2/8/01
Agricultural and Biosystems Engineering
crh/cjb/tjb
Iowa State University
1/7/08Agricultural and Biosystems Engineering
crh/cjb/tjb
Iowa State University
12/03
Chapter 7Grain Drying FundamentalsC.R. Hurburgh, Jr., C.J. Bern
and T.J. Brumm(2004Chapter Contents17.1 Basic Principles7-
17.1.1 Aeration rates7-
17.1.2 Deep-bed natural-air bin drying.7-
2Aeration rate7-
2Air conditions7-
4Adiabatic absorption7-
5Equilibrium point7-
6Drying rate7-
6Drying time7-
8Drying zone7-
8Shelled Corn Storage Time7-
9Minimum airflow rate7-
107.1.3 Deep-bed grain dryer with heat added.7-
10Addition of heat7-
10Aeration rate7-
10Air Conditions, Adiabatic Absorption and Equilibrium
Point7-
10Drying rate7-
10Drying time7-
12Drying zone7-
12Shelled Corn Storage Time7-
12Summary of Comparison to Natural-Air Drying7-
137.2 Overdrying7-
137.2.1 Stirring7-
137.2.2 Stirring Example7-
13Air Conditions, Adiabatic Absorption and Equilibrium
Point7-
15Drying rate7-
15Drying time7-
15Shelled Corn Storage Time7-
16Summary of Comparison to Drying Without Stirring7-
177.2.3 Batch removal7-
177.2.3 Thin-layer drying7-
The Table of Contents is continued on the next pageChapter
7Grain Drying Fundamentals
C.R. Hurburgh, Jr., C.J. Bern and T.J. Brumm(2004
Chapter Contents
(continued)
177.3 Other Considerations7-
177.3.1 Energy Efficiency7-
197.3.2 Limitations of the Psychrometric Analysis7-
197.4 Drying at High Temperatures7-
197.4.1 High temperature drying fundamentals7-
217.4.2 Rating of High Temperature Dryers7-
247.5 Homework Problems and Questions7-
257.6 References7-
Chapter 7
Grain Drying FundamentalsThe design, selection, and operation of
grain drying equipment should be based on an understanding of grain
drying principles and the factors influencing dryer performance.
This chapter describes the drying process, based on an
understanding of the Psychrometrics of Drying from Chapter 4.7.1
Basic Principles7.1.1 Aeration ratesThe process of drying grain is
something like evaporating water from a damp towel by placing the
towel in an airstream. You pass air through the grain so that the
air can pick up and carry away water. The process of moving air
through grain is often called aeration.Aeration rates are often
specified in cfm/bu. Table 7-1 gives some common aeration rates,
which depend on the type of application. The term fluidization in
Table 7-1 refers to grain becoming suspended or fluidizing as the
force of the air from underneath approaches grain weight.Table 7-1.
Typical grain aeration rates.ApplicationGrain aeration rate
cfm/bu*
Quality maintenance1/50 to 1
Natural-air bin drying1 to 3
Heated-air bin drying2 to 12
Batch or continuous-flow column dryers50 to 150
Fluidization~ 400
* The definition of the bushel may vary. Most common is 1 bu =
1.245 ft3.What happens in a grain mass when air is passed through?
We will answer this question by examining the simplest possible
drying system: natural air moving through a stationary grain mass
several feet deep. 7.1.2 Deep-bed natural-air bin drying.
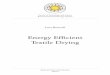
Figure 7-1 illustrates a natural-air bin drying situation that
we will use to describe the process of drying grain.
Figure 7-1. Deep-bed, natural-air grain drying example.Aeration
rate
The bin in Figure 7-1 contains 50,000 lb of corn at 20%
moisture. Assuming 1 bu = 56 lb @ 15.5% (equivalent to 47.32 lbs of
dry matter per bushel), the amount of grain is calculated as:
With the fan delivering 10,000 cfm, the aeration rate is:
This is within the range for natural-air bin drying in Table
7-1.
Air conditions
Atmospheric air is being moved up through the grain in the bin
of Figure 7-1. Assuming the scenario takes place in October in
central Iowa, we can estimate average conditions for the month from
the October maps of Figure 7-2.
Figure 7-2. Wet bulb temperatures and wet-bulb depressions.
