Embed Size (px)
Citation preview

Effect of the Machining Processes on Low Cycle Fatigue Behavior of a Powder Metallurgy Disk Superalloy.
J. Telesmana, P. Kantzosb, T.P. Gabba and L.J. Ghosnc
aNASA GRC - Cleveland, OH bHoneywell International - Phoenix, Az
cOhio Aerospace Institute – Cleveland, OH
A study has been performed to investigate the effect of various machining processes on fatigue life of configured low cycle fatigue specimens machined out of a NASA developed LSHR P/M nickel based disk alloy. Two types of configured specimen geometries were employed in the study. To evaluate a broach machining processes a double notch geometry was used with both notches machined using broach tooling. EDM machined notched specimens of the same configuration were tested for comparison purposes. Honing finishing process was evaluated by using a center hole specimen geometry. Comparison testing was again done using EDM machined specimens of the same geometry. The effect of these machining processes on the resulting surface roughness, residual stress distribution and microstructural damage were characterized and used in attempt to explain the low cycle fatigue results.
https://ntrs.nasa.gov/search.jsp?R=20110016050 2020-07-31T00:41:39+00:00Z

National Aeronautics and Space Administration
www.nasa.gov
Effect of Machining Processes on Low Cycle Fatigue Behavior of a Powder Metallurgy Disk
Superalloy
J. Telesmana, P. Kantzosb, T.P. Gabba and L.J. Ghosna
aNASA Glenn Research Center – Cleveland, OHbHoneywell International – Phoenix, AZ
1
TMS 2010 Annual ConferenceSeattle, WA
February 17, 2010

National Aeronautics and Space Administration
www.nasa.gov 2
Motivation:•Machining induced material surface damage is a cause of a large fraction of turbine component failures and a cause of numerous aircraft accidents. High strength P/M turbine components are highly stressed and are susceptible to machining damage which can cause low cycle fatigue failures.
Approach:•Team with an engine company to study the effect of production tooling on surface integrity and its effect on low cycle fatigue.•Extensive characterization and quantification of the effect of machining conditions on surface/near surface material response. QUANTIFY DAMAGE.
•Measure surface roughness for each specimen tested.•Measure induced residual stresses for each machining condition.•Measure % cold work for each machining condition.• Perform a detailed quantitative fractographic evaluation of each LCF failure.
•Configured LCF specimen machined using production tooling.•Select one relevant test condition for LCF testing.•Perform Multiple repeats of LCF tests for each machining condition.•Use statistical modeling to determine and model the key machining and material variables which control low cycle fatigue response.

National Aeronautics and Space Administration
www.nasa.gov 3
• Broaching performed at Honeywell using production tooling.•Broach blank representative of full thickness disk rim.•LCF specimens extracted by wire EDM and ground to final dimensions.•Each specimen represents different location along broach length.
Broaching variables evaluated:1)Tool Wear: a) Sharp (newly re-sharpened) b) Dull (pre-designated number of broaching operations reached)2) Broaching Speed: a) Slow; b) Medium c) Fast (Variation in speed >> actual practice)
Configured Broached LCF Specimen Extraction and Testing
•Material: NASA’s LSHR P/M alloy•Fine Grain, Subsolvus Heat Treatment•Test Temperature: 1200°F •Max Stress: 140 ksi; R=0.05•Frequency: 0.333 Hz for 24 hrs; 5 Hz•4 to 8 repeats per condition; additionaltests in progress.

National Aeronautics and Space Administration
www.nasa.gov 4
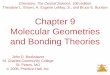
•Residual stresses and cold work were measured for each of six broaching conditions as a function of distance from the tool entry at three parallel locations (30 measurements per blank).
•Based on surface measurements, two locations with the highest and lowest residual stresses were selected for depth profile measurements.
•Residual stress measured in the axial direction.
EDM CutEDM Cut
Rows: 1 2 30.10”
1.14”
Axial Direction
Entry
Exit
Characterization of Residual Stresses and Cold Work

National Aeronautics and Space Administration
www.nasa.gov 5
•3D FEM elasto-plastic analysis performed of the contoured LCF specimen.•Max loading direction stresses are below the surface.•Due to notch plasticity substantial compressive stresses form on unloading.
Finite Element Analysis of the Broached LCF Specimen
Kt=1.6 (elastic)

National Aeronautics and Space Administration
www.nasa.gov 6
Speed Sharp DullRa Rq Rz Ra Rq Rz
Slow 1 1 1 0.77 0.83 0.99
Medium 0.88 0.90 0.92 0.75 0.72 0.82
Fast 0.90 0.93 0.96 0.45 0.50 0.66
• Surface roughness analysis performed on each specimen.•Sharp broach tooling produced a rougher surface finish than dull tooling.• Increase in the dull tooling machining speed reduced roughness.
Roughness Analysis of Broached Surface Finish
Normalized

National Aeronautics and Space Administration
www.nasa.gov 7
•Some surface damage due to broaching visible for all conditions.•Higher speeds appear to cause more extensive surface deformation.•No white surface layer detected – over aggressive machining.
Bro
ach
Dir
ectio
n
Sharp/Fast
Dull/FastDull/Medium
Sharp/Medium
Surface Deformation Caused by Broaching

