Embed Size (px)
Citation preview
44 Journal of Failure Analysis and PreventionVolume 4(6) December 2004
Stress-Corrosion Cracking of a Monel 400 Tube (continued)
(Submitted July 23, 2004; in revised form November 5, 2004)
A bent Ni-Cu Monel 400 alloy tube, which operated as part of a pipeline in a petrochemical distilleryinstallation, failed by through-thickness cracking. The pipeline was used to carry a stream of gaseoushydrocarbons containing hydrochloric acid (HCl) into a reaction tower. The tower provided a causticsolution (NaOH) to remove HCl from the stream, before the latter was directed to a burner. Metallographicexamination showed that the cracks were intergranular and were frequently branched. Although nominalchemical composition of the component was found within the specified range, electron dispersive analysisby X-ray (EDXA) indicated significant segregation of sulfur and chlorine on grain boundaries. Failurewas attributed to hypochlorous-acid (HClO)-induced stress-corrosion cracking (SCC). The HClO wasformed by the reaction of HCl with atmospheric O2, and the oxygen entered the tube during shutdowns/startups of the installation. Residual stresses, originating from the in situ bend forming of the tube duringassembly of the line, provided a driving force for crack growth, and the segregation of sulfur on grainboundaries enhanced the susceptibility of the material to cracking.
Keywords:
JFAPBC (2004) 6:44-50 © ASM InternationalDOI: 10.1361/15477020421764 1547-7029 / $19.00
IntroductionThe petrochemical industry constitutes an active
field for applied failure analysis. A wide range ofpotential failure mechanisms exists because of thevariety of the equipment materials, the number ofhandled chemical substances, and the large variationin processes accomplished. The present work dealswith failure analysis and determination of the causeof damage of a component used in this highlydemanding industry.
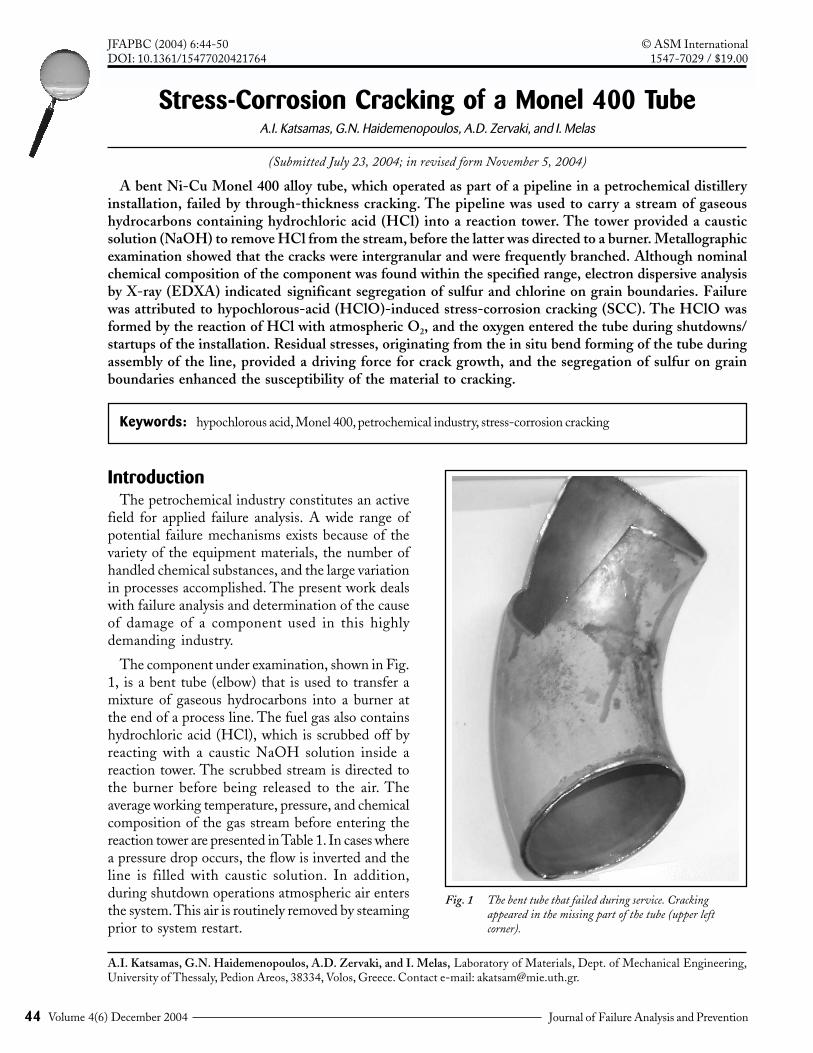
The component under examination, shown in Fig.1, is a bent tube (elbow) that is used to transfer amixture of gaseous hydrocarbons into a burner atthe end of a process line. The fuel gas also containshydrochloric acid (HCl), which is scrubbed off byreacting with a caustic NaOH solution inside areaction tower. The scrubbed stream is directed tothe burner before being released to the air. Theaverage working temperature, pressure, and chemicalcomposition of the gas stream before entering thereaction tower are presented in Table 1. In cases wherea pressure drop occurs, the flow is inverted and theline is filled with caustic solution. In addition,during shutdown operations atmospheric air entersthe system. This air is routinely removed by steamingprior to system restart.
