-
dr Melina Kalagasidis Krušić
POLIMERNI PREMAZI
Interna skripta Katedre za organsku hemijsku tehnologiju
Tehnološko-metalurškog fakulteta Univerziteta u Beogradu
Beograd, 2020.
-
2
SADRŽAJ
PREMAZNA SREDSTVA
.........................................................................................................................
3
1. Sastav premaznih sredstava
.............................................................................................................
3
1.1 Veziva
.......................................................................................................................................
4
1.2. Rastvarači
.................................................................................................................................
5
1.3. Pigmenti
....................................................................................................................................
6
2. Sušenje premaznih sredstava
.........................................................................................................
13
3. Proizvodnja lakova i pigmentiranih premaznih sredstava
.............................................................
15
4. Proizvodnja premaza u
prahu.........................................................................................................
18
5. Kontrola kvaliteta premaznih sredstava
.........................................................................................
19
6. Svojstva premaza
...........................................................................................................................
20
6.1. Ispitivanje premaza
.................................................................................................................
21
7. Nanošenje premaza na podlogu
.....................................................................................................
24
8. ALKIDNE SMOLE
.......................................................................................................................
27
8.1. Dobijanje alkidnih smola
........................................................................................................
27
8.2. Podela alkidnih smola
.............................................................................................................
35
8.3. Sušenje alkidnih premaza obrazovanje filmova
..................................................................
36
8.4. Modifikovanje alkidnih smola
................................................................................................
39
8.5. Svojstva alkidnih smola i premaza dobijenih iz alkidnih
smola ............................................ 44
8.6. Formulacije alkidnih smola i primena
........................................................................................
45
9. Drugi tipovi veziva
........................................................................................................................
47
9.1. Poliestarske smole
......................................................................................................................
47
9.2. Epoksidne smole
........................................................................................................................
51
9.3. Poliuretani
..................................................................................................................................
53
9.4. Amino
smole...........................................................................................................................
54
9.5. Akrilne smole
.........................................................................................................................
58
10. Vodorastvorni premazi
...............................................................................................................
62
11. Inteligentni i ekološki prihvatljivi premazi
................................................................................
67
12. Defekti u premazima
..................................................................................................................
67
13. Definicije pojmova koji se sreću u industriji boja i lakova
........................................................ 71
-
3
Premazna sredstva
Premazna sredstva (premazi) predstavljaju disperzne sisteme
različitih supstanci koja se nanose
na podlogu u tankom sloju. Osnovna funkcija premaza je zaštita
podloge i dekoracija. Postoje proizvodi
koji po osnovnim kriterijumima zaštite i dekoracije ne pripadaju
premazima, ali se zbog sličnosti u
sastavu i načinu proizvodnje ipak svrstavaju u premaze. Primer
su grafičke boje i boje za puteve čija je
osnovna namena signalizacija, odnosno davanje informacije, a pri
tome ne štite i ne ukrašavaju podlogu.
Stepen i trajnost zaštite premaza, kao i dekorativni efekti, u
najvećoj meri zavise od formulacije
premaza, što se određuje na osnovu traženih karakteristika i
cene. Premazi mogu biti tečni (što je
najčešće slučaj) i čvrsti (u prahu, granulama, čipsevima).
Karakteristika svakog premaza je filmogenost, odnosno sposobnost
da nakon nanošenja na
podlogu i nakon očvršćavanja proizvede kontinuirani čvrst film
čiji je zadatak da dobro i trajno prijanja
na podlogu, da je štiti od spoljašnjih uticaja i da obezbedi
željeni izgled. Postoje i premazi koji služe za
privremenu zaštitu (npr. za konzervisanje mašina, vojne opreme i
slično), čiji je vek trajanja kraći, a
odstranjivanje sa podloge lako.
1. Sastav premaznih sredstava
Premazna sredstva čine vezivo, rastvarači, aditivi, pigmenti i
punioci. Komponente premaza,
odnosno boja i lakova, se mogu podeliti na isparljive i
neisparljive. Isparljive komponente su organski
rastvarači, razređivači, voda. Neisparljive komponente su veziva
(smole), plastifikatori, boje, pigmenti,
punioci i aditivi. U nekim tipovima veziva pri hemijskom
očvršćavanju može doći do stvaranja
kondenzacionih proizvoda kao što su voda, alkoholi, aldehidi i
dr. koji se oslobađaju u atmosferu, te se
mogu svrstati u grupu isparljivih komponenti. Treba napomenuti
da u premazu ne moraju uvek biti
prisutne sve ove komponente (npr. boje bez rastvarača; lakovi ne
sadrže pigmente).
Premazna sredstva se mogu podeliti na više načina prema:
1) tipu veziva (alkidni, alkidno-melaminski, akrilatni,
epoksidni, poliuretanski itd);
2) nameni (autolakovi, boje za čamce i brodove, građevinske
boje, štamparske boje, boje za belu tehniku
itd);
3) pigmentaciji (dele se na lakove i pigmentirana premazna
sredstva);
4) mestu premaza u sistemu: kitovi, osnovni premazi (engl.
primers), međuboje, završni premazi;
5) načinu očvršćavanja filma: sušive na vazduhu, „pečenjaci”,
„dvokomponentni”, UV-očvršćavajući
premazi, itd.
6) sjaju: mat, polumat, sjajni;
7) po posebnim efektima: metalik, fluorescentni („daylight”),
pearlescentni (sedefast efekat), lakovi sa
efektom ledenog cveća, špatulati itd.
8) načinu nanošenja: premazi za četku, valjak, potapanje,
prskanje, elektrostatsko nanošenje itd.
-
4
Kod označavanja komercijalnog proizvoda najčešće se kombinuju
najvažnije karakteristike da bi
se potrošaču pružile osnovne informacije o nameni premaza.
Ukoliko premaz pripada grupi koja je
definisana nekim standardom, premazu se daje naziv propisan tim
standardom.
Lakovi (nepigmentirana premazna sredstva) su heterogeni sistemi
(emulzije) gde je vezivo tečna
faza, a razređivači i rastvarači čine disperzno sredstvo.
Pigmentirana premazna sredstva su heterogeni
sistemi (suspenzije) koje sadrže fino dispergovane čestice
pigmenata u vezivu. Čvrstu, disperznu fazu,
čine pigmenti i punioci, a vezivo je tečna disperzna faza.
Rastvarači i razređivači su disperzno sredstvo.
Makromolekuli veziva moraju potpuno da okruže (okvase) čestice
pigmenata i punilaca.
1.1 Veziva
Najvažnija komponenta svakog premaza je vezivo. Veziva su
disperzni sistemi polimera u
rastvaračima i razređivačima čiji je zadatak da formiraju premaz
i da povežu čestice pigmenata
međusobno i sa podlogom. Od izbora veziva u najvećoj meri zavise
ključne karakteristike filma
premaza: prionljivost na odgovarajuću podlogu i sposobnost
očvrsnutog filma premaza da zaštiti
podlogu od spoljašnjih uticaja. Mogu se podeliti na više načina.
Osnovna podela je na neorganska i
organska veziva. Organska veziva se dalje mogu podeliti prema
poreklu na prirodna, sintetska i
kombinovana.
U prirodna veziva spadaju: kolofonijum, kopali, bitumen, šelak,
damar i kazein. Sintetska
veziva su uglavnom zastupljena u proizvodnji premaza, a čine ih
dve grupe polimera: adicioni i
kondenzacioni. U adicione spadaju: kumaronindenska veziva,
poliakrilati i polimetakrilati,
polivinilacetat, polivinilhlorid, polietilen, polistiren i
poliuretanska veziva. Kondenzacione polimere
čine: aldehidna i ketonska veziva, epoksidna, karbamidna,
melaminska i benzoguanaminska,
poliamidna, poliestarska i alkidna, silikonska i fenolna veziva.
Podela premaznih sredstava se može
izvesti prema tipu veziva i prema fizičko-mehaničkim
svojstvima.
Prema tipu veziva premazna sredstva se dele na:
epoksidna
karbamidna
melaminska
poliuretanska
akrilna
celulozna
polivinilacetatna
uljna
poliestarska
alkidna
fenolna
silikonska
-
5
Na osnovu fizičko-mehaničkih svojstava premazna sredstva se mogu
podeliti na:
razrediva sa organskim rastvaračima
vodorazrediva
sa visokim sadržajem čvrstih materija
u prahu.
Veziva se isporučuju u tečnom stanju, u prahu, granulama ili
neravnomerno lomljenim
„čipsevima”, u džakovima, a proizvođač ih rastvara u
odgovarajućem rastvaraču. Veziva rastvorljiva u
organskim rastvaračima, koja u izvornom obliku predstavljaju
veoma viskozne tečnosti ili „testaste”
mase se, zbog lakšeg rukovanja, isporučuju već rastvorena.
1.2. Rastvarači
Rastvarači i razređivači su isparljive supstance koje snižavaju
viskozitet premazu, ali ne
učestvuju u stvaranju premaza. Koriste se u proizvodnji i
primeni (nanošenju) premaza, a u očvrslom
filmu premaza su nepoželjni. Koriste se rastvarači u kojima su
veziva rastvorljiva ili se u najmanju ruku
sa njima „podnose” bez neželjenih promena.
Koriste se sledeći rastvarači:
voda
ugljovodonici: alifatični (benzin za lak), ciklični
(cikloheksan), aromatični (toluen, ksilen)
alkoholi (etanol, n-butanol)
ketoni (aceton, 2-butanon)
estri (etilacetat, butilacetat).
Kriterijumi za izbor rastvarača i razređivača:
boja
jačina rastvaranja
zapaljivost
toksičnost
isparljivost
stabilnost
inertnost
cena.
Brzina isparavanja je svojstvo rastvarača i razređivača koji se
ugrađuju u premaz, a utiče na
svojstva mokrog i suvog premaza kao što su razlivanje, vreme
sušenja, curenje, mehuranje, isplivavanje
pigmenata, itd. Brzina isparavanja nije proporcionalna tački
ključanja rastvarača, ali postoji veza sa
molskom masom. Merilo brzine isparavanja je broj isparljivosti
vrednost kojom se izražava brzina ili
-
6
vreme isparavanja jednog rastvarača ili razređivača u odnosu na
neki standardni rastvarač. Od izbora
rastvarača zavise karakteristike premaza, brzina očvršćavanja
filma i stabilnost premaza kod
skladištenja. Voda najčešće nije pravi rastvarač, već sredstvo u
kom su veziva emulgovana.
1.3. Pigmenti
Pigmenti su praškaste supstance vrlo sitnih čestica koji se u
industriji premaza koriste zbog
svojih optičkih, dekorativnih i zaštitnih svojstava.
Dispergovani u vezivu daju premazima obojenost,
pokrivnu moć, antikorozivnu zaštitu, čvrstoću i trajnost.
Koloristička svojstva pigmenata baziraju se na
selektivnoj refleksiji i apsorpciji određenih talasnih dužina
karakterističnih za boju. Veličina čestica
pigmenata utiče na jačinu boje, transparentnost, vek trajanja,
otpornost na rastvarače i druga svojstva
pigmenata. Proizvođači za svaki pigment definišu optimalnu
veličinu čestica, a proces proizvodnje
optimizuju tako da veličina čestica bude konstantna i
konzistentna. Mnogi pigmenti se nakon
proizvodnje dodatno funkcionalizuju kako bi se poboljšala
pojedina svojstva. Proizvođači premaza
dobijaju pigmente u praškastom stanju (vrlo često su čestice
pigmenata aglomerisane) i moraju da ih
disperguju i „razbiju” aglomerate tokom proizvodnje premaza.
