Embed Size (px)
Citation preview

Available online at www.sciencedirect.com
Chemical Engineering and Processing 47 (2008) 1887–1900
A reduced efficiency approach-based process modelfor a circulating air classifier
C. Eswaraiah, S.S. Narayanan, S. Jayanti ∗
Department of Chemical Engineering, Indian Institute of Technology Madras, Chennai 600036, India
Received 2 November 2006; received in revised form 20 October 2007; accepted 22 October 2007
Available online 21 February 2008
Abstract
The performance of a circulating air classifier has been studied systematically by conducting experiments over a range of process and design
variables. It is found that while the overall induced flow rate is proportional to the speed of rotation of the wheel, the circulation pattern inside
the classifier depends on the configuration of stationary guide vanes. This is found to have a significant effect on the range of operability of the
classifier. Results show that the cut size, sharpness of separation and the bottom and top size selectivity increments are influenced strongly by the
stationary guide vane configuration. Using experimental data from a dense material (fly ash) and a light material (rice husk), a model based on the
reduced efficiency curve approach, originally proposed for hydrocyclones, has been developed to predict the performance of the classifier.
© 2007 Published by Elsevier B.V.
Keywords: Size classification; Circulating air classifier; Grade efficiency; Circulation pattern; Reduced efficiency curve; Similarity
1. Introduction
Size classification is an important unit operation in which
particles of different sizes suspended in a fluid medium are
separated into coarse and fine fractions based on their settling
velocities or densities or other properties. The focus of the
present study is on the size classification of particles of the same
materials. A number of methods are available for classification.
Shapiro and Galperin [1] have reviewed the operational princi-
ples and features of a number of modern air classifiers. These
include gravitational and centrifugal classifiers of crossflow or
counterflow type; cascade classifiers; fluidized bed classifiers;
inertial air classifiers; centrifugal classifiers; rotor classifiers,
and circulating air classifiers. Of these, circulating air classi-
fiers are often used for large volume applications such as in the
power generation and cement industries where they are used
to classify coal particles and fly ash, respectively. The advan-
tage of this type of air classifiers is that it does not require
external air from a compressor or a blower for suspending the
particles; an internal fan itself induces the air flow. Varying
the rotational speed of the fan can change the strength of the
∗ Corresponding author.
E-mail address: [email protected] (S. Jayanti).
forced vortex created within the classifier and can thus be used
to change the cut size, i.e., the size of the feed particle which
has an equal probability of appearing in the coarse or the fine
fraction.
Rotating wheel air classifiers have been around for several
decades although a number of design improvements have taken
place. Rumpf and co-workers [2,3] led the early work on air
classifiers and introduced new ideas such as spiral classifiers
with rotating walls and recycling of the coarse fraction. These
enabled a better separation of the coarse and the fine fractions at
smaller cut sizes than what had been possible with other spiral
classifiers. The Alpine Mikroplex classifier incorporating these
features was the first industrial-scale classifier to achieve cut
sizes in the range of 10 �m with a reasonably high sharpness of
cut even at cut points below 5 �m [4]. Variations of the Mikro-
plex spiral classifier are available from other manufacturers. In
some, the wall rotational speed can be adjusted independently
of the fan speed, or a secondary air stream is supplied with the
feed stream to more evenly distribute the particles entering the
classification zone. In one design tested by Austin and Luckie
[5], the rotor vanes are located at the top of the classifier. The air
is supplied from the bottom. The feed along with a secondary
air stream enters the classifier in a direction perpendicular to
the primary air stream. The combined streams travel upward to
the rotor vanes. Air and the fine fraction pass through the vanes
0255-2701/$ – see front matter © 2007 Published by Elsevier B.V.
doi:10.1016/j.cep.2007.10.016

1888 C. Eswaraiah et al. / Chemical Engineering and Processing 47 (2008) 1887–1900
and exit at the top of the classifier. The coarse fraction is fed
back into the feed stream and is re-classified. In the Accucut
classifier [6,7], air is drawn into the classifier from the bottom
in the direction of the axis of rotation at a radius just outside
the vanes. Particles enter in a direction perpendicular to the air
stream and mix with the air before passing through the vanes.
The rotor vanes are centrally located in the classifier in the axial
direction and occupy nearly the entire height of the classifier.
Air and the fine fraction exit through a tube at the axis of the
classifier, while coarse particles exit tangentially. As in the case
of free vortex classifiers, many designs for rotor-vane classifiers
send the coarse fraction back into the incoming air to obtain a
sharper cut. The MikroCut MC classifier [8] is a new rotor-vane
classifier that can operate with a centrifugal acceleration of over
15,000 × g. Because of this, cut sizes of the order of 1–20 �m
for particle densities from 1000 to 4000 kg/m3 can be obtained.
Here, air and particles enter the classifier together tangentially.
A secondary air stream of varying flow rate can also be supplied
tangentially to the classifier to improve separation of the fine
fraction from the coarse fraction and to prevent particles from
being collected before entering the classification zone.
In the CFS-HD classifier [4], both free and forced vortex flows
are used for classification. Stationary guide vanes surrounding
the rotor vanes are used to create a flow of high shear in the region
where the particles are introduced so that these can be dispersed
before they enter the classification region. The coarse fraction
exits tangentially within the periphery of the guide vanes. Air
and the fines pass through the rotor vanes into an internal, rotor-
vane free area inside the rotor, where the flow is of free vortex
type. To achieve a more uniform velocity in the radial direction in
this area, the height of the inside of the rotor is made to increase
as the radius decreases. In addition, the air and the fine fraction
outlet tube is made to rotate in the same direction as the rotor and
is extended into the internal area to prevent coarse particles from
being carried to the outlet by high radial velocities near the rotor
walls. Nied [4] reported achieving cut sizes of 2 �m with this
classifier using limestone of d97 of 35 �m as the feed material.