A.I. Katsamas, G.N. Haidemenopoulos, A.D. Zervaki, and I. Melas, Laboratory of Materials, Dept. of Mechanical Engineering,University of Thessaly, Pedion Areos, 38334, Volos, Greece. Contact e-mail: [email protected].
hypochlorous acid, Monel 400, petrochemical industry, stress-corrosion cracking
Fig. 1 The bent tube that failed during service. Crackingappeared in the missing part of the tube (upper leftcorner).
Stress-Corrosion Cracking of a Monel 400 TubeA.I. Katsamas, G.N. Haidemenopoulos, A.D. Zervaki, and I. Melas

45Journal of Failure Analysis and Prevention Volume 4(6) December 2004
The entire line is fabricated from Ni-Cu Monel400 alloy tubes with an internal diameter of 101.6mm (4 in.) and a wall thickness of 3.175 mm (1/8
in.). According to the refinery, bend forming of thefailed tube (Fig. 1) was performed on site duringassembly of the line. Failure occurred by through-thickness cracking and was detected due to leakageof the contained gas.
Laboratory ExaminationsTo determine the cause of cracking, a series of
laboratory examinations was performed. Theexaminations included visual macroscopic andstereoscopic examination of the internal (gas-side)and external surfaces of the tube, chemical andmetallographic analysis of the alloy, determinationof crack propagation mode (intergranular ortransgranular), and estimation of the local chemicalcomposition and microsegregation at grainboundaries. Chemical composition of the alloy wasdetermined by transmission spectroscopy on anappropriate specimen sectioned from the tube.Microstructural analysis and determination of thecrack propagation mode were performed by lightoptical and scanning electron microscopy (SEM)of several metallographic specimens. Metallographicspecimens were mounted in epoxy resin, ground inSiC papers (120-800 grit), and polished to 1 µmbefore etching using a 5 g FeCl3 + 50 mL HCl +100 mL H2O solution. Finally, microscopic chem-ical analysis was performed by EDXA.
ResultsMacroscopic Visual Examination
The observed cracking took place in the missingpart of the tube shown in Fig. 1 (upper left corner)and the cracked tube section shown in Fig. 2.Macroscopic visual examination revealed two almostparallel “hairline” cracks, each approximately 35 mmlong as measured on the internal surface of the tube.These cracks had both propagated through the tubewall thickness and did not seem to relate to thecircumferential fusion welding that connected the
failed tube section to the rest of the line. In addition,there were no indications of general corrosion oneither surface (internal or external) of the tube.
