Kaizen & Manufactura Esbelta: Metodologa Six Sigma
Metodologa Six Sigma para Kaizen & Manufactura EsbeltaParte
1 : Medir
Medir
ObjetivosDefinir un camino crtico Determinar el tiempo TAKT
Crear una grfica spaghetti Completar la medicin R&R Registrar
tiempos para cada operacin Completar las hojas de observacin para
TODAS las operaciones Identificar las actividades sin valor
agregado Acumular / Verificar el tiempo de operacin3
Medir
Camino CrticoIdentifica el tiempo real que toma un ensamble. Es
la acumulacin del tiempo lograda mediante la ms larga combinacin de
tiempos de ensamble a travs del camino que incluye Ensamble
Principal / Sub-Ensamble / Reparaciones.
4
Medir
Nivel de ProduccinTiempo TAKTLa frecuencia a la cual una unidad
completa debe salir de la lnea. El tiempo TAKT marca el ritmo de
trabajo de la lnea de produccin. La demanda del cliente determina
el Tiempo TAKT Es la medicin ms importante en manufactura. Las
operaciones deben de construirse en base al Tiempo TAKT. Tiempo
TAKT = Tiempo de produccin Disponible DemandaCualquier operacin se
realiza una sola vez y slo una durante el Tiempo TAKT
5
Medir
Medicin R&RDefinicin- La Medicin R&R a travs del Mtodo
Corto esuna herramienta til para evaluar la variacin en el sistema
de medicin que resulta del efecto combinado entre la
Reproducibilidad (operador) y la Repetibilidad (equipo).
Porqu es importante? Porque nos ofrece un mtodo rpido para
evaluar los tipos ms comunes de variacin en la medicin utilizando
solamente 5 mediciones y 2 personas. Al completar esta corta
Medicin R&R seremos capaces de conocer si la variabilidad en el
sistema de medicin constituye solo una pequea porcin de la
variacin.6
Medir
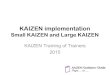
Grfica SpaghettiSHIPPING EDDY CURRENT CHEM CLEAN 5 FINAL INSP 3
GRIND 6 110
4
STEAM CLEAN
BENCH13
7 9
MARCH 1 THERMAL SPRAY MARCH 2
812
14
15 11
2 FPI
SHOT PEEN
Representa cuan enredado esta el proceso atual7
Medir- Desperdicios en ManufacturaActividades que agregan y que
NO agregan valor al procesoDefinicionesL
Actividades que agregan valor
- Es una actividad que transforma o modela un materialo
informacin para satisfacer los requerimientos del cliente.
Actividades que NO agregan valor
- Aquellas actividades que toman tiempo, recursos oespacio, pero
que no agregan valor al producto mismo.8
Medir- Desperdicios en ManufacturaReducir las actividades que NO
agregan valor / Acortar el CicloANTES DEL ENTRENAMIENTO: Tiempo de
Respuesta al Cliente Actividades con valor Tiempo de produccin con
actividades sin valorPara determinar si una actividad tiene valor,
preguntmonos: El cliente paga por esta actividad? Afecta esta
actividad la forma, el ensamble o la funcin del producto? Al
contestar NO a cualquiera de estas preguntas estars identificando
una actividad sin valor agregado (desperdicio).9
DESPUES DEL ENTRENAMIENTO: Tiempo de Respuesta al Cliente ACV
ASV
Tiempo de Produccin
Medir- Desperdicios en Manufactura
Puntos claveDesperdicio es cualquier actividad humana que
absorba recursos y que no genere valor. El desarrollar un
entendimiento terico sobre el desperdicio nos ayuda a observar el
momento en el que ocurre este desperdicio. Eliminar el desperdicio
requiere de intuicin, creatividad, valor y fuerza.
10
Medir- Desperdicios en Manufactura
MUDA. Siete tipos- Correcciones - Sobre-produccin - LA PEOR -
Transporte & Translados - Exceso de inventario - Movimientos no
necesarios - Procesos no necesarios - EsperaAgregar actividades SIN
valor - Simplemente aumenta los costos11
Medir- Desperdicios en Manufactura
CorreccionesEl retrabajo roba recursos , estrangula el flujo y
debe ser eliminado.
12
Medir- Desperdicios en Manufactura
Sobre-ProduccinSe encuentra cuando:M
Se reparan o producen partes ANTES que lo agendado, mientras que
las partes calientes esperan.M
Se trabaja en las piezas equivocadas en el tiempo
equivocado.
13
Medir- Desperdicios en Manufactura
Transporte y TransladosMover partes de una operacin a otra
genera un desperdicio de tiempo y equipo. El objetivo es acomodar
las operaciones en orden para minimizar o eliminar las distancias
de viaje entre ellas.
14
Medir- Desperdicios en Manufactura
Inventario en ExcesoExceso de inventario en estantes, racks y en
piso. Almacenamientos en estantes y piso que consumen mucho
espacio. Inventario en proceso que se acumula con operadores y
procesos individuales. Layout de equipo no eficiente.
15
Medir- Desperdicios en Manufactura
Movimientos Innecesarios???. .
sentndose.
localizando.
girando
caminando
subiendo
seleccionando
agachndose
recostndose
16
Medir- Desperdicios en Manufactura
Procesos No NecesariosEl proceso que incluye operaciones no
necesarias. Falta completar la estandarizacin de las operaciones.
Faltan entrenamientos y cultura.
17
Medir- Desperdicios en Manufactura
EsperaEsperar por la gra viajera, carritos de herramientas y el
equipo compartido. Operaciones no balanceadas, donde se tiene que
esperar a que finalize la operacin anterior. Tiempo muerto debido a
la falta de operaciones estndar. Esperar para que se tomen
decisiones (en inspeccin, en operaciones estndar, etc.).
