-
22Electrolytic Processes
Uwe ErbUniversity of Toronto
Abstract . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
22-122.1 Introduction. . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . 22-222.2 Background .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . 22-2
Electromotive Force and Driving Force for ElectrolyticReactions
Activity, Concentration, and TemperatureDependence; Pourbaix
Diagrams Activation Overpotentialand Tafel Relationship Limiting
Current Density, NernstDiffusion Layer, Reaction Kinetics Other
FactorsContributing to Overpotential: Hydrogen Overvoltage
Electrocrystallization
22.3 Surface Finishing. . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . 22-9Electrodeposition
Electroless Deposition DisplacementDeposition Chemical Conversion
Anodizing
22.4 Direct Manufacturing Using Electrolytic Processing . .
22-16Large-Scale Manufacture Small-Scale Manufacture
22.5 Primary Metal Production . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . 22-18Electrowinning and Electrorefining
Molten Salt Electrolysis
22.6 Electrolytic Processing of Nanostructures . . . . . . . . .
. . . . 22-20Monolithic Bulk Metal Nanostructures Structurally
GradedNanomaterials Nanocomposites CMA Nanostructures
Nanocrystalline Particles Nanocrystalline OxidePowders Template
Nanotechnology by Anodizing
22.7 Conclusions . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . 22-26References . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . 22-26
Abstract
This chapter deals with the synthesis of metals, alloys, and
composite materials by electrolytic processes using
aqueous solutions. The first part of the chapter covers the
fundamentals of electrochemical reactions including
electromotive force and driving force for electrolytic
reactions, overpotential, reaction kinetics, and electro-
crystallization. This is followed by several examples of
processes in the three major application areas: surface
finishing, direct manufacturing, and primary metal production.
The final section deals with the application of
electrolytic processes in the synthesis of various
nanostructured materials such as bulk metal nanostructures,
nanocrystalline particles, and template materials.
22-1
2007 by Taylor & Francis Group, LLC
-
22-2 Materials Processing Handbook
PrimaryProduction
ElectrochemicalSynthesis
SurfaceFinishing
DirectManufacturing
FIGURE 22.1 Main application areas of material processing by
electrolytic methods.
22.1 Introduction
On the basis of the underlying fundamental chemical and physical
principles, most material processingroutes can be broadly
categorized into one of five major groups. These are (1)
solid-state processing (e.g.,rolling, extrusion, severe plastic
deformation, surface deformation); (2) liquid-phase processing
(e.g.,casting, rapid solidification, atomization); (3) vapor-phase
processing (e.g., chemical or physical vapordeposition, molecular
beam deposition); (4) chemical processing (e.g., precipitation,
replacement); and(5) electrolytic processing (e.g.,
electrodeposition, calcination, electrowinning). Each processing
route hasunique features and is specifically designed to process
distinct groups of materials in the most economicalway. This
section deals with electrolytic processing of materials which, in
many respects, is similar tochemical processing in terms of the
chemical reactions involved. However, the distinguishing feature
ofelectrolytic processing is that it involves a well-defined
interface at which charge transfer takes place.Most electrolytic
reactions have clearly separated cathodic and anodic reactions. In
processes such aselectrodeposition or electrowinning an external
power supply is required to drive the reaction, while incases such
as electroless deposition or galvanic conversion the electrons for
metal ion reduction comeeither from a reducing agent added to the
base electrolyte or from electrochemical displacement
reactions.
The three major areas in which electrolytic processing is
applied in industry are primary production ofmaterials, surface
finishing, and direct manufacturing (Figure 22.1). This chapter
will first present some ofthe fundamental aspects of electrolytic
processing by discussing issues such as electrode potential,
chargetransfer, and structure formation (Section 22.2). This will
be followed by a description of specific examplesfrom the three
major application areas (Section 22.3 to Section 22.5). Finally,
examples of applications ofelectrolytic processing in the synthesis
of specific nanostructured materials will be presented (Section
22.6).
This chapter is mainly concerned with metallic materials such as
pure metals, alloys, and metalmatrix composites. Electrolytic
processing of other materials (e.g., semiconductors and ceramics)
ismentioned whenever appropriate. However, a detailed description
of electrolytic processing of thesestructures is beyond the scope
of this review. Furthermore, this chapter deals mainly with
electrolyticprocesses involving aqueous solutions. Electrolytic
processing of materials using organic solutions, moltensalts, or
ionic liquids will only be briefly addressed.
22.2 Background
This section summarizes some of the important electrochemical
principles of relevance to electrolyticprocessing of materials. For
a more in-depth treatment of the subject, the reader is referred to
the many
2007 by Taylor & Francis Group, LLC
-
Electrolytic Processes 22-3
excellent electrochemistry texts that have been published over
the past several decades. (e.g., Reference 1to Reference 10). These
give full explanations with figures and derivations of the
equations. Importantterms often used in the literature which deal
with electrolytic processing are given in italic print.
22.2.1 Electromotive Force and Driving Force for Electrolytic
Reactions
When a metal is immersed in an aqueous electrolyte containing
ions from the same metal there will bean exchange of ions between
the electrolyte and the solid metal. After a certain period of time
a dynamicequilibrium will be established at which the number of
metal ions entering the solution from the solid isthe same as the
number of metal ions entering the solid from the solution:
Mz+ + ze M (22.1)
where M is the solid metal, Mz+ is the charged ion, z is the
number of electrons involved and e is thecharge of the electron.
Reaction from the left to right is called a reduction reaction.
Conversely, the right toleft reaction is referred to as oxidation
reaction. At equilibrium the magnitudes of the currents
associatedwith the anodic and cathodic reactions are the same, but
in opposite directions. The current per unitarea is referred to as
the exchange current density, i0. The consequence of this is the
establishment ofcharge separation through an electrical double
layer (Helmholtz layer) where the metal surface has a netnegative
charge (inner Helmholtz plane) while the aqueous solution adjacent
to it has a positive charge(outer Helmholtz plane). Outside the
Helmholtz layer is the Gouy-Chapman layer, a diffuse region of
excesselectric charge that can extend over considerable
distances.
As in any other chemical reaction, the driving force for
electrochemical reactions can be expressed interms of the Gibbs
energy of the system. Reactions proceed in the direction that would
decrease the Gibbsenergy. For processes that involve electron
transfer, the driving force is directly related to the potential
ofthe reaction of an electrolytic cell according to the equation
describing electrochemical work:
G = z F E (22.2)
where z is the number of electrons taking part in the reaction,
F is the Faraday constant(96,500 coulombs/mol) and E is the
potential of the reaction.
The standard potential or electromotive force of a reaction can
be measured using an electrochemicalcell consisting of two half
cells. In the simplest form the first half cell consists of a solid
metal rod, M,immersed in a solution containing Mz+ ions, usually at
a concentration of 1 mol/L. This cell is connectedto a second half
cell, the standard hydrogen electrode, via an electrically
conductive, but chemically inertsalt bridge. The standard hydrogen
electrode (standard half cell) consists of an inert platinum
electrode ina 1 M solution of H+ ions and is saturated with
hydrogen gas bubbling through the solution at a pressureof 1
atmosphere and a temperature of 25C. The shorthand to describe such
an electrochemical cell isdemonstrated for the case of a cell
consisting of a rod of zinc immersed in a solution of ZnCl2 (1 mol
ofZn2+ ions) in cell 1, connected to the standard hydrogen
electrode in cell 2:
Zn(s) |Zn2+ ... ... H+(aq), H2(g) |Pt(s). (22.3)
Here (s), (aq), and (g) describe the solid, aqueous, and gaseous
states, respectively, and the twodotted lines indicate the salt
bridge connecting the two half cells. When the two half cells are
electricallyconnected via an external wiring circuit containing a
volt meter, the potential difference between the twohalf cells can
be measured in units of volt. Defining the standard potential of
the hydrogen electrode aszero on the potential scale, the measured
voltage against the Zn half cell is +0.76 V which is a measureof
the electromotive force. Therefore, the half cell reactions in the
two cells together with their standard
2007 by Taylor & Francis Group, LLC
-
22-4 Materials Processing Handbook
potentials can be written as follows:
Cell 1: Zn(s) Zn2+(aq)+ 2e E01 = 0.76V (22.4)
Cell 2: 2H+(aq)+ 2e H2(g) E02 = 0V (22.5)
The overall cell reaction is given as:
Zn(s)+ 2H+ Zn(aq)2+ +H2(g) (22.6)E = +0.76V+ 0V = +0.76V
(22.7)
where E is the standard potential of this electrochemical
cell.The cell reaction with a positive cell potential is consistent
with the fact that the zinc metal dissolves
spontaneously when immersed in an acid.It should be pointed out
that the oxidation potential of E0 = 0.76V for Zn(s) Zn2+(aq) + 2e
is
opposite in sign as for the reduction reaction Zn2+(aq)+ 2e
Zn(s) which is E0 = 0.76V.A relative ranking in terms of their
electromotive force can be obtained by measuring cell reaction
potentials for various elements relative to the standard
hydrogen electrode, as described above for thecase of zinc, and
summarizing the results in a table of standard potentials at 25C
such as shown inTable 22.1. The values given in this table are for
the reduction reactions. In this table the metals at the top
TABLE 22.1 Standard Electrode Potentials for Various
Elements
Standard Standardpotential, E potential, E
Element Electrode reaction (volts), 25C Element Electrode
reaction (volts), 25C
Gold Au+ + e Au +1.68 Iron Fe2+ + 2e Fe 0.44Gold Au3+ + 3e Au
+1.50 Gallium Ga3+ + 3e Ga 0.53Oxygen O2 + 4H+ + 4e 2H2O +1.23
Tantalum Ta3+ + 3e Ta 0.60Platinum Pt2+ + 2e Pt +1.20 Chromium Cr3+
+ 3e Cr 0.74Iridium Ir3+ + 3e Ir +1.00 Zinc Zn2+ + 2e Zn
0.76Palladium Pd2+ + 2e Pd +0.98 Chromium Cr2+ + 2e Cr 0.91Mercury
Hg2+ + 2e Hg +0.85 Niobium Nb3+ + 3e Nb 1.10Silver Ag+ + e Ag +0.80
Vanadium V2+ + 2e V 1.13Tellurium Te2+ + 2e Te +0.57 Manganese Mn2+
+ 2e Mn 1.18Copper Cu+ + e Cu +0.52 Zirconium Zr4+ + 4e Zr
1.53Ruthenium Ru2+ + 2e Ru +0.45 Titanium Ti2+ + 2e Ti 1.63Oxygen
O2+ 2H2O+ 4e 4OH +0.40 Aluminum Al3+ + 3e Al 1.66Copper Cu2+ + 2e
Cu +0.34 Hafnium Hf4+ + 4e Hf 1.70Arsenic As3+ + 2e As +0.34
Uranium U3+ + 3e U 1.80Rhenium Re3+ + 3e Re +0.30 Beryllium Be2+ +
2e Be 1.85Bismuth Bi3+ + 3e Bi +0.20 Neodymium Nd2+ + 2e Nd
2.10Antimony Sb3++ 3e Sb +0.11 Cerium Ce3+ + 3e Ce 2.34Tungsten W3+
+ 3e W +0.10 Magnesium Mg2+ + 2e Mg 2.37Hydrogen 2H+ + 2e H2 0.00
Yttrium Y3+ + 3e Y 2.37Lead Pb2+ + 2e Pb 0.13 Sodium Na+ + e Na
2.71Tin Sn2+ + 2e Sn 0.14 Calcium Ca2+ + 2e Ca 2.87Molybdenum Mo3+
+ 3e Mo 0.20 Strontium Sr2+ + 2e Sr 2.93Nickel Ni2+ + 2e Ni 0.25
Rubidium Rb+ + e Rb 2.93Cobalt Co2+ + 2e Co 0.28 Potassium K+ + e K
2.93Thallium Tl+ + e Tl 0.34 Arsenic As+ + e As 2.93Indium In3+ +
3e In 0.34 Lithium Li+ + e Li 3.05Cadmium Cd2+ + 2e Cd 0.40 Cesium
Cs+ + e Cs 3.05
Note: Depending on the choice of cell diagram, the sign of the
potential may be reversed in other references.
