Elementos para la construcción de maquinaria.
Uniones por soldadura
Tema 2UNIONES POR SOLDADURA1. GENERALIDADESLas estructuras se
forman mediante conjuntos de chapas o perfiles unidos entre s con
enlaces capaces de soportar los esfuerzos que se transmiten entre
las piezas.El objeto principal de la unin es el de asegurar la
mejor continuidad de las piezas, continuidad que ser ms perfecta
cuanto ms uniforme sea la transmisin del esfuerzo.La transmisin de
esfuerzos en las uniones se hace en muchas ocasiones de modo
indirecto, ya que para pasar el esfuerzo de una pieza a otra se la
obliga previamente a desviarse de su trayectoria normal. En el caso
de soldadura a tope, la transmisin es directa.
2. DIFERENTES TIPOS DE UNIONES POR SOLDADURASe llama soldadura a
la unin de dos piezas metlicas de igual o parecida composicin, de
forma que la unin quede rgida y estanca.Esto se consigue bien por
el efecto de fusin que proporciona la aportacin de calor, bien por
la aportacin de otro metal de enlace o por la combinacin de ambos
efectos.
Existen cerca de cuarenta sistemas de soldar, pero el ms
importante para las estrucuras metlicas es el sistema de soldadura
por fusin.En las soldaduras por fusin el calor proporcionado funde
los extremos de las piezas y al solidificar se produce la
unin.Existen diferentes tipos de soldadura por fusin, pero los ms
utilizados son dos: Soldadura autgena
Soldadura por arco elctrico, que es la que se utiliza en
estructuras metlicas.29
Uniones por soldadura
2.1. SOLDADURA AUTOGENAEn la soldadura autgena el calor lo
proporciona una llama producida por la combustin de una mezcla de
acetileno y oxgeno, en la proporcin 1:1, que se hace arder a la
salida de una boquilla. La temperatura alcanzada en la llama es de
unos 1300
C. El calor producido funde los extremos a unir, con lo que se
obtiene, despus de la solidificacin, un enlace homogneo.Aunque este
tipo de soldadura todava se utiliza en los talleres mecnicos, no es
correcta su utilizacin en uniones sometidas a esfuerzos, ya que por
efecto de la temperatura se provocan unas tensiones residuales muy
elevadas, siendo en general ms lenta y cara que la soldadura por
arco.De todas formas, cuando el soplete oxiacetilnico se utiliza en
la soldadura de piezas, se le suele completar con un alambre de
material de aportacin que se funde al mismo tiempo que los bordes
de las piezas, formando en conjunto el cordn de soldadura.
El tamao de la boquilla del soplete es aproximadamente igual que
el espesor de las chapas a unir.2.2. SOLDADURA POR ARCO ELECTRICOLa
soldadura por arco se basa en que si a dos conductores en contacto
se les somete a una diferencia de potencial, establecemos entre
ambos una corriente.Si posteriormente se les separa, provocamos una
chispa, cuyo efecto es ionizar el gas o el aire que la rodea,
permitiendo as el paso de la corriente, a pesar de no estar los
conductores en contacto.Con esto lo que hacemos es crear entre
ellos un arco elctrico por transformacin de la energa elctrica en
energa luminosa y calorfica.El calor provocado por el arco no slo
es intenso, sino que adems est muy localizado, lo que resulta ideal
para la operacin de soldar. Las temperaturas alcanzadas son del
orden de 3500C.
En el circuito elctrico formado por los electrodos y el arco, la
intensidad de corriente depende de la tensin y de la resistencia
del circuito. Si los electrodos se acercan o se separan variar la
resistencia y la intensidad y, por lo tanto, la energa se
transformar en calor, con lo que la soldadura no ser
uniforme.30
Uniones por soldadura
Desde el punto de vista prctico quiere decir que para obtener
soldadurasuniformes es imprescindible mantener constante la
separacin de los electrodos duranteel proceso del soldeo.Los
procedimientos de soldadura en arco pueden agruparse en tres: Con
electrodos de carbono.
Con electrodos de tungsteno en atmsfera de hidrgeno (soldadura
al hidrgeno atmico). Soldadura con electrodo metlico.a). Soldadura
con electrodo de carbono.No se utiliza en la estructura metlica. El
arco salta entre un electrodo de carbn yla pieza a soldar.Se
complementa con metal de aportacin.
b). Soldadura con electrodo de tungsteno.El arco salta entre dos
electrodos de tungsteno en atmsfera de hidrgeno. El calor del arco
disocia las molculas de hidrgeno, que vuelven a soldarse al
contacto con las piezas a soldar, desprendiendo una gran cantidad
de calor.Este calor funde las piezas y permite que se efecte la
soldadura en ausencia del oxgeno y el nitrgeno del aire.c).