In another class of rotating wheel air classifiers of more recent
origin such as the Sturtevant side draft classifier and the O-Sepa
separator [9] a forced draft of air is introduced to achieve a higher
efficiency of operation than what is possible without external air
supply.
While there has thus been a continuous evolution of the design
of air classifiers, systematic theoretical and modelling studies
are of recent origin. Johansen et al. [10] developed a two-phase
model for particulate flow through a continuous Accucut air
classifier. They solved for the phase fractions of both phases
using field equations in the Eulerian–Eulerian framework exist-
ing in the commercial computational fluid dynamics (CFD) code
FLUENT and included the effect of particles on the turbulence
field. The drag reduction associated with the presence of the par-
ticulate phase was incorporated into the boundary conditions.
Only a two-dimensional model of the classifier was considered
and the motion of the rotor blades was treated approximately
by assuming that they imposed a constant angular velocity
on the flow. They found that increased particle loading could
improve the performance of the classifier by damping the tur-
bulence but that high loading might alter the macroscopic flow
pattern due to momentum coupling between the two phases.
Johansen and de Silva [11] approached the problem using an
Eulerian–Lagrangian framework in which field equations were
used to obtain the carrier gas flow field and particle tracking cal-
culations were used to obtain the trajectories of particles through
the flow field subject to centrifugal, drag and other forces. A
full, three-dimensional model was constructed and the motion
of the rotor blades was taken into account exactly using a rotat-
ing coordinate system. They used the code FLUENT to simulate
the flow field, particle dispersion and grade efficiency for the
Accucut A12 classifier rotating at a rotor speed of 3200 rpm.
They found that both the flow field and the particle trajectories
were more complicated than what one obtained using simple
theories. The predicted grade efficiency was lower than the mea-
sured one for even the smallest particles and they attributed this
to particle agglomeration arising from long residence times in
the classifying zone.
Leschonski and Legenhausen [12] used similarity arguments
to measure the flow field in water flow through a deflector wheel
air classifier and showed that a free vortex sink flow was formed
in the inner bladeless region which they argued would be detri-
mental to the cut-size conditions of the classifier. Wang et al.
[13] considered the effect of the blade angle of a horizontal tur-
bine air classifier. Using a pneumatic mechanics model for the
gas velocity, they obtained an expression for the fluid speed dis-
tribution in the turbine passage ways and used this to estimate
the drag and centrifugal forces acting on the particle. Since the
gas speed was non-uniform, they argued that a range of particle
sizes would be classified and obtained an analytical expression
for the maximum classified particle cut size as a function of the
structural parameters of the classifier, the feed material and the
operating parameters. They conducted experiments in the max-
imum cut-size range of 4–10 �m with mica, calcium carbonate,
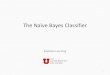
Fig. 1. Schematic line diagram of the circulating air classifier.

C. Eswaraiah et al. / Chemical Engineering and Processing 47 (2008) 1887–1900 1889
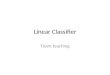
Fig. 2. Sketch of the observed secondary flow in the classifier with (a) radial vanes and (b) angular vanes.
carbon silicon and alumina as feed materials and showed that
their expression exhibited better sensitivity of the cut size to
the turbine blade angle. Bauder et al. [14] reported that CFD
simulations using a commercial code gave satisfactory results
for the cut size and the sharpness of cut for a deflector wheel
air classifier. They also conducted systematic experiments to
determine the effect of parameters (such as the wheel geome-
try, classifier size, rotor tip speed, gas throughput, product flow
rate, vortex finder diameter and test material) on the cut size and
the sharpness of separation. However, they did not present any
quantitative models.
Most of the recent studies have been conducted for classi-
fication of particle sizes of less than 10 �m [4,8,15]. Particle
sizes of the order of the 50–100 �m are of interest to cement
and power generation industries. For example, the mean size
of the coal particle used in pulverized coal boilers is typically
about 70 �m. The resulting fly ash, which is used in the cement
industry, will also be of similar size. Rotating wheel air classi-
fiers (also called circulating air classifiers [1]) are widely used in
these applications as they can handle high throughputs. Clerc et
al. [16] conducted a systematic study of pneumatic classification
of fly ash obtained from coal combustion in thermal power plants
using the Condux size classifier. They studied the effect of rota-
tional speed, ash feeding rate and air flow rate on the cut size in
a laboratory scale and in an industrial pilot scale classifier. They
found that in both classifiers the cut size depended primarily
on the rotational speed and that it was inversely proportional to
it. Benzer et al. [17] and Kolacz [15] reported on experimental,
modelling and simulation work on applications in grinding cir-
cuits. Bhasker [18] presented a CFD simulation model of a coal
classifier concentrating on the geometry creation and the treat-
ment of the flow problem. Recently, the present authors [19]
conducted a detailed study of the flow field in a circulating gas
type rotating wheel air classifier used in thermal power plants
for fly ash classification.