National Aeronautics and Space Administration
www.nasa.gov 8
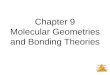
Surface Residual Stresses Measured as a Function of Distance From Slot Entry
Distance from Slot Entry (inches)
0.0 0.2 0.4 0.6 0.8 1.0 1.2
Sur
face
Res
idua
l Stre
ss (k
si)
-200
-150
-100
-50
0
50
100Sharp; Low SpeedSharp: Medium SpeedSharp: High Speed
2D Graph 1
Distance from Slot Entry (inches)
0.0 0.2 0.4 0.6 0.8 1.0 1.2
Sur
face
Res
idua
l Stre
sses
(ksi
)
-200
-150
-100
-50
0
50
100
Dull Slow SpeedDull Medium SpeedDull- High Speed
Surface Residual Stress Profiles as a Function of Distance From Slot Entry
•Residual stresses not uniform across the broach slot - highest at the tool entry point.•Sharp tooling produced considerably higher residual stresses than dull tooling.•For both sets of tooling, lowest broaching speed resulted in the lowest (most compressive) residual stresses.•Dull tooling produced significantly larger range of residual stresses.
Sharp Tooling Dull Tooling
Surf
ace
Res
idua
l Str
ess (
ksi)
Low
High
High
Low

National Aeronautics and Space Administration
www.nasa.gov 9
Depth from the Surface (inch)
0.000 0.001 0.002 0.003 0.004 0.005 0.006
Res
idua
l Stre
ss (k
si)
-120
-100
-80
-60
-40
-20
0
20
40
60
Sharp; Slow Speed; 0.2 inchSharp: Medium Speed; 0.2 inchSharp: Fast Speed; 0.2 inchDull: Slow Speed; 0.2 inchDull: Medium Speed 0.2 inchDull Fast Speed; 0.2 inch
Depth (inches)
0.000 0.002 0.004 0.006 0.008
Res
idua
l Stre
ss D
epth
Pro
files
(ksi
)
-250
-200
-150
-100
-50
0
50
Dull Slow - 0.7 inchDull Medium - 0.8 inchDull Fast 0.8 inchSharp Slow : 0.8 inchSharp - Medium: 0.8 inchSharp Fast: 0.8 inch
Sharp
Dull
Residual Stress Depth Profiles at 0.2 inch and 0.8 inch Slot Locations
Sharp
Dull
•Residual depth profiles for the dull tool set are substantially more compressive than sharp tool set.• Slower speeds typically resulted in lower (more compressive) near surface residual stresses.• Compressive stresses depths up to 0.005 inch (dull tools).
0.2 inch0.8 inch

National Aeronautics and Space Administration
www.nasa.gov 10
Surface Cold Work As Distance from Slot Entrance
Distance from Slot Entrance (in)
0.0 0.2 0.4 0.6 0.8 1.0 1.2
Cold
Wor
k (%
)
10
15
20
25
30
35
40
45
Sharp: Slow SpeedSharp: Medium SpeedSharp: Fast SpeedDull: Slow SpeedDull: Medium SpeedDull: Fast Speed
Dull
Sharp
•Overall, dull tooling produced higher amount of cold work which was relatively uniform across the slot thickness.•Sharp tooling exhibited higher % C.W. on the surface which decreased with distance from entry.
Surface Cold Work Percent as a Function of Distance from Tool Entry

National Aeronautics and Space Administration
www.nasa.gov 11
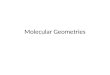
•Fatigue testing resulted in over 2 orders of magnitude spread in LCF lives.•The dull tooling resulted in ~2X greater mean LCF lives and larger scatter than sharp tooling.
Cycles to Failure
1e+3 1e+4 1e+5 1e+6 1e+7
Cum
ulat
ive
Pro
babi
lity
of F
ailu
re (%
)
0.512
5
10
2030
50
7080
90
95
9899
All Broached LCF TestingPlot 1 Regr
Nf=15,840
Nf=1.75*106
All Broached Conditions
Cycles to Failure
1e+3 1e+4 1e+5 1e+6 1e+7
Cum
ulat
ive
Pro
babi
lity
of F
ailu
re (%
)
0.512
5
10
2030
50
7080
90
95
9899
Dull - All ConditionsPlot 1 RegrSharp All ConditionsPlot 2 Regr
Dull and Sharp Tooling Separated
DullSharp
Cum
ulat
ive P
roba
bilit
y of
Fai
lure
(%)
LSHR Configured LCF Specimen Results at 1200°F in Terms of Cumulative Probability Plots