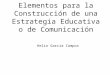
Soldadura con electrodo metlico revestido.Es el procedimiento de
unin normalmente utilizado en la construccin metlica, pudiendo
afirmarse sin titubeos que el gran desarrollo de la construccin
metlica actualse debe en gran parte a este sistema.La unin se
consigue al provocar un arco elctrico entre las piezas a unir y un
electrodo que sirve de material de aportacin.El operario establece
un contacto inicial entre el electrodo y la pieza a soldar(llamada
trabajo), con lo que se inicia un flujo de corriente.A continuacin
se retira ligeramente el electrodo y se establece un arco, que
fundeel electrodo y los bordes de la pieza a unir, formndose el
cordn de soldadura.31
Uniones por soldadura
Figura1: Soldadura con electrodo metlico revestido.La soldadura
en arco, tal como hoy se entiende, se inici en Suecia a principios
de siglo, cuando Kjellber invent el electrodo revestido.
Hasta entonces los electrodos se fabricaban con varillas de
acero extrasuave simplemente. En estas condiciones, el metal
fundido, sin proteccin alguna, reacciona libremente con el oxgeno y
el nitrgeno del aire, convirtindose al enfriar en un metal frgil.La
idea de Kjellber consisti en recubrir los electrodos con una pasta
de polvo y aglomerante, de forma que al fundir se forme una escoria
protectora, que impida el acceso del aire al bao de metal
fundido.El recubrimiento de los electrodos est constitudo
generalmente por xidos minerales, carbonatos, silicatos o diversos
compuestos orgnicos.Adems del efecto protector del material
fundido, el revestimiento proporciona las siguientes ventajas:
* Al ser menos fusible que el metal del electrodo, forma una
especie de vaina alrededor del arco, que facilita su direccin y
evita la formacin de arcos secundarios. Tambin se ioniza mejor el
aire que rodea la zona a soldar.* Permite realizar las llamadas
soldaduras de gran penetracin gracias a que se puede utilizar ms
intensidad de corriente con ciertos tipos de electrodos, llamados
electrodos de gran penetracin, aumentando la zona fundida y
evitando con esto el que tengamos que preparar los bordes de
algunas piezas.* Gracias a la proteccin de la escoria fundida, el
enfriamiento de la soldadura se hace con mayor lentitud, evitando
tensiones internas.Los principales tipos de revestimiento de los
electrodos son los siguientes:32
Uniones por soldadura
TABLA 1Principales tipos de revestimiento de los electrodos
Tipo de revestimientoPocentaje de nitrgenoVolumen de Hpor 100
g/cm3
Acido0.0349.0
Bsico0.0152.5
Celulsico0.02815.0
Oxidante0.0351.5
Rutilo0.02512.0
En la Tabla 1 se puede observar el efecto protector de cada tipo
de electrodo. Enella se indica el porcentaje aproximado de nitrgeno
absorbido por la soldadura y el volumen de hidrgeno absorbido por
100 gramos de metal depositado.As mismo, puede observarse que el
revestimiento bsico es el que proporciona la mejor proteccin y, por
tanto, dar soldaduras de mayor calidad. En contraposicin, el
electrodo bsico es el ms difcil de fundir.Los dimetros ms normales
de electrodos son, en milmetros: 2, 2.5, 3.25, 4, 5,6.3, 8, 10 y
12.
La eleccin del dimetro del electrodo depende del espesor del
cordn de soldadura que requiere depositar, siendo la intensidad de
corriente necesaria funcin de este dimetro.