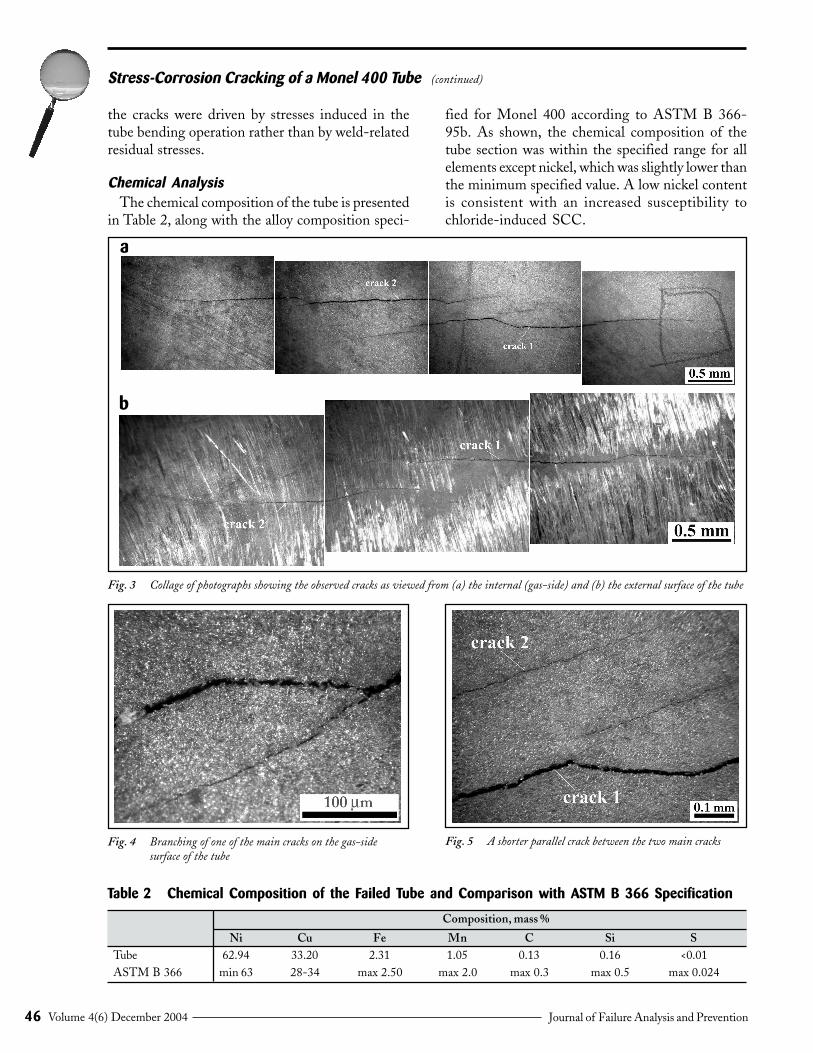
Stereoscopic ExaminationA collage of stereoscopic macrographs of the cracks
viewed from the gas-side of the pipe section is shownin Fig. 3(a). Figure 3(b) provides the correspondingview from the external side. As shown, the two maincracks were considerably longer on the gas-side,indicating that cracking initiated from the gas-sideand propagated toward the external surface. Thecracks grew almost parallel to each other, suggestingthat the driving force for cracking was a specificallyoriented stress field in the tube wall.
The stereoscopic examination showed that the twomain cracks were independent of each other and alsoshowed shorter cracks and branches from the maincracks (Fig. 4 and 5). These observations, along withthe lack of general corrosion on either the gas or theexternal side of the tube, suggested failure by SCCin a highly localized stress field. The lack of cracksat the weld heat-affected zones also suggested that
Fig. 2 The cracked part of the tube, containing two parallelthrough-thickness cracks
Table 1 Temperature, Pressure, and Average Chemical Composition of Gas Mixture Upstreamof the Reaction Tower
Composition, vol.%
Temp, °C Pressure, kg/cm2 HCl H2 CH4 C2H6 C3H8 I-C4H10 N-C4H10 I-C5H12 N-C5H12
38 10 0.11 31.28 10.79 17.12 11.58 13.07 12.42 3.53 0.10
46 Journal of Failure Analysis and PreventionVolume 4(6) December 2004
Stress-Corrosion Cracking of a Monel 400 Tube (continued)
the cracks were driven by stresses induced in thetube bending operation rather than by weld-relatedresidual stresses.
