Embed Size (px)
Citation preview
機械設計製図
第7~9(10)回:授業資料
計画図の作成
教室:N棟6階,N602a室 設計製図室
火曜日 担当:吉川

1.6 設計の流れ
設計作業は,
機能 → 機構 → 構造
を何度も繰り返し評価
しながら進んでいく。
(構想→基本設計
→詳細設計
一度の評価で設計がうまくいくことはない。
基本計画図
→ 最終計画図
までの作業が重要!

機械の構造はそれぞれの部品が働いている状態(組み立てられた状態)を考え,決定する。
↓
計画図 を完成度高く作ることがコツ!コストの8割はここで決まる。
1.7計画図の必要性


計画図の作成基本は、お手本図通りの粒度で主軸、羽根車、ケーシング、各部品図(製作図)を作成するための必要な情報を優先・・・形状、外形寸法(全長、ノズル高さ、センタハイト、など)、お互いの取り合い寸法(穴と軸のはめ合い公差)、基準面からの寸法、その他必要情報(主軸ねじ寸法、キー、各部軸径、ケーシング吸い込み、吐き出しフランジなど)
軸受台、軸受けカバー、ケーシングカバー
は、主軸、羽根車、ケーシングとの関係部分を正確に描けば、他は適当でよい
玉軸受は、内外径と幅を正確に。玉は中心線だけでも可(軸受けの型番を記入)
プラグやアイボルト等も、中心線のみでも可(座はちゃんと描く)

P3
Φ80or
Φ100
(Φ125)
100or
125
360or
470
Φ65or
Φ80
(Φ100)
285or
370
Φ24or
Φ32
50or
80225or
250
h1+h2>400あるいはf>470 ならばA1の
用紙
180or
200
(160)
225
主な外形の寸法は規格より決める(標準の活用)

吸込口径より決める

①、回転速度
②、吸込口径
③、羽根車呼び径
④、吐出し量
⑤、揚程

P3
短軸とする

①②
③
④
⑤⑥
⑦
⑧ この高さはp165の表(表中の記号h2)から決まる。
吐出し口のフランジ寸法から決まる。
①②
③
④
⑤⑥
⑦
⑧ この高さはp165の表(表中の記号h2)から決まる。
吐出し口のフランジ寸法から決まる。

計画図作成の開始ポイント
紙サイズの決定(h1+h2>400、あるいはf=470の場合は、A1になる)
中心線(軸中心、羽根車中心)を先ず描く
吸込みフランジ端面、吐出しフランジ端面
継ぎ手側軸端、を描く
羽根車のボス端面位置をプロットして、羽根車子午面を描く
主軸計算で求めた、a,b寸法に従い、軸受中心線を描く

A1方眼紙の枠取り、ゼロ点を決め中心線を引いたら
部品表エリア
ゼロ点は太線の交点
250
軸端dxl
a
f
上下を折り込んでドラフターに貼る
フランジ部は規格通りとし厚みをすぐに書く(2ヶ所)

・先ず羽根車から書く(メリディアン線図参照・主板、側板も)
L
・次にケーシングの内側、スタフィンボックスを決めてから 主軸へ
羽根車のボス端面を短管部の長さLと同一にしておく
a
lb

ベアリング位置の見直し
・aは短い方がbは長い方が機械として良好
組立・保守点検性を考慮して隙間設定
360or
470
50or
80
a b
fが470ならA1の用紙

この長さ(PX)を確認
・羽根車ボス端面とケーシング カバーとの隙間確保(約3mm)・ケーシングカバーの肉厚確保(約5mm以上)
・軸径:da からパッキン幅Wを決める(P170参照)・パッキンの本数を決める(4~5本)・パッキン押えの形状を決める
・スタッドボルト、ナットの長さを決める
ここが起点
・グランドパッキン保守スペースを確保できて、主軸設計で決めたa寸法で適切かどうかを確認

P170も参考にして

ベアリング位置の決め方
・左図の隙間設定後主軸の設計で設定したベアリング位置a、bを確認する・バランスが悪ければ位置を修正する
組立・保守点検性を考慮して隙間設定
約22mm(Min)
・a、bが変わったら危険速度とベアリングの寿命時間を見直す
360を狙う
a b
25を狙う

・主軸d1径の見直し
・d1径に近い大きい径の細目ねじ(ナットと羽根車の締付け面確保+緩みにくくする)
daとの段差を10mm以内とする
(径差による応力集中を避ける)
・ねじサイズの見直し

断面1
断面1
断面5
断面5
計画図には・ボリュート幅:b3・基礎円直径:D3を描く(14°の起点)・断面1:D3+h1・断面5:D3+h5
ケーシング断面の決め方ここは、渦巻室から吐出し口への滑らかな断面変化の過程で現れる形状(あまり悩まず描く)

BRGの隅Rと軸の隅Rとの干渉?
BRGの隅Rとケ‐シングの隅Rとの干渉?
BRGのアウタ‐レ‐スとケ‐シング突き当て部面積は十分か?
BRGのインナ‐レ‐スと軸突き当て部面積は十分か?
BRG角部はR1(最小)隅のRは1未満でなければ突き当て部が正確に当たらない指示なき溝底隅は通常R0.4であるので問題はない