18
Medir- Desperdicios en ManufacturaInstrucciones para Observar
Actividades:1. Listar cada paso que se requiere para llevar a cabo
una operacin. 2. Observar y tomar tiempo de cada operacin (mnimo en
10 ocasiones). 3. Determinar si el paso observado es manual o
automtico.Manual - carga/descarga de piezas, ajustes de parmetros,
cambio de herramientas,medicin de piezas, papelera, etc. Automtico
- Tiempo de ciclo de la mquina desde el arranque hasta que el
proceso termina.
4. Buscar si existen ocasiones donde se realiza trabajo manual
dentro del ciclo automtico de la mquina.Interno - pasos que pueden
realizarse slo cuando la mquina ha sido parada. Externo - pasos que
pueden realizarse cuando la mquina esta operando.
5. Observar cuantas partes son procesadas simultneamente en una
carga. 6. Determinar si cada paso tiene o no valor agregado. 7.
Encontrar desperdicios e identificar reas de oportunidad. 8.
Compartir los resultados con el equipo.19
Medir- Desperdicios en Manufactura* 7 Desperdicios: 1)
Correcciones 2) Sobre Produccin 3) Transporte y Translados 4)
Inventario 5) Movimientos Innecesarios 6) Procesos Innecesarios 7)
EsperaLnea del P ro ducto
Hoja para registrar las ObservacionesDescripci n del pro ceso P
gina
CFM56Nmero de P arte Fecha
A ntes Despus
1
de
2
1/1/200?
1234M56P78No mbre de la P arte
Remover el Sellador de AirePaso No. Descripcin
LPT PartTIEMPO / DISTANCIA (Ft) Seg( ) Min( ) Hr( ) S/U Man Auto
Viaje* Desperdicio s Observado s
Recomendaciones
1 2 3
Traer herramientas Remover los remaches Perforar los remaches 2
3 8 9.5
2 20
3
Colocar las herramientas en la celda
1,5
Relizar un nuevo diseo del sujetador
Cualquier Tiempo de Setup (Preparandose para trabajar en la
parte)
Cualquier Viaje Tiempo/Distancia en el paso
Cualquier Tiempo Manual (Hands On) Nmero(s) de desperdicios
observados Cualquier Tiempo de Mquina (Hands Off)
Cualquier recomendacin para eliminar los desperdicios
Total
20
Medir
Informacin sobre Tiempos de CicloEjemplo (valores individuales;
son necesarias 10 mediciones por operacin)OP 1 2 3 4 5 6 7 8 9 10
11 12 13 14 15 16 17 18 Descripcin Chem Clean FPI Eddy Current
Inspect Incoming Inspect Glass Bead Blast Dimensional Inspect Grind
Machine 1 Bench & Mark Steam Clean FPI Shot Peen Thermal Spray
Machine 2 Bench Grind Steam Clean Final Viaje 0.00 0.08 0.06 0.02
0.02 0.00 0.04 0.04 0.04 0.06 0.06 0.02 0.04 0.04 0.04 0.04 0.04
0.10 Ajuste Manual Mquina 4.20 3.10 0.40 1.30 2.99 0.00 22.00 0.45
0.00 0.82 3.23 0.33 3.00 3.70 0.00 0.20 0.00 0.90 1.00 2.30 0.77
4.10 2.97 0.00 0.84 4.20 0.20 0.00 0.55 0.00 Total 4.20 3.18 3.46
3.61 #### 0.75 5.79 4.47 3.86 0.26 0.96 1.02 2.34 7.11 3.13 6.78
0.24 1.05 Area Central Central Celda Celda OV Celda Celda Celda
Celda Celda Central Central Central Celda Celda Celda Celda Celda
1.70 0.60 0.30 1.70 1.10 0.12 0.00
Total Hrs / Proceso OV 22.0 Central 11.7 Celda 40.5Tiempo Prod.