3. MANANTIALES DE CORRIENTELa corriente a utilizar puede ser
continua o alterna. La capacidad de corriente necesaria en la
salida para realizar un trabajo depende del espesor del metal que
se vaya a soldar y del dimetro del electrodo.La corriente continua
permite una seleccin ms amplia de electrodos y escalas de corriente
con arco ms estable, por lo que suele preferirse para trabajos en
posiciones difciles y chapas finas.Con corriente continua, los dos
tercios del calor los proporciona el polo positivo yel tercio
restante el polo negativo. Los electrodos de fusin difcil, como los
electrodos bsicos, se funden mejor conectndolos al polo positivo.La
corriente alterna consume menos energa y produce menos
salpicaduras. Tambin los transformadores requieren menos
mantenimiento que las dinamos. La33
Uniones por soldadura
corriente alterna se usa donde hay problemas de soplo del arco y
en trabajos desoldadura en posicin plana con chapas gruesas.4. EL
CORDON DE SOLDADURAEl cordn de soldadura tiene tres partes bien
diferenciadas (figura 2).Figura 2: Partes del cordn de
soldadura.a). Zona de soldadura: Es la zona central, que est
formada fundamentalmente por el metal de aportacin.b). Zona de
penetracin. Es la parte de las piezas que ha sido fundida por los
electrodos.
La mayor o menor profundidad de esta zona define la pentracin de
la soldadura. Una soldadura de poca penetracin es una soldadura
generalmente defectuosa.c). Zona de transicin. Es la ms prxima a la
zona de penetracin.Esta zona, aunque no ha sufrido la fusin, s ha
soportado altas temperaturas, quela han proporcionado un
tratamiento trmico con posibles consecuencias desfavorables,
provocando tensiones internas.Las dimensiones fundamentales que
sirven para determinar un cordn de soldadura son la garganta y la
longitud.La garganta (a) es la altura del mximo tringulo issceles
cuyos lados iguales estn contenidos en las caras de las dos piezas
a unir y es inscribible en la seccin transversal de la
soldadura.34
Uniones por soldadura
Se llama longitud eficaz (l) a la longitud real de la soldadura
menos los crteresextremos. Se admite que la longitud de cada crter
es igual a la garganta.l eficaz l geomtrica 2 aFigura 3:
Dimensiones fundamentales de una soldadura.5. CLASIFICACION DE LOS
CORDONES DE SOLDADURALos cordones de soldadura se pueden
clasificar: Por la posicin geomtrica de las piezas a unir.*
Soldaduras a tope (figura 4)
* Soldaduras en ngulo (figura 5) Por la posicin del cordn de
soldadura respecto al esfuerzo (figura 6)* Cordn frontal
* Cordn lateral* Cordn oblicuo Por la posicin del cordn de
soldadura durante la operacin de soldar (figura 7)* Cordn plano (se
designa con H)* Cordn horizontal u horizontal en ngulo (se designa
por C).* Cordn vertical (se designa con V)
* Cordn en techo o en techo y en ngulo (se designa con T)35
Uniones por soldadura
Figura 4: Soldaduras a tope.Figura 5: Soldaduras en ngulo.36
Uniones por soldadura
Figura 6: Clasificacin de los cordones de soldadura respecto al
esfuerzo.Figura 7: Clasificacin de los cordones de soldadura segnsu
posicin durante la posicin de soldar.6. PRESCRIPCIONES DE NBE EA-95
PARA UNIONES DE FUERZA SOLDADURAS A TOPE- Deben ser continuas en
toda la longitud y de penetracin completa.- Debe sanearse la raz
antes de depositar el primer cordn de la cara posterior o el cordn
de cierre.