P168
要注意
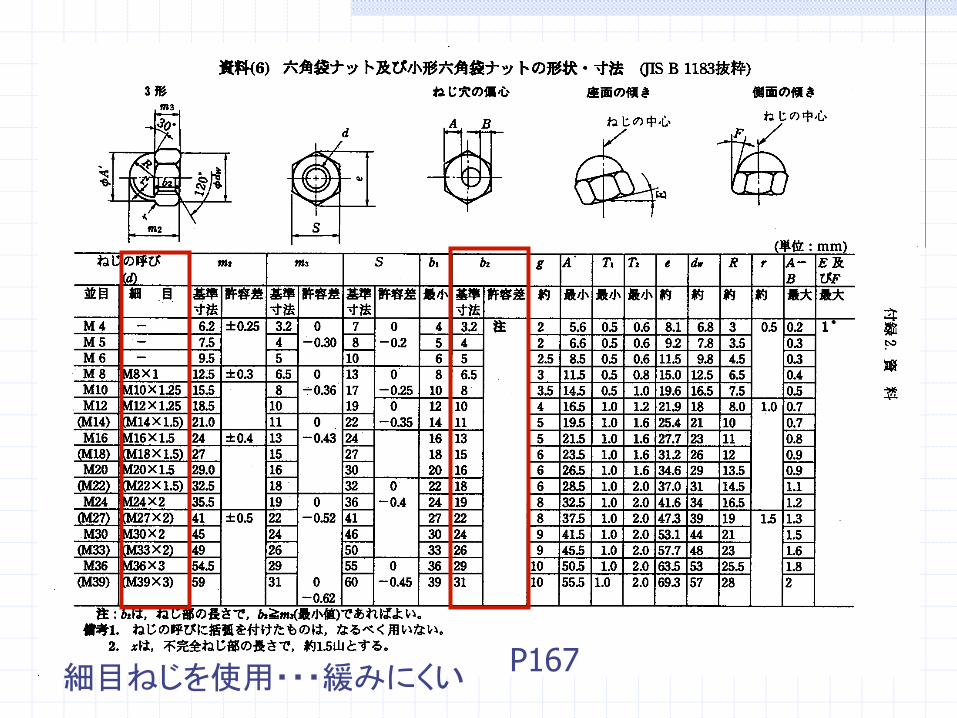
P167細目ねじを使用・・・緩みにくい

フランジは設計々算書『ケーシングの設計』2ページ目を使う(鋳鉄)
とば口に3~5㎜程度の直線部を取る配管内径に合わせる
特に吸込みフランジ(先端から目玉へ向かって斜めにしない)

9ページ目は使わない(鋼材)

注意点ケーシングとケーシングカバーの嵌合径>羽根車外径であること
二面当りとしないことケーシング~ケーシングカバー~軸受台は、3枚共締めとなる。ケーシングとカバー、カバーと軸受台、の端面が両方当たるような設計としないこと
ケーシングとカバーの端面はOリングを介してシール(密封)する重要な面であるのでここを当てる。カバーと軸受台端面は、1mm~2mmすき間を設ける


ケーシングとカバー間のOリング
GS規格のOリング(線径3.1)を用いて
ケーシング側に45°面取り加工を行い
三角溝型の取付けとする
ケーシング
カバー
4.1
4.1 線径3.1
内径
5m
mとび
ケーシングとカ
バーの嵌合径を
Oリング内径に
合わせる

ライナリング部摺動部長さ12~15mm程度羽根車側と3mm程度ずらす
(重なり12mm程度)
摺動すき間直径で0.42~0.45mm
ライナリングとケーシングのはめ合い公差
H7/m6
中間バメ打ち込み挿入
ライナリング材質CAC402
(青銅鋳物)…摺動性が良い
130H
7/m
6

摺動すき間を狭く、摺動長さを長くするほど漏れ量は減少…効率アップ
しかし
すき間狭いと、当たりやすい…摩耗、焼き付き
表面形状の工夫…溝付き(流路抵抗増大)
螺旋溝にすることもある
材質の工夫…近年は樹脂製も使用される
ライナリング部