2007 by Taylor & Francis Group, LLC
-
Electrolytic Processes 22-5
are chemically inert (e.g., gold, platinum, and palladium).
Moving down in the table, the metals becomemore active (i.e., more
susceptible to oxidation). Lithium and cesium show the highest
tendencies foroxidation. Using the values given in Table 22.1, the
cell potential of any pair of redox half reactions can
becalculated. For example, for Zn(s)+ Cu2+ Zn2+ + Cu(s), the two
half reactions are:
reduction half reaction: Cu2+ + 2e Cu(s); E0 = +0.34V
(22.8)oxidation half reaction: Zn(s) Zn2 + + 2e; E0 = +0.76V
(22.9)which gives: E = (+0.34V)+ (+0.76V) = +1.103V. (22.10)
The table of standard potentials is of considerable
technological importance in several areas. It canbe used as a
starting point in assessing the corrosion tendency of materials in
the absence of corrosioninhibiting surface effects. It is also
widely used as a first guide in the design of electrolytic
materialsprocessing methods to be discussed later in this chapter.
However, there are a number of issues to be awareof when using
tables of electromotive force values such as shown in Table 22.1.
The first has to do withthe convention regarding the sign of the
potentials. Many European texts show the same values as shownin
Table 22.1, but with the opposite sign. This was discussed in great
detail by Bockris and Reddy.6 Whilethis issue is beyond the scope
of this chapter, it should be pointed out that the sign of the
potentials inTable 22.1 is consistent with the recommendation given
by the International Union of Pure and AppliedChemistry (IUPAC).
Second, the values listed in the table are only valid for standard
conditions. There area number of factors that can result in
considerable changes in the potential values, such as the
formationof complex ions, formation of adsorbed layers, and the
like. Third, while the standard potentials give goodinformation
regarding the relative energy states, they provide no information
with respect to the kineticsof processes (i.e., the rates of
reactions).
22.2.2 Activity, Concentration, and Temperature
Dependence;Pourbaix Diagrams
The potential of the Mz+/M electrode as a function of metal ion
activity in solution, a (Mz+), andtemperature, T , is given by the
Nernst equation:
E = E0 + RTzF
ln a(Mz+) (22.11)
where R, T , F , and z are the gas constant, absolute
temperature, Faradays constant, and number ofelectrons in the
reaction, respectively. For many practical applications using
dilute solutions the activity,a(Mz+), can be replaced with the
metal ion concentration, c(Mz+), without introducing substantial
errors.Thus, Equation 22.11 can be approximated as follows:
E = E0 + RTzF
ln c(Mz+). (22.12)
At 298K (25C), the term (RT/F) has the value of 0.0257 V,
giving:
E = E0 + 0.0257z
ln c(Mz+) (22.13)
or when converting the natural logarithm to decimal logarithm
(factor of 2.303):
E = E0 + 0.0592z
log c(Mz+). (22.14)
2007 by Taylor & Francis Group, LLC
-
22-6 Materials Processing Handbook
1.6
1.2
0.8
0.4
0
0.4
0.8
1.2
1.6
2
0 2 4 6 8 10 12 14 16pH
Pote
ntia
l, V
(SHE
)Cu+
Cu
Cu2+
CuO
Cu2O
FIGURE 22.2 Pourbaix diagram for the watercopper system.
Using this equation it can be shown, for example, that the
electrode potential at 25C of a copperelectrode immersed in aqueous
copper sulfate solution (z = 2) changes from 0.34 V in a 1 M
solution to0.25 V in a 0.001 molar solution, that is, by 0.0592/z
for each order of magnitude decrease in the ionicconcentration.
When the Nernst equation is considered in conjunction with all
possible electrochemical equilibriawhen a metal is in an aqueous
solution containing its own ions, phase stability regions of
various speciescan be plotted in potential pH diagrams, also known
as Pourbaix diagrams.11,12 An example of aPourbaix diagram for the
watercopper system is shown in Figure 22.2. These diagrams are
useful forelectrolytic processes (as well as in corrosion studies)
to identify all thermodynamically possible phases.However, again it
is not possible to draw conclusions from such diagrams when it
comes to reaction rates.
22.2.3 Activation Overpotential and Tafel Relationship
When an external potential is applied across the double layer,
the electrode becomes polarized and currentwill flow either as
anodic or cathodic current. The difference of the equilibrium
potential, E(i = 0), andthe potential of the same electrode as a
result of flowing current, E(i), is usually referred to as the
activationoverpotential a:
a = E(i) E(i = 0). (22.15)The relationship between overpotential
and current is usually expressed in the form of the Tafel
equations:
a = a b logi (22.16)
where the constants a and b for cathodic () and anodic (+)
reactions are given as:
anodic: aa = (2.303RT/zF) log i0 (22.17)ba = 2.303RT/zF
(22.18)
cathodic: ac = (2.303RT/(1 )zF) log i0 (22.19)bc = 2.303RT/(1
)zF . (22.20)
In these equations i0 is the exchange current density and the
geometrical transfer coefficient. Thisactivation overpotential is a
direct measure of the interference of the equilibrium conditions at
the electrode.Larger exchange current densities require smaller
overpotentials to produce a given net external anodic orcathodic
current.
2007 by Taylor & Francis Group, LLC
-
Electrolytic Processes 22-7
22.2.4 Limiting Current Density, Nernst Diffusion Layer,
Reaction Kinetics
The Tafel equation describes the currentpotential relationship
for cases where charge transfer is the rate-determining step.
However, for both anodic dissolution and cathodic deposition of
metals the mobilityof the ions in the solution presents a practical
limit that results in a deviation from linear Tafel behavior,in an
E-log i plot, at what is usually referred to as the concentration
overpotential. Here, we only considerthe case of cathodic
deposition. If the deposition is carried out too fast, the ions Mz+
from the bulk ofthe electrolyte cannot diffuse fast enough to the
solid surface to become incorporated into the growingdeposit. A
current density limit will be reached at which the ions are
deposited as soon as they arrive atthe electrode. At this point the
metal ion concentration at the electrode approaches zero and any
furtherincrease in current density will result in other
electrochemical processes, such as the evolution of
hydrogenbubbles. The limiting current density, iL, for a system is
given by:
iL = nFD
c (22.21)
where is the thickness of the so-called Nernst diffusion layer,
D the bulk diffusion coefficient for Mz+ions in the solution and c
the concentration of Mz+ ions in the bulk solution.
In Figure 22.3, the change in the metal ion concentration from
c, the bulk concentration in theelectrolyte to zero at the
electrode surface is schematically indicated. The thickness of the
transition layeris typically on the order of micrometers. With
Equation 22.21 the concentration overpotential, c, can begiven
as:
c = 2.303RTnF
log
(1 i
iL
)(22.22)
where the current density i is a direct measure of the actual
rate of the reduction process.Both activation and concentration
polarization occur at the same electrode. At low reaction rates
(small current densities) activation polarization is predominant
while higher reaction rates (high currentdensities) are
concentration polarization controlled.
