoustic Frequencies, Hz
Noise Sound Level, db
" Please describe how velocities were calculated or estnated.
Vibration Caused by External Sources RNo O Yes
Source Frequency, Hz rpm
O Machinery 0 Piping
O Cavitation 0 Pulsating Flow
Domap Noted ONoD Yes Complete sketch at bottom of page indicating location in bundle
Type 0 Tube-to-Tube Impact WCutting at Baffle RNear TubesheetO Tube4o-SheU Impact 0 Tubesheet Joint Leaking I Fatigue
Wear- 0 One Side of Tubes Only 0 Parallel to Flow 0 Normal to FlowO All Around Tubs CircumferenceO Corrosion Evident 0 Fouling EvidentO GeneralDescriptionof Damage TU t IIT H U SI V E RAsL l AC H NeS OF
TU S&EEr FAILED. WEAR IAJ Bert. AT TU E ote '.Fxcngr OperationHistory JO lAh1AIGC NOTeIQ iN S E.AJ)D E XCHAAGE suAJ).E
" How Long on Stream Before Damage Occurred? FIVE DAYSJ ATrE Srlr Ic (/P" Any Unusual Occurrence Observed Prior to Vibration as a Consequence of
OStart-up 0 Plant-Upset 0 Shutdown
Describe" If Vibration Remedy Applied, Describe and Indicate Results: 1 E OLA C P UA )0t E
IdITN fAWES TtRE lati'w CARE 6 19,I 1 r 4 AW2 uPt.TU1 EURn S 'LLAP ~ e=AP.
TUBE BIdDLE DAMAGE SKETCHgEGlOu oF TuE FAILuLs
Un

-71-
Distribution for ANL-85-76
Internal:
DruckerS. ZenoW. Wambsganss (90)E. HoltzW. SchertzF. SatherS. ChenH. ChungHalle (90)A. JendrzejczykP. LawrenceM. Mulcahy
S. K. ZussmanA. ThomasC. B. PanchalH. C. StevensR. A. LewisY. I. ChangD. J. MalloyR. W. SeidenstickerANL Patent Dept.ANL Contract FileANL LibrariesTIS Files (5)
External
DOE-TIC, for distribution per UC-95f (237)Manager, Chicago Operations Office, DOEDirector, Technology Management Div., DOE-CHD. L. Bray, DOE-CHD. Goldman, DOE-CHComponents Technology Division Review Committee:
P. Alexander, Flopetrol Johnston Schlumberger, HoustonD. J. Anthony, General Electric Co., San JoseA. Bishop, U. PittsburghB. A. Boley, Northwestern U.R. N. Christensen, Ohio State U.R. Cohen, Purdue U.R. E. Scholl, URS, San FranciscoJ. Weisman, U. Cincinnati
H.R.M.R.w.N.S.H.H.J.W.T.