Pigmenti se mogu podeliti u četiri grupe: beli, pigmenti u boji,
inertni i funkcionalni. Veliki broj
premaza sadrži bele pigmente zato što se beli pigmenti ne
koriste samo u belim premazima, već se
kombinuju i sa drugim pigmentima da bi se dobila svetlija boja
nego kada bi se koristio samo obojeni
pigment, a utiču i na rasipanje svetlosti, što dalje utiče na
boju premaza. Najpoznatiji beli pigment je
titan-dioksid (TiO2) koji se javlja u dve faze: rutil i anatas;
rutil ima oko 20% veću pokrivnu moć od
anatasa. Pored titan-dioksida koriste se i drugi beli pigmenti
(tabela 1). Pored belih, u industriji premaza
se koristi i veliki broj pigmenata u boji. Za sve pigmente u
boji važne su sledeće karakteristike: boja,
postojanost boje, transparentnost, lakoća disperzije,
postojanost boje tokom primene premaza, otpornost
na toplotu i hemijska otpornost, rastvorljivost u vodi i
organskim rastvaračima, sadržaj vlage, toksičnost
i uticaj na životnu sredinu, cena. Inertni pigmenti vrlo malo
apsorbuju svetlost i vrlo malo doprinose
rasipanju svetlosti, pa se zbog toga vrlo često zovu i inerti,
punila (fileri) ili ekstenderi. Uglavnom nisu
skupi i smanjuju cenu premaza. S obzirom da se svojstva filma
premaza mogu kontrolisati zapreminom
pigmenata u filmu, ekstenderi služe za podešavanje reoloških
svojstava tečnog premaza, kao i sjaj i
mehanička svojstva filma premaza. Među najviše korišćenim
inertnim pigmentima ili ekstenderima je
kalcijum-karbonat (CaCO3); najjeftiniji je prirodni ili mešavina
sa magnezijum-karbonatom, dok je
sintetski skuplji i belji. U proizvodnji premaza koriste se
različite veličine čestica. Kalcijum-karbonat
reaguje sa kiselinama u pojedinim slučajevima što nije poželjno,
naročito u premazima za spoljašnju
upotrebu jer degradacija filma može biti ubrzana usled kiselih
kiša. Takođe, CaCO3 nije poželjan u
lateksnim bojama za spoljašnju upotrebu jer voda i
ugljen-dioksid mogu da prolaze kroz film, a može da
se dobije i kalcijum-bikarbonat koji je rastvoran u vodi i
izlazi iz filma. Na površini filma dolazi do
ispravanja vode i taloženja kalcijum-karbonata, što je posebno
nepoželjno kod premaza tamnijih boja.
Kao inerti se koriste i aluminijum-silikat, mica,
magnezijum-silikat, silicijum-dioksid i barijum-sulfat.
Pored neorganskih, mogu da se koriste i organski ekstenderi kao
što su polipropilen (u prahu), sintetska
vlakna (npr. aramidna vlakna) koja poboljšavaju mehanička
svojstva premaza. Funkcionalni pigmenti su
-
7
pigmenti koji daju boju premazu i modifikuju određena svojstva
premaza: poboljšavaju otpornost na
koroziju (stroncijum-hromat, barijum-borosilikat, cink-fosfat),
otpornost na zapaljivost, redukuju sjaj,
pojedini pigmenti se koriste kao biocidi, podešavaju viskoznost
itd.
Na osnovu porekla dele se na organske i neorganske pigmente, a
neorganski se dalje dele na
prirodne i sintetske (tabela 1). Organski pigmenti imaju veliku
moć bojenja, dok neorganski imaju
znatno manju moć bojenja.
Tabela 1: Neorganski pigmenti
PRIRODNI
Boja Hemijska formula Naziv
Siva Zn ili Zn+ZnO Cinkovo sivo
Crna C Grafit, čađ
Zelena CuCO3·Cu(OH)2 Malahit
Braon Fe2O3·MnO2 Umbra
Oker Fe(OH)3+glina Gvozdeni oker
SINTETSKI
Bela
1. Sb2O3
2. PbSO4
3. TiO2
4. ZnO
5. BaSO4 + ZnS
Antimonovo belo
Olovno belo
Titanovo belo
Cinkovo belo
Litopon
Žuta
1. BaCrO4
2. CdS
3. PbCrO4
4. ZnCrO4
Baritno žuto
Kadmijumovo žuto
Olovno žuto
Cinkovo žuto
Oker Fe(OH)3 ili FeO(OH) Gvozdeni oker
Oranž PbMoO4·PbCrO4 Molibdat oranž
Crvena
1. Sb2S3
2. Fe2O3
3. PbO·PbO2
4. HgS
Antimonovo crveno
Gvozdeni crveni
Minijum
Cinober
Ljubičasta MnNH4P2O7 Mangan violet
Plava
1. Cu(OH)2
2. Fe4Fe(CN)63
3. NH4FeFe(CN)6
Bremensko plavo
Parisko plavo
Ultramarin
Zelena
1. Cr2O3
2. CuCO3·Cu(OH)2
3.Cu(CH3COOH)2·Cu(AsO2)2
Hromovo zeleno
Malahitno zeleno
Švajnfurtsko zeleno
Siva
1. Al
2. Zn
3. Zn+ZnO
Aluminijum u prahu
Cink u prahu
Cinkovo sivo
Crna
1. Fe3O4
2. C
Gvozdeni crni
Grafit i čađ
-
8
Pored uobičajenih pigmenata u industriji premaza se dosta
koriste pigmenti za specijalne
namene, pigmentne paste, čipsevi i pigmentni preparati.
Pigmenti za specijalne namene: pigmenti za protivpožarnu
zaštitu, za merenje temperature (tzv.
pigmenti termometri), biocidni pigmenti, pigmenti kojim se
postižu razni optički efekti za signalne boje,
pigmenti sa odgovarajućom refleksijom svetlosti koji se koriste
za kamuflažne boje, itd.
Pigmentne paste: poluproizvodi za pigmentirane premaze.
Dispergovane paste se umešavaju u
homogenizatorima sa ostalim sirovinama iz recepture.
Monopigmentne paste mogu da se koriste i za
nijansiranje.
Pigmentni čipsevi: čvrste disperzije pigmenata visokih
koncentracija u organskim vezivima.
Proizvode se u obliku ljuspica, a služe za pigmentiranje
premaza, grafičkih boja, za podove.
Pigmentni preparati: zajednički naziv za sve vrste pigmentnih
disperzija na bazi vode i
organskih veziva. To su pigmenti dispergovani u delu veziva koji
se dalje, po potrebi, razređuje uz
znatno manji utrošak energije u poređenju sa dispergovanjem
pigmenata u prahu.
Pigmentski šok: stvaranje čvrstih gromuljica pigmenata u
prethodno dobro dispergovanoj
pigmentnoj pasti, odnosno premazu. Nastaje kao posledica
flokulacije.
Nanopigmenti su pigmenti čija je veličina čestica veoma mala
(najčešće manja od 25 nm, mada
neki autori u ovu grupu svrstavaju sve čestice čiji je prečnik
manji od 100 nm). U poređenju sa
konvencionalnim pigmentima, upotreba nanopigmenata, a posebno
nanopunila, poboljšava otpornost na
ogrebotine, abraziju, toplotu, zračenje, otpornost na bubrenje,
smanjuju propustljivost vode, pojačavaju
tvrdoću, otpornost na vremenske uslove itd. To je posledica
velike specifične površine čestica
pigmenata. S druge strane, disperzija ovih pigmenata je otežana.
Kada je veličina čestica pigmenta
manja od talasne dužine svetlosti, pigmentirani premazi sa
nanopigmentima su transparentni.
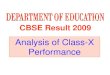
U toku dispergovanja pigmenta u polimeru neophodno je dobro
„uribavanje pigmenta” da bi se
razorili aglomerati, a pigment dispergovao ravnomerno u polimeru
(slika 1).
a) agregati b) disperzija
Slika 1: Disperzija pigmenta u vezivu: a) loša; b) dobra
Da bi se poboljšalo kvašenje dodaju se aditivi za dispergovanje
koji se adsorbuju na površini
pigmenta i time olakšavaju interakcije na granici
tečnost/čvrsto. Dodatkom disperzionih sredstava
sprečava se flokulacija, odnosno stvaranje aglomerata pigmenta,
koja se često javlja kao posledica
nedovoljnog kvašenja. Stabilizacija disperzije se može postići
elektrostatički usled odbijanja istoimenih
naelektrisanja na površini pigmenta ili sternom stabilizacijom
kada se pigment potpuno okruži
-
9
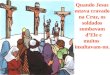
polimerom što onemogućava kontakt između čestica jer jake
interakcije između polimera i rastvarača
sprečavaju približavanje čestica pigmenta (slika 2). Kao
disperzanti mogu da se koriste površinski
aktivne materije ili polimeri.
a) b)
Slika 2: Stabilizacija disperzije: a) elektrostatički; b) sterna
stabilizacija
Količina pigmenta koja se dodaje u premaz određuje se u
zavisnosti od željenog intenziteta i
moći bojenja, željene nepropusnosti, sjaja i specificirane
rezistentnosti i trajanja. Za pigmente se definiše
zapreminska koncentracija pigmenta (PVC) i kritična zapreminska
koncentracija pigmenta (CPVC) koja
predstavlja odnos zapremina praškastih sirovina i veziva u
premazu kod koga ima dovoljno veziva da
obloži sve površine čvrstih čestica. Ako se prekorači ova
vrednost, deo tih površina ostaje nepokriven i
pristupačan za vodu ili gasove. Na tim mestima se u filmu
stvaraju pore kroz koje agresivni medijumi
prodiru u podlogu. Kritična zapreminska koncentracija pigmenta
se kreće u intervalu od 50 do 55%.
Zapreminska koncentracija pigmenta može da se izračuna pomoću
sledeće jednačine:
(1)
Zapreminska koncentracija pigmenta može da se računa i primenom
sledeće jednačine:
(2)
Kritična zapreminska koncentracija pigmenta se može izračunati
iz jednačine:
(3)
gde je
f odnos mase pigmenata i ukupne mase čvrstih komponenata u
premazu
G masa suvog filma
dPi gustina smeše pigmenta i ekstendera
Va geometrijska zapremina filma (debljina od 250 m vlažnog filma
x dužina x širina).
-
10
Teorijski, CPVC se može izračunati na sledeći način:
(4)
gde je OA količina ulja potrebna da poveže čestice pigmenta u
homogenu pastu (engl. o.a. od oil
absorption; u srpskom jeziku se koristi i termin uljni broj);
obično se izražava u gramima ulja potrebnog
za povezivanje 100 g pigmenta.
Boje rastvorne u polimerima su obojena jedinjenja koja se
rastvaraju u medijumu u kome se
disperguju. To znači da nema vidljivih čestica i da se ne menja
transparentnost medijuma (slika 3).
a) agregati b) solubilizacija
Slika 3: Disperzija boja u vezivu: a) loša; b) dobra
Veoma važno svojstvo pigmenata je sposobnost bojenja koja govori
o sposobnosti pigmenta da u
mešavini sa drugim pigmentima menja njihovu boju u manjoj ili
većoj meri. Što je veća sposobnost
bojenja to je potrebna manja količina pigmenta. U autoindustriji
i industriji nameštaja veoma su
popularna i zastupljena metalizirana premazna sredstva. To je
grupa premaznih sredstava sušivih u peći
koja, pored obojenih, sadrže i specijalno obrađene metalne
pigmente koji daju metalik boju u vidu finih,
sitnih, lisnatih pločica. U tu svrhu se uglavnom koriste
aluminijum, zlatne bronze, mica (liskun,
natrijum-alumosilikat). Mica smanjuje propustljivost vlage,
otpornost na atmosferalije (pojava
pukotina), a koristi se u dekorativnim bojama za spoljnu
upotrebu. Vezivo je najčešće kombinacija
akrilnih i melaminskih smola.
