Embed Size (px)
Citation preview
MOBILITY
Bringing innovation to the streetsDESIGNING WITH POLYMERS
Scratch-proof 3D touch screensCATALYSIS
A catalyst that goes to its limits
elements51Quarterly Science Newsletter Issue 2|2015
elements51 Issue 2|2015
2 CONTENTS
6
18
26
COVER PICTURE
Evonik is working on solutions for resource-efficient mobility
NEWS
4 Evonik expands silicone platform 4 Strengthening of catalysts business 4 Public-private partnership with composites institute 5 Distribution agreement for a natural berry extract 5 US patent for Evonik’s microencapsulation process
DESIGNING WITH POLYMERS
6 Scratch-proof 3D touch screens
MOBILITY
12 Bringing innovation to the streets
NEWS
17 Evonik among the German Top 10 EPO patent applicants 17 Evonik meets Science China
CATALYSIS
18 A catalyst that goes to its limits
LEADING INNOVATION CONFERENCE
24 Leading innovation to become a leader in innovation
RESOURCE EFFICIENCY
26 Scrubbing gases clean
EVONIK’S MICRO-ACADEMY
32 New perspectives on old industries
NEWS
38 New Evonik polymers make nutritional supplements better 38 Beauty & Care Innovation Center opened in Singapore 39 High-precision screws made from VESTAKEEP® PEEK 39 Three-dimensional structural cores for sandwich composites
YOUNG INNOVATION TALENT
40 “We’re happy to be able to give something back”
NEWS
43 New student competition yields good results
43 Credits
elements51 Issue 2|2015
3EDITORIAL
Innovative strengthA recent evaluation by the European Patent Office (EPO) confirms that Evonik is very successful at converting its research expenditures into patents. Last year, Evonik achieved tenth place among German patent applicants, which makes it one of the most active patent applicants among companies in Germany.
This is an excellent result, but we cannot simply sit back and enjoy it. China, for example, applied for more patents in 2014 than Germany did. And the quality of their inventions is increasing. China long ago developed from an “extended workbench” to an innovative specialist at eye level, which was more than apparent at our Evonik meets Science event at the end of March in Beijing, where we discussed industrial biotechnology with some of China’s leading scientists.
Not only is the competition getting tougher but product life cycles are becoming shorter and the questions more complex. To continue being a leading player in this environment, we are increasing our focus on one of our most important success factors: our innovative strength, which we intend to keep expanding.
But how do you measure innovative strength? A first indicator is R&D expenditure, which Evonik increased to more than €400 million last year for the first time. But more important than financial input is innovation output—sustainable solutions for customers, society, and the environment. For example, we commissioned a large number of new plants last year that are exceptionally efficient and resourcefriendly thanks to technologies that we developed ourselves.
We will keep increasing this output, and we will do it through strategic innovation management to increase the chances of success of innovation projects, through more diversified positioning internationally, and through closer cooperation with third parties along the entire valueadded chain. In the end, what really matters is the value of our innovation pipeline and the contribution of new products and technologies to our business. This is why we will never rest on our patents but will work on converting them into business success and added value.
Dr. Ulrich KüsthardtChief Innovation OfficerEvonik Industries AG

elements51 Issue 2|2015
4 NEWS
Strengthening of catalysts business
Evonik intends to strengthen its catalysts business. For that purpose Evonik signed an agreement in spring with Monarch Catalyst Pvt. Ltd., Dombivli (India) to acquire 100 percent of the company’s shares. The transaction is expected to close during the first half year of 2015 after the required approvals have been received. The parties have agreed to keep the purchase price confidential.
Evonik with its Catalysts Business Line is a global leader in producing specialty catalysts, custom cat-alysts, and catalysts components for the Life Sciences & Fine Chemicals, Industrial & Petrochemical, and Polyolefins market segments. This bolt-on acquisition in India with annual sales in the low double-digit million euro range complements Evonik’s leading positions in activated base metal catalysts and precious metal catalysts. Monarch’s global oils and fats hydrogenation catalysts business is a broadening of the Evonik catalysts portfolio. Monarch Catalyst has about 300 employees.
Evonik Corporation, Parsippany (USA) was named by US President Barack Obama as a key partner of the Advanced Composites Manufacturing Innovation Institute (IACMI), a US-$250 million public- private partnership of academia, federal and state government, and companies seeking to advance the commercialization of novel material sciences and composites solutions to the automotive, wind energy, and compressed natural gas tank industries.
Led by the University of Tennessee at Knoxville, the IACMI reflects a US-$70 million commitment from the US Department of Energy and US-$189 million from IACMI’s partners. IACMI is the fifth named institute of President Obama’s National Network for Manufacturing Innovation.
“Evonik’s participation in IACMI is right in our sweet spot, as we have a strategy of offering the world commercially viable ideas on how to utilize resources more efficiently,” said Dr. Matthias Kottenhahn, head of Evonik High Performance Polymers Business Line.
Evonik manufactures a range of products that can be found in almost all components of fiber-rein-forced composites. The company supplies core materials for sandwich construction, thermoplastic and thermosetting resin matrices, as well as the essential components for matrices such as cross-linkers, catalysts, impact strength modifiers, or processing and process additives. Some of these products are used in sizings for glass or carbon fibers, and in adhesives for joining fiber-reinforced composites.
Public-private partnership with composites institute
Evonik expands silicone platform
Evonik is strengthening its tech-nology platform for specialty sili-cones with a global investment initiative. Overall, the Group plans to invest a triple-digit-million- euro amount in the coming years and gradually increase the produc-tion volume of specialty silicones.
In Essen, the company is cur-rently putting the expansion of a production plant for specialty sili-cones into operation. By increas-ing the capacity in Germany, Evonik is accompanying the growth of its customers in the im -portant European market. Addi-tional investments in Essen are planned.
The market for specialty sili-cones has grown considerably in recent years, driven by demand in the construction, textile, coating, furniture, and household appli-ance industries. Demand in Asia grew particularly strongly. Evonik is responding to this positive development by expanding its site in Shanghai (China) with a new production complex for specialty silicones.
Specialty silicones offer a wide range of applications for numer-ous industries. For example, as additives for plastics, specialty silicones are responsible for com-fortable furniture, car seats, and ergonomic mattresses. They also play an important role within the formulation of insulation material for building insulation and guar-antee the highest energy efficiency of refrigerators. Other areas of application are defoaming agents, used in industries like construc-tion, textiles, or plastics. Further-more, specialty silicones are used in coatings and inks.
Using composites the weight of various automotive parts, e.g. roof, doors, or access panels, can be reduced by up to 50 percent
elements51 Issue 2|2015
5NEWS
The US Patent and Trademark Office has issued Evonik a process patent (No. 8,916,196) for the preparation of extend-ed-release, injectable pharmaceuticals using the company’s proprietary Form-EZE™ microparticle technology.
“This innovative, continuous micro-encapsulation process allows for indus-trial production of drug eluting particles for long-acting injectables, which can be administered using smaller-diameter needles,” says Kevin Burton, head of Evonik’s drug delivery business.
The patent enables Evonik to develop and manufacture injectable drug prod-ucts for its customers that not only pro-vide benefits to patients, physicians, and healthcare professionals, but also can prove to be more economical for phar-maceutical companies.
Advantages of Evonik’s patented propri-etary technology include the controlled release of the active ingredients over a longer period, requiring only a single in-jection, and a higher drug bioavailability. The ability to precisely control micropar-ticle size distribution enables the use of smaller needles and facilitates quicker and pain-free injections. Overall, this leads to a higher level of drug safety and better tolerability for patients and, thus, as experience shows, improved compli-ance.
Evonik’s Birmingham Laboratories (USA) site is where microparticle inject-able medicines are developed and pro-duced using Evonik’s proprietary Form-EZE™ technology as well as its bio-resorbable RESOMER® and RESOMER® Select polymers.
US patent for Evonik’s microencapsulation process
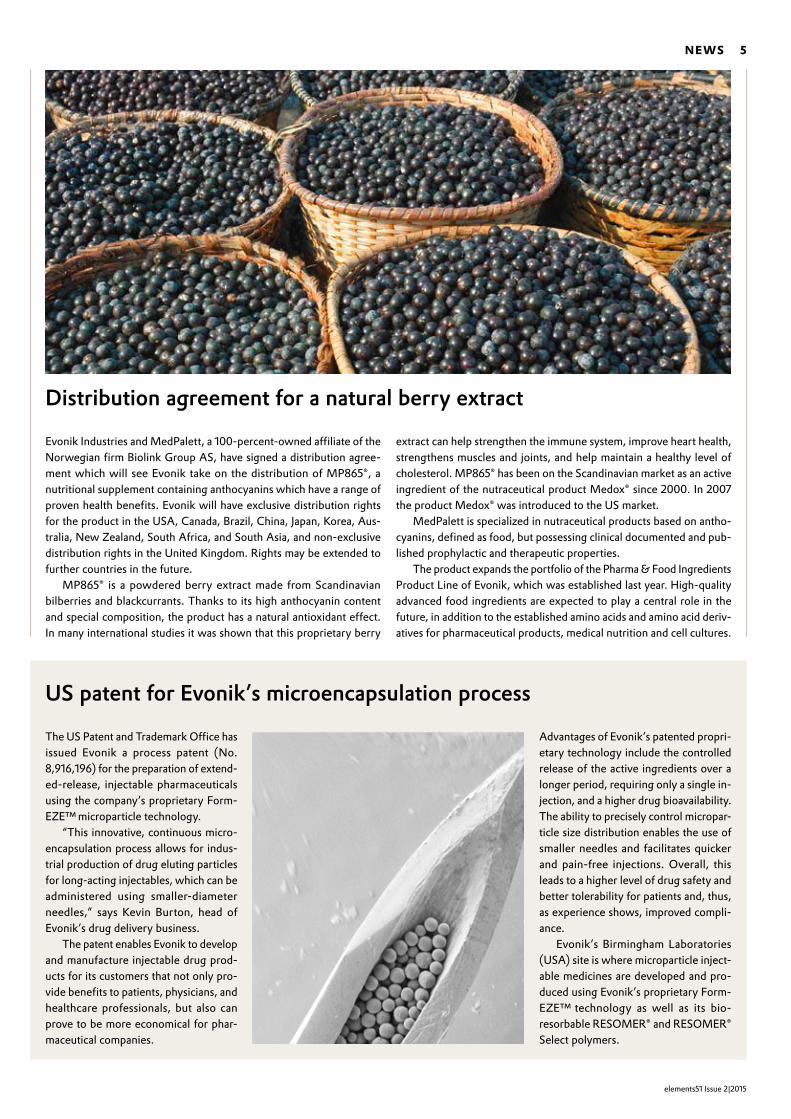
Distribution agreement for a natural berry extract
Evonik Industries and MedPalett, a 100-percent-owned affiliate of the Norwegian firm Biolink Group AS, have signed a distribution agree-ment which will see Evonik take on the distribution of MP865®, a nutritional supplement containing anthocyanins which have a range of proven health benefits. Evonik will have exclusive distribution rights for the product in the USA, Canada, Brazil, China, Japan, Korea, Aus-tralia, New Zealand, South Africa, and South Asia, and non-exclusive distribution rights in the United Kingdom. Rights may be extended to further countries in the future.
MP865® is a powdered berry extract made from Scandinavian bilberries and blackcurrants. Thanks to its high anthocyanin content and special composition, the product has a natural antioxidant effect. In many international studies it was shown that this proprietary berry
extract can help strengthen the immune system, improve heart health, strengthens muscles and joints, and help maintain a healthy level of cholesterol. MP865® has been on the Scandinavian market as an active ingredient of the nutraceutical product Medox® since 2000. In 2007 the product Medox® was introduced to the US market.
MedPalett is specialized in nutraceutical products based on antho-cyanins, defined as food, but possessing clinical documented and pub-lished prophylactic and therapeutic properties.
The product expands the portfolio of the Pharma & Food Ingredients Product Line of Evonik, which was established last year. High-quality advanced food ingredients are expected to play a central role in the future, in addition to the established amino acids and amino acid deriv-atives for pharmaceutical products, medical nutrition and cell cultures.
elements51 Issue 2|2015
6 DESIGNING WITH POLYMERS
In 2009, the Evonik Innovation Award went to CoverForm®, a system for injection-molded PLEXIGLAS® parts with highly scratch- and chemical- resistant surfaces. At the time of the award, Evonik and KraussMaffei, the companies that developed this solution, had managed to produce a few prototypes. The process has since gone into large-scale production: As of early 2014, drivers of various Mercedes-Benz model lines have been using an infotainment system featuring a touchpad with a plastic faceplate that Continental produces using the CoverForm® process.
[ text Arne Schmidt, Sven Schröbel, Sebastian Wagner ]
Scratch-proof 3D touch screens