Circulating air classifiers offer an attractive alternative to gas
cyclones for a range of classification duties. Although a number
of designs have been studied, much of the reported work has
been focused on cut sizes less than 10 �m. Also, the linkage
between the flow and the resulting classification has not been
fully explored. CFD-based studies have been used primarily to
shed light on the classification process while process models
have concentrated on the determination of only the cut size. The
work reported in the present paper builds on the hydrodynamic
study of a rotating wheel air classifier investigated previously
[19] using computational fluid dynamics simulations. System-
atic classification experiments have been done over a range
of parameters, and their effect on the classification has been
interpreted in the light of the insight gained into the hydro-
dynamics of the flow. Using the present experimental data, a
model incorporating appropriate dimensionless groups has been
developed to predict the performance of a similar classifier.
Details of these studies and the results obtained are discussed
below.
Table 1
(a) Range of operating parameters for the fly ash experiments
Vane
configuration
Feed size,
d80 (�m)
Guide vane
angle, θ (◦)
Fan speed,
N (rpm)
Feed flow rate,
Wo (kg/h)
Radial 190 5 400 75
30 600 125
60 800 175
Angular 190 5 1200 75
30 1450 125
60 1700 175
(b) Range of operating parameters for the rice husk experiments
Radial 200 5 300 10
350 15 400 20
550 30 500 40
Angular 200 5 1200 10
350 15 1450 20
550 30 1700 40

1890 C. Eswaraiah et al. / Chemical Engineering and Processing 47 (2008) 1887–1900
2. Experimental set-up
A schematic line diagram of the rotating plate circulating air
classifier used in the present study is shown in Fig. 1. It con-
sists of a cylindro-conical tank of overall height of 0.95 m and
a cylindrical diameter of 0.51 m. Air circulation is induced with
the help of 16 fan blades mounted on its vertical axis towards
the top of the cylinder. A set of six semi-cylindrical guide vanes
and a horizontal circular plate are mounted further down on the
same axis and rotate along with the fan blades at the same speed.
The angle of the guide vanes measured from the tangent can be
changed from 13◦ to 89◦. The air flow within the classifier can
also be altered using bottom stationary vanes located at the top
of the conical section. Two types of these stationary vanes are
used: the radial vanes, in which the guide vanes make an angle of
90◦ with the circumferential direction, and the angular vanes, in
which the guide vanes make an angle of 30◦ with the circumfer-
ential direction. The solids are fed using a vibratory feeder into
an annular space between the stationary and the rotating shaft.
They fall on to the rotating plate and are discharged radially
into the cylindrical portion of the classifier. Coarse particles fall
against the entering air stream and then move downwards into
the conical section to be discharged through the air inlet pipe for
collection in a filter bag. Fine particles are carried along with the
air flow into the annular region of the classifier and are collected
at the air outlet in another filter bag. A continuously variable
voltage auto transformer can be used to control the speed of the
fan between 0 and 2400 rpm.
The flow field induced in this classifier by the rotation of the
fans (the wheel rotation itself induces little flow) has been studied
previously [19] with the help of CFD simulations and flow visu-
alization experiments. These indicate two major features of the
flow, namely that the velocity is predominantly circumferential
and that a strong recirculation is set up in the upper (cylin-
drical) part of the classifier. The overall velocity field scales
linearly with the fan speed. The direction of the recirculating
flow depends strongly on the type of bottom stationary guide
vanes used. For radial vanes, the secondary flow is such that it
flows upwards in the outer, annular part and comes down in the
inner cylindrical part (Fig. 2a). For angular vanes, the secondary
flow is downwards in the outer, annular section and upwards in
the inner, cylindrical section (Fig. 2b). CFD simulations show
that the volumetric flow rate in this recirculation is twice as much
as the net flow rate through the classifier. Due to the large flow
cross-sectional area, the induced axial velocity in the cylindri-
cal section (where the feed is introduced) is only of the order of
2–3% of the tip speed. However, even this small axial velocity
is sufficient to entrain small particles.
The mechanism of classification is as follows. The flow is
primarily circumferential and the particles move at speeds close
to the local gas velocity. Hence the inertia of the particles is
directly proportional to their size. Classification into coarse and
fine fractions is effected principally by the drag force arising
from the secondary flow. With a stationary angular vane config-
uration, the secondary flow is upwards in the inner cylindrical
section. Small particles thrown off by the rotating disc feeder
are entrained by this secondary flow and are taken into the outer
annulus and eventually to the fine fraction stream. Large parti-
cles which resist this upward drag will come down into the inner
conical section and fall against the incoming air to be collected
as the coarse fraction. For a radial stationary vane, the secondary
flow is downwards in the inner cylindrical section. Hence even
the small particles are brought down. As they reach the gap
between the cylindrical and the conical parts of the classifier,
they are entrained by the secondary flow and are carried into
the outer annulus and eventually into the fine fraction. Coarse
particles, which have a larger inertia, remain in the central part
and eventually report to the coarse fraction. However, the actual
behaviour is complicated by the presence of centrifugal force
and particle–wall collisions, as we shall see later.
Fig. 3. Typical results obtained from the classification experiments using fly
ash: (a) actual efficiency curves for radial vanes, (b) the corrected efficiency
curves, and (c) the mass flow split for radial and angular vanes.

C. Eswaraiah et al. / Chemical Engineering and Processing 47 (2008) 1887–1900 1891
Size classification experiments were conducted using fly ash
obtained from the Ennore Thermal Power Station, Chennai,
India, and rice husk obtained from the Research & Develop-
ment Division of Bharat Heavy Electricals Limited (BHEL),
Tiruchirapalli, India. Both were acquired in bulk quantity to
avoid day-to-day variations at the source. The fly ash had a d80
of 190 �m while the rice husk had a d80 of 550 �m. By further
size reduction using pin and ball mills, two further samples of
rice husk, having d80 of 350 and 200 �m, were also prepared.
