Embed Size (px)
Citation preview

IntroductionThis is the third paper of four on the work
undertaken under the auspices of the PlatinumDevelopment Initiative (PDI), which was in oper-ation from April 1997 to October 2007, andcomprised Anglo Platinum, Impala Platinum,Lonmin (previously Lonrho) and Mintek. Thebackground and aims of the PDI are summarisedin (1, 2).
As well as the research work itself, the trainingof postgraduate students, and encouragement ofundergraduate and diploma students by the provi-sion of vacation work and experiential training,was considered an important output, since South
Africa has a shortage of scientists and engineers.This was seen as a great benefit, as were the collab-orations with other institutions, especially thoseoutside South Africa. During the time of the work,collaborations were started with NIMS (formerlyNRIM) in Japan, Fachhochschule Jena andBayreuth University in Germany, and Leeds,Cambridge and Oxford Universities in the U.K., aswell as four South African universities, which werethe Universities of the Witwatersrand, Cape Town,Limpopo (formerly the North) and the NelsonMandela Metropolitan University (formerly theUniversity of Port Elizabeth). The work is stillongoing, mainly as student projects, and to date
155Platinum Metals Rev., 2009, 53, (3), 155–163
The Platinum Development Initiative:Platinum-Based Alloys for HighTemperature and Special Applications: Part IIIBy L. A. CornishDST/NRF Centre of Excellence in Strong Materials, Johannesburg 2050, South Africa,
and School of Chemical and Metallurgical Engineering, University of the Witwatersrand, Private Bag 3, Johannesburg 2050, South Africa
R. Süss*Advanced Materials Division, Mintek, Private Bag X3015, Randburg 2125, South Africa,
DST/NRF Centre of Excellence in Strong Materials, Johannesburg 2050, South Africa,
and School of Chemical and Materials Engineering, University of the Witwatersrand, Private Bag 3, Johannesburg 2050, South Africa;
*E-mail: [email protected]
L. H. ChownAdvanced Materials Division, Mintek, Private Bag X3015, Randburg 2125, South Africa,
and DST/NRF Centre of Excellence in Strong Materials, Johannesburg 2050, South Africa
and L. GlanerAdvanced Materials Division, Mintek, Private Bag X3015, Randburg 2125, South Africa,
DST/NRF Centre of Excellence in Strong Materials, Johannesburg 2050, South Africa,
and School of Chemical and Materials Engineering, University of the Witwatersrand, Private Bag 3, Johannesburg 2050, South Africa
Under the Platinum Development Initiative, platinum-based alloys were being developedfor high-temperature and special applications for good corrosion and oxidation resistance.Work on ternary alloys had previously identified that the best of these systems for both mechanicalproperties and oxidation resistance were Pt86:Al10:Cr4 and Pt86:Al10:Ru4 (1), although themaximum precipitate volume fraction was only ~ 40% as opposed to ~ 70% achieved in nickel-based super alloys. Since Pt86:Al10:Cr4 and Pt86:Al10:Ru4 gave the best results, a range ofquaternary alloys were also made, using these compositions as a basis. The optimum compositionwas found to be around Pt80:Al14:Cr3:Ru3. Subsequently, further additions were made to thequaternary alloys to change selected properties.
DOI: 10.1595/147106709X464371

there have been eighteen postgraduate studentsinvolved, of whom fourteen have now completedtheir studies. In total, there has been involvementin seven Ph.D.s and eleven M.Sc.s, and over eightyjournal and conference papers have been published.
Development of a Quaternary AlloyUsing the platinum-aluminium system as a basis
for ordered face centred cubic (f.c.c.) precipitatesin an f.c.c. matrix (analogous to the nickel-basedsuperalloys), it was found that ternary alloying elements, and in particular chromium and rutheni-um, had additional benefits. More extensive workwas carried out on the phase relations, and Cr wasfound to stabilise the cubic form of the ~ Pt3Alphase, whereas Ru acted as a solid solutionstrengthener (3–5) However, the 2 at.% Ruamount did not stabilise the high temperature L12
form of Pt3Al, and the alloys needed Cr or another L12 stabiliser.