Disp. Turnos / Da 2 Hrs / Turno 6.5 Das / Semana 5 Semanas / Ao
50Demanda Cliente Piezas / Ao 945
2.20 0.12 1.70 0.00 0.40
El tiempo de cada operacin se obtiene de las hojas de
observacin
21
Gua del Proyecto Six Sigma/Manufactura Esbelta1 2 3 4
MedirEntender el Medio Ambiente ~ Conocer al lder de negocio ~
Establecer contactos claves ~ Dar un paseo por el proceso ~
Identificar a los dueos del proceso ~ Identificar a los miembros
del equipo Entrenar al equipo en las herramientas de 6 sigma
Entrenar al equipo en manufactura esbelta Identificar los
requerimientos del cliente ~ CTQ's a travs de QFD ~ Identificar
necesidades adicionales ~ Determinar el Tiempo TAKT Crear un Mapa
del Proceso Crear la Grfica Spaghetti Completar la Hoja de
Observaciones incluyendo a TODAS las operaciones Evaluar el sistema
de medicin ~ Medicin R&R
AnalizarRevisar la Fase de Medicin Definir la Capacidad del
Producto ~ Calcular la media, desv, Estndar y CpK para cada
operacin y para el proceso en general~ Calcular Zst y Zlt
MejorarRevisar la Fase de Anlisis Revisar el Mapa de Proceso
Desarrollar un nuevo flujo del proceso Tamizar las causas
potenciales Identificar las causas races de la variacin Establecer
tolerancias de operacin Identificar acciones de Mejora y el plan de
Implementacin Conseguir la aceptacin y el soporte para las acciones
de Mejora Implementar las Mejoras Actividades del WORKOUT ~
Implementar el diseo de celdas ~ Establecer mediciones claves ~
Establecer un lugar de trabajo visual ~ Hacer los movimientos
necesarios en el diseo de celdas Recabar y analizar la informacin
para validar las mejoras ~ Realizar un anlisis de capacidad ~
Verificar la reduccin de DPMO Comunicar las Mejoras
ControlarRevisar la Fase de Mejora Crear la Lista de Actividades
Revisar los procedimientos de control de calidad cuando apliquen
Revalidar las Causa-Efecto de las X's para obtener las Y'sDeterm
inar la capacidad del proceso
10%
20%
Definir el objetivo para el desempeo de "Y" ~ Identificar las
Fuentes de Variacin Eliminar el Desperdicio Identificar las X's ~
Diagrama Causa-Efecto Crear una grfica de barras para el nuevo
tiempo de ciclo/tiempo TAKT Hacer un Benchmark de productos y
procesos similares Analizar la informacin ~ Utilizar las
herramientas estadsticas ~ Hacer pruebas de hiptesis Completar el
Diseo de Celdas
Implementar el sistema de control Identificar el plan de
seguimiento y los responsables Identificar las oportunidades para
estandarizar Listar las buenas experiencias e identificar las
lecciones aprendidas Comunicar las oportunidades de mejora a los
champions del proceso Institucionalizar la Matriz de Entrenamiento
Validar las mediciones claves Hacer entrega al dueo de proceso
Llevar a cabo la presentacin ~ Revisar equipo y patrocinador ~
Presentar los resultados a los Champions y Lderes de operacin
Monitorear el desempeo del proceso Completar la Lista de
Actividades Seguir los 10 mandamientos del WORKOUT
30%
40%
50%
60%
70%
80%
90% 100%
% del Desarrollo del Proyecto General
22
Metodologa Six Sigma para Kaizen & Manufactura EsbeltaParte
2 : Analizar
Analizar
ObjetivosRealizar el anlisis de capacidad para cada una de las
operaciones y para el proceso completo. Generar ideas para eliminar
acciones sin valor agregado. Completar nuevamente las hojas de
observacin para TODAS las operaciones despus del cambio. Crear una
grfica de barras para el nuevo Tiempo de Ciclo / Tiempo TAKT.
Completar el diseo de celdas.24
Analizar- Estudio de CapacidadDefinicin - Es una anlisis en
Minitab que ayuda a comparar el desempeo actual del proceso y el
desempeo estndar. Los resultados del anlisis de capacidad incluyen
una grfica de los datos y estadsticas de los desempeos:Process
Capability Analysis for C1Process Data USL Target LSL Mean Sample N
StDev (Within) StDev (Overall) 43.0000 * * 30.5801 60 6.45928
6.21406
USLWithin Overall
Potential (Within) Capability Cp CPU CPL Cpk Cpm Overall
Capability Pp PPU PPL Ppk * 0.67 * 0.67 * 0.64 * 0.64 * 10 20 30 40
50
Observed Performance PPM < LSL PPM > USL PPM T otal *
16666.67 16666.67
Exp. "Within" Performance PPM < LSL PPM > USL PPM T otal *
27252.92 27252.92
Exp. "Overall" Performance PPM < LSL PPM > USL PPM T otal
* 22821.94 22821.94
Porqu es importante? - Al describir un proceso o una operacin en
un proceso, es importante identificar las fuentes de variacin as
como las operaciones que no cumplen con los desempeos estndar. El
Anlisis de Capacidad servir de ayuda para describir las reas de
oportunidad y evaluar las soluciones propuestas en trminos
estadsticos.
25
Analizar
Tabla del Anlisis de CapacidadUna tabla con datos (desviacin
estndar, media & CpK) obtenida del anlisis en Minitab.Tiempo
Promedio 104.5 78.6 118.8 108.8 106.4 119.4 94.8 Desviacin Estndar
11.0 9.8 6.2 7.0 18.1 12.7 9.5
Estacin En general 1 2 3 4 5 6
CpK 1.2 2.23 1.36 1.67 0.69 0.64 1.7226
Analizar- Trabajo EstndarDefinicin- Conjunto de operaciones que
un individuo puedecompletar en un Tiempo TAKT. Pasos para
determinar un Trabajo Estndar: 1. Usar la tabla Tiempo TAKT /
Anlisis de Capacidad para determinar las reas de enfoque. 2.
Utilizar el diagrama Causa-Efecto (pescado) para determinar las
mejoras potenciales dentro de una operacin. 3. Considerar las
siguientes 5 formas de balancear la lnea: ~ Distribuir nuevamente
el trabajo ~ Mejorar el Flujo ~ Acelerar la velocidad del equipo o
utilizar equipo adicional ~ Hacer una secuencia de trabajo
diferente ~ Trabajar tiempo extra en los cuellos de botella o
utilizar recursos externos.
