Embed Size (px)
Citation preview
Information technique
Elastomères de polyuréthanethermoplastiqueElastollan®–recommandations pour la transformation
2
Sommaire
Généralités
Procédé de transformation: l’injection
Procédé de transformation: l’extrusion
Assemblage, traitement
Stockage 4
Séchage 5
Coloration 6
Additifs 6
Utilisation de régénéré 6
Post-traitement 7
Hygiène et sécurité 8
Traitement des déchets 8
Conception de la machine 9
Paramètres de transformation 10
Conception de l’outillage 12
Retrait 14
Surmoulage d’inserts 14
Procédés spécifiques 15
Erreurs et diagnostics 15
Conception de la machine 16
Paramètres de transformation 17
Conception de l’outillage 18
Refroidissement et calibrage 19
Procédés d’extrusion 20
Procédés spécifiques 22
Erreurs et diagnostics 22
Soudage 23
Collage 23
Traitements de surface 23
3
Sommaire
Usinage
Certification qualité
Index de termes utilisés
Paramètres d’usinage 24
Alésage 24
Tournage 25
Fraisage 25
Sciage 25
Meulage 25
Découpage 25
26
27
4
Généralités
Elastollan�est�la�marque�déposée�parlaquelle�on�désigne�nos�élastomèresde�polyuréthane�thermoplastique(TPU)�qui�sont�employés�en�injection,extrusion�et�extrusion-soufflage.
Pour�la�transformation�de�l’Elastollanles�principes�suivants�doivent�êtrepris�en�considération:
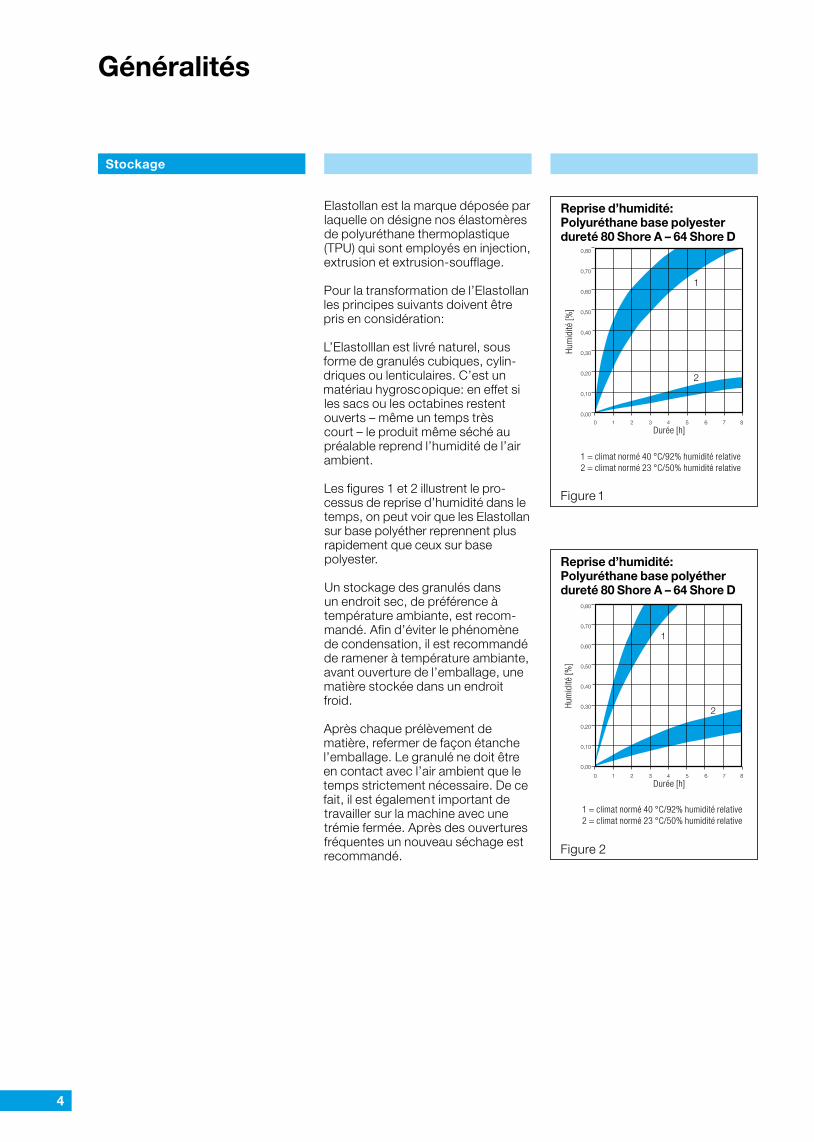
L’Elastolllan�est�livré�naturel,�sousforme�de�granulés�cubiques,�cylin-driques�ou�lenticulaires.�C’est�unmatériau�hygroscopique:�en�effet�siles�sacs�ou�les�octabines�restent�ouverts�–�même�un�temps�très�court�–�le�produit�même�séché�aupréalable�reprend�l’humidité�de�l’airambient.
Les�figures�1�et�2�illustrent�le�pro-cessus�de�reprise�d’humidité�dans�letemps,�on�peut�voir�que�les�Elastollansur�base�polyéther�reprennent�plusrapidement�que�ceux�sur�base�polyester.
Un�stockage�des�granulés�dans�un�endroit�sec,�de�préférence�àtempérature�ambiante,�est�recom-mandé.�Afin�d’éviter�le�phénomènede�condensation,�il�est�recommandéde�ramener�à�température�ambiante,avant�ouverture�de�l’emballage,�unematière�stockée�dans�un�endroit�froid.
Après�chaque�prélèvement�de�matière,�refermer�de�façon�étanchel’emballage.�Le�granulé�ne�doit�êtreen�contact�avec�l’air�ambient�que�letemps�strictement�nécessaire.�De�cefait,�il�est�également�important�detravailler�sur�la�machine�avec�une�trémie�fermée.�Après�des�ouverturesfréquentes�un�nouveau�séchage�estrecommandé.
Stockage
Reprise d’humidité:Polyuréthane base polyesterdureté 80 Shore A – 64 Shore D
Figure 1
1
2
1 = climat normé 40 °C/92% humidité relative2 = climat normé 23 °C/50% humidité relative
0 1 2 3 4 5 6 7 8
0,80
0,70
0,60
0,50
0,40
0,30
0,20
0,10
0,00
Durée [h]
Hum
idité
[%]
Reprise d’humidité:Polyuréthane base polyétherdureté 80 Shore A – 64 Shore D
Figure�2
1
2
1 = climat normé 40 °C/92% humidité relative 2 = climat normé 23 °C/50% humidité relative
0 1 2 3 4 5 6 7 8
0,80
0,70
0,60
0,50
0,40
0,30
0,20
0,10
0,00
Durée [h]
Hum
idité
[%]
5
Généralités
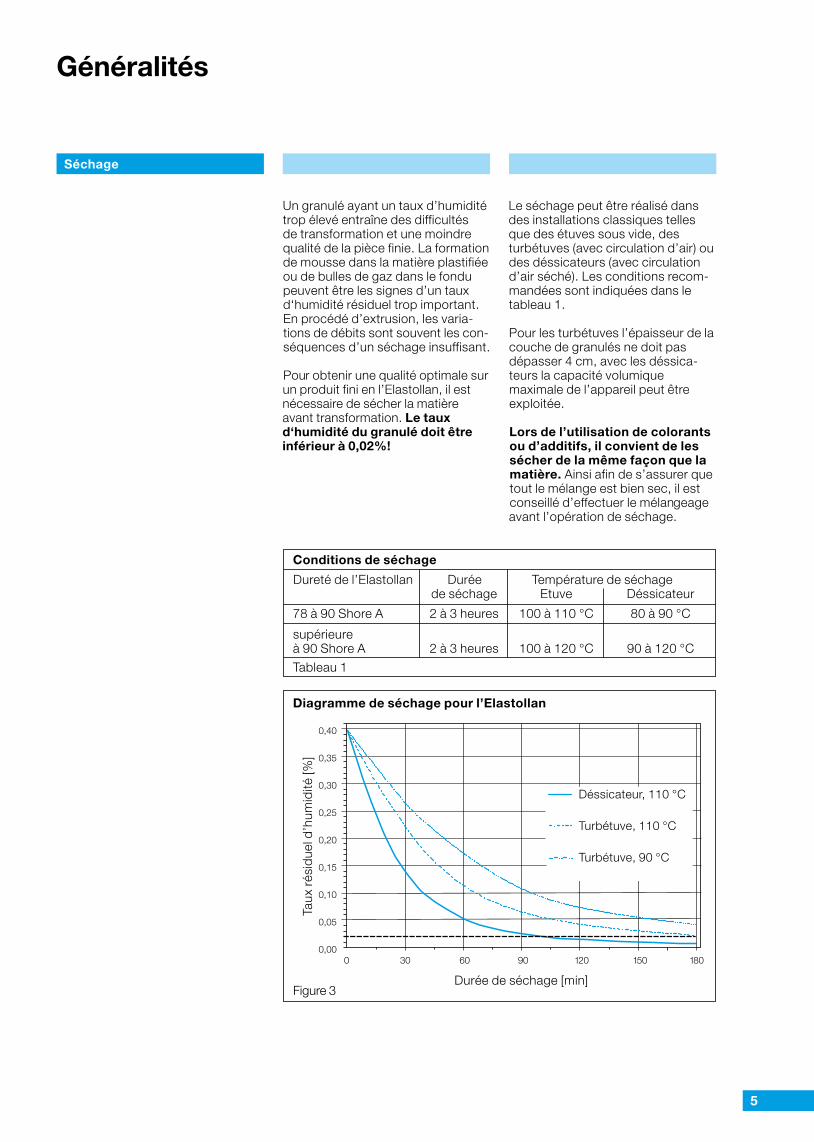
Un�granulé�ayant�un�taux�d’humiditétrop�élevé�entraîne�des�difficultés�de�transformation�et�une�moindrequalité�de�la�pièce�finie.�La�formationde�mousse�dans�la�matière�plastifiéeou�de�bulles�de�gaz�dans�le�fondupeuvent�être�les�signes�d’un�tauxd‘humidité�résiduel�trop�important.En�procédé�d’extrusion,�les�varia-tions�de�débits�sont�souvent�les�con-séquences�d’un�séchage�insuffisant.
Pour�obtenir�une�qualité�optimale�surun�produit�fini�en�l’Elastollan,�il�estnécessaire�de�sécher�la�matièreavant�transformation.�Le taux d‘humidité du granulé doit être inférieur à 0,02%!
Le�séchage�peut�être�réalisé�dansdes�installations�classiques�tellesque�des�étuves�sous�vide,�des�turbétuves�(avec�circulation�d’air)�oudes�déssicateurs�(avec�circulationd’air�séché).�Les�conditions�recom-mandées�sont�indiquées�dans�le�tableau�1.
Pour�les�turbétuves�l’épaisseur�de�lacouche�de�granulés�ne�doit�pasdépasser�4�cm,�avec�les�déssica-teurs�la�capacité�volumique�maximale�de�l’appareil�peut�être�exploitée.
Lors de l’utilisation de colorants ou d’additifs, il convient de lessécher de la même façon que lamatière. Ainsi�afin�de�s’assurer�quetout�le�mélange�est�bien�sec,�il�estconseillé�d’effectuer�le�mélangeageavant�l’opération�de�séchage.
Séchage
Conditions de séchage
Dureté�de�l’Elastollan Durée� Température�de�séchagede�séchage Etuve Déssicateur
78�à�90�Shore�A 2�à�3�heures 100�à�110�°C 80�à�90�°Csupérieure�à�90�Shore�A 2�à�3�heures 100�à�120�°C 90�à�120�°CTableau�1
Diagramme de séchage pour l’Elastollan
Figure�3
Taux�résiduel�d’humidité�[%]
0 30 60 90 120 150 180
0,40
0,35
0,30
0,25
0,20
0,15
0,10
0,05
0,00
Durée�de�séchage�[min]
Déssicateur,�110�°C
Turbétuve,�110�°C
Turbétuve,�90�°C

6
Généralités
Tous�les�grades�naturels�de�notregamme�peuvent�être�colorés.�Pource�faire�il�est�recommandé�d’utiliserdes�colorants�sur�base�TPU.�Les�colorants�préparés�sur�des�basesElastollan�sont�habituellement�dosésà�1�à�2�%.
Pour�les�grades�Elastollan�contenantdéjà�des�additives�(par�ex.�des�re-tardateurs�de�combustion)�l’intro-duction�d’un�pourcentage�plus�élevéde�colorant�peut�être�nécessaire.
Une�incompatibilité�avec�l’Elastollanlors�de�l’utilisation�de�colorants�nonformulés�sur�base�TPU�n’est�pas�àexclure.�Ceci�se�manifeste�par�unerépartition�insuffisante�des�pigmentset�un�mauvais�pouvoir�couvrant�ducolorant�pouvant�amener�desdéfauts�de�surface�visibles�sur�la�pièce�finie.
Selon�la�qualité�requise�sur�le�produit�fini,�on�peut�mélanger�jusqu’à30�%�de�régénéré�à�la�matière�d’origine.�Le�type�de�matière�et�la�dureté�sont�à�ajuster,�on�s’assureraégalement�que�la�matière�est�exempte�de�corps�étrangers.
Le�régénéré�doit�de�préférence�êtreintroduit�dans�le�process�de�fabrica-tion�broyé,�séché�et�sans�avoir�subitde�stockage�intermédiaire.
Une�matière�polluée�ou�ayant�subitdes�dégradations�thermiques�ne�peut�être�utilisée�comme�régénéré.
Des�transformations�multiples�durégénéré�nuisent�à�la�qualité�du�produit�fini.�Certaines�certificationsqualité,�s’appuyant�sur�des�spéci-fications,�excluent�l’utilisation�derégénéré.
