Embed Size (px)
DESCRIPTION
proyecto mecanica
Citation preview

CAPÍTULO I MARCO
PRELIMINAR
1

1.1. INTRODUCCIÓN
Actualmente la carrocería de un automóvil es algo muy distinto a un simple
armazón metálico, destinado a alojar los conjuntos mecánicos y servir de
habitáculo para los pasajeros.
Es un producto de alta tecnología dentro de la industria de vanguardia, como es
la del automóvil. El resultado de esta simbiosis, de medios humanos y técnicos,
no es solamente encontrar el punto de equilibrio entre deformabilidad y rigidez, de
modo que el vehículo pueda adaptarse a todo tipo de situaciones, sino también
lograr otros objetivos, como ergonomía, habitabilidad, accesibilidad y
confortabilidad.
Esta evolución no queda limitada a cuestiones de estética y diseño, sino que
también afecta a conceptos como seguridad, rigidez, ligereza y reciclabilidad,
entre otros.
Y el trabajo de chapería se lo realiza con fines de mejorar el chasis, carrocería
para de esta forma el vehículo pueda mostrar un aspecto distinto, dependiendo del
uso que pueda proporcionarse a dicho vehículo, de manera que el conductor
sienta que el vehículo que conduce muestre una calidad aunque este ya haya sido
mejorado para su posterior uso y manejo ya que por aspectos humanísticos y
climatológicos sufrió un daño de la misma como raspones abolladuras
deformaciones de la carrocería o el descuido por mucho tiempo dando paso a la
corrosión del metal y salto de la pintura.
El automóvil inspeccionado es un vehículo FIATmodelo 1979 Brasilia, en el cual se
realiza todo el proceso de restauración de la carrocería como parte de chasis, que
por motivo de un accidente automovilístico, tuvo un vuelco de campana, esto
obligo a que los dueños lo descuidaran, dándolo como bien perdido, por esto tuvo
un deterioro agresivo en gran parte de la carrocería siendo preso de la corrosión
que carcomió parte de su estructura, debilitando la solides de la misma, más el
periodo que estuvo expuesto al sol y las inclemencias del tiempo dañaron la
pintura del mismo produciendo grietas y saltos.
2

Por lo tanto, la finalidad deeste proyecto está enfocado en la restauración de la
carrocería del vehículo FIAT utilizando técnica de restaurado de vehículos,
subsanando todas las fallas que pueda presentar para su óptimo desempeño.
3

1.2. ANTECEDENTES
Para la elaboración del trabajo de investigación recurrimos a distintas
investigaciones realizadas anteriormente, las cuales son sirvieron de orientación y
guía en la elaboración del trabajo ya mencionado, los trabajos en los cuales nos
basamos fueron dentro del ámbito internacional, nacional y local.
En el ámbito Internacional citamos los siguientes trabajos:
Jaramillo, E & Rangel, J & Gonzales, C. (2011). Rediseño y construcción de la
carrocería de un vehículo deportivo, utilizando técnicas de ingeniería inversa y
desarrolló de productos. Proyecto de grado para la obtención Ingenieros de
Diseño de Producto. Escuela de Ingeniería, Universidad EAFIT. Medellín. 67 pp.
Ramirez, S &Zaruma, G. (2010). Diseño y construcción de un prototipo KART.
Tesis de grado para el grado de Ingeniero en Mecánica Automotriz. Facultad de
Ingeniería Automotriz, Universidad Internacional del Ecuador. Quito, Ecuador. 166
pp.
Nacional
Local
4

1.3. PLANTEAMIENTO DEL PROBLEMA
Un vehículo bien conservado exteriormente “chapa y pintura” como interiormente
“tapiz”, de la cabina del conductor da una buena impresión y apariencia del
vehículo a primera vista incluso el estado de la carrocería afectaría al estado
emocional de los usuarios, es por eso que es necesario conservarlos en óptimas
condiciones no solo por la estética del vehículo si no por el bienestar de los
usuarios.
En nuestro caso se puede evidenciar que, el vehículo FIATmodelo 1979 fue
dañado por factores de accidentes humanitarios y climatológicos (el sol, la tierra
conjuntamente con el agua),que deterioro mucho la carrocería del vehículo,
provocando grietas desportilladuras en la pintura cosa que dejo al chasis expuesto
al medio ambiente que dio paso a la corrosión del metal, en partes del mismo pero
eso no es todo, el vehículo sufre de raspones y abolladuras y deformaciones en la
carrocería,ya que en su historial anterior tuvo un accidente considerable con
resultados de vuelco del cual no fue reparado eficazmente que dio comienzo al
deterioro del chasis del automóvil.
1.3.1. Identificación del problema.
El problema se encuentra en el 90% de carrocería del vehículo FIAT,
específicamente los daños por la corrosión en los dos extremos del marco del
parabrisas delantero y de mayor magnitud los deterioros por deformaciones del
vuelco que sufrió adjuntado casi toda la estructura del chasis por debajo del
vehículo.
Las desportilladuras de la pintura, en el capote, los guardafangos y las puertasde
menor magnitud son también otros problemas que presenta el vehículo.
5
1.3.2. Formulación del problema
Con los antecedentes mencionados sobre el problema que presenta el vehículo
FIAT, recurrimos a formularnos una interrogante, que nos ayudara darle la
solución al desgaste y deterioro en la carrocería, entonces nuestra problemática
será:
Para la restauración del vehículo FIAT modelo 1979. ¿Qué técnicas de restaurado
de carrocería se podrá emplear para su mejoramiento?
1.4. OBJETIVOS
1.4.1. Objetivo general
Restaurar la carrocería del vehículo FIAT empleando todos los conocimientos
técnicos, en el proceso de restauración, para detener su deterioro y darle
funcionalidad al vehículo y darle una mejor utilidad.
1.4.2. Objetivos específicos
• Diagnosticar el estado de la carrocería.
• Preparar el vehículo para su restauración, “limpieza”.
• Ejecutar el trabajo de restauración en el vehículo.
• Realizar pruebas de control de calidad.
1.5. JUSTIFICACIÓN
1.5.1. Justificación Técnica
6

Se justifica técnicamente porque se emplean determinados conocimientos sobre
las diferentes técnicas en la tecnología del restaurado de carrocerías lo cual
dichos datos técnicos que son de utilidad para su reposición de daños esto para
que el vehículo pueda ser reparado de manera estética para su posterior uso y
circulación.
El apoyo por parte de un tutor especialista es muy importante para la ejecución y
toma de decisiones en el procedimiento técnicos que se aplica en éste tipo de
trabajos.
1.5.2. Justificación Social
Con el trabajo que se realizó, el vehículo prestara un servicio más adecuado a la
sociedad y su conjunto, sin mencionar que el trabajo de investigación aportara
ricos conocimientos sobre la restauración de carrocerías y servirá como guía a
futuros emprendimientos como este, además será un recurso para el aprendizaje
de los estudiantes del instituto tecnológico Puerto de Mejillones.
1.5.3. Justificación Económica
Los trabajos de chapa y pintura que se realiza en talleres mecánicos
especializados son económicamente elevados, tomando en cuenta nuestro caso,
esto cifra considerable no abarca la restauración del chasis que llegaría a ser un
monto adicional,
Entonces, económicamente el trabajo es justificable ya que la inversión
realizadano sobrepasa el costo de restauración hecho en dichos talleres,tomando
en cuenta que la calidad del trabajo es la misma cumpliendo con los objetivos
propuestos a donde se quiere llegar,con menor costo, al valor real para más
detalles consultar la tabla (xxx),
1.5.4. Justificación Ambiental
Todos debemos cuidar el medio ambiente y la contaminación de desechos
degradantes que genera la corrosión del metal, como los desechos de la capa de
pintura que salta de la carrocería es dañina para el medio ambiente.
7

1.6. DELIMITACIÓN 1.6.1. Delimitación Espacial
El proyecto se efectúa en las instalaciones del Instituto Tecnológico Puerto de
Mejillones, en los predios de la carrera de mecánica automotriz que cuenta con
equipos, materiales, ambientes, etc. más adecuados.
Pero también debemos considerar que los trabajos tanto de investigación como
del desarrollo de la parte conceptual del proyecto se efectúan en domicilio
particular, lo cual representa una ventaja.
1.6.2. Delimitación Temporal
El proyectosigue los parámetros determinados por la institución de tres meses,
que abarca el segundo semestre del tercer año de estudio en la carrera de
mecánica automotriz de la gestión 2015, y culminada antes de la defensa del
proyecto.
En este lapso de tiempo se ejecuta todo el trabajo de restaurado.Para más
detalles ver el cronograma de actividades (tabla Nro. 1)
1.6.3. Delimitación Temática
Podemos mencionar que básicamente este proyecto se enmarcara dentro la
materia de chapería.
Chapería: Esta materia por que se hace uso de las diferentes técnicas en chapa y
pintura, las cuales se aplicaron sobre el trabajo.
Sin embargo también debemos considerar otras áreas que influyeron para la
restauración del vehículo.
Área de soldadura que se utilizó para la restauración de la parte frontal el vehículo.
8

1.7. LÍMITES Y ALCANCES
1.7.1. Limites
El trabajo de investigación no abarca áreas que no concierten a la carrocería como
la parte mecánica del automóvil ni otros órganos adicionales de este, ni tampoco
vera el tapiz del interior del vehículo.
Solo abarca la parte de la planchisteria y el chasis hasta el punto del dejar el
vehículo listo para ser pintado, más no la parte del pintado y tuneado.
1.7.2. Alcances
La restauración de la carrocería abarca todo los daños tanto en la estructura del
chasis, planchisteria, y el diseño.
Todo esto basándonos en la forma original del vehículo, dejándolo al mismo en
condiciones óptimas, para su posterior pintado.
1.8. METODOLOGÍA
Para el desarrollo del proyecto se aplicaron métodos y técnicas que contribuyeron
en la elaboración del trabajo entre las que podemos mencionar a:
1.8.1. Método científico.
Para el desarrollo de nuestra propuesta se aplicaron métodos y técnicas que
contribuyeron en la elaboración del trabajo entre las que podemos mencionar a:
Exploratoria
Debido a que el vehículo presenta daños severos se tomó la tarea de explorar
este campo, ya que existen pocos datos teóricos que nos coadyuven, para el
desarrollo del trabajo para lo cual nos en marcamos sin extender más allá de
9
nuestro alcance y conocimientos adquiridos en la institución, para que de esta
forma no obstaculice el desarrollo de la presente propuesta.
Descriptiva
El uso del método descriptivo, aportara a buscar técnicas de procedimiento en el
proceso de restauración de la chapa, para seleccionar y aplicar el que mejor se
adecue al trabajo.
1.8.2. Técnicas.
Las técnicas empleadas para la realización del proyecto, fueron los siguientes:
como información audio visual
Documental.- Está enfocada a recopilar datos que se emplea actualmente en el
área de chapa y pintura, estos datos, documentos, etc. adquiridos nos servirán
para la elaboración del proyecto.
Entrevistas.- se realiza una breve entrevista a docentes y gente como jefes de
taller mecánicos referentes al área de chapa y pintura, sobre las técnicas actuales
que realizar ellos para la restauración de carrocerías en sus talleres.
Esta información nos da curso a seguir los pasos más eficientes para la
elaboración del proyecto.
10

