Embed Size (px)
Citation preview

Электродуговая сварка
Сварка
СВАРКА-общее название более 50 разных технологических процессов создания неразъемного соединения металлических деталей. Один из старейших способов сварки, в настоящее время редко применяемый, – кузнечная сварка, при которой соединение деталей осуществляется за счет их совместного деформирования. Современные процессы сварки – электродуговая, газовая сварка, сварка сопротивлением, и др. – основаны на местном сплавлении соединяемых деталей.
ЭЛЕКТРОДУГОВАЯ СВАРКА
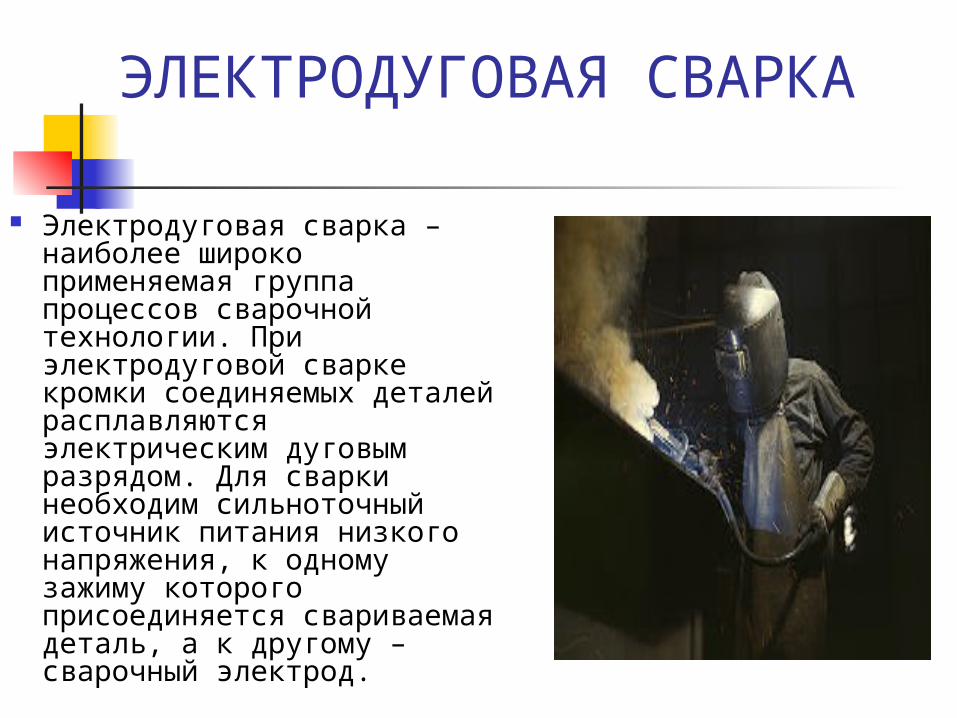
Электродуговая сварка – наиболее широко применяемая группа процессов сварочной технологии. При электродуговой сварке кромки соединяемых деталей расплавляются электрическим дуговым разрядом. Для сварки необходим сильноточный источник питания низкого напряжения, к одному зажиму которого присоединяется свариваемая деталь, а к другому – сварочный электрод.
