-
8/12/2019 Effect of Initial Grain Size and Shape on Textures in
Sheet Steel
1/6
Textures and Microstructures, 1991, Vols 14-18, pp.
691-696Reprints available from the publisherPhotocopying permitted
by license onlyC 1991 Gordon and Breach Science Publishers
SAPrinted in the United Kingdom
EFFECT OF INITIAL GRAIN SIZE AND SHAPE ON TEXTURES IN SHEET
STEEL
J.R. HIRSCH*, W.B. HUTCHINSON** and K. LOCKE**** ALCOA
Laboratories, ** Swedish Institute for Metals Research, RWTH
AachenABSTRACT
Steel samples have been prepared with a range of different
equi-axed grainstr.uctures and with columnar grains having an
aspect ratio of 20 1. Thesehave been col d rol Ied to different
reductions and the textures examined usingODFs. Computer
simulations have been carried out using various models of
con-straint. Starting textures were quite weak but these had
nevertheless a majorinfluence on resulting deformation textures.
Grain size and shape appear toplay subordinate rol
es.INTRODUCTION
It is now well established (e.g. that the rolling texture of
iron or lowcarbon steel comprises two main fibres. One of these is
the partial -fibrewith //RD extending from {100}
-
8/12/2019 Effect of Initial Grain Size and Shape on Textures in
Sheet Steel
2/6
-
8/12/2019 Effect of Initial Grain Size and Shape on Textures in
Sheet Steel
3/6
GR IN SIZE IN SHEET STEEL 69370 reduction which is in agreement
with a state of homogeneous plane straincompression. The central M)
zone of this specimen produced the usual flattenedand elongated
structure.Initial textures were generally weak but not random as
shown by the 2=45sections in Fig. 2 for materials A, C, M and Q.
They may be described as
A 13 m equi-axed) random slight cubeC 39 m equi-axed) strong
a-fibre {100} to {211}, 5 x RM 50 m equi-axed) strong cube//ND,
{001}, 4 x RQ 50 m x 1000 m columnar random, slight Cube//ND and
T-fibre, 1.5xR
.
A
2
CFig. 2 p2 45 sections of ODFs of the starting textures.
After cold rolling, the expected a- and T-fibres were developed
but somedifferences existed between the different materials. Figure
3 shows 45sections after 80 cold rolling. Steels D irrespective of
grain size,produced a major peak in the vicinity of {233} which was
not evident ineither M or Q. This discrepancy, as well as
variations within the strength ofth e a-fibre can be traced back to
starting textures. For example, materials Cand M had very similiar
initial microstructures but developed rather differentrolling
textures due to the presence of an initial a-fibre in C
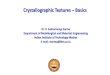
Orientationdensities along the a and T fibres 80 reduction are
shown in Fig. 4 a) andb) together with the position of the T-fibres
in Fig. 4 c). The most perfect-ly developed //ND T-fibre texture is
found in the columnar grained steel Qwhere the {111} end of the
fibre is most symmetrical. In all cases theorientation density was
maximum within 2 of {111} and was not located atthe Taylor
orientation {11,11,8} which is 8 away from this.
Fig. 3 f2 45 sections of ODFs after 80 cold rolling
reduction.
-
8/12/2019 Effect of Initial Grain Size and Shape on Textures in
Sheet Steel
4/6
694 J.R. HIRSCH ETL20 20 70
15
zw 10-
5-
(x-fibre
< 011>//RD I < 111 >//ND Fig. 4 Orientation
densities and T-fibre position after 80 rollingreduction
ANALYSISSimulations of the rolling textures have been carried
out using the measuredinitial textures as starting points, assuming
{110} glide and a variety ofdifferent relaxed constraints
conditions as described previously. Model F isthe fully constrained
Taylor condition. C is the lath model where onlye is relaxed
whereas the transverse shear e is relaxed in S. Model SC isthe
pancake model where both these shears are relaxed. Examples of some
ofthese simulations are given for steel Q in Fig. 5 (compare Fig. 3
(d)), whilepositions of the predicted skeleton lines are shown in
Fig. 6 for cases wherethe initial textures were assumed to be
random. The significance of initialtextures was clearly evident
when comparing the simulated textures. This is animportant point
since it emphasises the difficulty of drawing conclusions
aboutmechanisms of texture evolution. Even weak starting textures
have a distortingeffect. Present observations supported by
theoretical simulations show that the
Fig. 5 Simulated rolling textures p= 45 according to different
modelsbased on the initial texture present in steel Q.