The combined effect is summarized in the ButlerVolmer
equation:
reduction = log(
i
i0
)+ 2.303RT
i0log
(1 i
iL
)(22.23)
where is the expression 2.303RT/zF . This equation allows us to
determine the kinetics of manyreduction reactions from only three
parameters: , i0 and iL .
Growth
Nucleation Mez+
Surface DiffusionCMez+
Cx
ze ze
Mez+
Mez+
FIGURE 22.3 Schematic diagram showing various steps involved in
electrodeposition.
2007 by Taylor & Francis Group, LLC
-
22-8 Materials Processing Handbook
22.2.5 Other Factors Contributing to Overpotential: Hydrogen
Overvoltage
There are many other factors that can affect the overpotential
such as adsorped species (adsorptionoverpotential), ionically
conducting films or oxide films (film or resistance overpotential),
formation ofcomplexed ions (complex ion overpotential), ad-atom
diffusion, and surface nucleation
(crystallizationoverpotential).
One specific type of overpotential, sometimes referred to in
short as the overvoltage, is the overpotential(required
polarization) at which gas evolution appears at the electrode as a
result of oxidation (e.g.,oxygen evolution) or reduction (e.g.,
hydrogen evolution). In particular the hydrogen overvoltage is
ofgreat importance during electrodeposition processes (Section
22.3.1.1).
22.2.6 Electrocrystallization
When a metal is deposited from an aqueous solution onto a
cathode, the hydrated ions in the solutionmust go through a series
of complex steps before they can be incorporated as an atom into
the growingelectrodeposit. As pure metals always deposit in
crystalline form (amorphous structures are only formedin certain
alloy deposits), electrocrystallization is usually used as the term
to describe this series of processes.Electrocrystallization can be
considered to consist of two distinct stages.5,6 The first stage,
referred to asthe deposition stage, is the mass transfer through
the Nernst diffusion layer. Mass transfer is a function ofthe
surface and bulk concentrations of ions, diffusion of the ions, and
total overpotential. All of these arestrongly dependent upon
process parameters such as electrolyte composition, pH,
temperature, agitation,and applied current density or potential.
Fundamental mathematical expressions exist to describe
thesephysical phenomena that give fairly good control during
electrolytic processing.
The second stage of electrocrystallization is the actual
crystallization process that involves the formationof adions on the
cathode surface, adsorption and desorption reactions, surface
diffusion of adatoms, aswell as nucleation and growth of crystals.
Some of these are shown in Figure 22.3 in very simplified form.To
date, crystallization phenomena are less well understood than the
deposition stage phenomena. Theyare usually described by using
empirical relationships.
When deposition begins, the surface conditions of the cathode
are very important not only in termsof cleanliness, adsorped
layers, or oxide films, but also with respect to atomistic
structure. All surfacescontain numerous defects such as steps,
ledges, kinks, vacancies, dislocations, and intersecting
grainboundaries. Processes such as adatom attachment and diffusion,
as well as nucleation and growth arestrongly influenced by these
defects. Chapter 9 provides more details on surface growth.
Crystalline metal electrodeposits exhibit several growth forms
including layers, blocks, pyramids, ridges,spiral growth forms,
dendrites, powders, and whiskers.13 These morphologies have been
studied extens-ively and various models have been proposed to
correlate specific growth forms with process parametersand
substrate microstructure. For example, with increasing overvoltage
the deposit structure changesfrom compact to powdery.
The internal microstructure evolution of the deposit in terms of
grain size and shape is strongly depend-ent upon crystal growth
inhibition that can be controlled, for example, by adding certain
bath additives thatreduce the surface mobility of adatoms or block
certain sites for deposition. With increasing inhibition,
thedeposit structure changes from field oriented (FI) to basis
oriented and reproduction type (BR), to twintransition types (TT),
to field-oriented texture type (FT) and finally to unoriented
dispersion type (UD):14
FI: Field-oriented crystal types such as whiskers, dendrites, or
loose crystal powder.BR: Basis reproduction type consisting of
coherent deposits in which grain size and surface roughness
increase with deposit thickness.TT: Twin transition type showing
high twin densities, usually in materials with low stacking
fault
energies.FT: Field-oriented texture type showing coherent
deposits with constant small grain size throughout
the deposit.UD: Unoriented dispersed type with very small grain
size.
2007 by Taylor & Francis Group, LLC
-
Electrolytic Processes 22-9
Substrate
Gro
wth
Dire
ctio
n
Substrate
Poly Ni
250 m
(a) (b)
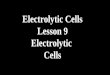
FIGURE 22.4 Cross-sectional structure of a typical Ni
electrodeposit. (a) Schematic diagram and (b) thick depositshowing
transition from equiaxed fine-grained to columnar textured
structure.
With increasing deposit thickness considerable structural
changes can be observed as a result of thecompetition between
crystal nucleation and crystal growth. Under certain deposition
conditions (e.g.,BR growth conditions) the structure can change
from initially fine grained, equiaxed structure to coarsegrained
columnar structure with extensive grain shape anisotropy and
crystallographic texture. Figure 22.4shows a schematic diagram of
this transition as well as a cross-section through a nickel
electrodeposit withsuch a change in the microstructure. It is
generally accepted that this transition is a direct result of
thegrowth competition between differently oriented grains, such
that grains with lower surface energy growfaster than grains with
high surface energy.14
Over the past decade, considerable progress has been made in the
understanding of the early stagesof electrodeposition,
microstructural evolution with increasing deposit thickness and the
formation ofdendritic, densely branched, fractal, stringy, and
needle-like morphologies.15,16 Many studies in theseareas apply
powerful computer simulations (e.g., tight binding approximations,
embedded atom models,Monte Carlo simulations) or experimental
methods (e.g., in situ techniques such as scanning
tunnelingmicroscopy, small-angle neutron scattering or microwave
reflectivity) to study these phenomena.
22.3 Surface Finishing
The broadest area of applications of electrolytic processes
deals with various types of surface-finishingmethods in which a
coating is deposited or formed on the surface of finished or
semifinished products.The reasons for applying coatings are to
improve/modify surfaces in terms of appearance, corrosion
resist-ance, wear resistance, oxidation resistance, heat and light
reflectivity or absorption, electrical conductivity,magnetic
properties, or to build up undersized or worn parts. The various
process types include elec-trodeposition, electroless deposition,
metal displacement, oxidation (anodizing) processes, and
chemicaltreatments.
22.3.1 Electrodeposition
In electrodeposition the workpiece to be plated is made the
cathode in an electroplating tank containingthe metal ions in
aqueous solution. The workpiece is electrically connected via a
power supply with theanode that is usually made of the metal to be
plated either in the form of a solid rod/sheet or, morecommonly,
pieces of the metal contained in an inert titanium basket. During
electrodeposition, the anodedissolves slowly and replenishes the
plating bath with metal ions as they are reduced on the cathode
toform the coating. In some applications, dimensionally stable
anodes are used (e.g., platinum or platinizedtitanium) that do not
dissolve during the plating process.
2007 by Taylor & Francis Group, LLC
-
22-10 Materials Processing Handbook
TABLE 22.2 Watts Nickel and Sulfamate Nickel
Watts Nickel Sulfamate Nickel
Nickel sulfate, NiSO4 6H2O [g/l] 220400 Nickel sulfamate,
Ni(SO3NH2)2 4H2O [g/l] 300450Nickel chloride, NiCl2 6H2O [g/l] 3060
030Boric acid, H3BO3 [g/l] 3045 3045Temperature (C) 4065
3060Cathode current density [mA/cm2] 30100 5300pH 24.5 3.55Anode
Nickel Nickel
22.3.1.1 Pure Metals
Electrodeposition of pure metals from aqueous solutions is the
most widely used surface-finishing method.The basic process at the
cathode follows the reduction reaction given in Equation 22.1, for
example forthe case of Ni:
Ni2+ + 2e Ni. (22.24)A large number of electroplating baths have
been developed for nickel plating14 which differ mainly interms of
metal salt types and concentrations, pH and bath additives used for
very specific purposes. Twocommonly used plating solutions for
nickel are the Watts and the sulfamate baths, Table 22.2.
Nickelsulfate/nickel sulfamate are the main sources of the nickel
ions in the solutions. Nickel chloride alsosupplies some nickel
ions, but its primary functions are to promote the dissolution of
the anode nickeland to increase the electrical conductivity of the
plating solution. Boric acid acts as a buffer in the solution.There
are a number of other bath additives (e.g., saccharin, coumarin)
that may be added for specificpurposes such as stress relief or
grain size refinement in the deposit. Many of these bath additives
areproprietary chemicals supplied by many electroplating supply
companies.
Potentially all metals with standard potentials more positive
than the hydrogen reduction reaction(Table 22.1) could be
electrodeposited from aqueous solutions. However, there are other
factors that limitthe number of electropositive metals that are
routinely electrodeposited. These include the quality of
theresulting deposits in terms of growth form, physical integrity
and properties, the plating bath stability,ease and economics of
operation, as well as environmental and health risk concerns when
dealing withtoxic chemicals.