- Cuando no sea posible el acceso por la cara posterior debe
conseguirse penetracin completa.- Cuando se unan piezas de distinta
seccin debe adelgazarse la mayor con pendientes inferiores al
25%.37
Uniones por soldadura
Figura 8. Soldaduras a tope. SOLDADURAS EN ANGULO- La garganta
de una soldadura en ngulo que une dos perfiles de espesores e1e2no
debe sobrepasar el valor mximo de la Tabla 2, que corresponde al
valor e1 y no debeser menor que el mnimo correspondiente al espesor
e2 , y siempre que este valor mnimono sea mayor que el valor mximo
para e1.Figura 9: Soldaduras en ngulo.- La longitud eficaz l de una
soldadura lateral en ngulo con esfuerzo axial debe estar
comprendida entre los siguientes valores:Valor mnimo: l 15al bValor
mximo:l 60al 12bFigura 10: Longitud eficaz de una soldadura
lateral.38
Uniones por soldadura
TABLA 2Valores lmite de la garganta de una soldadura en ngulo en
una unin de fuerza
Espesorde la pieza (mm)Garganta a
Valor mximo(mm)Valor mnimo (mm)
4.0- 4.24.3- 4.95.0- 5.65.7- 6.36.4- 7.02.53
3.54
4.52.52.52.52.52.5
7.1- 7.77.8- 8.48.5- 9.19.2- 9.910.0-10.65
5.56
6.573
3
3.53.54
10.7-11.311.4-12.012.1-12.712.8-13.413.5-14.17.58
8.59
9.54
4
4.54.55
14.2-15.515.6-16.917.0-18.318.4-19.719.8-21.210
11
12
13
145
5.55.56
6
21.3-22.622.7-24.024.1-25.425.5-26.826.9-28.215
16
17
18
196.56.57
7
7.5
28.3-31.131.2-33.934.0-36.020
22
247.58
8
Exceptuando los casos de uniones sometidas a cargas dinmicas, o
estructurasexpuestas a la intemperie o ambientes agresivos, o
temperaturas inferiores a 0C, o bienen uniones estancas, las
uniones longitudinales de dos piezas podrn realizarse mediante
soldaduras discontinuas.Las uniones discontinuas pueden ser
correspondientes o alternadas.En estos casos, los valores lmites
recomendados por la NBE EA-95 para l y s son los siguientes:39
Uniones por soldadura
Figura 11: Uniones longitudinales discontinuas.Valor mnimo: l
15al 40 mmValor mximo:s 15e. Para barras comprimidas.s 25e. Para
barras a traccin. s 300 mm. En todo caso.
siendo e el espesor mnimo de los perfiles unidos.7.
RECOMENDACIONES PARA LA EJECUCION DE CORDONES.Durante el soldeo
proporcionamos calor que se propaga a lo largo y ancho de las
piezas, producindose:a). Un enfriamiento ms o menos rpido de las
partes de las piezas en las que la temperatura ha superado la del
punto crtico del acero.b). Contracciones de las zonas calentadas al
enfriarse posteriormente.La velocidad de enfriamiento de la pieza
tiene un efecto importante sobre la modificacin de la estructura
cristalina del metal, lo cual se traduce en una modificacinde sus
caractersticas mecnicas y, en especial, en un aumento de su
fragilidad.Las contracciones, si operasen sobre piezas con libertad
de movimiento, slo proporcionaran deformaciones, pero como las
piezas tendrn ligaduras, nos aparecern, adems, tensiones internas,
que sern mayores a medida que la produccin de calor sea mayor o, lo
que es equivalente, a medida que las piezas sean ms gruesas.40
Uniones por soldadura
Las deformaciones que nos aparecen pueden dividirse en
deformaciones lineales ydeformaciones angulares.Podemos eliminar
estas deformaciones y tensiones internas si seguimos las siguientes
indicaciones:Soldaduras de cordones mltiplesSe recomienda en NBE
EA-95 que una soldadura de varios cordones se realice depositando
stos en el orden de la figura 12. El ltimo cordn conviene que sea
ancho para que la superficie de la soldadura sea lisa.Figura 12:
Recomendaciones para la ejecucin de soldaduras de cordones
mltiples.Soldaduras continuasCuando la longitud de la soldadura no
sea superior a 500 mm se recomienda que cada cordn se empiece por
un extremo y se siga hasta el otro sin interrupcin en la misma
direccin.Cuando la longitud est comprendida entre 500 y 1000 mm se
recomienda empezar por el centro de cada direccin.Figura 13:
Soluciones para un slo soldador.Figura 14: Soluciones para dos
soldadores trabajando al tiempo.41
Uniones por soldadura
Los cordones de soldadura de longitud superior a 1000 mm es
convenientehacerlos en paso de peregrino, sistema del cual se dan
diversas soluciones en las figuras 13 y 14.Uniones planas con
soldaduras cruzadasSe recomienda ejecutar en primer lugar las
soldaduras transversales (figura 15).
Figura 15: Uniones planas con soldaduras cruzadas.Uniones en
ngulo con soldaduras cruzadasCuando slo son dos los cordones que se
cruzan (figura 16) debe seguirse la disposicin a), ya que aunque
parece que la disposicin b) evita las tracciones biaxiales,el
efecto de entalla es ms desfavorable que la propia biaxialidad de
tracciones.Figura 16: Uniones en ngulo con soldaduras cruzadas (dos
cordones).Cuando se trata de tres cordones (figura 17), el efecto
de traccin triaxial y su consecuente peligro de rotura frgil
recomienda que se utilice la configuracin a), en lugar de la b), a
pesar del efecto de entalla, aunque la mejor solucin es evitar la
concurrencia de tres cordones en un punto.