The density of the feed material was measured using the stan-
dard specific gravity bottle method and by the Helium–Mercury
Pycnometer. While the density of the fly ash was found to be
independent of the particle size, the bulk density of the three rice
husk samples was found to vary by about 20% (presumably due
to variation in the silica content). The bulk density of rice husk
of d80 of 550 �m was 1050 kg/m3 while that of 200 �m was
1250 kg/m3. Therefore, the actual density based on the sample
size was used in the analysis.
In a typical classification experiment, the feed was sampled
using the coning and quartering method. One kilogram of the
material was fed to the classifier using a vibratory feeder at a
pre-determined feed rate. The classifier was set with the desired
configuration which is defined by the angle of the rotating guide
vanes, the configuration (angular or radial) of the stationary bot-
Fig. 4. Variation of the actual cut size d50a for (a) the radial and (b) the angular
vane configuration for fly ash at a rotating guide vane angle of 13◦.
tom vanes and the rotational speed of the wheel (which was
regulated by a variac). The rotational speed was maintained
for several minutes after the feeding was completed in order
to ensure that all the material was classified. The material col-
lected in the fine and the coarse streams was weighed separately
and three samples of each were analyzed for size using a vibra-
tory sieve shaker in the size range of 40–800 �m. The vibratory
feeder used in the present study has a capacity of 200 kg/h of
fly ash and 80 kg/h of rice husk. Typically, the mass fed and the
mass collected in the two streams agreed to within 1%. Similar
tallying was also found to apply in the sieve analysis. Thus, the
overall split into coarse and fine streams and the size distribution
of each stream were found to be repeatable to within a few per
cent. The range of parameters in which the size classification
experiments were conducted is summarized in Table 1.
3. Results from the classification experiments
From known size distributions of the feed, the fines and the
coarse fractions, the actual efficiency of classification can be
calculated [20] as
Ea =mc �φc
mc �φc + mf �φf(1)
Fig. 5. Variation of the mass split M for (a) the radial and (b) the angular vane
configuration for fly ash at a rotating guide vane angle of 13◦.

1892 C. Eswaraiah et al. / Chemical Engineering and Processing 47 (2008) 1887–1900
where mc is the mass of the material collected in the coarse
fraction, mf is the mass of material collected in the fine fraction
and �φc and �φf are the cumulative size distribution interval of
the coarse and the fines, respectively. The grade efficiency curve
obtained for a specific case, namely for fly ash at a feed flow rate
of 175 kg/h with radial stationary vanes and a rotating guide vane
angle of 13◦ is shown in Fig. 3a for rotational speeds of 400 and
800 rpm. It can be seen that the actual grade efficiency curve has a
distorted S-shape. The cut size, d50, is the size at which the actual
efficiency is 50%. For the above case, the cut size is found to be
73 and 89 �m for wheel speeds of 400 and 800 rpm. All particles
below this size can be termed as fine particles and those larger
can be termed as coarse particles. Fig. 3a shows that, contrary to
expectation, a significant fraction of the “fine” particles report
to the coarse stream and that the grade efficiency of the lowest
measured size is not zero. Similarly, not all the largest particles
report to the coarse stream and their collection efficiency is not
100%. These two non-ideal effects, namely the fraction of the
finest particles entering the coarse stream, and the fraction of the
largest particles not entering the coarse stream, are expressed as
the bottom size selectivity increment (�Sb) and the top size
selectivity increment (�St), respectively. For the specific cases
shown in Fig. 3a, these have values of 16 and 4%, respectively,
at a rotational speed of 400 rpm and 18 and 7% at a speed of
800 rpm, respectively. The grade efficiency curves in Fig. 3a
Fig. 6. Variation of the bottom size selectivity increment �Sb for (a) the radial
and (b) the angular vane configurations for fly ash at a rotating guide vane angle
of 13◦.
can be adjusted such that the grade efficiency varies between 0
and 100% by evaluating a “corrected grade efficiency” as
Ec =Ea − �Sb
(1 − �Sb − �St)(2)
and is plotted in Fig. 3b. The corrected cut size, d50c, based on
the corrected grade efficiency, is 80 �m for 400 rpm and 98 �m
for 800 rpm.
A further measure of classification is the mass flow split (M)
between the coarse and the fine streams defined as the ratio of
mass of material collected in the coarse stream to that collected
in the fines stream:
M =mc
mf(3)
When M is large, most of the feed reports to the coarse stream
and when M is small, most of it reports to the fines stream.
Classification is not effective when M is either too small or too
large. However, this does not mean that the material is wrongly
classified. Even an ideal classifier may give very large or very
small values of M if the feed size distribution is highly skewed
with respect to the cut size. The measured variation of M with
rotational speed is plotted in Fig. 3c for fly ash at a feed rate
of 175 kg/h for radial and angular vanes. For the given feed and
geometry of the classifier, the radial vane configuration can be
operated only below 800 rpm. Above this speed, nearly all the
Fig. 7. Variation of the top size selectivity increment �St for fly ash with (a)
the radial and (b) the angular vane configuration at a rotating guide vane angle
of 13◦.