On the other hand, there is also a relatively large number of
metals with more negative potentialthan hydrogen that can still be
plated, including nickel, cadmium, zinc, and chromium. The reason
forthis is the hydrogen overvoltage relative to the metal
deposition overvoltage. The hydrogen overvoltageis a direct measure
of the required activation energy for hydrogen reduction that
varies greatly frommetal to metal. The following example will
illustrate that the metal zinc can be electroplated from anaqueous
solution onto steel even though this would not be expected from its
standard potential relative tohydrogen. By comparing only the two
standard potentials in Table 22.1 for zinc (0.76 V) and hydrogen(0
V) one would expect hydrogen evolution to occur instead. For zinc
deposition, for example, from anacidic (pH = 1) 1 molar zinc
sulfate solution, the reversible hydrogen potential as per Nernst
equation isE = 0.059 pH 0.06V. On the other hand, the activation
overvoltage for zinc deposition is very smalland zinc can be plated
at a potential very close to 0.76 V (Table 22.1). The hydrogen
overvoltage onsteel at pH = 1 increases from 0.56 V at a current
density of 10 mA/cm2 to 0.82 V at 100 mA/cm2.14Therefore, at a
current density of 100 mA/cm2, the onset of hydrogen evolution is
at a more negativepotential than the potential required for zinc
deposition, thus allowing for zinc deposition onto steel.
Nevertheless, with increasing negative potential it becomes more
and more difficult to deposit metalsfrom aqueous solutions.
Chromium and manganese can still be plated. However, there are no
practicalaqueous solutions for electrolytic processing of elements
such as Zr, Ti, Al, or other elements with evenmore negative
standard potentials. For these metals electrolysis requires the use
of molten salt or ionic
2007 by Taylor & Francis Group, LLC
-
Electrolytic Processes 22-11
TABLE 22.3 Important Pure Metal Electrodeposits and Their
Applications
Metal Application Typical thickness(m)
Cadmium Electrochemical protection of steel and cast iron
-
22-12 Materials Processing Handbook
TABLE 22.4 Examples of Nickel, Cobalt, and Zinc Alloy
Electrodeposits
Material Application
NickelChromium Corrosion resistant coatingsNickelCobalt
Decorative, mirror like depositsNickelCopper Compositionally
modulated alloysNickelIndium Low friction and microelectronics
coatingsNickelIron Soft magnetic coatings; decorative
coatingsNickelManganese High ductility nickel
coatingsNickelPhosphorus Abrasion and corrosion resistant
coatingsNickelTungsten High temperature oxidation/resistant
coatingsCobaltNickel Magnetic coatings for storage
devicesCobaltMolybdenum High temperature oxidation resistant
coatingsCobaltPhosphorus Wear-resistant coatingsCobaltTungsten High
temperature strength coatingsZincCobalt Corrosion resistant
coatingsZincNickel Corrosion resistant coatingsZincTin Coatings on
fasteners for aluminum panels
Reaction 22.29 shows that phosphorus is reduced together with
nickel, which explains the NiP alloydeposit formation. In this
case, the phosphorus in the alloy deposit comes from the
phosphorous acid inthe plating bath. The phosphoric acid does not
provide P for the alloy formation. Its primary role is toadjust the
pH of the solution.
The composition of the electrodeposit may be quite different
from the ratio of the relative concentrationsof bath constituents.
For example, for electrodeposited ZnNi electrodeposits, the ratio
of the less noblemetal (Zn) to the more noble metal (Ni) in the
deposit is larger than in the bath. This effect is known
asanomalous codeposition.19
The electrochemistry of alloy plating is much more complex than
for simple metal deposition. Thecomplexity is due to the presence
of more than one ionic species in the solution, their mutual
influencewhen it comes to double layer formation, electrochemical
potentials, electrocrystallization, and depositstructure formation.
Alloy deposition is beyond the scope of this chapter and the reader
is referred to thereferences that treat alloy formation by
describing simultaneous codeposition of several species for
veryspecific alloy systems.13,19,25
22.3.1.3 Composite Deposits
Metalmatrix composites can be produced by adding second phase
particles to the plating bath that arethen codeposited with the
metal matrix. An example is shown in Figure 22.5 which represents a
nickelsilicon carbide composite consisting of a nickel matrix with
about 5 vol.% SiC particles (average particlesize: 0.3 m). The
coating was produced from a Watts type plating bath containing
about 50 g/l of SiCpowder. The purpose of the SiC particles is to
increase the wear and scratch resistance of the nickel
coating.Other hard particles that find application in
wear-resistant coatings include alumina, titania, thoria,
anddiamond.21 On the other hand, particles such as Teflon or
molybdenum disulfide can be incorporated intothe metal to make low
friction surfaces. Several models have been proposed26 that
describe the particleincorporation in the deposits in terms of the
various steps involved including initial weak adsorption
ofparticles on the cathode surface, field-assisted adsorption,
ionic double layer formation on the particles,and encapsulation in
the metals matrix.
22.3.1.4 Semiconductors
Because of the very large negative reduction potential silicon
cannot be electrodeposited from aqueoussolutions. However, several
compound semiconductors can be deposited from suitable
aqueouselectrolytes.14,27 Examples of the main bath constituents
for several IIVI and IIIV compoundsemiconductors are given in Table
22.5.
2007 by Taylor & Francis Group, LLC
-
Electrolytic Processes 22-13
10 m
(a)
100 nm
(b)
FIGURE 22.5 NiSiC composite electrodeposit: (a) scanning
electron micrograph and (b) bright-field transmissionelectron
micrograph.
TABLE 22.5 Main Bath Constituents for Semiconductor
Deposition
Semiconductor Bath Constituents
InAs Indium chloride (InCl3); Arsenic chloride (AsCl3)InSb
Indium chloride (InCl3); Antimony chloride (SbCl3)PbS Lead nitride
(Pb(NO3)2); Sodium sulfite (Na2SO3)CdTe Cadmium sulfate (CdSO4);
Tellurium oxide (TeO2)CdSe Cadmium chloride (CdCl2); Selenium oxide
(SeO2)ZnSe Zinc sulfate (ZnSO4); Selenic acid (H2SeO3)GaAs Arsenic
oxide (As2O3); Gallium oxide (Ga2O3)
22.3.2 Electroless Deposition
Electroless deposition14,28,29 was originally known as
electrode-less deposition, describing the fact thatno external
power supply is connected to positive and negative electrodes. Also
known in the literatureas autocatalytic reduction or chemical
reduction, the process still requires anodic and cathodic
reactions.However, these occur on the same material, and the
electrons required for these are supplied by a reducingagent in the
plating bath according to the following general reactions:14
Mz+ + Red M+Ox (22.30)
where Red is the electron-providing reducing agent and Ox is the
oxidation product of the reducing agent.The partial cathodic and
anodic reactions are as follows:
cathodic: Mz+ + ze M (22.31)anodic: Red Ox+ n e (22.32)
where n is the number of electrons produced during the oxidation
of the reducing agent. The two halfreactions occur on the same
surface which could be either a metal substrate or a nonconductive
substrate(e.g., glass, polymer) made active by first depositing
catalytic nuclei such as tin or palladium. In otherwords,
electroless deposition is an electrolytic method that can be used
to deposit a metal coating ontononconductors such as polymers or
glass.
2007 by Taylor & Francis Group, LLC
-
22-14 Materials Processing Handbook
TABLE 22.6 Reducing Agents for Electroless Metal Deposition
Metal Reducing Agents
Nickel Sodium hypophosphite (NaH2PO2H2O)Nickel Sodium
Borohydride (NaBH4)Nickel Dimethylamine borane, DMAB ((CH3)2
NHBH3)Nickel Hydrazine (N2H4H2O)Copper Formaldehyde (HCHO)Gold
Potassium borohydride (KBH4)Gold Dimethylamine borone, DMAB ((CH3)2
NHBH3)Palladium Hydrazine (N2H4H2O)Palladium Hydroxylamine
hydrochloride (NH2OH HCl)
Some of the commonly used electroless metals that are
commercially of considerable importanceare nickel, copper, gold,
and palladium. Table 22.6 shows several of the reducing agents used
in theirdeposition.
The electrochemical reactions during electroless deposition are
usually more complex than shown inEquation 22.30, and involve
several intermediate steps. Without presenting all intermediate
reactions, oneimportant step during the deposition of electroless
nickel using sodium hypophosphite as reducing agentis as
follows:
H2PO2 +H P+H2O+OH. (22.33)This reaction shows that phosphorus is
codeposited with Ni, similar to the case of electrodepositionof NiP
alloys (Section 22.3.1.2). This explains why electroless nickel can
contain substantial amountsof phosphorus, up to 20 at.%, depending
on the bath composition and temperature. A direct consequenceof
this is seen in the microstructural evolution of the deposits. For
small phosphorus contents, the depositsare usually crystalline.
With increasing phosphorus, the grain size continuously decreases,
and for highphosphorus the deposits become amorphous.14,28,29
22.3.3 Displacement Deposition
Displacement deposition, also known as immersion plating or
galvanic plating is similar to electrolessdeposition in that it
does not require an external power supply. However, in contrast to
electrolessplating, no reducing agent is required for this process.
In displacement deposition, the electrons for metalreduction come
from the substrate itself. For example, a strip of zinc can be
plated with copper froma copper sulfate solution at room
temperature according to the reactions given in Equation 22.8
andEquation 22.9. In other words, the more electropositive metal
copper replaces the more electronegativemetal zinc on the zinc
substrate. Of course, the thickness of galvanic Cu deposits is very
limited, typicallyto a few micrometers, as this reaction needs
direct contact between the zinc substrate and the coppersulfate
solution. Once a closed layer of copper has been deposited the
reaction will cease. Immersionplating solutions are commercially
available17 for a number of metals (e.g., Cu, Cd, Au, Pd, Pb, Pt,
Rh,Ru, Ag) as well as several alloys (e.g., brass, bronze) in
particular to plate substrate materials such as steel,aluminum,
zinc, and copper. Of course, the choice of deposit/substrate
combination is largely dictated bythe standard potentials given in
Table 22.1.