The composition of the quaternary alloy needed to be optimised so that the maximumproportion of the ~ Pt3Al second phase wasachieved. It was ultimately the objective to increasethe volume fraction of γ' to enhance the alloy’screep properties. Several alloys were thereforemanufactured with this objective (6), and the com-positions were selected based on the results of theternary Pt-Al-Cr and Pt-Al-Ru systems. The alloyswere prepared by arc-melting the pure elements
several times to achieve the highest possiblehomogeneity, and the samples were then heattreated at 1350ºC for 96 hours. Hardnesses of thealloys were measured using a Vickers hardnesstester with a 10 kg load. Some of the alloys weresingle-phase, and these showed cracking aroundthe indentations (6). Two alloys, Pt78:Al15.5:Cr4.5:Ru2
and Pt81.5:Al11.5:Cr4.5:Ru2.5, had large areas of~ Pt3Al, together with a fine mixture of (Pt), thesolid solution based on platinum, and ~ Pt3Al(Figure 1(a)). Another, Pt84:Al11:Cr3:Ru2, was com-posed entirely of a fine two-phase mixture, whichis the desired microstructure (Figure 1(b)).
More alloys were produced in an attempt toincrease the volume fraction of the ~ Pt3Al precip-itates further. After heat treatment (again, 96 hoursat 1350ºC in air), some oxidation took place, and,due to the small sample size, losses of aluminiumalso occurred. No improvement in the microstruc-ture was observed. The hardnesses of the alloyswere measured and the results are given in Table I.The alloys were reasonably ductile, with no crack-ing around the indentations, as was found in someof the earlier single-phase quaternary alloys (6).
In an attempt to improve the microstructure ofthe alloys, a second heat treatment was conductedfor 96 hours at 1350ºC, after which the alloyPt81.5:Al11.5:Cr4.5:Ru2.5 showed a clear, fine two-phase microstructure, possibly due to the changein its overall composition. There was no primary~ Pt3Al (so the overall composition is that of the
Platinum Metals Rev., 2009, 53, (3) 156
5 μm
(a)
5 μm
(b)
Fig. 1 SEM micrographs, in backscattered electron (BSE) mode, of the two types of two-phase alloys: (a) with primary~ Pt3Al (dark contrast) in a fine mixture of (Pt) and ~ Pt3Al; (b) fine mixture of (Pt) and ~ Pt3Al (6)
two-phase mixture: 85.2 ± 0.3 at.% Pt, 7.1 ± 0.8at.% Al, 3.1 ± 0.8 at.% Ru and 4.6 ± 0.1 at.% Cr).The loss of Al is concerning, especially after sucha short anneal, but this was the only alloy to suffersuch a large change. The precipitates inPt84:Al11:Cr3:Ru2 (Figure 1(b)) were approximatelytwice as large, but more well-defined than those ofPt85:Al7:Cr5:Ru3 alloys (6).
The Vickers hardnesses of the Pt:Al:Cr:Rualloys within the composition ranges selected wererelatively independent of both chemical contentand the number of annealing stages, and fell within the range HV10 ~ 400 to ~ 430. Hardnesseswere slightly lower after the second anneal. Thevolume fraction of ~ Pt3Al was estimated, usingimage analysis, to be approximately 25 to 30%.The highest hardness was found in the alloy with-out primary ~ Pt3Al. In the second batch ofquaternary alloys, there was no clear relationshipbetween the hardness and the composition or
microstructure. The decrease in hardness after thesecond heat treatment is likely to be due to thechanges in composition due to oxidation (6). Thebest alloy at this stage was Pt84:Al11:Cr3:Ru2, whichhad the required fine two-phase structure, with noprimary ~ Pt3Al and reasonable hardness. Similaralloys annealed at 1300ºC for 96 hours andquenched in water gave better all-round results forPt80:Al14:Cr3:Ru3 than Pt86:Al10:Cr4 because therewas more of the ~ Pt3Al phase (7–9), although itwas more coarse, as shown in Figure 2.