(ASAE, 2003).Solid lines on the maps are lines of constant average
temperature for the month. Locating central Iowa on the left map
and interpolating between solid lines, read an average wet bulb
temperature of 47oF. From the right map, read an average wet bulb
depression of 6oF. The wet-bulb depression is defined as:
(Eq. 7-1)
Thus, the initial dry-bulb temperature of the air being moved
through the grain is:
53F
This condition, TWB = 47F and Tdb = 53F, defines an air state
and thus a point on the psychrometric chart. This state point
(labeled as A) is shown in Figure 7-3.
Figure 7-3. Natural-air drying example plotted on psychrometric
chart.We can determine the equilibrium moisture content of corn in
the bin. Referring to Figure 2-3, the air at state A is in
equilibrium with corn at about 14.0% moisture. Since 14.0% is less
than 20%, this air is capable of removing moisture from the corn
and, in fact, can eventually dry it to 14.0% moisture.
Adiabatic absorption
As air moves up through the grain, it gives up heat which
evaporates water from kernel surfaces. This water vapor is picked
up and carried out (absorbed) by the airstream. This process is
adiabatic (no heat loss or gain) since it uses no other heat but
the heat which is carried in by the airstream.
This process of adiabatic absorption can be traced as a line of
constant wet bulb temperature on the psychrometric chart (from
state A to state B) as sketched in Figure 7-3.
Starting from point A, air simultaneously decreases in
temperature and increases in absolute humidity and follows a line
of constant wet-bulb temperature. This also approximates a line of
constant enthalpy. Sensible heat from the air evaporates water,
which raises the absolute humidity of the air as it is picked up in
vapor form. But how do we determine where point B is
located?Equilibrium point
As air moves up through the grain, it continues to cool and pick
up moisture until it reaches a state of equilibrium with the corn
where the net transfer of water between corn and air is zero. This
state can be defined on the psychrometric chart as the intersection
of the process line and the equilibrium moisture line for 20%
moisture corn.
Here is how to draw the equilibrium moisture line. Refer to
Figure 2-3, Equilibrium Moisture Content for Corn. Move
horizontally along the 20% moisture line as it crosses the lines of
constant temperature, and record relative humidity at these
intersections:
Moisture, % Temp, F Relative humidity, %
204086
205590
207092
The three temperature-relative humidity combinations can be
plotted on the psychrometric chart. The smooth curve through these
three points defines the conditions where 20% moisture corn is in
equilibrium with the air. This is illustrated in Figure 7-4.
Figure 7-4. Corn equilibrium moisture line for the natural-air
bin drying example.
The process line can then be extended along the wet-bulb line to
its end point, where it intersects the 20% equilibrium line. Thus,
point B is located in Figure 7-3.As shown on the psychrometric
chart sketch of Figure 7-4, this intersection corresponds to 49.5oF
and 88% RH. Thus, in this process, air enters the 20% moisture corn
at 53oF, 65% RH and then gains moisture and decreases in
temperature as it moves up through the corn and eventually comes to
49.5oF, 88% RH. This is the state at which the air leaves the
corn.
Equilibrium lines for other corn moistures can also be drawn on
the psychrometric chart. Lines for moistures higher than 20% will
be closer to the saturation line, and for corn moistures above 25%,
the equilibrium line can be assumed to be the saturation line. This
means that air moving through corn at 25% moisture or above will
come to saturation if the grain is deep enough. Figure 7-5 shows
equilibrium lines for different corn moisture contents. Note that
the equilibrium moisture lines are not the same as the relative
humidity lines on the psychrometric chart.Drying rate
Since we know the airflow rate and the beginning and ending
state points for our adiabatic absorption process, we can calculate
the drying rate (rate of water removal) from the corn. In Chapter
4, we already discussed drying rate.