22.3.4 Chemical Conversion
From a processing point of view, chemical conversion techniques
are borderline processes falling betweenchemical and
electrochemical synthesis. In many cases, no clear electrified
interface can be defined at whichcharge transfer occurs.
Nevertheless, the most important chemical conversion processes are
includedhere, because of (1) their current importance in surface
finishing and (2) their as of yet unexplored
2007 by Taylor & Francis Group, LLC
-
Electrolytic Processes 22-15
future application potential in surface nanotechnology. To date,
microstructural information on chemicalconversion layers is very
limited.
22.3.4.1 Antiquing of Brass, Copper, and Bronze
This process is a popular method in the manufacture of
decorative hardware fixtures for many indoorand outdoor
applications.17 The surface color of copper, brass, and bronze
articles is modified to variousshades of brown to black or green,
including verde green patina (verdigris) similar to natural patina
onaged copper roofs, by an immersion technique. Typical solutions
are based on polysulfide salts, seleniumsalts, or mild acids, and
the color of the conversion layer comes from the compounds that
form duringthe chemical reaction with the surface. Articles made of
steel or zinc die casts are first electroplated witha thin layer of
copper, brass, or bronze and then antiqued using the chemical
conversion treatment.
22.3.4.2 Phosphating
Phosphate coatings are chemical conversion coatings applied to
the surfaces of steels and aluminum alloysfor articles such as
nuts, bolts, and screws, as well as sheet steel for automotive and
consumer productapplications.18 These coatings provide good
corrosion and wear protection and, in many cases, are appliedas a
base for subsequent paint application. Using dilute solutions of
phosphoric acid containing zinc, iron,or manganese salts, coating
layers (typical thickness: 1 to 50 m) of strongly adherent
phosphate crystalsare formed either during immersion or spray
operations.
22.3.4.3 Chromate Conversion Coatings
Chromate conversion coatings are applied on various metals by
chemical or electrochemical treatmentwith hexavalent chromium
(chromic acid) or chromium salts (e.g., potassium chromate). During
thistreatment the surface of the metal is converted to a protective
film that contains complex chromiumcompounds.17,18 The thickness of
the film is typically on the order of 1 m and can vary in color
fromclear-bright, blue-bright and yellow to brown, olive, and
black, depending on the substrate material. Themain purpose of the
chromate coating is to provide corrosion protection, hardness, and
wear resistanceand to serve as a base layer for subsequent paint
application. Chromate coatings are routinely applied onaluminum,
magnesium, and zinc alloys. More recently, trivalent chromium
conversion layers have beendeveloped, in view of the environmental
and health risk concerns associated with the use of
carcinogenichexavalent chromium compounds.17
22.3.4.4 Blackening of Ferrous Metals
This conversion process uses various bath chemistries to produce
attractive black finishes on ferrous metalsthat also provide
moderate corrosion resistance.17 In the hot alkaline nitrate black
oxidizing solution, theblack color comes from the black iron oxide
(magnetite, Fe3O4)which is formed in boiling alkaline
nitratesolution. A black zinc phosphating process has been
developed in which steel, cast iron, or malleable ironis blackened
before coating with a zincphosphate top layer.17
22.3.5 Anodizing
Anodizing of aluminum is a widely used surface-finishing process
to improve the surface characteristicsin terms of appearance
(color), durability, and corrosion resistance of finished aluminum
parts.30,31
In this process, the natural protective aluminum oxide layer
that forms in air to a thickness of only afew nanometers is
artificially built up to considerable thickness (up to several tens
of even hundreds ofmicrometers) by making the aluminum part the
anode in a suitable electrolyte, connected via the powersupply to a
dimensionally stable (inert) cathode such as graphite or stainless
steel. While anodic treatmentin boric acid, borate, or nitrate
baths produces only slightly thicker oxide films than air-exposure,
sulfuricacid and chromic acid baths produce initially a thin oxide
barrier, followed by the growth of a thicker,
2007 by Taylor & Francis Group, LLC
-
22-16 Materials Processing Handbook
(a)
(b)
(c)
TopView
SideView
Alumina
Alumina
Pigment
100 nm
Aluminum
Aluminum
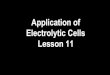
FIGURE 22.6 Nanoporous aluminum oxide produced by anodizing: (a)
top view showing hexagonal pore structure,(b) cross-sectional view
and (c) coloring by pigment addition.
porous layer on top of the initial layer. The reactions are as
follows:
cathodic reaction: 6H+ + 6e 3H2(g) (22.34)
anodic reactions: 2Al+ 3O2 Al2O3 + 6e (22.35)2Al3+ + 3H2O Al2O3
+ 6H+. (22.36)
It should be noted that there are two anodic reactions that
produce Al2O3. The first Reaction 22.35 isat the Al/Al2O3
interface, while the second Reaction 20.36 takes place at the
Al2O3/electrolyte interface,which requires the diffusion of Al3+
ions through the Al2O3 layer already formed on the base
material.
Under suitable conditions this porous layer can be produced as
irregular or regular arrangements ofhexagonal columns with pores
extending from the free surface down to the initial barrier layer.
Figure 22.6aand Figure 22.6b show schematic diagrams of the top and
side views of a regular oxide structure withoutgiving details of
the original barrier layer. For requirements such as scratch and
corrosion resistance, theporous aluminum oxide is usually sealed,
for example, by boiling in water, which hydrates and expands
theoxide to close the pores. In color anodizing, the pores are
impregnated prior to sealing with various dyeingcompounds, mineral
pigments, or microparticles formed from the microconstituents of
the aluminumalloy during the anodizing process, to produce a wide
variety of colors, in particular for architecturalapplications of
aluminum (Figure 22.6c).
22.4 Direct Manufacturing Using Electrolytic Processing
Electrodeposition is not restricted to surface-finishing
applications, but is also widely used to producefinished or
semifinished products through direct manufacturing. Generally known
as electroforming,3235
2007 by Taylor & Francis Group, LLC
-
Electrolytic Processes 22-17
VE VE
ExtractionCollar
Stainless SteelMandrel
Nickel DepositForming
NickelElectroform
During Electroforming After Extraction
FIGURE 22.7 Net shape manufacturing of an electroformed product
(courtesy of Nickel Development Institute,Toronto, Canada).
these processes are used to produce various product forms by
electrodeposition onto suitably shapedcathodes, designed as
temporary reusable mandrels during the deposition process (Figure
22.7). Followingelectrodeposition of the product, the mandrel is
separated from the electroform by simple mechanicalmeans or
heating/cooling cycles. To allow for easy separation, mandrel
materials such as titanium orstainless steel are commonly used that
have a thin oxide layer on the surface to prevent strong adhesionof
the electroformed product. Many metals have been used in
electroforming, including nickel, copper,iron, gold, platinum,
cobaltnickel, and cobalttungsten alloys.
22.4.1 Large-Scale Manufacture
Direct net shape manufacturing by electroforming is applied in
areas where other processing techniquesare limited in their
capabilities or simply too expensive. The most widely known example
of electroformednickel are the large printing rolls used as
mandrels in textile printing in which the pattern is embeddedin the
surface of the electroformed nickel. Other examples in which the
same principle was used are thestampers for records and CDs and the
embossing tools for holographic images.
Sheet and foil products with thicknesses
-
22-18 Materials Processing Handbook
TopView
SideView
MaskPMMAMold
OriginalMask
CavityEtchedMold
PlanarizedDeposit
MetalDeposit
FinalProduct
MEMS gear
X-Ray Irradiation(a) (b)
(d)
(f)
(c)
(e)
500 m
Metal Substrate
Metal Substrate
Metal Substrate
Metal Substrate
FIGURE 22.8 Various steps in the production of a MEMS gear by
electrodeposition: (a) mask showing the shape of thegear, (b)
irradiation of PMMA through mask, (c) etched mold with cavity, (d)
mold cavity filled with electrodepositedmetal, (e) planarization
step and (f) final product removed from mold.
applications.36,37 One specific area of MEMS manufacturing that
deals with electrodeposition of small(
-
Electrolytic Processes 22-19
lead) anodes. For this reason the anodic and cathodic reactions
for both processes are quite different.For example, if the
electrowinning electrolyte, coming from a sulfuric acid leaching of
a metal oxide, isMSO4(aq) then the reactions are as follows:
cathodic reaction: MSO4(aq) + 2e M+ SO24(aq) (22.37)anodic
reaction: H2O 2H+ + 1/2O2(g) + 2e (22.38)
In other words, the main reaction at the anode is the
decomposition of water. On the other hand, duringelectrorefining
the reactions are simply as follows:
cathodic reaction: Mz+ + ze M (22.39)anodic reaction: M Mz+ + ze
(22.40)
In both cases, the cathode materials are often starter sheets of
the same material that is to be deposited.Assuming that there are
no other cathodic reactions, the weight, W , of the deposit can be
calculated usingFaradays law:
W = I t Az F (22.41)
where I is the current through the cell in amps, t the time in
seconds and A the atomic weight of thedeposited material.
22.5.2 Molten Salt Electrolysis
As pointed out in Section 22.3.1.1, reactive metals more
electronegative than manganese cannot beprocessed electrolytically
from aqueous solution. For this reason electrolytic methods for
such metalsrequire either water-free organic electrolytes38 (not
discussed in this chapter) or molten salt electrolytes.The latter
are sometimes also referred to as fused salt or high temperature
inorganic melts. Examplesof materials that have been produced by
this method include many refractories such as molybdenum,niobium,
vanadium and tungsten, titanium, zirconium, magnesium, and
aluminum, and several rareearth elements. While many of the
fundamental concepts developed for aqueous electrolytic
processescan be applied to molten salt electrolysis, considerable
modifications and new considerations are requiredbecause the molten
salt solvent is quite different from water as the solvent. In fact,
the electrochemistry offused salts is an entire research field on
its own.39,40
Probably the most widely known molten salt process is the
HallHroult process for aluminum pro-duction introduced in 1866.41
In this process, molten cryolite (Na2AlF6) is used as the solvent
for alumina(Al2O3) which is usually chemically purified from
bauxite in the Bayer process. Cryolite melts at about940C, and the
HallHroult process operates at temperatures between 960 and 1000C.