On�peut�obtenir,�par�l’adjonction�decertains�additives,�des�propriétésspécifiques�n’existant�pas�dans�lamatière�de�base.
On�dispose,�sous�forme�de�master-batchs,�des�additives�suivants:
● agents�anti-UV
● agents�démoulants
● agents�antiblocking
Coloration
Additifs
Utilisation de régénéré
7
Généralités
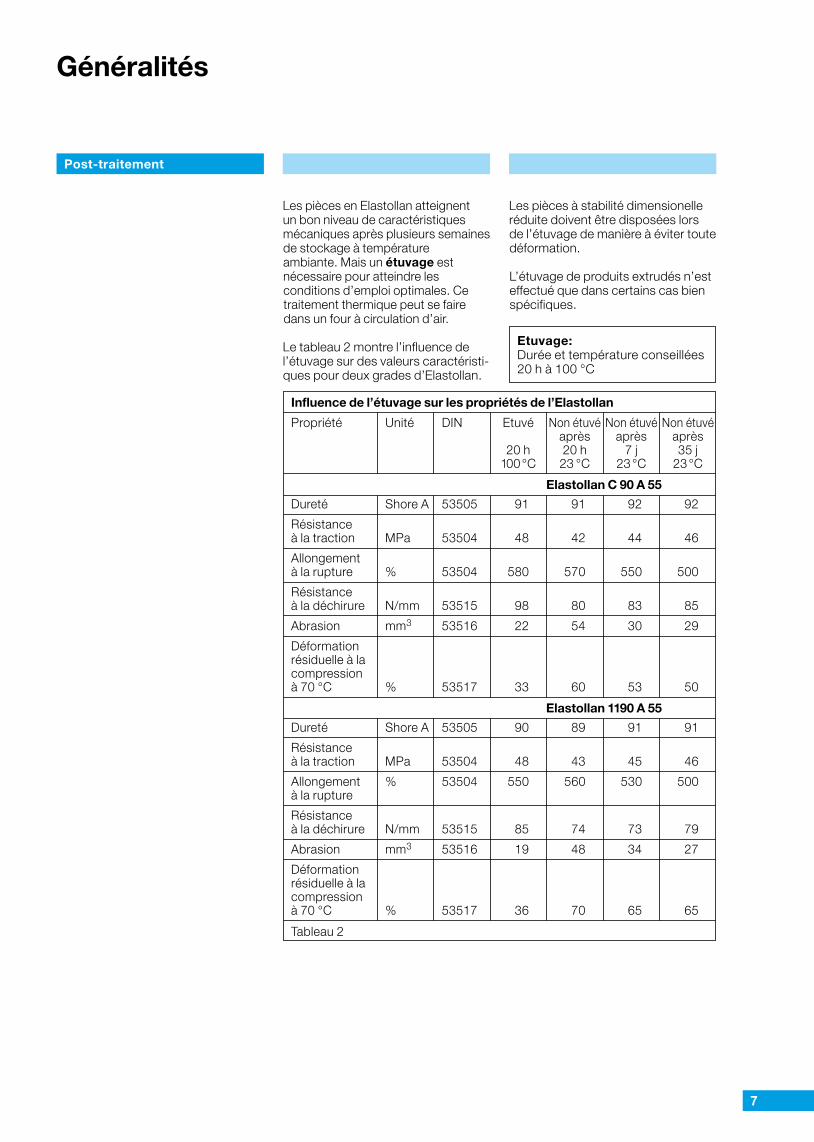
Les�pièces�en�Elastollan�atteignent�un�bon�niveau�de�caractéristiques�mécaniques�après�plusieurs�semainesde�stockage�à�température�ambiante.�Mais�un�étuvage est�nécessaire�pour�atteindre�les�conditions�d’emploi�optimales.�Cetraitement�thermique�peut�se�fairedans�un�four�à�circulation�d’air.
Le�tableau�2�montre�l’influence�de�l’étuvage�sur�des�valeurs�caractéristi-ques�pour�deux�grades�d’Elastollan.
Les�pièces�à�stabilité�dimensionelleréduite�doivent�être�disposées�lors�de�l’étuvage�de�manière�à�éviter�toutedéformation.
L’étuvage�de�produits�extrudés�n’esteffectué�que�dans�certains�cas�bienspécifiques.
Post-traitement
Influence de l’étuvage sur les propriétés de l’Elastollan
Propriété Unité DIN Etuvé Non�étuvé Non�étuvé Non�étuvéaprès après après
20�h� 20�h� 7�j 35�j100 °C 23 °C 23°C 23°C
Elastollan C 90 A 55
Dureté Shore�A 53505 91 91 92 92Résistance�à�la�traction MPa 53504 48 42 44 46Allongementà�la�rupture % 53504 580 570 550 500Résistance�à�la�déchirure N/mm 53515 98 80 83 85Abrasion mm3 53516 22 54 30 29Déformation�résiduelle�à�la�compressionà�70�°C % 53517 33 60 53 50
Elastollan 1190 A 55
Dureté Shore�A 53505 90 89 91 91Résistance�à�la�traction MPa 53504 48 43 45 46Allongement % 53504 550 560 530 500à�la�ruptureRésistance�à�la�déchirure N/mm 53515 85 74 73 79Abrasion mm3 53516 19 48 34 27Déformation�résiduelle�à�la�compressionà�70�°C % 53517 36 70 65 65Tableau�2
Etuvage: Durée�et�température�conseillées20�h�à�100�°C
8
Généralités
L’Elastollan�peut�être�transformé�ettravaillé�sur�une�très�large�plage�detempérature�qui�varie�selon�le�grade.
Comme�pour�toutes�les�matières�organiques�naturelles�ou�synthéti-ques,�une�décomposition�au-delàd’une�certain�température�est�pos-sible.�Le�degré�de�décompositiondépend�à�la�fois�de�la�température�etdu�type�de�matière�utilisé.�D’une�façon�générale,�on�considère�que�le
phénomène�de�décomposition�débute�à�environ�230�°C.�Des�nuisances�sur�le�poste�de�travailcausées�par�les�vapeurs�forméesdans�ces�conditions�sont�à�attendrelà�où�la�matière�en�fusion�est�en�con-tact�direct�avec�l’air�ambient.
C’est�pourqoui�la�mise�en�place�d’unsystème�d’aspiration�des�gaz�est�recommandé�en�particulier�au�niveauoù�la�matière�sort�de�l’outillage.
De�part�la�nature�de�l’Elastollan,�unepollution�de�l’environnement�n’estpas�à�craindre!�Les�déchets�peuventêtre�déposés�dans�une�déchargemunicipale�ou�être�traités�dans�uneusine�d’incinération.�Il�convient�naturellement�de�respecter�les�directives�locales�en�matière�de�retraitement�des�déchets.
Pour�des�plus�amples�informations,veuillez�vous�reporter�à�nos�fiches�desécurité.
Hygiène et sécurité
Traitement des déchets
9
Procédé de transformation: l’injection
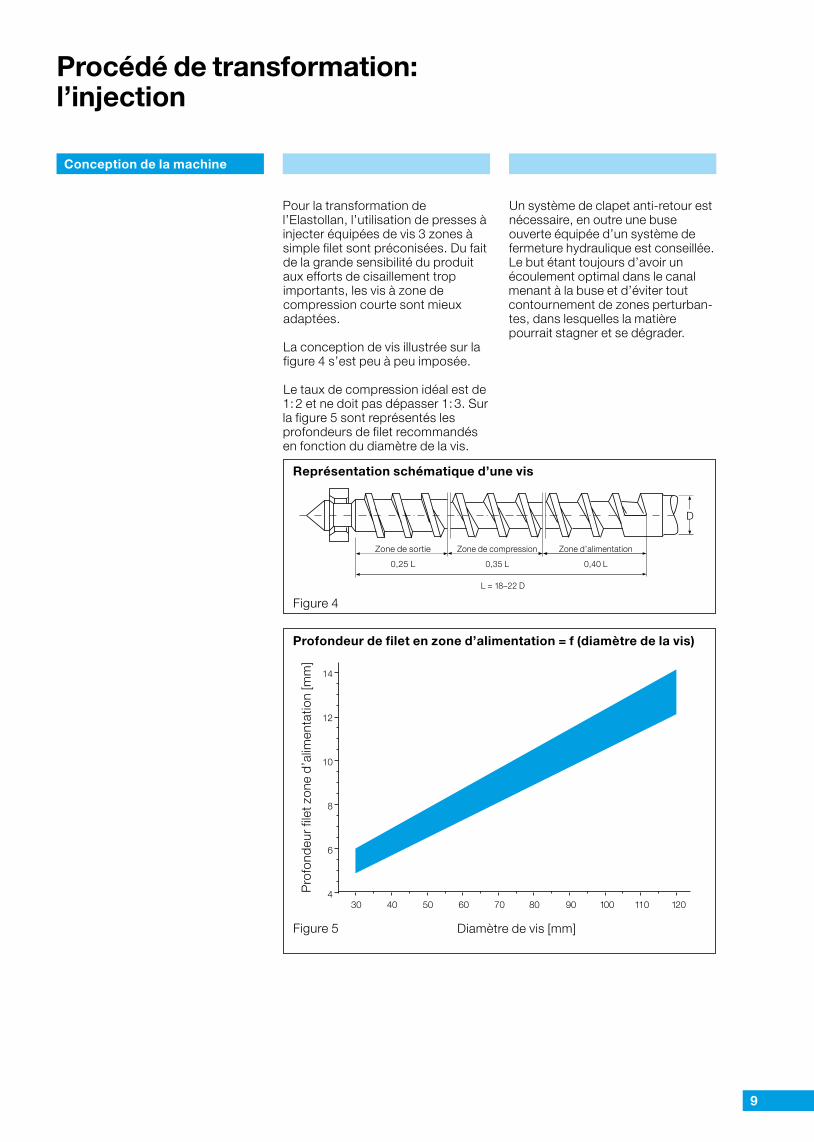
Pour�la�transformation�del’Elastollan,�l’utilisation�de�presses�àinjecter�équipées�de�vis�3�zones�àsimple�filet�sont�préconisées.�Du�faitde�la�grande�sensibilité�du�produitaux�efforts�de�cisaillement�trop�importants,�les�vis�à�zone�de�compression�courte�sont�mieux�adaptées.
La�conception�de�vis�illustrée�sur�lafigure�4�s’est�peu�à�peu�imposée.
Le�taux�de�compression�idéal�est�de1:2�et�ne�doit�pas�dépasser�1: 3.�Surla�figure�5�sont�représentés�les�profondeurs�de�filet�recommandésen�fonction�du�diamètre�de�la�vis.
Un�système�de�clapet�anti-retour�estnécessaire,�en�outre�une�buse�ouverte�équipée�d’un�système�defermeture�hydraulique�est�conseillée.Le�but�étant�toujours�d’avoir�unécoulement�optimal�dans�le�canalmenant�à�la�buse�et�d’éviter�toutcontournement�de�zones�perturban-tes,�dans�lesquelles�la�matière�pourrait�stagner�et�se�dégrader.
Conception de la machine
Représentation schématique d’une vis
Figure�4L�=�18–22�D
Profondeur de filet en zone d’alimentation = f (diamètre de la vis)
Figure�5
Profondeur�filet�zone�d’alimentation�[mm]
Diamètre�de�vis�[mm]
30 40 50 60 70 80 90 100 110 120
14
12
10
8
6
4
Zone�de�sortie0,25�L
Zone�de�compression0,35�L
Zone�d’alimentation0,40�L
D
10
Procédé de transformation: l’injection
Paramètres de transformation
Consignes indicatives de températures cylindre en °C
Dureté�Shore Température�zones� Température�busede�chauffe
60�A–80�A 170–210 200–21085�A–95�A 190–220 210–22598�A–74�D 210–230 220–240
Tableau�3
Consignes indicatives de température de masse en °C
Elastollan�de�dureté�Shore�60�A�à�80�A 190�à�205Elastollan�de�dureté�Shore�85�A�à�95�A 205�à�220Elastollan�de�dureté�Shore�98�A�à�74�D 215�à�235Tableau�4
Vitesse de rotation de vis max. = f (diamètre de vis)
Figure�6
Vitesse�de�rotation�de�vis�[tr/min]
Diamètre�de�vis�[mm]
Vitesse�tangentielle�maximale�0,2�m/s
30 40 50 60 70 80 90 100 110 120
100
80
60
40
20
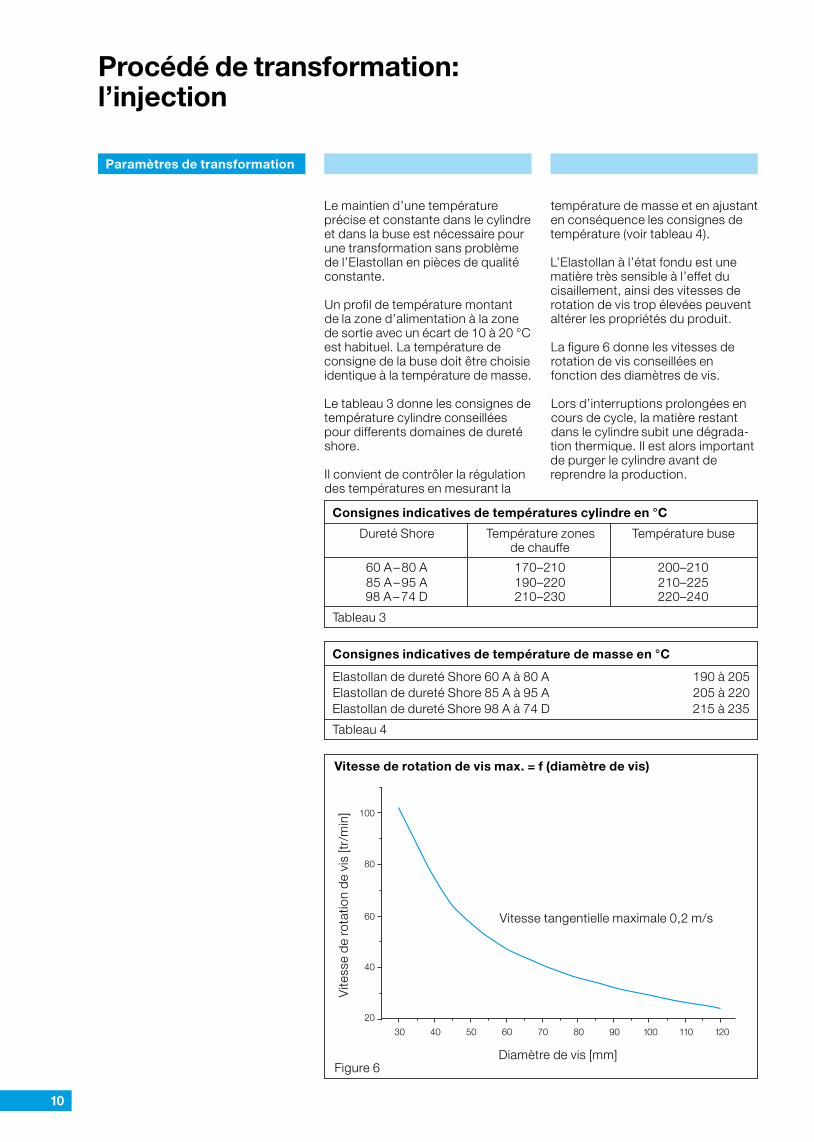
Le�maintien�d’une�température�précise�et�constante�dans�le�cylindreet�dans�la�buse�est�nécessaire�pourune�transformation�sans�problèmede�l’Elastollan�en�pièces�de�qualitéconstante.