Pored metaliziranog efekta danas su popularni pigmenti koji daju
sedefast efekat ili efekat bisera,
odnosno efekat prelivanja boja (tzv. pearlescentni pigmenti).
Fluorescentni pigmenti, pored toga što
imaju visoku refleksiju u određenom delu spektra vidljive
svetlosti, apsorbuju svetlost i u UV oblasti
koju ljudsko oko ne može da detektuje. Ova apsorbovana svetlost
podiže energiju emitovane svetlosti i
stvara utisak da se emituje više svetlosti nego što zapravo pada
na pigment što daje efekat fluorescentne
boje.
Na povišenim temperaturama organski pigmenti postaju
rastvorljiviji i može doći do promene
nijanse premaza (npr. razlika od 10 °C u temperaturi pečenja
premaza može u potpunosti isključiti
primenu nekog pigmenta). Pored toga važna je i hemijska
stabilnost jer na povišenoj temperaturi
pigment može stupiti u reakciju sa nekim od aditiva dodatih u
premaz. Kod neorganskih pigmenata
-
11
može doći do modifikacije kristalne strukture na povišenoj
temperaturi. U zavisnosti od načina
očvršćavanja biraju se pigmenti koji su stabilni na temperaturi
očvršćavanja premaza.
Još jedno važno svojstvo pigmenata je postojanost prema svetlu
koja se posmatra u celom
sistemu jer veziva pokazuju različit stepen zaštite pigmenata od
uticaja svetla, a prisustvo drugih
pigmenata takođe može uticati na postojanost pigmenata prema
svetlu. Na primer, titan-dioksid
katalizuje fotodegradaciju organskih pigmenata, dok gvožđe-oksid
koji se ponaša kao adsorber UV
zraka, poboljšava stabilnost pigmenata prema svetlu. Neki
neorganski pigmenti nisu osetljivi na svetlost,
dok se većina neorganskih i svi organski menjaju pod dejstvom
svetlosti (tamne ili menjaju nijansu).
Osetljivost na svetlost zavisi od hemijskog sastava, raspodele
veličine čestica i koncentracije pigmenta.
Pored toga na postojanost prema svetlu utiče i prisustvo vlage i
hemikalija u atmosferi ili u sistemu za
bojenje.
Pigment treba da bude nerastvoran u medijumu u kome je
dispergovan i ne sme reagovati sa
komponentama premaza, a ova svojstva treba da zadrži i prilikom
sušenja koje se često izvodi na
povišenim temperaturama. Kada se film osuši pigment treba da
ostane otporan prema agensima iz
okoline kao što su voda i kisele atmosferske padavine.
Ukoliko se pigment rastvara tokom primene može dovesti do
sledećih problema:
1) cvetanje – organski pigment se rastvara u rastvaraču;
prilikom sušenja rastvarač izlazi na
površinu i isparava pri čemu pigment kristališe na površini u
vidu finog praha,
2) nepotpuno pokrivanje – javlja se uglavnom kod premaza u prahu
ukoliko pigment nije dobro
nakvašen; efekat je sličan kao kod cvetanja.
Punioci su praškaste supstance koje zamenjuju jedan deo
pigmenata u premazu. Nemaju
pokrivnu moć kao pigmenti, ali mogu da poboljšaju
vodonepropustljivost i druga svojstva premaza.
Pigmenti, boje i punioci se ugrađuju u veziva da bi se dobili
različiti efekti: 1) funkcionalni (zaštita od
korozije, brusivost, itd.) i 2) dekorativni (boja, sjaj, mat
efekat). Da bi se postigli ovi efekti neophodna je
uniformnost čestica i tačno određena količina ovih komponenti u
premazu.
Punioci se prema poreklu dele na prirodne i sintetske. U
prirodne spadaju: barit, dolomit, gips,
kaolin, kalcit, kreda, kvarc, talk. Najčešći sintetski su:
barijum-sulfat, kalcijum-karbonat, silicijum (IV)-
oksid.
Aditivi su pomoćna sredstva koja se premazu dodaju u malim
količinama, a imaju zadatak da
poboljšaju karakteristike premaza. U aditive spadaju sledeća
sredstva:
sikativi (sredstva za sušenje)
za kvašenje
protiv taloženja pigmenata i punilaca
protiv koženja u ambalaži
za poboljšanje razlivanja
za omekšavanje
za matiranje
za smanjivanje električnog otpora
za regulisanje pH
dodaci za različite površinske efekte
-
12
inhibitori korozije
biocidi.
Sikativi se koriste u premazima koji se suše na vazduhu procesom
oksidacije. Oni ubrzavaju
proces sušenja katalizujući autooksidaciju smole. To su uglavnom
metalni sapuni monokarbonskih
kiselina (od C8 do C11). Koriste se kobalt- i mangan-oktoati ili
naftenati kao površinska sušila i olovo,
cink, kalcijum, barijum (kao sekundarna ili unutrašnja sušila).
Sikativi mogu prouzrokovati stvaranje
filma prilikom skladištenja premaza, pa se dodaju agensi (npr.
alkilfenoli) koji blokiraju dejstvo
katalizatora u konzervi, ali pažljivim podešavanjem
koncentracije ne utiču na brzinu sušenja premaza.
Pored toga, koriste se i katalizatori za ubrzavanje reakcija kod
dvokomponentnih sistema, itd.
Premazi mogu biti podložni kontaminaciji mikroorganizmima. Da bi
se to izbeglo dodaju se
različiti biocidi, fungicidi i algicidi, odnosno hemijska
jedinjenja koja sprečavaju razvoj ovih
mikroorganizama. Razlikuju se dva tipa zaštite:
1) zaštita premaza tokom skladištenja, a pre primene (u
pakovanju) čime se sprečava
kontaminacija proizvoda pre primene i
2) zaštita filma premaza tokom primene gde se sprečava rast
mikroorganizama na nanetom
premazu. Kao biocidi najčešće se koriste organoživina
jedinjenja, hlorovani fenoli i organokalajna
jedinjenja, mada se danas ova jedinjenja zamenjuju sa
heterocikličnim jedinjenjima azota iz ekoloških
razloga.
Dodatak reoloških aditiva sprečava razlivanje, odnosno curenje
boje ili taloženje boje.
Viskoznost premaza mora biti dovoljno niska da obezbedi dobro
razlivanje i pokrivanje, ali ne previše
niska da ne bi došlo do curenja i taloženja pigmenta. Najvažniji
reološki aditivi su tzv. tiksotropna
sredstva čija je uloga da formiraju trodimenzionalnu mrežu u
premazu i sprečavaju taloženje pigmenata.
Nanošenjem premaza ova struktura se narušava što omogućava dobro
razlivanje boje, ali prestankom
primene sile struktura se ponovo uspostavlja i na taj način se
sprečava curenje boje. Mehanizam kojim
tiksotropna sredstva ostvaruju svoju ulogu može biti usled
uspostavljanja vodoničnih veza ili
hidrofobnih interakcija. U tu svrhu se koriste derivati
celuloze, organogline, voskovi, karagenani i
ksantani, aluminati, titanati i dr.
Premazi su izloženi uticaju UV zračenja pri čemu može doći do
oksidacije i fotodegradacije
pigmenata i polimera. Da bi se ovo sprečilo dodaju se
stabilizatori koji na dva načina štite premaz: 1)
apsorbuju UV zrake i ne propuštaju ih do osnovnog premaza
štiteći na taj način i polimer i pigment od
uticaja UV zraka, 2) koriste se npr. amini koji ne absoprbuju UV
zrake, ali su hvatači slobodnih radikala
koji nastaju i time sprečavaju dalje razlaganje.
Inhibitori korozije mogu biti antikorozivni pigmenti (npr.
Pb3O4, cink-molibdat, cink-fosfat,
cink-hromat i dr.) ili supstance rastvorne u rastvaraču
(natrijum-nitrit i natrijum-benzoat za
vodorastvorne sisteme, derivati tanina, benzimidazoli i
kompleksirajući agensi za sisteme sa
rastvaračima).
Antipenušavci se dodaju premazima da bi sprečili stvaranje pene
u toku izrade premaza i
naročito u primeni premaza. To su tečne supstance sa malim
površinskim naponom koje se ne rastvaraju
-
13
u medijumu. Za vodorazredive disperzije (emulziona
polimerizacija) koriste se parafinska ulja i
hidrofobna silikonska ulja. Silikoni su glavni antipenušavci u
sistemima sa rastvaračima.
Premazna sredstva rastvorljiva u organskim rastvaračima
Ova vrsta premaza sadrži veziva koja imaju dugačke nepolarne
makromolekule sa malim brojem
polarnih grupa u bočnom nizu. Najvažnija svojstva ovih premaza
su:
zapaljivost
stvaranje kore u delimično punoj ambalaži
otpornost na atmosferalije i hemikalije
velika tvrdoća i visok sjaj
elastičnost koja opada tokom vremena
slaba propustljivost vodene pare
dobro razlivanje.
Vodorastvorna premazna sredstva
Sadrže veziva koja u bočnom lancu imaju veliki broj polarnih
grupa (-COOH, -OH, -NH2).
Najvažnija svojstva su:
nezapaljivost
brzo sušenje
slaba otpornost na atmosferalije i hemikalije
slaba tvrdoća i nizak sjaj
elastičnost koja se zadržava tokom vremena
propustljivost vodene pare.
2. Sušenje premaznih sredstava
Nakon nanošenja na podlogu, fomira se film premaza koji treba da
se osuši i pri tome se fiksira
za podlogu koju štiti i istovremeno ima i dekorativnu ulogu.
Tako se formira očvrsli film premaza koji je
krajnji željeni proizvod. To može da se odvija na više
načina:
-fizičkim isparavanjem rastvarača (adicioni polimeri)
-reakcijom sa kiseonikom iz vazduha (poliestri, alkidi)
-reakcijom sa vodom (poliuretani)
-reakcijom sastojaka na podlozi (poliuretani).
Mehanizam očvršćavanja filma određuje vezivo ili kombinacija
veziva. Takođe, vreme i
temperatura očvršćavanja zavise od vrste veziva, kao i od načina
nanošenja i sušenja premaza.
Fizičko formiranje filma iz tečnih premaza je poznato kao
sušenje, dok se za premaze u prahu
film formira topljenjem. Sušenje je uvek praćeno isparavanjem
organskih rastvarača ili vode (slika 4).
-
14
Tokom isparavanja se odvijaju dva procesa: otparavanje
rastvarača sa površine filma i difuzija
rastvarača iz filma na površinu i njegovo isparavanje. Vreme
otparavanja rastvarača utiče na vreme
potrebno za sušenje i fiksiranje filma, odnosno premaza. Fizičko
formiranje filma je moguće ukoliko su
komponente koje ostaju na podlozi čvrste i nelepljive. Film
premaza ostaje uvek rastvorljiv u
rastvaračima u kojima je rastvorljivo vezivo, jer sušenjem nije
došlo do hemijske promene veziva.
Prilikom otparavanja rastvarača mora se voditi računa da ne bude
previše brz proces jer može doći do
kondenzacije vlage i promene boje premaza.
Slika 4: Sušenje premaznih sredstava
Poseban vid očvršćavanja filma je koalescencija, odnosno sušenje
vodenih disperzija.