The anodematerial used is carbon and a typical electrolytic cell
operates at 6 V. The cell is lined with carbon that actsas the
cathode onto which Al is deposited. The overall cell reaction
is:
2/3Al2O3 + C 4/3Al+ CO2. (22.42)
During the process, the carbon from the anode is continuously
consumed to produce CO2. A typicalcell produces about 300 kg of
aluminum daily at an energy consumption of about 15 to 26 kWh/kg
ofaluminum. Aluminum with a purity of 99% or higher can be produced
by this process. It is important tonote that the fused salt
electrolyte does not chemically react with the Al deposit.
2007 by Taylor & Francis Group, LLC
-
22-20 Materials Processing Handbook
22.6 Electrolytic Processing of Nanostructures
As a result of their outstanding physical, chemical, and
mechanical properties, nanostructured materialshave received
considerable attention over the past 10 years. Since their first
introduction in the early 1980s,several hundred synthesis methods
for their production have been described in the literature.4252
Manyof these methods are simple extensions of well-established
production routes while others were specificallydesigned for
various types of highly specialized nanomaterials. Many of these
techniques are based onelectrolytic processes.
In the following sections, examples will be presented for the
synthesis of a variety of nanostructuredmaterials by electrolytic
processing including monolithic metals and alloys, structurally
graded nano-metals, nanocomposites, compositionally modulated alloy
(CMA) nanostructures, and nanocrystallineoxide powders.
22.6.1 Monolithic Bulk Metal Nanostructures
Synthesis methods for the production of monolithic bulk
electrodeposits with grain sizes
-
Electrolytic Processes 22-21
200 nm
FIGURE 22.10 Darkfield electron micrograph parallel to the
substrate of bulk nanocrystalline nickel (average grainsize: 12 nm)
in planar cross-section.
Electrodeposition processes have been developed for the
synthesis of nanocrystalline deposits in manydifferent shapes and
forms.54,55 These range from thin and thick corrosion and
wear-resistant coatings tosheet and plate products for structural,
magnetic, and electronic applications. Furthermore, the techno-logy
can be incorporated with little extra costs in conventional
electroplating plants in processes such asrack plating,
reel-to-reel plating, continuous strip plating, barrel plating, and
brush plating.
One of the earliest industrial applications of this type of
nanocrystalline deposits was the in situelectrosleeve nuclear
reactor steam generator tubing repair technology.60,61 This
technology was the firstlarge-scale structural application of
nanomaterials in the world, specifically developed for Canadian
andU.S. nuclear reactors since the early 1990s. In this process,
steam generator tubes (e.g., Alloy 600 or 400)whose structural
integrity was compromised by localized degradation phenomena (e.g.,
intergranularcorrosion, pitting) were repaired by coating the
inside of the tubes with a thick (1 mm) nanocrystalline
Nimicroalloy to restore a complete pressure boundary. The grain
size of the materials was adjusted to be inthe 50 to 100 nm range
to give the required combination of strength, ductility, corrosion
resistance, andthermal stability for this application. Figure 22.11
shows some of the tremendous property improvementsthat can be
achieved when reducing the grain size in nickel electrodeposits
from 10 m to 10 nm.59,62
22.6.2 Structurally Graded Nanomaterials
While monolithic nanometals with relatively narrow grain size
distributions have excellent propertiesin terms of hardness,
tensile strength, and wear resistance, their tensile ductility is
usually comprom-ised regardless of the processing route.59,63 In
the past few years, it has been recognized that
considerableductility can be restored in these materials through
broader or bimodal grain size distributions.63
Recently,electroplating conditions have been developed for the
synthesis of a variety of structurally graded nano-metals (Figure
22.12), including bimodal distributions, alternate layers of
different grain sizes, and grainsize gradient deposits.59,64 In
such structures, a good compromise between strength and ductility
canbe achieved, whereby the smaller grains provide the
strengthening in the metal while the larger grainsallow for
sufficient dislocation activity to result in reasonable ductility
values. It should be noted that thedeformation mechanisms in these
materials are currently not completely understood.
22.6.3 Nanocomposites
Over the past several years, the concept of composite coatings
(Section 22.3.1.3) has been extended to nano-crystalline
materials.54,55,59,65 Figure 22.13 shows several examples of
submicrocrystalline/nanocrystallinesecond phase particles or fibers
embedded in a nanocrystalline matrix. Typical examples of second
phase
2007 by Taylor & Francis Group, LLC
-
22-22 Materials Processing Handbook
Grain Size (nm)
Vick
ers
Har
dnes
s (G
Pa)
0
1
2
3
4
5
6
7
8
Yiel
d St
reng
th (M
Pa)
0
200
400
600
800
1000
Grain Size (nm)100 101 102 103 104 105
Wea
r rat
e (m
m3/m
m)
105
0
25
50
75
100
125
150
Grain Size (nm)
Coef
ficie
nt o
f Fric
tion
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.0
(a) (b)
(c) (d)
100 101 102 103 104 105
Grain Size (nm)100 101 102 103 104 105 100 101 102 103 104
105
FIGURE 22.11 Effect of grain size in electrodeposited Ni on (a)
Vickers hardness, (b) yield strength, (c) sliding wearrate and (d)
coefficient of friction.
materials are Al2O3, SiC, or B4C for improved hardness and wear
resistance, or Teflon and MoS2 forreduced coefficient of friction.
Composite coatings can also be produced in situ by first
codepositing analloy as a supersaturated solid solution, followed
by heat treatment to precipitate nanosized second phaseparticles in
a nanocrystalline matrix.62,66
22.6.4 CMA Nanostructures
The idea of producing CMAs by electrodeposition (Figure 22.14)
is not new. Some of the earliest workwas apparently already done by
A. Brenner in his 1939 Ph.D. thesis (as cited in Reference 67).
Becauseof the unusual microstructure (i.e., individual layer
thickness
-
Electrolytic Processes 22-23
(a) (b)
(c)
FIGURE 22.12 Schematic diagrams showing various types of
structurally graded nanomaterials: (a) bimodal grainsize
distribution, (b) alternate layers with different grain sizes and
(c) grain size gradient structure. (Courtesy ofIntegran
Technologies, Toronto, Canada.)
(a) (b)
(c) (d)
FIGURE 22.13 Examples of nanocomposite electrodeposits showing
various configurations with different shapesand sizes of the
reinforcing phase in a matrix of electrodeposited nanometal.
(Courtesy of Integran Technologies,Toronto, Canada.)
into an electrolyte containing both species to be plated. By
stepping the potential between predeterminedvalues, the relative
deposition rate of one species over that of the other for certain
time intervals iscontrolled. Using these approaches, numerous
compositionally modulated nanostructures have beenproduced,
including AgPd, CuNi, CuPb, and NiP59,67 with modulation wavelength
down to a fewnanometers.
Even nanomodulated ceramic superlattices have been produced by
the potential-stepping method. Forexample, layered structures
consisting of TlaPbbOc semiconducting oxides, with varying values
for a, b,c in the alternating layers, were produced with modulation
wavelengths between 6 and 13 nm.68 Thesematerials are of
considerable interest for optical and electrical applications.
2007 by Taylor & Francis Group, LLC
-
22-24 Materials Processing Handbook
NiCu
NiCu
NiCu
Multilayers
Substrate
FIGURE 22.14 Schematic diagram showing a compositionally
modulated material with alternating nanometer thicklayers of Ni and
Cu.
22.6.5 Nanocrystalline Particles
A number of electrolytic methods have been developed for the
synthesis of various nanoparticles eitheron substrates or in
colloidal solutions. For example, using the galvanic displacement
approach (Section22.3.3), very intricate structures of silver
nanoparticles were recently grown on (111) and (100) orientedsingle
crystals of germanium according to the following displacement
reaction:69
Ge Ge4+ + 4e (22.43)4Ag+ + 4e 4Ag. (22.44)
The hexagonal nanoparticles deposited in the form of vertical
stacks on the substrate in what wasdescribed as nanoinukshuks, an
analogy to the inukshuk structures made by the Inuit people in the
Arcticusing flat slabs of rock.
Another example of nanoparticle production using a combination
of electrolytic and chemical reac-tions is the synthesis of -CuI
semiconductor nanocrystallites.70 The three-step process involved
(1) theelectrodeposition of copper nanocrystals on a basal oriented
single crystal of graphite from a Cu2+ con-taining solution,
followed by (2) electrochemical oxidation of Cu to Cu2O and (3)
displacement of oxygenby iodine in an aqueous potassium iodine
solution to obtain semiconducting -CuI nanocrystallites
withparticle sizes up to about 20 nm.