Un�profil�de�température�montant�de�la�zone�d’alimentation�à�la�zonede�sortie�avec�un�écart�de�10�à�20�°Cest�habituel.�La�température�de�consigne�de�la�buse�doit�être�choisieidentique�à�la�température�de�masse.
Le�tableau�3�donne�les�consignes�detempérature�cylindre�conseilléespour�differents�domaines�de�duretéshore.
Il�convient�de�contrôler�la�régulationdes�températures�en�mesurant�la
température�de�masse�et�en�ajustanten�conséquence�les�consignes�detempérature�(voir�tableau�4).
L’Elastollan�à�l’état�fondu�est�unematière�très�sensible�à�l’effet�du�cisaillement,�ainsi�des�vitesses�derotation�de�vis�trop�élevées�peuventaltérer�les�propriétés�du�produit.
La�figure�6�donne�les�vitesses�de�rotation�de�vis�conseillées�en�fonction�des�diamètres�de�vis.
Lors�d’interruptions�prolongées�encours�de�cycle,�la�matière�restantdans�le�cylindre�subit�une�dégrada-tion�thermique.�Il�est�alors�importantde�purger�le�cylindre�avant�de�reprendre�la�production.
11
Procédé de transformation: l’injection
Paramètres de transformation
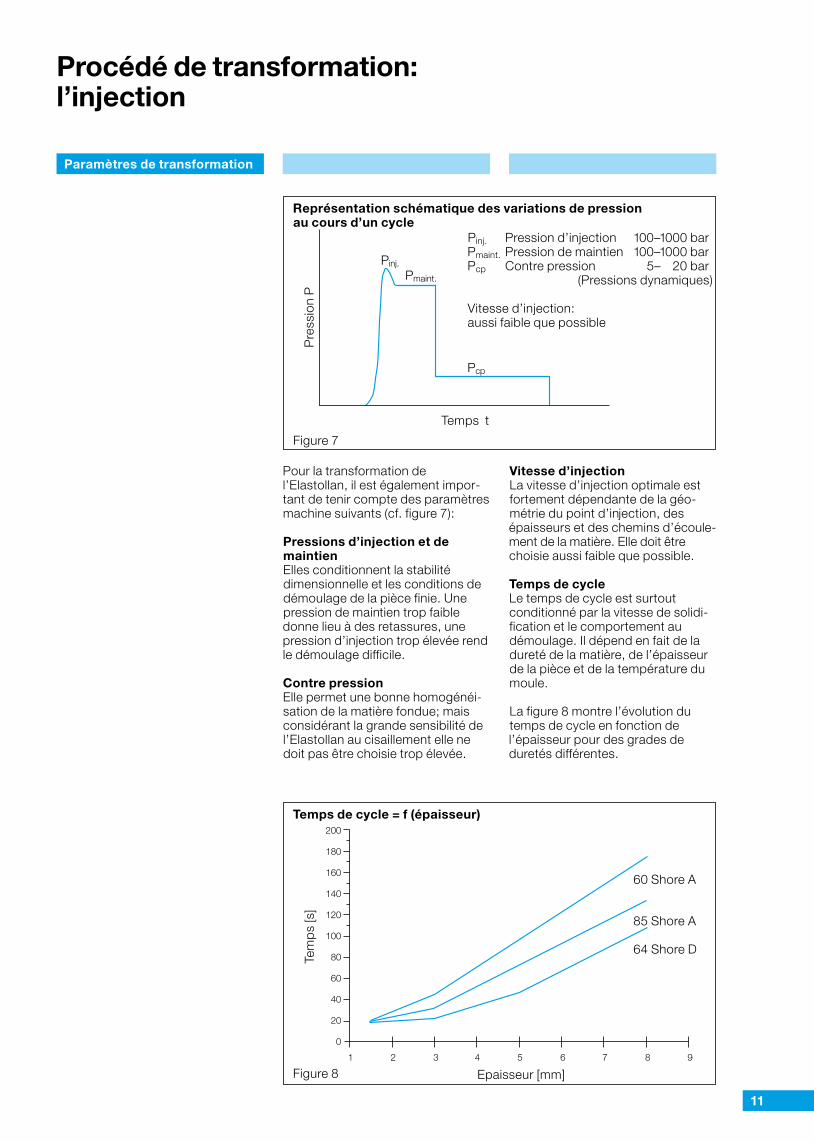
Représentation schématique des variations de pression au cours d’un cycle
Figure�7
Pinj. Pression�d’injection 100–1000�barPmaint. Pression�de�maintien 100–1000�barPcp Contre�pression� 5– 20�bar
(Pressions�dynamiques)
Vitesse�d’injection:�aussi�faible�que�possible
Pinj.Pmaint.
Pcp
Temps��t
Pression�P
Temps de cycle = f (épaisseur)
Figure�8
Temps�[s]
200
180
160
140
120
100
80
60
40
20
0
Epaisseur�[mm]1 2 3 4 5 6 7 8 9
60�Shore�A
85�Shore�A
64�Shore�D
Pour�la�transformation�del’Elastollan,�il�est�également�impor-tant�de�tenir�compte�des�paramètresmachine�suivants�(cf.�figure�7):
Pressions d’injection et de maintienElles�conditionnent�la�stabilité�dimensionnelle�et�les�conditions�dedémoulage�de�la�pièce�finie.�Unepression�de�maintien�trop�faible�donne�lieu�à�des�retassures,�unepression�d’injection�trop�élevée�rendle�démoulage�difficile.
Contre pressionElle�permet�une�bonne�homogénéi-sation�de�la�matière�fondue;�maisconsidérant�la�grande�sensibilité�del’Elastollan�au�cisaillement�elle�nedoit�pas�être�choisie�trop�élevée.
Vitesse d’injectionLa�vitesse�d’injection�optimale�estfortement�dépendante�de�la�géo-métrie�du�point�d’injection,�desépaisseurs�et�des�chemins�d’écoule-ment�de�la�matière.�Elle�doit�êtrechoisie�aussi�faible�que�possible.
Temps de cycleLe�temps�de�cycle�est�surtout�conditionné�par�la�vitesse�de�solidi-fication�et�le�comportement�au�démoulage.�Il�dépend�en�fait�de�ladureté�de�la�matière,�de�l’épaisseurde�la�pièce�et�de�la�température�dumoule.
La�figure�8�montre�l’évolution�dutemps�de�cycle�en�fonction�del’épaisseur�pour�des�grades�de�duretés�différentes.
12
Procédé de transformation:l’injection
Conception de l’outillage
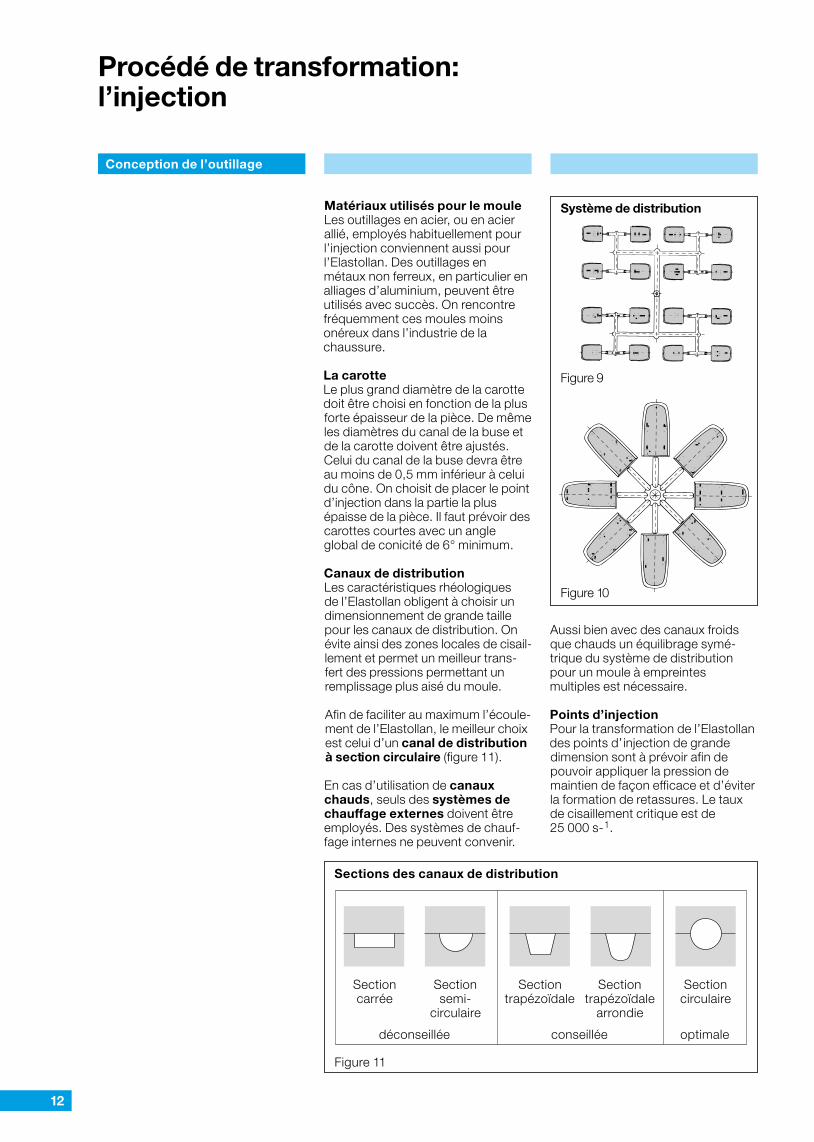
Système de distribution
Figure�9
Figure�10
Sections des canaux de distribution
Figure�11
Section Section Section� Section Sectioncarrée semi- trapézoïdale trapézoïdale circulaire
circulaire arrondiedéconseillée conseillée optimale
Matériaux utilisés pour le mouleLes�outillages�en�acier,�ou�en�acierallié,�employés�habituellement�pourl’injection�conviennent�aussi�pourl’Elastollan.�Des�outillages�en�métaux�non�ferreux,�en�particulier�enalliages�d’aluminium,�peuvent�êtreutilisés�avec�succès.�On�rencontrefréquemment�ces�moules�moinsonéreux�dans�l’industrie�de�la�chaussure.
La carotteLe�plus�grand�diamètre�de�la�carottedoit�être�choisi�en�fonction�de�la�plusforte�épaisseur�de�la�pièce.�De�mêmeles�diamètres�du�canal�de�la�buse�etde�la�carotte�doivent�être�ajustés.Celui�du�canal�de�la�buse�devra�êtreau�moins�de�0,5�mm�inférieur�à�celuidu�cône.�On�choisit�de�placer�le�pointd’injection�dans�la�partie�la�plusépaisse�de�la�pièce.�Il�faut�prévoir�descarottes�courtes�avec�un�angle�global�de�conicité�de�6°�minimum.
Canaux de distributionLes�caractéristiques�rhéologiques�de�l’Elastollan�obligent�à�choisir�undimensionnement�de�grande�taillepour�les�canaux�de�distribution.�Onévite�ainsi�des�zones�locales�de�cisail-lement et�permet�un�meilleur�trans-fert�des�pressions�permettant�un�remplissage�plus�aisé�du�moule.
Afin�de�faciliter�au�maximum�l’écoule-ment�de�l’Elastollan,�le�meilleur�choixest�celui�d’un�canal de distributionà section circulaire (figure�11).
En�cas�d’utilisation�de�canauxchauds,�seuls�des�systèmes dechauffage externes doivent�être�employés.�Des�systèmes�de�chauf-fage�internes�ne�peuvent�convenir.
Aussi�bien�avec�des�canaux�froidsque�chauds�un�équilibrage�symé-trique�du�système�de�distributionpour�un�moule�à�empreintes�multiples�est�nécessaire.
Points d’injectionPour�la�transformation�de�l’Elastollandes�points�d’injection�de�grande�dimension�sont�à�prévoir�afin�de�pouvoir�appliquer�la�pression�demaintien�de�façon�efficace�et�d’éviterla�formation�de�retassures.�Le�tauxde�cisaillement�critique�est�de�25�000�s-1.