27
Analizar
Flujo de Trabajo EstndarNuevo / Rev Old / New Pgina 1 de 2 Fecha
1/1/199? Lnea Prod. No. Parte Nombre Parte
CFM56 1234M56P78 LPT Part NUEVO
Operador
Stan
Flujo de Trabajo EstndarANTES Plasma -
-
-
-
Degrease CTR FPI -
Degrease -
FPI -
-
CTR
-
-
-
A/T
-
-
-
-
-
-
-
Alcance de las operaciones De: Para:
Inspeccin Medidas Proceso Estndar # Partes en Trabajo Calidad
Seguridad de Trabajo Estndar Vueltas
Tiempo Total Manual Y Viaje Operador Tiempo Man/Via
Tasa TAKT
DPU's
28
Ch Ed0 2 4 6 8
em10 12
Analizar
ea n rr In c e n t I FP I om ns p e i G l ng In ct D i a ss B sp
e c me n s i e ad B t on a l la s t In s pe ct G M a ri nd B e ch i
nc n h& e1 St e M a r k am C le an Sh FP I Th o t P e rm ee al
n S M a p ra y ch in e 2 Be nc h Gr St e am i n d C le an Fi n al
Cu
dy
Cl
Grfica de barras para el nuevo Tiempo de Ciclo / Tiempo TAKT
Manual Setup
Machine
Travel TAKT Time
29
Analizar- Diseo de celdasAumentar la Capacidad (Eliminar cuellos
de botella)Cuando el cuello de botella es humano:~ Balancear las
tareas con el Tiempo TAKT (Trabajo Estndar) ~ Reducir los paseos
(Diseo de la celda) ~ Reducir el tiempo de trabajo manual (Trabajo
Estndar) ~ Separar las tareas humanas de mquinas (Trabajo
Estndar)
Cuando el cuello de botella es una mquina:~ No permitir que este
proceso se detenga (Trabajo Estndar) ~ Acelerar el arranque
(Trabajo Estndar) ~ Traslapar los movimientos de la mquina
(Eliminar desperdicio) ~ Acortar el movimiento de alimentacin
(Eliminar desperdicio) ~ Aumentar la velocidad de alimentacin y
regresar (Eliminar desperdicio)30
Analizar- Diseo de celdas
Arreglo de la CeldaEnfocarse en el camino crtico Arreglar
mquinas / estaciones de trabajo en el orden de las operaciones del
camino crtico
~ Deber ser flexible (fcil de cambiar) con respecto a:- El flujo
de las partes - El flujo de la gente - El flujo de las mquinas
~ Se debern hacer consideraciones para:- Seguridad, medio
ambiente, ergonoma - Acceso a mantenimiento - Transportacin -
Limpieza
La entrada y salida al lugar de trabajo deber ubicarse en el
mismo lugar de la celda Acortar la distancia que recorren los
operadores
Unir las operaciones como en cadena. NO romper esta cadena.
31
Gua del Proyecto Six Sigma/Manufactura EsbeltaMedirEntender el
Medio Ambiente ~ Conocer al lder de negocio ~ Establecer contactos
claves ~ Dar un paseo por el proceso ~ Identificar a los dueos del
proceso ~ Identificar a los miembros del equipo Entrenar al equipo
en las herramientas de 6 sigma Entrenar al equipo en manufactura
esbelta Identificar los requerimientos del cliente ~ CTQ's a travs
de QFD ~ Identificar necesidades adicionales ~ Determinar el Tiempo
TAKT Crear un Mapa del Proceso Crear la Grfica Spaghetti Completar
la Hoja de Observaciones incluyendo a TODAS las operaciones Evaluar
el sistema de medicin ~ Medicin R&R Hacer un Benchmark de
productos y procesos similares Analizar la informacin ~ Utilizar
las herramientas estadsticas ~ Hacer pruebas de hiptesis Completar
el Diseo de Celdas
AnalizarRevisar la Fase de Medicin Definir la Capacidad del
Producto ~ Calcular la media, desv, Estndar y CpK para cada
operacin y para el proceso en general~ Calcular Zst y Zlt
MejorarRevisar la Fase de Anlisis Revisar el Mapa de Proceso
Desarrollar un nuevo flujo del proceso Tamizar las causas
potenciales Identificar las causas races de la variacin Establecer
tolerancias de operacin Identificar acciones de Mejora y el plan de
Implementacin Conseguir la aceptacin y el soporte para las acciones
de Mejora Implementar las Mejoras Actividades del WORKOUT ~
Implementar el diseo de celdas ~ Establecer mediciones claves ~
Establecer un lugar de trabajo visual ~ Hacer los movimientos
necesarios en el diseo de celdas Recabar y analizar la informacin
para validar las mejoras ~ Realizar un anlisis de capacidad ~
Verificar la reduccin de DPMO Comunicar las Mejoras
ControlarRevisar la Fase de Mejora Crear la Lista de Actividades
Revisar los procedimientos de control de calidad cuando apliquen
Revalidar las Causa-Efecto de las X's para obtener las Y'sDeterm
inar la capacidad del proceso
10%
20%
Definir el objetivo para el desempeo de "Y" ~ Identificar las
Fuentes de Variacin Eliminar el Desperdicio Identificar las X's ~
Diagrama Causa-Efecto Crear una grfica de barras para el nuevo
tiempo de ciclo/tiempo TAKT
Implementar el sistema de control Identificar el plan de
seguimiento y los responsables Identificar las oportunidades para
estandarizar Listar las buenas experiencias e identificar las
lecciones aprendidas Comunicar las oportunidades de mejora a los
champions del proceso Institucionalizar la Matriz de Entrenamiento
Validar las mediciones claves Hacer entrega al dueo de proceso
Llevar a cabo la presentacin ~ Revisar equipo y patrocinador ~
Presentar los resultados a los Champions y Lderes de operacin
Monitorear el desempeo del proceso Completar la Lista de
Actividades Seguir los 10 mandamientos del WORKOUT
30%
40%
50%
60%
70%
80%
90% 100%
% del Desarrollo del Proyecto General
32
Metodologa Six Sigma para Kaizen & Manufactura EsbeltaParte
3 : Mejorar
Mejorar
ObjetivosLlevar a cabo el evento de Work Out~ Implementar
mejoras y verificar los resultados (Anlisis de Capacidad y reduccin
de DPMO) ~ Establecer mediciones claves ~ Establecer un ambiente de