elements51 Issue 2|2015
7DESIGNING WITH POLYMERS
DRIVING HAS BECOME more than just a way of getting from point A to point B—premium automakers in particular want to offer their customers a package encompassing technology, quality, and lifestyle. These packages go beyond just engine technology and driver assist systems, and include the design of the cockpit and interior, as well as the user interface concepts for the instrument panel. And because they allow manufacturers to integrate Internet services into the vehicle, infotainment systems are playing an important role as cars become more and more networked.
Innovative touchpad improves safety and convenience MercedesBenz calls the current version of this system COMAND Online. Drivers of today’s CClass model line can operate the infotainment system with a sensitive touchpad integrated into the center console. Like a smartphone, the touchpad responds to familiar finger motions, such as swipe, zoom, or scroll. Plus, drivers can also write on the touchpad using their fingers, a feature that can be used for entering a destination into a GPS, for instance. One of the most unique features of this system is its haptic interface, which produces impulses that drivers can feel, confirming their actions just as a button does. This allows them to operate COMAND without having to take their eyes off the road—and that translates to extra safety. In addition to the CClass, the touchpad is also available on V, S, GT and GLEClass model lines.
Scratch-proof 3D touch screensContinental, the automotive supplier that developed the touchpad, received the Special Innovation Award—one of the Daimler Supplier Awards—for this complex mechatronic system. In Daimler’s view, the system combined an innovative operating concept with exceptional design, high quality, and a short development time. Continental uses the CoverForm® process to make the faceplate of its threedimensional touchpad.
This made the automotive supplier and Daimler the first companies to work with Evonik and machine manufacturer KraussMaffei on integrating CoverForm® into largescale automotive production. The decision to use this technology was a response to manufacturers’ and customers‘ demands on the touchpad: As a threedimensional component, it had to be injectionmolded, and its surface must not show scratches or signs of chemical abrasion—even after intense use. The road to a final product was full with technical challenges.
Injection molding and scratch-proof coating all in the same machineDevelopment of CoverForm® began with a look at the extreme demands that plastic surfaces are subjected to in many applications: Even when mechanical or chemical abrasion from creams or cleansers take quite a toll on surfaces, the original material properties of the surface must never change. While poly(methylmethacrylate) (PMMA) creates harder, more scratch resistant surfaces than any other thermoplastic material, PMMA components still need an additional 333
Integrated into the cen-ter console of a number of Mercedes model lines, Continental’s new touchpad is an innova-tive operating system for the vehicle’s info-tainment center. The system separates the monitor from the touch surface, making driving safer (left).The faceplate of Continental’s three- dimensional touchpad, produced using the CoverForm® process (right)

FROM THE CUSTOMER’S POINT OF VIEW: CONTINENTAL
elements51 Issue 2|2015
8 DESIGNING WITH POLYMERS
333 coating to protect them from scratching or chemical abrasion, especially for parts used in highly demanding applications (fig. 1). Once a component has been injectionmolded in conventional production processes, it then proceeds to a finishing line for a separate flood coating—a process normally requiring a total of 14 steps.
CoverForm®, on the other hand, only requires four process steps, because the PMMA is flooded with a reactive system right in the injection mold. While the flooding step within the mold extends the cycle time by approximately ten to 15 seconds relative to that of the standard injectionmolding process, it also eliminates a number of downstream steps, such as cleaning the component surface, and applying and ventilating the primer and hard coat. That, in turn, allows for significantly more compact production systems than is the case for classic manufacturing processes.
The material system that Evonik developed for CoverForm® has two components: the PLEXIGLAS® cf molding compound (in granulate form) and the cf 30 liquid reactive system for the scratchresistant coating (see elements30, p. 18ff.). Adding the letters “cf” to the name designates PMMA molding compounds that have to meet particular formulation specifications.
Continental is an automotive supplier specializing in high- quality data input devices. At its site in Babenhausen (Ger-many) the company uses the CoverForm® process to make the faceplate of the touchpad in the new Daimler infotainment system. The entire unit is assembled here as well. Its two injection-molding machines are expected to reach their maxi-mum production volume of over one million faceplates by 2016.
“We’ve developed a premium product for a premium customer,” is how Jürgen Diefenbach describes the new three-dimensional touchpad used for Mercedes’ current high-volume model lines. Diefenbach, who heads up haptic devices project management for the Daimler account, says that the challenge during development was to meet the automaker’s demanding design and quality standards. The product had to be extremely durable and long-lasting, for instance. “The touchpad had to work within a range of temperatures extending from –40 °C to +80 °C, withstand an 80 kg load, and remain undamaged after two million uses,” Diefenbach explains, describing some of Daimler’s test criteria.
Thanks to CoverForm® technology, the team was able to meet those criteria. “The technology allows us to produce three-dimensional surfaces that are harder, more resistant to chemicals and scratches, and more transparent than what we can achieve with other processes,” says Production Man-ager Marko Djuretkovic, who sees CoverForm® as a “logical addition to our process portfolio at the upper end of the performance spectrum.”
Initial experience from large-scale production has also shown that CoverForm® is a complex technology that owes its success to the close, open collaboration of everyone involved.
“A premium product for a premium customer”
Jürgen Diefenbach (left) and Marko Djuretkovic of Continental in front of the CoverForm® machine in Babenhausen
Figure 1
When subjected to the Crockmaster abrasion test, a PMMA sam-ple with no scratch-resistant coating (top) quickly shows signs of use. A CoverForm® sample (bottom), by contrast, shows no signs of wear, even after 500,000 double strokes (back-and-forth motions with a felt pad)
elements51 Issue 2|2015
9DESIGNING WITH POLYMERS
Consisting of multifunctional, monomeric acrylates and a thermal initiator, the twocomponent CoverForm® reactive system contains no solvents or siloxanes. After the curing stage of the CoverForm® process, the molding compound and reactive system form a seamless system with no phase boundary, because the reactive system penetrates the PMMA and becomes anchored in the PMMA through chemical crosslinking. Coatings applied after molding typically produce a phase boundary. The absence of this phenomenon, combined with the matched indices of refraction of the reaction system and PMMA, prevents optical interference that would produce undesired rainbow effects on the surface.
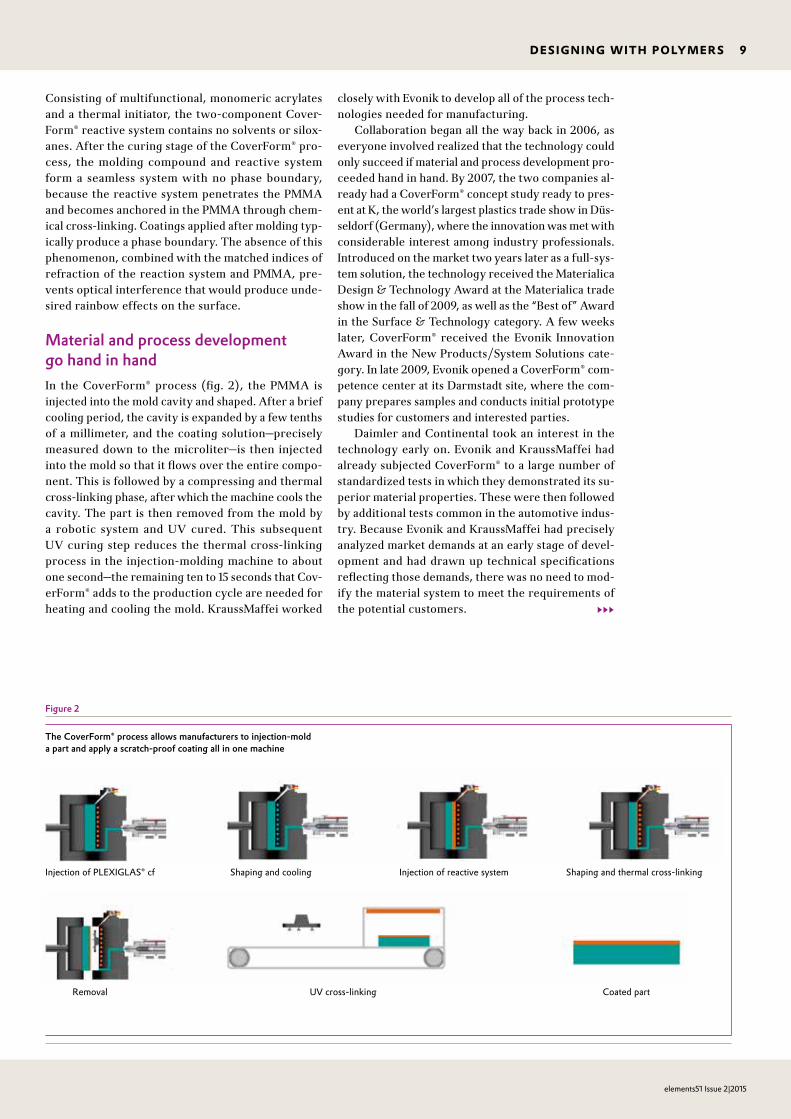
Material and process development go hand in handIn the CoverForm® process (fig. 2), the PMMA is injected into the mold cavity and shaped. After a brief cooling period, the cavity is expanded by a few tenths of a millimeter, and the coating solution—precisely measured down to the microliter—is then injected into the mold so that it flows over the entire component. This is followed by a compressing and thermal crosslinking phase, after which the machine cools the cavity. The part is then removed from the mold by a robotic system and UV cured. This subsequent UV curing step reduces the thermal crosslinking process in the injectionmolding machine to about one second—the remaining ten to 15 seconds that CoverForm® adds to the production cycle are needed for heating and cooling the mold. KraussMaffei worked
Figure 2
The CoverForm® process allows manufacturers to injection-mold a part and apply a scratch-proof coating all in one machine
closely with Evonik to develop all of the process technologies needed for manufacturing.
Collaboration began all the way back in 2006, as everyone involved realized that the technology could only succeed if material and process development proceeded hand in hand. By 2007, the two companies already had a CoverForm® concept study ready to present at K, the world’s largest plastics trade show in Düsseldorf (Germany), where the innovation was met with considerable interest among industry professionals. Introduced on the market two years later as a fullsystem solution, the technology received the Materialica Design & Technology Award at the Materialica trade show in the fall of 2009, as well as the “Best of” Award in the Surface & Technology category. A few weeks later, CoverForm® received the Evonik Innovation Award in the New Products/System Solutions category. In late 2009, Evonik opened a CoverForm® competence center at its Darmstadt site, where the company prepares samples and conducts initial prototype studies for customers and interested parties.
Daimler and Continental took an interest in the technology early on. Evonik and KraussMaffei had already subjected CoverForm® to a large number of standardized tests in which they demonstrated its superior material properties. These were then followed by additional tests common in the automotive industry. Because Evonik and KraussMaffei had precisely analyzed market demands at an early stage of development and had drawn up technical specifications reflecting those demands, there was no need to modify the material system to meet the requirements of the potential customers. 333
Injection of PLEXIGLAS® cf Shaping and cooling Injection of reactive system Shaping and thermal cross-linking
Removal UV cross-linking Coated part