Chemical AnalysisThe chemical composition of the tube is presented
in Table 2, along with the alloy composition speci-
Fig. 3 Collage of photographs showing the observed cracks as viewed from (a) the internal (gas-side) and (b) the external surface of the tube
Fig. 4 Branching of one of the main cracks on the gas-sidesurface of the tube
Fig. 5 A shorter parallel crack between the two main cracks
fied for Monel 400 according to ASTM B 366-95b. As shown, the chemical composition of thetube section was within the specified range for allelements except nickel, which was slightly lower thanthe minimum specified value. A low nickel contentis consistent with an increased susceptibility tochloride-induced SCC.
Table 2 Chemical Composition of the Failed Tube and Comparison with ASTM B 366 Specification
Composition, mass %
Ni Cu Fe Mn C Si STube 62.94 33.20 2.31 1.05 0.13 0.16 <0.01ASTM B 366 min 63 28-34 max 2.50 max 2.0 max 0.3 max 0.5 max 0.024
a
b
47Journal of Failure Analysis and Prevention Volume 4(6) December 2004
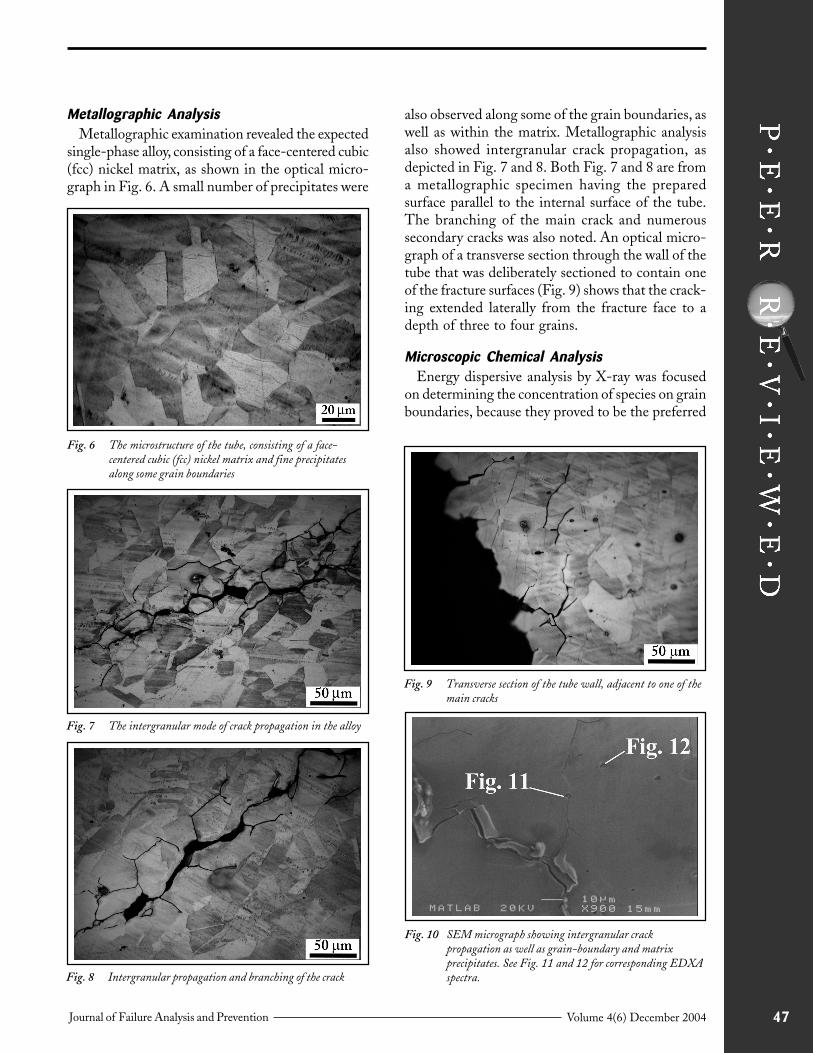
Metallographic AnalysisMetallographic examination revealed the expected
single-phase alloy, consisting of a face-centered cubic(fcc) nickel matrix, as shown in the optical micro-graph in Fig. 6. A small number of precipitates were
Fig. 6 The microstructure of the tube, consisting of a face-centered cubic (fcc) nickel matrix and fine precipitatesalong some grain boundaries
Fig. 7 The intergranular mode of crack propagation in the alloy
Fig. 9 Transverse section of the tube wall, adjacent to one of themain cracks
also observed along some of the grain boundaries, aswell as within the matrix. Metallographic analysisalso showed intergranular crack propagation, asdepicted in Fig. 7 and 8. Both Fig. 7 and 8 are froma metallographic specimen having the preparedsurface parallel to the internal surface of the tube.The branching of the main crack and numeroussecondary cracks was also noted. An optical micro-graph of a transverse section through the wall of thetube that was deliberately sectioned to contain oneof the fracture surfaces (Fig. 9) shows that the crack-ing extended laterally from the fracture face to adepth of three to four grains.
