Embed Size (px)
Citation preview

Journal of Scientific & Industrial Research
Vol. 77, June 2018, pp. 325-329
Electric Discharge Drilling of Hybrid Metal Matrix Composites using Different
Tool Electrodes
S Kachhap1, A Singh
1 and K Debnath
2*
1Department of Mechanical Engineering, National Institute of Technology Patna, Patna – 800 005, India 2Department of Mechanical Engineering, National Institute of Technology Meghalaya, Shillong – 793 003, India
Received 27 May 2017; revised 17 November 2017; accepted 18 March 2018
In this paper, the machinability characteristics of hybrid metal matrix composites (HMMCs) (Al6063/SiC/Gr/Al2O3)
have been experimentally evaluated during electro-discharge drilling (EDD) with solid and hollow tool electrodes made of
copper and brass. The influence of different parameter such as (i) discharge current, (ii) tool material, and (iii) tool geometry
on (i) material removal rate (MRR) and (ii) tool wear rate (TWR) has been experimentally investigated. The end face wear
of the tool electrode has also been presented with the help of microscopy imaging. The results of the experimental
investigation indicated that the MRR is improved with hollow brass tool electrode and TWR is reduced with solid copper
tool electrode during EDD of developed composites.
Keywords: HMMCs, EDD, MRR, TWR, SEM
Introduction MMCs have multifunctional properties such as higher
stiffness, toughness, and low-density as compared to
conventional monolithic metals1. But precise machining
of these materials due to the presence of hard
reinforcement is quite challenging and thus, necessitates
the development of cost-effective machining methods.
The EDM method has been developed to machine
complex and precise geometrical features in electrically
conductive difficult-to-machine materials2,3
. An extensive
study has been carried out in the context of EDM of
advanced materials. But a few investigations have been
conducted in the area of machining of MMC using
different tool electrodes by means of EDD. Mohanty
et al.4 evaluated the machinability characteristics of
Inconel 718 super alloy in terms of MRR and surface
quality during EDM. The statistical analysis of the
experimental results showed that the (i) tool material,
(ii) discharge current, and (iii) pulse-on-time are the
important parameters influence the MRR and surface
quality. Gopalakannan and Senthilvelan5 studied the
influence of major machining parameters in EDM of
aluminium/SiC MMC using copper tool electrode. The
main objective of the study was to identify the
significance of machining parameters on
(i) MRR, (ii) electrode wear ratio, and (iii) surface
roughness. Dewangan et al.6 found that the surface
roughness obtained with copper and graphite electrodes
was better than the brass electrode during EDM of AISI
P20 tool Steel. Khanna et al.7 adopted Taguchi method
to optimize the different input parameters for better
MRR and TWR during EDM of Al 7075. The statistical
analysis showed that the MRR and TWR were
significantly affected by the pulse-on and pulse-off time.
Kuriachen and Mathew8 studied the influence of powder
mixed dielectric on MRR and surface modification
during micro-EDM of Ti-6Al-4V using tungsten carbide
electrode. Another research reported on near-dry-EDM
of HSS9. It was concluded that the TWR is negligible in
near-dry-EDM. The better surface finish and thinner
recast layer can also be obtained by near-dry-EDM
process when compared one-on-one with conventional
EDM process. Singh et al.10
investigated the influence of
various operating parameters on TWR during powder-
mixed EDM of Al 6061/SiC MMC. It was observed that
the powder-mixed EDM of developed composites
provides a significant reduction (51.12%) in TWR as
compared to basic EDM process. Rahul et al.11
studied
the influence of cryogenically treated copper tool
electrode on surface integrity and metallurgical
characteristics during EDM of Inconel 825. The
performance of rotary-tool-electrode during EDM
process has also been studied for hard materials such as
Inconel, tool steel, and polycrystalline diamond12-14
.