FROM THE CUSTOMER’S POINT OF VIEW: DAIMLER
elements51 Issue 2|2015
10 DESIGNING WITH POLYMERS
They did, however, have to develop the technology—which was still in its infancy—to the point where it could be used in practical applications. In the automotive industry, for instance, components typically pass through three to four prototype phases, during which design requirements can still change significantly. At each of these intermediate steps, Evonik and KraussMaffei had to demonstrate again that CoverForm® could meet the modified design specifications.
An important step on the road to mass production was to use CoverForm® to prepare what is known as a universal test object. The Daimler universal test object is a complex component that Daimler uses for conducting exhaustive tests on new technologies and materials to be used in the interior of massproduced vehicles. The purpose of this process is to identify the weaknesses of new technologies in the early stages of development. Developers had to demonstrate that the CoverForm® reactive system could reliably cover and crosslink with the structures, ramps, angles, and ridges of the test object.
By working together closely, all of the parties involved managed to have the process ready on time and in accordance with Continental and Daimler specifications. This makes Daimler the first automaker to offer a curved touchpad for operating infotainment systems in its vehicles. Touchpads in all other cars are flat.
Interesting for many industries
As CoverForm® was being developed for largescale production, inquiries about the technology came in from other industries as well—such as the consumer electronics, household devices, home technology, and watchmaking industries—and many of these inquiries led to pilot projects. In collaboration with the glassfinishing specialists at Flabeg, Evonik and KraussMaffei used CoverForm® to produce nonreflective, scratchproof plastic covers such as those used for instrument panels in vehicle interiors. The CoverForm® team also demonstrated that the process could be used to make either glossy or matte finishes without sacrificing scratch or chemical resistance (“Scratch resistant and nonreflecting,” Plastics 3/2013).
CoverForm® is a major driver of innovation at KraussMaffei. The entire injectionmolding process, including application of the scratchproof coating, proceeds within a machine unlike any other in the
333
For Udo Gayer, the new Mercedes touchpad isn’t just a tech-nical highlight—it’s also the most eye-catching feature in the new interior of the latest C-, S-, GT-, GLE-, and V-Class model lines. It was clear from the very beginning that the touchpad was more than just a control unit for the GPS, climate-control system, and sound system—drivers would also use it as a kind of palm rest. In other words, Gayer, who leads the Interior Materials Technology team at Daimler AG in Sindelfingen, knew that the touchpad needed the best scratch-resistant coating on the market—and he chose CoverForm®.
The decision was not without its risks, however, as basic development work for CoverForm® had only just been completed at the time the project began and there were no projects he could use as a reference for large-scale produc-tion. That meant having to conduct countless material and process tests to reassure Daimler and its supplier Continental.
The CoverForm® process did not disappoint him, even though breakthroughs and very large, complex, three- dimensional components such as a center console panel currently stretch the technology to its limits.
As Gayer observes, “On the whole I’ve been impressed not only by the excellent scratch and chemical resistance we’ve seen, but also by the extremely good collaboration with Continental, KraussMaffei, and Evonik.” For this reason, Gayer nominated the touchpad for the prestigious SPE Award and is confident that the technology will win over the jury.
“The best scratch-proof coating on the market for PMMA components”
Udo Gayer of Daimler (left) and Sven Schröbel of Evonik, shown here with a center console featuring a new touchpad. The photo was taken at the 2015 Plastics in Automotive Engineering conference held in Mann heim (Germany) and sponsored by the Association of German Engineers
Evonik and KrausMaffei market CoverForm® jointly. The takeaway for customers? Two powerful partners are there to offer you material and process expertise, like from one source

elements51 Issue 2|2015
11DESIGNING WITH POLYMERS
Arne Schmidt is responsible for Applied Technology in the Acrylic Polymers Business Line. He studied mechanical engineering at Chemnitz Technical Univer-sity and plastics technology at Darmstadt University of Applied Sciences. As an engineering graduate, he joined the former Degussa Röhm in the area of Applied Technology Molding Compounds in 2006. Since mid-2006 he has been an important actor in the tech-nical development of CoverForm®. phone +49 6151 [email protected]
Sven Schröbel is since 2007 responsible for the CoverForm® business development in the Acrylic Polymers Business Line. After training as a laboratory chemist and doing further training as a chemical tech-nician, he studied industrial engineering at South Westphalia University of Applied Sciences. After he had worked in Central Analytics of the former Röhm GmbH & Co. KG, he moved to the then newly founded Business Development group of the Molding Com-pound Business Line in 2005.phone +49 6151 18-4543 [email protected]
Sebastian Wagner works as technology developer for CoverForm® at KraussMaffei Technologies GmbH in Munich, Germany. He studied mechanical engineer-ing, specializing in plastics technology, at RWTH Aachen University and did his practical training semes-ter at the Singapore Institute of Manufacturing Tech-nology (SIMTech). Before joining KraussMaffei in 2012, Wagner had worked for several years as student assis-tant at the Institute of Plastics Processing (IKV) in Industry and the Skilled Crafts at RWTH Aachen University. phone +49 89 8899-3178 [email protected]
world. The technical requirements involved are demanding—whether the issue is the precision of the gap size when expanding the cavity in order to flood the component, or the dynamic temperature modulation of both the mold and the cavity. The manufacturer also benefits by taking expertise developed through working with the CoverForm® process and applying this to the other machines it develops.
CoverForm® is part of Evonik’s Acrylic Polymers Business Line, which can use the technology to cover a much larger portion of the valueadded chain— instead of molding compounds, Acrylic Polymers sells a fullsystem solution. In tests conducted at the competence center in Darmstadt, Evonik has since demonstrated that CoverForm® also works with other plastics such as ABS (acrylonitrile butadiene styrene) and ASA (acrylonitrile styrene acrylate) copolymers. Because Evonik does not produce these plastics itself, however, responsibility for systems such as these lies with the customer.
CoverForm® technology encompasses both the material used and the process. This is why Evonik and KraussMaffei work together as part of a joint effort going far beyond any one project, maintaining a managementlevel steering committee, for instance, and keeping the same key personnel involved for long stretches—from development to mass production. That both company names appear in the CoverForm® logo is more than just marketing—it also reflects the close cooperation between the two organizations. The takeaway here is that the customer obtains CoverForm® essentially under one roof, enjoying joint support from both KraussMaffei and Evonik, from the concept phase up through the beginning of mass production. 777
The mold used for making the universal test object developed by Daimler

elements51 Issue 2|2015
12 MOBILITY
333
“Our intention is to turn Evonik into one of the world’s most innovative compa-nies,” affirmed Klaus Engel, the Chairman of Evonik’s Executive Board, at an R&D press conference in Wesseling. Participating journalists got deep insights into how Evonik drives innovation and which solutions for resource-efficient mobility the company has to offer already today.
Bringing innovation to the streets
“INNOVATIONS ARE A key element of our growth strategy,” noted Engel, who went on to announce continued high investments in research and development (R&D) for the future. Evonik plans to invest over €4 billion in R&D over the next decade.
Engel referred to innovations as the “elixir of life” for the specialty chemicals industry: “Innovations open up new business areas and strengthen our leading market and technology positions.” In fiscal year 2014, Evonik’s R&D spending amounted to €413 million, an increase of five percent over the previous year (€394 million). The R&D investment ratio was 3.2 percent (2013: 3.1 percent).
Three-point plan for improved innovative prowess Evonik intends to make tangible improvements to its innovative power, as innovations are to make key contributions to revenues and earnings in the future. The company plans to significantly expand its innovation pipeline to keep up a steady flow of new products and solutions. Chief Innovation Officer Ulrich Küsthardt presented a threepoint plan for this purpose. “We must become more focused in our projects, more international in our research, and more open in our exchange of knowledge,” said Küsthardt. The goal is to bring inno vations to consumers with even greater speed and efficiency.
The Evonik R&D pipeline is wellfilled with some 500 projects, with even greater focus to come from strategic innovation management. Promising innovation areas for Evonik include ingredients for the cosmetics industry, membranes, specialty materials for medical technology, food supplements and animal feed additives as well as composite materials.
Küsthardt also plans to push for the expansion of international competence centers. The aim is to strengthen the competitiveness of customers, particularly in attractive growth regions, with research and applied technology that focuses on local needs. Evonik already supports customers with tailored solutions in laboratories and pilot centers around the world.
Evonik is deliberately opening up to external partners and cooperating with scientists and startups (Open Innovation), an effort Küsthardt plans to intensify further. This also includes corporate venture capital activities, for which a budget of some €100 million has been set aside. Such investments and shareholdings give Evonik insights into innovative technologies and businesses in the early development phases.
Solutions for resource-efficient mobility Evonik's innovation strategy is guided by the needs of a growing population—nutrition, health, access to new technologies, and conservative use of existing resources. Resource efficiency and climate protection are the basis for numerous energyefficient and environmentally sound products made by Evonik. The specialty chemicals company has multiple solutions on hand for environmentally friendly and resourceefficient mobility. The silica/silane system for “green tires” helps to reduce fuel consumption by up to eight percent compared to conventional products while innovative additives for highperformance lubricants help to lower it by up to four percent. Furthermore, Evonik products for lightweight design such as composite materials hold the promise of further fuel savings.

elements51 Issue 2|2015
13MOBILITY
The R&D press conference at the Wesseling site attracted numerous journalists
Dr. Ralph Marquardt (left), Dr. Sandra Reemers, and Dr. Stephan Fengler provided insights into current research activities at Evonik
Wesseling is one of the largest Evonik sites worldwide

GREEN TIRES
elements51 Issue 2|2015
14 MOBILITY
“Sustainable mobility is playing a more and more important role for consumers worldwide. By expand-ing our silica/silane research, we support our cus-tomers with the development of the corresponding solutions,” says Dr. Claus Rettig, the head of Evo nik’s Resource Efficiency Segment. Since 2010, the con-sumer market for green tires has grown by 30 percent per year.
Evonik is the only company worldwide that pro-duces both silica and silanes. Silica/silane systems are an essential component of the rubber mixture of so-called green tires. Without them, the improved wet traction, reduced rolling resistance, and virtually even abrasion of modern tires would be impossible.
The introduction of tire labels for passenger car tires in Europe and other important industrial nations has made factors such as energy efficiency (rolling resistance) and safety (wet traction) visible and com-parable for drivers. Until 2020, EU tire label regula-tions will gradually be tightened. “Final customers now expect continuous improvement in high-perfor-mance tires. With silica/silane systems of Evonik these expectations can be met,” says Dr. Ralph Mar-
quardt, responsible for new growth business in the Resource Efficiency Segment.
In developing improved highly reinforcing filler systems, the company is relying on a combination of chemical and process technology expertise. At the Wesseling (Germany) site an additional pilot-scale line for precipitated silica is coming onstream to allow for working with innovative precipitation media.
Tire manufacturers also benefit from novelties that improve the tire production process. Thus, Evonik will bring a VOC-free (VOC = volatile organic compounds) silane called XP Si 466 GR on the mar-ket in the near future. In the reaction with silica, they neither release volatile ethanol (VOC) nor do the finished tires emit ethanol.
Current research activities focus, among others, on the market for heavy utility vehicle tires, which are used in trucks or buses. In contrast to passenger car tires, natural rubber is primarily used here. Evonik plans to develop special silica/silane systems for this market that meet the increased requirements for lower rolling resistance and improved safety in wet and cold conditions without significant loss in abrasion.
Improved filler systems for modern high-performance tires
The silica product portfolio is system - a tically expanded

LUBRICANT ADDITIVES
elements51 Issue 2|2015
15MOBILITY
In the fall of 2015, Evonik will be introducing a new generation of lubricant additives to the market. These additives maintain the viscosity of the lubricant at an optimized level across a broad range of temperatures, while offering additional protection against wear and tear. In addition to reducing vehicle fuel con-sumption by three to four percent, this latest generation of Evonik lubricant additives also extends the life of engines and transmissions.
The new high-performance lubricant additives offer superior performance in optimally adjusting lubricant viscosity, and they are also notable for other surface-active properties. For example, the additives help to form a lubricating film on a metal surface, protecting it from wear due to friction. At the same time, it also keeps the oxidation products of the oil in suspension. This prop-erty prevents additional wear caused by deposits on the metal surface. Together, these effects extend the life of the material, as Evonik has demonstrated many times in tests performed in the company’s Oil Additives Performance test laboratory.
This new generation of additives represents an extension of a class of polymers known as comb polymers. On the market since 2010, these materials are gaining increasing acceptance for use in high-performance lubricants. Because they reduce fuel consump-tion, and thereby help reduce carbon dioxide emissions, their use in factory, or first-fill oils for new cars, is becoming increas-ingly common.
Comb polymers are long-chain molecules based on alkyl meth-acrylates with unusually long, non-polar side chains. These spe-cialty polymers exhibit outstanding properties as temperature- sensitive thickening agents in lubricants. By forming coil-like structures in the lubricant, comb polymers are able to influence lubricant viscosity: The polymeric coils expand considerably at elevated temperatures, thus thickening the lubricant more than traditional additives do. At very low temperatures, the coils shrink and no longer have much impact on viscosity.
This temperature-dependent coiling behavior is much more pronounced in comb polymers than it is in traditional polymers. As such, comb polymers have a more pronounced balancing effect on the temperature-viscosity profile of the lubricant, bringing us a giant step closer to an ideal lubricant in which the viscosity never changes.
In order to help lubricant manufacturers looking for suitable additives to use in long-lasting, fuel-saving drivetrain components, Evonik is marketing its high-performance line of automotive lubri-cant additives—including formulation assistance and services for the automotive industry—in a single package under the brand name DRIVON™ technology. The first product in the new generation of comb polymers is scheduled for market launch in the fall of 2015 under the name VISCOPLEX® 12-209.
New lubricant additives save fuelWith new viscosity index improvers formulated lubricants on the test bed