Isparavanjem vode iz nanetog premaza čestice polimera se spajaju
(„zasvajsuju”, „zavare”) i stvaraju
film koji nije osetljiv na vodu i na većinu rastvarača, što u
velikoj meri zavisi i od formulacije premaza.
Očvršćavanje filma počinje na sobnoj temperaturi, dok ih niže
znatno usporavaju. Kod koalescencije
postoji donja granica, odnosno temperatura ispod koje se film
uopšte ne stvara (engl. „minimal film
forming temperature”, MTF), a formiranje filma može da se ubrza
pažljivim povećavanjem temperature.
Hemijsko formiranje filma je neophodno ukoliko su komponente
premaza lepljive, tečne ili u
obliku paste. U ovom slučaju fiksiranje filma je praćeno
umrežavanjem jer se konverzija u čvrsti film
odvija hemijskom reakcijom. Sušenje premaza može da se izvodi na
sobnoj temperaturi (prirodnim
putem) ili na povišenoj temperaturi (IR i UV sušnice), pri čemu
se mora voditi računa da se ne dobije
previše krt film, odnosno da ne bude više umrežen nego što je
potrebno. Generalno, sušenje se odvija uz
dodatak katalizatora (npr. soli metala) koji ubrzavaju reakciju
sušenja i umrežavanja. Reakcija
umrežavanja premaza može da se ubrza i porastom temperature.
-
15
3. Proizvodnja lakova i pigmentiranih premaznih sredstava
Receptura za proizvodnju premaza sadrži sastav i količine
sirovina, kao i postupak za
proizvodnju. Izbor recepture zavisi od sledećih faktora:
• funkcije premaza
• vrste podloge i načina nanošenja premaza na podlogu
• traženih karakteristika premaza
• mogućnosti nabavke sirovina i opreme za proizvodnju
• cene sirovina i troškova proizvodnje.
Na slici 5 je prikazan put premaznog sredstva od ideje do
realizacije.
Slika 5: Put premaznog sredstva od ideje do realizacije
Ispitivanje tržišta obuhvata sledeće korake:
saradnju sa kupcima da bi se prikupili podaci o željama
kupaca
snabdevenost tržišta pojedinim premazima
analiziranje konkurencije
analiziranje proširivanja tržišta.
Na slici 6 je prikazan tok proizvodnje lakova i pigmentiranih
premaznih sredstava. Najvažnija
tehnološka operacija kod proizvodnje lakova je homogenizacija
svih sastojaka, a kod proizvodnje
pigmentiranih sredstava je dispergovanje.
Obnova premaza
Period aktivnog dejstva premaza
Kupacprimena
Pogonproizvodnja
Laboratorijasastavljanje recepture
Marketing ispitivanje tržišta
-
16
a) b)
Slika 6: Tok proizvodnje lakova (a) i pigmentiranih premaza
(b)
Proizvodnja premaza je diskontinualna, vertikalna i šaržna
(slika 7). Proizvod se nalazi u
prihvatnim posudama (kazani i baterije). Glavni uređaji su: vage
za merenje sirovina (1), disperzer sa
prihvatnom posudom (2), perl-mlin (3), tank (baterija) (4),
cevovod za rastvarače (5), filter sa patronima
(6) i vaga za pakovanje (7). Kod velikih kompanija svaka
tehnološka linija služi za proizvodnju
određene boje i vrste premaza.
(a) (b)
Slika 7: Postrojenje za proizvodnju premaza (a) i tehnološka
šema proizvodnje premaza (vertikala) (b)
Disperzeri služe za umešavanje, homogenizaciju (kaže se i
uribavanje), pigmenata u tečnu fazu
što predstavlja jedan od najosetljivijih koraka u proizvodnji
premaza. Postoji više tipova disperzera, a
koji će se upotrebiti za konkretnu namenu zavisi od svojstava
disperzije (npr. viskoznost), zapremine
disperzije, kapaciteta proizvodnje itd. Zbog toga je izbor
disperzera veoma važan za uspešan tok
proizvodnje premaza. Pored disperzera, za umešavanje tečnosti se
koriste razni mikseri; npr. high-speed
mixers (HSD) za latekse, akrilne boje, neke poliuretane,
poliestre sa visokim sadržajem čvrstih materija.
Vezivo
Rastvor veziva
LAK
Aditivi
Rastvarači i razređivači
Vezivo
Pigmentna pasta
PIGMENTIRAN PREMAZ
Aditivi
Rastvarači i razređivači
Pigmenti i punioci
-
17
Za dispergovanje pigmentiranih premaza se koriste i mlinovi
(npr. perl mlinovi, basket mlinovi,
kuglični mlinovi itd.) koji mogu biti horizontalni i vertikalni.
Na slici 8a je prikazan izgled jednog perl-
mlina, a na slici 8b osnovni delovi perl-mlina: elektromotor
(1), posuda (2), mešalica (3), žičano sito (4),
ventil (5), sigurnosni ventil (6), manometar (7), župčasta pumpa
(8), regulator protoka paste (9),
elektromotor pumpe (10), levak (11), cevovod za dovod paste
(12), cevovod za odvod paste (13), dovod
vode za hlađenje perl-mlina (14), odvod vode za hlađenje
perl-mlina (15) i termometar (16).
(a) (b)
Slika 8: Izgled (a) i osnovni delovi perl-mlina (b)
Pored perl-mlinova, koriste se i basket-mlinovi koji mogu biti
nepokretni i rotitajući (slika 9).
(a) (b)
Slika 9: Basket mlin: nepokretni (a) i rotirajući (b)
U tabeli 2 su date tehnološke operacije i uslužne delatnosti u
proizvodnji premaznih sredstava.
-
18
Tabela 2: Tehnološke operacije i uslužne delatnosti u
proizvodnji premaznih sredstava
OPERACIJA ILI USLUGA GLAVNI UREĐAJI
Transport sirovina:
Tečne sirovine
Čvrste sirovine
Rezervoar, cevovod, pumpa
Ručni ili električni viljuškar, lift
Merenje sirovina Vaga, merač protoka
Umešavanje Disperzer, posuda
Dispergovanje Mlin, mikser
Dorada Rezervoar sa mešalicom
Nijansiranje Kabina, sušnica, spektrofotometar
Ispitivanje kvaliteta Specijalni instrumenti
Filtracija Filtri, sita
Pakovanje Automatska mašina, vaga
Transport Motorni viljuškar, kolica
Lagerovanje Magacin
4. Proizvodnja premaza u prahu
Premazi u prahu su postali mnogo popularniji u poređenju sa
tečnim premazima iz više razloga:
nema štetnih organskih rastvarača, pri umrežavanju dolazi do
emisije vrlo male količine
niskomolekulskih jedinjenja, higijena prilikom njihove primene
je daleko veća nego kada se koriste
tečni premazi, mogu se u potpunosti reciklirati. Najveći
potrošač premaza u prahu za spoljašnju i
unutrašnju upotrebu je građevinska industrija. Pri uređenju
enterijera premazi u prahu se koriste za
farbanje pregradnih zidova, ramova za prozore i vrata,
radijatore. Glavna prednost premaza u prahu u
građevinskoj industriji je otpornost filma na udar. Pored toga,
premazi u prahu nalaze značajnu primenu
u industriji aparata za domaćinstvo, kao i u automobilskoj
industriji. Međutim, bez obzira na veliki broj
prednosti, premazi u prahu nisu pogodni za temperaturno
osetljive podloge, kao što su drvo i plastika, s
obzirom da su visoke temperature neophodne za umrežavanje
premaza u prahu.
Premazi u prahu se dobijaju tako što se čvrsto vezivo (epoksi,
poliuretanska smola, akrilno-
poliestarska smola) spraši i pomeša sa pigmentom, katalizatorom,
očvršćivačem i aditivima. Nakon toga
smeša se ubacuje u ekstruder gde se topi i homogenizuje na
temperaturi iznad temperature omekšavanja
veziva, ali ispod temperature aktivacije katalizatora (ili
temperature umrežavanja). Dobijena pasta iz
ekstrudera se izliva u film debljine 2-3 mm i transportuje preko
beskrajne trake, koja se hladi, do mlina
sa valjcima gde se sitni u čipseve. Oni se dalje sitne u
mlinovima sa kuglama ili u nekim drugim
mlinovima. Nakon toga se prah klasifikuje po veličini čestica i
pakuje. Krupnije čestice se vraćaju nazad
na mlevenje (slika 10).
-
19
Slika 10: Proizvodnja premaza u prahu
Premazi u prahu se nanose na podlogu pomoću sprej pištolja ili u
rezervoarima sa fluidizovanim
slojem. Sprej pištolj je povezan sa rezervoarom u kome se meša
prah sa vazduhom. U mlaznici se nalazi
elektroda koja ima zadatak da naelektriše čestice praha
negativno. Tako naelektrisane čestice padaju na
hladan ili prethodno zagrejan metal. Na hladnom materijalu
čestice se vezuju elektrostatički, dok se na
prethodno zagrejanom vezuju fuzijom. Nakon nanošenja predmeti se
zagrevaju u peći kako bi došlo do
očvršćavanja i homogenizacije sloja. Nanošenje premaza u prahu u
fluidizovanom sloju daje gušći sloj
nego elektrostatičko prskanje. Predmet se pregreje na 200 do 400
°C i uroni u kabinu (1 do 10 s) u kojoj
se nalazi fluidizovan premaz u prahu (40 do 200 m). Višak praha
se uklanja vibracijom, sušenjem ili
treskanjem. Predmet se nakon toga može ponovo zagrejati u peći.
Kapacitet kabina se kreće od nekoliko
grama do nekoliko tona.
5. Kontrola kvaliteta premaznih sredstava
Kontrola kvaliteta obuhvata kontrolu procesa proizvodnje i
kontrolu proizvoda. Kvalitet premaza
se kontroliše u toku proizvodnje, za vreme trajanja i po
završetku svake tehnološke operacije i na kraju
se kontroliše kvalitet finalnog proizvoda. Paralelno se
kontroliše i proces proizvodnje.
U toku kontrole procesa prate se sledeći parametri:
-broj obrtaja disperzera
-protok mlina
-temperatura proizvoda
-vreme homogenizacije.
-
20
Kontrola proizvoda obuhvata kontrolu proizvoda u toku
proizvodnje i kontrolu finalnog
proizvoda.
Kontrola proizvoda u toku proizvodnje:
-viskoznost
-veličina čestica
-izgled
-nijansa.
Kontrola finalnog proizvoda:
-elastičnost
-tvrdoća
-adhezija
-sušenje
-otpornost na različite nepovoljne uticaje
-sadržaj čvrstih materija
-pokrivna moć.
Parametri za kontrolisanje finalnih proizvoda zavise od:
-vrste premaza
-načina nanošenja na podlogu
-vrste podloge
-internog dogovora proizvođača i kupaca.
6. Svojstva premaza
U „životu” proizvedenog premaza postoje 3 perioda: 1) „život” u
ambalaži u kojoj se skladišti i
transportuje, 2) „život” u fazi nanošenja na podlogu i 3)
„život” u fazi eksploatacije očvrslog filma. Za
svaki od navedenih perioda premaz mora da poseduje odgovarajuća
svojstva.