-
8/12/2019 Effect of Initial Grain Size and Shape on Textures in
Sheet Steel
5/6
GR IN SIZE IN SH T ST L 695final texture is a strong a-fibre in
cases where i) cube is present due to NDand subsequent R rotations
e.g. A) or ii) cube//ND is present M) or i/i)a-fibre orientations
are already present C). Excepting these cases, mostorientations
rotate into the T-fibre e.g. Q). However, even when the
knownstarting textures were taken into account here none of the
models produced rea-listic simulations of the complete experimental
textures. Closest approach wasfound for the pancake model SC or BSC
where also the strain de21 is relaxed.
70
_o 60-
Fig. 6 Calculated positionsof the T-fibre accordingto different
models ofconstraint relaxationref. 10).
DISCUSSIONWhile the present observations do not rule out some
effect of grain size,examination of observed and simulated texture
evolutions suggest that thedifferences observed for different
initial grain sizes are probably mostattributable to variations in
their starting textures. A previous report of acoarse grain size
effect was for material processed in a similar way as forthe
present steels C and The close agreement observed between all
thesetextures suggests that starting texture may also have played a
significant rolein the earl er work.More interesting are the
observations relating to the initial columnargrain structure in
material Q since these permit some interpretation of theconcepts
underlying relaxed constraint theories. These rolling textures are
infact closely similar to the corresponding equi-axed material M
and show verywell developed //ND T-fibres, extending fully to the
orientation{111} and with virtual ly no deviation away from the
{111} orien-tation. They are thus typical of bcc rolling textures
and show no tendencytowards the fully constrained Taylor condition
This situation contrasts withobservations on aluminium where an
initial columnar structure of similar naturewas used and the
observed texture was of the Taylor type. However, thealuminium had
an intense fibre starting texture which may have been adominant
factor in those experiments. For intermediate rolling reductions-
70 ) the grain dimensions d) in steel Q can described as dN dR >
nsDn a geometrical basis it is not therefore justifiable to relax
consral dof the type de3 or dez3 although some freedom in delz
might be possible.
-
8/12/2019 Effect of Initial Grain Size and Shape on Textures in
Sheet Steel
6/6
696 J.R. HIRSCH ET ALThus, even though the pancake model (SC) of
texture formation does bear somesimilarity to observation it is not
apparently as a result of grain shape.Constraints associated with
grain boundaries have been suggested as playing asignificant role
in formation of the T-fibre but this is not supported by therlative
insensitivity to grain size and shape observed here. Other patterns
ofconstraint relaxation must be considered possibly involving
cooperativeeffects within clusters of grains as has recently been
discussed in connectionwith rolling textures in fcc metalst
.CONCLUSIONS
Rolling textures in iron are sensitive to the starting texture
of themetal even when this is quite weak. Initial grain size
appears to have arelatively minor effect on development of the
deformation texture. An initialcolumnar grain structure does not
affect rolling texture ev ol ut io n to any majorextent which
indicates that grain shape is not the principal source ofconstraint
relaxation.REFERENCES1. U von Schlippenbach F Emren and K Lticke,
Acta Met., 7_ 1929 (19B6)2 N Hansen, B Bay, D Juul-Jensen and T
Leffers, Strength of Metals andAlloys (Ed. H McQueen et al,
Pergamon, 1985) p.317.3. H.J. Bunge, Kristall und Technik 5 145
(1970).4. I.L. Dillamore and H Katoh, Met. Sci. J.,2I, 21 (1974)5 P
van Houtte, ICOTOM 7 (Ed. C.M. Brakman et al, Holland, 1984) p.7.6.
P van Houtte, ICOTOM 5 (Ed. G. Gottstein et al, Aachen, 1978) p.
347.7 A.D. Rollett U.F. Kochs, ICOTOM 8 (Ed. J.S. Kallend, Santa F
1987 p.3758 W.B. Hutchinson, K-I. Nilsson and J Hirsch, Metallurgy
of Vacuum Degassed
Steel Producs (Ed. R Pradhan, TMS-AIME, Indianapolis, 1989).9. J
Hirsch G. Burmeister L Hoenen and K Liicke Experimental Techniques
oTexture Analysis (Ed. H-J. Bunge, DGM, 1986) p.63.10. J Hi rsch
and K L{]cke, Acta Met., _ 6 2863 (1988).11. K Liicke and J Hirsch
Aluminium Technology 86 (IoM, London, 1986).12. H Honneff H Mecking
ICOTOM 5 (Ed. G. Gottstein Aachen, 1978) p. 265.13. H Inagaki, Z
Metal lkde, 79, 164 (1988).14. J.R. Hirsch, Materials Science and
Technology, in press.