trabajo visual ~ Reducir la variabilidad ~ Eliminar los defectos ~
Reducir los trabajos en proceso ~ Llevar la produccin al Tiempo
TAKT34
Mejorar
Establecer las medidas clavesLas mediciones claves mostrarn, con
un vistazo, la salud de la celda
Incluir:Tiempos de entrega Trabajo en proceso Linealidades
Actividades importantes sin seguimiento
35
Mejorar
Establecer Mediciones ClaveLEAD TIME Average100 90 80 70 30 60 D
AYS 50 40 30 20 10 1 4 7 10 13 16 19 22 25 28 31 34 37 40 43 46 49
FIS C AL W EEK # O F PARTS 52 FIS A W E C L EK 25 20 15 10 5 45 40
35
WORK IN PROCESSQueue Act ual Goal
Cycle Time Goal
Measuring the number of days a cell lakes to repair a part, not
including rotables. Measuring a cells ability to maintain the
optimum number of parts being repaired Time starts when the part
enters the cell and ends when it leaves the cell. within the
cell.LINEARITY2.501QR T9 7 2 QR T9 7 3 QR T9 7 4 QR T9 7 9 7AVE
MAJOR ACTION ITEMS
CRITICAL ACTION WORKOUT ISSUES2.00
WHO
WHEN
# O PARTS F
1.50
TIMELY DISASSEMBLY-WITHIN 1 DAY ISSUE DISASSEMBLE
INSTRUCTIONS
SOMEONE
OCT
1.00
0.50
HEAT TREAT FACILITIES, MANPOWER AT METAL SPRAY/LOCAL AGE (BLACK
BELT PROJET)
A. PERSON
SEPT
0.00 Fri Mon T ue Wed T hu
DAY OF WEEK
WATER STRIP SYSTEM INSTALLED/FPI WELD CYCLE TIME IMPROVED
SOMEBODY
NOV
36
Mejorar- Establecer un Ambiente de Trabajo Visual
Las 5Ss1. Seiri (organizacin) - Clasifica dentro y hacia afuera
. Distingue entre los artculos necesarios y los no necesarios
Retirar todo aquello que no ayuda~ Trabajo en proceso ~ Equipo ~
Documentos ~ Soportes ~ Mquinas ~ Mesas de trabajo ~ Computadoras ~
Archivos ~ Estantes37
Mejorar- Establecer un Ambiente de Trabajo Visual
Las 5Ss2. Seiton (Ordenamiento) - Organiza los artculos
necesarios cerca de donde se ocupen de tal forma de que no exista
alguna anormalidad. Ordenar los Artculos~ Utilizar una ubicacin
lgica ~ Shadow box ~ Etiquetas sencillas ~ Poner lmites para
cantidad
38
Mejorar- Establecer un Ambiente de Trabajo Visual
Las 5Ss3. Seiso (Limpieza) - La limpieza es una forma de
inspeccin. Asegurate de que el equipo, las herramientas y toda el
rea de trabajo rechine de limpio. Eliminar~ Polvo ~ Suciedades ~
Aceite ~ Papel de desecho ~ Broken Skids ~ Cajas vacas
39
Mejorar- Establecer un Ambiente de Trabajo Visual
Las 5Ss4. Seiketsu (Comunicacin) - Cuando las primeras 5Ss son
practicadas por un tiempo, se logra alcanzar una nueva forma de
eficiencia. Esto se convierte en algo permanente al compartir la
informacin y seguir los estndares, de tal forma que las
anormalidades son rpidamente identificadas y eliminadas. Comunicar~
Compartir informacin entre turnos ~ Compartir la informacin entre
clientes internos y proveedores ~ Mostrar medicionesTiempo de ciclo
Trabajo en proceso Linearidades Actividades sin seguimiento
40
Mejorar- Establecer un Ambiente de Trabajo Visual
Las 5Ss5. Shitsuke (Disciplina). Apegarse escrupulosamente a las
reglas. Mantener los procedimientos correctos y hacer un hbito de
esta accin. Disciplina~ Apegarse a las reglas ~ Promover una
disciplina positiva ~ Mantener un ambiente de trabajo agradable
41
Mejorar- Establecer un Ambiente de Trabajo Visual
Control VisualHabilidad de reconocer en un vistazo si las
actividades de produccin estan relizandose de forma normal. Pizarrn
de produccin Kanbans Sealizacin, focos Hojas de trabajo estndares
Mediciones de desempeo Cdigos de color, lneas pintadas Ubicacin
para usar herramientas y material Mtodos para identificar las
partes que
deben ser desechadas42
Mejorar
Eliminar DefectosPerseguirlos implacablemente Detener la lnea
cuando ocurra una situacin anormal Es parte vital del proceso El
flujo de una pieza debe destacar el defecto tan pronto como este
ocurre Incorporar inspeccin en las operaciones estndares: Nunca
generar un defecto, nunca enviarlo a la siguiente operacin
43
MejorarEliminar DefectosDeterminar las causas reales de los
defetos:Utilizar herramientas y metodologa Six Sigma Preguntarse
PORQUE? una y otra vez Establecer una administracin visual Probar
la operacin contra errores Eliminar el inventario para observar el
defecto que ocasiona la operacin
44
Mejorar
Reducir el trabajo en proceso1. Distinguir claramente entre el
inventario necesario (Trabajo en Proceso Estndar) y el inventario
no til ocasionado por: - Flujo no balanceado entre operaciones -
Inventario de colchn/seguridad para amortiguar tiempos muertos,
arranques y cambios de ordenes
Retirar el Excesivo Trabajo en Proceso!45
Mejorar
Reducir el trabajo en Proceso2. Reducir los inventarios en
proceso o entre procesos atacando donde se requiera el: - Nivelar
la produccin combinando productos con procesos similares -
Balancear la produccin de acuerdo al Tiempo TAKT - Reducir los
tamaos de lote al reducir los tiempos de arranque - Transportar en
lotes ms pequeos - Estabilizar el funcionamiento del equipo
mediante mantenimientos programados y regulares - Estabilizar la
calidad y as incrementar la capacidad del proceso Los defectos
detienen la lnea46
Mejorar
Incrementar la ProductividadTrabajar de forma ms INTELIGENTE, no
ms DURO1. Entender la situacin actual - medir el tiempo de ciclo
del operador 2. Distribuir nuevamente el trabajo - balancear las
operaciones con el Tiempo TAKT para crear un Trabajo Estndar 3.