2.
CAPÍTULO II MARCO
TEÓRICO
11

2.1. MARCOCONCEPTUAL.
2.1.1. CARROCERIA
Según:
(EDICIONES LAROUSSE, 2004). Nos dice que la carrocería es: parte del
vehículo automóvil que, asentada sobre el bastidor, reviste el motor y otros
órganos y sirve para transportar pasajeros o cargas.
Este concepto es básico, para entender cuál es la importancia que tiene la
carrocería o llamada también chapa, que no solo reviste al motor y otros
componentes del vehículo, sino que también su estructura le da forma al
aspecto del mismo y lo clasifica dependiendo al trabajo que este tenga
planificado.
Ya que para un mejor concepto sobre la función que tiene que cumplir la
carrocería podremos citar lo siguiente:
(Pintura, 2001) La función de la carrocería es la de albergarla carga y los ocupantesdelvehículo, así como transportarlos. [...] es la encargada de proteger a los ocupantes de vehículo, es decir, evitar que ningún cuerpo extraño se
Figura Nº 2.1 Carrocería Fuente: (Fatima, 2007)
12

introduzca en el habitáculo y la de asegurar un espacio mínimo, de seguridad que permita a los ocupantes en caso de accidentes.
Este concepto es la principal función que tiene la carrocería, que actualmente también se maneja lo que la deformación programada, esto para coadyuvar en casos de accidentes, disminuyendo los daños que llegaran a tener los ocupantes.
Con el paso del tiempo se han ido introduciendo transformaciones constantemente
con objeto de: • Obtener más confort y velocidad con menos potencia y consumo; por
estarazón se ha desarrollado la aerodinámica de los vehículos en busca de
mejores coeficientes de penetración. • Conseguir un habitáculo más seguro para los pasajeros, lo que llevó
aldiseño y construcción de carrocerías autoportantes, estas carrocerías
absorben mejor el impacto de una colisión mediante la deformación
progresiva y controlada de las partes delantera y trasera del vehículo, sin
que afecte al compartimento destinado a los pasajeros, lo cual veremos
más adelante.
2.1.1.1. Tipos de carrocerías:
Existen diferentes tipos de carrocerías como ser:
2.1.1.1.1. Carrocerías autoportantes.
Este tipo de carrocerías están formados por un número elevado de piezas unidas
entre sí, generalmente mediante técnicas de soldadura, que dan lugar a una
estructura rígida, estable y ligera, capaz de soporta todas las condiciones de
carga, tanto estáticas como dinámicas, alza que se ve sometido un vehículo.
Son elementos externos:
• Las aletas delanteras. • Las aletas traseras.
13

• Los capós. • Los paragolpes. • Etc.
Es el tipo de carrocería que ofrece mayor grado de seguridad y precisión y, a la
vez, al más fácil y económica de reparar. En su diseño, por tanto, no se han tenido
únicamente en cuenta las modas o los gustos del usuario.
Emplean este tipo de carrocería la casi totalidad de los turismos actuales.
2.1.1.1.2. Carrocería con chasis independiente.
Es el primer sistema que se comenzó a aplicar en la industria del automóvil, y
que, en la actualidad, incorporan los vehículos industriales y todoterreno. Se
Figura Nº 2.2 Carrocería Autoportante Fuente: (Rodriguez, 2013)
14

caracteriza por disponer de dos elementos claramente diferenciados: el bastidor o
elemento estructural por naturaleza y la carrocería propiamente dicha.
(Ford, 2000). El bastidor sirve de soporte a todos los órganos mecánicos y, en su conjunto, se denomina chasis. Este chasis puede circular sin la carrocería, en la mayoría de los casos.
El bastidor soporta todos los esfuerzos estáticos y dinámicos. La carrocería
constituye en un elemento independiente, que se monta en el chasis mediante
sistemas mecánicos y a través de juntas elásticas.
Un mismo chasis puede adaptarse a distintas carrocerías, es decir, acortarse o
alargarse con relativa facilidad
Emplean este tipo de carrocería los siguientes vehículos:
a) Vehículo todo terreno.
Figura Nº 2.3 Bastidor Independiente Fuente: (Ford, 2000)
15

b) Vehículos industriales medianos (furgonetas). c) Vehículos industriales pesados (camiones). d) Autocares y autobuses. e) Vehículos especiales: grúas, etc.
2.1.1.1.3. Carrocería tubular
La carrocería tubular o súper ligera (" superleggera" en italiano), es un tipo de
carrocería utilizado en vehículos clásicos deportivos de mediados del siglo XX y
por los grupos B de los años 80. Fue creada por el carrocero italiano Touring en
1937.
Esta técnica utiliza como estructura del vehículo una red de finos tubos metálicos
soldados, recubierta después con láminas metálicas, frecuentemente de metales
exóticos tales como aluminio o magnesio.
Esta técnica consigue una carrocería de gran rigidez y resistencia con muy poco
peso. Por otra parte, la fabricación es muy cara y laboriosa.
La técnica todavía se utiliza en modelos deportivos hechos a mano.
Figura Nº 2.4 Carrocería tubular Fuente: (Ford, 2000)
16

2.1.1.2. Partes de la carrocería
Es muy importante conocer de manera general, las partes de las que se compone
una carrocería, ya que esto nos ayuda de manera significativa al estudio de la
colisión y del comportamiento de cada parte durante el mismo.
(Pintura, 2001). La parte elástica o deformable: Es la que, en el choque, se encarga de absorber toda la inercia posible, teniendo en cuenta que la tiene que absorber de manera brusca y casi instantáneamente.
El grado de deformación (amortiguación del golpe) depende directamente del peso del vehículo y de la deceleración producida (esta, a su vez, depende de la velocidad del vehículo)
.
La parte rígida: es la que forma el habitáculo (como se llama normalmente), y es donde van alojados los ocupantes y la carga del vehículo. Esta parte de la carrocería es la que se deforma en menor proporción y en momentos en que la inercia es demasiado elevada.
Figura Nº 2.5 Partes deformadas por impacto Fuente: (Pintura, 2001)
17

2.1.1.3. Componentes a) Chasis o bastidor: Es un conjunto de perfiles unidos muy rígidamente en
forma de cuadro, de manera que el conjunto es indeformable. El chasis de
un vehículo automóvil se destina al montaje de una carrocería con
elementosdesmontables. Se compone de dos largueros, travesaños y
diagonales.
b) Cuadro de piso (o plataforma soldada):Parte inferior de la caja de una
carrocería autoportante. Se componede un chasis aligerado (en perfiles de
menor espesor que si se trata deun chasis), y de la chapa inferior de la caja
Además a estos se acoplan:
a. Los largueros:
Piezas longitudinales en forma de viga tubular, de sección generalmente
rectangular, situadas a un lado y otro de la chapa que forma el piso. Se pueden
prolongar, con forma apropiada, hasta los soportes de los parachoques.
b. Las varas:
Son pequeños largueros que no están colocados en la prolongación de un
larguero principal. Los largueros principales son entonces más cortos. Las varas
van soldadas a los travesaños que unen las extremidades de los largueros
principales y están menos separadas que estos últimos.
c. Los travesaños:
Piezas transversales, en forma de viguetas huecas, situadas a intervalos
determinados. Cada una de sus extremidades está unida mediante soldadura a
uno de los largueros, perpendicularmente al lado interior de aquéllos.
d. El piso:
Conjunto de chapas, generalmente con nervios, que están unidas mediante
soldadura a los largueros y travesaños, formando una o más superficies que
constituyen el fondo de la caja.
18

e. La plataforma de bajos:
Se designa así el cuadro de piso completo con todos los elementos fijos, aparte de
los que componen el habitáculo, siendo los principales: el tablero, la traviesa
superior del tablero, los laterales del capó, sus armaduras y forros.
f. El tablero delantero:
Tabique inferior transversal, situado delante del habitáculo, y que lo supera del
comportamiento que le precede.
g. El travesaño superior del tablero:
Chapa casi horizontal que une la parte superior del tablero a la inferior del
parabrisas.
h. Los laterales del capó:
Chapas casi verticales, que pueden tener partes horizontales, y que forman los
tabiques laterales del compartimento que preceden al habitáculo, ya sea el del
motor o el del portaequipajes
i. El paso de ruedas (o forro de las aletas):
Es una chapa que forma un tabique lateral del compartimento que sigue al
habitáculo, formando guardabarros, y que cubre parcialmente y con mucho
huelgo, las ruedas traseras (pasos traseros de ruedas).
O chapa que forma un guardabarros, a cierta distancia de la periferia de la mitad
superior de las ruedas delanteras (pasos delanteros de rueda), situada tras las
aletas delanteras en algunos modelos de vehículos.
19
j. El panel trasero:
Elemento exterior vertical fijo que forma un tabique detrás del compartimento que
sigue al habitáculo, ya sea el compartimento motor o eldel porta-equipajes.
k. Jamba o pilar delantero:
Montante situado en la parte delantera del lateral de la caja, que soporta las
bisagras de la puerta delantera y que se prolonga por el montante lateral del
parabrisas.
l. Lateral de la caja:
Conjunto de los elementos laterales fijos, que forman un cuadro y constituyen los
marcos de las puertas
m. Techo o capota:
Elemento exterior que forma parte de la carrocería, que apoya sobre la parte
superior de los laterales de la caja y que se extiende desde la parte superior del
parabrisas a la parte superior de la luna trasera.
n. Marco del parabrisas:
Cuadro que forma la unión entre la traviesa superior del tablero delantero y el
techo y que recibe el parabrisas.
o. Aletas:
Elementos exteriores que forman un carenado alrededor de las ruedas. Toman el
nombre de la rueda que carenan, por ejemplo: aleta delantera izquierda para la
rueda correspondiente.
p. Puerta: Elemento exterior.
Tiene el mismo sentido que en edificación. Permite abrir o cerrar el hueco
correspondiente del lateral de la caja para dar acceso o salida al habitáculo. Es
20

necesario precisar su posición en el vehículo: puerta delantera izquierda, trasera
izquierda, delantera derecha, trasera derecha (para una berlina).
q. Capó:
Compuerta con bisagras en uno de sus lados, que permite abrir y cerrar el
compartimento del motor o de equipajes.
Si está colocado delante se le llama capó delantero y si detrás, capó trasero. El capó del compartimento de equipajes, sobre todo si es trasero, se puede
denominar también «tapa del maletero».
r. Puerta trasera (o quinta puerta):
Elemento exterior. Puerta situada en la parte trasera de las carrocerías con
bisagras en uno de los lados horizontales, lo que permite abrirla arriba (elevable) o
hacia abajo (abatible).
s. Parachoques Elemento exterior:
Travesaños colocados delante o detrás del vehículo y destinados, en principio, a
amortiguar los choques. (CEDE, 2012)
Figura Nº 2.6 Carrocería FIAT Fuente: (Pintura, 2001)
21