(Eq. 4-3)
where:DR = drying rate, lbs H2O / hr
Qm = mass airflow rate, lbs dry air/hr
(w = change in absolute humidity, lbs H2O / lb dry air
Q = airflow rate, ft3/min or cfm
V = specific volume of air entering the fan, ft3/lb dry air
60 = conversion factor, minutes to hours
In this example:
45.98 lbs H2O / hrDrying time
The ambient air in this example is capable of drying this corn
to 14.0% moisture. Knowing the corn is initially at 20% moisture,
and knowing the rate of moisture removal, we can compute a drying
time from the weight loss equation developed in Chapter 2:
(Eq. 2-6)
Figure 7-5. Equilibrium lines for various corn moistures.In this
example:
-34,884 lbs
The time required to remove this amount of water is:
(Eq. 7-2)where: t = drying time, hr
(W = weight of water to be removed, lbs H2O, from Equation
2-6
DR = drying rate from Eq. 4-3, lbs H2O/hr
Assuming the drying rate stays constant until all water that can
be removed is removed, drying will take:
Drying zoneThe process of adiabatic absorption takes place in a
drying zone which may be one to ten feet thick, depending on
airflow rate, grain moisture, and air conditions. Grain above this
zone is in equilibrium with air at the end of the process line
(point B) and grain below this zone is in equilibrium with air at
the start of the process line (point A). If air is moving up
through grain supported on a full perforated floor as in this
example, the drying zone forms at the bottom of the bin and then
slowly moves up through the grain until its top (the drying front)
and later its bottom move out through the top surface of the
grain.
Figure 7-6 shows the drying zone about halfway up through the
grain mass. Above the drying zone, grain remains at 20% moisture
and is cooled to 49.5F by the air. Below the drying zone, grain at
14.0% moisture is in equilibrium with, and at the temperature of,
the incoming air.Shelled Corn Storage TimeCorn near the top surface
of the grain mass has the highest risk of spoilage because it
remains at 20% moisture until the drying front passes through, and
is the last to dry. In our example, this grain remains at 20%
moisture until nearly the end of drying, that is, 30.5 days.
Will this corn spoil? It is being stored at 49.5F. Referring to
Table 5-1 to determine the Shelled Corn Storage Time (SCST):
SCST20%, 49.5 = 67 days
Since 67 days > 30.5 days, the grain is not at risk of
spoilage. In fact, we could dry it much more slowly and still not
risk spoilage. But we have used up approximately half of the
SCST.
Figure 7-6. Property changes within the drying zone for
natural-air drying example.Minimum airflow rate
If we set t in Equation 7-2 to the SCST, we can find the minimum
airflow rate necessary to dry the corn and yet avoid spoilage.
t = 67 days = 1,608 hours
lbs H2O/hrNow, we can solve for the airflow rate, Q, in the
drying rate equation (4-3) for Q:
4,578 cfm or approximately 4,600 cfmThis says that we could
replace the 10,000 cfm fan with a 4,600 cfm fan and still complete
drying within the SCST. It is likely that the smaller fan would
require less total energy to complete drying.
Note, however, that it is unlikely that the ambient air
conditions would remain, on average, the same for the entire 67
days. Thus, the drying rate would not be constant. The SCST would
also change, because the temperature of the grain would decrease as
well. A more detailed analysis is necessary to account for these
changes.7.1.3 Deep-bed grain dryer with heat added.
Addition of heatIn the natural-air drying example in section
7.1.2, a fan moved 10,000 cfm of ambient air through a bin of
20%-moisture corn. What happens if heat is added to this ambient
air before it enters the corn? Here, will examine the same system
with 11F of heat added to the airstream. This is illustrated in
Figure 7-7.
The 11F occurs because of 2F due to fan and motor inefficiency
(a common assumption for bin-type dryers) and 9F from a heater. The
heater could be an electrical resistance type or a gas burner. The
source of heat does not affect results. Aeration rate
In this example, the aeration rate does not change. The corn is
still being aerated with 10,000 cfm of air, a rate of 1.2
cfm/bu.
Air Conditions, Adiabatic Absorption and Equilibrium Point
The psychrometric chart process for this example is shown in
Figure 7-8. The starting point (State A) is the same as the
natural-air example. The horizontal process line (heating) shows
the addition of heat, causing air to change from 53F and 65% RH
(State A) to 64F and 44% RH (State C). Just as in the natural-air
example, the process line follows the wet-bulb line (adiabatic
absorption) until it intersects with the 20% equilibrium moisture
content line (State D). The 20% equilibrium moisture content line
is the same as in the natural-air example (from Figure 7-5).Drying
rate
The drying rate will increase with the addition of heat. In
fact, this is the main reason heat is added.
114.94 lb H2O/hrThis drying rate is 2.5 times the rate of the
natural-air example.Drying timeWhile there is an increase in drying
rate (114.94 vs 45.98 lb H2O/hr) , there is also an increase in the
amount of water that must be removed, as evidenced by the decrease
in the Equilibrium Moisture Content (14.0% vs. 10.5%). The amount
of water to be removed is calculated as:
53,073 lbs H2OThe drying time is:
461.7 hr = 19.2 days
Figure 7-7. Deep-bed dryer with added heat example.