Oxidation ResistanceSince Pt86:Al10:Cr4 was very promising with
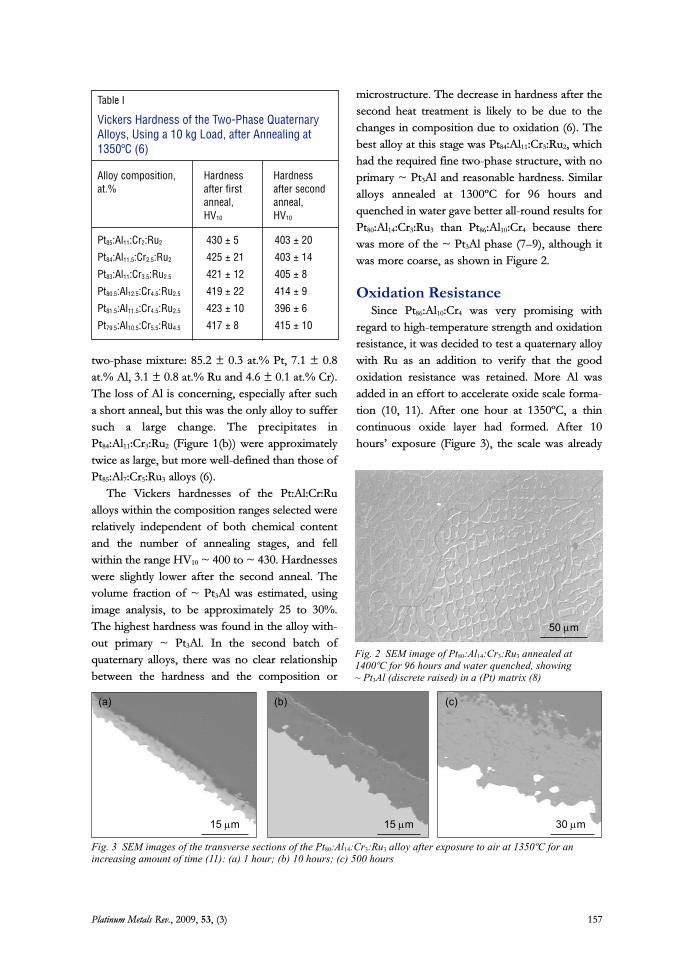
regard to high-temperature strength and oxidationresistance, it was decided to test a quaternary alloywith Ru as an addition to verify that the good oxidation resistance was retained. More Al wasadded in an effort to accelerate oxide scale forma-tion (10, 11). After one hour at 1350ºC, a thincontinuous oxide layer had formed. After 10hours’ exposure (Figure 3), the scale was already
Platinum Metals Rev., 2009, 53, (3) 157
Table I
Vickers Hardness of the Two-Phase QuaternaryAlloys, Using a 10 kg Load, after Annealing at1350ºC (6)
Alloy composition, Hardness Hardnessat.% after first after second
anneal, anneal, HV10 HV10
Pt85:Al11:Cr2:Ru2 430 ± 5 403 ± 20
Pt84:Al11.5:Cr2.5:Ru2 425 ± 21 403 ± 14
Pt83:Al11:Cr3.5:Ru2.5 421 ± 12 405 ± 8
Pt80.5:Al12.5:Cr4.5:Ru2.5 419 ± 22 414 ± 9
Pt81.5:Al11.5:Cr4.5:Ru2.5 423 ± 10 396 ± 6
Pt79.5:Al10.5:Cr5.5:Ru4.5 417 ± 8 415 ± 10
50 μm
Fig. 2 SEM image of Pt80:Al14:Cr3:Ru3 annealed at1400ºC for 96 hours and water quenched, showing~ Pt3Al (discrete raised) in a (Pt) matrix (8)
15 μm 15 μm 30 μm
(a) (b) (c)
Fig. 3 SEM images of the transverse sections of the Pt80:Al14:Cr3:Ru3 alloy after exposure to air at 1350ºC for anincreasing amount of time (11): (a) 1 hour; (b) 10 hours; (c) 500 hours

about three times as thick as that observed onPt86:Al10:Cr4 after the same time period. No zone ofdiscontinuous oxides, nor any other internal oxida-tion, was observed, as had been seen in some ofthe earlier ternary alloys (12, 13), Pt:Al:X where X = Re, Ta and Ti. The increased Al content of thealloys clearly accelerated the formation of a contin-uous layer, and prevented mass loss due tovolatilisation. Although this showed good proper-ties for the short test period, in the long term thealloy’s oxidation might be too severe. The alloyshould ideally form a continuous oxide layer quickly but then behave logarithmically with regardto mass increase.