Figura Nº 2.6 Partes de la colisión Fuente: (CEDE, 2012)
Figura Nº 2.7 Partes de la carrocería Fuente: (CEDE, 2012)
22

2.1.1.4. Medidas de seguridad en las carrocerías
(Ford, 2000). Desde el punto de vista de la seguridad aplicada a la construcción de un automóvil, es decir, la seguridad pasiva, la estructura constituye el elemento más importante. Se pretende que la mayor parte de la energía liberada en una colisión sea absorbida por la carrocería, evitándose de este modo que los ocupantes sean sometidos a deceleraciones bruscas, cuyas consecuencias pudieran llegar a ser nefastas. Por ello, su diseño debe presentar una adecuada combinación de deformabilidad y rigidez.
2.1.1.5. Deformación programada
Las carrocerías disponen de zonas de deformación programada en sus secciones
frontal y trasera que se encargan de amortiguar el golpes (absorbiendo energía) al
deformarse o arrugarse como un acordeón. Esto se debe a dos aspectos
importantes:
a). El tipo de material.
b). La distribución óptima de puntos fusibles.
Entre estas dos zonas se encuentra el habitáculo que debe ser lo más rígido
posible para mantener un espacio vital de supervivencia que proteja a los
ocupantes.
Figura Nº 2.8 Prueba de impacto EURO Fuente: (Fatima, 2007)
23

En la zona central de las carrocerías se concentran los materiales (generalmente
aceros) de más alto límite elástico o de alta resistencia.
Entre las soluciones adoptadas parala obtención de esta deformación
programada, cabe destacar:
• Ubicación de cuerpos de absorción.
• Configuración y uniones adecuadas, que transmiten la energía de deformación a
toadla estructura.
• Largueros firmes de sección única, dotados, en sus extremos, de zonas fusibles,
que absorban la energía.
• Perfiles adicionales de refuerzo en los largueros.
• Absorción progresiva de energía del larguero superior, en relación al larguero del
bastidor.
Figura Nº 2.9 Deformación programada Fuente: (Ford, 2000)
24

• Prolongaciones de los largueros, capaces redistribuir las fuerzas de la colisión
por la parte inferior del salpicadero
2.1.1.5.1. Habitáculo de seguridad
Situado entre las estructuras deformablesdelantera y trasera se encuentra el
habitáculode pasajeros, que debe ser lo más rígidoposible para proteger a los
ocupantes.
En este sentido, Ford presenta un conceptoglobal de protección basado en:
• Largueros y traviesas de refuerzo adicionalesen la zona inferior del salpicadero.
• Pilares delanteros y centrales con chapas derefuerzo suplementarias.
• Protectores contra impactos laterales integrados en las puertas.
• Refuerzos extra en las partes superiores de las puertas.
• Estribos muy rígidos y estables.
Figura Nº 2.10 Habitáculo Fuente: (Ford, 2000)
25

Además, para evitar la intrusión de los conjuntos mecánicos en el habitáculo, se
han adoptado principalmente dos soluciones:
(Ford, 2000). El diseño de los largueros delanteros hace que, en caso de colisiones frontales graves, se desvíen hacia abajo, arrastrando a los conjuntos mecánicos hacia la parte inferior del vehículo.
Un refuerzo suplementario bajo el tablero de a bordo, fijado a ambos pilares delanteros, que cumple una doble función: aumentar la rigidez del compartimento de pasajeros en colisiones laterales o frontales descentradas, y evitar que penetren en el habitáculo los grupos situados debajo del tablero de a bordo.
2.1.2. Materiales de fabricación de carrocerías
La resistencia y capacidad de absorción de energía de una carrocería dependen
fundamentalmente de los materiales con los que se fabrique, de su espesor y su
forma.
Figura Nº 2.11 Travesaño de seguridad Fuente: (Ford, 2000)
26

Para la fabricación de determinadas piezas, fundamentalmente componentes
estructurales, en cuyo diseño prima un óptimo comportamiento ante una colisión,
se emplea aceros de alta resistencia.
Cada material contiene propiedades físicas, químicas y mecánicas que lo harán
más o menos idóneo para una función concreta, dependiendo fundamentalmente
del tipo de necesidades a las que se someta.
Los materiales más utilizados en la construcción de carrocerías son los que se
enlistan enseguida:
2.1.2.1. Acero:
Se emplea en diversas aleaciones y grado de resistencia. Los espesores de
lámina de carrocería oscilan entre 0.5 y 3 mm.
(Fatima, 2007). El acero presenta excelentes características mecánicas referentes a la rigidez, resistencia, aptitud para el mecanizado y conformación, además de ser un material que se obtiene y transforma a bajo costo. Para mejorar sus propiedades mecánicas o químicas, el acero constituye una buena base para obtener aleaciones específicas y admite, así mismo, diferentes tratamientos mecánicos o químicos.
Los tipos de aceros aplicables en el mundo del automóvil pueden clasificarse en:
Aceros de conformación en frío convencionales
Aceros de alto, súper o ultra alto límite elástico (HSS)
Aceros laminados en caliente y decapados
La mayoría de los aceros utilizados actualmente son convencionales (con o sin
recubrimiento), pero existe una tendencia muy importante hacia los aceros que
ofrezcan mayor rigidez a las estructuras y mayor resistencia a las deformaciones
(sobre todo en las piezas exteriores de la carrocería). Estos aceros son conocidos
como de Alto Límite Elástico. La utilización de este tipo de aceros permite ofrecer
estructuras más optimizadas consiguiendo mejores diseños, modelos con mejor
27

respuesta en servicio, más rígidos, seguros por la respuesta contra impactos y
más ligeros.
Entre los aceros HSS más importantes se encuentran:
• Aceros Microaleados (de alta resistencia y baja aleación = HS)
• Aceros Fase Dual (DP)
• Aceros Refosforados (PHS)
• Aceros BakeHardening (Endurecidos en horno = BH)
• Aceros IF (Intersticial Free = Libres de intersticios o huecos)
• Aceros TRIP (TransformationInducedPlasticity = De transformación plástica
inducida o acero al Boro-Manganeso, TRIP, TWIP)
• TailoredBlank (laminados, curvados)
• CKF (materiales reforzados con fibra de carbono)
(Fatima, 2007). Los aceros BakeHardening han incrementado su empleo en la fabricación de carrocerías, su cualidad más significativa es la de ser fácilmente embutidos antes de recibir el tratamiento térmico que modificará su elasticidad. Una vez ensamblada la carrocería y tras haber recibido el baño protector de cataforesis, se introducen en un horno a 180°C para secarse, a la vez que el acero varía su estructura molecular, con lo que se obtiene el aumento del límite elástico. Este aumento permite reducir el espesor de la lámina y disminuir el peso de la carrocería, a la vez que se obtiene una mayor resistencia a la deformación.
Los Aceros Microaleados de alta resistencia se utilizan para las piezas
estructurales altamente solicitadas.
La elevada resistencia permite la reducción del grueso de la lámina. Actualmente
los aceros de súper o ultra alto límite de elasticidad (HSS) permiten alcanzar
valores de rigidez 2.5 veces superiores a los aceros ordinarios. Las piezas
fabricadas con este material pueden absorber más energía en caso de
deformación.
28

Podemos concluir que el acero se emplea por su rigidez principalmente en el
módulo central del automóvil para proteger a los ocupantes.
2.1.2.2. Aluminio:
La seguridad, las prestaciones y el confort en el mundo automotriz hacen
imprescindible el empleo de materiales más ligeros como el aluminio. Este
material se emplea en la construcción de los aviones, naves espaciales de alta
velocidad y automóviles de alta competición. En la actualidad ha empezado a
emplearse también en la fabricación de automóviles comerciales, ya que además
de ser el metal de mayor abundancia en el planeta, presenta dos grandes
ventajas:
• Es más ecológico al ser reciclable en un 100%, además disminuye el nivel
de contaminación ambiental, ya que en el proceso de reciclaje se requiere
de menor energía para su procesamiento. De hecho, las nuevas
disposiciones en materia del cuidado del medio ambiente obligan a que el
vehículo sea reciclable en un alto porcentaje.
• En caso de impacto resulta más seguro al tener una deformación
controlada y su reducido peso favorece la actuación de los frenos.
Figura Nº 2.11 Carrocería de aluminio Fuente: (Fatima, 2007)
29