ライナリング部
ここは目玉径に合わせる
5程度
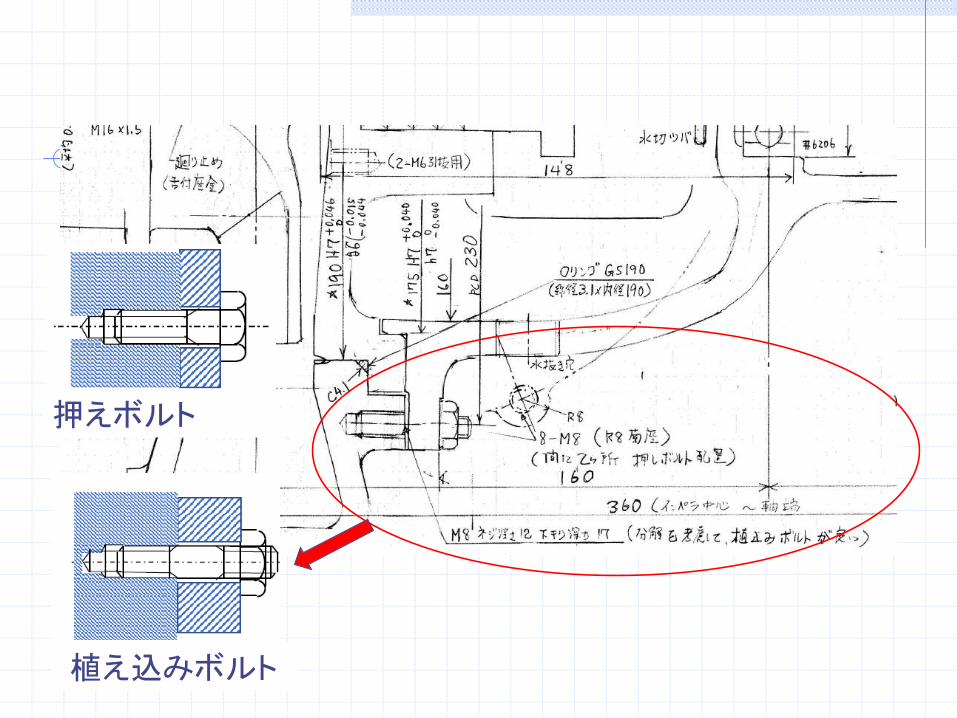
押えボルト
植え込みボルト

菊座
押しボルト
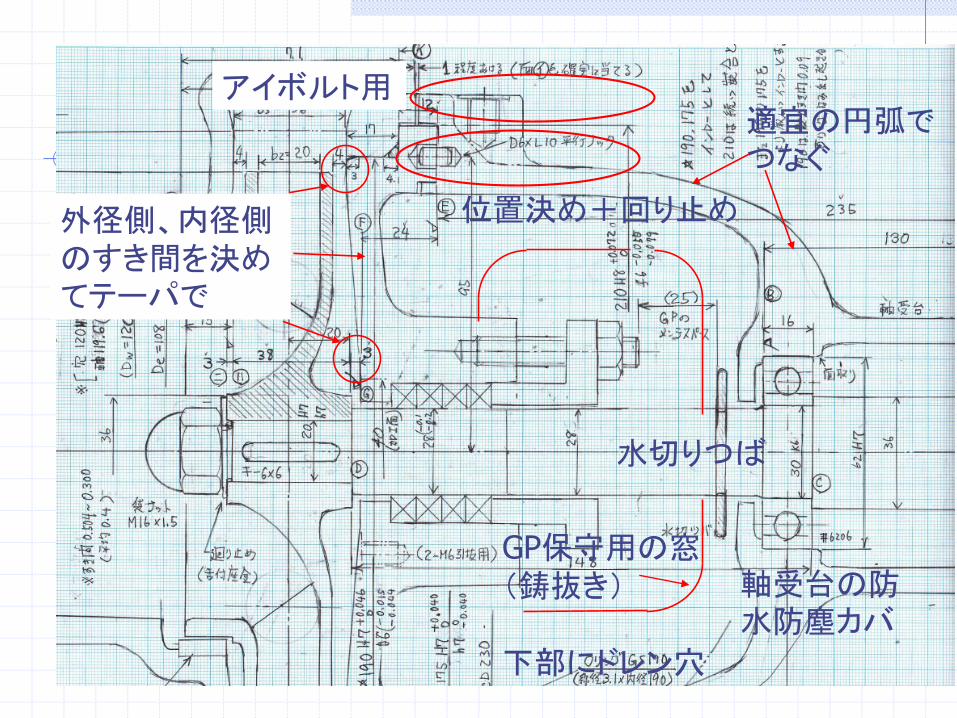
位置決め+回り止め
GP保守用の窓(鋳抜き)
下部にドレン穴
水切りつば
軸受台の防水防塵カバ
適宜の円弧でつなぐ
外径側、内径側のすき間を決めてテーパで
アイボルト用

圧力計取付用やドレン抜きの管用ねじは、標準図とお手本を参考にして
軸受カバーと軸受台脚はお手本を参考にして


はめ合い公差と干渉の確認

・寸法公差
・はめあい
(径方向の場合)

寸法公差


Φ30
21T~13L
+0.0210
+0.021+0.008
H7
m6
緊度遊隙表

■寸法公差(何処に、どれ程)はめ合い(隙間、中間、しまり)
H-hのはめ合いを多用し過ぎない
(H-hは、穴と軸がゼローゼロになることがあり、組立しにくい)
ケーシングカバーと軸受台のはめ合いを、芯出し上重要なのでH-hとする
ケーシングとカバーのはめ合いはH7-g6で良い(Oリングを装着して組みやすくする)
はめ合い公差(二乗平均値)と幾何公差(同芯度)から考えて、羽根車とライナリングのすき間を十分確保できることを確認

