Embed Size (px)
Citation preview

Indian Journal of Fibre & Textile Research Vol . 27, March 2002, pp. 33-37
Effect of friction drum speed and yam deli very rate combination for a constant friction ratio on quality of friction-spun yams
S Dhamijaa
The Technological Institute of Textile & Sciences, Birla Colony, Bhiwani 1 27 021 , India
K R Salhotra & R Chattopadhayay
Department of Textile Technology, Indian Institute of Technology, New Delhi 1 10 0 1 6, India
and
R C D Kaushik
B R C M College of Engineering & Technology, Bahal 1 27 028, India
Received 29 August 2000; accepted 17 October 2000
For a constant friction ratio, the combination of friction drum speed and yam delivery rate significantly affect the quality of friction-spun yams. The increase in combination values, in general, deteriorates the quality of DREF-II yams in respect of tenacity, breaking extension, abrasion resistance and unevenness. However, in case of DREF-III yams, these characteristics show an improvement when drum speed and delivery rate are proportionately increased to maintain the given constant friction ratio.
.
Keywords : Acrylic yam, DREF-II yam, DREF-III yam, Friction drum speed, Friction-spun yam, Friction ratio, Yam delivery rate, Yam quality
1 Introduction Friction drum speed and yarn delivery rate are two
important machine parameters in friction spinning. The influence of friction drum speed and yarn delivery rate on yarn characteristics has been studied separately and in combination (friction ratio) by a number of authors l- IO• However, such information with regard to their combination at constant friction ratio is inadequate. In the present paper, which is in fact a supplement to our earlier paper I , the effect of friction drum speed and yarn delivery rate combination at constant friction ratio on characteristics of both DREF-II and DREF-III friction-spun yarns has been studied.
2 Materials and Methods 2.1 Preparation of Yarn Samples
Acrylic fibres of 5 1 mm length and 1 .67 dtex fineness were processed on Lakshmi Rieter blowroom line and MMC card to produce a card sliver of 3 ktex. Two drawing passages on Lakshmi Rieter DO/2S drawframe were given to the carded sliver to produce
• To whom all the correspondence should be addressed. Phone : 42561 (4 lines); Fax : 0091-0 1 664 -43728; E-mail : [email protected]
a finisher sliver of 3 ktex. Sufficient quantity of 59 tex yarn was spun using DREF-III mode of spinning, keeping the core-sheath ratio at 70:30. Similarly, adequate quantity of yarn was spun using DREF-II mode of spinning on the same DREF-III spinning machine by feeding 5 finisher slivers to the pair of opening rollers in drafting unit-II and making the apron drafting system (drafting unit-I) inoperative.
The friction drum speed (3000-5000 rpm) and the delivery rate ( 150-250 m1min) were varied in steps of 1000 rpm and 50 m1min respectively so as to have three different combinations, viz. 3000/1 50, 4000/200 and 5000/250, for a constant friction ratio of 2.8 as shown in Table 1 . Sufficient quantity of yarn was spun at all the three combinations.
2.2 Test Methods All the yarn samples were tested for single yarn
Table 1 - Different combinations of delivery rate and drum speed for a constant friction ratio
Drum speed, rpm
3,000
4,000
5,000
Delivery rate, mlmin
1 50
200
250
Friction ratio
2.8
2.8
2.8

34 INDIAN J. FIBRE TEXT. RES., MARCH 2002
strength and breaking extension on an Instron tensi le tester (Model 1 122) using 500 mm test length and 200 mmlmin extension rate. At least, fifty observations were made for each sample. The abrasion resistance of the yarns was measured on Universal wear tester. A specimen in the form of a sheet of 40 parallel yarns (25 mm wide and 230 mm long) was prepared under uniform tension. The specimen was then subjected to unidirectional reciprocating flexing abrasion over a bar having specified dimensions, following the ASTM standard test method D 3885. The number of cycles required to rupt�re the specimen was observed. The results were averaged over ten observations. Yam unevenness was measured on Uster evenness tester with a material speed of 50 mlmin and evaluation time of 2.5 min. Since the actual twist of friction-spun yarn cannot be measured easily and accurately, the apparent twist of all the yarn samples was measured by detwist-retwist and twist-to-break methods using Eureka single yam twist tester. The number of observations was 30 or more in each case. This number was higher than that required for 95% probability level with 5% error of estimation.