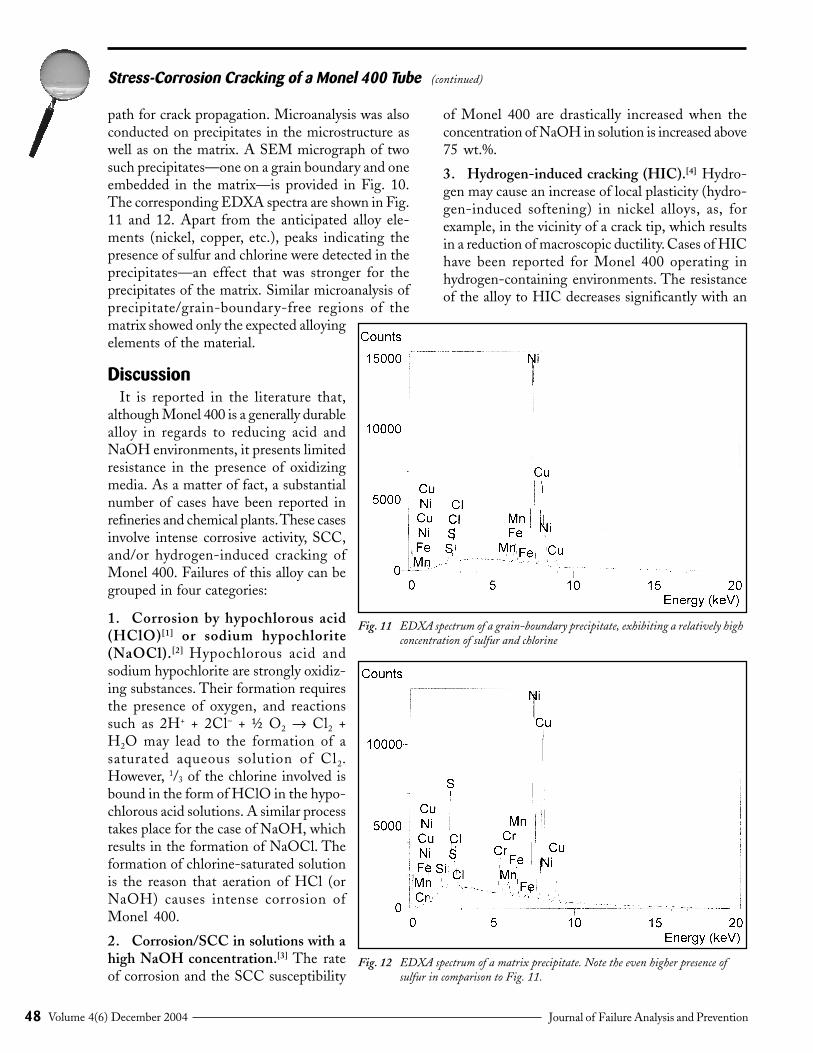
Microscopic Chemical AnalysisEnergy dispersive analysis by X-ray was focused
on determining the concentration of species on grainboundaries, because they proved to be the preferred
Fig. 8 Intergranular propagation and branching of the crack
Fig. 10 SEM micrograph showing intergranular crackpropagation as well as grain-boundary and matrixprecipitates. See Fig. 11 and 12 for corresponding EDXAspectra.