From the present discussion, it can be inferred that the
___________
*Author for Correspondence
E-mail: [email protected]
J SCI IND RES VOL 77 JUNE 2018
326
EDM process and it’s variants have been applied to
study the machinability characteristics of verity of
materials such as conventional monolithic metals, alloys,
MMCs etc. But the performance of EDM process has
not been studied for HMMCs. Thus, in the present work
an attempt has been made to investigate the influence of
different parameters during EDD of HMMCs. The
influence of discharge current, tool electrode material
and geometry on MRR and TWR has been
experimentally investigated.
Experimental details
The experiments were conducted on ZNC-EDM
machine (Sparkonix India Pvt. Ltd., Pune). A rotary
setup was designed and developed to provide rotation
to the tool electrode at different levels.
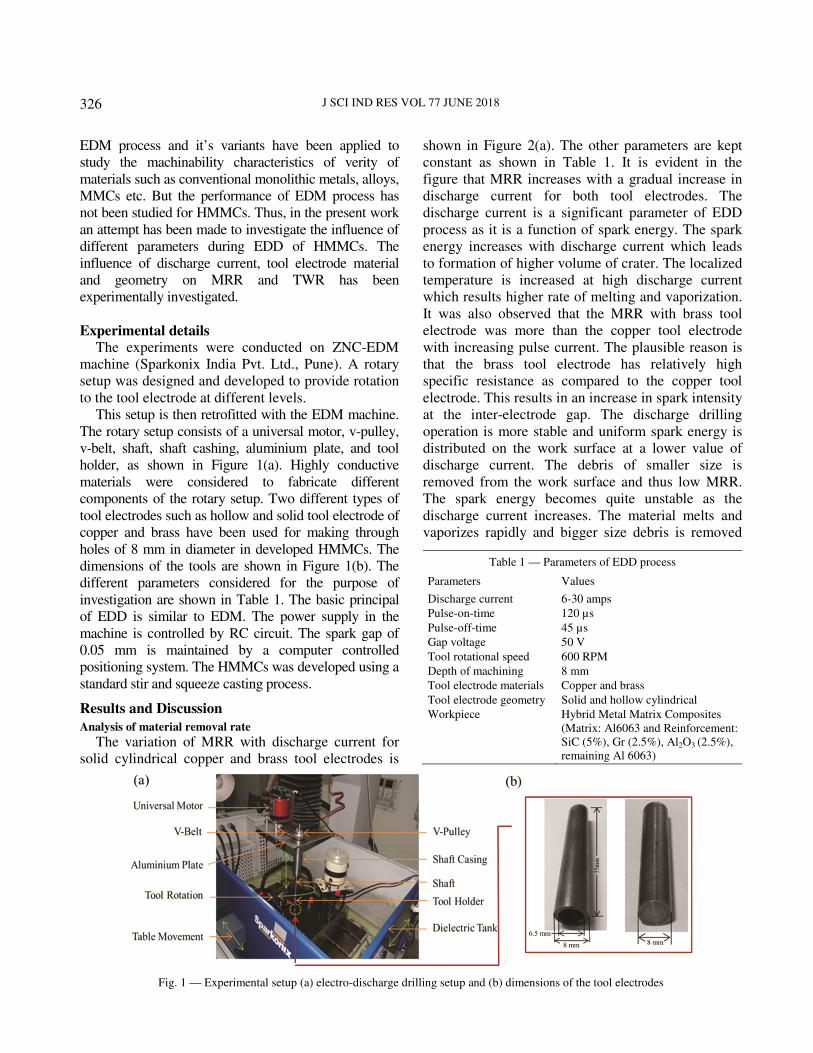
This setup is then retrofitted with the EDM machine.
The rotary setup consists of a universal motor, v-pulley,
v-belt, shaft, shaft cashing, aluminium plate, and tool
holder, as shown in Figure 1(a). Highly conductive
materials were considered to fabricate different
components of the rotary setup. Two different types of
tool electrodes such as hollow and solid tool electrode of
copper and brass have been used for making through
holes of 8 mm in diameter in developed HMMCs. The
dimensions of the tools are shown in Figure 1(b). The
different parameters considered for the purpose of
investigation are shown in Table 1. The basic principal
of EDD is similar to EDM. The power supply in the
machine is controlled by RC circuit. The spark gap of
0.05 mm is maintained by a computer controlled
positioning system. The HMMCs was developed using a
standard stir and squeeze casting process.