COMPOSITES
elements51 Issue 2|2015
16 MOBILITY
Composites are a key technology for lightweight design because of their ability to combine very good mechanical properties and low weight. Composites are made of extremely strong fibers embedded in a polymer (plastic). The polymer primarily deter-mines the composite processing.
Composites are already in great demand in many application fields: In lightweight design in the automotive and aviation industry, for example, they reduce fuel consumption. According to experts, every 100 kilogram of weight saved in a car saves around 0.3 to 0.5 liters of fuel per 100 kilometers. In wind turbines, composites guarantee enormous stability and make bigger and thus more efficient energy plants possible.
But, the production of composites is still complex and costly. Evonik has now succeeded in combining the good processability of thermoplastic polymers and good mechanical properties of thermosetting plastics in so-called hybrid polymer systems. Thermosetting plastics have very good mechanical properties but do require longer processing times compared to thermo-plastic materials. But then again, thermoplastic polymers are easy to process, quick to reshape and to recycle; however, they rarely demonstrate the excellent mechanical properties of thermosetting plastics.
The reason for the very different properties: Polymer chains in thermosetting plastics are cross-linked whereas in thermo-plastics they are not. Switching between cross-link and no link is usually not possible because the chemical cross-linking pro-cess is irreversible.
Scale-up the production of composites to industrial scale
In the Composites Project House Evonik develops new materials for lightweight construction
This is different for hybrid polymer systems that Evonik has developed in cooperation with the Karlsruhe Institute of Tech-nology (KIT): They are able to cross-link without using catalysts in a completely reversible process. Heating causes de-cross- linking and allows the system to be reshaped. During the cooling phase, the cross-link is created again and its shape becomes stable. A special Diels-Alder reaction causes this phenomenon where the cross-link is almost chemically switched on and off. Material properties are maintained even with repeated heating and cooling.
“We’re cooperating closely with suppliers of semifinished products, machine manufactures, and processing companies of fiber-reinforced plastics to develop appropriate processing chains for our hybrid polymers,” explains Dr. Sandra Reemers, head of Evonik’s Composites Project House. “We aim at offering system solutions that enable an efficient production process for semi finished products as well as final parts.”
Since 2013, Evonik’s Composites Project House has been developing new materials and processes that save time and costs in the production of composites. Potential customers have already obtained samples for testing. The first developments are expected to reach market-maturity in 2018.