Tensile TestingHigh-temperature compression and creep
results were promising, and the high-temperaturecompressive strength of Pt84:Al11:Cr3:Ru2 is signifi-cantly higher than that of Pt86:Al10:Cr4 (7–9).However, some potential manufacturers asked fortensile data, especially yield and ultimate tensilestress, since no prior data were available. Sinceresults become strain rate dependent very soon athigh temperatures, it was decided to only evaluatethe room temperature tensile properties of the bestternary alloys, compared with that of the quater-nary alloy (14).
Normal macro-scale tensile testing was notattempted because of the high material cost.Smaller specimens than the sub-size specimendescribed by the ASTM standard for tension test-ing (15) were therefore used. Small specimen testtechnology has been successfully utilised in fusionmaterials development, due to limited availabilityof effective irradiation volumes in test reactors(16). Utilising the required dimensional ratios ofthe ASTM standard (15), together with studies ofspecimen size effects (16–19) to ensure that thetest data would be comparable to those from stan-dard specimens, dimensions of 46 mm length and3 mm thickness were set for these experiments,with a gauge length of 18 mm and a gauge width of3 mm.
The specimens were prepared from 50 g ingots,manufactured by arc-melting, then aged in air in amuffle furnace at 1250ºC for 100 hours, then
quenched in water. This treatment produced ahomogeneous two-phase microstructure, withoutprimary ~ Pt3Al. The flat mini-tensile specimenswere machined from each ingot by wire spark erosion. Tensile tests were performed at a cross-head speed of 5 mm min–1. Unfortunately, themethod of testing and imperfections in some ofthe specimen shoulders rendered calibration of theextensometer impossible, resulting in the testsbeing carried out on a gauge length of 12.5 mmonly. This meant that strain could not be accurately measured, thus elongation could only beestimated by measurement of the distance betweengauge marks before and after testing, the latterbeing done after the fractured parts of the speci-mens were fitted together. Also, yield stress couldnot be determined. After testing, samples wereprepared metallographically, and then Vickershardness tests (20 kg load) were carried out. Someof the specimens failed outside the gauge length,and the results from these specimens were not carried further in the study. The average hardness-es, maximum ultimate tensile strength andestimated elongations are given in Table II. Thespread and inconsistencies in the results were disappointing. It would have been more ideal totest a wider range of specimens, but the price of Ptconstrained the number of specimens.Additionally, the results were unexpected, since itwas anticipated that Ru being a better solid solution strengthener in these alloys than Cr (20)would promote Ru alloys with a higher ultimatetensile strength. Thus, characterisation had to beundertaken to explain this discrepancy.
Platinum Metals Rev., 2009, 53, (3) 158
Table II
Tensile Testing Results for Platinum-AluminiumDerived Ternary and Quaternary Alloys at RoomTemperature (21)
Alloy Hardness, Maximum Elongation, composition, HV10 ultimate %at.% tensile strength
achieved, MPa
Pt86:Al10:Cr4 317 ± 13 836 ~ 4
Pt86:Al10:Ru4 278 ± 14 814 ~ 9
Pt84:Al11:Cr3:Ru2 361 ± 10 722 ~ 1

Using one half of the broken samples, scanningelectron microscopy (SEM) analyses underbackscattered electron (BSE) imaging using energydispersive X-ray (EDX) spectrometry were done.There were no significant differences between thetargeted and actual compositions, although thePt86:Al10:Cr4 alloy had discernable Ru content (lessthan ~ 0.1 wt.%) and the Pt86:Al10:Ru4 sample hada similar amount of Cr (21). This contaminationprobably arose from minor sputtering during melt-ing in the button-arc furnace. The fracturesurfaces of the other half of each sample were alsoexamined using SEM in secondary electron (SE)mode. Transmission electron microscopy (TEM)specimens were made and examined in a PhilipsCM200 TEM (21). X-Ray diffraction (XRD)analyses were conducted on the polished samplesusing molybdenum Kα radiation.