Realizar actividades de valor agregado cuando las mquinas estn
operando 4. Eliminar el desperdicio 5. Ajustar la produccin de
acuerdo al Tiempo TAKT
47
Gua del Proyecto Six Sigma/Manufactura EsbeltaMedirEntender el
Medio Ambiente ~ Conocer al lder de negocio ~ Establecer contactos
claves ~ Dar un paseo por el proceso ~ Identificar a los dueos del
proceso ~ Identificar a los miembros del equipo Entrenar al equipo
en las herramientas de 6 sigma Entrenar al equipo en manufactura
esbelta Identificar los requerimientos del cliente ~ CTQ's a travs
de QFD ~ Identificar necesidades adicionales ~ Determinar el Tiempo
TAKT Crear un Mapa del Proceso Crear la Grfica Spaghetti Completar
la Hoja de Observaciones incluyendo a TODAS las operaciones Evaluar
el sistema de medicin ~ Medicin R&R Hacer un Benchmark de
productos y procesos similares Analizar la informacin ~ Utilizar
las herramientas estadsticas ~ Hacer pruebas de hiptesis Completar
el Diseo de Celdas
AnalizarRevisar la Fase de Medicin Definir la Capacidad del
Producto ~ Calcular la media, desv, Estndar y CpK para cada
operacin y para el proceso en general~ Calcular Zst y Zlt
MejorarRevisar la Fase de Anlisis Revisar el Mapa de Proceso
Desarrollar un nuevo flujo del proceso Tamizar las causas
potenciales Identificar las causas races de la variacin Establecer
tolerancias de operacin Identificar acciones de Mejora y el plan de
Implementacin Conseguir la aceptacin y el soporte para las acciones
de Mejora Implementar las Mejoras Actividades del WORKOUT ~
Implementar el diseo de celdas ~ Establecer mediciones claves ~
Establecer un lugar de trabajo visual ~ Hacer los movimientos
necesarios en el diseo de celdas Recabar y analizar la informacin
para validar las mejoras ~ Realizar un anlisis de capacidad ~
Verificar la reduccin de DPMO Comunicar las Mejoras
ControlarRevisar la Fase de Mejora Crear la Lista de Actividades
Revisar los procedimientos de control de calidad cuando apliquen
Revalidar las Causa-Efecto de las X's para obtener las Y'sDeterm
inar la capacidad del proceso
10%
20%
Definir el objetivo para el desempeo de "Y" ~ Identificar las
Fuentes de Variacin Eliminar el Desperdicio Identificar las X's ~
Diagrama Causa-Efecto Crear una grfica de barras para el nuevo
tiempo de ciclo/tiempo TAKT
Implementar el sistema de control Identificar el plan de
seguimiento y los responsables Identificar las oportunidades para
estandarizar Listar las buenas experiencias e identificar las
lecciones aprendidas Comunicar las oportunidades de mejora a los
champions del proceso Institucionalizar la Matriz de Entrenamiento
Validar las mediciones claves Hacer entrega al dueo de proceso
Llevar a cabo la presentacin ~ Revisar equipo y patrocinador ~
Presentar los resultados a los Champions y Lderes de operacin
Monitorear el desempeo del proceso Completar la Lista de
Actividades Seguir los 10 mandamientos del WORKOUT
30%
40%
50%
60%
70%
80%
90% 100%
% del Desarrollo del Proyecto General
48
Metodologa Six Sigma para Kaizen & Manufactura EsbeltaParte
4 : Control
Control
ObjetivosCrear / Completar la lista de actividades de
seguimientom
Institucionalizar la matriz de entrenamientom
Seguir los lineamientos del WORK OUT
50
Control
Lista de ActividadesEs la lista de las acciones abiertas que
incluye la persona que la completar y la fecha del cierreBOLETIN
DEL WORK OUT LISTA DE ACTIVIDADESACT ACTIVIDAD RESPONSABLE
RESULTADOS CUANDO
1 2 3
Mover el horno Cambiar la Planeacin Conseguir un nuevo soporte
para la fresadora
Juan Paco Laura
Mover el horno 12/28
1/2 2 1/30
51
Control
Matriz de EntrenamientoDefinicin - Es una herramienta que
muestra quien est entrenado en una operacin y quien no lo est. El
estar entrenado significa que se es capaz de completar exitosamente
la operacin en el Tiempo TAKT definido. A partir de esto, se puede
construir un plan para entrenamientos internos y calificar a los
operadores, con lo cual se incrementara:- la comunicacin entre los
miembros de la celda - la flexibilidad para apoyarse entre los
miembros
52
Control
Tabla de la Matriz de EntrenamientoEmpleadoBety Jaime Ren Angel
Luis Karla David Mauricio Jacobo Esteban
10X X X X X X X X X X
19X X X X
30X X X X X X X X
40X X X X X
43
45X X X X X
X X
X X X X X53
X
X X
Control- Lineamientos del WORK OUT1. El pizarrn de produccin es
el lugar clave de la celda y debe mantenerse actualizado. 2. Las
juntas de produccin sern:- Realizadas junto al pizarrn - Al inicio
de cada turno - Incluyendo a todos los miembros - 10 minutos como
mximo
3.Sigue las reglas internas. Controla tu trabajo en proceso
antes de que ste te controle a ti. 4. Anuncia las mediciones claves
y las metas. Revsalas semanalmente. 5. Es prioridad completar las
actividades pendientes. 6. Participa en las actividades diarias de
la celda. 7. Trabaja al ritmo de tu Tiempo TAKT. 8. Enfocate en la
Linealidad. Produce diariamente la misma cantidad. 9. Entrena
internamente a los operadores. 54 10. Sigue buscando mejoras.