Figure 7-8. Heated-air drying example plotted on psychrometric
chart.Drying zone
The drying zone for this heated-air, deep-bed drying example is
similar to that natural-air example. Grain above this zone is in
equilibrium with air at the end of the process line (point D) at
54F, 88% RH and 20% moisture content. Grain below this zone is in
equilibrium with air at the start of the process line (point C),
64F, 44% RH and 10.5% moisture content.Shelled Corn Storage
TimeCorn near the top surface of the grain mass has the highest
risk of spoilage because it remains at 20% moisture until the
drying front passes through, and is the last to dry, just like in
the natural-air drying example. In the heated-air example, this
grain remains at 20% moisture until nearly the end of drying, that
is, 19.2 days.
Will this corn spoil? It is being stored at 54F. Referring to
Table 5-1 to determine the Shelled Corn Storage Time (SCST):
SCST20%, 54 = 46 days
This compares with 67 days in the natural-air example where the
grain temperature was lower, 49.5F.
Since 46 days > 19.2 days, the grain is not at risk of
spoilage. In fact, we could dry it much more slowly and still not
risk spoilage. But we have used up approximately 40% of the SCST,
compared to approximately 50% in the natural-air example.Summary of
Comparison to Natural-Air DryingThe effect of heating the air is
summarized in Table 7-2. Some key points: Air entering grain
changes to 64F, 44% RH. Because of this, grain will be dried to
10.5%, and an additional 18,189 lbs of water must be removed.
The absolute humidity of the air exiting the corn increases to
0.0079 lb water/lb dry air. This results in an increased drying
rate, and a reduced drying time. Air leaving the corn (and all the
wet corn) is at 54F. The SCST decreases from 67 to 46 days.
Table 7-2 Effects of 11F temperature rise on natural-air drying
example.Drying AirFinal moisture (%)Wet grain storage temperature
(F)Shelled Corn Storage Time during drying (days)Drying rate (lb
H2O/hr)Drying time (days)
Natural air14.049.56746.031.6
11F rise10.55446114.919.2
7.2 OverdryingOne of the problems of fixed-bed dryers such as
those illustrated in the previous natural-air and heated-air
examples is that all the grain must be dried to equilibrium in
order to dry the wet grain at the top of the bin. This often
results in overdrying--drying the grain to a lower moisture then is
necessary. Overdrying is undesirable for several reasons:
Energy for heat and fan operation is wasted.
Mass, and thus saleable weight, is decreased.
Grain is left in a state more susceptible to breakage.
Stirring and batch removal can be used to avoid overdrying.
7.2.1 Stirring
Some dryers are equipped with stirrers which mix grain during
drying. Stirring is done with small open augers suspended
vertically in the grain or with recirculation of grain drawn off
the bottom. If grain is kept stirred, the drying zone consists of
the entire grain depth. Moisture content will be nearly uniform
throughout the grain mass, and drying can be stopped when the
desired moisture is reached. Equilibrium moisture content need not
be reached anywhere.
Stirring also lengthens the Shelled Corn Storage Time because
all wet grain begins to dry immediately. Airflow is increased by
the loosening effect of stirring. Since all grain begins to dry
when drying is started, no wet layer remains above the drying zone
to allow air to pick up its maximum moisture load. As a result,
energy efficiency decreases since the water-holding capacity of the
air is not being fully utilized.Airflow effects of stirring are
discussed in Chapter 8. Drying methods using stirring are discussed
in Chapter 9.
7.2.2 Stirring Example
Consider the previous heated-air example, where average air in
October in central Iowa is heated 11F. This time, however, the
grain will be stirred and the drying will be stopped at 15%
moisture content. This example is illustrated in Figure 7-9. Note
that the aeration rate was chosen to be the same as the previous
examples.Air Conditions, Adiabatic Absorption and Equilibrium
Point
The psychrometric chart process for this example is shown in
Figure 7-10. The starting point (State A) is the same as the
natural-air example. The horizontal process line (heating) shows
the addition of heat, causing air to change from 53F and 65% RH
(State A) to 64F and 44% RH (State C). Then, just as in the
natural-air example, the process line follows the wet-bulb line
(adiabatic absorption) until it intersects with the 20% equilibrium
moisture content line (State D). The 20% equilibrium moisture
content line is the same as in the natural-air example and is found
on the psychrometric chart in Figure 7-5.