Za brzu proveru kvaliteta u proizvodnji ili kod prijema premaza
pri isporuci velikim potrošačima
određuje se gustina, viskoznost, sadržaj neisparljivih materija,
stepen dispergovanosti, mokra
pokrivnost, nijansa, brzina sušenja. Ova svojstva se već pri
formulisanju premaza podešavaju na
vrednosti koje odgovaraju kupcu, propisima (ako su primenljivi)
ili zahtevima tržišta, a da istovremeno
ne ugrožavaju kvalitet premaza u toku skladištenja i transporta
(npr. da ne dođe do koženja u ambalaži,
obrazovanja taloga jer viskoznost nije odgovarajuća, da ne dođe
naknadno do ugušćavanja itd.).
Odstupanja od zadatih (očekivanih) vrednosti mogu da ukažu na
loša svojstva premaza i greške u
formulaciji i/ili proizvodnji premaza. U ovu grupu svojstava
spada i tačka paljenja, toksičnost i dr., što
određuje način skladištenja, transporta i rukovanja
premazima.
Pri primeni premaza, odnosno nanošenju na podlogu, važno
svojstvo je viskoznost, način i brzina
očvršćavanja filma i izdašnost, odnosno potrošnja premaza po m2,
elektroprovodljivost za neke premaze
-
21
i druga vezana za način nanošenja premaza na podlogu. Viskoznost
se podešava prema načinu nanošenja
premaza na podlogu što se već kod formulisanja premaza uzima u
obzir da ne bi došlo do grešaka u
primeni i reklamacija. Npr. ako početna viskoznost („pregusto”)
nije u skladu sa početnim sadržajem
neisparljivih materija (mali), dodatnim razređivanjem pri
nanošenju premaza može se pripremiti boja
odgovarajuće viskoznosti, ali slabe pokrivnosti.
Izdašnost premaza određuje zapremina očvrslog filma na podlozi u
odnosu na zapreminu
potrošenog premaza. Kod većine industrijskih potrošača izdašnost
se jasno propisuje minimalnom
debljinom (debljina = zapremina) očvrslog filma po premazu, a
kod široke potrošnje određuje se
poređenjem sa konkurentnim proizvodima. I ovo svojstvo se mora
predvideti i podesiti već u fazi
formulisanja premaza.
Svojstva očvrslog filma premaza su najvažnija jer je očvrsli
film premaza krajnji željeni
proizvod. Tu spadaju mehanička svojstva filma, odnosno otpornost
na jedno- ili višekratne mehaničke
stresove kojima je film premaza izložen: prionljivost,
elastičnost, tvrdoća, u specijalnim slučajevima
otpornost na udar (npr. udar kamenja na putu), na istezanje, na
habanje (abraziju), na vibracije, torziju i
slično.
Takođe, veoma važno svojstva premaza je i otpornost na uticaje
iz okoline: promena
temperature, atmosferski uticaji, prisustvo vode (padavine) ili
izdržljivost kod trajnog potapanja, UV
zračenje, morska voda, razne hemikalije - rastvarači, kućne
(šminka, senf, paradajz itd.), prehrambene i
druge od kojih su pojedine blage, a neke izuzetno jake. Na
kraju, ne manje značajna su i dekorativna
svojstva - nijansa, sjaj i posebni efekti.
6.1. Ispitivanje premaza
Za ispitivanje svojstava premaza postoje dobro opisane, u mnogim
slučajevima i propisane
metode. Ovde će biti navedene samo pojedine radi
ilustracije.
Viskoznost kod njutnovskih tečnosti (npr. alkidi) se meri
protočnim viskozimetrom, kod kog je
vreme protoka definisane količine premaza iz posude definisane
geometrije i kroz definisani otvor,
proporcionalno stvarnoj viskoznosti. Viskoznost se meri i
rotacionim viskozimetrima i izražava direktno
u mPas, viskozimetrima sa padajućom kuglicom, itd (slika
11).
Sadržaj čvrste materije (neisparljive materije) meri se
kontrolisanim isparavanjem isparljivih
sastojaka na povišenoj temperaturi i merenjem ostatka. Stepen
dispergovanosti meri se grindometrom,
vizuelno, a postoje i druge metode.
Vreme očvršćavanja filma ispituje se dodirom (potrebno je
iskustvo), pomoću tzv. Drying
Recorder - definisanom iglom se prelazi po površini premaza
tokom sušenja, a stepen očvrsnutog filma
se određuje po obliku i dužini traga igle. Gustina se meri
specijalizovanim piknometrima ili drugim
metodama.
-
22
a) b) c)
Slika 11: Viskozimetri za određivanje viskoznosti premaza: a)
fordova čaša, b) rotirajući viskozimetar,
c) viskozimetar sa padajućom kuglicom
Mehanička svojstva filma se određuju za film definisane
debljine, prethodno sušen pod
definisanim uslovima (vreme, temperatura), nakon izlaganja
određenoj sili pod definisanim uslovima.
Npr. film se zaseca do podloge strogo definisanim alatom (sa
više sečiva, unakrst) i posmatra se stepen
prionljivosti zasečene površine (slika 12).
a) b)
Slika 12: Merenje debljine filma: a) šematski prikaz testa, b)
alat za zasecanje filma
Za ispitivanje tvrdoće se koristi više metoda; npr. određivanje
tvrdoće po Vikersu (slika 13).
Slika 13: Određivanje tvrdoće po Vikersu: a) izgled aparata, b)
šematski prikaz testa, c) otisak
-
23
Elastičnost se meri savijanjem tanke metalne pločice sa
definisanim nanosom očvrslog premaza,
preko valjaka različitog prečnika (slika 14). Ocenjuje se
pucanje filma (lupom): što je manjeg prečnika
valjak preko kojeg film još ne puca, to je premaz
elastičniji.
Slika 14: Merenje elastičnosti premaza
Otpornost premaza na razne agense ispituje se ocenom stanja
filma nakon tretiranja
odgovarajućim agensima, pod definisanim uslovima. Koji su uslovi
i koja svojstva filma se ispituju
nakon tretiranja, zavisi od namene premaza. Kod autolakova i
antikorozivnih boja, koje se koriste za
mostove, industrijska postrojenja i konstrukcije, vojna
postrojenja, ova ispitivanja uključuju izuzetno
skupe „klima komore”, „slane komore”, „vlažne komore”, u kojima
se u definisanim ciklusima
simuliraju različiti uslovi (vlaga, kondenzaciona vlaga,
temperatura, mogućnost dodatka korozivnih
gasova u atmosferu, UV zračenje, slana voda). Prati se gubitak
nijanse, prionljivost, stepen korozije i sl.
Ispitivanja često uključuju i dugotrajna izlaganja pločica sa
uzorcima očvrslog premaza odgovarajućim
stvarnim klimama i ispitivanju svojstava filma nakon određenog
vremena izlaganja (slika 15).
Slika 15: Klima komore
Laboratorije, u okviru postrojenja za proizvodnju premaza, su
najčešće opremljene „pilot”
mašinama za imitiranje uslova nanošenja i „sušenja” kod
potrošača. Ovo su veoma skupe mašine, jer su
najčešće napravljene tako da na njima mogu da se simuliraju
različiti uslovi nanošenja i očvršćavanja
filma. Pored neophodne aparature za ispitivanje premaza,
laboratorija mora da bude opremljena i malim
mašinama za mešanje i dispergovanje i aplikatorima i drugim
priborom za nanošenje premaza na
podloge da bi laboratorijska ispitivanja bila adekvatno
izvedena.
-
24
7. Nanošenje premaza na podlogu
Pre nanošenje premaza neophodno je pripremiti površinu podloge
na koju se nanosi premaz što
obuhvata tri koraka:
1. Odstranjivanje starih premaza
a) mehaničko (struganjem, brušenjem, peskarenjem)
peskarenje: pritiskom komprimovanog vazduha mlaz abraziva
(peska, čeličnih opiljaka) se usmerava
iz posebnih pištolja prema površini objekta pri čemu abrazivi
skidaju gornji sloj površine zajedno sa
nečistoćama: rđom, starim premazima, masnoćama, itd.
b) termičko (otvorenim plamenom, vrelim vazduhom)
c) hemijsko (alkalijama, organskim rastvaračima).
2. Čišćenje podloge
-deterdžent
-sapun
-voda
-krpa
3. Nanošenje premaza na podlogu:
1. Ručno (špahtla, četka, valjak)
Četka: na drvenoj ili plastičnoj dršci limenim okvirom je
učvršćen okrugli ili četvrtasti snop
životinjskih čekinja ili dlaka, a koriste se i kombinacije sa
sintetskim vlaknima. Snop je uz dršku
slepljen lepkom otpornim na organske rastvarače i vrelu vodu. Za
određenu vrstu radova četka
treba da ima odgovarajuću veličinu, oblik, dužinu i gustinu
kvalitetnih čekinja po 1 cm širine
četke.
Valjak: osnovni deo je metalni ili plastični cilindar koji je po
celom obodu presvučen gumom,
mekom plastikom, vunom ili sintetskim vlaknima. Industrijski
uređaji su sastavljeni od više
valjaka, od kojih je prvi delimično uronjen u premaz, onda sledi
par međufaznih valjaka (nije
obavezno) koji prenose premaz do zadnjeg valjka koji je u dodiru
sa površinom koja se lakira.
Koristi se kod serijskog lakiranja ravnih površina, npr.
nameštaj.
2. Mašinski (koristi se pištolj za prskanje koji može biti sa
komprimovanim vazduhom,
elektrostatički, za toplo prskanje i bezvazdušni)
Pištolj za prskanje: prema načinu raspršivanja postoje pištolji
sa komprimovanim vazduhom, za
elektrostatičko prskanje, za bezvazdušno prskanje (engl.
airless), kao i kombinacije ovih
postupaka: elektrostatičko-pneumatski pištolji, bezvazdušno
(airless)-elektrostatički. Postoje
takođe posebne vrste za boju u prahu i za peskarenje. Prema
načinu rada dele se na ručne i
automatske. Kod svih pištolja premaz se dovodi do dizne na čelu,
kroz koju izlazi, raspršuje se
na izlazu i usmerava prema objektu.
-
25
Raspršivanje komprimovanim vazduhom izvodi se pomoću dve
mlaznice na obodu čela
pištolja. Izlazeći pod pritiskom (najčešće 3-6 bar) vazduh
stvara podpritisak na čelu pištolja gde
je dizna, koji povlači premazno sredstvo, a dva mlaza vazduha ga
raspršuju u finu maglu i
usmeravaju prema objektu.
Raspršivanje bez vazduha se izvodi pištoljima koji su povezani s
rezervoarom za premaz sa
ugrađenom klipnom pumpom, koja u njemu stvara pritisak. Pod tim
pritiskom premaz izlazi iz
dizne pištolja i ekspandira u finu maglu zbog dekompresije, a
početni pritisak ga nosi prema
objektu.
Elektrostatički pištolji imaju rotirajući disk sa diznom u
centru. Centrifugalna sila „baca”
premaz na obod diska uz koji se nalaze elektrode za visoki napon
koje česticama predaju jaki
elektrostatički naboj koji ih nosi prema uzemljenom predmetu
(slika 16).
Slika 16: Elektrostatički pištolj
Nanošenje toplim prskanjem: premazi pri prskanju moraju biti
niže viskoznosti da bi se dobilo
dovoljno fino raspršivanje. To se postiže razređivanjem dodatkom
odgovarajućeg razređivača.
Viskoznost se snižava zagrevanjem premaza (obično 60-70 ºC) u
rezervoaru iz koga se dovodi u
pištolj. Primenjuje se kod pneumatskog i bezvazdušnog
prskanja.