elements51 Issue 2|2015
17NEWS
Evonik among the German Top 10 EPO patent applicants
Evonik ranked among the most active German patent applicants at the European Patent Office (EPO) last year. According to a recent evaluation by the EPO, Evonik achieved tenth place among the biggest patent applicants in Germany; this marks an improvement of one rank compared to the prior year. “We’re very happy to have ad-vanced to the Top 10,” says Dr. Ulrich Küst-hardt, Evonik’s Chief Innovation Officer. “This result highlights Evonik’s outstanding capacity for innovation.”
Overall, Evonik has advanced into the Top 100 of patent applicants and is in 62nd place at the EPO, which received a total of 274,000 patent applications last year. “This mirrors EPO’s increasing importance in pat-ent protection in Europe for Evonik,” explains Dr. Gerhard Olbricht, head of Intel-lectual Property Management (IPM) in Evonik’s Corporate Innovation unit. Evonik lists more than 25,000 patents and patent applications worldwide, and filed patent applications for some 250 inventions for the first time last year.
The 2014 ranking of the most active German applicants at EPO was headed by Siemens, BASF, and Robert Bosch. With Fraunhofer Institute coming in eighth, the TOP 10 also includes a research institution.
Overall, patent applications to EPO reached a new record high last year. The number of applications increased by around three percent from 266,000 in the previous year. “Demand for patent protection in Europe is up for the fifth year in a row,” said EPO President Benoît Battistelli. “Europe continues to strengthen its key role as a global hub of technology and innovation for a growing number of companies from around the world.”
Among the EPO member states, the Netherlands, France, and Great Britain registered increasing application numbers. Applications from Germany and Sweden remained stable, while countries such as Finland, Switzerland, and Spain registered declining numbers. The strongest tech-nology fields for patent applications in 2014 were medical technology, electrical machinery/apparatus/energy, and digital communication.
Evonik meets Science China
Industrial biotechnology was the central theme of the Evonik meets Science China symposium, which was held at the end of March in Beijing. More than 100 experts and professors from leading biotechnology institutes and universities joined the event.Shousheng Li, Chairman of China Petroleum and Chemical Industry Feder-ation (CPCIF), was also among the participants and delivered a keynote speech. “It is important for the Chinese enterprises to learn from advanced concepts and work closely together to promote the further upgrading of industrial structure,” said Li.
Modern biotechnology is a key technology for Evonik. Today, products manu-factured with biotechnological processes already generate several hundred mil - lion euros of sales for the company around the globe. The company’s biotechnol-ogy platform covers the entire bandwidth—from researching new stems and enzymes all the way to a global production network. Since 2013, Evonik has oper-ated the Creavis Bio Lab in Shanghai, which develops biotechnological processes with yeast.
“Evonik meets Science China is a valuable platform that brings together the research of outstanding Chinese scientists with the leading technologies of Evonik,” said Chief Innovation Officer Dr. Ulrich Küsthardt. “Collaborating with academic networks enables us to continue expanding our own competencies in the field of biotechnology.”
During the two-day symposium, Evonik also presented the first Friedrich Bergius Lecture in Greater China. It was awarded to Prof. Dr. Tianwei Tan, Presi-dent of Beijing University of Chemical Technology. In his speech, the leading expert gave an overview of current research focuses of industrial biotechnology in China and future trends. The Lecture is named after the German chemist Friedrich Ber-gius, who received the Nobel Prize for Chemistry in 1931 jointly with Carl Bosch and who also worked for one of Evonik’s predecessor companies. His research con tinues to influence some of the chemistry at Evonik to this day.
Dr. Ulrich Küsthardt (left) with Prof. Dr. Tianwei Tan
elements51 Issue 2|2015
18 CATALYSIS
Figure 1
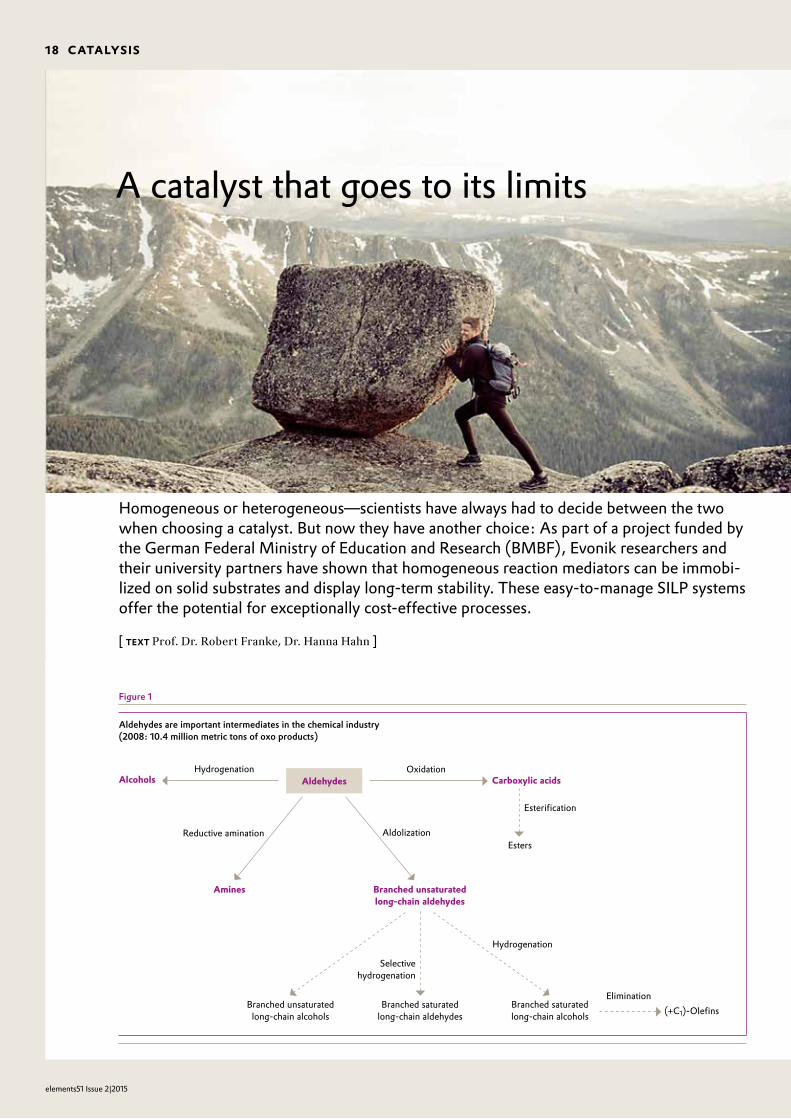
Aldehydes are important intermediates in the chemical industry (2008: 10.4 million metric tons of oxo products)
A catalyst that goes to its limits
Homogeneous or heterogeneous—scientists have always had to decide between the two when choosing a catalyst. But now they have another choice: As part of a project funded by the German Federal Ministry of Education and Research (BMBF), Evonik researchers and their university partners have shown that homogeneous reaction mediators can be immobi-lized on solid substrates and display long-term stability. These easy-to-manage SILP systems offer the potential for exceptionally cost-effective processes.
[ text Prof. Dr. Robert Franke, Dr. Hanna Hahn ]
(+C1)-Olefins
AlcoholsHydrogenation Oxidation
Carboxylic acids
Esterification
Esters
Amines Branched unsaturated long-chain aldehydes
Branched unsaturatedlong-chain alcohols
Branched saturatedlong-chain aldehydes
Elimination
Reductive amination
Aldehydes
Aldolization
Branched saturatedlong-chain alcohols
Hydrogenation
Selective hydrogenation
elements51 Issue 2|2015
19CATALYSIS
MOST REACTIONS IN the chemical industry require startup support. And many starting materials only react quickly and efficiently enough when they are given a little help after the reaction starts. To put it another way, the great majority of the technically important processes require catalysts. These include hydroformylation, in which a cobalt or rhodium catalyst dissolved into the material flow converts olefins with syngas to such products as aliphatic aldehydes. The aldehydes are hydrogenated to alcohols (fig. 1), which are used to make plasticizers for plastics, surfactants, and polymers. Worldwide, the production volume for plasticizer alcohols alone is about five million metric tons per year.
Homogeneous catalysts, as they are used in hydroformylation, are alluring. They are highly selective, display high activity, and work at relatively low temperatures. But economically, they do have some room for improvement: Homogeneous catalysts complicate processes and, thus, increase their costs. After the process is over, the dissolved reaction mediator has to be removed from the finished product by a method such as distillation or extraction. So the product is not contaminated by the catalyst, and the catalyst, which is likely to be pretty expensive, is not lost.
Heterogeneous is preferable to homogeneous
This is why, whenever possible, process developers and catalyst specialists search for heterogeneous alternatives. So far, they have had no success in the case of hydroformylation, where heterogenization would hold considerable economic and environmental advantages for aldehyde formation.
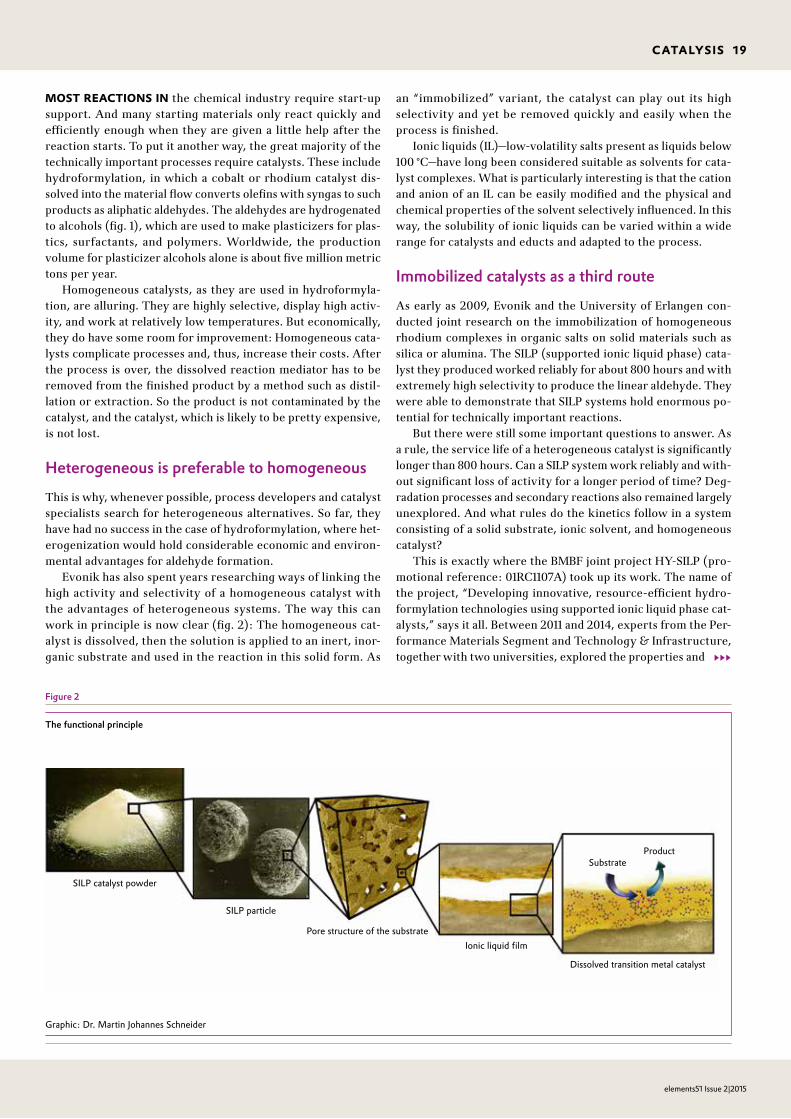
Evonik has also spent years researching ways of linking the high activity and selectivity of a homogeneous catalyst with the advantages of heterogeneous systems. The way this can work in principle is now clear (fig. 2): The homogeneous catalyst is dissolved, then the solution is applied to an inert, inorganic substrate and used in the reaction in this solid form. As
an “immobilized” variant, the catalyst can play out its high selectivity and yet be removed quickly and easily when the process is finished.
Ionic liquids (IL)—lowvolatility salts present as liquids below 100 °C—have long been considered suitable as solvents for catalyst complexes. What is particularly interesting is that the cation and anion of an IL can be easily modified and the physical and chemical properties of the solvent selectively influenced. In this way, the solubility of ionic liquids can be varied within a wide range for catalysts and educts and adapted to the process.
Immobilized catalysts as a third route
As early as 2009, Evonik and the University of Erlangen conducted joint research on the immobilization of homogeneous rhodium complexes in organic salts on solid materials such as silica or alumina. The SILP (supported ionic liquid phase) catalyst they produced worked reliably for about 800 hours and with extremely high selectivity to produce the linear aldehyde. They were able to demonstrate that SILP systems hold enormous potential for technically important reactions.
But there were still some important questions to answer. As a rule, the service life of a heterogeneous catalyst is significantly longer than 800 hours. Can a SILP system work reliably and without significant loss of activity for a longer period of time? Degradation processes and secondary reactions also remained largely unexplored. And what rules do the kinetics follow in a system consisting of a solid substrate, ionic solvent, and homogeneous catalyst?
This is exactly where the BMBF joint project HYSILP (promotional reference: 01RC1107A) took up its work. The name of the project, “Developing innovative, resourceefficient hydroformylation technologies using supported ionic liquid phase catalysts,” says it all. Between 2011 and 2014, experts from the Performance Materials Segment and Technology & Infrastructure, together with two universities, explored the properties and 333
Figure 2
The functional principle
SILP catalyst powder
SILP particle
Pore structure of the substrateIonic liquid film
Dissolved transition metal catalyst
SubstrateProduct
Graphic: Dr. Martin Johannes Schneider
elements51 Issue 2|2015
20 CATALYSIS
333 potential of SILP catalysts for technically important hydroformylation. Coordinated by Evonik, the team included Prof. Dr. Peter Wasserscheid of the University of ErlangenNuremberg and Prof. Dr. Peter Claus of the Technical University of Darmstadt—two of the world’s leading experts in the field of SILP technology and heterogeneous catalysis.
An in-depth look at ligands
As a benchmark, the researchers concentrated on the hydroformylation of a technical C4 mixture helped by a homogeneous rhodiumtransition metal complex—in other words, conditions that actually exist today in industrial chemistry. Their goal was to immobilize the rhodium catalyst so it could be used in existing hydroformylation processes. As another task of HYSILP, the partners planned to develop methods for defining interactions between homogeneous and heterogeneous components of the catalyst. It was also necessary to work out the basic kinetics. Not least, it was their objective to make the hydroformylation of olefins using customtailored SILP catalysts more environmentally compatible and energyefficient by reducing energy consumption by about ten percent and CO2 emissions by five percent.
The success of a catalyst depends not only on the transition metal in the center of a catalyst complex but even more so on the bulky, organic ligand that covers the metal, which is decisive for activity and selectivity. It ensures the formation of energetically optimized transition states in the participating molecules so that the educts react as quickly and quantitatively as possible.
The ligand also determines selectivity by preventing undesired secondary reactions. A regioselective catalyst for hydroformylation, therefore, generates as much of the desired linear aldehyde as possible and only a little of the branched variant.
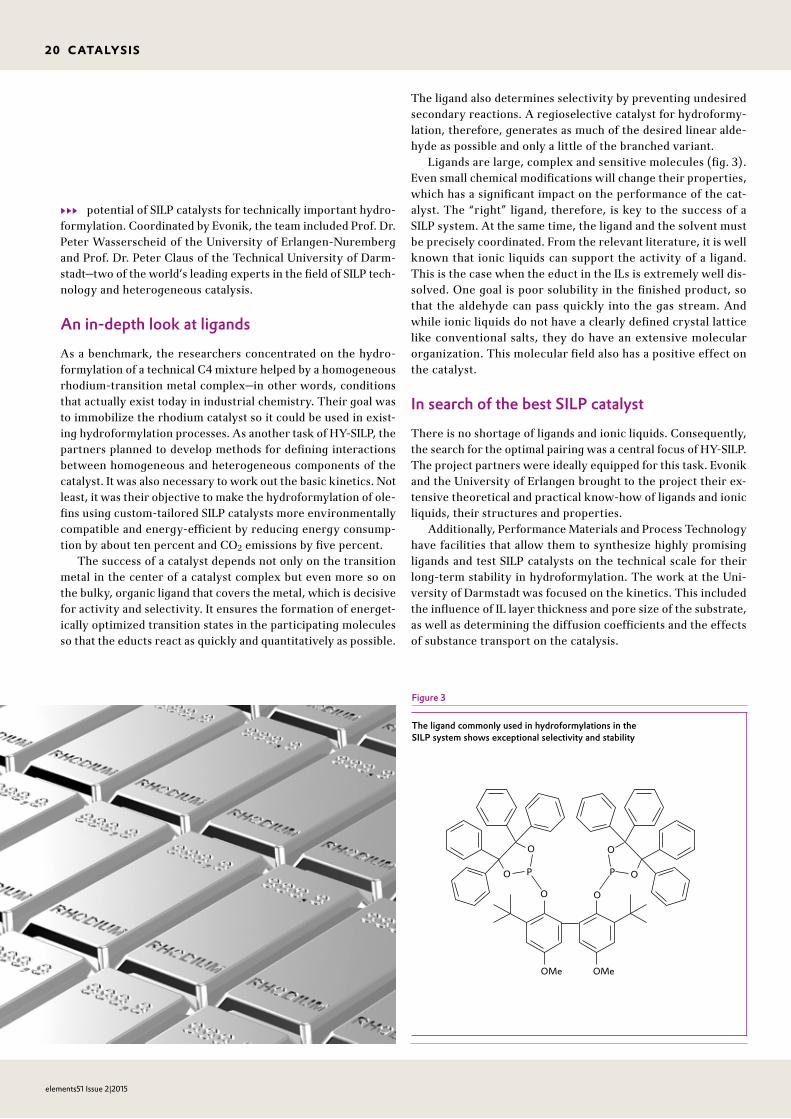
Ligands are large, complex and sensitive molecules (fig. 3). Even small chemical modifications will change their properties, which has a significant impact on the performance of the catalyst. The “right” ligand, therefore, is key to the success of a SILP system. At the same time, the ligand and the solvent must be precisely coordinated. From the relevant literature, it is well known that ionic liquids can support the activity of a ligand. This is the case when the educt in the ILs is extremely well dissolved. One goal is poor solubility in the finished product, so that the aldehyde can pass quickly into the gas stream. And while ionic liquids do not have a clearly defined crystal lattice like conventional salts, they do have an extensive molecular organization. This molecular field also has a positive effect on the catalyst.
In search of the best SILP catalyst
There is no shortage of ligands and ionic liquids. Consequently, the search for the optimal pairing was a central focus of HYSILP. The project partners were ideally equipped for this task. Evonik and the University of Erlangen brought to the project their extensive theoretical and practical knowhow of ligands and ionic liquids, their structures and properties.
Additionally, Performance Materials and Process Technology have facilities that allow them to synthesize highly promising ligands and test SILP catalysts on the technical scale for their longterm stability in hydroformylation. The work at the University of Darmstadt was focused on the kinetics. This included the influence of IL layer thickness and pore size of the substrate, as well as determining the diffusion coefficients and the effects of substance transport on the catalysis.
Figure 3
The ligand commonly used in hydroformylations in the SILP system shows exceptional selectivity and stability
O
O
P
O
OMe
O
O
P
O
OMe
elements51 Issue 2|2015
21CATALYSIS
To save time, various ionic liquids and several hundred ligands were virtually screened as part of HYSILP to answer questions such as: Which IL shows the optimal solubility (high for the catalyst and low for the produced aldehyde)? Which ligands dissolve in a particular IL without losing their activity and stability? Because the activity of the immobilized catalyst depends on the particulars of its conformation, it was important that it not be negatively influenced by its new environment and how a freely dissolved catalyst complex functions. The University of Erlangen also screened various oxidic substrates in a variety of sizes, forms, pore volumes, and pore diameters to find the best oxides.
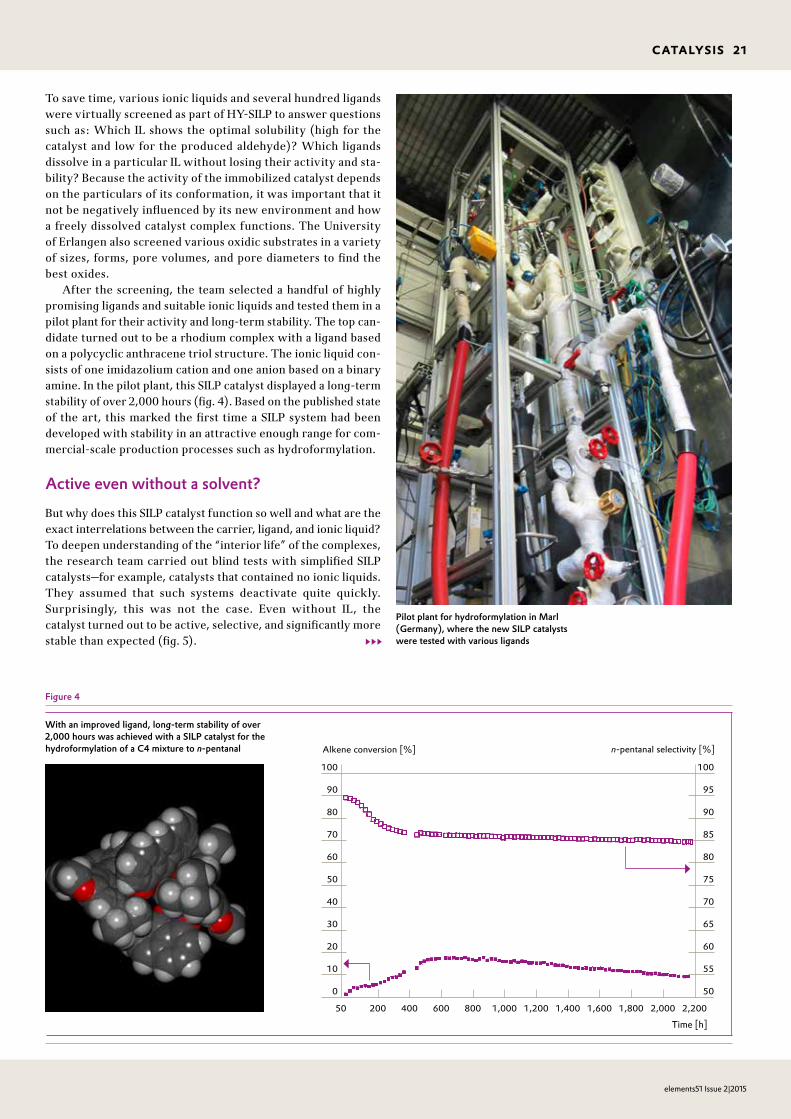
After the screening, the team selected a handful of highly promising ligands and suitable ionic liquids and tested them in a pilot plant for their activity and longterm stability. The top candidate turned out to be a rhodium complex with a ligand based on a polycyclic anthracene triol structure. The ionic liquid consists of one imidazolium cation and one anion based on a binary amine. In the pilot plant, this SILP catalyst displayed a longterm stability of over 2,000 hours (fig. 4). Based on the published state of the art, this marked the first time a SILP system had been developed with stability in an attractive enough range for commercialscale production processes such as hydroformylation.
Active even without a solvent?
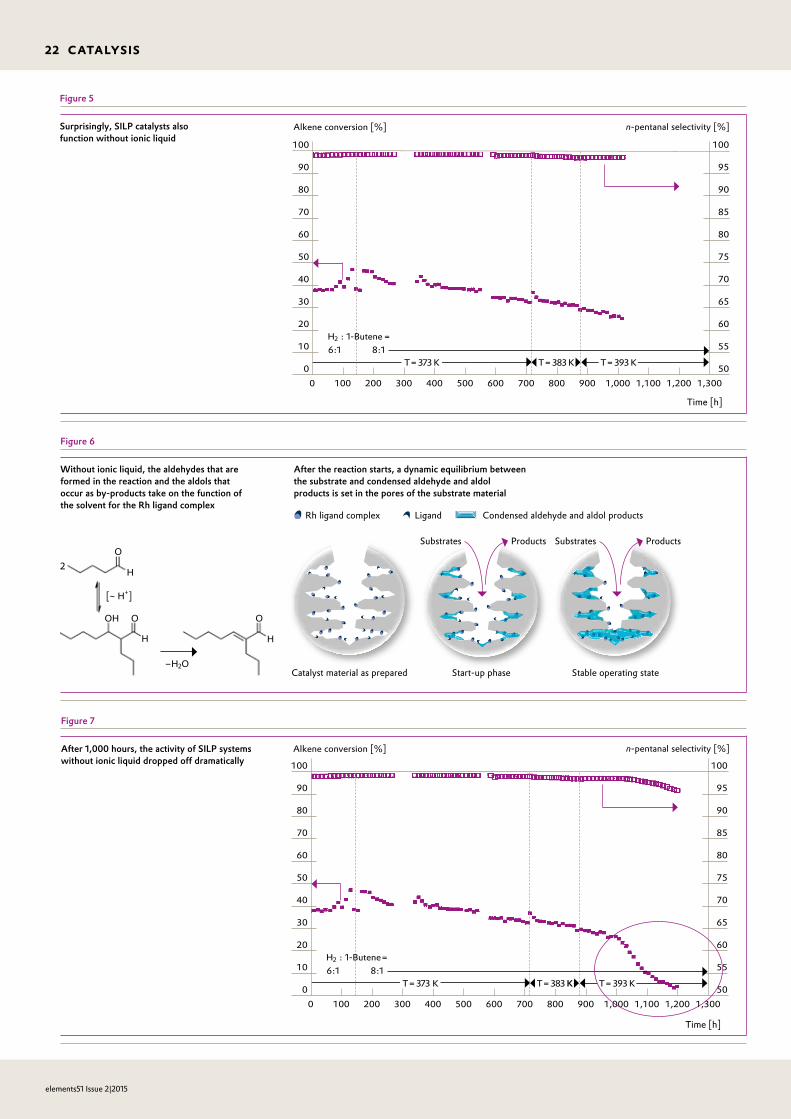
But why does this SILP catalyst function so well and what are the exact interrelations between the carrier, ligand, and ionic liquid? To deepen understanding of the “interior life” of the complexes, the research team carried out blind tests with simplified SILP catalysts—for example, catalysts that contained no ionic liquids. They assumed that such systems deactivate quite quickly. Surprisingly, this was not the case. Even without IL, the catalyst turned out to be active, selective, and significantly more stable than expected (fig. 5).
Pilot plant for hydroformylation in Marl (Germany), where the new SILP catalysts were tested with various ligands
Figure 4
With an improved ligand, long-term stability of over 2,000 hours was achieved with a SILP catalyst for the hydroformylation of a C4 mixture to n-pentanal
100
90
80
70
60
50
40
30
20
10
0
50 400 600 800 1,000 1,200 1,400 1,600 1,800 2,000200 2,200
100
95
90
85
80
75
70
65
60
55
50
Alkene conversion [%] n-pentanal selectivity [%]
Time [h]
333
elements51 Issue 2|2015
22 CATALYSIS
100
90
80
70
60
50
40
30
20
10
0
100 200 300 400 500 600 700 800 900 1,000 1,100 1,200 1,300
100
95
90
85
80
75
70
65
60
55
50
Time [h]
H2 : 1-Butene=6:1 8:1
T= 373 K T= 383 K T= 393 K
0
2O
OOH
H
–H2O
O
H
[~ H+]
H
Figure 5
Surprisingly, SILP catalysts also function without ionic liquid
100
90
80
70
60
50
40
30
20
10
0
0 100 200 300 400 500 600 700 800 900 1,000 1,100 1,200 1,300
100
95
90
85
80
75
70
65
60
55
50
Alkene conversion [%] n-pentanal selectivity [%]
Time [h]
H2 : 1-Butene =6:1 8:1
T= 373 K T= 383 K T= 393 K
Figure 7
After 1,000 hours, the activity of SILP systems without ionic liquid dropped off dramatically
Alkene conversion [%] n-pentanal selectivity [%]
Figure 6
Without ionic liquid, the aldehydes that are formed in the reaction and the aldols that occur as by-products take on the function of the solvent for the Rh ligand complex
After the reaction starts, a dynamic equilibrium between the substrate and condensed aldehyde and aldol products is set in the pores of the substrate material
Catalyst material as prepared Start-up phase Stable operating state
Substrates Products Substrates Products
Rh ligand complex Ligand Condensed aldehyde and aldol products