穴基準
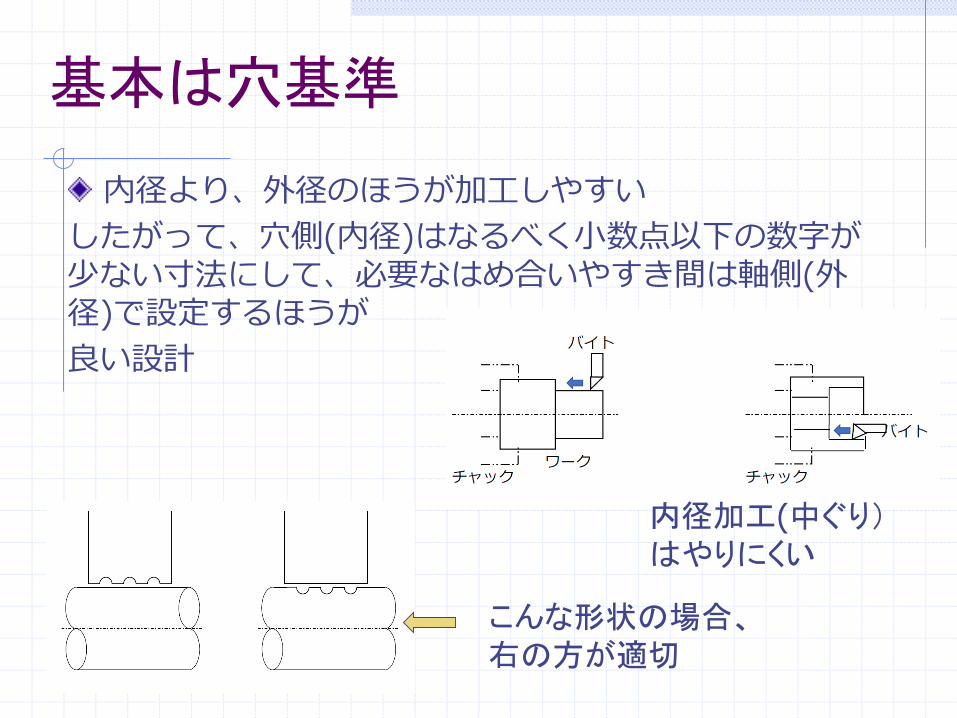
基本は穴基準
内径より、外径のほうが加工しやすい
したがって、穴側(内径)はなるべく小数点以下の数字が少ない寸法にして、必要なはめ合いやすき間は軸側(外径)で設定するほうが
良い設計
こんな形状の場合、右の方が適切
内径加工(中ぐり)はやりにくい

・・干渉の確認(軸方向、回転部と固定部のすき間)
累積誤差…二乗和平均の考え方を用いる(中間値法)
鋳物は精級であっても、機械加工中級より公差が大きい…羽根車主側板とケーシング内壁のすきまより小さいすき間を機械加工で設定側板側・・・側板肩付け根とライナリング主板側・・・羽根車ボスとケーシングカバ

b3
3以上 3以上
羽根主側板とケーシング内壁のすき間以下(機械加工で設定) 羽根主側板と
ケーシング内壁のすき間以下(機械加工で設定)

軸受台端面Aまで

軸方向寸法累積誤差による干渉を防止するため加工基準面からの寸法を表示する

中間値法による干渉確認1)羽根車ボス裏すき間 設計値 3
回転側
軸受台端面A~軸受当て面B 寸法130 公差±0.5(中級加工公差)軸受幅 16 +0-0.12(軸受精度)軸の軸受け当て面C~ボス当て面D 148 公差±0.5(中級加工公差)累積誤差=√0.5^2+0.12^2+0.5^2=0.72
固定側軸受台端面A~カバー側端面E 寸法235 公差±0.5(中級加工公差)カバー端面~羽根車ボス相対面G 24公差±0.2(中級加工公差)累積誤差=√0.5^2+0.2^2=0.54
合計累積誤差=0.72+0.54=1.26<3 干渉しないので中級公差で良い
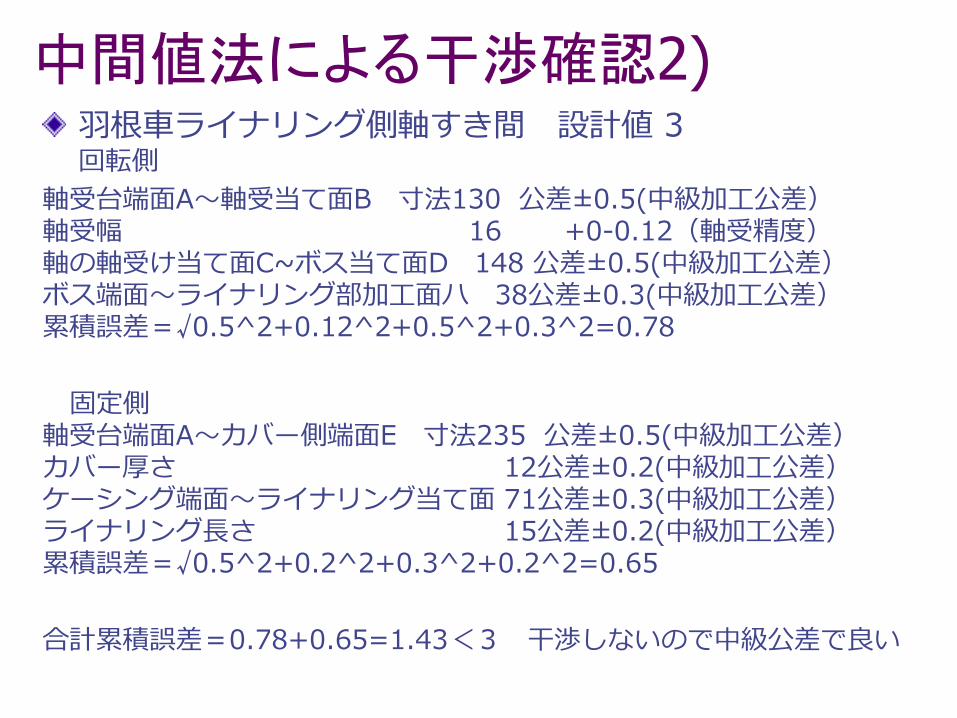
中間値法による干渉確認2)羽根車ライナリング側軸すき間 設計値 3回転側
軸受台端面A~軸受当て面B 寸法130 公差±0.5(中級加工公差)軸受幅 16 +0-0.12(軸受精度)軸の軸受け当て面C~ボス当て面D 148 公差±0.5(中級加工公差)ボス端面~ライナリング部加工面ハ 38公差±0.3(中級加工公差)累積誤差=√0.5^2+0.12^2+0.5^2+0.3^2=0.78
固定側軸受台端面A~カバー側端面E 寸法235 公差±0.5(中級加工公差)カバー厚さ 12公差±0.2(中級加工公差)ケーシング端面~ライナリング当て面 71公差±0.3(中級加工公差)ライナリング長さ 15公差±0.2(中級加工公差)累積誤差=√0.5^2+0.2^2+0.3^2+0.2^2=0.65
合計累積誤差=0.78+0.65=1.43<3 干渉しないので中級公差で良い