Results and Discussion
Analysis of material removal rate
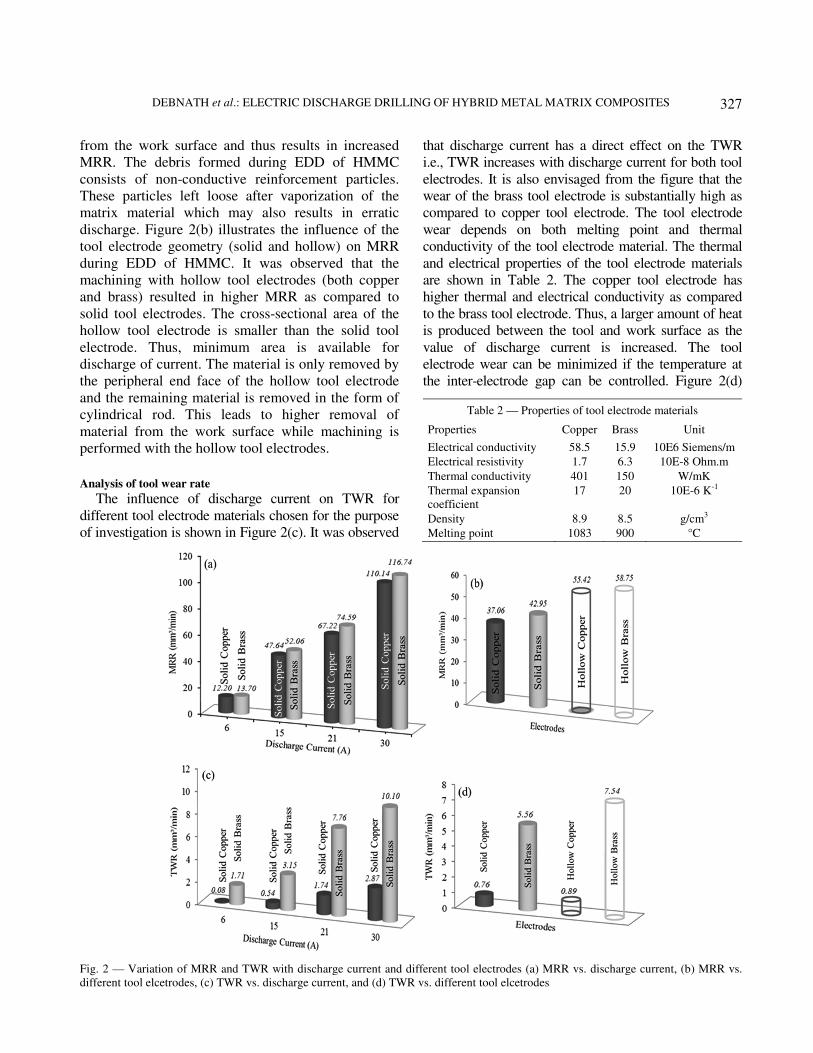
The variation of MRR with discharge current for
solid cylindrical copper and brass tool electrodes is
shown in Figure 2(a). The other parameters are kept
constant as shown in Table 1. It is evident in the
figure that MRR increases with a gradual increase in
discharge current for both tool electrodes. The
discharge current is a significant parameter of EDD
process as it is a function of spark energy. The spark
energy increases with discharge current which leads
to formation of higher volume of crater. The localized
temperature is increased at high discharge current
which results higher rate of melting and vaporization.
It was also observed that the MRR with brass tool
electrode was more than the copper tool electrode
with increasing pulse current. The plausible reason is
that the brass tool electrode has relatively high
specific resistance as compared to the copper tool
electrode. This results in an increase in spark intensity
at the inter-electrode gap. The discharge drilling
operation is more stable and uniform spark energy is
distributed on the work surface at a lower value of
discharge current. The debris of smaller size is
removed from the work surface and thus low MRR.