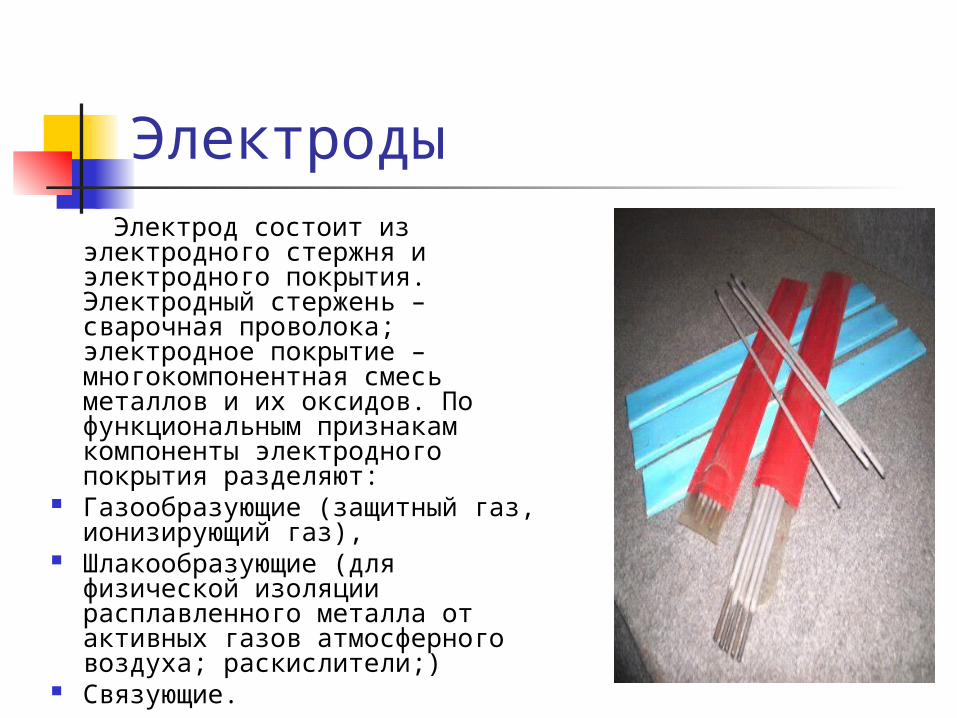
Электроды Электрод состоит из
электродного стержня и электродного покрытия. Электродный стержень – сварочная проволока; электродное покрытие – многокомпонентная смесь металлов и их оксидов. По функциональным признакам компоненты электродного покрытия разделяют:
Газообразующие (защитный газ, ионизирующий газ),
Шлакообразующие (для физической изоляции расплавленного металла от активных газов атмосферного воздуха; раскислители;)
Связующие.
Зажигание сварочной дуги
Перед зажиганием (возбуждением) дуги следует установить необходимую силу сварочного тока, которая зависит от марки электрода, типа сварного соединения, положения шва в пространстве и др.
Зажигание (возбуждение) производиться двумя способами. При первом способе электрод подводят перпендикулярно к месту начала сварки и после сравнительно легкого прикосновения к изделию отводят верх на расстояние 25 мм. Второй способ напоминает процесс, зажигая спички. При обрыве дуги повторное зажигание ее осуществляется впереди кратера на основном металле с возвратом к наплавленному металлу для вывода на поверхность загрязнений, скопившихся в кратере. После этого сварку ведут в нужном направлении.
Применение того или иного способа зажигания дуги зависит от условий сварки и от навыка сварщика.
Виды электродуговой сварки
Сопротивление электрической дуги больше, чем сопротивление сварочного электрода и проводов, поэтому бо=льшая часть тепловой энергии электрического тока выделяется именно в плазму электрической дуги. Этот постоянный приток тепловой энергии поддерживает плазму (электрическую дугу) от распада.
Выделяющееся тепло (в том числе за счёт теплового излучения из плазмы) нагревает торец электрода и оплавляет свариваемые поверхности, что приводит к образованию сварочной ванны — объёма жидкого металла. В процессе остывания и кристаллизации сварочной ванны образуется сварное соединение. Основными разновидностями электродуговой сварки являются: ручная дуговая сварка, сварка неплавящимся электродом, сварка плавящимся электродом, сварка под флюсом, электрошлаковая сварка.