42
Uniones por soldadura
Figura 17: Uniones en ngulo con soldaduras cruzadas (tres
cordones).8. CALCULO DE LOS CORDONES DE SOLDADURANormativa:NBE
EA-95. Soldaduras a topeLa norma NBE EA-95 especifica que las
soldaduras a tope realizadascorrectamente no requieren clculo
alguno. Soldaduras en nguloSe asimila el cordn de soldadura a un
tringulo issceles (figura 18) y se tomacomo seccin de clculo la
definida por la altura a del tringulo issceles, por ser la seccin
menor.Figura 18: Tringulo issceles que define el cordn de
soldadura.Tambin se acepta que las tensiones son constantes a lo
largo del plano definido por la altura a (figura 19) y cuya
superficie es al, siendo l la longitud del cordn de soldadura.
43
Uniones por soldadura
Figura 19: Plano definido por la altura a.Sobre este plano las
componentes de las tensiones sern: una tensin normal y dos
componentes sobre el plano de referencia, que llamamos a y n.Con
una base experimental, la norma NBE EA-95 define como condicin de
seguridad de una soldadura de ngulo la que la tensin de comparacin
obtenida de las acciones ponderadas sea inferior a la resistencia
de clculo del acero.*2 1.8 2
2
usiendo la resistencia de clculo del acero u Eu
en donde = 1
para aceros garantizados
= 1.1 para aceros no garantizados ( laminados en fro)Aunque la
tensin de comparacin est referida al plano de garganta de
lasoldadura, en general resulta ms sencillo para el clculo abatir
la seccin de garganta sobre una de las caras del cordn (figura 20).
La relacin entre las tensiones unitarias esla siguiente: 1 n t 21n
n t n 2a t a44
Uniones por soldadura
Figura 20: Abatimiento de la seccin de garganta.8.1.
SOLICITACIONES A TRACCIONA. UNION CON SOLO CORDONES
FRONTALES.Figura 21: Unin con slo cordones frontales.La seccin de
garganta se considera abatida sobre el plano de uno cualquiera de
los lados del cordn. En este plano abatido:n F2 l a
tn = 0ta = 0
45
Uniones por soldadura
Las relaciones entre las tensiones del plano abatido y el de la
garganta son: n cos 45 1 F2 2 l a n sen 45 1 Fn a t a 0
2 2 l a2221.82
1F
1F1.8 c
n F
2 2 l aF
2 2 l a c
1.4 1.18 2 l a2 l auo bienF 0.85 2 l aB. UNION CON SOLO CORDONES
LATERALES.Figura 22: Unin con slo cordones laterales.La seccin de
garganta se considerar abatida sobre el plano de la superficie de
contacto entre las dos piezas. Las dos secciones quedarn as
contenidas en el mismo plano y sometidas a la tensin ta. Esta
tensin puede considerarse como uniforme a lo largo del cordn,
siempre que la longitud de sta no exceda de cincuenta veces el
espesor de garganta, ni de doce veces el ancho del perfil
unido.46
Uniones por soldadura
n 0
n 02
t a a
F2 l a1.8 F
1.34 F c 2 l a
2 l auo bienF 0.75 2 l aC. UNION CON SOLO CORDONES
OBLICUOS.Figura 23: Unin con slo cordones oblicuos.La seccin de
garganta se abatir sobre el lado del cordn normal a la superficie
de contacto entre las dos piezas:
F sen
F sen 2 n
t n 02 l a
2 h aF cos F cos sen ta2 l a
2 h a n cos 45
n n sen 45
a t a 2 1.8 2 2 cna47
Uniones por soldadura
2
22 F sen
1.8 F sen
F cos
c 2
2 l a 2
2
2 l a 2
2 l a
F
sen sen F 1.8 cos 2 c2 l a2F
2 a lu u2 l aLos valores de estn definidos en la Tabla 3:TABLA
3Valores de
0
30
60
900.750.770.810.85
D. UNIONES CON CORDONES FRONTALES Y LATERALESCOMBINADOSEn estas
uniones existe una interaccin entre los cordones frontales y
laterales, de forma que la resistencia total de la costura no es
igual a la suma de las resistencias de los dos tipos de
cordones.