The spark energy becomes quite unstable as the
discharge current increases. The material melts and
vaporizes rapidly and bigger size debris is removed
Table 1 — Parameters of EDD process
Parameters Values
Discharge current 6-30 amps
Pulse-on-time 120 µs
Pulse-off-time 45 µs
Gap voltage 50 V
Tool rotational speed 600 RPM
Depth of machining 8 mm
Tool electrode materials Copper and brass
Tool electrode geometry Solid and hollow cylindrical
Workpiece
Hybrid Metal Matrix Composites
(Matrix: Al6063 and Reinforcement:
SiC (5%), Gr (2.5%), Al2O3 (2.5%),
remaining Al 6063)
Fig. 1 — Experimental setup (a) electro-discharge drilling setup and (b) dimensions of the tool electrodes
DEBNATH et al.: ELECTRIC DISCHARGE DRILLING OF HYBRID METAL MATRIX COMPOSITES
327
from the work surface and thus results in increased
MRR. The debris formed during EDD of HMMC
consists of non-conductive reinforcement particles.
These particles left loose after vaporization of the
matrix material which may also results in erratic
discharge. Figure 2(b) illustrates the influence of the
tool electrode geometry (solid and hollow) on MRR
during EDD of HMMC. It was observed that the
machining with hollow tool electrodes (both copper
and brass) resulted in higher MRR as compared to
solid tool electrodes. The cross-sectional area of the
hollow tool electrode is smaller than the solid tool
electrode. Thus, minimum area is available for
discharge of current. The material is only removed by
the peripheral end face of the hollow tool electrode
and the remaining material is removed in the form of
cylindrical rod. This leads to higher removal of
material from the work surface while machining is
performed with the hollow tool electrodes.
Analysis of tool wear rate
The influence of discharge current on TWR for
different tool electrode materials chosen for the purpose
of investigation is shown in Figure 2(c). It was observed
that discharge current has a direct effect on the TWR
i.e., TWR increases with discharge current for both tool
electrodes. It is also envisaged from the figure that the
wear of the brass tool electrode is substantially high as
compared to copper tool electrode. The tool electrode
wear depends on both melting point and thermal
conductivity of the tool electrode material. The thermal
and electrical properties of the tool electrode materials
are shown in Table 2. The copper tool electrode has
higher thermal and electrical conductivity as compared
to the brass tool electrode. Thus, a larger amount of heat
is produced between the tool and work surface as the
value of discharge current is increased. The tool
electrode wear can be minimized if the temperature at
the inter-electrode gap can be controlled. Figure 2(d)
Table 2 — Properties of tool electrode materials
Properties Copper Brass Unit
Electrical conductivity 58.5 15.9 10E6 Siemens/m
Electrical resistivity 1.7 6.3 10E-8 Ohm.m
Thermal conductivity 401 150 W/mK
Thermal expansion
coefficient
17 20 10E-6 K-1
Density 8.9 8.5 g/cm3
Melting point 1083 900 °C
Fig. 2 — Variation of MRR and TWR with discharge current and different tool electrodes (a) MRR vs. discharge current, (b) MRR vs.
different tool elcetrodes, (c) TWR vs. discharge current, and (d) TWR vs. different tool elcetrodes
J SCI IND RES VOL 77 JUNE 2018
328
shows the variation in TWR for different tool electrode
geometry (solid and hollow). It is evident in the figure
that the TWR for the hollow tool electrode is more than
the solid tool electrode. It is also pertinent to mention
that the wear of solid and hollow copper tool electrode is
relatively low as compared to the brass tool electrode.
The specific spark energy for hollow tool electrode is
relatively high as compared to the solid tool electrode.