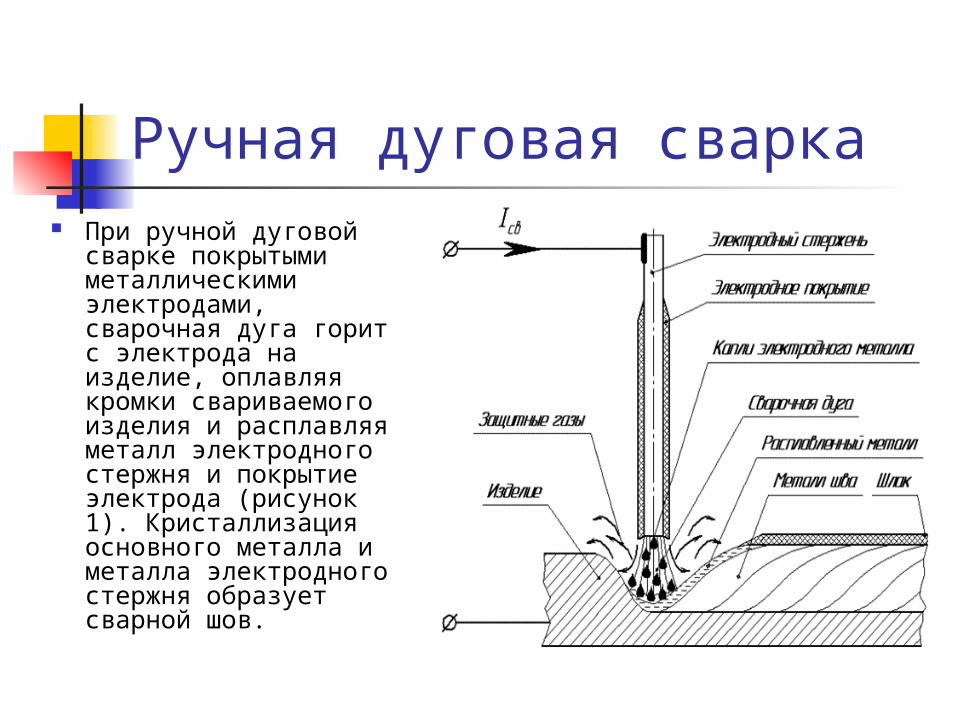
Ручная дуговая сварка При ручной дуговой
сварке покрытыми металлическими электродами, сварочная дуга горит с электрода на изделие, оплавляя кромки свариваемого изделия и расплавляя металл электродного стержня и покрытие электрода (рисунок 1). Кристаллизация основного металла и металла электродного стержня образует сварной шов.
Ручная дуговая сварка
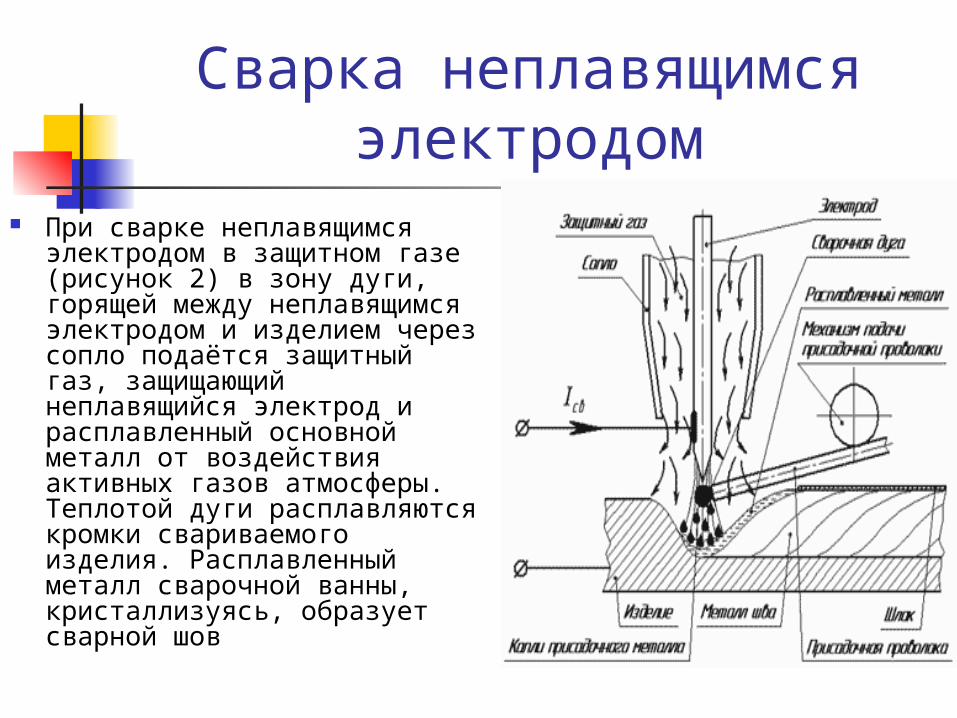
Сварка неплавящимся электродом
При сварке неплавящимся электродом в защитном газе (рисунок 2) в зону дуги, горящей между неплавящимся электродом и изделием через сопло подаётся защитный газ, защищающий неплавящийся электрод и расплавленный основной металл от воздействия активных газов атмосферы. Теплотой дуги расплавляются кромки свариваемого изделия. Расплавленный металл сварочной ванны, кристаллизуясь, образует сварной шов

Сварка неплавящимся электродом