3 Results and Discussion
3.1 Breaking Strength
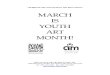
The breaking strength of different yam samples is given in Table 2. It is interesting to observe that DREF-II friction yarns spun at the same friction ratio (2.8) but with different combinations of delivery rate and drum speed exhibit significantly lower tenacity values when spun with a higher drum speed and delivery rate. However, in case of DREF-III yams the reverse is observed (Fig. 1 ). For the same friction ratio, the apparent twist estimated to know structural effects decreases for both types of yams (Fig. 2) at
higher values of drum speed and delivery rate combination.
In DREF-II system, the increase in drum speed and delivery rate shows opposing effect on yam twist. At higher drum speed, more number of turns are received by the yam body due to the higher rotational speed of the fibre sleeve, thus increasing the twist. However, a higher rotational speed would tend to increase the sleeve diameter, thus reducing the rate of twist insertion to some extent. On the other hand, higher delivery rate results in lower yam twist due to the reduced time of residence for the fibres to get twisted at the nip of friction drums. Putting it in another way, a given number of turns in a unit time are taken up by the greater length of yam. Possibly, the fibre sleeve also expands due to the greater stiffness of bigger fibre aggregates owing to the less fibre opening or
10 r-----------------------------�
9
B � :: 7 z u
(a) ConsiOnt friclion I'Iltio .2.B
� 6 �--------------�------------� 'g1 g- .----------------------------, c (b) �
1 8
1 6 � _____________ � ___________ ___ 300011 50 4000noo 5 000/250
Drum speed J rpm IOel ivery rate, m/min
Fig. I-Influence of drum speed and delivery rate combination for a constant friction ratio on tenacity of friction-spun yarns (a) DREF-II and (b) DREF-III
Table 2 - Influence of drum speed and delivery rate combination at constant friction ratio on tenacity, breaking extension, abrasion resistance and unevenness of friction-spun yarns
[Yarn linear density, 59 tex; and constant friction ratio, 2.8]
Yarn Drum speed, Tenacity Breaking Abrasion Unevenness rpml Delivery rate, cN/tex extension resistance U%
mlmin % cycles
DREF-II 30001 1 50 9.49 1 7.77 172 1 0.07
4000/200 7.05 1 5.83 1 45 1 1 . 1 5
50001250 6.67 1 4.54 1 5 1 1 3.65
DREF-III 3000/1 50 1 6.77 1 9.04 478 1 0.44 (Core : sheath, 70 : 30)
4000/200 1 8. 1 2 20.36 540 8.93
5000/250 1 8.72 20.36 596 8. 1 8

DHAMUA et al. : EFFECT OF DRUM SPEEDI DELIVERY RATE COMBINATION ON FRICTION-SPUN YARNS 35
E
450 r----------------------------. (0) 400
3 00
Constant friction rotio .2.8
- iktwist·r�twist m � thod " Twis1- to- bn:ok method
fr 250 h---__________ � ____________ _J � 300 (b) .... 250
2 00� 1 � �----------__ � 1 00
50'�-----------.----------� O L-____________ � ____________ �
3000/150 4000/200 5000/250
Drum spu d . rpm/ikliv�ry ratc . m /min
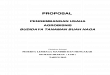
Fig. 2-Influence of drum speed and delivery rate combination for a constant friction ratio on estimated twist of friction-spun yarns (a) DREF-II and (b) DREF-III
separation at higher input speeds. It appears, therefore, that the delivery rate plays a dominant role in comparison to drum speed. This explains the decrease in twist and consequently the yam tenacity when the drum speed and delivery rate are proportionately increased for a given constant friction ratio. One can also observe from the results of DREFII yams as shown in earlier publication' that the twist, in general, increases by only 10-20% with the increase in drum speed of 1 000 rpm ( 14 1 mlmin) whereas the increase of only 50 mlmin in delivery rate causes the twist to drop by 20-40%.