Figure 7-9. Example of deep-bed heated-air drying with
stirring.With stirring, however, the entire grain mass begins to
dry. As this happens, the end-point of the process line will
gradually move from the 20% equilibrium moisture content (State D)
to the 15% equilibrium moisture content line (State D).
Figure 7-10. Heated-air drying with stirring example plotted on
psychrometric chart.Drying rate
The drying rate is not constant, unlike the previous examples.
At the beginning of drying, the drying rate is determined by the
difference in absolute humidity ((w) from State C to D. At the end
of drying, the drying rate is determined by (w from State C to D.
The average drying rate can be estimated by using the average of
the two absolute humidity differences.
(Eq. 7-3)
where
In this example:
0.0020 lbs H2O / lb dry air
91.95 lbs H2O / hrDrying timeThe amount of water to be removed
is calculated as:
29,412 lbs H2OThe drying time is:
319.9 hr = 13.3 daysShelled Corn Storage TimeDetermining the
Shelled Corn Storage Time (SCST) is more difficult than the
situations where the grain is not stirred. At the beginning of the
drying time, the SCST is determined by the starting moisture
content (20%) and the dry-bulb temperature of the air within the
grain mass (54F):
SCST20%, 54 = 46 days (from Table 5-1)However, because of
stirring, the entire grain mass begins to dry and the temperature
begins to slowly rise to 58F. Just at the end of drying, the SCST
is:
SCST15%, 58 = 329 days (from Table 5-1)Which SCST should be
used? Obviously the answer is somewhere between the two extremes. A
fairly precise determination could be made by predicting the grain
conditions on a continuous basis, and calculating the continuous
consumption of the SCST. This method, however, would require
numerous calculations and most likely, a computer.A simpler, but
unfortunately less accurate method is to determine the SCST for the
average conditions of 17.5% moisture content (average of 15% and
20%) and 56F (average of 54 and 58):
SCST17.5%, 56 = 102 days (interpolating from Table 5-1).
Use the SCST of the average conditions during drying for
deep-bed drying with stirring. This result is conservative in that
it is smaller than the average of the two SCSTs of the starting and
ending conditions (187.5 days = [46+329]). Thus in this example,
the amount of SCST used during the drying process is:
Thus, at the end of drying, the grain mass at 15% moisture and
58F, the remaining SCST is:
286 days remainingSummary of Comparison to Drying Without
StirringTable 7-3 summarizes the differences between the examples
of natural-air drying, heated-air drying, and heated-air drying
with stirring.
Table 7-3. Effects of Stirring and 11F temperature rise on
natural-air drying example.Drying AirFinal moisture (%)Wet grain
storage temperature (F)Shelled Corn Storage Time during drying
(days)Drying rate (lb H2O/hr)Drying time (days)
Natural air14.049.56746.031.6
11F rise10.55446114.919.2
11F rise with stirring15.0
(chosen)54 to 5810292.0
(average)13.3
Notice that stirring overcomes the problem of overdrying the
final moisture content does not depend on the ambient air
conditions. Adding heat to the drying air increases the drying rate
and decreases the drying time.7.2.3 Batch removal
Another technique for controlling overdrying is to stop drying
when average moisture content of the entire mass of grain is at the
desired value. At this point, bottom grain will be very dry, the
top grain still wet as this grain is removed, mixing takes place.
The batch is assumed to all be at its average moisture content
after removal. Mixing during handling, followed by aeration, is
relied on to equalize moisture content. Grain dried in this way is
at a higher storage risk because wet kernels remain above the
average moisture content of the batch. It must be dried 1 to 2
percentage points drier than grain totally dried to equilibrium to
be safe for storage under similar conditions.