Сварка плавящимся электродом
При сварке плавящимся электродом в защитном газе в зону дуги, горящей между плавящимся электродом (сварочной проволокой) и изделием через сопло подаётся защитный газ, защищающий металл сварочной ванны, капли электродного металла и закристаллизовавшийся металл от воздействия активных газов атмосферы. Теплотой дуги расплавляются кромки свариваемого изделия и электродная (сварочная) проволока. Расплавленный металл сварочной ванны, кристаллизуясь, образует сварной шов.

Сварка плавящимся электродом
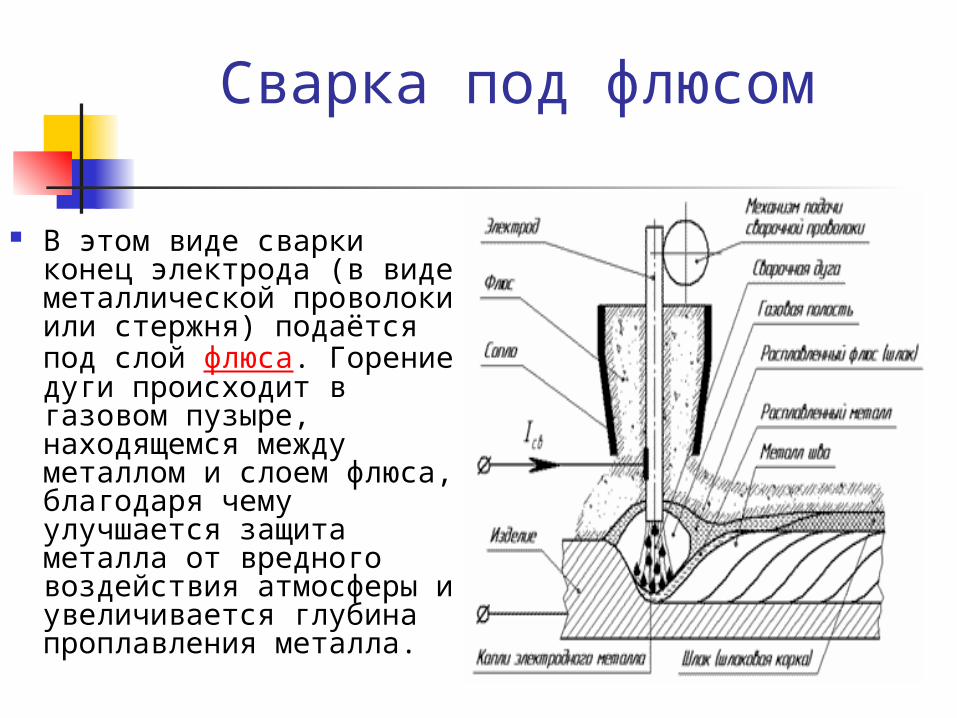
Сварка под флюсом
В этом виде сварки конец электрода (в виде металлической проволоки или стержня) подаётся под слой флюса. Горение дуги происходит в газовом пузыре, находящемся между металлом и слоем флюса, благодаря чему улучшается защита металла от вредного воздействия атмосферы и увеличивается глубина проплавления металла.