(Dreams, 2004). El aluminio presenta una aleación difícil para la construcción de la carrocería de un vehículo, pero mediante un nuevo y revolucionario principio constructivo denominado SpaceFrame, es posible realizar la fabricación en serie de la misma. La construcción basada en este método consta de perfiles extrudidos de aluminio, unidos mediante nudos de fundición a presión en vacío que rodean el compartimiento de los pasajeros. Este marco extraordinariamente estable, forma junto con las láminas de aluminio, una carrocería sin superestructuras que se caracteriza por una extremada resistencia con un reducido peso (40% menos en comparación con una de acero).
2.1.2.3. Plástico:
En la actualidad, con este material se construyen gran cantidad de elementos
interiores y exteriores de la carrocería: tableros de instrumentos, consolas,
revestimientos, molduras, facias, salpicaderas, espejos, rejillas, parrillas,
deflectores de aire, etc.
El plástico en los vehículos se ve condicionado por su capacidad de resistencia al
impacto; en este caso, la absorción de energía al colisionar el vehículo se basa en
la elevada flexibilidad de estos materiales. A esto se unen los notables resultados
obtenidos últimamente con las pruebas de impacto realizadas con prototipos
fabricados con plásticos reforzados con fibra de vidrio, etc. Como resumen, entre
las cualidades que hacen a los plásticos especialmente idóneos para la
construcción de la carrocería puede citarse:
30

Excelente aptitud para el conformado que facilita diseños más atrevidos y
aerodinámicos.
• Gran ligereza (notable reducción de peso).
• Nula capacidad corrosiva.
• Alta inalterabilidad a los cambios de temperatura.
• Alto límite elástico (gran flexibilidad).
• Gran resistencia a productos como la gasolina, grasa y aceites.
• Perfecta aptitud para el reciclaje y reaprovechamiento de las piezas.
• Reparación óptima.
2.1.2.4. Magnesio:
Es un metal que se caracteriza por su extraordinaria ligereza en relación al
volumen (1.74 g/cm3) y una rigidez óptima. Suele utilizarse en construcciones
mecánicas con distintas aleaciones para fabricar piezas (por fusión o por forjado
según los fabricantes) como el travesaño de sujeción de la pared de fuego,
estructuras de asientos, etc.
Figura Nº 2.11 Elementos plásticos de la carrocería Fuente: (Fatima, 2007)
31

2.1.2.5. Acero inoxidable:
Hasta ahora su uso en automóviles es muy limitado, utilizándose casi
exclusivamente en el sistema de escape. Sin embargo, una estructura de este
material podría reducir su peso entre un 40 y un 50%. Además de la capacidad
anticorrosiva, este tipo de acero tiene unos niveles de resistencia superiores a
otros aceros, y buenas propiedades de ductilidad y reparación. En cualquier caso,
su precio resulta excesivo, aunque se necesitaría menos cantidad de material ya
que es más resistente. En cuanto al proceso de ensamblaje para hacer los
módulos de la estructura se unen perfiles finos de acero inoxidable a nodos de
fundición de pared delgada.
2.1.2.6. Otros materiales:
Las últimas investigaciones en este campo se centran en los denominados
“materiales activos” o “metales con memoria”. La peculiaridad fundamental de este
tipo de material reside en el cambio que experimentan como respuesta a
determinados estímulos controlados. Esto da lugar a características tan notables
como el tener propiedades variables y cambios automáticos de forma. El material
de partida es una aleación de níquel y titanio, cuya principal característica es que
si se calienta (a temperaturas no tan exageradas que pudieran alterar su
estructura molecular) después de haber sufrido una deformación, recupera en
gran medida su forma original.
Actualmente otra de las tendencias más interesantes consiste en la construcción
“híbrida” de la carrocería, está formada por distintos materiales que aunado a sus
características, consiguen una estructura ligera, muy rígida y con grandes
propiedades anticorrosivas.
2.1.3. Herramientas de restaurado.
Para desarrollar un trabajo optimo, con rapidez y eficiencia, es necesario contar
con un número determinado de herramientas, generalmente específicas, sin las
cuales un buen operario poco o nada podría hacer. El conocimiento sobre la
perfecta utilización de estas herramientas, resulta uno de los primeros obstáculos
32

con los que se atraviesa un técnico que se inicia en el oficio, ya que desde en
principio un mal manejo de estas, llega a entorpecer el aprendizaje, que puede
traducirse a la larga en un trabajo mal acabado o en lentitud en el proceso del
mismo, dos aspectos de los cuales un operario debe huir.
En general las herramientas que el chapista utiliza llegan a ser desde un simple
martillo hasta un equipo de soldar de alta tecnología, para esto las clasificaremos
de la siguiente manera:
• Herramientas percusoras.
• Herramientas de mecánica.
• Herramientas de corte.
• Herramientas de medición.
• Elementos de protección y seguridad.
2.1.3.1. Herramientas percusoras.
Estas herramientas son aquellas con las que se trabaja a golpes, que pueden ser
manuales tales como martillos y pasivas que sirven de apoyo de los golpes dados
que en la planchisteria son usadas muy hábilmente.
a) Martillos.
La finalidad de esta herramienta es la de golpear y multiplicar la fuerza del brazo
humano en virtud de palanca con que él se ejerce al picar. Sin embargo os
martillos propios de los chapistas han de presentar algunas particularidades
propias del oficio, y ello da origen a una cierta variedad de herramientas de este
tipo.
33

(Dreams, 2004). Las caras del golpeo de los martillos son templadas para tener mayor duración y para que no sean afectadas tan fácilmente por deformaciones que pueden producirse a medida que se va golpeando, esta característica resultamuy importante en los martillos de chapista ya que es muy importante cuidar de que las caras de golpeo se hallen siempre lisas y en buen estado ya que de otro modo puede marcar la plancha en el momento de entrar en contacto con ella. Esta condición es importante hasta el punto de que, cuando un martillo tiene ralladuras en su superficie de contacto, es necesario que el operario pasea eliminar por mediación de una lima muy fina y repasando después con una lija hasta hacer desaparecer todo el resto de la ralladura. Cuando se observa la presencia de grietas en la cara de golpeo del martillo debe desecharse pues su reparación no es conveniente.
b) Mazos.
Son martillos de plástico que dañan menos que los metálicos y sólo se usan con
ese fin, el dañar y marcar la chapa lo menos posible.
Figura Nº 2.12Martillos Fuente: (CHAPISTA, 2008)
34

En estos martillos las bocas son tratadas para una vida más larga y una mayor
seguridad de trabajo
Este tipo de martillo se usa bastante en chapa y aún más en mecánica.
Hoy existen en el mercado mazas de goma denominadas sin rebote, las más
habituales son las de mango de madera-
c) Tases o sufrideras y cucharas.
Son herramientas de acero forjado, son encargadas de recibir los golpes, dado
que las formas que tiene las planchas de una carrocería pueden ser de lo más
variado los tases y sufrideras se fabrican también en una gran cantidad de gormas
que el operario debe seleccionar para hacerlas servir de contra estampa en los
lugares adecuados.
Figura Nº 2.14 Tases Fuente: (CHAPISTA, 2008)
Figura Nº 2.13Mazo Fuente: (CHAPISTA, 2008)
35

2.1.3.2. Herramientas de mecánica.
Resulta frecuente que para acceder a determinadas piezas de plancha, el
chapista se vea obligado a {desmontaje de conjuntos mecánicos, generalmente
poco complicados, peroque requiere disponer de la clase de herramientas que son
propias de los mecánicos.
A todo este tipo de herramientas las dividimos para un mejor ordenamiento y
comprensión en los siguientes grupos:
a. Herramientas de desmontaje.
Por las razones ya mencionadas, el chapista necesita disponer en un momento
dado, de llaves para poder efectuar desmontajes de elementos sujetos por medio
de tuercas y tornillos generalmente hexagonales en su cabeza.
(Dreams, 2004)Los tipos de llaves más corrientes son las llamadas, llaves fijas (…) estas llaves pueden ser de dos bocas, una a cada extremo de diferentes medidas. O también la llave de estrella que tiene la misma función de las de boca, son tan corrientes que no vale la pena dar sobre ellas más explicaciones.
Finalmente nos queda la familia de las llaves de tubo que muestra su utilidad en tornillos que se hallan en lugares angostos a los que no tienen acceso los demás tipos de llaves. Existen también las llaves ajustablesconocidas con el nombre de llaves inglesas que tiene la boca qué pueden aumentarse y reducirse de tamaño accionando un tornillo sinfín.
Figura Nº 2.16destornillador de golpe Fuente: (CHAPISTA, 2008)
36

Otro grupo importante para un chapista es el grupo de los destornilladores,
básicamente un grupo amplio, con la invención de nuevas y particulares formas de
las cabezas de los tornillos, formas con las que se ha pretendido llegar a darles
mayor seguridad y facilidad para el desmontaje y montaje.
Dentro de este grupo existe un destornillador especial que actúa por percusión,
este resulta muy importante para un planchista, el destornillador de golpe que
resulta extraordinariamente eficaz para el caso de tornillos muy apretados y
difíciles de extraer.
El destornillador a golpe suele venir con un surtido de puntas como torx, estrella,
pozidriv, plana, Allen, etc.
2.1.3.3. Herramientas de corte.
Estas herramientas son mucho más específicas su función es la de cortar algún
material.
La más sencilla es el arco de sierra más conocido como sierra mecánica, que
básicamente es un arco de acero al cual sujetan por sus extremos la hojas de
sierra, que es lo que constituye propiamente la herramienta cortante, esta hojas de
sierra son cintas de acero templado que en uno de los bordes lleva una serie de
dientes en toda la longitud, el tamaño y separación de los dientes varía según el
material a cortar.
Figura Nº 2.17Sierra mecánica Fuente: (CHAPISTA, 2008)
37

Otra herramienta de corte son las llamadas tijeras de cortar plancha o cizallas de
plancha, que tienen gran potencial de corte en plancha de poco grosor.
Las Brocas que son herramientas de corte, cuyo accionamiento se realiza
mediante una taladradora.
Figura Nº 2.19Brocas Fuente: (CHAPISTA, 2008)
Figura Nº 2.18Tijera de corte Fuente: (CHAPISTA, 2008)
38

2.1.3.4. Herramientas de medición.
Se utiliza en todo tipo de intervenciones en las que sea necesario comprobar,
ajustar o posicionar cualquier elemento o ensamblaje del vehículo.
La regla consiste en una lámina de acero de varios milímetros de espesor, que
dispone de una escala graduada en uno de sus laterales dividida en milímetros.
EL Flexómetro es un instrumento de medida, formado por una regla flexible, graduada en milímetros. Normalmente, la cinta suele ser retráctil, disponiendo de un freno para facilitar la lectura de las medidas.
Figura Nº 2.21Flexometro Fuente: (CHAPISTA, 2008)
Figura Nº 2.20Regla Fuente: (CHAPISTA, 2008)
39