Elimina el desperdicio.
Gua del Proyecto Six Sigma/Manufactura EsbeltaMedirEntender el
Medio Ambiente ~ Conocer al lder de negocio ~ Establecer contactos
claves ~ Dar un paseo por el proceso ~ Identificar a los dueos del
proceso ~ Identificar a los miembros del equipo Entrenar al equipo
en las herramientas de 6 sigma Entrenar al equipo en manufactura
esbelta Identificar los requerimientos del cliente ~ CTQ's a travs
de QFD ~ Identificar necesidades adicionales ~ Determinar el Tiempo
TAKT Crear un Mapa del Proceso Crear la Grfica Spaghetti Completar
la Hoja de Observaciones incluyendo a TODAS las operaciones Evaluar
el sistema de medicin ~ Medicin R&R Hacer un Benchmark de
productos y procesos similares Analizar la informacin ~ Utilizar
las herramientas estadsticas ~ Hacer pruebas de hiptesis Completar
el Diseo de Celdas
AnalizarRevisar la Fase de Medicin Definir la Capacidad del
Producto ~ Calcular la media, desv, Estndar y CpK para cada
operacin y para el proceso en general~ Calcular Zst y Zlt
MejorarRevisar la Fase de Anlisis Revisar el Mapa de Proceso
Desarrollar un nuevo flujo del proceso Tamizar las causas
potenciales Identificar las causas races de la variacin Establecer
tolerancias de operacin Identificar acciones de Mejora y el plan de
Implementacin Conseguir la aceptacin y el soporte para las acciones
de Mejora Implementar las Mejoras Actividades del WORKOUT ~
Implementar el diseo de celdas ~ Establecer mediciones claves ~
Establecer un lugar de trabajo visual ~ Hacer los movimientos
necesarios en el diseo de celdas Recabar y analizar la informacin
para validar las mejoras ~ Realizar un anlisis de capacidad ~
Verificar la reduccin de DPMO Comunicar las Mejoras
ControlarRevisar la Fase de Mejora Crear la Lista de Actividades
Revisar los procedimientos de control de calidad cuando apliquen
Revalidar las Causa-Efecto de las X's para obtener las Y'sDeterm
inar la capacidad del proceso
10%
20%
Definir el objetivo para el desempeo de "Y" ~ Identificar las
Fuentes de Variacin Eliminar el Desperdicio Identificar las X's ~
Diagrama Causa-Efecto Crear una grfica de barras para el nuevo
tiempo de ciclo/tiempo TAKT
Implementar el sistema de control Identificar el plan de
seguimiento y los responsables Identificar las oportunidades para
estandarizar Listar las buenas experiencias e identificar las
lecciones aprendidas Comunicar las oportunidades de mejora a los
champions del proceso Institucionalizar la Matriz de Entrenamiento
Validar las mediciones claves Hacer entrega al dueo de proceso
Llevar a cabo la presentacin ~ Revisar equipo y patrocinador ~
Presentar los resultados a los Champions y Lderes de operacin
Monitorear el desempeo del proceso Completar la Lista de
Actividades Seguir los 10 mandamientos del WORKOUT
30%
40%
50%
60%
70%
80%
90% 100%
% del Desarrollo del Proyecto General
55
Metodologa Six Sigma para Kaizen & Manufactura EsbeltaParte
5 : Resumen
Resumen
Principios del WORK OUTOperaciones estndar de las bases del
KAIZEN- Definir metas y objetivos - Observar la situacin
actual:Hoja de observacin Mediciones de tiempo Anlisis de
capacidad
- Identificar los desperdicios en la situacin actual - Eliminar
y prevenir la re-ocurrencia - Construir nuevas operaciones estndar
- Repetir continuamente los pasos anterioresm
Haz que aparezcan los problemas
57
Resumen
Puntos Clave del WORK OUTTres Componentesm
1. Kaizen empieza por observar el lugar actual de
produccin.m
2. Kaizen con pasin - tomar accionesm
3. Evidenciar - no hablarm
Si no tomas accin nada suceder!58
Resumen- Puntos clave del WORK OUT
10 Reglas1. Elimina las clsicas ideas convencionales en
produccin 2. Piensa en cmo hacerlo, no en por qu no puede hacerse
3. No pongas excusas. Empieza por cuestionar los procesos actuales.
Ellos no trabajan aqu, nosotros s!. 4. No busques la perfeccin.
Hazlo de inmediato aunque slo consigas obtener un 50% de la meta.