Microstructures were derived by SEM, XRDand TEM analyses, indicating that all samples con-tained both (Pt) and ~ Pt3Al precipitates. Thevolume fraction of the precipitates varied betweenspecimens and compositions. The Pt86:Al10:Cr4
specimens were stronger than those ofPt86:Al10:Ru4, because there was a very low volumefraction (~ 5%) of ~ Pt3Al precipitates in the alloywith Ru. Thus, it was deduced that Pt86:Al10:Ru4
had been annealed above its solvus, which wasthought to be between 1250ºC and 1300ºC. Thus,the higher ductility of this alloy was due to its near-ly single phase Pt solid solution. Pt86:Al10:Cr4 washarder and also had a higher ultimate tensilestrength than Pt86:Al10:Ru4. Having a significantvolume fraction of ~ Pt3Al, Pt84:Al11:Cr3:Ru2 wasthe hardest alloy, but had the lowest ultimate
tensile strength. The fracture surfaces (Figure 4)showed that only Pt84:Al11:Cr3:Ru2 failed intergran-ularly, with the ternary alloys failing mainly byintragranular cleavage with some localised signs ofdimpling. Thus, it is likely that the lower ultimatetensile strength was related to the intergranularfailure mode, which also correlates to its lowerelongation.
The results for these Pt-based alloys are summarised in Table III, together with values forpure Pt and selected high-temperature alloys. Thevalues of hardness and ultimate tensile strength forthe Pt-based alloys are higher than those of purePt in the soft state (i.e. not hardened). Comparedto other high-temperature alloys, such as the ferritic oxide dispersion strengthened (ODS) alloyPM2000, γ-titanium-aluminium and CMSX-4 (anickel-based superalloy), it is clearly demonstratedthat these Pt-based alloys are within the range ofthe high-temperature alloys in terms of ultimatetensile strength at room temperature. This findingis encouraging since the samples had not beenoptimised in terms of either heat treatment ormicrostructure.
Creep testing of the Pt84:Al11:Cr3:Ru2 alloy wasundertaken, and the results were worse than forPt86:Al10:Cr4. This was deduced to arise from a different atmosphere being used; initially the testswere undertaken under argon, and latterly the testswere done in air. However, the results ofPt84:Al11:Cr3:Ru2 were slightly worse than a com-mercial Pt alloy strengthened by dispersionhardening (DPH). The high-temperature com-pressive strength of Pt84:Al11:Cr3:Ru2 wassignificantly higher than that of Pt86:Al10:Cr4 (7–9).
Platinum Metals Rev., 2009, 53, (3) 159
300 μm 14 μm 80 μm
(a) (b) (c)
Fig. 4 (a) Representative secondary electron (SE)-SEM image of Pt84:Al11:Cr3:Ru2 showing intergranular fracture; (b) Representative SE-SEM image of both Pt86:Al10:Cr4 and Pt86:Al10:Ru4 showing cleavage fracture; (c) SE-SEM imageof Pt86:Al10:Ru4 showing localised dimples as a sign of ductility (21)

Other Alloying AdditionsOther additions such as cobalt or nickel have
also been tested to improve the properties of thealloys, and decrease their cost and density. For thepotential additions, phase diagram work was alsoundertaken, such as the Pt-Al-Co (26, 27) and Pt-Ni-Ru systems (28). Ni was added to improvethe solution strengthening of the matrix, althoughless solution strengthening was achieved thanhoped. Surprisingly, the melting point wasincreased by Ni additions. The work was not car-ried further because of the disappointing hardnessresults, and because work in Pt-Ni-based alloyswas ongoing in Germany (29–34).
Pt-Al-Co and Pt-Al-Co-Cr-Ru alloys were sub-jected to cold rolling on a small mill, and yieldedvery interesting results. Alloys with hardnesses
below 400 HV10 showed good cold formability(> 75% total reduction in thickness), whereas thecold formability was poor (< 40%) for hardnessesabove 450 HV10 (Figure 5).
The alloys with good formability were two-phase, with (Pt,Co) and Pt3Al phases, andcontained between 5 and 20 at.% Co and less than20 at.% Al. Excellent formability was obtained foralloys containing (Pt) and CoPt3, whereas the alloyscontaining other intermetallic phases showedextremely poor formability (< 5% total reduction).The formability (per cent total reduction) of thePt-Al-Co alloys improved sigmoidally with increas-ing per cent (Pt + Co) in the range 60 to 90 at.% (Pt + Co) (Figure 6). The cold formability of thesealloys is far superior to Pt-Al alloyed with Cr, Ruand Ni.