Calibre o pie de rey es uninstrumento de medida de uso muy común por su fácil
manejo y el grado de precisión en las mediciones realizadas. Básicamente, consta
de una regla, sobre la que se desplaza una pequeña regla móvil. El número de
partes en que se encuentra dividida la regla móvil determina la precisión del
calibre.
2.2. Constitución y fabricación de abrasivos
Los abrasivos convencionales se componen de una estructura en diferentes capas
tal y como muestra la figura 1, no son materiales sencillos de fabricar ya que
requieren una serie de materiales que les permitan cumplir con sus requisitos de
trabajo.
Figura Nº 2.23Composición de loa abrasivos: (CHAPISTA, 2008)
Figura Nº 2.22Pie de rey Fuente: (CHAPISTA, 2008)
40

El soporte puede ser una superficie de papel, tela, film plástico, o fibras. En
función de la aplicación para la que se quiera emplear se variará el tipo de soporte
consiguiendo modificar la dureza del producto y por tanto la profundidad del
arañazo que acabará produciendo en la superficie a tratar.
Los soportes más habituales son de papel, y se clasifican por letras desde la
letra A hasta la E, dándose un incremento paulatino del gramaje del papel. Los
papeles de tipo A se emplean en aplicaciones que requieran mayor flexibilidad y
poca resistencia y los papeles de tipo E en operaciones de mayor desgaste.
También son muy frecuentes los soportes de fibra vulcanizada, compuestos de
papel y plástico procesados químicamente. Se obtiene así un material tenaz y
duro muy resistente y estable.
También son muy frecuentes los soportes de fibra vulcanizada, compuestos de
papel y plástico procesados químicamente. Se obtiene así un material tenaz y
duro muy resistente y estable.
El adhesivo. El mineral debe quedar sujeto al soporte y además se deben fijar los
granos entre sí. Se usan dos capas de adhesivo para ello. El adhesivo depende de
Figura Nº 2.24Adhesivo Fuente:(Wikipedia, 2014)
41

la aplicación para la que se oriente el producto. Así, adhesivos naturales (Cola,
derivada de cartílago y huesos de animales) no se empleará en el lijado en
húmedo, mientras que para esos procesos se suele recomendar adhesivos
formados a partir de resinas sintéticas de origen epoxídico o fenólico. Estas
últimas se caracterizan por su gran resistencia al agua y su excelente poder de
adhesión.
Los adhesivos sintéticos son menos flexibles que los naturales. Por eso en
operaciones de acabado se suele recomendar abrasivos con este tipo de
adhesivo.
2.3. Técnicas de restauración.
2.3.1. Proceso General de Lijado
Las piezas nuevas para sustitución presentan un recubrimiento fino de cataforesis
de aproximadamente 20 micras. Es necesario matizar este recubrimiento para
conseguir una superficie suficientemente rugosa para el anclaje posterior de la
capa de aparejo. Sin embargo, es necesario que el lijado no sea demasiado
agresivo para evitar perder esta protección anticorrosiva.
Se recomienda el lijado con granos abrasivos P240-P360 en lijado en seco, y en
las zonas contorneadas el uso de esponjas finas o de SCB rojo o zafiro. Si se
prefiere el lijado al agua se deben usar lijas de grano P600-P800, si se lija al agua
se debe ser especialmente escrupuloso para no dejar zonas de chapa al
descubierto y en contacto con la humedad.
2.3.2. Remover pintura inicial.
Si se necesita eliminar capas de pintura antigua para soldar una pieza, o eliminar
restos de recubrimientos y selladores se pueden usar los discos Clean&Strip, los
discos de fibras, y los cepillos de púas Bristtle.
42

Si el objeto del decapado es nivelar un defecto empleando masilla de poliéster, se
recomienda la eliminación de capas antiguas utilizando discos abrasivos
convencionales de granos P80-P100, que provocará una rugosidad en la
superficie de unas 12 micras, suficiente para el anclaje posterior de la masilla.
Se puede realizar esta operación con máquina roto orbital o con máquinas de
movimiento rotoexcéntrico. Estas últimas realizan el trabajo de decapado de forma
más rápida y eficaz y sin provocar daños considerables a la superficie
Alrededor de la zona a enmasillar, hay que reducir el escalón que quedaría entre
la zona reparada y la capa de pintura original. Para eso se realiza una reducción
del escalón utilizando discos de grano P150-P180 con máquina roto orbital.
2.3.3. Lijado de aparejo.
La operación de lijado de aparejo es crítica para conseguir un buen acabado.
Sobre la superficie de aparejo se aplica la capa de color, y es imprescindible una
buena preparación de la superficie para poder potenciar las cualidades de brillo y
extensibilidad de las pinturas de acabado.
En el lijado de aparejo es necesario considerar que hay que nivelar defectos y
además realizar un degradado progresivo de los arañazos producidos por los
abrasivos más bastos con abrasivos más finos para evitar que queden marcas una
vez aplicados el color y la laca.
(CHAPISTA, 2008).Una herramienta muy útil para el lijado del aparejo es el uso de guías de lijado, productos que recubren la superficie de un color negro, y que va cambiando de tono a medida que va lijándose la superficie haciendo desaparecer los arañazos del panel. Si quedan zonas sombreadas, es debido a que aún quedan arañazos o defectos por eliminar, estos defectos se pueden eliminar por medio de lijado o rellenando con masilla Putty. Cuando desaparezca el color negro de la guía de lijado se considera terminado el proceso.
43

Figura Nº 2.25Proceso de lijado:(CHAPISTA, 2008)
44
2.3.4. Sistemas de Lijado
Una vez que se han presentado los diferentes tipos de materiales abrasivos en
función de su construcción y que se ha comentado los efectos que pueden
producir las diferentes variables (velocidad, presión, etc.) en la consecución de un
acabado adecuado vamos a revisar la selección más adecuada del material
abrasivo para varias operaciones habituales en el taller.
Antes hay que comentar que la elección del grano de abrasivo depende del tipo de
sistema de lijado que se elija de los siguientes:
• A mano - Al agua. Seco.
• A máquina -Seco.
Hoy en día se puede decir sin temor a equivocarse que se está instaurando cada
vez más el trabajo en seco, a máquina para superficies amplias y en zonas
pequeñas o de difícil acceso se suele realizar un lijado en seco a mano.
El hecho de que el lijado al agua vaya cayendo en desuso es debido
principalmente a dos motivos:
Razones de productividad, dado que el uso de máquinas acelera enormemente el
proceso, y además produce menor cansancio al operario.
Además se evita tener que limpiar en profundidad la superficie como es necesario
en el lijado al agua. El embasamiento del abrasivo en el lijado en seco es menor.
Es necesario recordar que en ningún caso se debe lijar la masilla de poliéster al
agua puesto que se trata de un material poroso en el que se introduce el agua
alterando las propiedades de relleno que ofrece la masilla, y dando posteriormente
problemas de hervido al evaporarse el agua que queda ocluida en el interior.
Razones de calidad y limpieza, el uso de agua en lijado puede llevar a que
aparezcan problemas de corrosión si en alguna de las zonas lijadas queda la
chapa o zonas de masilla al descubierto, además la limpieza del lugar de trabajo
es mayor. El enmascarado es más eficaz ya que al no haber agua en el proceso el
adhesivo de la cinta no se ve afectado.
45

Sin embargo el lijado al agua sigue manteniendo muchos seguidores, que se
amparan en algunas de las características de este proceso.
El lijado al agua fue desarrollado a primeros del siglo XX por parte de la compañía
americana 3M con la fabricación de lijas con adhesivos específicos para su uso
con agua.
En el lijado al agua, el papel está tratado específicamente para evitar problemas
de rizado o de pérdida del abrasivo. Las principales ventajas que muestra este
sistema son un buen poder de corte, y una gran flexibilidad una vez mojada lo que
permite adaptarse fácilmente a la superficie. El gran acabado que se logra es la
principal virtud de este proceso, aunque suele ser más lento y fatigoso.
2.3.4.1. El lijado al agua
El lijado al agua fue desarrollado a primeros del siglo XX por parte de la compañía
americana 3M™ con la fabricación de lijas con adhesivos específicos para su uso
con agua. En el lijado al agua, el papel está tratado específicamente para evitar
problemas de rizado o de perdida del abrasivo. Las principales ventajas que
muestra este sistema son un buen poder de corte, y una gran flexibilidad una vez
mojada lo que permite adaptarse fácilmente a la superficie. El gran acabado que
se logra es la principal virtud de este proceso, aunque suele ser más lento y
fatigoso.
En definitiva, hoy en día las recomendaciones de los fabricantes de pintura están
orientadas a los procesos de lijado en seco preferentemente a máquina, aunque
se puede lijar a mano en zonas complicadas-, y únicamente se recomienda el uso
de agua para determinadas operaciones de matizado con abrasivos estructurados
(Trizact).
Aunque los productos abrasivos siguen una misma normativa, no son
recomendados los mismos tipos de granos para cada proceso. La siguiente tabla
46

reproduce la equivalencia de los granos de un abrasivo si se utiliza en seco o al
agua.
Una vez que se ha seleccionado el proceso de trabajo que se va a realizar es
necesario recordar varios aspectos importantes en el trabajo con abrasivos:
• Necesidad de formar un escalonado adecuado que permita que se aumente
la zona de agarre, y además que se permita homogeneizar la superficie.
• No es recomendable saltarse dos o más granos de abrasivo (figura 14) con
la falsa intención de ir más rápido. El objeto de la gran variedad de granos
en productos abrasivos es reducir paulatinamente el tamaño de los
arañazos que se van produciendo para evitar que queden arañazos muy
profundos que dejen huella a posteriori.
Figura Nº 2.26Salto de granos Fuente:(CHAPISTA, 2008)
Tabla Nº 2.1Equivalencia de grano Fuente:(CHAPISTA, 2008)
47