中間値法による干渉確認3)羽根車主板側 ケーシングとのすき間 設計値 4回転側
軸受台端面A~軸受当て面B 寸法130 公差±0.5(中級加工公差)軸受幅 16 +0-0.12(軸受精度)軸の軸受け当て面C~ボス当て面D 148 公差±0.5(中級加工公差)ボス端面~羽根車中心」 20 公差±1(精級鋳物)主板厚さ 4 公差±1(精級鋳物)累積誤差=√0.5^2+0.12^2+0.5^2+1^2+1^2=1.59
固定側軸受台端面A~カバー側端面E 寸法235 公差±0.5(中級加工公差)カバー端面~羽根車ボス相対面G 27公差±1(精級)累積誤差=√0.5^2+1^2=1.12
合計累積誤差=1.59+1.12=2.71<4 干渉しないので中級公差で良い

中間値法による干渉確認4)羽根車側板側 ケーシングとのすき間 設計値 4回転側
軸受台端面A~軸受当て面B 寸法130 公差±0.5(中級加工公差)軸受幅 16 +0-0.12(軸受精度)軸の軸受け当て面C~ボス当て面D 148 公差±0.5(中級加工公差)ボス端面~羽根車中心」 20 公差±1(精級鋳物)側板厚さ 4 公差±1(精級鋳物)累積誤差=√0.5^2+0.12^2+0.5^2+1^2+1^2=1.59
固定側軸受台端面A~カバー側端面E 寸法235 公差±0.5(中級加工公差)カバー端面~羽根車ボス相対面G 24公差±0.2(中級加工公差)カバー厚さ 12公差±0.2(中級加工公差)ケーシング端面~側板側内面 49公差±1(精級鋳物)
累積誤差=√0.5^2+0.2^2+0.2^2+1^2=1.15
合計累積誤差=1.59+1.15=2.74<4 干渉しないので中級公差で良い

普通公差(一般公差)普通公差 JIS B 0405 個々に公差の指示がない
長さ寸法及び角度寸法に対する公差
加 工
長 さ
基準寸法の区分 f m c v
精級 中級 粗級 超粗級
0.5以上 3以下 ±0.05 ±0.1 ±0.2 ―
3をこえ 6以下 ±0.05 ±0.1 ±0.3 ±0.5
6 〃 30 〃 ±0.1 ±0.2 ±0.5 ±1
30 〃 120 〃 ±0.15 ±0.3 ±0.8 ±1.5
120 〃 400 〃 ±0.2 ±0.5 ±1.2 ±2.5
400 〃 1000 〃 ±0.3 ±0.8 ±2 ±4
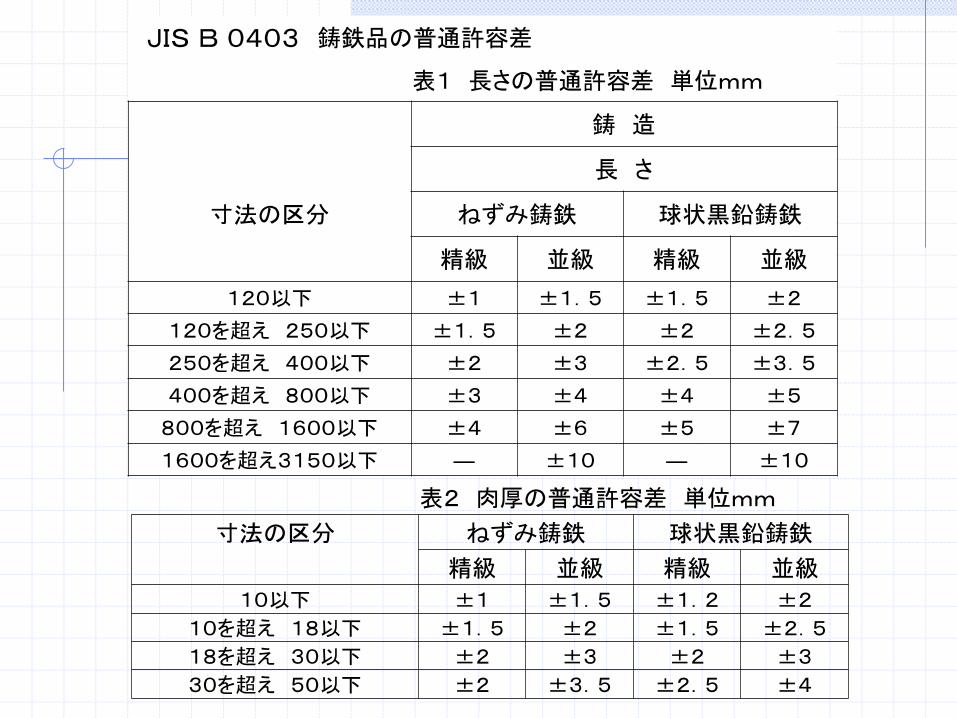
JIS B 0403 鋳鉄品の普通許容差
表1 長さの普通許容差 単位mm
鋳 造
長 さ
寸法の区分 ねずみ鋳鉄 球状黒鉛鋳鉄
精級 並級 精級 並級
120以下 ±1 ±1.5 ±1.5 ±2
120を超え 250以下 ±1.5 ±2 ±2 ±2.5
250を超え 400以下 ±2 ±3 ±2.5 ±3.5
400を超え 800以下 ±3 ±4 ±4 ±5
800を超え 1600以下 ±4 ±6 ±5 ±7
1600を超え3150以下 ― ±10 ― ±10
表2 肉厚の普通許容差 単位mm
寸法の区分 ねずみ鋳鉄 球状黒鉛鋳鉄
精級 並級 精級 並級
10以下 ±1 ±1.5 ±1.2 ±2
10を超え 18以下 ±1.5 ±2 ±1.5 ±2.5
18を超え 30以下 ±2 ±3 ±2 ±3
30を超え 50以下 ±2 ±3.5 ±2.5 ±4