22.6.6 Nanocrystalline Oxide Powders
Known as electrochemical deposition under oxidizing conditions
(EDOC), one specific technique toproduce nanostructured oxide
powders is based on metal dissolution and deposition.59,71,72 As
shown inFigure 22.15, this method consists of three basic steps. At
the sacrificial anode, metal is dissolved in anorganic electrolyte
(e.g., 2-propanol) containing a salt to increase the electrical
conductivity of the bath.The second step is the cathodic reduction
of metal ions to form metal clusters. These clusters are coatedwith
a stabilizer (e.g., quarternary ammonia salts, betains, or
ethoxylated fatty alcohols, not shown inFigure 22.15). In the final
step, the colloidal metal particles are oxidized by introducing
oxygen or air intothe bath with simultaneous strong agitation or
sonication. Subsequently, the oxide particles are filtered,washed
with ethanol and dried. This method can produce simple oxides
(e.g., ZnO, MgO, CuO, Fe2O3,SnO2) or mixed oxides (e.g., CoFe3O4,
In2O3/SnO2)with high purity and particle size distributions
muchnarrower than what can be achieved with other nano-oxide powder
synthesis methods such as inert gascondensation, sol-gel, or flame
pyrolysis. EDOC is a relatively inexpensive synthesis method and
easy toscale up for large-scale production.
22.6.7 Template Nanotechnology by Anodizing
Over the past decade, the synthesis of highly ordered structures
based on using ordered arrays of nanopor-ous honeycomb structures
of anodic aluminum oxide (Section 22.3.5) has evolved rapidly as
part of the
2007 by Taylor & Francis Group, LLC
-
Electrolytic Processes 22-25
PowerSupply
Oxygen
+
+
Sacr
ificia
l Ano
de
Cath
ode
e
Mex+Mex+
Oxygen
Metal Cluster
MeO e
e
e
FIGURE 22.15 Schematic diagram showing an experimental setup for
the production of nanocrystalline powdersvia EDOC. (Modified from
Dierstein, A. et al., Scripta Mater., 44, 2209, 2001.)
Deposition of Various Materials
Substrate
Substrate
Substrate
Free-StandingAluminaTemplate
100 nm Nanodots
Nanowires
(a)
(b)
(c)
+
FIGURE 22.16 Use of nanoporous alumina template in nanodot and
nanowire synthesis.
general area of template synthesis of nanostructures.59,7375 In
these processes, the porous alumina filmsare extracted from
previously anodized aluminum sheets (usually by dissolving the
aluminum base) toserve as a template (Figure 22.16a) in further
synthesis steps for a variety of nanostructures. For example,Figure
22.16b shows that deposition of other materials (e.g., metals,
semiconductors) through such atemplate can be used to produce
regular arrays of so-called quantum dots, which show very
interestingelectrical properties resulting from electronic state
confinement in crystals with very small external sizes(
-
22-26 Materials Processing Handbook
Besides nanowires, template synthesis has been used to produce
nanocables with a radialmetal/semiconductor junction.76
22.7 Conclusions
Electrochemical reactions provide the basis for an extensive
number of electrolytic processes to synthesizematerials in many
different shapes and forms. Numerous processing routes have been
developed overthe past century for primary metal production, direct
manufacturing processes, and surface-finishingapplications. Today,
many of the chemical and physical fundamentals of electrolytic
processing are fairlywell understood. However, numerous aspects of
electrocrystallization require further study to achieve abetter
control of microstructure, and therefore properties, of the final
material through appropriate choiceof processing parameters such as
electrolyte composition, pH, temperature, current density, and
electrolyteagitation. While electrolytic processing is overall a
relatively mature technology for conventional materialsynthesis,
research over the past 20 years has shown that there are tremendous
new opportunities forelectrolytic processes in the general area of
nanotechnology. Several nanostructured materials producedby
electrolytic processes have already found application in industry,
and many more processes are veryclose to commercialization. The
outlook for electrolytic processing is excellent, and it is
expected thatmany of the questions regarding electrocrystallization
will be answered in the next few years through theextensive use of
powerful computational as well as nanoscale chemical and
microstructural analysis toolscurrently applied in the development
of electrolytic nanomaterials processing technologies.
References
[1] Vetter, K.J., Elektrochemische Kinetik, Springer Verlag,
Berlin, 1960.[2] Potter, E.C., Electrochemistry: Principles and
Applications, Cleaver Hume Press Ltd., London, 1961.[3] West, J.M.,
Electrodeposition and Corrosion Processes, Van Nostrand, London,
1965.[4] Raub, E. and Muller, K., Fundamentals of Metal Deposition,
Elsevier, New York, 1967.[5] Bockris, J.O.M. and Razumney, G.A.,
Fundamental Aspects of Electrocrystallization, Plenum Press,
New York, 1967.[6] Bockris, J.O.M. and Reddy, A.K.N., Modern
Electrochemistry, Vols. 2, Plenum Press, New York,
1970.[7] Bloom, H. and Gutmann, F., Electrochemistry The Past
Thirty and the Next Thirty Years, Plenum
Press, New York, 1977.[8] Bard, A.J. and Faulkner, L.R.,
Electrochemical Methods, Wiley & Sons, New York, 1980.[9]
Reiger, P.H., Electrochemistry, 2nd ed., Chapman and Hall, New
York, 1993.
[10] Bockris, J.O.M. and Khan, S.U.M., Surface Electrochemistry
A Molecular Level Approach, PlenumPress, New York, 1993.
[11] Valensi, G., Van Muylder, J., and Pourbaix, M., Atlas of
Electrochemical Equilibria in AqueousSolutions, Pergamon Press, New
York, 1966.
[12] Pourbaix, M., Lectures on Electrochemical Corrosion, Plenum
Press, New York, 1973.[13] Gorbunova, K.M. and Polukarov, Y.M.,
Electrodeposition of alloys, in Advances in Electrochemistry
and Electrochemical Engineering, Vol. 5, Tobias, C.W., Ed.,
Interscience Publishers, Wiley & Sons,New York, 249, 1967.
[14] Schlesinger, M. and Paunovic, M., Eds., Modern
Electroplating, John Wiley & Sons Inc., New York,2000.
[15] Andricacos, P.C. et al., Eds., Electrochemical synthesis
and modification of materials, Mat. Res.Soc. Symp. Proc., 451,
1997.
[16] Merchant, H., Ed., Defect Structure, Morphology and
Properties of Deposits, TMS, Warrendale, PA,1344, 1995.
[17] Stivison, D.S., Ed., Metal Finishing 2004 Guidebook and
Directory, Elsevier, New York, 2004.
2007 by Taylor & Francis Group, LLC
-
Electrolytic Processes 22-27
[18] Wood, W.G., Ed., Metals Handbook 9th ed., Vol. 5: Surface
Cleaning, Finishing and Coating,American Society for Metals, Metals
Park, OH, 1982.
[19] Brenner, A., Electrodeposition of Alloys: Principles and
Practice, Academic Press, New York, 1963.[20] Boyer, H.E. and Gall,
T.L., Eds., Metals Handbook Desk Edition, American Society for
Metals,
Metals Park, OH, 1985.[21] Safranek, W.H., The Properties of
Electrodeposited Metals and Alloys, 2nd ed., American
Electroplaters and Surface Finishers Society, Orlando, FL,
1986.[22] Dennis, J.K. and Such, T.E., Nickel and Chromium Plating,
John Wiley & Sons, New York, 1992.[23] Dini, J.W.,
Electrodeposition, Noyes Publ., Park Ridge, NJ, 1993.[24] Paunovic,
M. and Schlesinger, M., Fundamentals of Electrochemical Deposition,
John Wiley & Sons,
New York, 1998.[25] Andricacos, P.C. and Romankiw, L.T.,
Magnetically soft materials: Their properties and elec-
trochemistry, in Advances in Electrochemical Science and
Engineering, Vol., 3, Gerischer, H. andTobias, C.W., Eds., VCH,
Basel, Switzerland, 227, 1994.
[26] Celis, J.P., Roos, J.R., and Buelens, C., A mathematical
model for the electrolytic codeposition ofparticles with a metallic
matrix, J. Electrochem. Soc., 134, 1402, 1987.
[27] Gomas, W.P. and Goossens, H.H., Electrochemistry of IIIV
compound semiconductors, inAdvances in Electrochemical Science and
Engineering, Vol., 3, Gerischer, H. and Tobias, C.W., Eds.,VCH,
Basel, Switzerland, 1, 1994.
[28] Okinaka, Y. and Osaka, T., Electroless deposition process:
fundamentals and applications, inAdvances in Electrochemical
Science and Engineering, Vol., 3, Gerischer, H. and Tobias, C.W.,
Eds.,VCH, Basel, Switzerland, 55, 1994.
[29] Mollory, G.O. and Hajdu, J.B., Eds., Electroless Plating:
Fundamentals and Applications, AmericanElectroplaters and Surface
Finishers Society, Orlando, FL, 1990.
[30] Evans, U.R., The Corrosion and Oxidation of Metals, Edwards
Arnold Publ. Ltd., London, 241,1960.
[31] Wang, Y.M., Kuo, H.H., and Kia, S., Effect of alloy types
on the gloss of anodized aluminum, Plat.Surf. Fin., 91, 34,
2004.
[32] ASTM Special Technical Publication No. 318, Electroforming
Applications, Uses and Propertiesof Electroformed Metals, American
Society for Testing and Materials, Philadelphia, PA, 1962.
[33] Watson, S.A., Applications of Electroforming, NDI Technical
Series No. 10 054, Nickel DevelopmentInstitute, Toronto, Ontario,
1989.
[34] Parkinson, R., Electroforming A Unique Metal Fabrication
Process, NDI Technical Series No. 10085, Nickel Development
Institute, Toronto, Ontario, 1998.
[35] Parkinson, R., Nickel Plating and Electroforming, NDI
Technical Series No. 10 088, NickelDevelopment Institute, Toronto,
Ontario, 2001.