C. Eswaraiah et al. / Chemical Engineering and Processing 47 (2008) 1887–1900 1893
material is collected in the fines stream, presumably due to the
combined, unilateral action of the drag and the centrifugal forces
in pushing the particles into the outer annular region. With the
angular vane configuration, the centrifugal and the drag forces
at the cylindro-conical section oppose each other and appear to
be finely balanced so that the mass split is not very sensitive to
the speed in the range of 1200–2400 rpm.
Details of the variation of the four parameters of classifica-
tion, namely d50a, M, �Sb, �St, are shown in Figs. 4–7. The
measured variation of the actual cut size (d50a) is plotted as a
function of the fan speed in Fig. 4 for the two stationary vane con-
figurations. The feed material was fly ash with a d80 of 190 �m
and the rotating guide vanes were fixed at an angle of 13◦ with
the tangent. It can be seen that, in both cases, the d50a increases
as the fan speed increases although the effect is more prominent
for the radial vanes. This can be attributed to the stronger sec-
ondary flow at higher wheel speeds which enables even larger
particles to be carried out into the annulus (and ultimately into
the fine fraction) through the gap between the cylinder and the
cone sections. This shifts the efficiency curve towards the right
leading to an increase in d50a. The effect is more pronounced
for the radial vanes where the drag and the centrifugal forces act
in the same direction (radially outward) at the cylindro-conical
section where the classification takes place. The effect of fan
speed on the mass split, M, is compared in Fig. 5. With radial
vanes, a stronger secondary flow, created by a higher fan speed,
would carry more particles into the fines stream and the mass
split therefore decreases (Fig. 5a) as the fan speed increases.
With the angular vane, although stronger secondary flow carries
more particles into the outer annular region, it would also drag
a larger number of them back into the inner cylindrical section.
Hence the net effect is more muted.
The effect of the wheel speed on the bottom and the top
size selectivity increments is subtler. The bottom size selectiv-
ity increment, �Sb, is due to the fine particles reporting to the
coarse stream. Increasing the wheel speed increases the drag
force which pushes the fine particles into the fine stream. Since
the fine particles would require only a small amount of drag force
to entrain them, it is to be expected that increasing wheel speed
would have only a little effect on �Sb (Fig. 6). For an angular
vane, the secondary flow is such that it would bring small parti-
cles into the inner cylindro-conical section. This is reflected in
the high values of �Sb for the angular vanes as compared to the
radial vanes. A reverse trend is seen in the top size selectivity
increment, �St, which is higher for radial vanes than for angular
vanes (Fig. 7). Non-zero values of �St arise because large par-
ticles report to the fines stream. Normally, one would not expect
the largest particles to be affected by the drag to such an extent
that they would report to the fines stream. This can therefore
be attributed to particle–wall interaction. With radial vanes, if a
large particle is deflected slightly from its circular path, then it
will hit the radial vane at such an angle that upon rebounding it
will move into the fines stream (Fig. 8a). For angular vanes, the
angle of impact is such that the rebounding large particle will
remain in the central section (Fig. 8b) and will eventually report
to the coarse fraction.
Fig. 8. Effect of particle–stationary vane interaction for (a) radial vanes and (b) angular vanes.

1894 C. Eswaraiah et al. / Chemical Engineering and Processing 47 (2008) 1887–1900
Fig. 9. Measurements of the induced air flow rate: (a) flow rate variation with fan speed at a rotating guide vane angle of 13◦, (b) effective gap width for secondary
flow as a function of the rotating guide vane angle, and (c) effect of rotating guide vane angle on induced flow rate.
Thus, the classifier exhibits different performance with the
two stationary vanes. The cut size as well as the bottom and top
selectivity increments (which determine how much of the very
coarse and of the very fine particles are being wrongly classified)
is affected by the specific values of the variables set in each run.
This influence can be directly related to the flow pattern inside
the classifier set-up by the geometrical features. In view of this
linkage, a model is developed below to predict the performance
of a geometrically similar classifier.
4. Development of a mechanistic model
The objective of the model is to predict the actual efficiency
curve for a geometrically similar machine for a given set of
parameters which have been shown to influence the perfor-
mance, namely the feed material, the feed size and flow rate,
the fan speed, the type of stationary vanes and the angle of
the rotating vanes. The model developed consists of two ele-
ments: a flow model and a classification model. In the flow
model, correlations in terms of dimensionless variables have
been developed based on flow rate measurements to determine
the induced flow rate and the power consumed to maintain
a constant flow rate. In the classification model, the reduced
efficiency curve approach [21] has been used, along with dimen-
sionless correlations to determine d50c, �Sb and �St, to predict
the actual grade efficiency. Details of these models are given
below.
4.1. Flow model
The dynamic forces acting on the particle, namely the cen-
trifugal force and the drag force, are closely related to the
velocity field. Hence the induced flow rate through the clas-
sifier was measured using a flow meter for radial and angular
vanes for different positions of the rotating guide vane angles.