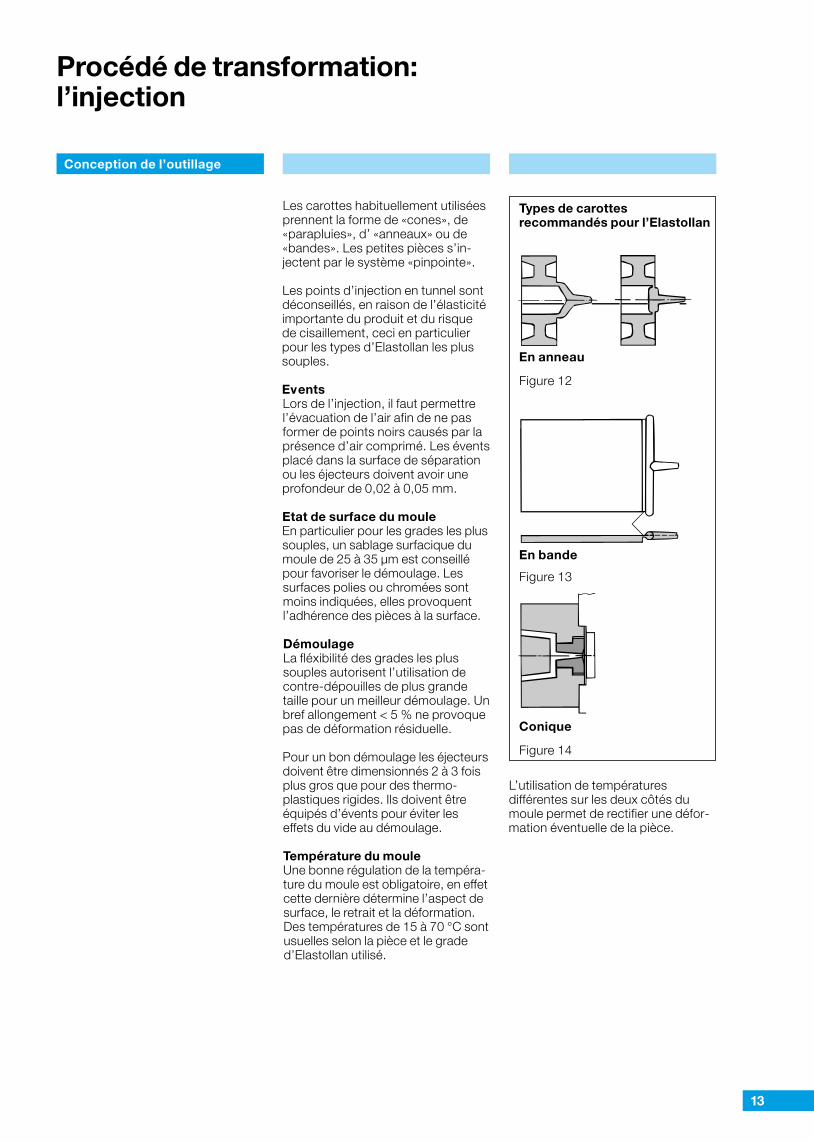
Types de carottes recommandés pour l’Elastollan
Figure�12
Figure�13
Figure�14
13
Procédé de transformation:l’injection
Les�carottes�habituellement�utiliséesprennent�la�forme�de�«cones»,�de«parapluies»,�d’�«anneaux»�ou�de«bandes».�Les�petites�pièces�s’in-jectent�par�le�système�«pinpointe».
Les�points�d’injection�en�tunnel�sontdéconseillés,�en�raison�de�l’élasticitéimportante�du�produit�et�du�risquede�cisaillement,�ceci�en�particulierpour�les�types�d’Elastollan�les�plussouples.
EventsLors�de�l’injection,�il�faut�permettrel’évacuation�de�l’air�afin�de�ne�pasformer�de�points�noirs�causés�par�laprésence�d’air�comprimé.�Les�éventsplacé�dans�la�surface�de�séparationou�les�éjecteurs�doivent�avoir�uneprofondeur�de�0,02�à�0,05�mm.
Etat de surface du mouleEn�particulier�pour�les�grades�les�plussouples,�un�sablage�surfacique�dumoule�de�25�à�35�µm�est�conseillépour�favoriser�le�démoulage.�Les�surfaces�polies�ou�chromées�sontmoins�indiquées,�elles�provoquentl’adhérence�des�pièces�à�la�surface.
DémoulageLa�fléxibilité�des�grades�les�plus�souples�autorisent�l’utilisation�decontre-dépouilles�de�plus�grandetaille�pour�un�meilleur�démoulage.�Unbref�allongement�<�5�%�ne�provoquepas�de�déformation�résiduelle.
Pour�un�bon�démoulage�les�éjecteursdoivent�être�dimensionnés�2�à�3�foisplus�gros�que�pour�des�thermo-plastiques�rigides.�Ils�doivent�êtreéquipés�d’évents�pour�éviter�les�effets�du�vide�au�démoulage.
Température du mouleUne�bonne�régulation�de�la�tempéra-ture�du�moule�est�obligatoire,�en�effetcette�dernière�détermine�l’aspect�desurface,�le�retrait�et�la�déformation.Des�températures�de�15�à�70�°C�sontusuelles�selon�la�pièce�et�le�graded’Elastollan�utilisé.
Conception de l’outillage
L’utilisation�de�températures�différentes�sur�les�deux�côtés�dumoule�permet�de�rectifier�une�défor-mation�éventuelle�de�la�pièce.
En anneau
En bande
Conique
14
Procédé de transformation:l’injection
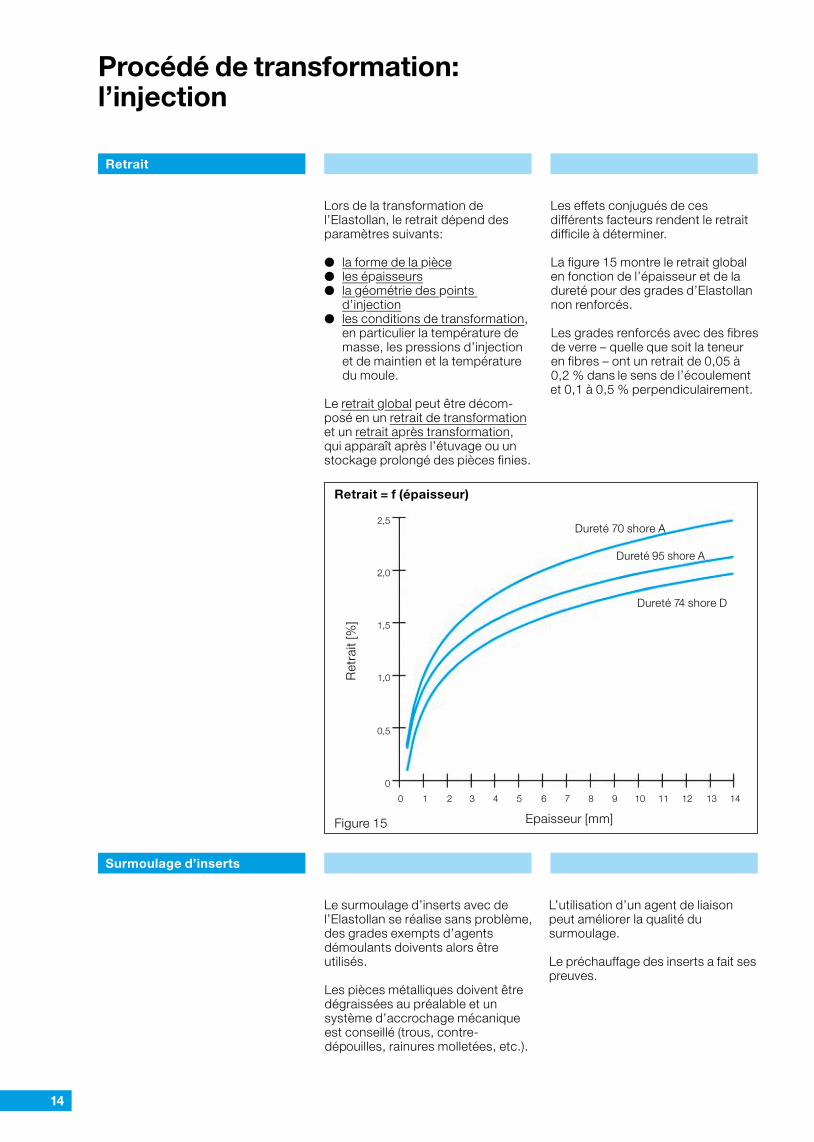
Lors�de�la�transformation�del’Elastollan,�le�retrait�dépend�des�paramètres�suivants:
● la�forme�de�la�pièce● les�épaisseurs● la�géométrie�des�points�d’injection
● les�conditions�de�transformation,en�particulier�la�température�demasse,�les�pressions�d’injectionet�de�maintien�et�la�températuredu�moule.
Le�retrait�global peut�être�décom-posé�en�un�retrait�de�transformationet�un�retrait�après�transformation,qui�apparaît�après�l’étuvage�ou�unstockage�prolongé�des�pièces�finies.
Les�effets�conjugués�de�ces�différents�facteurs�rendent�le�retraitdifficile�à�déterminer.
La�figure�15�montre�le�retrait�globalen�fonction�de�l’épaisseur�et�de�ladureté�pour�des�grades�d’Elastollannon�renforcés.
Les�grades�renforcés�avec�des�fibresde�verre�–�quelle�que�soit�la�teneuren�fibres�–�ont�un�retrait�de�0,05�à0,2�%�dans�le�sens�de�l’écoulementet�0,1�à�0,5�%�perpendiculairement.
Retrait
Surmoulage d’inserts
Retrait = f (épaisseur)
Figure�15
Retrait�[%]
2,5
2,0
1,5
1,0
0,5
00 1 2 3 4 5 6 7 8 9 10 11 12 13 14
Dureté�70�shore�A
Dureté�95�shore�A
Dureté�74�shore�D
Epaisseur�[mm]
Le�surmoulage�d’inserts�avec�del’Elastollan�se�réalise�sans�problème,des�grades�exempts�d’agents�démoulants�doivents�alors�être�utilisés.
Les�pièces�métalliques�doivent�êtredégraissées�au�préalable�et�un�système�d’accrochage�mécaniqueest�conseillé�(trous,�contre-dépouilles,�rainures�molletées,�etc.).
L’utilisation�d’un�agent�de�liaisonpeut�améliorer�la�qualité�du�surmoulage.
Le�préchauffage�des�inserts�a�fait�sespreuves.
15
Procédé de transformation:l’injection
L’association�de�l’Elastollan�avecdifférents�thermoplastiques�peutamener�à�utiliser�des�procédés�spécifiques:
Injection multimatièreLors�de�l’injection�sur�des�machinesmultimatières�(par.�ex.�biinjection),�onpeut�obtenir�sans�l’apport�d’additifsou�d’accrochages�mécaniques�unebonne�adhérence�entre�l’Elastollan�et�un�thermoplastique�compatible.Les�polymères�sur�base�polyoléfine�ne�sont�pas�compatibles�avecl’Elastollan.
Injection «sandwich»Procédé�particulier�des�procédés�d’injection�multimatière,�le�procédésandwich�consiste�en�l’injectionconsécutive�d’une�matière�à�cœur�etd’une�seconde�en�peau.�Elle�permetla�combinaison�de�différents�poly-mères,�mais�aussi�celle�de�matièrerégénérée�à�cœur�et�de�matière�vierge�en�peau.
Injection avec gazDans�le�principe�le�même�procédéque�l’injection�«sandwich»,�ici�la�matière�à�cœur�est�remplacée�par�dugaz�afin�d’obtenir�une�réduction�pondérale�de�la�pièce.