At short-pulse duration, the spatial current density of the
hollow tool electrode is larger than the solid tool
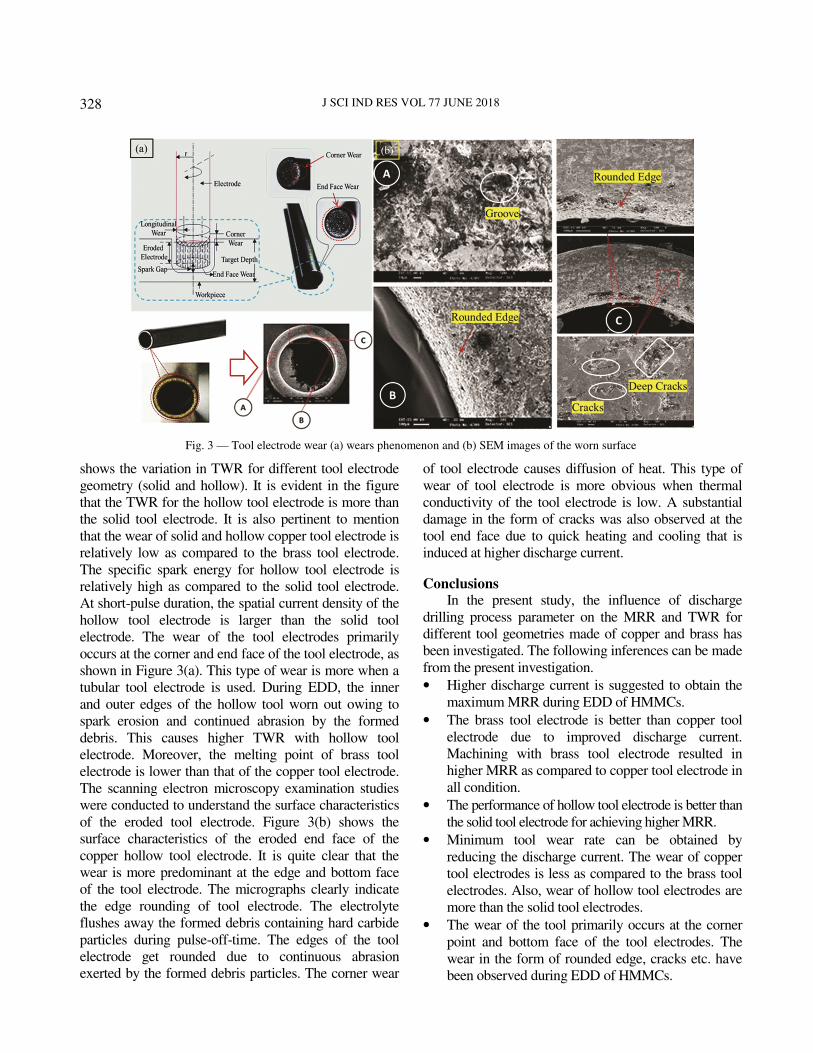
electrode. The wear of the tool electrodes primarily
occurs at the corner and end face of the tool electrode, as
shown in Figure 3(a). This type of wear is more when a
tubular tool electrode is used. During EDD, the inner
and outer edges of the hollow tool worn out owing to
spark erosion and continued abrasion by the formed
debris. This causes higher TWR with hollow tool
electrode. Moreover, the melting point of brass tool
electrode is lower than that of the copper tool electrode.
The scanning electron microscopy examination studies
were conducted to understand the surface characteristics
of the eroded tool electrode. Figure 3(b) shows the
surface characteristics of the eroded end face of the
copper hollow tool electrode. It is quite clear that the
wear is more predominant at the edge and bottom face
of the tool electrode. The micrographs clearly indicate
the edge rounding of tool electrode. The electrolyte
flushes away the formed debris containing hard carbide
particles during pulse-off-time. The edges of the tool
electrode get rounded due to continuous abrasion
exerted by the formed debris particles. The corner wear
of tool electrode causes diffusion of heat. This type of
wear of tool electrode is more obvious when thermal
conductivity of the tool electrode is low. A substantial
damage in the form of cracks was also observed at the
tool end face due to quick heating and cooling that is
induced at higher discharge current.
Conclusions In the present study, the influence of discharge
drilling process parameter on the MRR and TWR for
different tool geometries made of copper and brass has
been investigated. The following inferences can be made
from the present investigation.