3. Složeni uređaji za nanošenje (elektroforezom, nalivanjem,
pomoću valjaka, oblivanjem i
potapanjem)
Nanošenje nalivanjem: automatski postupak koji se primenjuje za
industrijsko lakiranje ravnih
ploča, najčešće u proizvodnji nameštaja. Premaz se cevovodom
dovodi u glavu za nalivanje
(široka, niska posuda s prorezom na dnu čija se širina može
podešavati) iz koje, u obliku zavese,
pada na sabirni kanal i vraća se u rezervoar. Ploče prolaze kroz
zavesu pri čemu na njima ostaje
sloj premaza.
Nanošenje oblivanjem: primenjuje se za industrijsko i zanatsko
lakiranje većeg broja predmeta
različitih dimenzija ili složenih oblika (npr. radijatori,
delovi vozila). Oblivanje se odvija iznad
sabirne posude za višak premaza koji se vraća u rezervoar.
Nalivanje potapanjem: predmeti se ručno ili automatski uranjaju
i vade iz premaza, koji se
nalazi u odgovarajućem rezervoaru i odvode do prostora za
otkapavanje i sušenje (slika 17).
-
26
Nanošenje elektroforezom: elektroforeza je nanošenje
pigmentiranih premaza
elektrotaloženjem iz vodenog medijuma. Vezivo za elektroforetske
boje se rastvori u vodi i
jonizira na makropolianjon (anaforeza) i makropolikatjon
(kataforeza) i mali jon suprotnog
naboja. Na predmetu-elektrodi makropolijon se veže sa H+,
odnosno OH
- jonom, koaguliše i
taloži se na površini predmeta u kompaktni sloj koji prione na
podlogu. U tako nastalom filmu
ima oko 5% vode. Veziva su termoreaktivna tako da posle
elektrotaloženja dolazi do
otvrdnjavanja premaza na povišenim temperaturama, tzv.
pečenje.
a)
b) c)
Slika 17: Nanošenje premaza: a) potapanjem, b) oblivanjem, c)
nalivanjem.
-
27
8. Alkidne smole
Alkidne smole, alkidi, su poliestarske smole modifikovane masnim
kiselinama. Upotreba
alkidnih smola počinje od 1920-tih godina prošlog veka kada je
prva smola dobijena reakcijom glicerina
i anhidrida ftalne kiseline koja je nazvana „alkid” („al” potiče
od alkohola, a „kid” od kiseline; engl.
acid). Proizvođač je bio General Electrical Company of USA, a
komercijalni naziv smole bio je
„Glyptal”. Iako se danas koriste mnoge druge komponente za
sintezu ovih smola, termin alkid je ostao u
upotrebi i koristi se za sve poliestarske smole koje su
modifikovane masnim kiselinama i/ili uljima i
mastima.
Alkidne smole su nezasićeni poliestri sa razgranatom strukturom
koji se dobijaju reakcijama
polikondenzacije monofunkcionalnih masnih kiselina ili masti i
ulja, dvo- i višefunkcionalnih kiselina,
dvo- i višefunkcionalnih alkohola (poliola). Koriste se kao
vezivna komponenta u proizvodnji zaštitnih
prevlaka zahvaljujuću povoljnoj ceni i raznolikosti. Alkidne
smole se koriste kao vezivo za boje, emajl-
boje i lakove, sve važnije kategorije premaza u arhitekturi,
građevini, industriji i za specijalne premaze.
Po konzistenciji su viskozni i lepljivi materijali. Najčešće se
distribuiraju kao rastvori (60 mas.%) u
organskim rastvaračima. Odlična mehanička i adheziona svojstva u
premazima se postižu naknadnim
umrežavanjem po nanošenju, pri čemu premaz postaje vrlo čvrst,
elastičan i dobro prijanja za podlogu
na koju je nanet. Film premaza se na podlozi umrežava reakcijom
funkcionalnih grupa iz premaza
(najčešće su to dvostruke veze) sa kiseonikom iz vazduha. U
premaz može da se doda i druga smola
koja olakšava umrežavanje po nanošenju na podlogu, pri čemu
dolazi do međusobnog reagovanja
funkcionalnih grupa iz različitih smola.
8.1. Dobijanje alkidnih smola
Za sintezu komercijalnih alkidnih smola koristi se više od 100
sirovina. Svaka smola sadrži
najmanje tri monomera, a često od 5 do 7. Svojstva i udeo ovih
sirovina utiču na svojstva alkidnih
smola. Sirovine za sintezu alkidnih smola se dele u tri osnovne
grupe:
1. Monofunkcionalne kiseline, ulja i masti
2. Dvo- i višefunkcionalne kiseline
3. Dvo- i višefunkcionalni alkoholi.
1. Monofunkcionalne komponente
Kao monofunkcionalne komponente koriste se masne kiseline ili
ulja i masti. Ulja su trigliceridi
masnih kiselina (triacilgliceroli), odnosno estri masnih
kiselina i glicerina. Smeša masnih kiselina koje
ulaze u sastav nekog ulja je uglavnom karakteristična, ali može
da varira u zavisnosti od više faktora kao
što su tlo, klima, itd. Najčešće se sreću tri kiseline:
oleinska, linolna i linolenska, koje se međusobno
razlikuju po broju i položaju dvostrukih veza. U tabeli 3 su
date formule masnih kiselina koje se
najčešće sreću, a prosečan sadržaj masnih kiselina u biljnim
uljima je prikazan u tabeli 4.
-
28
Masne kiseline se dele u dve kategorije: zasićene i nezasićene
kiseline. Sastav masnih kiselina koje
ulaze u sastav triglicerida je veoma važan jer utiče na krajnja
svojstva premaza. Masne kiseline se
međusobno razlikuju po broju i položaju dvostrukih veza, da li
su dvostruke veze izolovane ili
konjugovane. Obično su dvostruke veze u masnim kiselinama
međusobno razdvojene sa više od jedne
proste veze. Neka ulja, kao što su tungovo ili dehidratisano
ricinusovo ulje, imaju reaktivnije,
konjugovane dvostruke veze, pa se koriste za alkide koji se vrlo
brzo suše na vazduhu.
Tabela 3: Masne kiseline koje se koriste za sintezu alkidnih
smola
Naziv kiseline Formula Zasićena/nezasićena
Laurinska C11H23COOH zasićena
Miristinska C13H27COOH zasićena
Palmitinska C15H31COOH zasićena
Stearinska C17H35COOH zasićena
Oleinska C17H33COOH nezasićena (-2H);
CH3(CH2)7CH=CH(CH2)7COOH
Linolna C17H31COOH nezasićena (-4H);
CH3(CH2)4CH=CHCH2CH=CH(CH2)7COOH
Linolenska C17H29COOH nezasićena (-6H);
CH3CH2CH=CH2CH=CHCH2CH=CH(CH2)7COOH
Eleostearinska C17H29COOH nezasićena (-6H); konjugovane
dvostruke veze
Tabela 4: Sadržaj masnih kiselina u uljima koja se najčešće
koriste za sintezu alkidnih smola
Biljna ulja
Masna
kiselina
Ricinus Kokos Laneno Maslinovo Palmino Suncokret Soja Šafran
Talno Tungovo
C8
Kaprilna
6
C10
Kaprinska
6
C12
Laurinska
44
C14
Miristinska
18
C16
Palmitinska
2 11 6 16 48 11 11 8 5 4
C18
Stearinska
1 6 4 2 4 6 4 13 3 1
C18
Oleinska
7 7 22 64 38 29 25 13 46 8
C18
Linolna
87 2 16 16 9 52 51 75 41 4
C18
Linolenska
3 52 2 2 9 1 3 3
C18
Ricinolna
80
-
29
Ulja su jeftinija sirovina za sintezu alkida u odnosu na
slobodne masne kiseline, ali je njihovom
upotrebom ograničen izbor masnih kiselina na one koje ulaze u
sastav ulja, a kao alkohol se najčešće
upotrebljava glicerin. S druge strane, slobodne masne kiseline
su skuplja sirovina, ali je omogućen izbor
masne kiseline i moguća je upotreba nekog drugog alkohola umesto
glicerina. Praktična primena nekih
vrsta ulja za izradu premaza zasnovana je na sposobnosti sušenja
ulja.
Masne kiseline se dobijaju hidrolizom ulja pri čemu nastaju
smeše masnih kiselina. Najviše se
koriste masne kiseline sojinog i lanenog ulja. Važna smeša
masnih kiselina, koja se ne dobija iz ulja, su
masne kiseline talnog ulja koje nastaju kao sporedni proizvod
pri proizvodnji celuloze iz četinarskog
drveća.
Kao monofunkcionalna komponenta može da se koristi i kolofonijum
koji se dobija smolarenjem
iz četinarskog drveća, a klasifikuje se prema boji (svetliji je
skuplji). Kolofonijum predstavlja smešu
smolnih monofunkcionalnih kiselina među kojima dominira
abietinska kiselina (C19H29COOH).
Dodatak kolofonijuma ubrzava sušenje, a premaz se odlikuje
boljom adhezivnošću i sjajem.
2. Dvo- i višefunkcionalne kiseline
Od dvo- i višefunkcionalnih kiselina najčešće se koriste
ortoftalna i izoftalna kiselina, adipinska,
sebacinska, fumarna, maleinska i trimelinska. Vrlo često se za
sintezu alkida koriste anhidridi ovih
kiselina jer se pri reakciji esterifikacije kao sporedni
proizvod izdvaja duplo manja količina vode u
odnosu na sintezu koja se izvodi sa kiselinama.
O
OH
O
HO
O
OH
O
HO
adipinska kiselina fumarna kiselina
O OH
O
HO
O
OHO
OH
O
O
O
sebacinska kiselina maleinska kiselina anhidrid maleinske
kiseline
-
30
O
OH
O
HO
O
HO O
OH
O
O
O
izoftalna kiselina tereftalna kiselina anhidrid ftalne
kiseline
Anhidrid ftalne kiseline je najčešće korišćen anhidrid za
sintezu alkidnih smola. Sadržaj
anhidrida je obrnuto proporcionalan sadržaju ulja u smoli:
kratkouljni alkidi obično sadrže do 35%,
srednjeuljni od 20 do 35%, a dugouljni sadrže do 20% anhidrida
ftalne kiseline. Izoftalna kiselina se
koristi za žilavije premaze koji se brže suše i koji su
otporniji na toplotu i uticaj hemikalija; molarne
mase i viskoznost ovakvih alkida su generalno veći. Anhidrid
maleinske kiseline se takođe koristi u
značajnoj meri, ali zbog reaktivnosti mora se voditi računa o
njegovoj količini u reakcionoj smeši jer
povećava funkcionalnost sistema i viskoznost, pa postoji
opasnost da dođe do preranog želiranja.
Dodatak anhidrida maleinske kiseline u formulaciju alkidne smole
generalno poboljšava boju i otpornost
na vodu.
Kiseline dužeg ugljovodoničnog lanca (npr. adipinska kiselina)
mogu se dodati u manjim
količinama da bi se poboljšala fleksibilnost alkida. Tri- i
višefunkcionalni anhidridi se dodaju da bi se
dobili alkidi sa većim kiselinskim brojem. Hlorovana i bromovana
jedinjenja se dodaju da bi se
poboljšala otpornost na dejstvo otvorenog plamena.
3. Dvo- i višefunkcionalni alkoholi
Najčešće korišćeni alkoholi za sintezu alkidnih smola imaju
funkcionalnost od 2 do 4:
etilenglikol, dietilenglikol, propilenglikol, neopentilglikol,
glicerin, trimetilolpropan, pentaeritrit,
sorbitol. Izbor alkohola utiče na razgranatost alkida.
Rastojanje između OH grupa u molekulu alkohola,
odnosno veličina molekula utiče na fleksibilnost alkida (npr.
dietilenglikol daje fleksibilniji proizvod od
etilenglikola). Razgranatost alkohola (npr. neopentilglikol)
doprinosi boljoj termičkoj otpornosti i
otpornosti na hidrolizu.