Deacuerdoconlaexperimentacindisponible,sepuedenrecomendar
provisionalmente las siguientes reglas de clculo:a). Si la longitud
de los cordones laterales es mucho mayor que la longitud de los
cordones frontales (l2>1.5h) la deformacin que admiten aqullos
es tal que no puede aceptarse ninguna carga para los frontales.En
este caso, el clculo se efectuar como se indica en el epgrafe 8.2
(Unin con slo cordones laterales) y se debe seguir la regla de
buena prctica de no emplear uniones como las de las figuras 24 c y
d, ya que el cordn C3 se fisurar antes de que los cordones C2 hayan
llegado a su capacidad total de resistencia.b). Si los cordones
laterales y frontales son aproximadamente igual en longitud (0.5hL,
es decir, si el momento flector es grande comparado con el
esfuerzocortante, puede utilizarse la frmula simplificada: 3.55 F e
a L51
Uniones por soldadura
B. UNION CON SOLO CORDONES FRONTALES TRANSVERSALESFigura 26:
Unin con slo cordones frontales transversales.Considerando primero
slo el momento flector, la tensin mxima puede calcularse abatiendo
la seccin de garganta sobre el plano de unin de las piezas.n F eWEn
la mayor parte de los casos prcticos, h ser grande con respecto a
a, y sepuede tomar:
Ia L h2W a L hhhn F ea L h
t Fn2 L a
ta 0 n t
1 F e h n2n2 a L h 2 n t
1 F e h n2a 0
n2 a L h 2 c
1.8 n a u22252
Uniones por soldadura
C. UNION CON CORDONES FRONTALES LONGITUDINALES
YTRANSVERSALES
Figura 27: Unin con cordones frontales longitudinales y
transversales.Se considera que el esfuerzo cortante acta nicamente
sobre los cordones que unen el alma y que puede considerarse como
distribudo uniformemente en su seccin de garganta:
t Faa2 a L
u33Las tensiones debidas al momento flector se calculan teniendo
en cuenta el rea total de la seccin de garganta del cordn, abatida
sobre el plano de la junta, y por tanto:n MW
n n
1 n2Para los cordones exteriores slo se considera el momento
flector:c
2 1. 8 2
2.8 n22
1.18 n 1.18 M WuW a1 L1 h1 2 L2 a2 h253
Uniones por soldadura
8.3. SOLICITACIONES DE TORSION Y ESFUERZO CORTANTECOMBINADOSA.
UNION CON SOLO CORDONES LATERALESFigura 28: Unin con slo cordones
laterales.El momento torsor MT=Fe se descompone en un par de
fuerzas T que actan sobre los cordones:
M F e T h 2 a T h a2 Estas fuerzas producen en los dos cordones
la tensin tangencial longitudinal:tTMTa a
a La h a LFt n
2 L a
= n
1 t n2que se puede considerar como uniforme distribuida a lo
largo de los cordones.Resulta:
c
2 1.8 2
2
u54
Uniones por soldadura
B. UNION CON DOS CORDONES LATERALES Y UNO FRONTALFigura 29: Unin
con dos cordones laterales y uno frontal.El momento torsor que
agotara el cordn a2 sera:ML 0.75 u L 2 a 2 h a 2 El momento torsor
que agotara el cordn a1 sera:Mn e
M 6Wa1
L22 n
2 n c
1.8
1.4 n u2
2 n u
u 6 Mc21.41. 42
a1 L1M u a1 L1 0.14
a L2e6
1. 4
u11El momento torsor se descompone proporcionalmente a estos
dos, para saber
cuanto soporta cada cordn:MT F eM1 M2 MT55
Uniones por soldadura
MT M2ML MeML MT M1ML MeMeEl esfuerzo cortante se considera
absorbido por el cordn 2.La soldadura 1 se calcula a flexin, tal y
como se describe en el apartado 8.2 AUnin con slo cordones
frontales longitudinales, pero con un nico cordn.
La soldadura 2 se calcula como se describe en el apartado 8.3 A
Unin con slo cordones laterales.8.4. UNION DEL ALMA CON LAS
PLATABANDASFigura 30: Unin del alma con platabandas.Debe
cumplirse:
F S 0.75 u2 a IxSiendo:F Esfuerzo cortante en la seccin.S
Momento esttico de la platabanda respecto al eje XIx Momento de
inercia de la seccin completa respecto al eje XPuede, del lado de
la seguridad, utilizarse la frmula simplificada siguiente:F 0.75 u2
a ha56
c
n
a
n
u
u
2
2
2
2
c2u
1
1
nn
T
n
a
1