Procédés spécifiques
Erreurs et diagnostics
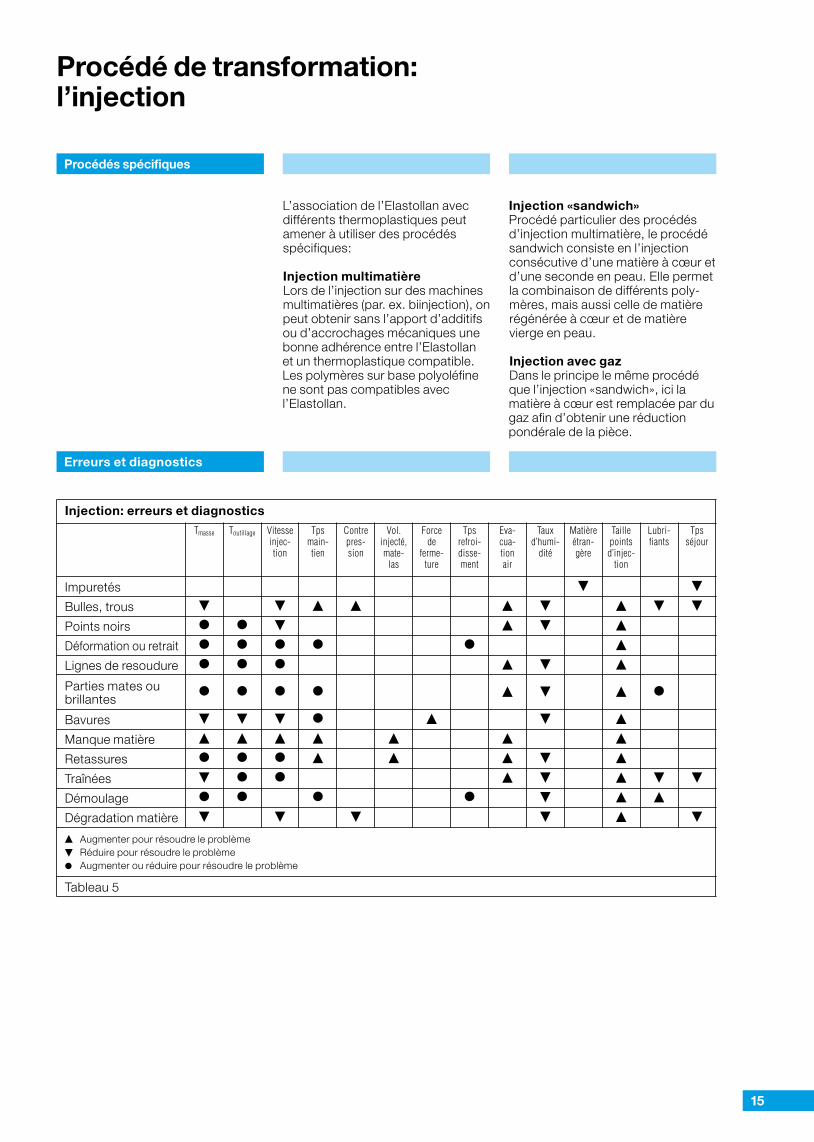
Injection: erreurs et diagnostics
Tmasse Toutillage Vitesseinjec-tion
Tpsmain-tien
Contrepres-sion
Vol. injecté,mate-
las
Force de
ferme-ture
Tps refroi-disse-ment
Eva-cua-tion air
Tauxd’humi-
dité
Matièreétran-gère
Taillepoints
d’injec-tion
Lubri-fiants
Tps séjour
Impuretés � �
Bulles,�trous � � � � � � � � �
Points�noirs � � � � � �
Déformation�ou�retrait � � � � � �
Lignes�de�resoudure � � � � � �
Parties�mates�ou�brillantes � � � � � � � �
Bavures � � � � � � �
Manque�matière � � � � � � �
Retassures � � � � � � � �
Traînées � � � � � � � �
Démoulage � � � � � � �
Dégradation�matière � � � � � �
� Augmenter�pour�résoudre�le�problème� Réduire�pour�résoudre�le�problème� Augmenter�ou�réduire�pour�résoudre�le�problème
Tableau�5
16
Procédé de transformation:l’extrusion
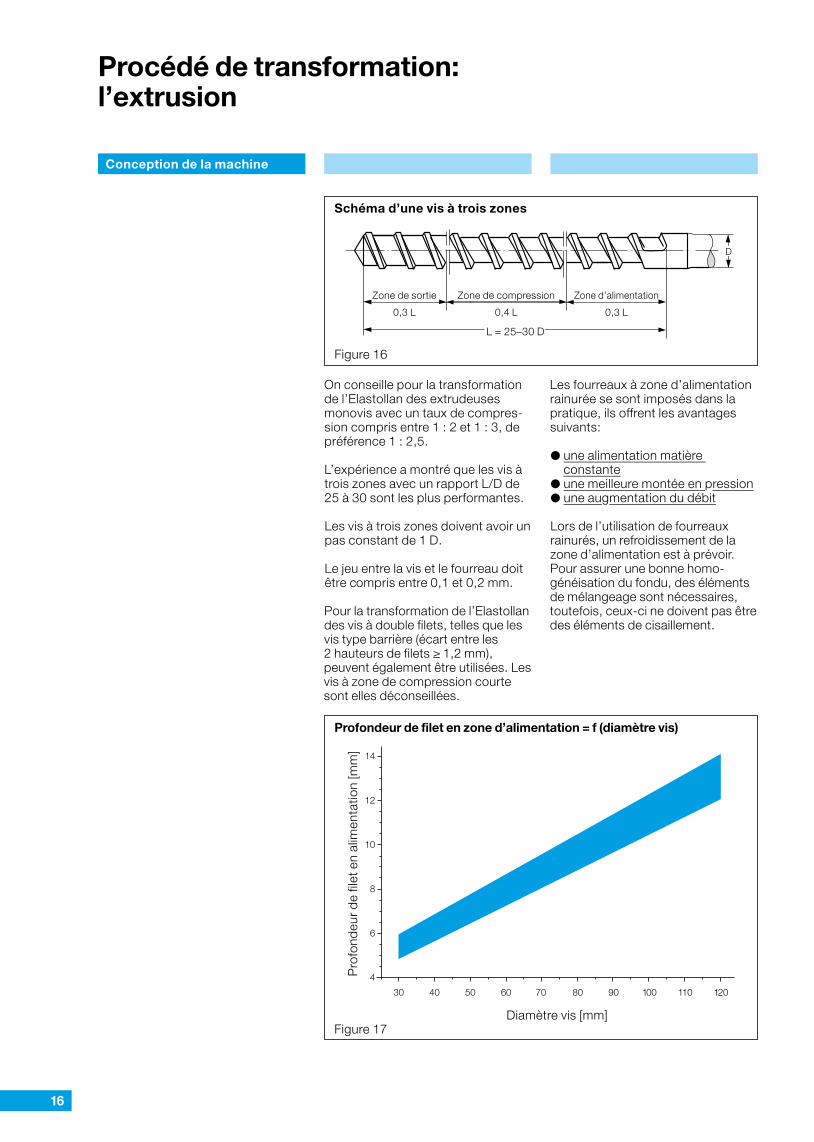
On�conseille�pour�la�transformationde�l’Elastollan�des�extrudeuses�monovis�avec�un�taux�de�compres-sion�compris�entre�1�:�2�et�1�:�3,�depréférence�1�:�2,5.
L’expérience�a�montré�que�les�vis�àtrois�zones�avec�un�rapport�L/D�de25�à�30�sont�les�plus�performantes.
Les�vis�à�trois�zones�doivent�avoir�unpas�constant�de�1�D.
Le�jeu�entre�la�vis�et�le�fourreau�doitêtre�compris�entre�0,1�et�0,2�mm.
Pour�la�transformation�de�l’Elastollandes�vis�à�double�filets,�telles�que�lesvis�type�barrière�(écart�entre�les�2�hauteurs�de�filets�≥�1,2�mm),�peuvent�également�être�utilisées.�Lesvis�à�zone�de�compression�courtesont�elles�déconseillées.
Les�fourreaux�à�zone�d’alimentationrainurée�se�sont�imposés�dans�lapratique,�ils�offrent�les�avantagessuivants:
● une�alimentation�matière�constante
● une�meilleure�montée�en�pression● une�augmentation�du�débit
Lors�de�l’utilisation�de�fourreauxrainurés,�un�refroidissement�de�la�zone�d’alimentation�est�à�prévoir.Pour�assurer�une�bonne�homo-généisation�du�fondu,�des�élémentsde�mélangeage�sont�nécessaires,toutefois,�ceux-ci�ne�doivent�pas�êtredes�éléments�de�cisaillement.
Conception de la machine
D
Schéma d’une vis à trois zones
Figure�16
Zone�de�compression0,4�L
Zone�de�sortie0,3�L
Zone�d’alimentation0,3�L
L�=�25–30�D
Profondeur de filet en zone d’alimentation = f (diamètre vis)
Figure�17
30 40 50 60 70 80 90 100 110 120
14
12
10
8
6
4
Diamètre�vis�[mm]
Profondeur�de�filet�en�alimentation�[mm]
17
Procédé de transformation:l’extrusion
On�recommande�l’utilisation�de�grilles�associées�à�plusieurs�filtres.Deux�filtres�de�400�mailles/cm²�comme�filtres�de�protection�suivis�dedeux�autres�de�900�mailles/cm²�comme�filtres�fins�donnent�de�bonsrésultats.�Selon�les�types�d’applica-tion,�on�peut�être�amené�à�utiliser�desfiltres�plus�fins�(p.�ex.�films).
Les�alésages�des�grilles�doivent�–�indépendamment�du�diamètre�de�lavis�et�de�l’outillage�–�être�comprisentre�1,5�et�5�mm.
L’extrusion�de�polyuréthane�thermo-plastique�nécessite�l‘utilisation�demoteurs�de�plus�grande�puissanceque�pour�d’autres�thermoplastiques.Celle-ci�devra�être�de�l’ordre�de�0,3�à�1�kWh/kg,�selon�le�type�defourreau.
L’utilisation�de�pompes�à�engre-nages�afin�de�stabiliser�les�débits�esttrès�efficace.
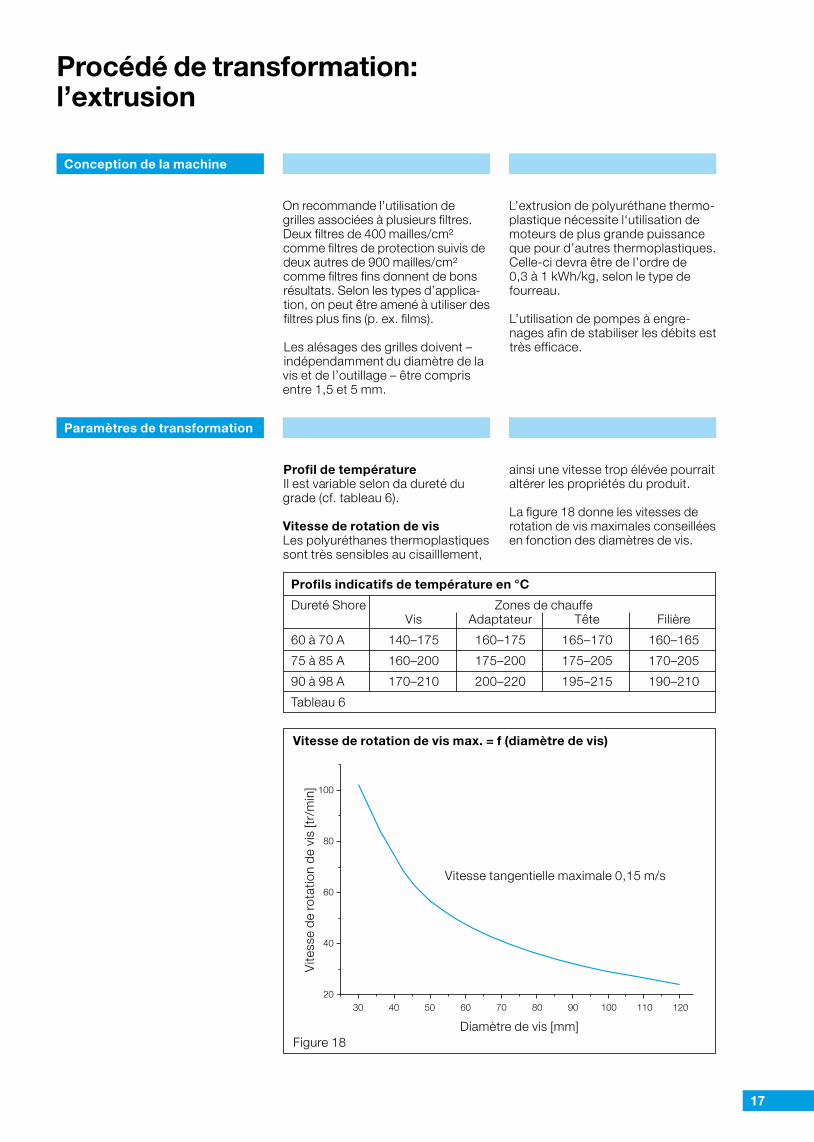
Profil de températureIl�est�variable�selon�da�dureté�dugrade�(cf.�tableau�6).
Vitesse de rotation de visLes�polyuréthanes�thermoplastiquessont�très�sensibles�au�cisailllement,
ainsi�une�vitesse�trop�élévée�pourraitaltérer�les�propriétés�du�produit.
La�figure�18�donne�les�vitesses�derotation�de�vis�maximales�conseilléesen�fonction�des�diamètres�de�vis.
Conception de la machine
Paramètres de transformation
Vitesse de rotation de vis max. = f (diamètre de vis)
Figure�18
Vitesse�de�rotation�de�vis�[tr/min] 100
80
60
40
20
Diamètre�de�vis�[mm]30 40 50 60 70 80 90 100 110 120
Vitesse�tangentielle�maximale�0,15�m/s
Profils indicatifs de température en °C
Dureté�Shore Zones�de�chauffeVis Adaptateur Tête Filière
60�à�70�A 140–175 160–175 165–170 160–16575�à�85�A 160–200 175–200 175–205 170–20590�à�98�A 170–210 200–220 195–215 190–210Tableau�6
18
Procédé de transformation:l’extrusion
Pression matièreLa�pression�matière�dépend�de�lasection�droite�et�de�la�distancepoinçon/filière�de�l’outillage,�ainsique�de�la�température�de�masse.�Lapression�dans�l’adaptateur�peut�sesituer�entre�20�et�300�bar.�Au�démar-rage,�on�peut�avoir�des�pointes�depression�allant�jusqu’à�1000�bar;�ainsi�il�est�conseillé�de�ne�pas�utiliserun�réglage�par�paliers�du�moteuravec�l’Elastollan�(ainsi�on�peut�démarrer�en�sous-régime).
Nettoyage de l’unité d’extrusionLorsqu’on�change�de�produit,�ouaprès�plusieurs�jours�de�production,il�est�bon�de�procéder�au�nettoyagede�l’unité,�à�l’aide�de�polypropylèneou�de�polyéthylène�haute�densité,qui�doivent�être�transformés�à�tem-pérature�élevée.�Si�des�dépôts�sesont�formés,�utiliser�en�outre�une�pâte�de�nettoyage.