Najznačajniji alkohol u sintezi alkida je glicerin. Tečan je,
lak za rukovanje, nije otrovan, jeftin
je i rastvoran u drugim komponentama recepture. Ima visoku tačku
ključanja (290 °C), a sadrži dve
primarne i jednu sekundarnu OH grupu koje se razlikuju po svojoj
reaktivnosti. Pentaeritritol ima 4 OH
grupe koje su sve primarne i u odnosu na glicerin je
reaktivniji. Zbog veće funkcionalnosti brže vodi
umrežavanju. Skuplji je od glicerina, u čvrstom je stanju i ima
visoku tačku topljenja.
Sinteza alkidnih smola
Alkidne smole se sintetišu u šaržnim reaktorima, u struji
inertnog gasa (N2), na 220-250 °C, što
zavisi od tipa smole. Poliesterifikacija je povratna reakcija,
pa je neophodno iz reaktora odvoditi vodu
koja se izdvaja kao sporedni proizvod kako bi se reakcija vodila
u željenom pravcu (slika 18). To se
-
31
izvodi pomoću vakuuma ili dodavanjem rastvarača (ksilen ili
toluen) koji sa vodom gradi azeotropsku
smešu, a koja isparava i olakšava izdvajanje vode.
Slika 18: Jednostepeni postupak sinteze alkidnih smola
Sinteza alkidne smole može da se izvede u prisustvu rastvarača
ili bez rastvarača. Oba postupka
mogu se odvijati u jednom ili dva stupnja, što zavisi od toga da
li se koriste slobodne masne kiseline ili
ulja kao monofunkcionalne komponente. Ukoliko se koriste masne
kiseline reakcija se odvija u jednom
stupnju; ako se koriste ulja reakcija se odvija u dva
stupnja.
Sinteza alkidne smole bez rastvarača
Najpogodniji i najjednostavniji način sinteze alkidnih smola je
kada se kao monofunkcionalna
komponenta koriste masne kiseline. Tada se reakcija odvija u
jednom stupnju. Pri sintezi jedan od
reaktanata je u višku i to najčešće OH grupe (5-10 %) u odnosu
na COOH grupe. Zahvaljujući višku OH
grupa sigurnija je kontrola brzine rasta viskoznosti pri kraju
reakcije. Viskoznost reakcione smeše raste
eksponencijalno, a višak OH grupa omogućava da se ona reguliše
na željenu vrednost. S druge strane,
slobodne OH grupe imaju važnu ulogu i kod reakcije umrežavanja
premaza nanetog na podlogu. Sličan
efekat na smanjenje viskoznosti može da se ostvari i sa viškom
COOH grupa, ali je u tom slučaju
premaz osetljiv na vlagu.
Sinteza alkidnih smola u dva stupnja
Kada se koristi triglicerid (ulje ili mast) kao monofunkcionalna
komponenta sinteza se izvodi u
dva stupnja (slika 19). Oba stupnja se izvode u istom reaktoru,
ali na različitim temperaturama. Prvi
stupanj je alkoholiza u kom ulje i glicerin reaguju na 180 °C da
bi se triacilgliceridi preveli u mono- i
diacilgliceride. Monoacilgliceridi su estri glicerina u kojima
je jedna OH grupa proreagovala sa
-
32
kiselinom, dajući estar, a preostale dve OH grupe ostaju
slobodne. Diacilgliceridi sadrže samo jednu
slobodnu OH grupu, a dve su esterifikovane.
Slika 19: Dvostepeni postupak sinteze alkidnih smola
Drugi stupanj je sinteza smole. Po završetku alkoholize u
reaktor se dodaju ostale komponente, a
reakcija se izvodi na višim temperaturama (220-250 °C). Kao
katalizatori za sintezu se koriste PbO, soli
Li i Cs i drugi.
Sinteza alkidnih smola sa rastvaračem
Sinteze se izvode sa malom količinom rastvarača (4%), najčešće
ksilena, koji se dodaje
reakcionoj smeši. Ksilen gradi azeotropsku smešu sa vodom koja
isparava zbog visoke temperature u
reaktoru, dolazi u kondenzator gde se hladi i dalje ide u sud u
kome se razdvajaju dve faze voda i
rastvarač. Voda se odvodi u rezervoar za otpadnu vodu, a
rastvarač se vraća u proces. Na slici 20 je
prikazan tok sinteze alkidne smole. Proces može da se izvodi
polimerizacijom u masi ili
polimerizacijom u rastvaraču.
Polimerizacija u masi se izvodi zagrevanjem reaktanata u
intrevalu između 180 i 260 °C. Ispod
ove temperature reakcija esterifikacije je suviše spora, dok
iznad ove temperature dolazi do
polimerizacije nezasićenih masnih kiselina što nije poželjno. Da
bi se sprečila oksidacija vazduhom ova
polimerizacija se izvodi u struji inertnog gasa. Mnogo češće se
primenjuje polimerizacija u rastvoru pri
čemu se kao rastvarač koristi najčešće ksilen. Reakcija se
izvodi na 200 do 240 °C. Ksilen gradi
azeotropsku smešu sa vodom koja se odvodi iz sistema.
Odvijanje sinteze se prati uzimanjem uzoraka u određenin
vremenskim intervalima i
određivanjem kiselinskog broja (KB) i viskoznosti uzoraka.
Kiselinski broj (KB) predstavlja broj
-
33
miligrama kalijum-hidroksida (KOH) koji je potreban za
neutralisanje 1 g smole. Određuje se
titrisanjem uzorka smole rastvorom KOH uz indikator
fenolftalein, a izražava se u mgKOH/g.
Slika 20: Tok sinteze alkidne smole
U toku procesa vrednost KB opada, a viskoznost raste. Sinteza se
prekida u trenutku kada KB
ima vrednost od 5 do 10 mgKOH/g, a viskoznost ima zadatu željenu
vrednost. Teorijski bi vrednost KB
na kraju reakcije trebalo da bude 0, ali se iz praktičnih
razloga ne ide do ove vrednosti da ne bi došlo do
želiranja, a i sinteza bi suviše dugo trajala. Još jedan način
praćenja toka sinteze alkida je merenje
količine izdvojene vode koja bi trebalo da odgovara proračunatoj
vrednosti. Međutim, u praksi se obično
izdvoji veća količina vode od proračunate zbog vlage koju sadrže
sirovine.
Reaktor za sintezu alkida se izrađuje od nerđajućeg čelika
(slika 21). Kapacitet varira od 20-300
m3; po potrebi mogu da budu i veći. Za mešanje reakcione smeše
koristi se turbinska mešalica koju
pokreće elektromotor velike snage. Grejanje i hlađenje se izvodi
cirkulacijom određenog fluida za
prenos toplote kroz plašt reaktora ili kroz cevi u njemu
(zmijača). Pored reaktora, sastavni delovi
postrojenja za sintezu alkida su:
oprema za skladištenje sirovina i njihovo odmeravanje i
doziranje
grejač za fluid za razmenu toplote
sud za razblaživanje sa rastvaračem koji treba da bude 2,5 puta
veći od zapremine reaktora, snabdeven
mešalicom i kondenzatorom
sud za skladištenje proizvoda
oprema za zaštitu okoline: ventilatori, prskalice, oprema za
spaljivanje gasovitog i tečnog otpada.
Odmeravanje i doziranje sirovina
Sinteza polimera
(reaktor)
Razblaživanje
(tank)
Filtriranje
Pakovanje
Skladištenje
Dalja prerada
(dobijanje premaza)
-
34
Slika 21: Reaktor za sintezu alkidne smole
Jedan od osnovnih ciljeva pri sintezi alkidnih smola je da se
dobiju razgranati polimeri bliski
tački gela, odnosno na granici želiranja, koji će lako umrežiti
po nanošenju premaza na podlogu.
Uloženo je mnogo istraživačkog rada da bi se bolje razumele
reakcije koje se odvijaju pri obrazovanju i
želiranju polimera i na taj način je ostvarena formulacija
alkida koja obezbeđuje željeni stepen
polimerizovanja i optimalna svojstva.
U praksi želiranje nastupa pri nižim stepenima reagovanja nego
što teorija predviđa. Flory je dao
statističku teoriju verovatnoće prema kojoj želiranje nastupa
kada je relativno mali udeo molekula
monomera vezan u trodimenzionalnu mrežu. Ova teorija može da se
primeni za dobro definisane
monomere u sintezi polimera. Pri sintezi alkidne smole javljaju
se sledeće komplikacije:
promenljive polazne sirovine
konkurentne sporedne reakcije
reverzibilne reakcije
različita reaktivnost funkcionalnih grupa
različiti efekti rastvaranja
neuniformni uslovi procesa.
-
35
Postavljanje potpuno precizne teorije obrazovanja alkida nije
moguće najverovatnije zbog toga
što polimerizovanje alkida nije homogeno. U kasnijim fazama
reakcije većina smola sadrži uz rastvoran
materijal i mikročestice gela koje pomažu da se ostvare
optimalna svojstva.
8.2. Podela alkidnih smola
Postoji nekoliko različitih podela alkida, a najčešće se koristi
podela prema sadržaju ulja i podela
prema načinu sušenja.
1. Na osnovu vrste ulja, odnosno masnih kiselina, koje ulaze u
njihov sastav, alkidne smole se dele na:
sušive alkidne smole (sadrže sušiva ulja koja imaju JB
>150)
polusušive alkidne smole (sadrže polusušiva ulja,100 < JB
> 150)
nesušive alkidne smole (sadrže nesušiva ulja, JB < 100).
Jodni broj (JB) je merilo nezasićenosti i predstavlja masu joda
izraženu u procentima koja se vezuje za
ulje ili mast. Od ulja u sintezi alkidnih smola se najčešće
koriste laneno ulje (sadrži 50-85% nezasićenih
kiselina; JB je 169-196), ricinusovo ulje (JB 80-90), sojino
ulje, suncokretovo i kokosovo ulje (JB 8-10).
2. Prema količini ulja koje ulazi u njihov sastav alkidne smole
se dele u više grupa:
kratkouljne (sadržaj ulja manji od 40%)
srednjeuljne (sadržaj ulja se kreće od 40% do 60%)
dugouljne (sadržaj ulja je veći od 60%).
U tabeli 5 su date osnovne karakteristike ulja koja se najčešće
koriste za sintezu alkidnih smola.
Od vrste i sadržaja uljne komponente zavise svojstva alkidnih
premaza: mehanička (tvrdoća, elastičnost,
otpornost na habanje, itd), sjaj, rastvorljivost u rastvaračima,
sušivost i dr.
Kratkouljne alkidne smole koje sadrže nesušiva i polusušiva ulja
(npr. kokosovo, ricinusovo) su
manje rastvorne u alifatičnim rastvaračima. Odlikuju se dobrom
postojanošću boje i sjajem, malom
fleksibilnošću i slabom adhezijom. Mogu da služe kao omekšivači
u premazima (npr. na bazi nitrata
celuloze) da bi im poboljšale adheziju, elastičnost i trajnost.
Ove smole se dodaju u premaze za brzo
sušenje u automobilskoj industriji ili se koriste u kombinaciji
sa melaminskim i karbamidnim smolama
za belu tehniku gde se tvrdi i žilavi filmovi obrazuju na
povišenoj temperaturi (tzv. „pečenjaci”).