48 Journal of Failure Analysis and PreventionVolume 4(6) December 2004
Stress-Corrosion Cracking of a Monel 400 Tube (continued)
path for crack propagation. Microanalysis was alsoconducted on precipitates in the microstructure aswell as on the matrix. A SEM micrograph of twosuch precipitates—one on a grain boundary and oneembedded in the matrix—is provided in Fig. 10.The corresponding EDXA spectra are shown in Fig.11 and 12. Apart from the anticipated alloy ele-ments (nickel, copper, etc.), peaks indicating thepresence of sulfur and chlorine were detected in theprecipitates—an effect that was stronger for theprecipitates of the matrix. Similar microanalysis ofprecipitate/grain-boundary-free regions of thematrix showed only the expected alloyingelements of the material.
DiscussionIt is reported in the literature that,
although Monel 400 is a generally durablealloy in regards to reducing acid andNaOH environments, it presents limitedresistance in the presence of oxidizingmedia. As a matter of fact, a substantialnumber of cases have been reported inrefineries and chemical plants. These casesinvolve intense corrosive activity, SCC,and/or hydrogen-induced cracking ofMonel 400. Failures of this alloy can begrouped in four categories:
1. Corrosion by hypochlorous acid(HClO)[1] or sodium hypochlorite(NaOCl).[2] Hypochlorous acid andsodium hypochlorite are strongly oxidiz-ing substances. Their formation requiresthe presence of oxygen, and reactionssuch as 2H+ + 2Cl– + ½ O2 → Cl2 +H2O may lead to the formation of asaturated aqueous solution of Cl2.However, 1/3 of the chlorine involved isbound in the form of HClO in the hypo-chlorous acid solutions. A similar processtakes place for the case of NaOH, whichresults in the formation of NaOCl. Theformation of chlorine-saturated solutionis the reason that aeration of HCl (orNaOH) causes intense corrosion ofMonel 400.
2. Corrosion/SCC in solutions with ahigh NaOH concentration.[3] The rateof corrosion and the SCC susceptibility
Fig. 11 EDXA spectrum of a grain-boundary precipitate, exhibiting a relatively highconcentration of sulfur and chlorine
Fig. 12 EDXA spectrum of a matrix precipitate. Note the even higher presence ofsulfur in comparison to Fig. 11.
of Monel 400 are drastically increased when theconcentration of NaOH in solution is increased above75 wt.%.
3. Hydrogen-induced cracking (HIC).[4] Hydro-gen may cause an increase of local plasticity (hydro-gen-induced softening) in nickel alloys, as, forexample, in the vicinity of a crack tip, which resultsin a reduction of macroscopic ductility. Cases of HIChave been reported for Monel 400 operating inhydrogen-containing environments. The resistanceof the alloy to HIC decreases significantly with an

49Journal of Failure Analysis and Prevention Volume 4(6) December 2004
increase of hardness due to work hardening, withthe segregation of phosphorus and sulfur on grainboundaries, as well as with the precipitation ofcarbides on grain boundaries.
4. Dealloying.[5] Dealloying or selective corrosionof copper atoms in the Monel microstructure isaccelerated by the presence of copper ions in theprocess stream.
The current study showed no evidence of de-alloying, general corrosion, or HIC, thus the failuremechanism for this Monel 400 component can beattributed to SCC based on the following reasons:
• Cracking was intergranular, starting from the gas-side of the tube and directing toward the externalsurface. The cracked regions were constrained tothe near vicinity of the main cracks and did notextend more than two to three grains from theprimary crack path.
• The operating stress field in the tube wall couldbe attributed to the presence of residual stressesdue to bend forming of the tube, especially becauseno stress relief annealing was performed afterdeformation. These residual stresses caused the twomain cracks to propagate essentially parallel to eachother and lead to minimal lateral crack growth.
In regards to the corrosive media responsible forSCC, scenario number 2 described previously shouldbe dismissed, because the solution of caustic usedin the process typically contains 8 to 9 wt.% ofNaOH according to the refinery. Even during apressure drop in the line, in which case the tubewould fill with caustic solution, it would be mostunlikely for the NaOH concentration to exceed 75wt.%, even if some degree of drying is assumed.
Furthermore, scenario number 4 should beexcluded, because the presence of Cu++ ions in thestream was not confirmed by any of the measure-ments performed by the refinery. Therefore, theobserved failure could not be attributed to the effectof dealloying.