Platinum Metals Rev., 2009, 53, (3) 160
Table III
Hardness Range, Ultimate Tensile Strength and Elongation for Platinum-BasedAlloys, Pure Platinum and Selected High-Temperature Alloys
Alloy or metal Hardness range, Ultimate tensile Elongation, ReferencesHV strength at room %
temperature, MPa
Pt-based alloys 300–350 ~ 800 – (13, 21)
Pure Pt (soft state) ~ 40 ~ 140 – (22)
Ferritic ODS alloy – 720 14 (23)PM2000
γ-TiAl – 950 ~ 1 (24)
CMSX-4 – 870 – (25)
1000
800
600
400
200
0
Hard
ness, H
V1
0
50 60 70 80 90 100
(Pt + Co), at.%
Pt-Al-Co
Pt-Co-Al-Ru-Cr
Fig. 5 Hardness as a function of at.% (Pt + Co) for Pt-Al-Co alloys (26, 27, 35)

ConclusionsA range of platinum-based superalloys that
show very promising properties has been devel-oped by Mintek in collaboration with workers atSouth African universities. Two-phase γ/γ'microstructures, analogous to nickel-based super-alloys, consisting of cuboidal ~ Pt3Al precipitates in a (Pt) matrix, were achieved. The best alloy to date in terms of microstructure isPt84:Al11:Cr3:Ru2, since it had the required struc-ture with no primary ~ Pt3Al, and reasonable hardness. The optimum composition range isPt84:Al11:Cr3:Ru2 to Pt80:Al14:Cr3:Ru3. The oxida-tion resistance of Pt84:Al11:Cr3:Ru2 is better thaneither of the Cr- or Ru-containing Pt-Al-basedternary alloys included in the present study.However, there was concern that the alloy formedthe protective alumina film too quickly and thismight cause problems in the long term. Pt-basedalloys have hardnesses in the order of 300–350HV, with an ultimate tensile strength of ~ 800MPa. It is obvious that these Pt-based alloys have
ultimate tensile strength values within the samerange as other high-temperature alloys such asCMSX-4, which has an ultimate tensile strengthof 870 MPa. Pt-Al-Co alloys with hardnessesbelow 400 HV10 showed good cold formability(> 75% total reduction in thickness), whereas the cold formability was poor (< 40%) for hard-nesses above 450 HV10.
Part IV of the present series will appear in aforthcoming issue of Platinum Metals Review, andwill cover the corrosion of these platinum-basedalloys.
AcknowledgementsThe financial assistance of the South African
Department of Science and Technology (DST),the Platinum Development Initiative (PDI: Anglo,Impala, Lonmin and Mintek) and the DST/NRFCentre of Excellence in Strong Materials is grate-fully acknowledged.
This paper is published with the permission ofMintek.
Platinum Metals Rev., 2009, 53, (3) 161
100
80
60
40
20
0
Tota
l re
duction, %
50 60 70 80 90 100
(Pt + Co), at.%
Pt-Al-Co
Pt-Co-Al-Ru-Cr
Regression*
*Note:
%Red. = 9.04 + 88.69
1 + exp[121.36 – 1.43x]R2
= 0.89
Fig. 6 Total reduction (%Red.) as a function of at.% (Pt + Co) for Pt-Al-Co alloys (26, 27, 35)
1 L. A. Cornish, R. Süss, A. Douglas, L. H. Chown andL. Glaner, Platinum Metals Rev., 2009, 53, (1), 2
2 A. Douglas, P. J. Hill, T. Murakumo, L. A. Cornishand R. Süss, Platinum Metals Rev., 2009, 53, (2), 69
3 P. J. Hill, L. A. Cornish, M. J. Witcomb and P. Ellis,‘The (Pt)/Pt3Al Relationship in the Pt-Al-Cr and Pt-Al-Ti Systems’, in Proc. Microsc. Soc. south. Afr., Vol.30, Grahamstown, 6th–8th December, 2000, p. 13