5. Corrige los errores de inmediato. 6. No gastes dinero en Kaizen.
7. La sabidura se expone cuando uno se enfrenta a las dificultades.
8. Pregunta Por qu? 5 veces y busca las causas raz. 9. Busca la
sabidura en 5 personas antes que el conocimiento de 1 persona. 10.
Las ideas del Kaizen son indefinidas.m
Mediante la prctica se logra el aprendizaje y experiencia en
Kaizen
59
Resumen- Puntos clave del WORK OUTKAIZEN Equipo vs. Operaciones
Materiales Calidad Seguridad, Medio Ambiente & Ergonoma
60
Resumen- Puntos clave del WORK OUT
Kaizen- Equipo vs. OperacionesMejora basada en Equipo:Requiere
de dinero (inversiones) Toma tiempo Son imposibles las
modificaciones En ocasiones no estan relacionadas con la reduccin
de costos
Mejora basada en Operaciones:Optimiza los procedimientos /
combinaciones de trabajo Optimiza la ubicacin de objetos,
herramientas, mesas de trabajo, equipo, etc. Instala/modifica
herramientas sencillas, bandas, aparatos de expulsin Mejora el
equipo actual Cuesta poco o nada y se refleja en una reduccin de
costos El costo del KAIZEN operacional es la sabidura humana61
Resumen- Puntos clave del WORK OUT
Puntos clave del WORK OUTMaterialesFluye una pieza/ensamble
Existen movimientos sincronizados - se eliminan las islas aisladas
Se elimina el inventario estancado = inventario actual - Trabajo en
proceso estndar... Falsifica el flujo Se acortan las distancias de
transferencia Se mueve el inventario en reas de materia prima o de
producto terminado - de forma visible Se mantiene el colchon
indispensable entre los flujos, no en ellos. Una pieza en trabajo
en proceso utilizada para mantener el flujo cuesta menos que
agregar una persona.62
Resumen- Puntos clave del WORK OUT
CalidadLos defectos incrementan el costo por 10 El flujo en
prodeccin mejora la calidad Es crucial el seguimento a causas
verdaderas63
Resumen- Puntos clave del WORK OUTSeguridad, Ambiente y
ErgonomaSiempre trabajar con las mximas medidas de seguridad
durante el evento de KAIZEN Contemplar las necesidades de ambiente
y seguridad cuando se realizen cambios en las operaciones o diseo
del piso
Antes que nada hay que cuidar la Seguridad, Ambiente y
Ergonoma64
Gua del Proyecto Six Sigma/Manufactura EsbeltaMedirEntender el
Medio Ambiente ~ Conocer al lder de negocio ~ Establecer contactos
claves ~ Dar un paseo por el proceso ~ Identificar a los dueos del
proceso ~ Identificar a los miembros del equipo Entrenar al equipo
en las herramientas de 6 sigma Entrenar al equipo en manufactura
esbelta Identificar los requerimientos del cliente ~ CTQ's a travs
de QFD ~ Identificar necesidades adicionales ~ Determinar el Tiempo
TAKT Crear un Mapa del Proceso Crear la Grfica Spaghetti Completar
la Hoja de Observaciones incluyendo a TODAS las operaciones Evaluar
el sistema de medicin ~ Medicin R&R Hacer un Benchmark de
productos y procesos similares Analizar la informacin ~ Utilizar
las herramientas estadsticas ~ Hacer pruebas de hiptesis Completar
el Diseo de Celdas
AnalizarRevisar la Fase de Medicin Definir la Capacidad del
Producto ~ Calcular la media, desv, Estndar y CpK para cada
operacin y para el proceso en general~ Calcular Zst y Zlt
MejorarRevisar la Fase de Anlisis Revisar el Mapa de Proceso
Desarrollar un nuevo flujo del proceso Tamizar las causas
potenciales Identificar las causas races de la variacin Establecer
tolerancias de operacin Identificar acciones de Mejora y el plan de
Implementacin Conseguir la aceptacin y el soporte para las acciones
de Mejora Implementar las Mejoras Actividades del WORKOUT ~
Implementar el diseo de celdas ~ Establecer mediciones claves ~
Establecer un lugar de trabajo visual ~ Hacer los movimientos
necesarios en el diseo de celdas Recabar y analizar la informacin
para validar las mejoras ~ Realizar un anlisis de capacidad ~
Verificar la reduccin de DPMO Comunicar las Mejoras
ControlarRevisar la Fase de Mejora Crear la Lista de Actividades
Revisar los procedimientos de control de calidad cuando apliquen
Revalidar las Causa-Efecto de las X's para obtener las Y'sDeterm
inar la capacidad del proceso
10%
20%
Definir el objetivo para el desempeo de "Y" ~ Identificar las
Fuentes de Variacin Eliminar el Desperdicio Identificar las X's ~
Diagrama Causa-Efecto Crear una grfica de barras para el nuevo
tiempo de ciclo/tiempo TAKT
Implementar el sistema de control Identificar el plan de
seguimiento y los responsables Identificar las oportunidades para
estandarizar Listar las buenas experiencias e identificar las
lecciones aprendidas Comunicar las oportunidades de mejora a los
champions del proceso Institucionalizar la Matriz de Entrenamiento
Validar las mediciones claves Hacer entrega al dueo de proceso
Llevar a cabo la presentacin ~ Revisar equipo y patrocinador ~
Presentar los resultados a los Champions y Lderes de operacin
Monitorear el desempeo del proceso Completar la Lista de
Actividades Seguir los 10 mandamientos del WORKOUT
30%
40%
50%
60%
70%
80%
90% 100%
% del Desarrollo del Proyecto General
65