National Aeronautics and Space Administration
www.nasa.gov 12
Probability of Failure: Sharp Tooling - Various Speeds
Cycles to Failure
1e+4 1e+5 1e+6 1e+7
Cum
ulat
ive
Pro
babi
lity
of F
ailu
re (%
)
5
10
20
30
50
70
80
90
95
Sharp; Low SpeedPlot 1 RegrSharp; Medium SpeedPlot 2 RegrSharp: High SpeedPlot 3 Regr
4X
Low
Med.
Surface Residual Stresses Measured as a Function of Distance From Slot Entry
Distance from Slot Entry (inches)
0.0 0.2 0.4 0.6 0.8 1.0 1.2
Sur
face
Res
idua
l Stre
ss (k
si)
-60
-40
-20
0
20
40
60
80
100Sharp; Low SpeedSharp: Medium SpeedSharp: High Speed
• Low broaching speed had highest mean LCF life for the sharp tooling•This condition also exhibited the most compressive surface residual stresses for sharp tooling.
Sharp Tooling- Effect of Broaching Speed on LCF LifeC
umul
ativ
e Pro
babi
lity
of F
ailu
re (%
)

National Aeronautics and Space Administration
www.nasa.gov 13
•Mean life of the dull tool set no more than ~2X variability.•High speed broaching resulted in the lowest mean LCF lives.•High speed broaching resulted in highest (less compressive) residual stresses.•Lower variation in mean LCF life corresponds to smaller differences in residual stresses between various speeds in comparison to sharp tooling.
2D Graph 1
Distance from Slot Entry (inches)
0.0 0.2 0.4 0.6 0.8 1.0 1.2
Surfa
ce R
esid
ual S
tress
es (k
si)
-200
-150
-100
-50
0
50
100
Dull Slow SpeedDull Medium SpeedDull- High Speed
Dull –Surface Residual Stresses
Dull Tooling; Broached LCF TestsEffect of Broaching Speed on Life
Fatigue Life
1e+4 1e+5 1e+6 1e+7
Cum
ulat
ive
Prob
abilit
y of
Fai
lure
(%)
2
5
10
20
30
50
70
80
90
95
Dull; Low SpeedPlot 1 RegrDull Medium SpeedPlot 2 RegrDull: High SpeedPlot 3 Regr
2X
Dull Tooling- Effect of Broaching Speed on LCF LifeC
umul
ativ
e Pro
babi
lity
of F
ailu
re %

National Aeronautics and Space Administration
www.nasa.gov 14
• Characteristic LCF life most strongly increased with decreasing speed, and also increased with increasing wear. •Increase in wear strongly correlated to increase in scatter.
Parameterized Statistical Model Developed Relating Broaching Parameters to LCF Life and Scatter in Life
R2=0.82; R2adj.=0.71
Weibull Characteristic Life= 215442-107393×Speed+78833×WearWeibull Slope= 1.2 -0.303×Wear (R2=0.75; R2adj.=0.69)
Wear: Sharp=-1; Dull=1 Speed: Low=-1; Medium=0; High = 1
*Preliminary statistical analysis – more robust analysis in progress

National Aeronautics and Space Administration
www.nasa.gov 15
R2=0.84; R2adj.=0.74
Mean Ln Life= 13.3-0.0157×Residual Stress-ksi- 0.07×Cold Work-%
•Mean life significantly increased as surface residual stress became more compressive and cold work decreased. •Change in residual stresses was the strongest predictor of LCF life.
Multi-Variate Linear Regression Performed to Relate LCF Lives to Residual Stresses and Cold Work

National Aeronautics and Space Administration
www.nasa.gov 16
•Internal initiations originated at subsurface inclusions (mostly alumina inclusions; few zirconia inclusions).•Broaching grooves were sites for initiation and growth of majority (not all) of the surface initiated specimens.
Failure from a subsurface alumina inclusion Surface initiation from a broaching groove
Fractography Performed on All Failed Specimens

National Aeronautics and Space Administration
www.nasa.gov 17
•For both dull and sharp tool sets, surface initiation locations resulted generally in much shorter lives than internal initiations.• Majority of the failures for both tool sets initiated from subsurface inclusions.
LSHR Broached LCF Testing1200°F; Max Net Stress=140 Ksi
Cycles to Failure
1e+3 1e+4 1e+5 1e+6 1e+7
Cum
ulat
ive
Pro
babi
lity
of F
ailu
re (%
)
0.512
5
10
2030
50
7080
90
95
9899
Dull - All ConditionsPlot 1 RegrSharp All ConditionsPlot 2 Regr
SurfaceFailures
SubsurfaceInitiation
Cum
ulat
ive P
roba
bilit
y of
Fai
lure
(%)
Subsurface inclusion initiation
Surface machining groove initiation
Location of the Initiation Site Related to LCF Life

National Aeronautics and Space Administration
www.nasa.gov 18
Summary
•Production tooling was used to evaluate the effect of broaching machining parameters on surface integrity and LCF behavior of the LSHR P/M disk alloy.
•Variation in broaching parameters and the corresponding changes in surface response produced up to two orders of magnitude spread in LCF lives.
•Increase in tool wear was found to increase the mean LCF life but it also increased the scatter in LCF lives. Decrease in the machining speed increased the mean LCF lives.
•Mean LCF life significantly increased as surface residual stresses became more compressive and cold work decreased. Changes in the residual stress distributions were found to be the most important predictor of fatigue lives.
•Statistical models were developed which captured the relationship between the broaching parameters, residual stress distributions, cold work and fatigue life.