elements51 Issue 2|2015
23CATALYSIS
Analyses aided by IR spectroscopy solved the puzzle: Without ionic liquid, the aldehyde that is formed takes on the function of the solvent for the rhodium complex. At the same time, as the reaction progresses, aldols form as byproducts in the pores of the substrate material and also function as liquid solvent (fig. 6). The homogeneous catalyst, therefore, produces its own solvent. To put it another way, a macroscopically heterogeneous catalyst microscopically forms a homogeneous environment in which the desired reaction can take place.
The problem, though, is that the aldols continue to react in situ, which generates water. Little by little, the water deactivates the hydrolysissensitive ligands. For this reason, even though SILP systems without ionic liquid functioned up to 1,000 hours in the pilot plant, their activity dropped off quickly afterward (fig. 7). The spectroscopic analyses showed that, following a startup phase on the substrate, a dynamic balance is achieved between the substrate and the product phase, which consists of aldehydes and their reaction products. The inorganic substrate also plays a role: Acid materials accelerate the aldol condensation and, therefore, the deactivation of the ligand. As a result, the pore filling level depends on the morphology of the substrate material.
In addition to the technical performance of the SILP catalyst, the environmental performance was another important point to clarify. The HYSILP team set a CO2 savings of five percent as its goal. Simulation of a commercialscale hydroformylation process with an integrated SILP reactor produced a saving of 2.3 percent—a good result in view of the fact that the existing hydroformylation processes at Evonik are already extremely energy efficient. Moreover, tests at the University of Erlangen showed that it is possible to recycle the valuable transition metal. So the rhodium in the laboratory is recovered through acid digestion and is available for the production of new catalysts. On the commercial scale, the automobile and chemical industries already have such processes in place for recycling catalysts.
Prof. Dr. Robert Franke is head of Innovation Manage ment Hydroformylation in the Performance Materials Segment, with responsibility for oxo research. He studied industrial chemistry and theore ti-cal chemistry at the Ruhr University Bochum, where he earned his PhD in 1994 and subsequently worked as a scientific assistant. In 1998, he joined Evonik in the Computer-Aided Process Engineering department of Process Technology. After holding various posi-tions, including a stint in Creavis’ Process Intensification Project House, he moved to his current position in early 2009. Franke earned his habilitation in the sub-ject of theoretical chemistry in 2002, and since then has held a position as lecturer at the Ruhr University Bochum. He was appoin ted adjunct professor in 2011.phone +49 2365 [email protected]
Dr. Hanna Hahn has worked as a scientific assistant in the Process Technology—Reaction Engineering department at Technology & Infrastructure since 2010. She studied chemistry with focus on industrial chemis-try at the Technical University of Darmstadt, and also earned her doctorate in the Material Sciences depart-ment at Darmstadt in the field of structural research.phone +49 2365 [email protected]
A. Schönweiz, R. Franke, in: Supported Ionic Liquids— Fundamentals and Applications, R. Fehrmann, A. Riisager, M. Haumann (Eds.), pp 307–326, Wiley-VCH Verlag, Weinheim, 2014. Supported Ionic Liquid Phase (SILP) Materials in Hydroformylation Catalysis.
R. Franke et al., Accurate pre-calculation of limiting activity coef fi cients by COSMO-RS with molecular-class-based parameter-iza tion, Fluid Phase Equilibria 2013, 340, 11–14.
A. Schönweiz et al., Ligand-modified rhodium catalysts on porous silica in continuous gas phase hydroformylation of short-chain alkenes—catalytic reaction in liquid-supported aldol prod-uct, ChemCatChem 2013, 5(10), 2955–2963.
A. Kaftan et al., Supported homogeneous catalyst makes its own liquid phase, J. Catal. 2015, 321, 32–38.
FOR MORE INFORMATION
SILP research continues
HYSILP was a significant step toward customdesigned SILP systems for hydroformylation, but it also pointed out the limits of the catalysts that have been studied to date. The project raises clear questions for further research: What other ligands can further increase the stability and yields of the rhodium complex? What might reactors designed to suppress aldol condensation and increase the service life of the SILP catalyst look like? Development of the methodology also carries huge potential—for example, for more indepth kinetic studies or for an optimized simulation of the solubility of ligands in ionic liquids. One thing is undeniable: The SILP concept is already a highly attractive alternative to conventional homogeneous catalysts, both economically and environmentally. 777
333

elements51 Issue 2|2015
24 LEADING INNOVATION CONFERENCE
Innovation is an important leverage for sustain-able growth. How to apply this leverage more effectively was the topic of Evonik’s second Innovation Conference. The top executives met for nearly two days to develop appropriate measures for this goal.
IS EVONIK DOING everything it can to promote innovation? To be better, faster, and more profitable than the competition over the long term? These questions were the focus of the nearly twoday Leading Innovation Conference at the beginning of February in Mainz (Germany), which was attended by about 100 of the Group’s senior executives and inhouse talents.
Evonik CEO Klaus Engel explained the value of innovation. “In the past year, we have commissioned many plants that use proprietary technologies—modern plants that are highly efficient because of innovations that came from our own laboratories,” said Engel. “This shows how closely our business activities are tied to innovation. And this will always be the case—innovation is perhaps the most important feature that distinguishes us from our competitors.”
The bar was set high at the beginning of the conference: “Our vision is to become one of the most innovative companies in the world,” said Chief Innovation Officer Dr. Ulrich Küsthardt at the opening. He and Dr. Peter Nagler, head of International Innovation, organized the conference. “As executives, this is our responsibility. So we have to ask ourselves: What do we have to do to achieve this?”
At the same time, Küsthardt stressed that the question is not only what to do but how to do it: “We have to ensure that passion isn’t smothered by processes.” Nagler added that innovative strength is not just determined by the R&D budget: “More than anything else, people determine the innovative strength of a company.” Klaus Engel agreed that this was a key point: “Innovation is not a surprise. It’s the result of hard work, and requires a high tolerance for frustration. This is the idea reflected in our slogan ‘Power to create.’ It’s our job to bring that slogan to life.”
Discussion instead of presentation
As with the first Innovation Conference in the fall of 2012, there were no presentations, just discussions—both days were filled with podium discussions, workshops and group work. The idea was for the executives to identify topics that allow the Group to further strengthen its power for innovation.
To set the mood, they visited a garden of ideas in which they were invited by Evonik employees to discussions held in six marketplaces. The discussions were based on theories, experience, and best practice examples in such areas as entrepreneurship and “fuzzy frontend” innovation—a type of unstructured preliminary stage in which future technologies can be identified—internal and external innovation networks, the procurement and integration of new technologies, innovation culture and the right balance in the innovation portfolio.
Priorities set
In the workshops held afterward, conference participants identified the essential levers for spurring innovation and set priorities for the years 2015 and 2016. These topics are now being developed in network teams. Active portfolio management, for example, should ensure that innovation performance can keep pace with the innovation goals of the relevant unit.
Leading innovation to become a leader in innovation
Evonik CEO Klaus Engel