The results are shown in Fig. 9. Since radial vanes offer more
resistance to circumferential flow, the induced flow rate is less as
compared to the angular vanes at the same fan speed. A smaller
rotational guide vane angle means that it offers more resistance
to flow by reducing the cross-section available to flow (Fig. 9b)
and the induced flow rate increases as the rotating guide vane
angle increases (Fig. 9c). Previous CFD simulations [19] have
shown that the velocity field in the classifier scales well with the
tip speed of the fan and that the pressure field scales with the
dynamic pressure based on the tip speed of the fan. Keeping in
mind the similarity variables used in turbomachinery applica-
tions, the induced volumetric flow is correlated to the fan speed,
N, and the angle of the rotating vane, θ, and the angle of the
stationary vane angle, ϕ, which is 90◦ for the radial vanes and
30◦ for the angular vanes. The effect of constriction of the flow

C. Eswaraiah et al. / Chemical Engineering and Processing 47 (2008) 1887–1900 1895
cross-sectional area by the rotating guide vanes (Fig. 9b) can be
included in the form of the dimensionless parameter (ge/gmax)
or (1 − (l sin θ/gmax)) where l is the length of the guide vane and
ge and gmax are the effective and maximum gap widths, the latter
being given by gmax = (Dc − Dfp)/2, where Dc and Dfp are the
diameters of the cylinder and the feed plate respectively. The
volumetric flow rate and the fan speed are non-dimensionalized
in the form of flow number, NQ, and Reynolds number, NRe,
defined as NQ = Qa/ND3 and NRe = ND2ρa/µa, where N is the
wheel speed in revolutions per second, D is the diameter of the
fan blade (0.35 m), Qa is the volumetric flow rate in m3/s and
ρa and µa are the density and viscosity of air. Regression anal-
ysis of the present data yields the following correlation for the
induced air flow rate:
NQ = K1(ϕ)(NRe)0.85
(
ge
gmax
)0.1
(4)
where
K1 = 4.8 × 10−7, for ϕ = 30◦ (angular vane)
K1 = 2.5 × 10−7, for ϕ = 90◦ (radial vane)
Fig. 10. Measured variation of power consumption with fan speed for radial and
angular vanes.
Fig. 11. Measured reduced efficiency curve for fly ash as a function (a) fan speed in rpm, (b) feed mass flow rate in kg/h, (c) type of stationary guide vanes, and (d)
rotating guide vane angle in degrees.

1896 C. Eswaraiah et al. / Chemical Engineering and Processing 47 (2008) 1887–1900
Fig. 12. Measured reduced efficiency curve for rice husk as a function of (a) fan speed in rpm, (b) feed mass flow rate in kg/h, (c) type of stationary guide vanes, (b)
angle of rotating guide vanes in degrees, and (e) feed size in microns.
The above correlations are valid in the following ran-
ges.
0.001 ≤ NQ ≤ 0.02;
50, 000 ≤ NRe ≤ 250, 000;
0.25 ≤ge
gmax≤ 0.75
4.2. Power consumption
Power consumption studies for the rotating wheel classifier
have not been reported in the literature. In view of this, exper-
iments were conducted in which the power consumed to keep
the fan rotating at a certain speed was measured directly from
an energy meter connected to the power supply unit. There was
no feed of the solid material during these measurements. The

C. Eswaraiah et al. / Chemical Engineering and Processing 47 (2008) 1887–1900 1897
fan speed was maintained constant, typically for 30 min, and the
energy meter readings were taken for every 10 min. A nearly
linear variation of the power consumption (Fig. 10) with the fan
speed was obtained for both stationary bottom vane configura-
tions. As expected, the power consumption (P) for the radial
vanes was higher by 20–30% over the angular vanes at the same
fan speed. Following the practice in turbomachinery, the follow-
ing non-dimensional correlation between the flow number (NQ)
and the power number (NP) has been developed:
NP = K2(NQ)−3.33 (5)
where
K2 = 2.2 × 10−8 for the radial vane
= 7.9 × 10−8 for the angular vane
and
NP =P
N3D5ρ
4.3. Classification model
Early studies by Lynch and co-workers [21–23] showed that
for a hydrocylone, an appropriate non-dimensionalization, from
the point of view of performance prediction, of the grade effi-
ciency curve is the reduced efficiency defined as
Ec
(
d
d50c
)
=
[
exp(αd/d50c) − 1
exp(αd/d50c) + exp(α) − 2
]
(6)
where α is the reduced efficiency curve parameter. It was found
(see, for example, Lynch and Rao [22]; Lynch and Narayanan
[23]) that the reduced efficiency curve was invariant with design
and operating conditions and that the parameter α was a func-
tion of the feed material. Since the rotating wheel classifier
shares some features of the hydrocyclone, the applicability of the
reduced efficiency curve approach to air classifiers was investi-
gated using the present data. The measured corrected efficiency
for fly ash is plotted in Fig. 11 for different fan speeds (Fig. 11a),
Fig. 13. Reduced efficiency curves obtained from the present data for fly ash
(thick line, α = 4.3) and rice husk (thin line, α = 2.5).
different feed rates (Fig. 11b), different stationary vane con-
figurations (Fig. 11c) and different rotating guide vane angles
(Fig. 11d). The corresponding data obtained for rice husk is
plotted in Fig. 12; in addition, the data obtained for different
feed sizes is plotted in Fig. 12e. These plots confirm that, within
the range of parameters varied in the present study and within
the bounds of experimental uncertainty, the reduced efficiency
curve is dependent largely on the feed material and not on other
parameters. In view of this, the consolidated results for fly ash
and rice husk were used to estimate the reduced efficiency curve
parameter, α, and it was found (Fig. 13) that values of 4.3 and
2.5 gave a good fit to the data for fly ash and rice husk respec-
tively. It is noted [21] that these values are consistent with those
expected for dense and light particles, respectively.
The corrected efficiency curve can now be calculated from
the reduced efficiency curve if d50c is known. The present exper-
Fig. 14. Algorithm for optimization using the present process model.