この部品の取付基準
① ②
③重要な寸法

この部品の取付基準
取付基準からの寸法と公差設定が干渉を防ぐ

この部品の取付基準
取付基準からの寸法と公差設定が干渉を防ぐ

シール部品について
1)グランドパッキン
グラファイトなどの繊維を編み込んだものをリング状に形成しパッキン押えという部品を締め込んで軸に密着させる。
完全に漏れをなくすと摩擦により軸とパッキンが焼き付いてしまうため適度な締め加減で一定量の水を漏洩させながら使用する
毒性、発火性など有害な液には使用できない
グランド押えの締め具合が重要で、保守管理する人の力量に頼る属人要素が大きい
59

形式 スタフィンボックス圧 取扱液 外部注水
標準型 大気圧を超える 清浄 不要
ランタンリング型 大気圧以下 清浄 必要
スロートブッシュ型 いずれも可 異物あり 必要
グランドパッキン形式と選定基準
標準型 ランタンリング型 スロートブッシュ型

ケーシングとカバー間のOリングGS規格のOリング(線径3.1)を用いて
ケーシング側に45°面取り加工を行い
三角溝型の取付けとする
ケーシング
カバー
4.1
4.1 線径3.1
内径
5m
mとび
ケーシングとカ
バーの嵌合径を
Oリング内径に