7.2.3 Thin-layer drying
If grain depth is reduced to less than the thickness of the
drying zone, then moisture variation across the grain bed during
drying will be reduced. The average moisture of this thin layer
more closely approximates the moisture of kernels at the top and
bottom of the layer. Thin-layer drying uses more energy because air
leaves without its maximum water load.Thin-layer drying is common
in high-temperature dryers (180oF and up). Grain is usually 1 ft
deep. Energy consumption is much higher than either batch-removal
or stir-dry systems. High-temperature drying is discussed later in
this chapter.7.3 Other Considerations7.3.1 Energy EfficiencyEnergy
is required to evaporate water. If no energy is added from another
source, the temperature of the air will fall--to the wet bulb
temperature if the air becomes saturated. In this way, energy is
shifted from temperature (sensible heat) to evaporated water
(latent heat). The latent heat of vaporization defines the amount
of energy required to evaporate free water (ASAE, 1999):
(Eq. 7-4)
where:LVH = latent heat of vaporization of free water at
saturation, BTU/lb H2O
TDB = dry-bulb temperature, (FThe rate (Btu/h) at which energy
is being shifted to latent heat is the drying power output:
(Eq. 7-5)
where:Ed = output drying power, Btu/hr
Q = airflow rate, cfm
LHV = latent heat of vaporization, BTU/lb H2O, from Equation
7-4
(w = difference in absolute humidity of ambient air and air
exiting the grain,
lb H2O/lb dry air
V = specific volume of air at Q, ft3 / lb dry air, typically at
fan inputEd is therefore the product of the drying rate and the
latent heat of vaporization. Drying energy is the useful output in
a drying system.
If heat is added to an airstream, the maximum possible (w will
increase, but the benefit which can be ascribed to the heat is only
the increase in (w over and above natural air capabilities.
Whenever energy is used to perform a task, the efficiency of its
use should be considered. Efficiency is defined as the ratio of
useful output to input required. In the case of grain drying,
evaporated water is the useful output. Evaporated water can be
converted to energy equivalent units with equation 7-5. The inputs
to grain drying are power to the fan and heat, if used. In its most
general form, the equation for grain drying efficiency is:
(Eq. 7-6)
where:(t= energy efficiency, %
Ed = drying power, BTU/hr, from Equation 7-5
Ef = input power to fan, Btu/hr
Eh = input power to heater, Btu/hrEquations 4-4 (input power to
heater) and 7-5 (output drying power) can be substituted into
Equation 7-6:
(Eq. 7-7)
where:(h = difference in enthalpy between heated and ambient
air, BTU/lb
Input power to the fan (Ef) can be estimated or measured. One
way to estimate it is to use a graph of fan energy efficiency for
the particular fan being used. This concept is explained in Chapter
8. Fan efficiency (cfm/watt) is plotted against fan static
pressure. If Qw is known, then Ef can be calculated:
Eq. 7-8
where:Ef = input power to the fan, BTU/hr
Q = airflow rate, cfm
Qw = fan efficiency, cfm/watt
3.413 = conversion factor, BTU/watt-hr
Substituting into equation 7-7 we obtain:
EMBED Equation.3 Eq. 7-9Notice that Q, the volumetric airflow,
cancels out. It is not irrelevant, however, for a given fan, Qw
will change for different values of Q. It is possible for (t to be
greater than 1.0. An efficiency greater than 1.0 means that more
energy is available in the drying capabilities of the natural air
than is required to move the air through the grain. Efficiencies
greater than 1.0 will most likely occur when no supplemental heat
is being added. It is impossible for supplemental heat to be fully
utilized for drying. Exhaust air, even if saturated, will be at a
higher temperature than it would have been if no heat were added.
Heat warmed the air mass as well as removed moisture.
It is also possible to calculate the utilization efficiency of
supplemental heat only. Only the part of the (w over and above that
obtainable with the natural air can be attributed to supplemental
heat.
7.3.2 Limitations of the Psychrometric Analysis
Using psychrometrics to analyze grain drying requires these
assumptions:
1. Air leaves the grain in equilibrium with the wettest
grain.
2. Incoming air conditions are constant over the drying
period.
3. No heat is lost to, or gained from, the surroundings.
4. Latent heat of vaporization of moisture in grain equals that
of free water.
These assumptions are reasonably good up to a point. Above
120oF, the equilibrium assumption is not necessarily good; other
theories must be used to predict drying at high temperatures. If
grain depth is less than drying zone thickness, air will not leave
the grain in equilibrium. Therefore, increasing temperatures and
smaller depths will both reduce drying efficiency, and will limit
the accuracy of simple psychrometric analyses.
7.4 Drying at High Temperatures
7.4.1 High temperature drying fundamentalsPsychrometrics dictate
that heated air will remove moisture much faster than the natural
air alone. When speed and high capacity are desired it is necessary
to use higher air temperatures.