The decrease in twist at higher delivery rate and drum speed (Fig. 2) seems to be at variance with the increase in tenacity. This can be explained by considering the sheath-core interaction. The tensile strength of DREF-III yams, for a given core-sheath ratio, depends on the effectiveness of wrappings made by the sheath fibres over the core. It may be observed that the direction of movement of the two fibre streams, viz. core and sheath, before joining at the nip of friction drums is perpendicular to each other. Had the core been stationary, the sheath fibres would have
wrapped over it at an angle of 90° which results in less wrapped-in length. The movement of core fibres along the yarn axis reduces the wrapping angle of the sheath fibres, thereby increasing the winding pitch, wrapped-in length and probably the wrapping
Constcnt friction IOtio .2. 8
� 1 6 c· � S 15 "5 � 14 L-____________ � ____________ � :i 2 21 ��--------------------------. Ci (1))
1 9
18L..-___________ --"-___________ ----' 3000/150 4000/200 5 0 00/250
Drum spced,rpm liklivcry rate ,mlmin
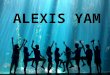
Fig. 3-Influence of drum speed and delivery rate combination for a constant friction ratio on breaking extension of friction-spun yarns (a) DREF-II and (b) DREF-III
pressure over the core cross-section, making the wrappings more effective as has also been shown by a number of authors l l- .3 in case of air-jet spun yams. Since in DREF-III system, the speed of core fibres is almost the same as the yam delivery rate, an increase in the yam delivery rate would decrease the twist angle of sheath fibres, resulting in uniform distribution of increased wrapping pressure over a longer length and hence increase in yam strength. The decrease in fibre helix angle with the increase in delivery rate has also been reported by Alagha et at. 6 for OE friction-spun yams.
3.2 Breaking Extension Fig. 3 shows that for a constant friction ratio, an
increase in the delivery rate with a corresponding increase in drum speed decreases the breaking extension of DREF-II yarns whereas for DREF-III yams, it follows a similar trend as shown with the change in friction ratio' . The breaking extension increases when the drum speed and delivery rate combination is changed from 3000/1 50 to 40001200 and then remains constant with the further increase in combination values to 5000/250.
For DREF-II structure, the changes in helix angle of the fibres with the change in drum speed and delivery rate combination, as shown by the measured twist (Fig. 2), account for the higher breaking extension of the yams spun at low drum speed and delivery rate in the combination for a constant friction ratio. In a DREF-III structure, the improvement in

36 INDIAN J. FIBRE TEXT. RES., MARCH 2002
structural reinforcement increases the breaking extension as more fibres in the core get extended before rupture. Once the sufficient reinforcement is achieved, not much change in breaking extension is expected I . The increased breaking extension at higher combination values of delivery rate and drum speed for a constant friction ratio can also be attributed to the better reinforcement of core fibres due to the reasons given earlier.
3.3 Abrasion Resistance Table 2 shows that the variation in drum speed and
delivery rate combination for a constant friction ratio has a considerable effect on the abrasion resistance of friction-spun yarns. Lower values of drum speed and delivery rate combination result in maximum resistance to abrasion for DREF-U yarns whereas for DREF-III structure, a reverse trend is observed, i.e. yarns spun at higher values of drum speed and delivery rate exhibit more number of cycles to rupture the specimen (Fig. 4).
The abrasion resistance of friction-spun yarns is mainly decided by the level of tenacity and breaking extension I . A stronger and more extendable yarn can easily yield to relieve the abrasive stress, leading to higher abrasion resistance. The differences in abrasion resistance of the yarns spun at the same friction ratio but with different combinations of delivery rate and drum speed may also be explained on the basis of their breaking extension and tenacity values.
3.4 Yam Unevenness Table 2 shows the influence of drum speed and
delivery rate combination on the unevenness of both DREF-U and DREF-III friction-spun yarns. Like other characteristics, unevenness also exhibits opposite trends for the two types of friction yarns. It increases for DREF-U yarns while decreases for DREF-III yarns (Fig. 5) when the friction drum speed and yarn delivery rates are simultaneously increased to maintain a constant friction ratio.