4 T. Biggs, P. J. Hill, L. A. Cornish and M. J. Witcomb,J. Phase Equilib., 2001, 22, (3), 214
5 P. J. Hill, N. Adams, T. Biggs, P. Ellis, J. Hohls, S. S. Taylor and I. M. Wolff, Mater. Sci. Eng. A., 2002,329–331, 295
6 L. A. Cornish, J. Hohls, P. J. Hill, S. Prins, R. Süss andD. N. Compton, J. Min. Metall. Sect. B: Metall., 2002,38, (3–4), 197
References

7 T. Keraan and C. I. Lang, ‘High TemperatureInvestigation into Platinum-Base Superalloys’, in Proc.Microsc. Soc. south. Afr., Vol. 32, Cape Town, 3rd–5thDecember, 2003, p. 14
8 T. Keraan and C. I. Lang, ‘High TemperatureMechanical Properties and Behaviour of Platinum-Base Superalloys for Ultra-High Temperature Use’, in“African Materials Research Society Conference”,University of the Witwatersrand, Johannesburg, SouthAfrica, 8th–11th December, 2003, pp. 154–155
9 T. Keraan, “High Temperature Mechanical Propertiesand Behaviour of Platinum-Base Alloys”, M.Sc.Dissertation, University of Cape Town, South Africa,2004
10 P. J. Hill, L. A. Cornish and M. J. Witcomb,‘Microstructural Investigation of the Pt-BasedSuperalloy Pt80:Al14:Cr3:Ru3’, in Proc. Microsc. Soc.south. Afr., Vol. 31, Johannesburg, 5th–7th December,2001, p. 22
11 R. Süss, P. J. Hill, P. Ellis and L. A. Cornish, ‘TheOxidation Resistance of Pt-Base SuperalloyPt80:Al14:Cr3:Ru3 Compared to that of Pt86:Al10:Cr4’, inProc. Microsc. Soc. South. Afr., Vol. 31, Johannesburg,5th–7th December, 2001, p. 21
12 P. J. Hill, P. Ellis, L. A. Cornish, M. J. Witcomb andI. M. Wolff, ‘The Oxidation Behaviour of Pt-Al-XAlloys at Temperatures between 1473 and 1623 K’, in“Proceedings of the International Symposium on HighTemperature Corrosion and Protection 2000”,Sappora, Japan, 2000, Science Reviews, Japan, 2000,pp. 185–190
13 R. Süss, P. J. Hill, P. Ellis and I. M. Wolff, ‘TheOxidation Resistance of Pt-Base γ/γ' Analogues toNi-Base Superalloys’, in “7th European Conferenceon Advanced Materials and Processes”, Rimini, Italy,10th–14th June, 2001, Paper No. 287, CD-ROM,ISBN 8885298397
14 R. Süss, L. A. Cornish, L. H. Chown and L. Glaner,‘Tensile Properties of Pt-Based Superalloys’, presentedat “Beyond Nickel-Base Superalloys”, TMS 2004,133rd Annual Meeting and Exhibition of The Minerals,Metals and Materials Society, Charlotte, NorthCarolina, U.S.A., 14th–18th March, 2004 (Abstract)
15 ASTM Standard E8/E8M, 1993, “Standard TestMethods for Tension Testing of Metallic Metals”,ASTM International, West Conshohocken,Pennsylvania, U.S.A., 1993, pp. 130–149
16 G. E. Lucas, G. R. Odette, M. Sokolov, P. Spätig, T. Yamamoto and P. Jung, J. Nucl. Mater., 2002,307–311, Pt. 2, 1600
17 N. F. Panayotou, J. Nucl. Mater., 1982, 108–109, 45618 A. Kohyama, K. Asano and N. Igata, ‘Effects of
14-MeV Neutron Irradiations on MechanicalProperties of Ferritic Steels’, in “Influence of Radiationon Material Properties: 13th International Symposium(Part II)”, eds. F. A. Garner, C. H. Henager and N. Igata, STP 956, ASTM International, WestConshohocken, Pennsylvania, U.S.A., 1987, p. 111