Left: Dr. Ulrich Küsthardt.Bottom left: Küsthardt together with Dr. Peter Nagler(left) and Patrik Wohlhauser, member of the Executive Board
elements51 Issue 2|2015
25LEADING INNOVATION CONFERENCE
Other topics aim to more closely integrate the knowledge and expertise of external partners at all levels of Evonik’s own innovation process. One such topic was new technologies that open the door to new business activities: A network team will look for opportunities to systematically identify promising technologies, realistically project their potential for Evonik, and integrate them successfully into the Group. In its work, the team will benefit from the extensive knowhow in evaluating emerging advanced technologies that Evonik has built in the last several years through its venture capital activities.
Another team will develop structured methods for generating ideas faster and starting projects with external partners. Over the past two years, Evonik has had great success in breaking new ground in this area. A good example is the ECRP, the Evonik Call for Research Proposals, in which Evonik calls on scientists at universities and research institutes worldwide to submit solutions to predefined problems. Previous experience with ECRPs on a total of four topics shows that this approach generates a lot of creative ideas that, in the ideal case, can lead to a joint research project. Such open innovation concepts will be further expanded.
“We also intend to continue to develop our innovation culture,” explained Küsthardt. In the past two years, Evonik has developed its Guiding Principles on Innovation (see infobox) to create a shared understanding of innovation. “Now we need to infuse these guiding principles with life and anchor them in the minds of our employees,” says Küsthardt. “Only then will they realize their full value as an orientation tool.” Whether all activities have developed as desired will be a topic of the next Innovation Conference to be held in one to two years.
AT A GLANCE
Evonik developed its Guiding Principles on Innovation as a result of the first Leading Innovation Conference in the fall of 2012. Their purpose is to create a shared understanding of innovation and describe the company’s approach to the topic. • Passion and diversity are the lifeblood of our creativity
and form a breeding ground for novel and sustainable solu-tions for tomorrow’s markets.
• Our open culture of innovation gives us both the freedom and the courage to take extensive development risks and constructively manage setbacks.
• Our own developments, internal and external networks, and the acquisition of innovative technologies enable us to venture into completely new growth markets.
• Our long-range innovation plans are on equal footing with our ambitious short-term earnings targets.
• Innovation requires initiative from, and the contributions of, each and every employee.
Evonik’s Guiding Principles on Innovation
elements51 Issue 2|2015
26 RESOURCE EFFICIENCY
[ text Dr. Jörn Rolker, Rick Steglich ]
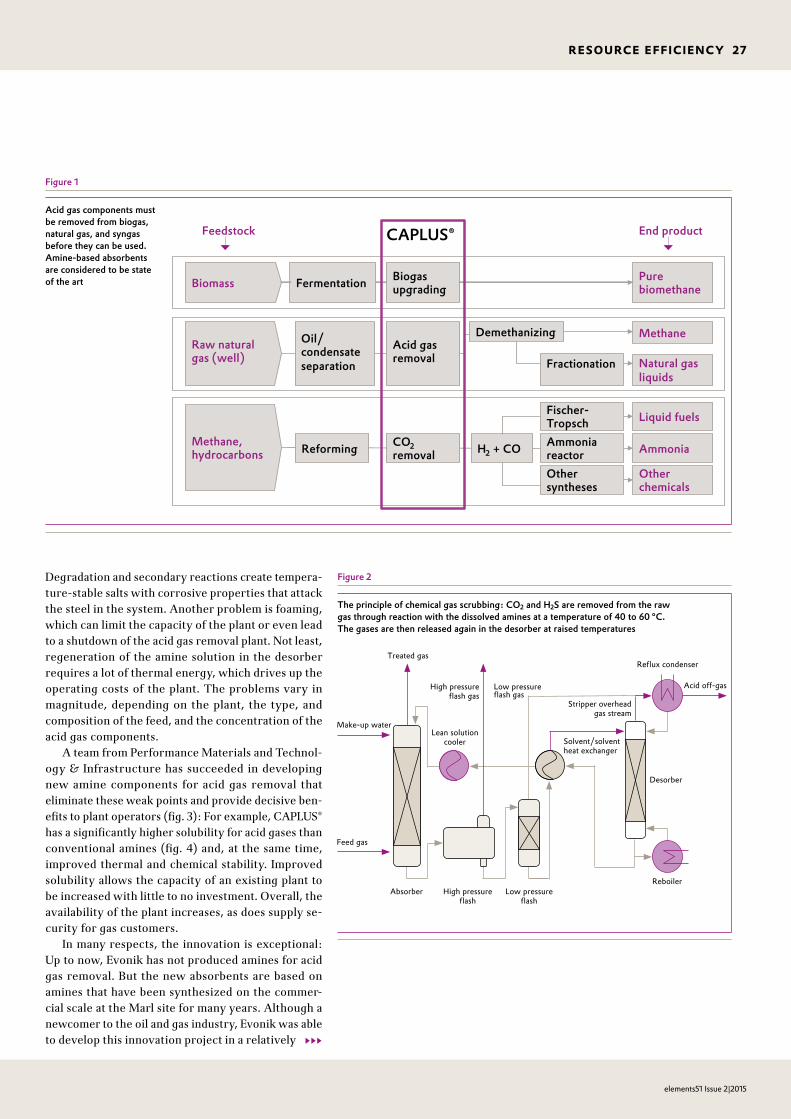
AMINES HAVE ALREADY been used for many decades to produce usable clean gases from industrially important raw gases: The nitrogenrich molecules quickly and firmly bind unwanted acid gas components, thereby purifying natural gas, biogas, or synthetic gas from such substances as carbon dioxide and hydrogen sulfide (fig. 1). This acid gas removal process ensures that gas streams meet the required specifications and can be used easily for energy production or other downstream processes. Aminebased scrubbing agents or absorbents are considered stateoftheart and are used in several thousand plants around the world.
In a gas scrubbing unit, the absorbent is circulated between the absorber and desorber column (fig. 2): Raw gas and aqueous amine solution are brought into contact with each other in the counterflow through
random or structured packing, and thereby mixed thoroughly. The acid gas components dissolve in the aqueous amine solution and react at 40 to 60 °C to form watersoluble salts. The loaded solvent then enters the desorber column, where the amine releases the acid gases again at about 120 °C and is then sent back to the absorber column.
Conventional scrubbing agents have drawbacksGas scrubbing through absorption is an established and wellresearched process, but it has a few drawbacks. The alkanolamines normally used—for example, compounds based on methyldiethanolamine or aminoethoxyethanol—can degrade in the plant, since they are not sufficiently stable chemically or thermally.
Gases are almost completely unusable without pretreatment. Performance Materials has launched a new class of amines on the market as scrubbing agents. Under the CAPLUS® brand name, these amines remove acid gas components far more effectively than established amines and increase the performance, output, and service life of plants.
Scrubbing gases clean
elements51 Issue 2|2015
27RESOURCE EFFICIENCY
Biomass
Methane, hydrocarbons
Raw natural gas (well)
Pure biomethane
Reforming CO2 removal H2 + CO
Fischer- Tropsch
Oil/condensate separation
Ammonia reactor Other syntheses
Liquid fuels
Ammonia
Other chemicals
Acid gas removal
Fermentation Biogas upgrading
Demethanizing
Fractionation
Methane
Natural gasliquids
End product
Feedstock CAPLUS®
Degradation and secondary reactions create temperaturestable salts with corrosive properties that attack the steel in the system. Another problem is foaming, which can limit the capacity of the plant or even lead to a shutdown of the acid gas removal plant. Not least, regeneration of the amine solution in the desorber requires a lot of thermal energy, which drives up the operating costs of the plant. The problems vary in magnitude, depending on the plant, the type, and composition of the feed, and the concentration of the acid gas components.
A team from Performance Materials and Technology & Infrastructure has succeeded in developing new amine components for acid gas removal that eliminate these weak points and provide decisive benefits to plant operators (fig. 3): For example, CAPLUS® has a significantly higher solubility for acid gases than conventional amines (fig. 4) and, at the same time, improved thermal and chemical stability. Improved solubility allows the capacity of an existing plant to be increased with little to no investment. Overall, the availability of the plant increases, as does supply security for gas customers.
In many respects, the innovation is exceptional: Up to now, Evonik has not produced amines for acid gas removal. But the new absorbents are based on amines that have been synthesized on the commercial scale at the Marl site for many years. Although a newcomer to the oil and gas industry, Evonik was able to develop this innovation project in a relatively 333
Figure 1
Acid gas components must be removed from biogas, natural gas, and syngas before they can be used. Amine-based absorbents are considered to be state of the art
Scrubbing gases clean
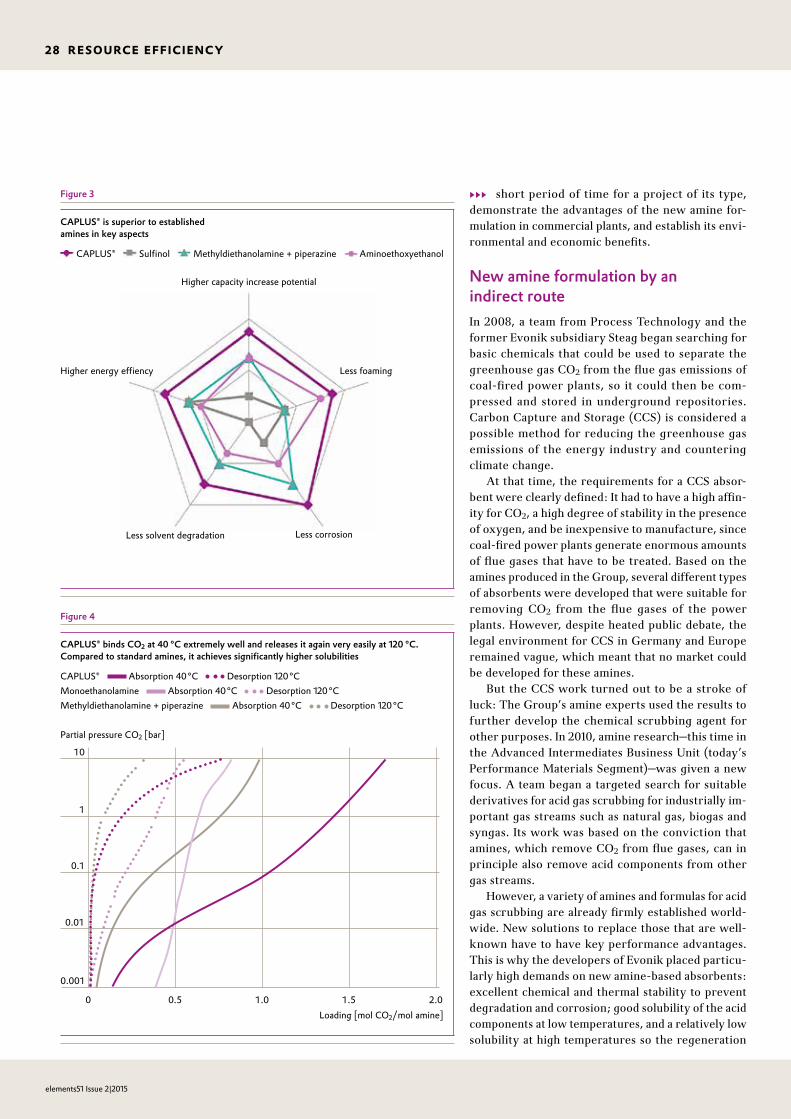
Figure 2
The principle of chemical gas scrubbing: CO2 and H2S are removed from the raw gas through reaction with the dissolved amines at a temperature of 40 to 60 °C. The gases are then released again in the desorber at raised temperatures
Treated gas
Solvent/solventheat exchanger
Stripper overheadgas stream
Acid off-gas
Reboiler
Desorber
Reflux condenser
Low pressure flash
High pressure flash
Absorber
High pressure flash gas
Lean solution cooler
Feed gas
Make-up water
Low pressure flash gas
elements51 Issue 2|2015
28 RESOURCE EFFICIENCY
short period of time for a project of its type, demonstrate the advantages of the new amine formulation in commercial plants, and establish its environmental and economic benefits.
New amine formulation by an indirect routeIn 2008, a team from Process Technology and the former Evonik subsidiary Steag began searching for basic chemicals that could be used to separate the greenhouse gas CO2 from the flue gas emissions of coalfired power plants, so it could then be compressed and stored in underground repositories. Carbon Capture and Storage (CCS) is considered a possible method for reducing the greenhouse gas emissions of the energy industry and countering climate change.
At that time, the requirements for a CCS absorbent were clearly defined: It had to have a high affinity for CO2, a high degree of stability in the presence of oxygen, and be inexpensive to manufacture, since coalfired power plants generate enormous amounts of flue gases that have to be treated. Based on the amines produced in the Group, several different types of absorbents were developed that were suitable for removing CO2 from the flue gases of the power plants. However, despite heated public debate, the legal environment for CCS in Germany and Europe remained vague, which meant that no market could be developed for these amines.
But the CCS work turned out to be a stroke of luck: The Group’s amine experts used the results to further develop the chemical scrubbing agent for other purposes. In 2010, amine research—this time in the Advanced Intermediates Business Unit (today’s Performance Materials Segment)—was given a new focus. A team began a targeted search for suitable derivatives for acid gas scrubbing for industrially important gas streams such as natural gas, biogas and syngas. Its work was based on the conviction that amines, which remove CO2 from flue gases, can in principle also remove acid components from other gas streams.
However, a variety of amines and formulas for acid gas scrubbing are already firmly established worldwide. New solutions to replace those that are wellknown have to have key performance advantages. This is why the developers of Evonik placed particularly high demands on new aminebased absorbents: excellent chemical and thermal stability to prevent degradation and corrosion; good solubility of the acid components at low temperatures, and a relatively low solubility at high temperatures so the regeneration
Figure 3
CAPLUS® is superior to established amines in key aspects
CAPLUS® Sulfinol Methyldiethanolamine + piperazine Aminoethoxyethanol
Higher capacity increase potential
Less solvent degradation
Less foaming Higher energy effiency
Less corrosion
10
0.01
0.1
1
0.5 1.0 1.5 2.0
0.001
0
Figure 4
CAPLUS® binds CO2 at 40 °C extremely well and releases it again very easily at 120 °C. Compared to standard amines, it achieves significantly higher solubilities
CAPLUS® Absorption 40°C Desorption 120°CMonoethanolamine Absorption 40°C Desorption 120°C Methyldiethanolamine + piperazine Absorption 40°C Desorption 120°C
Partial pressure CO2 [bar]
Loading [mol CO2/mol amine]
333
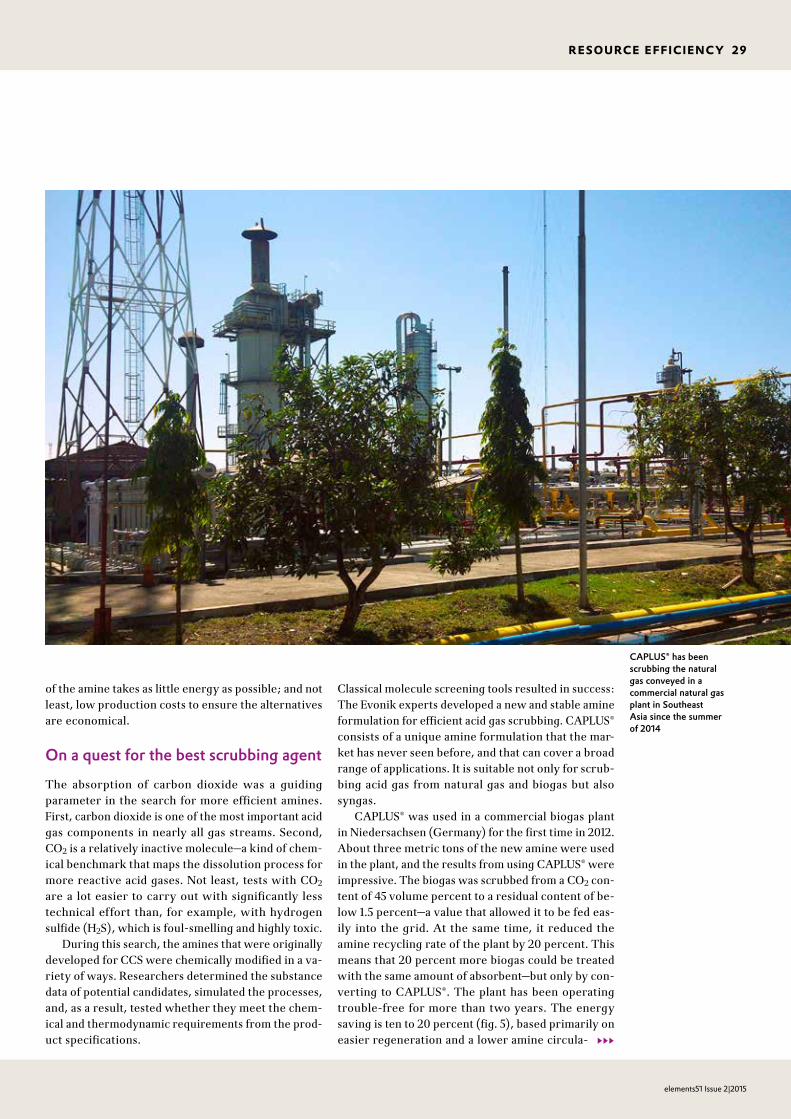
elements51 Issue 2|2015
29RESOURCE EFFICIENCY
of the amine takes as little energy as possible; and not least, low production costs to ensure the alternatives are economical.
On a quest for the best scrubbing agent
The absorption of carbon dioxide was a guiding par ameter in the search for more efficient amines. First, carbon dioxide is one of the most important acid gas components in nearly all gas streams. Second, CO2 is a relatively inactive molecule—a kind of chemical benchmark that maps the dissolution process for more reactive acid gases. Not least, tests with CO2 are a lot easier to carry out with significantly less technical effort than, for example, with hydrogen sulfide (H2S), which is foulsmelling and highly toxic.
During this search, the amines that were originally developed for CCS were chemically modified in a variety of ways. Researchers determined the substance data of potential candidates, simulated the processes, and, as a result, tested whether they meet the chemical and thermodynamic requirements from the product specifications.
Classical molecule screening tools resulted in success: The Evonik experts developed a new and stable amine formulation for efficient acid gas scrubbing. CAPLUS® consists of a unique amine formulation that the market has never seen before, and that can cover a broad range of applications. It is suitable not only for scrubbing acid gas from natural gas and biogas but also syngas.
CAPLUS® was used in a commercial biogas plant in Niedersachsen (Germany) for the first time in 2012. About three metric tons of the new amine were used in the plant, and the results from using CAPLUS® were impressive. The biogas was scrubbed from a CO2 content of 45 volume percent to a residual content of below 1.5 percent—a value that allowed it to be fed easily into the grid. At the same time, it reduced the amine recycling rate of the plant by 20 percent. This means that 20 percent more biogas could be treated with the same amount of absorbent—but only by converting to CAPLUS®. The plant has been operating troublefree for more than two years. The energy saving is ten to 20 percent (fig. 5), based primarily on easier regeneration and a lower amine circula 333
CAPLUS® has been scrubbing the natural gas conveyed in a commercial natural gas plant in Southeast Asia since the summer of 2014