No se recomienda saltar más de dos granos seguidos. Consecuencias de un salto
de P80-P280.
2.3.4.2. El lijadoA mano en seco.
No es un método muy popular por el tiempo que requiere y por la facilidad con la
que se embaza la lija. Se usan tacos y garlopas de diferentes tamaños. Que
pueden adaptarse a la superficie (figura y llevar sistemas de aspiración de polvo.
En los cantos y aristas no se alcanza una gran precisión con lo que se
recomiendan abrasivos flexibles (SCB, esponjas, rollos almohadillados).
2.4. MARCO HISTORICO
La carrocería es una invención de algunos siglos antes al mismo automóvil. De
acuerdo a la historia, la creación de la carrocería fue lo primero y muchos años
después viendo en el terreno técnico se inventó el motor, para dar paso a lo que
ahora conocemos como automóvil.
Ya que por el transcurso de la humanidad el hombre vio la posibilidad de
transportarse de un lugar a otro con menor esfuerzo físico posible aprovechando
la fuerza de algunos animales como caballos, bueyes, etc., según la cultura que
tenían desde la edad antigua, dando poco a poco el concepto de carro más o
menos habitable, cubriéndolo para resguardarse de las inclemencias del tiempo, y
muy poco dotado de cualquier concepto de comodidad.
2.4.1. Historia de la carrocería
La evolución del automóvil se vio ligada junto con la evolución de la carrocería
desde el primer vehículo con motor a vapor.
(Wikipedia. 2014) .La historia del Automóvil puede considerarse que se inició el 23 de Octubre de 1769, con la primera prueba realizada por Nicolás José Cugnot sobre un carromato que disponía de un motor de vapor. Desde esa fecha hasta nuestros días, la evolución sufrida por el automóvil ha sido constante, de modo que en nada se parecen los vehículos actuales: cómodos,
48

rápidos, seguros y silenciosos, a aquellos iniciales que acababan de derivar directamente de los carruajes movidos por tracción animal
1.1.1. LA EVOLUCIÓN DE LA CARROCERÍA
En los primeros años, los automóviles tomaron como modelo a los vehículos de
tracción animal (carruajes), conservando de estos la estructura de un chasis base
o largueros sobre los que se montaba la carrocería junto a los elementos
mecánicos que lo hacían moverse, girar, frenar, etc..
Las carrocerías no se mejoraron en un principio en la misma proporción en que lo
hicieron las partes mecánicas, limitándose a transformaciones de tipo estético.
Figura Nº 2.28Similitudes Fuente:(Wikipedia, 2014)
Figura Nº 2.27 Motor a vapor Fuente:(Fatima, 2007)
49

El primer avance importante experimentado por las carrocerías fue la sustitución
de los largueros de madera que formaban el chasis primitivo por largueros de
chapa de acero que admitían mucho mejor los crecientes aumentos de potencia.
Estos revestimientos de acero fueron aumentando con el tiempo, evitándose en
principio las formas redondeadas, ya que al no estar desarrollada la técnica de la
embutición las chapas debían deformarse a mano.
Con la invención del motor de combustión interna de cuatro tiempos (Nicolás
August Otto, 1876) la época del motor de vapor llego a su fin en los automóviles.
Esto dio paso a un nuevo boom en la evolución de la carrocería.
1.1.2. Modelos de carrocerías a lo largo de la historia:
• El modelo A de Ford, fue el automóvil más popular de su época con 15’5
millones de vehículos vendidos, incluía novedades que otros vehículos de
la competencia no ofrecían como era el volante situado en el lado izquierdo
de gran utilidad para la entrada y salida de los ocupantes.
Inicialmente las carrocerías eran de madera y su construcción y manipulación
estaba encomendada a los carpinteros especialistas, pero a partir de finales de los
pasados años xx se comienza a emplear la chapa de acero y consecuentemente,
el oficio cambia de manos.
Figura Nº 2.29 Ford modelo A Fuente: (Wikipedia, 2014)
50

• En 1927 apareció la primera carrocería construida completamente con una
estructura de acero, aunque con algunos refuerzos de madera. El
incremento de la producción motivado por el aumento de la demanda del
mercado condujo a una mejora en la calidad de los automóviles.
• En 1934 se presentan comercialmente los primeros vehículos auto
portante, con una carrocería completamente fabricada con chapas de
acero, sin ningún elemento de madera.(Citroën Traction Avante)
• El primer vehículo fabricado íntegramente en, es el Panhard Dyna de 1953
y que empezó su producción a partir de 1954.
• Aunque el aluminio en la fabricación de automóviles tiene su origen en el
empleo para desarrollar diferentes elementos mecánicos, su uso más
generalizado se centraba en la fabricación de bloques de motor, culatas,
elementos de refrigeración, etc., por sus buenas cualidades para la
La parte de imagen con el identificador de relación rId49 no se encontró en el archivo.
Figura Nº 2.30 CitroenFuente: (Wikipedia, 2014)
51

evacuación de calor de dichos elementos y fácil mecanización.
Las carrocerías han evolucionado hacia sistemas más rígidos, pero a la vez más
ligeros, debido a los avances en el diseño y forma de las estructuras. Todo ello ha
dado origen a que los vehículos posean:
· Una buena habitabilidad.
· Menores coeficientes aerodinámicos (Cx).
· La rigidez necesaria para tener buen comportamiento dinámico facilitando la
conducción a elevadas velocidades.
· Mayor protección del habitáculo en caso de accidente...
Figura Nº2.31 PanhardDynaFuente: (CHAPISTA, 2008)
52

3. ,
CAPÍTULO III
MARCO DE INGENIERÍA DEL PROYECTO
53

3.1. INTRODUCCIÓN
Para la elaboración de la restauración de un vehículo de cualquier tipo se requiere
muchos procedimientos, no solo es el ligado y macollado para después pintarlo y
listo, esta es una idea errónea que muchas personas llegan a pensar, quedan
sorprendidas cuando en talleres de chapería ingresan coches en malas
condiciones ya sea porque han sufrido accidentes de tránsito que deformaron
considerablemente la carrocería o por descuido de sus dueños sufrieron daños
climáticos, que a simple vista pareciera que ya no tiene solución pero personas
capacitadas en el área reparan, restauran estos daños, y la gente se pregunta
¿Cómo lo hicieron?
La restauración de la carrocería requiere de diferentes procesos desde una simple
inspección visual que no toma más de 30 minutos como máximo hasta la
reconstrucción total de la carrocería, cosa que no es nuestro caso, pero si
elaboramos muchos de los procesos de la restauración, que llegarían a ser los
más básicos y que los que se tomó en cuenta para la restauración de nuestro
vehículo FIAT.
3.2. PROCESO DE TRABAJO PLANTEADO
Figura Nº 3.1 FIAT modelo 1979 Fuente: propia
54
Todos los procedimientos elaborados para la restauración del vehículo fueron:
3.2.1. Diagnóstico del estado de la carrocería
En la cual se realizó una inspección visual del estado del vehículo que se muestra
muy dañado, esta prueba también se lo realizo de manera táctil.
a) Empezaremos identificando las deformaciones que presenta las planchas
del vehículo.
Que luego procederemos a evaluar los daños individualmente, ya sea para ser
restaurado o cambio de las mismas.
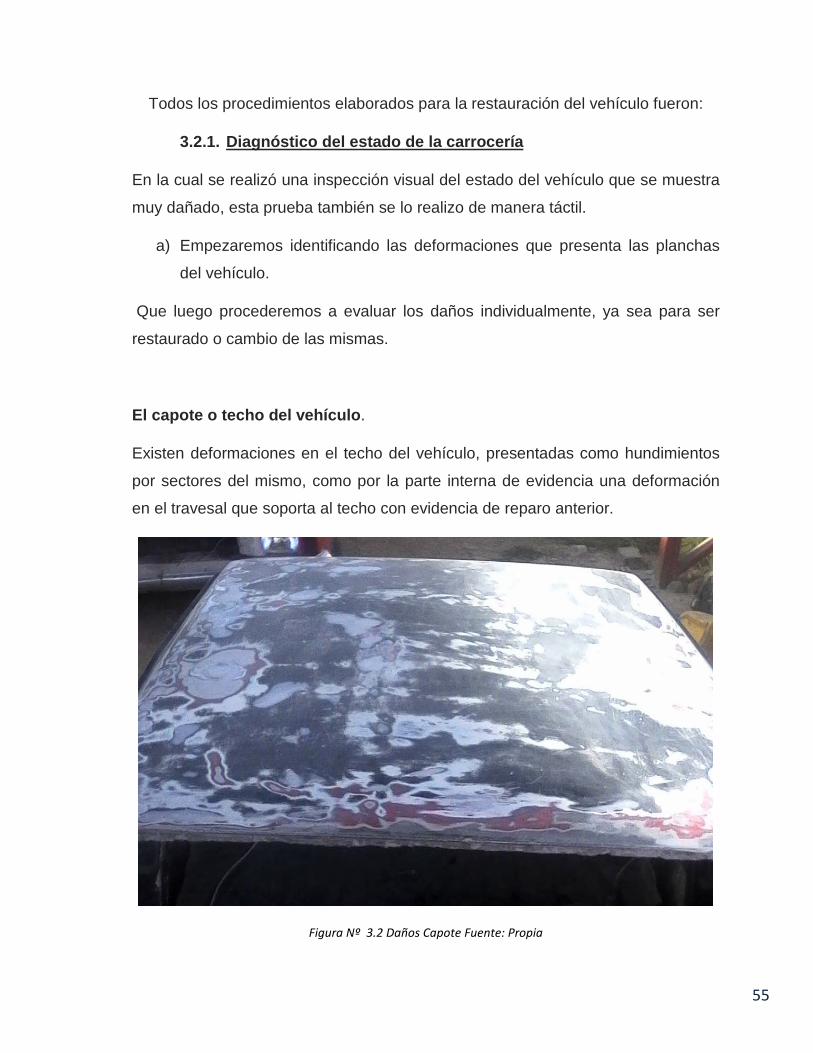
El capote o techo del vehículo.
Existen deformaciones en el techo del vehículo, presentadas como hundimientos
por sectores del mismo, como por la parte interna de evidencia una deformación
en el travesal que soporta al techo con evidencia de reparo anterior.
Figura Nº 3.2 Daños Capote Fuente: Propia
55

Esta vista lateral al ras del objeto, nos permite a detectar si existen hundimientos,
la primera vista.
Figura Nº 3.4 Diagnostico de hundimiento Fuente: Propia
Figura Nº 3.3 Vista lateral dl capote Fuente: Propia
56

Con las manos palparemos, si existen hundimientos en el capote, presionando un
poco, las deformaciones de la estructura se notaran de inmediato
Con esta prueba evidenciamos que si existen hundimientos en el capote en cada
esquina del mismo.
Figura Nº 3.6Travesal soporte del capote Fuente: Propia
Figura Nº 3.5 Comprobación táctil Fuente: Propia
57