Дуговая сварка под флюсом
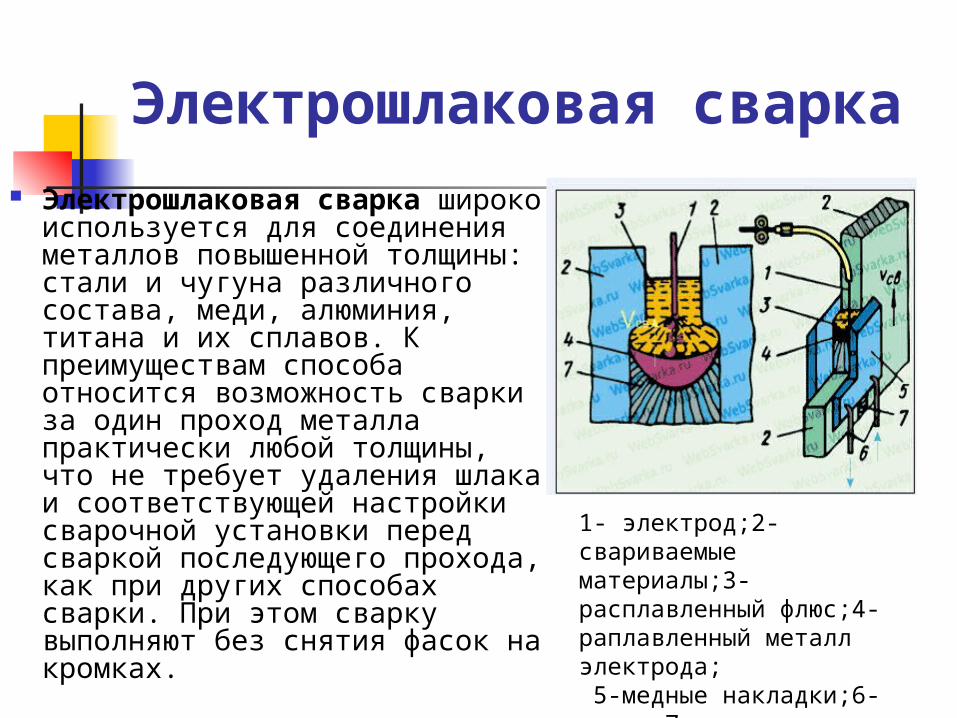
Электрошлаковая сварка
Электрошлаковая сварка широко используется для соединения металлов повышенной толщины: стали и чугуна различного состава, меди, алюминия, титана и их сплавов. К преимуществам способа относится возможность сварки за один проход металла практически любой толщины, что не требует удаления шлака и соответствующей настройки сварочной установки перед сваркой последующего прохода, как при других способах сварки. При этом сварку выполняют без снятия фасок на кромках.
1- электрод;2-свариваемые материалы;3-расплавленный флюс;4-раплавленный металл электрода; 5-медные накладки;6-вода; 7-шов














![TARGET COMPLEX FOR ISOTOPE PRODUCTION ON THE … · titanium and its alloys (Svarka titana I yego splavov). Moscow: Mashgiz, 1959 (In russian) [3] . . Mkhitaryan, Aero-Hydrodynamics](https://img.pdfslide.net/doc/110x75/5f4c3115f54cf0674e166936/target-complex-for-isotope-production-on-the-titanium-and-its-alloys-svarka-titana.jpg)