合わせる
2)Oリング
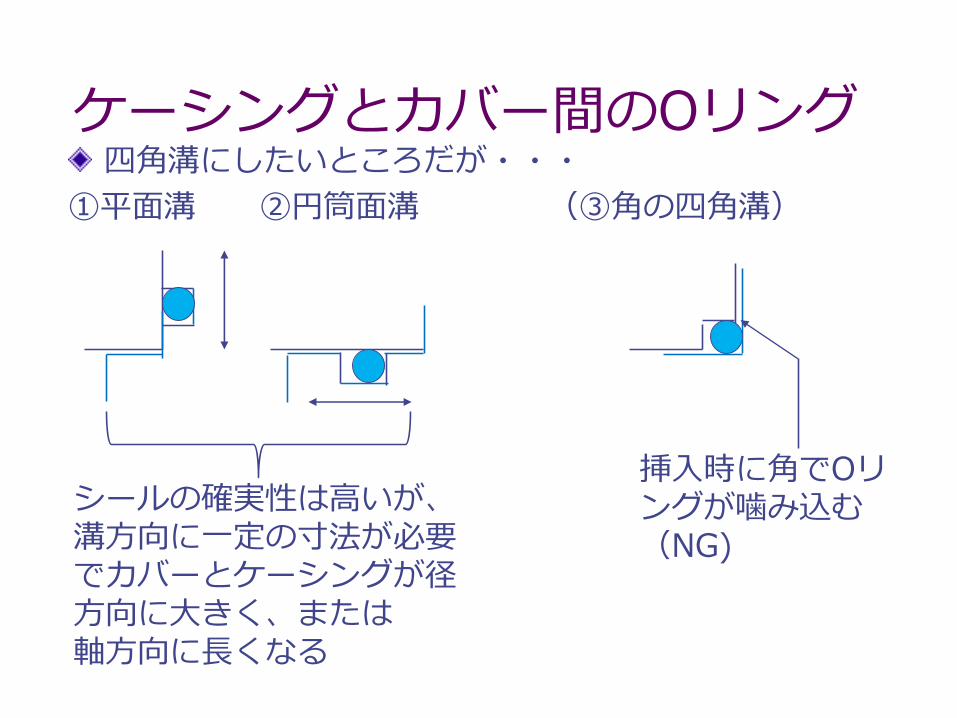
ケーシングとカバー間のOリング四角溝にしたいところだが・・・
①平面溝 ②円筒面溝 (③角の四角溝)
シールの確実性は高いが、溝方向に一定の寸法が必要でカバーとケーシングが径方向に大きく、または軸方向に長くなる
挿入時に角でOリングが噛み込む(NG)
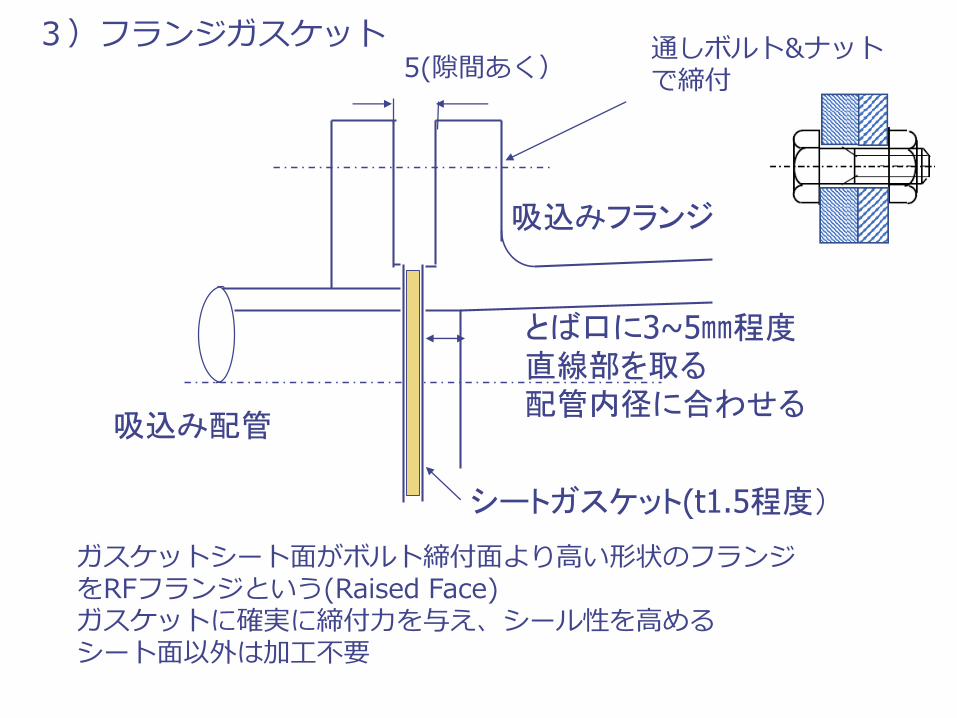
5(隙間あく)
シートガスケット(t1.5程度)
ガスケットシート面がボルト締付面より高い形状のフランジをRFフランジという(Raised Face)ガスケットに確実に締付力を与え、シール性を高めるシート面以外は加工不要
吸込み配管
吸込みフランジ
とば口に3~5㎜程度直線部を取る配管内径に合わせる
通しボルト&ナットで締付
3)フランジガスケット
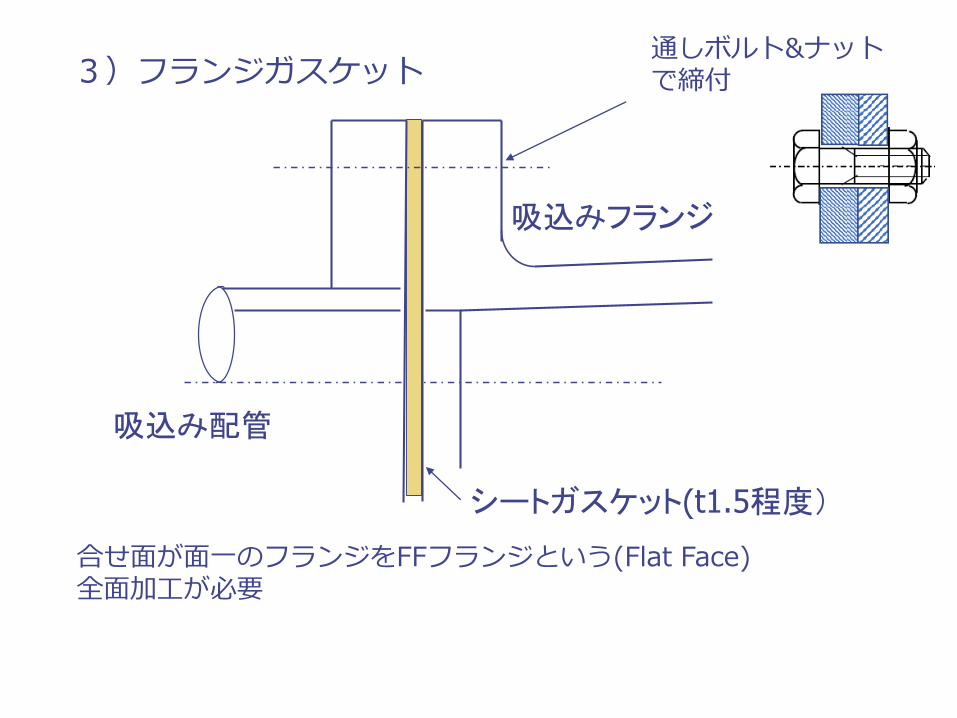
シートガスケット(t1.5程度)
合せ面が面一のフランジをFFフランジという(Flat Face)全面加工が必要
吸込み配管
吸込みフランジ
通しボルト&ナットで締付3)フランジガスケット