Smole sa srednjim sadržajem ulja na bazi polusušivih ulja (npr.
sojino, pamukovo) se koriste za
dobijanje prevlaka pečenjem. To se naročito primenjuje u
industriji nameštaja gde se kombinovanjem sa
karbamidnim smolama dobijaju premazi veoma otporni na habanje.
Smole sa velikim sadržajem ulja
(sušivih i polusušivih) su rastvorne u alifatičnim rastvaračima.
Odlikuje ih dobra disperzija pigmenata,
dobra reološka svojstva i dobra stabilnost prilikom
skladištenja. Služe kao premazi u domaćinstvu i
nanose se četkom ili prskanjem, a suše se na vazduhu.
-
36
Tabela 5: Osnovne karakteristike ulja koja se najčešće koriste
za sintezu alkidnih smola
Ulje Engl. Svojstvo
Tungovo (drvno) Tung Sušivo; veoma reaktivno; podložno
razvijanju žute nijanse
Laneno ulje Linseed Sušivo; podložno razvijanju žute nijanse
Dehidratisano
ricinusovo ulje
Dehydrated
Castor Oil
Sušivo; otporno na razvijanje žute nijanse; skupo
Sojino, suncokretovo,
pamukovo, ulje šafrana
Soya,
Sunflower,
Cotton,
Safflower
Polusušiva ulja; po svojstvima vrlo slična; koriste se za
dekorativne i industrijske premaze; izbor zavisi od cene
Kukuruzno, ulje grožđa,
ulje maka
Corn, Grape,
Poppy
Polusušiva ulja; koriste se za dekorativne i industrijske
premaze; izbor zavisi od cene
Riblje ulje Fish Oil Sušivo; različit kvalitet; može da bude
vrlo reaktivno
Talno Tall Oil Polusušivo; koristi se za dekorativne premaze i
osnovne
premaze (engl.primers)
Ricinusovo, kokosovo,
palmino, ulje kikirikija
Castor,
Coconut,
Palm, Peanut
Nesušiva; koriste se za premaze pečenjake ili za
plastifikovanje drugih premaza
8.3. Sušenje alkidnih premaza obrazovanje filmova
Sušivost alkidne smole definisana je sadržajem dvostrukih veza u
ostacima masnih kiselina koje
ulaze u njen sastav. Po nanošenju na podlogu sušenje filmova na
bazi alkidnih smola može da se odvija
po dva osnovna mehanizma: isparavanjem rastvarača i hemijskim
umrežavanjem polimera. Pri sušenju
dolazi do umrežavanja i očvršćavanja premaza. Kod alkidnih
premaza se oba mehanizma odvijaju u
određenom stepenu. Hemijsko umrežavanje ima osnovnu ulogu u
obrazovanju čvrstih i žilavih filmova.
Sušivi alkidi
Većina alkidnih smola je predviđena za filmove koji se suše na
sobnoj ili malo povišenoj
temperaturi. Mehanizam reakcije umrežavanje je autooksidacija
ostataka nezasićenih masnih kiselina
koji su ugrađeni u alkidnu smolu. To je lančana reakcija koja se
odvija preko slobodnih radikala.
Osnovni stupanj je obrazovanje hidroperoksida na alilnoj
metilenskoj grupi (slika 22):
-
37
C C
H H
CH2 C
C C
H
H
H
OOHO2
katal
Slika 22: Obrazovanje hidroperoksida u reakciji ostataka
nezasićenih masnih kiselina sa kiseonikom
Razgradnjom tako nastalih hidroperoksida nastaju slobodni
radikali koji dovode do umrežavanja
alkidne smole. Hidroperoksid može da dalje reaguje na više
načina (slika 23), pri čemu u nekim
reakcijama dolazi do obrazovanja stabilne, kovalentne veze sa
nezasićenim mestima na drugim lancima
smole, tako da se obrazuje trodimenzionalni umreženi polimer.
Autooksidaciju i razgradnju peroksida
ubrzavaju male količine katalizatora, tzv. sikativa, koji
predstavljaju smeše soli olova, kalcijuma,
kobalta i mangana.
Slika 23: Oksidativni mehanizam sušenja alkida sa nekonjugovanim
dvostrukim vezama
Sikativi se dele u tri grupe:
1) primarni sikativi (oksidacioni katalizatori) –pomažu da film
lakše veže kiseonik i razgradnju
peroksida i time se omogućava kontrola površinskog sušenja. To
su soli kobalta, mangana, cerijuma,
vanadijuma ili gvožđa. Soli kobalta su najefikasnije, dok se
soli cerijuma i gvožđa mogu koristiti samo
pri visokim temperaturama;
2) sekundarni sikativi (polimerizacioni katalizatori) - pomažu
sušenju filma u masi. Tu spadaju
soli olova, cirkonijuma, aluminijuma ili bizmuta. Iako se sa
olovom postižu najbolji rezultati, danas se
zbog toksičnosti više koriste soli cirkonijuma;
3) pomoćni katalizatori - zasebno nemaju efekat, ali u
kombinaciji sa kobaltom ili cirkonijumom
olakšavaju formiranje (sušenje) filma. Tu spadaju katalizatori
na bazi kalcijuma, litijuma, kalijuma ili
cinka. Najviše se koriste kalcijum i cink koji smanjuju brzinu
površinskog sušenja, čime se povećava
apsorpcija kiseonika kroz premaz i smanjuje takozvani efekat
narandžine kore.
-
38
Masne kiseline koje sadrže samo jednu nezasićenu vezu se sporo
autooksidišu, dok one koje
sadrže alilnu metilensku grupu, aktiviranu sa dve dvostruke
veze, reaguju 100 puta brže. U tom slučaju
dolazi do premeštanja i izomerizovanja dvostruke veze. Pogodne
brzine sušenja se postižu samo ako su
prisutni ostaci nezasićenih masnih kiselina u dovoljnoj
koncentraciji. Najbolji premazi se dobijaju kada
se koriste ulja sa većim jodnim brojem (npr. laneno ili tungovo)
ili ona koja sadrže višestruko
nezasićene masne kiseline sa konjugovanim dvostrukim vezama.
Brzina autooksidacije je povoljna već
na 0 °C, a naglo raste sa porastom temperature. Nedostatak ovih
premaza je kratko vreme lagerovanja,
težnja filma da se namreška i mogućnost da vremenom dođe do
preteranog umrežavanja filma koji
postaje krt.
Nesušivi alkidi
Alkidi se mnogo koriste i za premaze koji se suše pečenjem na
povišenoj temperaturi (pečeni
lakovi). Ovi lakovi su najčešće blende alkida i aminoplasta
(npr. alkilovane melamin-formaldehidne ili
urea-formaldehidne smole). Umrežavanje nastaje kondenzovanjem
slobodnih OH grupa alkida sa amino
smolama (slika 24):
R
OH
OH
OH C
O
N
CH2OCH3
CH2OCH3 100 oC
CH3OH
+ ( )2
4 CH3OH C
O
N
CH2OROH
CH2OROH
( )2+ itd
Smola sa slobodnim -OH
Urea-formaldehidna smola
Slika 24: Reakcija alkidnih smola sa aminosmolama
Ovi premazi ne moraju da sadrže sušive masne kiseline i zbog
toga se prave od ulja koja sadrže
samo zasićene masne kiseline (npr. kokosa). Kada se koriste
sojino ili talno ulje mehanizam sušenja je
ustvari kombinacija dva mehanizma, autooksidacije i
kondenzovanja.
Osim pomenutih, mnoge druge smole koje omogućavaju hemijsko
umrežavanje, se mešaju sa
alkidima. Smeše alkid/poliizocijanat se koriste kao vezivo u
dvokomponentnim poliuretanskim
premazima koji se suše na sobnoj temperaturi. Nesušivi alkidi se
koriste i kao plastifikatori u lakovima.
Njihova uloga je da omekšaju termoplastične smole velike molske
mase koje bi inače bile suviše tvrde
za primenu u industriji premaza. Primer: nitrocelulozni
lakovi-alkidi koji se koriste u industriji
nameštaja; akrilni premazi-alkidi za lakove u automobilskoj
industriji.
-
39
Uretanske alkidne smole
Ideja da se ulja za sintezu alkidnih smola modifikuju
izocijanatima datira još iz 1920-tih godina
prošlog veka što je dovelo do razvoja uretanskih alkidnih smola.
Uretanske alkidne smole se generalno
proizvode reakcijom dugouljnih alkidnih smola s viškom OH grupa
sa diizocijanatima (slika 25).
Slika 25: Struktura uretanske alkidne smole
Svojstva dugouljnih alkidnih smola se u velikoj meri zadržavaju
u krajnjem proizvodu.
Uretanske alkidne smole su rastvorne u benzinu za lak (smeša
ugljovodonika, najčešće od C5 do C9, gde
je oko 85% alifatičnih ugljovodonika, a ostatak su aromatični),
kompatibilne su sa mnogim
komponentama koje se koriste za sintezu smola i imaju dobru
stabilnost pri skladištenju.
Za modifikaciju alkidnih smola koristi se najčešće
toluoldiizocijanat (TDI) ili izoforo-
diizocijanat. Primena izoforondiizocijanata smanjuje razvijanje
žute nijanse, povećava apsorpciju
pigmenta i smanjuje mogućnost stvaranja praškastog sloja
pigmenta i punila na površini pigmentiranog
premaza (tzv. ispraškavanje; engl. chalking resistance). Pri
proračunu se obrazovanje uretanske veze
poistovećuje sa obrazovanjem estarske veze. Reakcija se odvija u
dva stupnja: prvi stupanj je alkoholiza,
a u drugom stupnju dodaje se TDI. Reakcija se odigrava na nižim
temperaturama (70-90 ºC). Uretanske
alkidne smole su sušive na vazduhu; odlikuje ih brzo sušenje, a
očvršćavanje filma se odigrava
autooksidacijom. Uretanske veze doprinose žilavosti, dobroj
elastičnosti filma, otpornosti na vodu i
abraziju, kao i hemijskoj otpornosti. Koriste se za podove u
gimnastičkim salama, za premaze za drvo za
spoljašnju i unutrašnju upotrebu, za boje za brodove, za izradu
mat premaza ili premaza sa visokim
sjajem i izuzetnim mehaničkim svojstvima i velikom otpornošću
prema sredstvima za čišćenje i mnogim
sredstvima za dezinfekciju.
8.4. Modifikovanje alkidnih smola
Da bi se poboljšala pojedina svojstva, alkidne smole se
modifikuju. Modifikacija može da se izvede na
više načina, kako pre sinteze smole (modifikacija sirovina za
sintezu smole), tako i nakon sinteze. U
uretanska komponenta
alkidna komponenta
-
40
praksi je zastupljenija modifikacija alkidnih smola nakon
sinteze jer je lakše kontrolisati proces
modifikacije alkidnih smola.
8.4.1. Modifikacija sirovina za sintezu alkidnih smola
Upotreba oplemenjenih ulja
Kao polazne sirovine za sintezu alkidnih smola koriste se
različiti vidovi oplemenjenih ulja,
odnosno masnih kiselina. Prilikom oplemenjivanja ulja masne
kiseline reaguju međusobno obrazujući
dimere koji su dvofunkcionalni. Pri tome može doći do želiranja
šarže i o tome se mora voditi računa.
Oplemenjivanje može da se izvede na više načina:
1) delimično reagovanje nezasićenih veza ili reagovanje masnih
kiselina sa drugim nezasićenim
jedinjenjima (npr. anhidrid maleinske kiseline, AMK). Nastaju
viskozniji proizvodi, sa većom srednjom
molskom masom.
2) izomerizovanje: cis izomeri se prevode u trans izomere ili se
menja položaj dvostruke veze u
mo