1898 C. Eswaraiah et al. / Chemical Engineering and Processing 47 (2008) 1887–1900
Fig. 15. Comparison between measured and predicted grade efficiency curve
for fly ash (a) for a radial vane configuration at a fan speed of 700 rpm and a
feed flow rate of 75 kg/h and (b) for an angular vane configuration at a fan speed
of 1300 rpm and a feed flow rate of 125 kg/h.
imental data have been used to develop a correlation for d50c in
terms of dimensionless numbers involving rotating guide vane
angle, stationary bottom vane configuration angle and feed mate-
rial. It was found that the data from different feed materials could
be combined using the dimensionless group ρs/ρa, i.e., the ratio
of the particle density to the fluid (air) density. Similarly, the data
from different particle size groups could be brought together by
including d80 of the feed size in the correlation. Regression anal-
ysis of the present data consisting of 188 data points resulted in
the following dimensionless correlation:
d50c
d80= 0.48
(
ρs
ρa
)0.10(ge
gmax
)0.40
(sinϕ)0.9
(
wo
ma
)−0.25
(7)
Here,wo and ma are the mass flow rates of the solid feed (which is
an independent variable) and of the air, respectively. The induced
air flow rate is calculated using the correlation developed earlier.
Comparison with the data shows that the correlation predicts the
data of d50c with a mean relative error of 25%.
Finally, the actual efficiency curve can be reconstructed if the
top and the bottom size selectivity increments are known. Using
the present data, the following correlations have been developed
to calculate these:
�Sb = 50
(
ρs
ρa
)−0.30(ge
gmax
)−0.10
(sinϕ)−0.8
(
d50c
d80
)−0.40
(NQ)−0.2 (8)
�St = 400
(
ρs
ρa
)−0.50(ge
gmax
)0.15
(sinϕ)0.50
×
(
d50c
d80
)0.70(wo
ma
)−0.10
(9)
These correlations are valid in the following range of dimen-
sionless groups:
850 ≤ρs
ρa≤ 2050; 0.25 ≤
ge
gmax≤ 0.75;
0.14 ≤wo
ma≤ 64; 0.5 ≤ sinϕ ≤ 1.0;
0.001 ≤ NQ ≤ 0.02; 0.27 ≤d50c
d80≤ 1.15
4.4. Verification of the model
The overall algorithm for the prediction of performance of a
geometrically similar machine is as follows. For given geometric
and feed information, namely D, d80 and ρs, a suitable value of
α (4.3 for a dense medium such as fly ash and 2.5 for a light
material such as rice husk) is chosen and the reduced efficiency
Table 2
Operating conditions for the additional experiments carried to verify the model
S. No. Feed material Feed rate (kg/h) Fan speed, N (rpm) Guide vane angle, θ (◦) Feed size, d80 (�m) Bottom vane angle, ϕ (◦)
1 Fly ash 75 500 13 190 90
2 Fly ash 75 600 13 190 90
3 Fly ash 75 700 13 190 90
4 Fly ash 125 1300 13 190 30
5 Fly ash 175 1300 13 190 30
6 Fly ash 125 1600 13 190 30
7 Fly ash 175 1600 13 190 30
8 Fly ash 125 1800 13 190 30
9 Rice husk 20 1300 13 200 30
10 Rice husk 40 1300 13 200 30

C. Eswaraiah et al. / Chemical Engineering and Processing 47 (2008) 1887–1900 1899
Fig. 16. Comparison with the verification data of (a) d50a, (b) �Sb, and (c) �St.
curve is plotted using Eq. (6). For specified operating parameters,
namely N, D, θ, φ and feed rate, correlations (7)–(9) are used to
calculate d50c, �Sb and �St. Using these, the actual efficiency
for a specific particle size, d, can be calculated as
Ea(d) = �Sb + Ec(d)(1 − �Sb − �St) (10)
From the actual efficiency curve, the parameters of practical
interest such as d50a, mass split, the fraction of coarse particles
(of size greater than a given size as per process interest) in the
fines stream and the fraction of fines (of a size less than a given
size of process interest) in the coarse stream, etc. can be calcu-
lated. The power consumption corresponding to these conditions
is calculated from Eq. (5). If the performance is not satisfactory,
then the selected operating conditions can be revised to obtain
a more desirable performance. This process is summarized in
Fig. 14.
The flow model for the classifier is based on similarity
principles established for turbomachinery applications and is
therefore expected to be applicable for a geometrically simi-
lar classifier. The reduced efficiency curve approach, which is
a non-dimensional representation, is also expected to be a dif-
ferently sized but similar machine. Although the correlations
used to quantify the classification parameters (Eqs. (7)–(9)) are
in terms of dimensionless groups, they are not strictly based on
similarity analysis. However, it has not been possible to conduct
experiments on a different classifier to validate the complete
model. In order to verify the accuracy of process model, addi-
tional experiments have been conducted on the same machine.
The operating conditions for these 10 runs are summarized in
Table 2 and these cover the variation in the principal variables,
namely fan speed, feed material, feed rate and the stationary vane
configuration. The speeds used in these experiments are differ-
ent from those used in the earlier experiments. Some of the feed
rates are also different. Thus, this constitutes an independent set
of data, although it is obtained from the same experimental set-
up. The actual efficiency curve calculated using the above model
is compared in Fig. 15 for two cases and Fig. 16 compares the
predicted d50a, �Sb, and �St. Reasonably good agreement is
obtained between the two. Since the model is formulated in terms
of important dimensionless groups, it can be recommended for
application to a geometrically similar machine in the following
range of dimensionless parameters:
850 ≤ρs
ρa≤ 2050; 0.25 ≤
ge
gmax≤ 0.75;
0.14 ≤wo
ma≤ 64; 0.5 ≤ sin ϕ ≤ 1.0; 0.001 ≤ NQ ≤ 0.02;
0.27 ≤d50c
d80≤ 1.15; 50, 000 ≤ NRe ≤ 250, 000.