分解・組立性の確認

嵌合部の注意点
お互いのはめ合い面の角部に面取り加工を指示する面取りがあれば組立の際、互いの面取りを案内とし
て両者の芯を合致させることができ、容易に組み込むことができる。面取りがないと、芯を合わせるのに苦労する

奥の嵌合部の軸方向長さL1を手前側嵌合長さL0より長くなるように設計すれば、奥が先に届いて嵌合面に乗るので目視確認できない嵌合箇所でも無理なく部品を挿入していくことができる。嵌合面の角部に面取り加工を指示する

分解組立の考慮
嵌合部には押しボルト
嵌合組立て部品を分解する時には、蓋側の部品に押しボルト(Starting Bolt)用のネジ穴を設けることで、無理なくはめ合い部を抜き出すことが可能になる
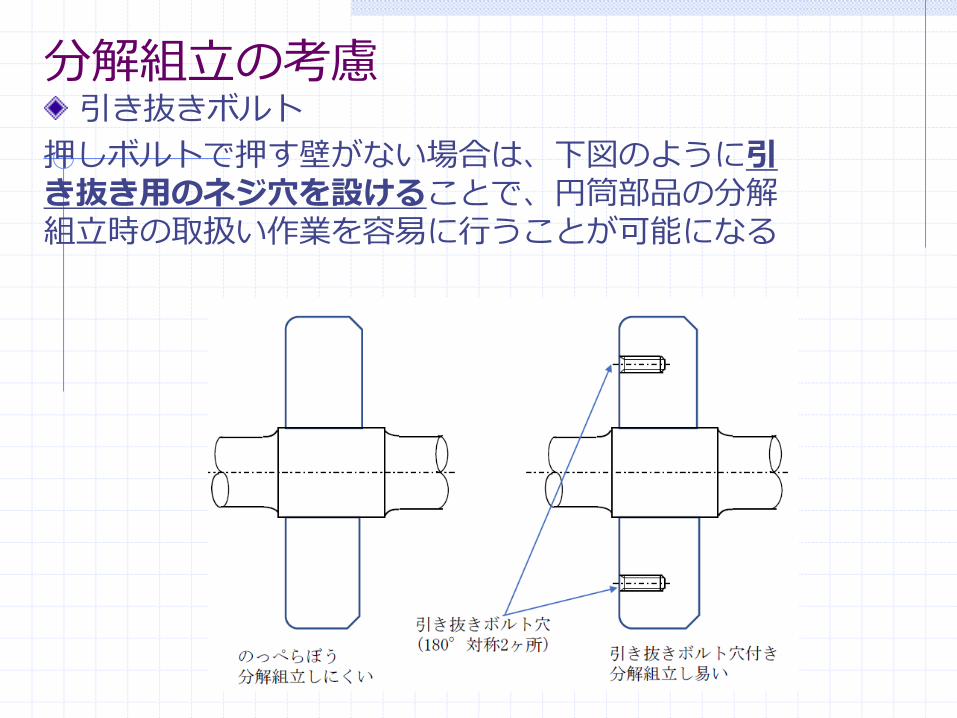
分解組立の考慮引き抜きボルト
押しボルトで押す壁がない場合は、下図のように引き抜き用のネジ穴を設けることで、円筒部品の分解組立時の取扱い作業を容易に行うことが可能になる

分解組立の考慮
適切な運搬手段
部品重量が20kgを超える場合は、アイボルトなど何らかの安全吊り具を取り付けられるように設計する。
設計段階で、部品重量を計算する
20kgを超えていなくても、持ちにくい形状のものは
アイボルトをつけたほうが親切

部品組立道中の干渉に注意
ケーシングとカバーの嵌合径>羽根車外径とすること

計画図から組立図への展開
本来は、計画図から寸法や設計情報を消した断面図を作り、部品番号(風船)を上げ、部品番号、部品名、材料、数量、その他の備考欄に必要事項を記した部品表を添えて組立図とする
しかし、演習においては完成した計画図の寸法や注記事項は残したまま、部品番号風船を上げ、部品表は部品番号、部品名、数量とする(材料は記入不要)


部品表

1 2 35
4
19
6
7
178 9 10
13 11 12 18 14 20
16 15
22
21







![転がり軸受のクリープメカニズム...-100-NTN TECHNICAL REVIEW No.81(2013) [ 論 文 ] 転がり軸受のクリープメカニズム A Creep Mechanism of Rolling Bearings](https://img.pdfslide.net/doc/110x75/5e25af9a2bb6d709b65e74be/eoeeffffff-100-ntn-technical-review-no81i2013i.jpg)













![NTNすべり軸受標準品シリーズ NTNすべり軸受標準品シリーズ 3 3. 1NTNすべり軸受標準品シリーズ ARE, AR [スリーブベアリング] ML [Mライナベアリング]](https://img.pdfslide.net/doc/110x75/5aa0c51c7f8b9a0d158eaaa0/ntn-ntn.jpg)