En soporte o travesal del capote internamente se encuentra vencido, separado de
la plancha del techo, esta falla da paso a que casi todo el capote se hunda, hasta
chocar con el travesal.
Se evidencia que el mismo travesal requiere reforzar o cambiar el mismo, también
como antecedente el propio travesal ya fue restaurado deficientemente, ya que se
encontró material de residuo de una clase de pegamento del cual desconocemos.
En la parte delantera.
El capot del vehículo presenta similares daños al techo con deformación en la
plancha, de hundimientos, como los soportes internos de la misma parcialmente
doblados.
A plena vista esta falla se dio presente, toda la estructura que originalmente fue
semi ovalada, quedo plana, que produjo una deformación de la misma, esta falla
era evidente ya que el cierre del capot en la carrocería no era hermético, los
costados del capot sobresalían de su asiento.
Figura Nº 3.6 Inspección visual Fuente: Propia
58

Del mismo proceeder se verifica si existe raspones, visualmente y luego
tactilmente, el cual evidenciamos que evidentemente hay algunas fallas en
diferentes partes del capot, las mismas son de consideracion ya que el
desprendimiento de la capa de pintura llega hasta la chapa del capot.
Figura Nº 3.8Desprendimiento del capot Fuente: Propia
Figura Nº 3.7 Diagnostico de hundimiento del capot Fuente: Propia
59

Además e los saltos de la capa de pintura, también se evidencio las rajaduras de
macilla, de un anterior trabajo de chapería deficiente que también tiene que ser
reparado nuevamente.
Laterales del vehículo
Las partes más dañadas que se encontró fueron los guardafangos, las puertas no
están tan dañadas, como las demás partes de la planchas de la cabina.
Figura Nº 3.10Vista lateral Fuente: Propia
Figura Nº 3.9Rajadura de la pintura del capot Fuente: Propia
60

Realizamos una inspección visual al estado en la que se encuentran los laterales
delanteros de ambos lados, en el lado izquierdo visto de frente del vehículo se
evidencia un deterioro en la aleta de la rueda, como la esquina de los focos, esto
en ambos casos,
Figura Nº 3.12Vista frontal Fuente: Propia
Figura Nº 3.11Laterales delanteras Fuente: Propia
61

En la figura podemos observar el deterioro del las esquinas de los focos, su daño
no está grave como el que existe en el marco del parabrisas.
El marco del parabrisas, más específicamente los dos laterales están totalmente
deteriorados en los extremos, la opción de restaurado queda nula, solo un cambio
de estas partes por otras similares es la mejor opción, para el óptimo desarrollo
del trabajo.
Figura Nº 3.14Deterioro del marco Fuente: Propia
Figura Nº 3.13Deterioro de las esquinas Fuente: Propia
62

Los dos soportes del marco del parabrisas están dañados, anteriormente estos se
intentaron reparar, con soldadura y planchas como se puede ver en la imagen,
pero su restauración fue deficiente y errónea.
Figura Nº 3.15soldadura de planchas del marco Fuente: Propia
Figura Nº 3.14Soporte del marco Fuente: Propia
63
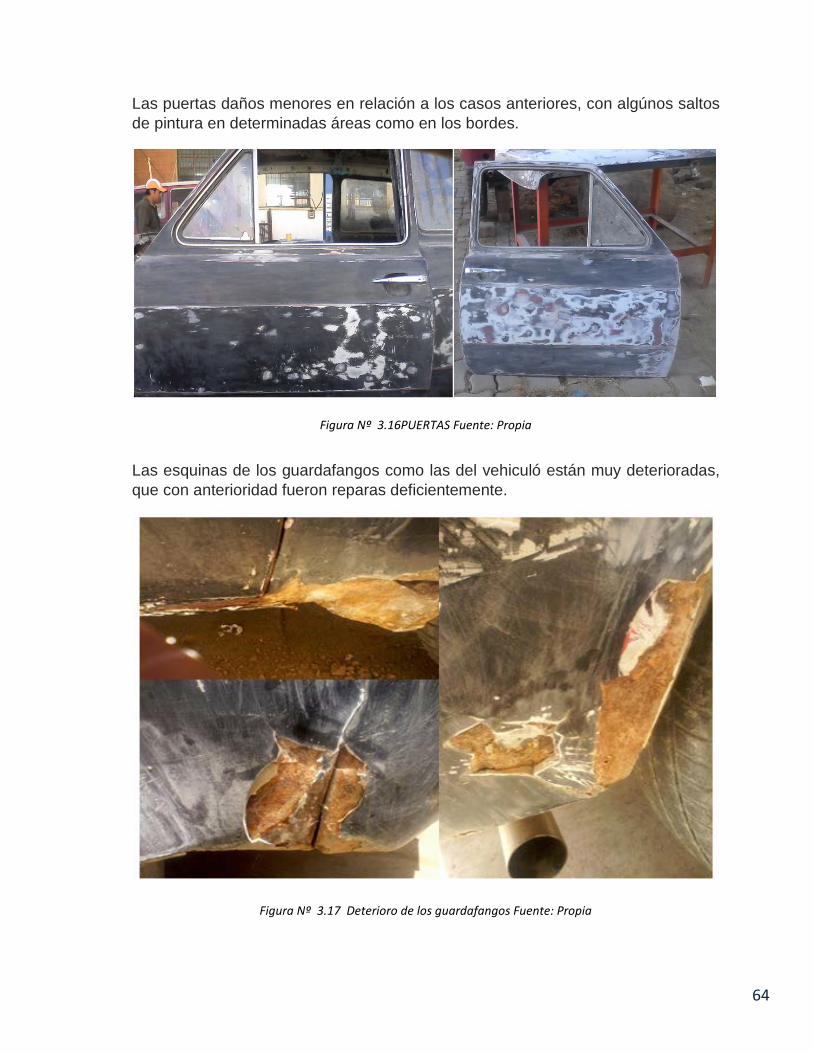
Las puertas daños menores en relación a los casos anteriores, con algúnos saltos de pintura en determinadas áreas como en los bordes.
Las esquinas de los guardafangos como las del vehiculó están muy deterioradas, que con anterioridad fueron reparas deficientemente.
Figura Nº 3.17 Deterioro de los guardafangos Fuente: Propia
Figura Nº 3.16PUERTAS Fuente: Propia
64

Todo el recubrimiento de masilla esta desprendido en su mayoría, la plancha en estado corrosivo, carcomido en gran parte.}
Figura Nº 3.19Lateral trasero izquierdo Fuente: Propia
Figura Nº 3.18Lateral trasero derecho Fuente: Propia
65
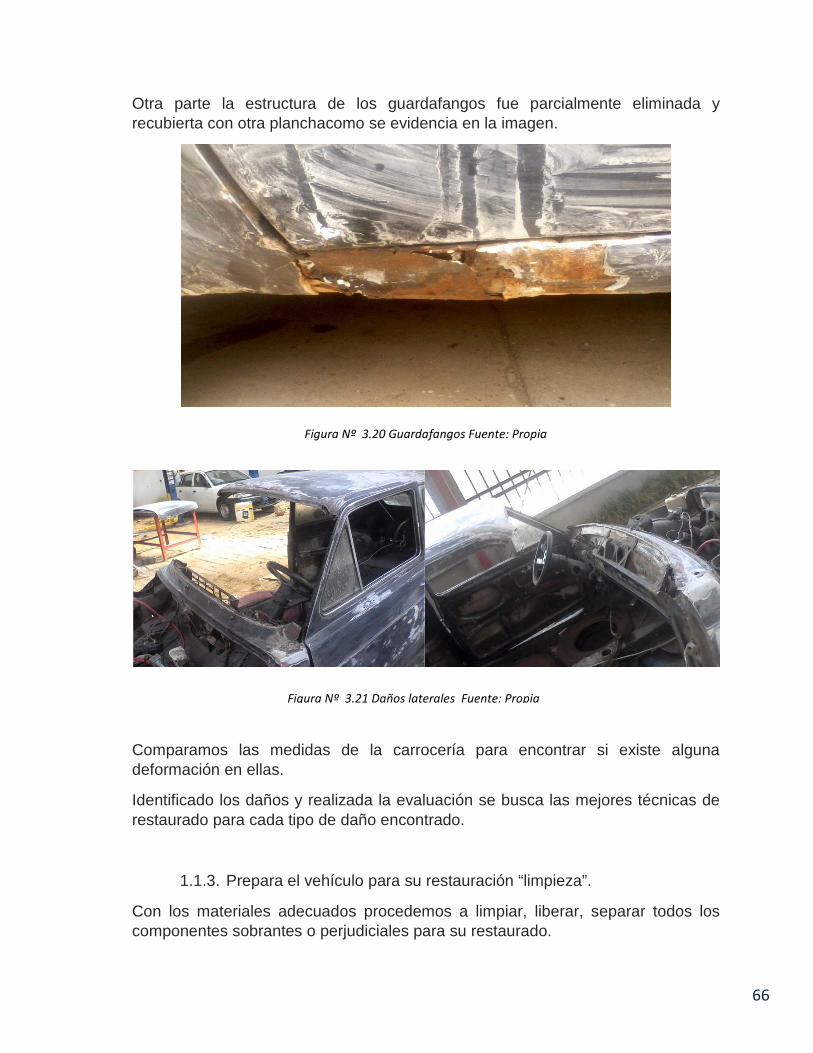
Otra parte la estructura de los guardafangos fue parcialmente eliminada y recubierta con otra planchacomo se evidencia en la imagen.
Comparamos las medidas de la carrocería para encontrar si existe alguna deformación en ellas.
Identificado los daños y realizada la evaluación se busca las mejores técnicas de restaurado para cada tipo de daño encontrado.
1.1.3. Prepara el vehículo para su restauración “limpieza”.
Con los materiales adecuados procedemos a limpiar, liberar, separar todos los componentes sobrantes o perjudiciales para su restaurado.
Figura Nº 3.20 Guardafangos Fuente: Propia
Figura Nº 3.21 Daños laterales Fuente: Propia
66

Para este procedimiento desmontamos todos los sistemas del vehículo como ser el motor, la caja, los sistemas de transmisión, frenos, etc.
La carrocería queda solamente colocada en una posición adecuada.
Figura Nº 3.21 Chasis Fuente: Propia
Figura Nº 3.22limpieza de chasis Fuente: Propia
67
4. ,
CAPÍTULO IV
ORGANIZACIÓN Y RECURSOS
68