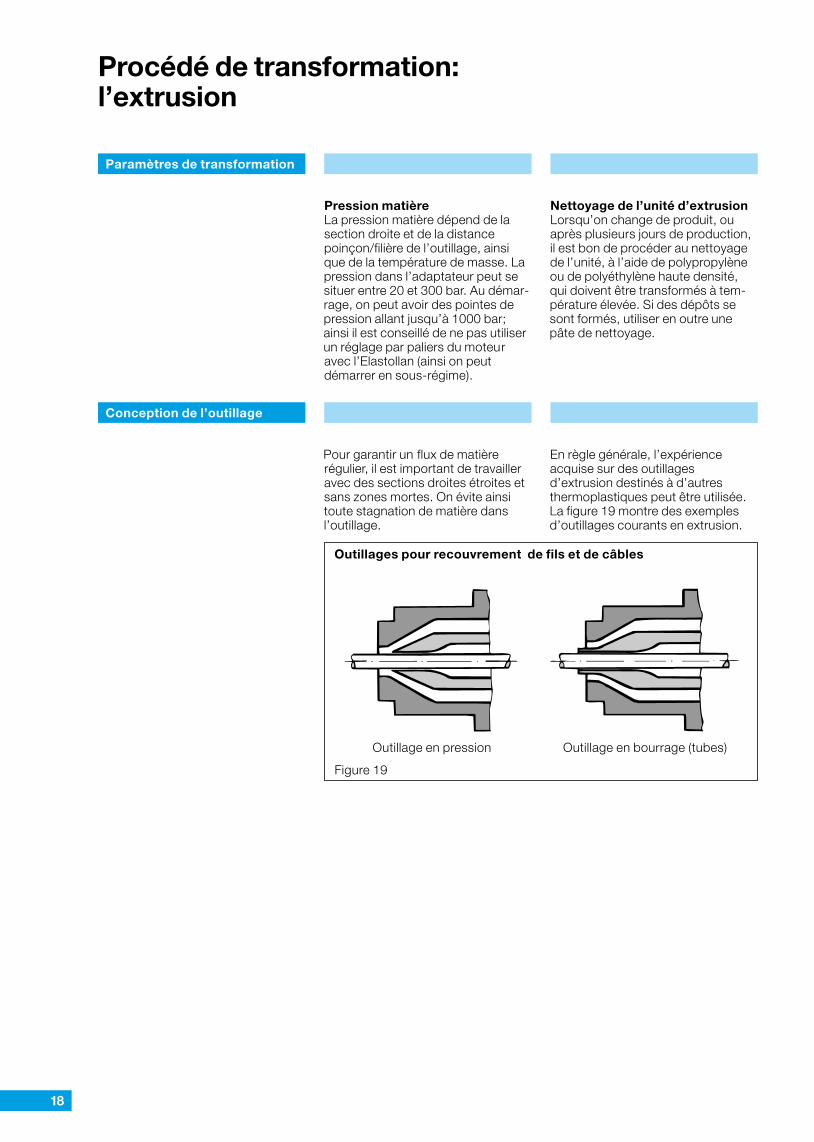
Pour�garantir�un�flux�de�matière�régulier,�il�est�important�de�travailleravec�des�sections�droites�étroites�etsans�zones�mortes.�On�évite�ainsitoute�stagnation�de�matière�dans�l’outillage.
En�règle�générale,�l’expérience�acquise�sur�des�outillages�d’extrusion�destinés�à�d’autres�thermoplastiques�peut�être�utilisée.La�figure�19�montre�des�exemplesd’outillages�courants�en�extrusion.
Paramètres de transformation
Conception de l’outillage
Outillages pour recouvrement de fils et de câbles
Figure�19Outillage�en�pression Outillage�en�bourrage�(tubes)
19
Procédé de transformation:l’extrusion
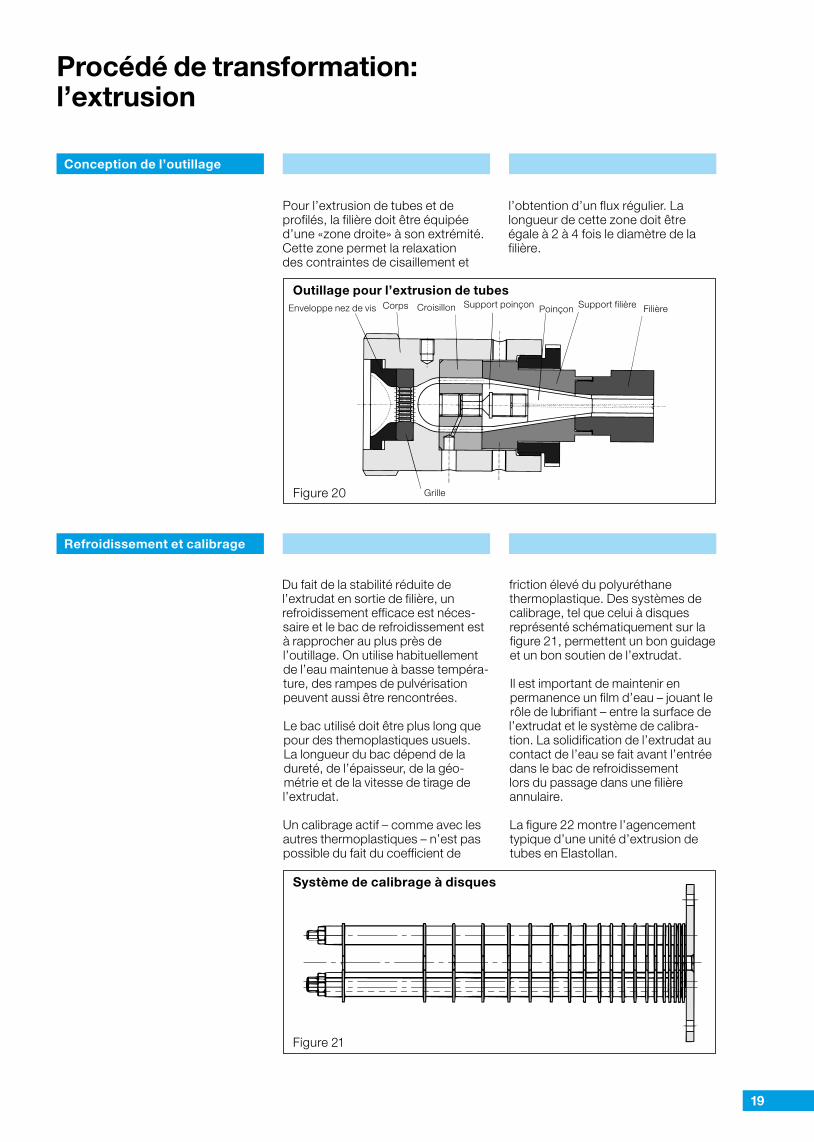
Pour�l’extrusion�de�tubes�et�de�profilés,�la�filière�doit�être�équipéed’une�«zone�droite»�à�son�extrémité.Cette�zone�permet�la�relaxation�des�contraintes�de�cisaillement�et
l’obtention�d’un�flux�régulier.�La�longueur�de�cette�zone�doit�être�égale�à�2�à�4�fois�le�diamètre�de�la�filière.
Du�fait�de�la�stabilité�réduite�de�l’extrudat�en�sortie�de�filière,�un�refroidissement�efficace�est�néces-saire�et�le�bac�de�refroidissement�està�rapprocher�au�plus�près�de�l’outillage.�On�utilise�habituellementde�l’eau�maintenue�à�basse�tempéra-ture,�des�rampes�de�pulvérisationpeuvent�aussi�être�rencontrées.
Le�bac�utilisé�doit�être�plus�long�quepour�des�themoplastiques�usuels.�La�longueur�du�bac�dépend�de�la�dureté,�de�l’épaisseur,�de�la�géo-métrie�et�de�la�vitesse�de�tirage�del’extrudat.
Un�calibrage�actif�–�comme�avec�lesautres�thermoplastiques�–�n’est�paspossible�du�fait�du�coefficient�de�
friction�élevé�du�polyuréthane�thermoplastique.�Des�systèmes�decalibrage,�tel�que�celui�à�disques�représenté�schématiquement�sur�lafigure�21,�permettent�un�bon�guidageet�un�bon�soutien�de�l’extrudat.
Il�est�important�de�maintenir�en�permanence�un�film�d’eau�–�jouant�lerôle�de�lubrifiant�–�entre�la�surface�del’extrudat�et�le�système�de�calibra-tion.�La�solidification�de�l’extrudat�aucontact�de�l’eau�se�fait�avant�l’entréedans�le�bac�de�refroidissement�lors�du�passage�dans�une�filière�annulaire.
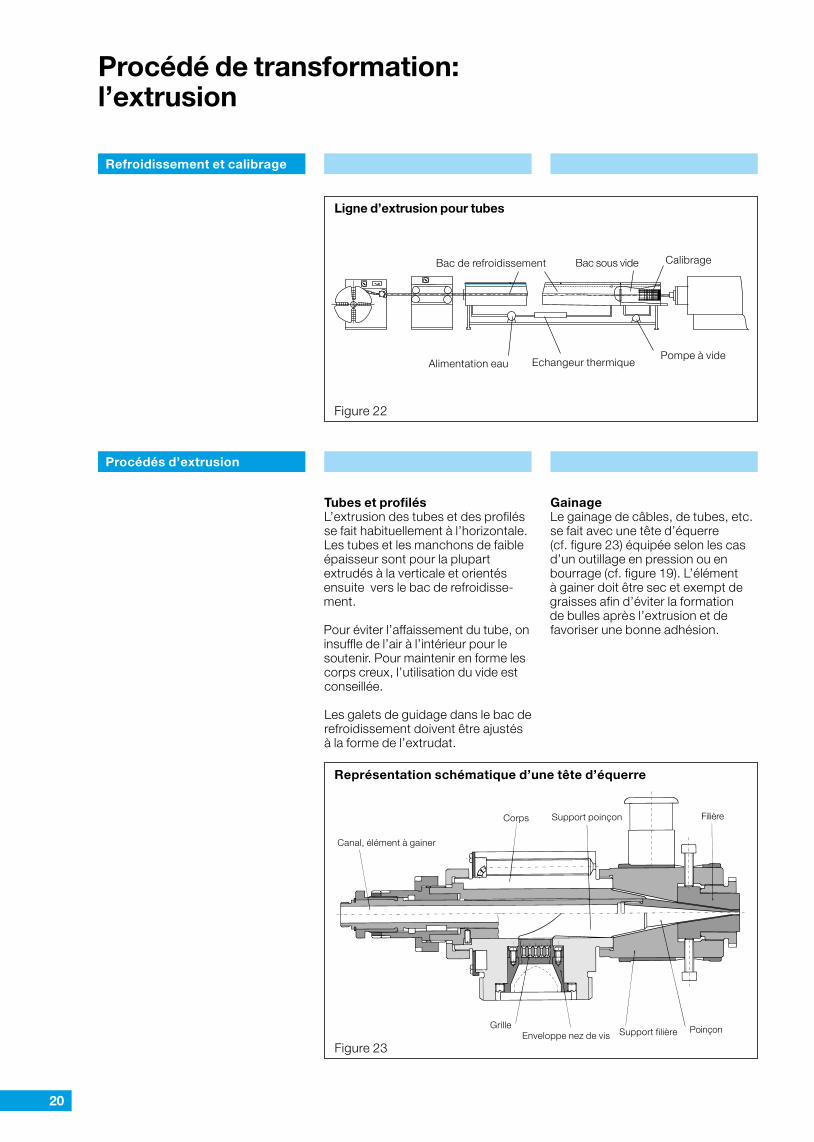
La�figure�22�montre�l’agencement�typique�d’une�unité�d’extrusion�de�tubes�en�Elastollan.
Conception de l’outillage
Refroidissement et calibrage
Outillage pour l’extrusion de tubes
Figure�20
Enveloppe�nez�de�vis Corps Croisillon
Grille
Support�poinçon Poinçon Support�filière Filière
Système de calibrage à disques
Figure�21
20
Procédé de transformation:l’extrusion
Tubes et profilésL’extrusion�des�tubes�et�des�profilésse�fait�habituellement�à�l’horizontale.Les�tubes�et�les�manchons�de�faibleépaisseur�sont�pour�la�plupart�extrudés�à�la�verticale�et�orientés�ensuite��vers�le�bac�de�refroidisse-ment.
Pour�éviter�l’affaissement�du�tube,�oninsuffle�de�l’air�à�l’intérieur�pour�lesoutenir.�Pour�maintenir�en�forme�lescorps�creux,�l’utilisation�du�vide�estconseillée.
Les�galets�de�guidage�dans�le�bac�derefroidissement�doivent�être�ajustésà�la�forme�de�l’extrudat.
GainageLe�gainage�de�câbles,�de�tubes,�etc.se�fait�avec�une�tête�d’équerre�(cf.�figure�23)�équipée�selon�les�casd’un�outillage�en�pression�ou�enbourrage�(cf.�figure�19).�L’élément�à�gainer�doit�être�sec�et�exempt�degraisses�afin�d’éviter�la�formation�de�bulles�après�l’extrusion�et�de�favoriser�une�bonne�adhésion.