Finally, scenario number 3, which concerns theHIC mechanism, should also be excluded, mainlybecause the hydrogen overpressure in the stream isminimal and low-pressure gaseous molecularhydrogen is not likely to crack Monel alloy.Furthermore, the operation temperature (38 °C) isnot adequately high to promote significant hydrogen
absorption, which is necessary for HIC. In addition,it is unlikely that cathodic hydrogen was produced,because little or no general corrosion was noted.
Therefore, the most probable cause of cracking isdescribed in scenario number 1, that is, SCC due toHClO. This scenario is supported by the followingarguments:
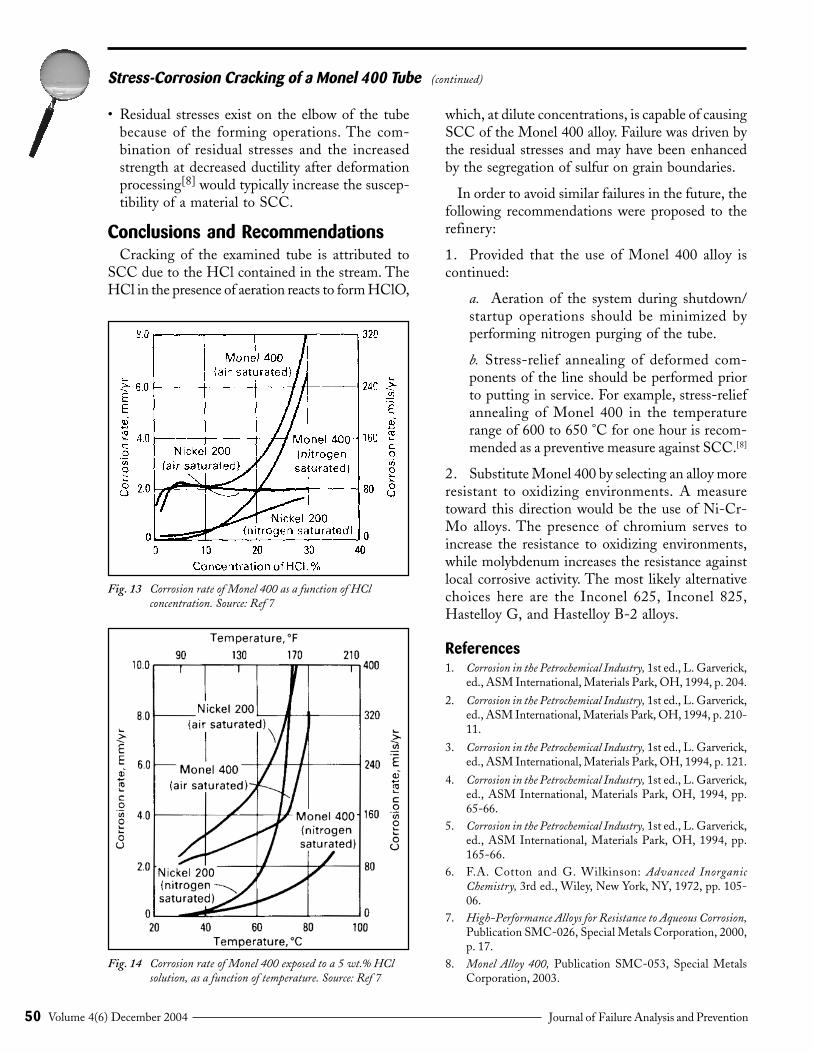
• There is adequate aeration of the system due toatmospheric air entering into the system duringshutdown and startup operations. According tothe refinery, air is subsequently removed bysteaming, but complete removal is unlikely andthe presence of even small quantities of oxygencan play a catalytic role for the formation of smallamounts of HClO.[6] The effect of aeration onthe corrosion rate of Monel 400 is depicted inFig. 13,[7] where it is evident that even in thepresence of rather dilute HCl solution (<10 wt.%HCl) aeration drastically increases the rate ofMonel 400 corrosion. A similar diagram appearsin Fig. 14,[7] which shows the effect of temp-erature and aeration on the corrosion rate forMonel 400 in a 5 wt.% HCl solution. However,little or no general corrosion was noted in thisanalysis, and the alloy is known to be susceptibleto SCC. The fact that the alloy is susceptible tointergranular SCC, coupled with the large effectsof aeration on corrosion rates of Monel 400,indicates that a localized environment developedduring service could lead to the observed inter-granular SCC. In addition, the Special MetalsCorp. (New Hartford, N.Y.—formerly INCOAlloys) reports in their booklet of products thatMonel 400 displays “excellent” resistance to HF,H3PO4, H2SO4, and NaOH, and only“acceptable” resistance to HCl.[7]
• The presence of chlorine on grain boundaries wasconfirmed by EDXA and is consistent with anintergranular SCC process.