19 Y. Kohno, A. Kohyama, M. L. Hamilton, T. Hirose,Y. Katoh and F. A. Garner, J. Nucl. Mater., 2000,283–287, Pt. 2, 1014
20 P. J. Hill, Y. Yamabe-Mitarai, H. Murakami, L. A.
Cornish, M. J. Witcomb, I. M. Wolff and H. Harada,‘The Precipitate Morphology and Lattice Mismatchof Ternary (Pt)/Pt3Al Alloys’, in “3rd InternationalSymposium on Structural Intermetallics”, TMS, SnowKing Resort, Jackson Hole, Wyoming, U.S.A.,September, 2001, rescheduled for 28th April–1st May,2002, pp. 527–533
21 R. Süss, A. Douglas, L. A. Cornish and B. Joja, ‘AnElectron Microscope Investigation of Tensile Samplesof Pt-Based Superalloys’, in Proc. Microsc. Soc. south.Afr., Vol. 34, Pretoria, 30th November–3rd December,2004, p. 10
22 The PGM Database, Platinum: http://www.platinummetalsreview.com/jmpgm/index.jsp
23 “Dispersion-Strengthened High-Temperature Mat-erials”, Prospectus, Plansee GmbH, Reutte, Tyrol,Austria, 2003
24 R. Pather, W. A. Mitten, P. Holdway, H. S. Ubhi andA. Wisbey, ‘Effect of High Temperature Environmenton High Strength Titanium Aluminide Alloy’, in“Advanced Materials and Processes for Gas Turbines”,eds. G. E. Fuchs, A. W. James, T. Gabb, M. McLeanand H. Harada, TMS, Warrendale, Pennsylvania,U.S.A., 2003, pp. 309–316
25 D. W. MacLachlan and D. M. Knowles, Mater. Sci.Eng. A, 2001, 302, (2), 275
26 L. H. Chown and L. A. Cornish, ‘The Influence ofCobalt Additions to Pt-Al and Pt-Al-Ru-Cr AlloySystems’, in “African Materials Research SocietyConference”, University of the Witwatersrand,Johannesburg, South Africa, 8th–11th December,2003, pp. 136–137
27 L. H. Chown, L. A. Cornish and B. Joja, ‘Structureand Properties of Pt-Al-Co Alloys’, in Proc. Microsc.Soc. south. Afr., Vol. 34, Pretoria, 30th November–3rdDecember, 2004, p. 11
28 L. Glaner and L. A. Cornish, ‘The Effect of NiAdditions to the Pt-Al-Cr-Ru System’, in Proc. Microsc.Soc. south. Afr., Vol. 33, Cape Town, 3rd–5thDecember, 2003, p. 17
29 S. Vorberg, M. Wenderoth, B. Fischer, U. Glatzel andR. Völkl, JOM, 2004, 56, (9), 40
30 S. Vorberg, M. Wenderoth, U. Glatzel, B. Fischer andR. Völkl, JOM, 2005, 57, (3), 49
31 M. Hüller, M. Wenderoth, S. Vorberg, B. Fischer, U. Glatzel and R. Völkl, Metall. Mater. Trans. A., 2005,36, (13), 681
32 M. Wenderoth, L. A. Cornish, R. Süss, S. Vorberg,B. Fischer, U. Glatzel and R. Völkl, Metall. Mater. Trans.A, 2005, 36, (3), 567
33 R. Völkl, Y. Yamabe-Mitarai, C. Huang and H. Harada,Metall. Mater. Trans. A, 2005, 36, (11), 2881
34 M. Wenderoth, R. Völkl, T. Yokokawa, Y. Yamabe-Mitarai and H. Harada, Scr. Mater., 2006, 54, (2), 275
35 R. Süss, A. Douglas, L. H. Chown, L. Glaner, N. Maledi, W. Tshawe and L. A. Cornish, ‘Pt-BasedAlloys for Aggressive Environments’, “AdvancedMetals Initiative Conference”, Gold Reef City,Johannesburg, South Africa, 18th–19th November,2008, on CD-ROM
Platinum Metals Rev., 2009, 53, (3) 162

Platinum Metals Rev., 2009, 53, (3) 163
The Authors
Lizelle Glaner is a Principal Technicianin the Advanced Materials Division atMintek, where she is in charge of theNano Characterisation Laboratory.She has worked on gold catalysts,gold jewellery alloys and platinumalloys.
Lesley Chown is a Principal Engineerin the Physical Metallurgy Group in theAdvanced Materials Division at Mintek.She has worked on continuously caststeels, platinum alloys and titaniumalloys.
Rainer Süss is a Chief Engineer in thePhysical Metallurgy Group in theAdvanced Metals Division at Mintek,as well as the co-ordinator of theStrong Metallic Alloys Focus Area inthe DST/NRF Centre of Excellence forStrong Materials. His researchinterests include phase diagrams,platinum alloys and jewellery alloys.
Lesley Cornish is a Professor at theUniversity of the Witwatersrand,South Africa, and is Director of theDST/NRF Centre of Excellence forStrong Materials, which is hosted bythe University of the Witwatersrand,and the African Materials Science andEngineering Network (AMSEN). Herresearch interests include phasediagrams, platinum alloys andintermetallic compounds.





