Refroidissement et calibrage
Procédés d’extrusion
Ligne d’extrusion pour tubes
Figure�22
Bac�de�refroidissement
Alimentation�eau Echangeur�thermique
Bac�sous�vide
Pompe�à�vide
Calibrage
Représentation schématique d’une tête d’équerre
Figure�23
Canal,�élément�à�gainer
Corps
GrilleEnveloppe�nez�de�vis Support�filière Poinçon
Support�poinçon Filière
21
Procédé de transformation:l’extrusion
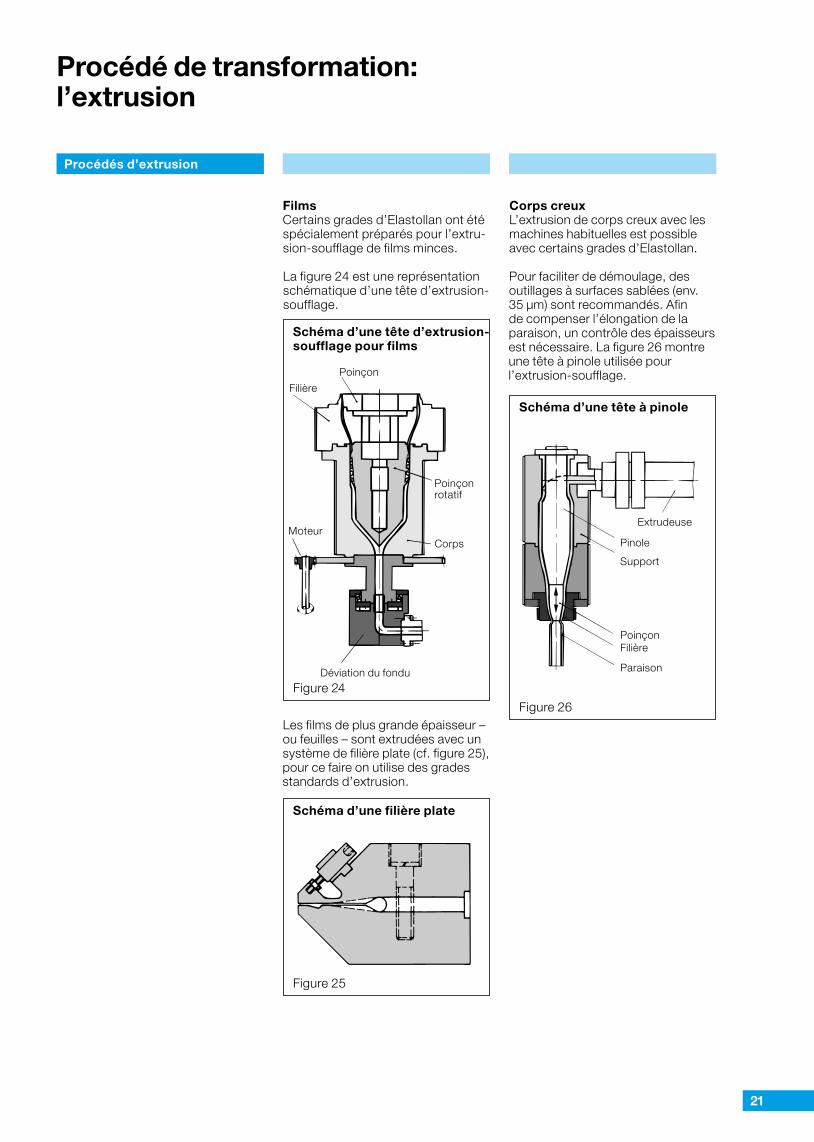
FilmsCertains�grades�d’Elastollan�ont�étéspécialement�préparés�pour�l’extru-sion-soufflage�de�films�minces.
La�figure�24�est�une�représentationschématique�d’une�tête�d’extrusion-soufflage.
Corps creuxL’extrusion�de�corps�creux�avec�lesmachines�habituelles�est�possibleavec�certains�grades�d’Elastollan.
Pour�faciliter�de�démoulage,�des�outillages�à�surfaces�sablées�(env.�35�µm)�sont�recommandés.�Afin�de�compenser�l’élongation�de�la�paraison,�un�contrôle�des�épaisseursest�nécessaire.�La�figure�26�montreune�tête�à�pinole�utilisée�pour�l’extrusion-soufflage.
Procédés d’extrusion
Schéma d’une tête d’extrusion-soufflage pour films
Figure�24
FilièrePoinçon
Poinçonrotatif
CorpsMoteur
Déviation�du�fondu
Schéma d’une tête à pinole
Figure�26
Extrudeuse
PinoleSupport
PoinçonFilière
Paraison
Schéma d’une filière plate
Figure�25
Les�films�de�plus�grande�épaisseur�–ou�feuilles�–�sont�extrudées�avec�unsystème�de�filière�plate�(cf.�figure�25),pour�ce�faire�on�utilise�des�gradesstandards�d’extrusion.
22
Procédé de transformation:l’extrusion
L’Elastollan�peut�être�utilisé�dans�les�procédés�de�transformation�suivants:
CoextrusionElle�permet�la�combinaison�des�propriétés�de�plusieurs�polymères�enun�seul�procédé�de�transformation.
Afin�d’obtenir�un�bon�composite,�il�faut�s’assurer�de�la�compatibilitédes�couples�matière;�ainsi�des�différences�entre�les�Elastollan�surbase�polyéther�et�polyester�doiventêtre�considérées.
Extrusion moussage (TSE)Celle-ci�permet�une�réduction�pon-dérale�et�l’obtention�de�propriétésspécifiques.
On�distingue�deux�procédés:
●Moussage�chimique:provoqué�par�ajout�d’agents�gonflants,�réalisable�sur�des�extrudeuses�conventionnelles,�lesdensités�atteintes�se�situent�entre0,4�et�1,0�g/cm³
●Moussage�physique:obtenu��par�injection�d’un�gaz�auniveau�de�l’extrudeuse,�ici�on�peutatteindre�des�densités�inférieuresà�0,4�g/cm³,�la�structure�de�lamousse�est�maîtrisée�par�un�agentde�nucléation.
Procédés spécifiques
Erreurs et diagnostics
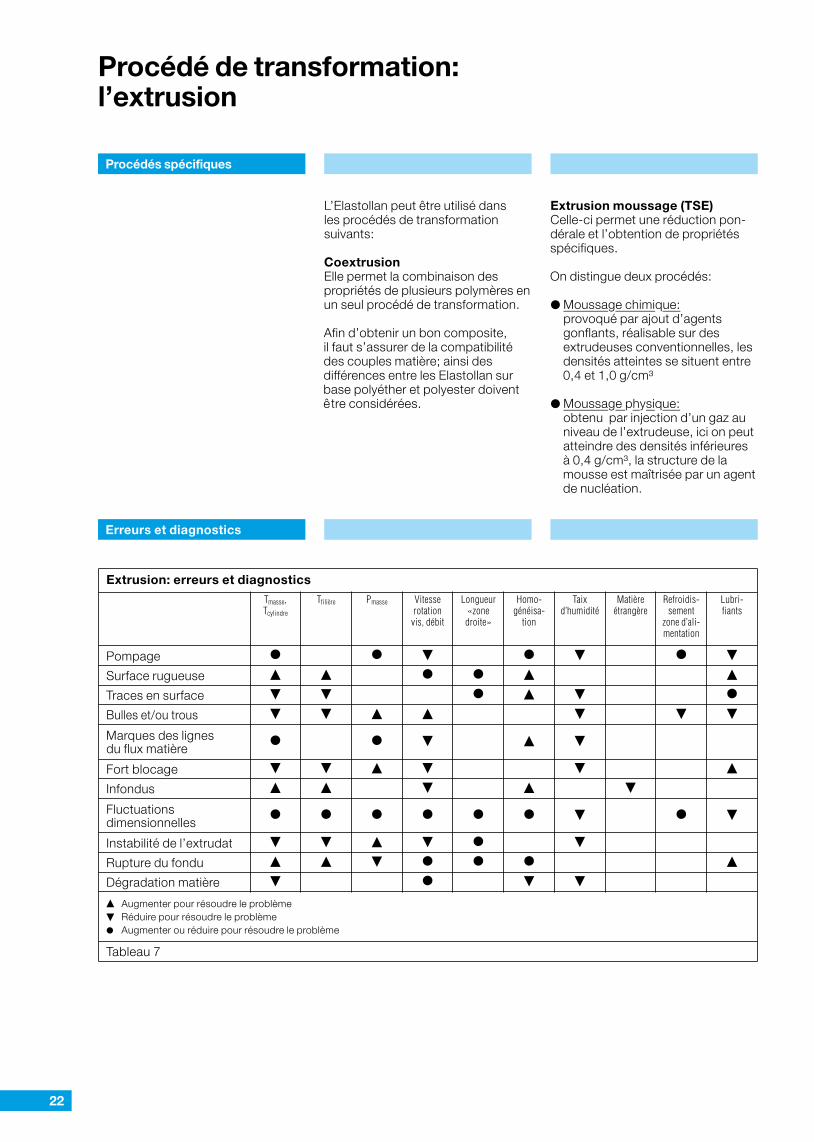
Extrusion: erreurs et diagnostics
Tmasse,Tcylindre
Tfilière Pmasse Vitesse rotation
vis, débit
Longueur«zone droite»
Homo-généisa-
tion
Taix d’humidité
Matièreétrangère
Refroidis-sement
zone d’ali-mentation
Lubri-fiants
Pompage � � � � � � �
Surface�rugueuse � � � � � �
Traces�en�surface � � � � � �
Bulles�et/ou�trous � � � � � � �
Marques�des�lignes�du�flux�matière � � � � �
Fort�blocage � � � � � �
Infondus � � � � �
Fluctuations�dimensionnelles � � � � � � � � �
Instabilité�de�l’extrudat � � � � � �
Rupture�du�fondu � � � � � � �
Dégradation�matière � � � �
� Augmenter�pour�résoudre�le�problème� Réduire�pour�résoudre�le�problème� Augmenter�ou�réduire�pour�résoudre�le�problème
Tableau�7
23
Assemblage, traitement
Pour�le�soudage�de�pièces�et�de�semi-produits�en�Elastollan,�on�peututilisé�différentes�méthodes.
Les�pièces injectées sont�dans�lapratique�assemblées�par�soudagemiroir, ultrasons (grades�dures),haute fréquence ou�par�frotte-ment.
Pour�les�semi-produits et les profilésse�sont�les soudages miroir et�par frottement les�plus�courants,l’extrusion�avec�gaz�chaud�est�aussiutilisée.
Pour�les�films�les�techniques�lesmieux�adaptées�sont�les�soudagesau contact, par impulsion calori-fique et�haute fréquence.
Les�paramètres�déterminants�pourune�bonne�qualité�de�la�ligne�de�soudure�sont:�la température,�située�en�dessous�de�la�température,�de�dégradation�elle�doit�permettred’atteindre�un�écoulement�plastiquede�l’Elastollan,�et�la pression,�quigénère�le�flux�de�matière�et�permetl’interpénétration�–�resp.�la�diffusion�–�des�couches�frontières�de�matière.La�pression�amenée�permet�ensuitela�rigidification�de�la�ligne�de�soudureau�cours�de�la�solidification.
Pour�toutes�les�techniques�de�soudage,�on�doit�veiller�à�une�évacuation�suffisante�des�vapeursdégagées�(cf.�page�6,�hygiène�et�sécurité).
Les�colles�les�mieux�adaptées�pour�le�collage�de�pièces�en�Elastollansont�des�colles�élastiques�sur�basepolyuréthane.�Pour�les�liaisons�avecdes�métaux�ou�d’autres�matières�trèsdures,�des�colles�époxydes�sont�recommandées.�L’industrie�des�colles�propose�des�produits�adaptésà�chaque�application.
Les�traitements�préalables�habituelspratiqués�avant�l’étape�de�collagesont�ici�aussi�à�respecter.
Seuls�l’utilisation�de�gradesd’Elastollan�exempts�d’agents�lubrifiants�permet�de�réaliser�un�collage�de�qualité.
Le�marquage�ou�l’application�depeintures�et�/ou�vernis�est�possible�siles�grades�d’Elastollan�choisis�sontexempts�d’agents�lubrifiants.
Pour�ce�faire,�les�industries�spéciali-sées�proposent�encres,�peintures�etvernis�adaptés.
Soudage
Collage
Traitements de surface
24
Usinage
En�raison�des�exceptionnelles�élasticité�et�résistance�au�déchire-ment�de�l’Elastollan,�son�usinagen’est�pas�sans�posé�problème.�Lecomportement�du�produit�dépendtoutefois�fortement�de�son�niveau�dedureté.�Il�est�donc�important�de�vérifier�le�tranchant�des�lames�utilisées�avant�tout�usinage.
Au�cours�de�l’usinage,�il�faut�évitertout�échauffement�exagéré.�Onpréférera�un�refroidissement�à�l’aided’émulsions,�plutôt�qu’avec�de�l’aircomprimé.
Ci-après�quelques�indications�pourl’usinage�de�l’Elastollan:
L’alésage�se�révèle�en�général�pluspetit�que�le�diamètre�nominal�indiqué.�La�diminution�(en�ø)�est�de�4�à�5�%�pour�les�duretés�jusqu’à�80�Shore�A.�L’alésage�en�creux�respecte�généralement�mieux�les�dimensions.
Veiller�pendant�d’alésage�au�bon�refroidissement�et�à�soulever�fréquemment�l’appareil.