There are problems associated with higher temperatures--problems
not found in natural air and low heat dryers:
1. Germination is reduced at grain temperatures above 100oF.
Steffen (1962) found germination percentage of corn fell to 0% as
grain temperature was raised from 100oF to 180oF. Air temperature
for seed grain drying is usually limited to less than 100oF. The
effect of germination on feed value is not known.
2. Heat causes cracking of grains and brittleness of seed coats
(Foster 1973). This means that high-temperature-dried grains are
more susceptible to future breakup and mold invasion of exposed
starch. The rapid cooling that occurs in many dryers is responsible
for much of the cracking. Cracking increases as grain temperatures
approach 220o-230o. Grain temperature not air temperature is the
important variable.
3. Drastic overdrying can occur. In many cases, controlling
over-drying will reduce fuel consumption per bushel.
4. Air is not saturated as it leaves the grain. This means not
all the drying potential of the air has been used.
5. Wide variations in moisture content among dried kernels are
possible, making storage more difficult.
Higher drying temperatures can solve problems of capacity and
Shelled Corn Storage Time.Air over 120oF will not reach
equilibrium. Also, the Latent Heat of Vaporization (LHV) of water
cannot be assumed to be that of free water, as water in grain is
more difficult to evaporate since it must migrate from the interior
of the kernel. Therefore, Assumptions 1 and 4 of the psychrometric
analysis of grain drying does not hold. Complex equations are
available to represent high temperature drying, but computer
simulations are needed to solve them. There is, however, a way to
estimate performance of high temperature dryers without complicated
calculations.
Estimates of the Latent Heat of Vaporization (LHV) of water in
grain at higher air temperatures are given in Table 7-4. The values
in the table can be used to estimate the energy required to dry
grain at higher temperature, as demonstrated in the following
section.Table 7-4. Latent Heat of Vaporization of water in grain at
higher air temperatures.
Air temperature(F)Latent Heat of Vaporization
(BTU/lb H2O)
120 to 1601,500
More than 1602,200
Source: CAST (1975).7.4.2 Rating of High Temperature Dryers
Heated air dryers are often rated in bushels per hour (bph) at a
fixed number of points of moisture removed.
Example
Situation:A high-temperature dryer with a propane burner is
rated at 300 bph with 5 points removal when drying corn from 20.5%
to 15.5% moisture content.
Questions1.How large a burner is required? In other words, what
is Eh?
2.How much fuel does it require per bushel?
3.Given airflow, what temperature is needed, or given
temperature, what airflow is needed?
Note: You must always consider the stated points removal. This
dryer will not, for example, give 300 bph drying from 24% to 15%.
Also the bushel is not always defined; the discussion here will
assume 1 bu = 56 lb @ 15.5% for corn (see Chapter 2 for a
discussion of bushel definitions). The use of the standardized
bushel is the most meaningful way to compare dryers.
To answer question 1, we need the drying rate. At 20.5%, a
bushel (base on 56 lbs @ 15.5% moisture) weighs 59.5 lb. This
bushel will weigh 56 lbs when dried to 15.5%. Therefore:
Water removed = (W = (59.5 56.0) = 3.5 lb / bu
1,050 lb H2O / hrIf 2,200 BTU are required per pound of
water:
2,310,000 BTU/hr or 2.31 million BTU/hrQuestion 2 can be
answered if we recognize that 1 gallon of propane provides 92,000
Btu when it is burned.
25.1 gal / hr
0.084 gal/bu
Assuming propane costs $0.90/gallon:
$0.075 / bu or 7.5 per bushelTo answer question 3, assume Q is
given and that you are looking for a temperature. Suppose the
airflow rate is 15,000 cfm at average October conditions in central
Iowa. Refer to Figure 7-3 for the psychrometric properties of that
ambient air (State A)Q = 15,000 cfmV= 13.05 ft3/lb dry air
Eh= 2.31 million BTU/hrFrom Equation 4-4:
(h = 33.5 BTU / lb dry air
The enthalpy of ambient air is 19.7 BTU/lb dry air. Therefore,
the enthalpy of the heated air should be 19.7 + 33.5 = 53.2 BTU/lb
dry air.On a high temperature psychometric chart (Figure 7-11)
follow the line of 53.2 Btu/lb dry air down until it crosses the
horizontal line of w = 0.0054 lb water/lb dry air. Remember that
the absolute humidity did not change in the heating. Read Tdb =
190oF. Thus, 2.31 million Btu/hr added to 15,000 cfm will increase
its enthalpy by 33.5 BTU/lb dry air and raise its temperature from
53F to 190F from 53oF.