[36] Lyshevski, S.E., MEMS and NEMS, CRC Press, Boca Raton, FL,
410, 2002.[37] Lyshevski, S.E., Nano- and Microelectromechanical
Systems, CRC Press, Boca Raton, FL, 1, 2001.[38] Lehmkuhl, H.,
Mehler, K., and Landau, U., The principles and techniques of
electro-
lytic aluminium deposition and dissolution in organoaluminum
electrolytes, in Advances inElectrochemical Science and
Engineering, Vol. 3, Gerischer, H. and Tobias, C.W., Eds.,
VCH,Basel, Switzerland, 163, 1994.
[39] Delimarskii, I.U.K. and Markov, B.F., Electrochemistry in
Fused Salts, The Sigma Press, Washington,1961.
[40] Mamantor, G. et al., Eds., Molten Salts, Proceedings Vol.
87-7, The Electrochemical Society Inc.,Pennington, NJ, 1987.
[41] Sadoway, D.R., Inert anodes for the Hall-Hroult cell, JOM,
53, 34, 2001.[42] Kear, B.H., Tsakalakos, T., and Siegel, R.W.,
Eds., Materials with ultrafine microstructures,
Nanostruct. Mater., 1, 1106, 1992.[43] Komarneni, S., Parker,
J.C., and Thomas, G.J., Eds., Nanophase and nanocomposite
materials,
Mater. Res. Soc. Symp. Proc., 286, 1459, 1993.
2007 by Taylor & Francis Group, LLC
-
22-28 Materials Processing Handbook
[44] Yacaman, M.J., Tsakalakos, T., and Kear, B.H., First
international conference on nanostructuredmaterials, Nanostruct.
Mater., 3, 1518, 1993.
[45] Schaefer, H.E. et al., Eds., Second international
conference on nanostructured materials,Nanostruct. Mater., 6,
11026, 1995.
[46] Suryanarayana, C., Singh, J., and Froes, F.H., Eds.,
Processing and Properties of NanocrystallineMaterials, TMS,
Warrendale, PA, 1496, 1996.
[47] Komarneni, S., Parker, J.C., Wollenberger, H.J., Eds.,
Nanophase and nanocomposite materials II,Mater. Res. Soc. Symp.
Proc., 457, 1588, 1997.
[48] Trudeau, M.L. et al., Eds., Third international conference
on nanostructured material, Nanostruct.Mater., 9, 1771, 1997.
[49] Ma, E. et al., Eds., Chemistry and Physics of
Nanostructures, TMS, Warrendale, PA, 1241, 1997.[50] Muhammed, M.
and Rao, K.V., Eds., Fourth international conference on
nanostructured materials,
Nanostruct. Mater., 12, 11188, 1999.[51] Inoue, A. et al., Eds.,
Fifth international conference on nanostructured materials, Scripta
Mater.,
44, 11612372, 2001.[52] Shaw, L.L., Suryanarayana, C., and
Mishra, R.S., Eds., Processing and Properties of Structural
Nanomaterials, TMS, Warrendale, PA, 1222, 2003.[53] Erb, U.,
Aust, K.T., and Palumbo, G., Electrodeposited nanocrystalline
materials, in Nano-
structured Materials, Koch, C.C., Ed., Noyes Publ./William
Andrew Publ., Norwich, NY, 179,2002.
[54] Palumbo, G., Gonzalez, F., Tomantschger, K., Erb, U., and
Aust, K.T., Nanotechnologyopportunities of electroplating
industries, Plat. Surf. Finish., 90, 36, 2003.
[55] Palumbo, G., McCrea, J., and Erb, U., Applications of
electrodeposited nanostructures, in Encyc-lopedia of Nanoscience
and Nanotechnology, Nalwa, H.S., Ed., American Scientific
Publishers,Stevenson Ranch, CA, Vol. 1, 89, 2004.
[56] McMahon, G. and Erb, U., Structural transitions in
electroplated NiP alloys, J. Mater. Sci. Lett.,8, 885, 1989.
[57] McMahon, G. and Erb, U., Bulk amorphous and nanocrystalline
NiP alloys by electroplating,Microstruct. Sci., 17, 447, 1989.
[58] Erb, U. and El-Sherik, A., Nanocrystalline Materials and
Process of Producing the Same, U.S. PatentNo. 5,352,266, 1994.
[59] Cheung, C., Erb, U., and Palumbo, G., Nanostructure
synthesis by electrodeposition, in Processingand Fabrication of
Advanced Materials, Srivatsan, T.S. and Varin, R.A., Eds., ASM
International,Materials Park, OH, 2004.
[60] Gonzalez, F. et al., Electrodeposited nanostructured nickel
for in-situ nuclear steam generatorrepair, Mater. Sci. Forum, 225,
831, 1996.
[61] Palumbo, G. et al., In-situ steam generator repair using
electrodeposited nanocrystalline nickel,Nanostruct. Mater., 9, 736,
1997.
[62] Erb, U. et al., Grain size effects in nanocrystalline
electrodeposits, in Processing and Properties ofStructural
Nanomaterials, Shaw, L.L. et al., Eds., TMS, Warrendale, PA, 109,
2003.
[63] Koch, C.C. and Scattergood, R.O., Grain size distribution
and mechanical properties of nano-structure materials, in
Processing and Properties of Structural Nanomaterials, Shaw, L.L.
et al., Eds.,TMS, Warrendale, PA, 45, 2003.
[64] Integran Technologies Inc., Toronto, unpublished data.[65]
Zimmerman, A.F. et al., Mechanical properties of nickel silicon
carbide nanocomposites, Mater.
Sci. Eng., A328, 137, 2002.[66] Erb, U., Palumbo, G., and Aust,
K.T., Electrodeposited nanostructured films and coatings, in
Nanostructured Films and Coatings, Chow, G.M. et al., Eds., NATO
Science Series 3, Vol. 78,Kluwer Academic Publ., Dordrecht, The
Netherlands, 11, 2000.
2007 by Taylor & Francis Group, LLC
-
Electrolytic Processes 22-29
[67] Paunovic, M., Schlesinger, M., and Weil, R., Fundamental
considerations, in Modern Elec-troplating, Schlesinger, M. and
Paunovic, M., Eds., John Wiley and Sons, New York, 37,2000.
[68] Switzer, J.A., Electrochemical architecture of ceramic
nanocomposites, Nanostruct. Mater., 1, 43,1992.
[69] Aizawa, M. et al., Silver nano-inukshuks on germanium, Nano
Lett., 5, 815, 2005.[70] Hsiao, G.S. et al., Hybrid
electrochemical/chemical synthesis of supported luminescent
semicon-
ductor nanocrystallites with size selectivity: Copper (I)
iodide, J. Am. Chem. Soc., 119, 1439,1997.
[71] Hempelmann, R. and Natter, H., German Patent, DE
198-40-841, 1998.[72] Dierstein, A. et al., Electrochemical
deposition under oxidizing conditions: EDOC, Scripta Mater.,
44, 2209, 2001.[73] Al Malawi, D. et al., Electrochemical
fabrication of metal and semiconductor nanowire arrays,
in Nanostructured Materials in Electrochemistry, Searson, P.C.
and Meyer, G.J., Eds., TheElectrochemical Society, Inc.,
Pennington, NJ, 262, 1995.
[74] Masuda, H. and Fukuda, K., Ordered metal nanohole arrays
made by a 2-step replication ofhoneycomb structures of anodic
alumina, Science, 268, 1466, 1995.
[75] Sawitowski, T., Beyer, N., and Schulz, F., Bio-inspired
antireflective surfaces by imprinting pro-cesses, in The Nano-Micro
Interface, Fecht, H.J. and Werner, M., Eds., Wiley VCH,
Weinheim,Germany, 263, 2004.
[76] Ku, J.-R. et al. Fabrication of nanocables by
electrochemical deposition inside metal nanotubes,J. Am. Chem.
Soc., 126, 15022, 2004.
2007 by Taylor & Francis Group, LLC
Chapter 22: Electrolytic ProcessesAbstract22.1 Introduction22.2
Background22.2.1 Electromotive Force and Driving Force for
Electrolytic Reactions22.2.2 Activity, Concentration, and
Temperature Dependence; Pourbaix Diagrams22.2.3 Activation
Overpotential and Tafel Relationship22.2.4 Limiting Current
Density, Nernst Diffusion Layer, Reaction Kinetics22.2.5 Other
Factors Contributing to Overpotential: Hydrogen Overvoltage22.2.6
Electrocrystallization
22.3 Surface Finishing22.3.1 Electrodeposition22.3.1.1 Pure
Metals22.3.1.2 Alloy Deposits22.3.1.3 Composite Deposits22.3.1.4
Semiconductors
22.3.2 Electroless Deposition22.3.3 Displacement
Deposition22.3.4 Chemical Conversion22.3.4.1 Antiquing of Brass,
Copper, and Bronze22.3.4.2 Phosphating22.3.4.3 Chromate Conversion
Coatings22.3.4.4 Blackening of Ferrous Metals
22.3.5 Anodizing
22.4 Direct Manufacturing Using Electrolytic Processing22.4.1
Large-Scale Manufacture22.4.2 Small-Scale Manufacture
22.5 Primary Metal Production22.5.1 Electrowinning and
Electrorefining22.5.2 Molten Salt Electrolysis
22.6 Electrolytic Processing of Nanostructures22.6.1 Monolithic
Bulk Metal Nanostructures22.6.2 Structurally Graded
Nanomaterials22.6.3 Nanocomposites22.6.4 CMA Nanostructures22.6.5
Nanocrystalline Particles22.6.6 Nanocrystalline Oxide Powders22.6.7
Template Nanotechnology by Anodizing
22.7 ConclusionsReferences