Paramètres d’usinage
Alésage
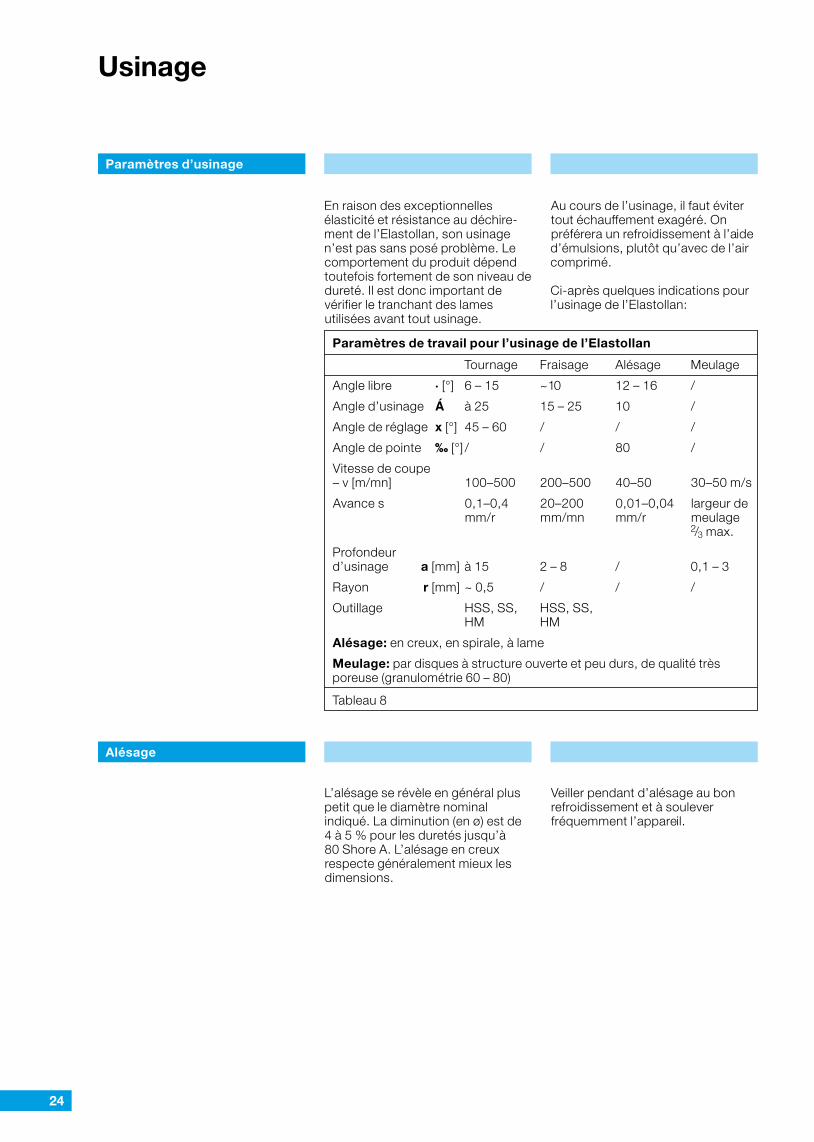
Paramètres de travail pour l’usinage de l’Elastollan
Tournage Fraisage Alésage MeulageAngle�libre · [°] 6�–�15 ~10 12�–�16 /Angle�d’usinage Á à�25 15�–�25 10 /Angle�de�réglage x [°] 45�–�60 / / /Angle�de�pointe ‰ [°] / / 80 /Vitesse�de�coupe�–�v�[m/mn] 100–500 200–500 40–50 30–50�m/sAvance�s 0,1–0,4 20–200 0,01–0,04 largeur�de
mm/r mm/mn mm/r meulage�2/3 max.
Profondeurd’usinage a [mm]�à�15 2�–�8 / 0,1�–�3Rayon r [mm]�~�0,5 / / /Outillage HSS,�SS,� HSS,�SS,�
HM HMAlésage: en�creux,�en�spirale,�à�lameMeulage: par�disques�à�structure�ouverte�et�peu�durs,�de�qualité�très�poreuse�(granulométrie�60�–�80)Tableau�8
25
Usinage
Les�outillages�utilisés�doivent�êtremunis�de�lames�minces,�commepour�les�métaux,�afin�de�diminuer�laforce�de�coupe�et�l’échauffement.
Le�fraisage�d’Elastollan�peut�être�effectué�à�l’aide�des�fraiseuses�usu-elles,�ou�à�la�main.�Si�on�utilise�desembouts�à�lames,�celles-ci�doiventêtre�peu�nombreuses,�afin�de�garan-tir�une�bonne�formation�de�copeaux.
Les�lames�de�scie�appropriées�ontune�dentelure�fine�et�une�large�portée.
Tournage
Fraisage
Sciage
Il�est�possible�de�meuler�l’Elastollan.
Les�disques�ne�doivent�pas�être�troplarges,�pour�éviter�toute�surchauffe�à�l’endroit�vise�(maximum�20�mm).Le�refroidissement�est�recommandépour�une�coupe�de�bonne�qualité.
Meulage
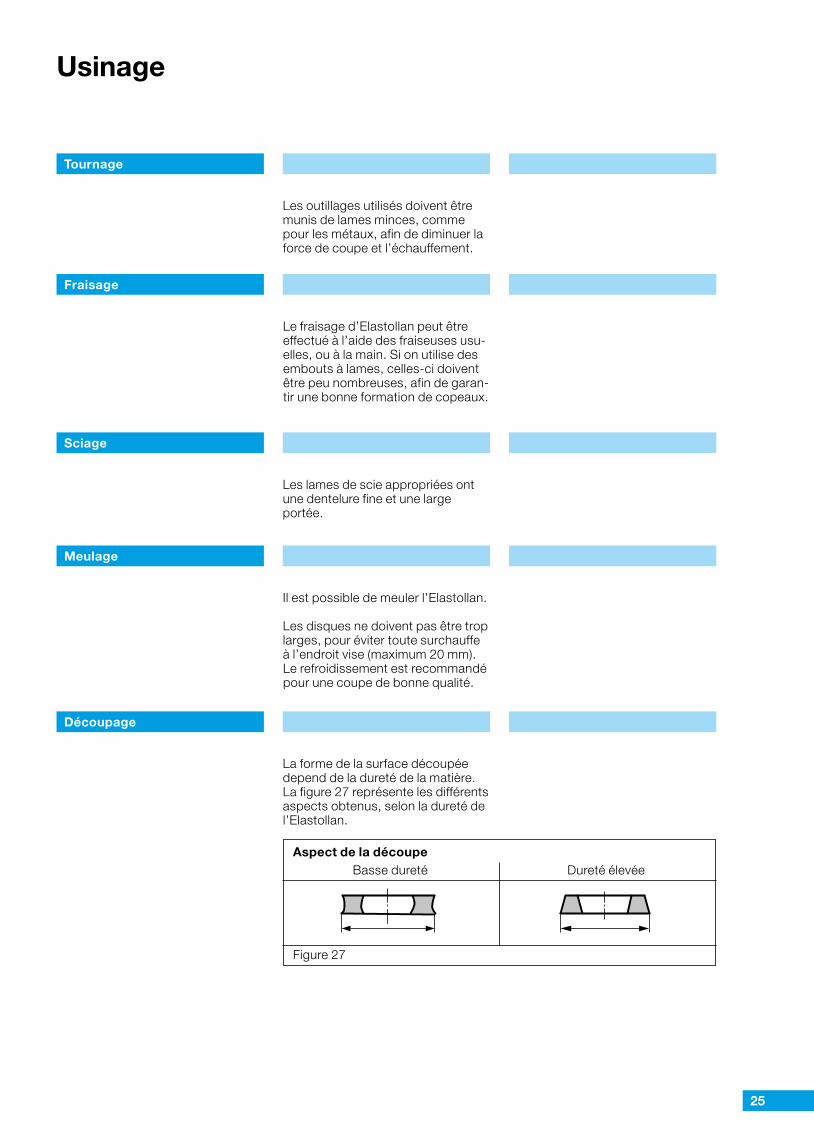
La�forme�de�la�surface�découpéedepend�de�la�dureté�de�la�matière.La�figure�27�représente�les�différentsaspects�obtenus,�selon�la�dureté�del’Elastollan.
Découpage
Aspect de la découpe
Figure�27
Basse�dureté Dureté�élevée

26
Certification qualité
Les directives Qualité● Les�éléments�fondamentaux�de�lagestion�Qualité�sont�l’orientation�clients,�l’orientation�process�et�l’orientation�collaborateur.
● Les�demandes�de�la�clientèle�sontrégulièrement�transmises�et�sonttraitées�dans�le�but�d’augmenter�la�satisfaction�des�clients.
●Dans�tous�les�services,�des�objectifssont�fixés�à�tous�les�responsables,et�leur�réalisation�fait�l’objet�d’un�suivi�régulier.
● Les�objectifs,�méthodes�et�résultatsdu�service�Qualité�sont�diffusés�de�façon�continue,�dans�le�but�d’encourager�la�prise�de�con-science�et�la�participation�de�tousles�collaborateurs�au�processusd’amélioration�de�la�qualité.
●Nous�appliquons�le�principe�quiconsiste�à�éviter�les�erreurs�enamont�plutôt�que�d’avoir�à�les�réparer�ultérieurement.
● Les�actions�entreprises,�au�niveaudes�personnes�comme�au�niveau�de�la�structure,�sont�conçues�de�façon�à�atteindre�à�coup�sûr�les�objectifs�qualité.
Système de gestion / CertificatsLa�satisfaction�des�clients�est�la�based’un�succès�commercial�durable.�C’estpourquoi�nous�souhaitons�répondre�à�long�terme�aux�attentes�de�notre�clientèle,�tant�au�niveau�des�produitsqu’au�niveau�des�prestations.�Afin�degarantir�cette�fiabilité,�BASF�Polyure-thanes�Europe�a�mis�en�place�depuisplusieurs�années�un�système�qualité/environnement�intégré�qui�englobe�toutes�les�fonctions�de�l’entreprise.Chaque�procédure�commerciale�est�régulièrement�évaluée�et�améliorée�àl’aide�d’indicateurs�de�performanceadaptés.�L’objectif�est�une�efficacitémaximum�ainsi�que�l’enchaînementpresque�parfait�de�toutes�les�fonctionset�processus.�Chaque�collaborateurest�invité,�au�poste�qu’il�occupe,�à�contribuer�par�ses�talents�et�ses�idées�à�la�pérennité�de�la�qualité�et�à�son�amélioration�continue.
Notre�système�Qualité/Environnementest�basé�sur�les�normes�suivantes:
DIN�EN�ISO�9001
ISO/TS�16949�(avec�développement�produit)
DIN�EN�ISO�14 001(environnement)
27
Index des termes utilisés
A
Additifs� 6Alésage� 24Assemblage� 23
C
Calibrage� 19Canaux�de�distribution� 12Carotte�–�en�anneau� 13–�en�bande� 13–�conique� 13Certification�qualité� 26Collage� 23Coextrusion� 22Coloration� 6Conception�de�la�machine–�extrusion� 16–�injection� 9Conception�de�l’outillage–�extrusion� 18–�injection� 12Contre�pression� 11Cycle�d’injection� 11
D
Démoulage� 13Déssicateur� 5
E
Erreurs�et�diagnostics–�extrusion� 22–�injection� 15Etuvage� 5Events� 13Extrusion�–�calibrage� 19–�conception�de�la�machine� 16–�conception�de�l’outillage� 18–�refroidissement� 19–�transformation� 17Extrusion�(process)–�films� 21–�gainage� 20–�profilés� 20–�soufflage� 21–�tubes� 20Extrusion�moussage� 22
F
Fraisage� 25
G
Gainage� 20Géométrie�de�la�vis�–�extrusion� 16–�injection� 9
H
Hygiène�et�sécurité� 8Hygroscopie� 4
I
Injection�–�conception�de�la�machine� 9–�conception�outillage� 12–�retrait� 14–�surmoulage� 14–�transformation� 10Injection�avec�gaz� 15Injection�multimatière� 15Injection�«sandwich»� 15Inserts� 14
M
Meulage� 25
O
Outillage�–�extrusion� 18–�injection� 12–�surfaces� 13–�température� 13
P
Paramètres�de�transformation�–�extrusion� 17–�injection� 10Procédés�spécifiques�–�extrusion� 22–�injection� 12Points�d’injection� 15Pression�d’injection� 11Profondeur�des�filets�de�vis�–�extrusion� 16–�injection� 9Pression�de�maintien� 11Post-traitement� 7
R
Refroidissement� 19Retrait� 14Régénéré� 6
S
Sciage� 25Séchage–�déssicateur,�étuve� 5–�paramètres� 5–�taux�d’humidité� 5Soudage� 23Stockage� 4
T
Température�du�cylindre–�extrusion� 17–�injection� 10Temps�de�cycle� 11Températures–�extrusion� 17–�injection� 10–�séchage� 5Taux�d’humidité� 5Tournage� 25Traitement�des�surfaces� 23Traitement�des�déchets� 8
U
Utilisation�du�régénéré� 6Usinage� 24
V
Vitesse�d’injection� 11Vitesse�de�rotation�de�vis–�extrusion� 17–�injection� 10

BASF Polyurethanes GmbH
Grâce à des produits éprouvés, un service cl ients reconnu et des dé-veloppements toujours renouvelésl’Elastol lan a conquis de sol ides posit ions sur de nombreux marchés etpour les applications les plus diverses.
Grâce à notre savoir-faire et à notrelongue expérience, nous souhaitonscontribuer à votre succès: les facettesmult iples de l’Elastol lan et des solutions innovantes, adaptées à vosexigences, en sont la garantie.
Pour toute information complémentairenous tenons à votre disposit ion les documentations détai l lées suivantes:
� Elastomères thermoplastiques de polyuréthane: Elastol lan
� La gamme des produits Elastol lan� Les propriétés de l’Elastol lan� Les propriétés électr iques de
l’Elastol lan� La tenue chimique de l’Elastol lan
BASF Polyurethanes GmbHEuropean Business ManagementThermoplastic PolyurethanesElastogranstraße 6049448 LemfördeAllemagneTéléphone (00 49) 54 43 12-25 00Téléfax (00 49) 54 43 12-25 55e-mail [email protected]
BASF Polyuréthanes France S.A.S.Bureau LyonImmeuble Le Britannia20, bd Eugène Deruelle69432 Lyon Cedex 3FranceTéléphone 04.78.95.30.21Téléfax 04.72.61.93.47
®= marque déposée pour BASF Polyurethanes GmbH
Les informations de cette brochure sont basées sur l’état actuelde nos connaissances et de notre expérience. Compte tenu de la multiplicité des facteurs susceptibles d’influencer le traitement et l’utilisation de nos produits, elles ne dispensentpas l’acquéreur de réaliser ses propres vérifications et essais.La garantie des caractéristiques ou de l’adéquation du produit àun domaine d’application spécifique ne peut être déduite de nosdonnées. Toutes les descriptions, données, proportions, masses,etc. continues dans ce document peuvent être modifiées sanspréavis et ne constituent pas les spécifications produit contractuelles. Il appartient au destinataire des produits de veiller au respect des droits de propriété industrielle ainsi quedes lois et règlements en vigueur. (01/17) KU
/WM
, M
P 20
8-10
/10
FR





