• Higher discharge current is suggested to obtain the
maximum MRR during EDD of HMMCs.
• The brass tool electrode is better than copper tool
electrode due to improved discharge current.
Machining with brass tool electrode resulted in
higher MRR as compared to copper tool electrode in
all condition.
• The performance of hollow tool electrode is better than
the solid tool electrode for achieving higher MRR.
• Minimum tool wear rate can be obtained by
reducing the discharge current. The wear of copper
tool electrodes is less as compared to the brass tool
electrodes. Also, wear of hollow tool electrodes are
more than the solid tool electrodes.
• The wear of the tool primarily occurs at the corner
point and bottom face of the tool electrodes. The
wear in the form of rounded edge, cracks etc. have
been observed during EDD of HMMCs.
Fig. 3 — Tool electrode wear (a) wears phenomenon and (b) SEM images of the worn surface

DEBNATH et al.: ELECTRIC DISCHARGE DRILLING OF HYBRID METAL MATRIX COMPOSITES
329
References 1 Doomra V K, Debnath K & Singh I, Drilling of metal matrix
composites: experimental and finite element analysis, Proc
Inst Mech Eng B, 229 (5) (2015) 886-890.
2 Pandey H, Dhakar K, Dvivedi A & Kumar P, Parametric
investigation and optimization of near-dry electrical
discharge machining, J Sci Ind Res, 74 (2015) 508-511.
3 D'Urso G, Maccarini G, Quarto M & Ravasio C,
Investigation on power discharge in micro-EDM stainless
steel drilling using different electrodes, J Mech Sci Technol,
29 (10) (2015) 4341-4349.
4 Mohanty C P, Mahapatra S S & Singh M R, An experimental
investigation of machinability of Inconel 718 in electrical
discharge machining, Procedia Mater Sci, 6 (2014) 605-611.
5 Gopalakannan S & Senthilvelan T, Optimization of
machining parameters for EDM operations based on central
composite design and desirability approach, J Mech Sci
Technol, 28 (3) (2014) 1045-1053.
6 Dewangan S, Biswas C K & Gangopadhyay S, Influence of
different tool electrode materials on EDMed surface integrity
of AISI P20 tool steel, Mater Manuf Processes, 29 (11-12)
(2014) 1387-1394.
7 Khanna R, Kumar A, Garg M P, Singh A & Sharma N,
Multiple performance characteristics optimization for Al
7075 on electric discharge drilling by Taguchi grey relational
theory, J Ind Eng Int, 11 (4) (2015) 459-472.
8 Kuriachen B & Mathew J, Effect of powder mixed dielectric
on material removal and surface modification in
microelectric discharge machining of Ti-6Al-4V, Mater
Manuf Processes, 31 (4) (2016) 439-446.
9 Dhakar K & Dvivedi A, Parametric evaluation on near-dry
electric discharge machining, Mater Manuf Processes, 31 (4)
(2016) 413-421.
10 Singh B, Kumar J & Kumar S, Investigation of the tool wear
rate in tungsten powder-mixed electric discharge machining
of AA6061/10% SiCp composite, Mater Manuf Processes,
31 (4) (2016) 456-466.
11 Rahul, Datta S, Biswal B B & Mahapatra S S, Electrical
discharge machining of Inconel 825 using cryogenically
treated copper electrode: emphasis on surface integrity and
metallurgical characteristics, J Manuf Processes, 26 (2017)
188-202.
12 Patel S, Thesiya D & Rajurkar A, Aluminium powder mixed
rotary electric discharge machining (PMEDM) on Inconel 718,
Aust J Mech Eng (2017). DOI: 10.1080/14484846.2017.1294230
13 Dwivedi A P & Choudhury S K, Improvement in the surface
integrity of AISI D3 tool steel using rotary tool electric discharge
machining process, Procedia Technol, 23 (2016) 280-287.
14 Yan J, Watanabe K & Aoyama T, Micro-electrical discharge
machining of polycrystalline diamond using rotary
cupronickel electrode, CIRP Ann Manuf Technol, 63 (1)
(2014) 209-212.