Had Tdb been known (and thus (h), we could have solved for
Q.
Figure 7-11. High-temperature psychrometric chart.7.5 Homework
Problems and Questions7-1.Compute the equilibrium moisture content
of corn dried in ambient air for the months of September, October,
November, and December for Sioux City, IA (northwest corner) and
Keokuk, IA (southeast corner).
7-2.A bin contains 150,000 lb of 26% moisture corn. Outside air
is at 81oF dry bulb and 58oF wet bulb. This air is heated 4oF
before reaching the corn. The fan delivers 8,800 cfm.
a.Sketch a psychrometric chart and on it show process lines,
temperatures, relative humidity and absolute humidity.
b.To what moisture will this corn eventually come if the fan is
left on?
c.How much total weight of water will be removed in this drying
process?
d.How long can drying take in order to avoid spoiled corn
(days)?e.How many days will it take to dry the corn?
7-3.A bin contains 600,000 lb of corn at 18% moisture. A fan
delivers 20,000 cfm to this bin. Ambient air is at 52oF dry bulb
and 30% relative humidity. Power input to the fan causes an 8oF
temperature rise to the air.
a.To what moisture content will the system dry the corn?
b.How long can be allowed to dry corn without spoilage?
c.Assuming air conditions stay the same, what is the minimum
airflow rate (cfm) which would complete drying within the Shelled
Corn Storage Time (SCST)?d.How many days of the SCST were lost due
to the 8oF temperature?
7-4.Corn at 26% moisture is placed in a 24-ft bin to a depth of
12 ft. This corn weighs 260,576 lbs. It is to be dried using air at
a constant condition of 55oF, 75% RH. Compute the minimum airflow
(cfm) required to complete drying without grain spoilage.7-5.A
natural air drying system is designed for an aeration rate of 1.0
cfm/bu. Assuming average weather conditions for October in Central
Iowa, what is the maximum moisture content of corn to be placed in
this bin without spoilage during drying? Assume air is heated 2oF
by fan heat. Assume 1 bu = 56 lb @ 15.5% moisture.
7-6.A bin contains 500,000 lb of corn at 13% moisture. This corn
is to be aerated with 99% relative humidity air at 55F at a rate of
12,000 cfm. Assuming the equilibrium moisture curves for corn are
valid for this adsorption process, to what moisture content will
this corn eventually come? How many hours of fan operation will be
required? How many hours should the fan be operated if the manager
wants to add enough moisture to bring the mass to 15.5% moisture
and then stir the corn to even out the moisture content? Note: In
practice, re-wetting in this manner should be carried out with
caution because of bin stresses which are likely to result from
expanding kernels.
7.6 ReferencesASAE, 1999. ASAE Data ASAE D271.2, ASAE standards.
American Society of Agricultural Engineers, St. Joseph, MI.
ASAE, 2003. ASAE Data ASAE D309.1, ASAE standards. American
Society of Agricultural Engineers, St. Joseph, MI.
CAST, 1975. Potential for energy conservation in agricultural
production report no. 40. Council for Agricultural Science and
Technology, Ames, IA.
PAGE
_1137610225.unknown
_1137618899.unknown
_1137841883.unknown
_1137868697.unknown
_1137868789.unknown
_1137872834.unknown
_1137841903.unknown
_1137620726.unknown
_1137621398.unknown
_1137841852.unknown
_1137841867.unknown
_1137841803.unknown
_1137621412.unknown
_1137620951.unknown
_1137621100.unknown
_1137620828.unknown
_1137619070.unknown
_1137620546.unknown
_1137619057.unknown
_1137615323.unknown
_1137618251.unknown
_1137618392.unknown
_1137615514.unknown
_1137617516.unknown
_1137615056.unknown
_1137615202.unknown
_1137614314.unknown
_1137094826.unknown
_1137417212.unknown
_1137609637.unknown
_1137416646.unknown
_1137416976.unknown
_1137094158.unknown
_1137094751.unknown
_1136627357.unknown
_1137094043.unknown
_1133787522.unknown