For DREF-U yarns, the increase in unevenness may be because of the following two reasons: the inadequate opening of fibres by the opening rollers at higher feed rate and the improper integration of fibres into yarn during yarn formation at higher delivery rate l . The increased uniformity of DREF-III yarns at higher values of drum speed and delivery rate for a constant friction ratio can be attributed to the increased regularity of core as a result of lesser irregularity generated by the drafting system-I (apron
1 8 0 (a) Constant lriclion ralio .2.8
.. � 160 >u W u c: � 140 � ________________________ � '� 600 ��------------------------, - (b) .§ e 550 .0 «
450 �----------__ ..J.-________ ---J 30001150 40001200 50001250
Drum spud ,rpmlDcliv�ry ralL.mlmin Fig. 4--Influence of drum speed and delivery rate combination for a constant friction ratio on abrasion resistance of friction-spun yarns (a) DREF-II and (b) DREF-I1I
15 (a) Constant fridion ratio. 2 6
13
11 " ::;)
1 ,� .. (b) � c ::;)
lU
Drum speed rpmIOel;'MY rallt. mlmin
Fig. 5-Influence of drum speed and delivery rate combination for a constant friction ratio on unevenness of friction-spun yarns (a) DREF-II and (b) DREF-I1I
drafting system) due to the higher inertia effect proposed by Krause and Solimanl4•
4 Conclusions 4.1 For the same friction ratio, the tenacity decreases with the increase in drum speed and corresponding delivery rate for DREF-U yarn but it increases for DREF-III yarns. 4.2 An increase in drum speed and delivery rate combination for a constant friction ratio results in lower breaking extension of DREF-II yarns but the breaking extension remains constant for DREF-III yams, except for an initial increase.

DHAMIJA et al. : EFFECf OF DRUM SPEEDI DELIVERY RATE COMBINATION ON FRICfION-SPUN YARNS 37
4.3 Abrasion resistance of DREF-II yams is maximum at the lowest values of drum speed and delivery rate combination for a given constant friction ratio while that of DREF-III yams improves as the friction drum speed and yam delivery rate increase to maintain the constant friction ratio. 4.4 In general, the unevenness increases for DREF-II yams but it decreases for DREF-III yams when the friction drum speed and yam delivery rates are simultaneously increased to maintain a constant friction ratio.
References 1 Chattopadhayay R, Salhotra K R, Dhamija S & Kaushik R C
D, lndian J Fibre Text Res, 23 ( 1 998) 1 3 1 . 2 Cheng K P S & Wong K F, Text Asia, 24 ( 1 ) ( 1993)34. 3 Lau Y M & Tao X M, Text Res J, 67 ( 1 1 ) ( 1997) 8 1 5.
4 Padmanabhan A R & Ramakrishnan N, Indian J Fibre Text Res, 1 8 (3) ( 1 993) 14 .
5 Thierron W, Melliand Textilber(Eng edn), 14 (9) ( 1 985) 685.
6 Alagha M 1, Oxen ham W & Iype C" Text Res J, 64 (4) ( 1 994) 1 85.
7 Brockmanns K J, Text Month, ( 12) ( 1 984) 10 . 8 Brockmanns K 1 & Lunenschloss 1, Int Text Bull, 30 (2)
( 1984) 5. 9 Lawrence A, Foster W, Wilding M, Howard A & Kudo R, A
study of the structure and properties of friction-spun yam. paper presented at the VI International IZMIR Text Symposium, Izmir/Cesme, Turkei, 28 October- l November 1992.
10 Thierron W & Hunter L, Melliand Textilber (Eng edn), 1 3 (4) ( 1984) 226.
1 1 Grosberg P, Oxenham W & Miao M, J Text Inst, 78 (3) ( 1 987) 1 89.
12 Krause H W & Soliman H A, Text Res J, 60 (6) ( 1 990) 309. 1 3 Lawrence C A & Baqui M A, Text Res J, 6 1 (3) ( 199 1 ) 1 23. 14 Krause H W & Soliman H A, Text Res J, 41 (2) ( 1 97 1 ) 1 0 1 .