1900 C. Eswaraiah et al. / Chemical Engineering and Processing 47 (2008) 1887–1900
Additional experiments will have to be conducted on a
different classifier with different materials and parameters to
completely validate the model.
5. Conclusions
Classification data have been obtained for a light, flaky mate-
rial (rice husk) and a dense material (fly ash) under two different
flow conditions in a circulating air classifier. The speed of rota-
tion of the fan, the feed flow rate and the angle of rotating guide
vanes have been varied over a range. The obtained grade effi-
ciency curves showed a systematic variation consistent with the
prevailing flow pattern.
Analysis of the classification data showed that the reduced
efficiency curve approach used to parametrize hydrocylone data
is applicable to the present classifier. The values of 2.5 and 4.3
have been obtained for the reduced efficiency curve parameter
(α) for fly ash and rice husk, respectively. A model based on
correlations in terms of relevant dimensionless groups has been
proposed; additional experiments using different size classifiers
and different materials will have to be conducted to obtain a
validated model to predict the performance of a geometrically
similar classifier.
References
[1] M. Shapiro, V. Galperin, Air classification of solid particles: a review,
Chem. Eng. Process. 44 (2005) 279–285.
[2] H. Rumpf, F. Kaiser, Weiterentwicklung des Spiralwindsichters, Chem.-
Ing.-Technik 24 (1952) 129–135.
[3] K. Leschonski, H. Rumpf, Principle and construction of two new air clas-
sifiers for particle size analysis, Powder Technol. 2 (1968) 175–185.
[4] R. Nied, CFS-HD: a new classifier for fine classification with high effi-
ciency, Int. J. Miner. Process. 44–45 (1996) 723–731.
[5] L.G. Austin, P.T. Luckie, An empirical model for air separator data,
Zement-Kalk-Gips 29 (1976) 452–465.
[6] S.R. de Silva, Centrifugal air classification for the production of fine pow-
ders, J. Powder Bulk Solids Technol. 2 (1978) 3–12.
[7] P.T. Luckie, M.S. Klima, Fundamentals of size separation, KONA 18 (2000)
88–101.
[8] J. Galk, W. Peukert, J. Krahnen, Industrial classification in a new impeller
wheel classifier, Powder Technol. 105 (1999) 186–189.
[9] I.V. Klumpar, F.N. Currier, T.A. Ring, in: N.P. Cheremisinoff (Ed.), Solids
and Gas–Solids Flow, Air Classifiers, Encyclopedia of Fluid Mechanics,
vol. 4, Gulf Publishing, Houston, USA, 1986.
[10] S.T. Johansen, N.M. Anderson, S.R. de Silva, A two-phase model for par-
ticle local equilibrium applied to air classification of powders, Powder
Technol. 63 (1990) 121–132.
[11] S.T. Johansen, S.R. de Silva, Some considerations regarding flow fields
for centrifugal air classification, Int. J. Miner. Process. 44–45 (1996) 703–
721.
[12] K. Leschonski, K. Legenhausen, Investigation of the flow field in deflector
wheel classifiers, Chem. Eng. Process. 31 (1992) 131–136.
[13] X. Wang, X. Ge, X. Zhao, Z. Wang, A model for performance of the cen-
trifugal countercurrent air classifier, Powder Technol. 98 (1998) 171–176.
[14] A. Bauder, F. Muller, R. Polke, Investigations concerning the separation
mechanism in deflector wheel classifiers, Int. J. Miner. Process. 74S (2004)
S147–S154.
[15] J. Kolacz, Investigating flow conditions in dynamic air classification, Miner.
Eng. 15 (2002) 131–138.
[16] L. Clerc, M. Minoux, A. Benhassaine, Pneumatic selection of fly ash: selec-
tion methods—influence of the operating parameters, Powder Technol. 105
(1999) 172–178.
[17] H. Benzer, L. Ergun, M. Oner, A.J. Lynch, Simulation of open circuit clinker
grinding, Miner. Eng. 14 (7) (2001) 701–710.
[18] C. Bhasker, Numerical simulation of turbulent flow in complex geometries
used in power plants, Adv. Eng. Software 33 (2002) 71–83.
[19] L. Karunakumari, C. Eswariah, S. Jayanti, S.S. Narayanan, Experimental
and numerical study of a rotating wheel air classifier, AIChE J. 51 (3)
(2005) 776–790.
[20] AIChE, Equipment Testing Procedures Committee of AIChE, in: Particle
Size Classifiers: a Guide to Performance Evaluation, AIChE, New York,
USA, 1993.
[21] A.J. Lynch, Mineral Crushing and Grinding Circuits, their Simulation,
Optimisation, Design and Control, Elsevier Scientific Publishing Co., Ams-
terdam, the Netherlands, 1977.
[22] A.J. Lynch, T.C. Rao, Studies on the operating characteristics of hydrocy-
clone classifiers, Ind. J. Technol. 6 (1968) 106–114.
[23] A.J. Lynch, S.S. Narayanan, Simulation—the design tool for the future,
in: B.A. Wills, R.W. Barley (Eds.), Mineral Processing at a Crossroads,
Martinus Nijho Publishers, Dordrecht, the Netherlands, 1986, pp. 89–116.