4.1. CRONOGRAMA DE ACTIVIDADES
69

4.2. RECURSOS
4.2.1. Recursos Humanos
Para la ejecución del trabajo de restaurado se necesitó el apoyo varias
personas que colaboraron de distinta forma para el desarrollo del trabajo
como tal, cada una de estas cumplieron determinadas funciones, sin las
cuales no hubiéramos alcanzado los objetivos propuestos, estas son:
Proyectista, se encargó básicamente de la restauración de la
carrocería del vehículo FIAT modelo 1979 como además de la
elaboración del proyecto escrito que justifica la elaboración del
proyecto.
Tutor especialista en chapería el cual nos colaboró con la
dispensación de material además de concejos para la elaboración
del restaurado de la planchisteria.
Tutor metodológico que nos brindó toda la información para el
desarrollo del empastado, revisando todos aquellos detalles a ser
corregidos, hasta la presentación final de dicho texto.
Técnico especialista en soldadura nos brindó información adicional
para la ejecución del proyecto además de que nos brindó material
para su ejecución esto en la parte e chasis del vehículo.
4.2.2. Recursos Económicos
Para la realización del proyecto se requirieron diferentes materiales tanto para la
restauración de la carrocería como del chasis, dichos materiales fueron
comprados y otros reciclados de otros vehículos similares, todo esto se
desarrollara los siguientes cuadros.
70

COSTO ECONOMICOS PARA EL RESTAURADO DEL CHASIS
CANT DESCRIPCION COSTO Bs OBSERVACIONES
1 Planchametálica 90 0,75 pulga
2 Kl electrodos 24
2 Kl carburo 30
1 Tanque de oxigeno 50
2 Discos de corte 40
TOTAL 234
COSTOS ECONÓMICOS PARA LA RESTAURACIÓN DE LA PLANCHISTERIA
CANT DESCRIPCION COSTO Bs OBSERVACIONES
1 Kl electrodo 12
1 Kl carburo 15
4 Latas de macilla 100
2 Latas de sulfacer 48
8 Hojas de lija 20 Nro. 100
3 L Tener 30
10 Hojas de lija 25 Nro. 220
TOTAL 250
Tabla Nº 4 .1Costos económicos para el restaurado de la planchisteria Fuente: Propia
Tabla Nº 4 .1Costos económicos para el restaurado del chasis Fuente: Propia
71

Costos totales
Trabajo realizado Costo Bs observaciones
Restauración de la carrocería 234
Restauración del chasis 250
Total costos de trabajo 484
Costos adicionales
Nro. trabajo realizado especialista Costo Bs observaciones
1 Soldadura del
chasis
Técnico en
soldadura
250
TOTAL 250
Costos finales
Trabajo realizado Costos Bs Observaciones
Costos de trabajo realizado 484
Costos adicionales 250
TOTAL 734
Tabla Nº 4 .1Costos económicos finales Fuente: Propia
Tabla Nº 4 .1Costos adicionales Fuente: Propia
Tabla Nº 4 .1Costos económicos totales de material Fuente: Propia
72

Comparación de costos
Trabajo realizado Costos Bs observaciones
En taller especializado 2200 Este costo incluye el
pintado
Proyecto de grado 734
Diferencia 1476
4.2.3. Materiales y Herramientas
0
500
1000
1500
2000
Taller especializado Trabajo de proyecto
Tabla Nº 4 .1Comparación de costos Fuente: Propia
73
En la ejecución del proyecto se recurrieron al uso de diversas herramientas y
equipos de trabajo que facilitaron en la restauración del vehículo y que a
continuación serán mencionados:
HERRAMIENTAS
1 cierra mecánica
Martillos
1 juego de destornilladores
Espátulas
2 piezas de vidrio
Juego de llaves mixtas
Alicate
Equipos
1 amoladora pequeña
1 amoladora grande
Gata hidráulica
Arco de soldar
Equipo de soldadura a oxigeno
4.2.4. Recursos Técnicos
En cuanto respecta, para la ejecución del trabajo de restauración de la
carrocería, podemos mencionar que se utilizaron distintos recursos
técnicos, entre los cuales podemos mencionar:
• Las instalaciones del Tecnológico Puerto de Mejillones, en los predios
de la carrera de mecánica automotriz donde realizamos todo lo que
74

concierne a la ejecución del proyecto como ser la restauración de la
carrocería, las pruebas de control de calidad, la corrección de fallas, etc.
• En cuanto. Para el desarrollo de la parte textual del proyecto usamos
material brindado por docentes de la institución como ser: fotocopias de
libros, apuntes.
• Sin embargo, también utilizamos información adicional que recopilamos
sobre la restauración de carrocerías, de los cuales podemos mencionar:
enciclopedia del automóvil, manual de la carrocería de Ford, entre los
más importantes.
75

5. .
CAPÍTULO V
CONCLUSIONES Y RECOMENDACIONES
76

5.1. CONCLUSIÓNES
Se pudo concluir de manera satisfactoria el desarrollo íntegro del proyecto de
grado, dando como producto final la restauración del vehículo Fiat modelo 1979,
que se integrara nuevamente para servicio de los propietarios, como también
dicho documento servirá como guía de apoyo para presentes y futuras
generaciones de la carrera de Mecánica Automotriz en el instituto Tecnológico
Puerto de Mejillones.
5.2. CUMPLIMIENTO DE LOS OBJETIVOS
Por lo tanto, se dio Cumpliendo de esta manera con todos los objetivos, tanto el
objetivo general como los específicos planteados anteriormente en el documento.
5.2.1. Objetivo general
El objetivo general es el restaurado de la carrocería del vehículo FIAT modelo
1979, lo cual mediante todos los procesos de restauración se dio cumplimiento a
esta finalidad, de manera óptima.
5.2.2. Objetivos específicos
Entre estos teníamos
• Diagnosticar el estado de la carrocería.
El proceso de diagnóstico, se cumplió a cabalidaden el cual se demostró que el
vehículo FIAT se encontraba en un estado lamentable con una carrocería muy
deteriorada, esto se puede evidenciar en el inciso 3.3, del capítulo III.
• Preparar el vehículo para su restauración, “limpieza”.
Este objetivo se desarrolló en el inciso 3.4, del capítulo III satisfactoriamente,
donde se pudo evidenciar todos los pasos que se realizo para la preparación del
vehículo para su pos ejecución.
• Ejecutar el trabajo de restauración en el vehículo.
77

Para el cumplimiento de este objetivo, se requirió de ayuda tanto humanística
como documental, que coadyuvaron para su desarrollo, el mismo que se puede
evidenciar en el inciso 3.4, del capítulo I
Donde se aplican los pasos que se tomaron para su efectiva conclusión.
• Realizar pruebas de control de calidad.
Las mismas que se realizaron según las normas del manual del vehiculo, luego de
su restauración, con lo cual se dio cumplimiento a este objetivo, para más detalles,
ver inciso 3.5, en el capítulo III.
5.3. RECOMONEDACIONES
Debemos mencionar las siguientes recomendaciones:
• El presente proyecto de grado se basó principalmente en la necesidad
de dar a conocer las diferentes técnicas sobre lo que actualmente es la
restauración de carrocerías, lo cual esperamos de corazón, fomente a la
elaboración de futuros proyectos direccionados a las materias de la
carrera, de modo que contribuyan en el proceso de aprendizaje de las
nuevas generaciones.
• También se recomienda que el trabajo entregado a sus dueños sea
debidamente protegido y se le brinde el correcto y oportuno
mantenimiento.
• Podemos mencionar que las mejoras a este proyecto son amplias,
desde una transformación completa a una deformación parcial de la
carrocería, como el tuneado que mejorarían la estética y la presentación
del vehículo.
• Esperamos que el presente proyecto de luces a mejores ideas en
cuanto a proyectos enfocados al mejoramiento de los materiales de
enseñanza.
78

GLOSARIO
Vanguardia. En primera posición, en el punto más avanzado, adelantado a
los demás.
Simbiosis. Asociación de individuos de diferentes ideologías, que tratan de
sacan provecho de la vida en común.
Ergonomía. Estudio de datos biológicos y tecnológicos aplicados a
problemas de mutua adaptación entre el hombre y la máquina.
Carromato.Carro grande de dos ruedas, con dos varas para enganchar una
caballería o más en reata, y que suele tener bolsas de cuerda para recibir la
carga, y un toldo de lienzo y cañas. || Carruaje demasiado grande,
incómodo y desvencijado.
79

Bibliografía CEDE. (2012). Carrocería y Bastidores. En C. D. OPOSICIONES, MANTENIMIENTO DE VEHICULO
(págs. 8.2-8.24). Cartagena: Madrid.
CHAPISTA, E. (2008). HISTORIA DE LAS CARROCERIAS.
Dreams, S. (2004). Nueva Encuclopedia del Automovil- Carrocería y Pintura.
EDICIONES LAROUSSE, S. (2004). Diccionario Enciclopedico LAROUSSE. Barcelona: SPE EDITORIAL, S.L.
Fatima. (2007). Fichas Técnicas de Carrocería. CESVI MEXICO, 97-100.
Ford. (2000). Capitulo 15 Carrocería y Pintura. En F. Corporation, Manual Ford del Automovil (págs. 109-123).
Pintura, B. d. (2001). Carroceria verificacion y reparacion. España: CEAC.
Rodriguez, A. G. (21 de Octubre de 2013). ELEMENTOS AMOVILES Y FIJOS NO ESTRUCTURALES. Recuperado el 24 de marzo de 2015, de CARROCERÍA DE VEHICULOS(YIPOS Y COMPONENTES).
Wikipedia. (2014). Historia de las Carrocerias. www.wikipedia.com/historia de las carocerias.
80













![marshallred.files.wordpress.com · Web view[Título del documento] [Subtítulo del documento] Raziel Kronoz [Año] [Título del documento] [Subtítulo del documento] Raziel Kronoz](https://img.pdfslide.net/doc/110x75/5f08b2ed7e708231d4234a8b/web-view-ttulo-del-documento-subttulo-del-documento-raziel-kronoz-ao.jpg)






![· Web view[Título del documento] [Título del documento] [Título del documento]](https://img.pdfslide.net/doc/110x75/5e7e1d4ee07ed352d60dafdb/web-view-ttulo-del-documento-ttulo-del-documento-ttulo-del-documento.jpg)