• It is possible that susceptibility to intergranularSCC was enhanced by sulfur segregation to thegrain boundaries. A significant concentration ofsulfur was detected in the observed particles,which had precipitated on grain boundaries.Special Metals Corp., as well as other producersof Monel, specifies a maximum sulfur content of0.024 wt.% to minimize the tendency for theadverse effects of grain-boundary segregation.
50 Journal of Failure Analysis and PreventionVolume 4(6) December 2004
Stress-Corrosion Cracking of a Monel 400 Tube (continued)
• Residual stresses exist on the elbow of the tubebecause of the forming operations. The com-bination of residual stresses and the increasedstrength at decreased ductility after deformationprocessing[8] would typically increase the suscep-tibility of a material to SCC.
Conclusions and RecommendationsCracking of the examined tube is attributed to
SCC due to the HCl contained in the stream. TheHCl in the presence of aeration reacts to form HClO,
Fig. 13 Corrosion rate of Monel 400 as a function of HClconcentration. Source: Ref 7
which, at dilute concentrations, is capable of causingSCC of the Monel 400 alloy. Failure was driven bythe residual stresses and may have been enhancedby the segregation of sulfur on grain boundaries.
In order to avoid similar failures in the future, thefollowing recommendations were proposed to therefinery:
1. Provided that the use of Monel 400 alloy iscontinued:
a. Aeration of the system during shutdown/startup operations should be minimized byperforming nitrogen purging of the tube.
b. Stress-relief annealing of deformed com-ponents of the line should be performed priorto putting in service. For example, stress-reliefannealing of Monel 400 in the temperaturerange of 600 to 650 °C for one hour is recom-mended as a preventive measure against SCC.[8]
2. Substitute Monel 400 by selecting an alloy moreresistant to oxidizing environments. A measuretoward this direction would be the use of Ni-Cr-Mo alloys. The presence of chromium serves toincrease the resistance to oxidizing environments,while molybdenum increases the resistance againstlocal corrosive activity. The most likely alternativechoices here are the Inconel 625, Inconel 825,Hastelloy G, and Hastelloy B-2 alloys.
References1. Corrosion in the Petrochemical Industry, 1st ed., L. Garverick,
ed., ASM International, Materials Park, OH, 1994, p. 204.
2. Corrosion in the Petrochemical Industry, 1st ed., L. Garverick,ed., ASM International, Materials Park, OH, 1994, p. 210-11.
3. Corrosion in the Petrochemical Industry, 1st ed., L. Garverick,ed., ASM International, Materials Park, OH, 1994, p. 121.
4. Corrosion in the Petrochemical Industry, 1st ed., L. Garverick,ed., ASM International, Materials Park, OH, 1994, pp.65-66.
5. Corrosion in the Petrochemical Industry, 1st ed., L. Garverick,ed., ASM International, Materials Park, OH, 1994, pp.165-66.
6. F.A. Cotton and G. Wilkinson: Advanced InorganicChemistry, 3rd ed., Wiley, New York, NY, 1972, pp. 105-06.
7. High-Performance Alloys for Resistance to Aqueous Corrosion,Publication SMC-026, Special Metals Corporation, 2000,p. 17.
8. Monel Alloy 400, Publication SMC-053, Special MetalsCorporation, 2003.
Fig. 14 Corrosion rate of Monel 400 exposed to a 5 wt.% HClsolution, as a function of temperature. Source: Ref 7