THE MARKET
elements51 Issue 2|2015
30 RESOURCE EFFICIENCY
333
Natural gas is the most important gas stream worldwide. According to the International Energy Agency, gas consumption will increase by 50 percent by 2035 and account for one-quarter of the worldwide energy mix. In addition to methane and other hydrocarbons, natural gas also con-tains CO2, H2S, COS, and mercaptans. The gas is available at a pressure of ten to 100 bar, which allows efficient scrubbing. The biggest challenge for gas scrubbing is that the composition of natural gas varies dramatically depending on the region, country, and even its availability.
Syngas is a mixture of hydrogen and carbon monoxide as its main com-ponents, and a key starting material for the production of a number of basic chemicals. Syngas from the ammonia process contains ten to 40 percent CO2, as well as methane and other trace substances. Syngas also reaches the scrubber at a pressure of 30 to 50 bar. The key challenge for gas scrubbing is carbon monoxide, because it reacts with certain amines and removes them from the process.
Biogas, which is currently a small market, contains 40 to 50 percent CO2 and about one percent oxygen, in addition to methane. The volume streams are relatively low, since biogas is produced primarily in decentral-ized plants. Moreover, what makes scrubbing more difficult is that the small volume streams are under ambient pressure, which means that puri-fication requires a lot of energy.
Flue gases are a special group among the large gas streams, because they are waste gases from the industrial combustion processes of such operations as power plants and waste incineration plants. They contain relatively little CO2 (up to a maximum of 12 volume percent), in addition to inert nitrogen, oxygen, sulfur dioxide, and nitrogen oxides. Flue gases are extremely large volume streams under ambient pressure. This makes scrubbing energy intensive, because the CO2 partial pressure is low. Additionally, oxygen and SO2 can degrade the amines.
tion rate. The stability of the new absorbent is also unusually good: The operator has not had to add fresh amine since the plant was commissioned.
Initial success in the key market—Natural GasThe first step into the natural gas market was taken last summer—about 12,000 kilometers away from Germany—in Southeast Asia. The old amine in a commercial plant owned by a large oil and gas group was replaced by CAPLUS®. The roughly 20yearold acid gas removal plant was loaded “on the fly” (during operation). Since July 2014, the plant has been operating successfully on a mixture of about 70 percent CAPLUS® and about 30 percent old amine.
The success in Southeast Asia is doubly impressive given the fact that the plant in question operates under extremely challenging conditions. The naturalgas feed contains between 35 and 50 percent CO2, since some of the gas wells are largely exhausted. Prior to feeding with CAPLUS®, the scrubbed gas always had a CO2 content of over six percent, which was significantly higher than the required specification. The amine losses were also exceptionally high. Thanks to the new formulation, the CO2 residual content was not only reduced to below 0.1 volume percent but amine losses were reduced by about 80 percent—largely the lower volatility of the amines.
The plant in Southeast Asia was a first and important milestone for entry into a market that had never been served before. Currently, Evonik is in talks with other large oil and natural gas companies in Southeast Asia, as well as the MENA (Middle East and North Africa) region, and in South America. These parts of the world are considered the most important growth regions for natural gas. They also contain a number of plants that could also benefit from the many virtues of CAPLUS®.
CAPLUS® scrubs more efficiently and reliably The oil and gas industry is extremely conservative, however, and hangs on to familiar processes, even when they fall short of expectations. Evonik has all the good arguments on its side: Thanks to CAPLUS®, a scrubber can be operated with a 20 percent lower amine recycling rate, because the new formulation can separate more acid gas. This means more powerful plants and more economical and efficient gas processing. Foaming and corrosion are kept to a minimum, which improves performance and plant availability.
Types of gases

elements51 Issue 2|2015
31RESOURCE EFFICIENCY
Gas flow rate
Solvent flow rate
Specific regeneration energy
Capture rate
12020 40 60 800 100
Dr. Jörn Rolker is project manager in the New Business Opportunities unit of the Agrochemicals & Polymer Additives Business Line and responsible for the technological part of CAPLUS®. After studying process and energy technology at the Technical University of Berlin and earning his doctorate in the field of thermodynamics/thermal process technology at the University of Erlangen-Nuremberg, he began his career as a process engineer in Evonik’s Process Technology & Engineering Service Unit (today: Technology & Infrastructure). Rolker has worked in his current position since 2011. phone +49 6181 [email protected]
Rick Steglich is project cluster head in the New Business Opportunities unit of the Agrochemicals & Polymer Additives Business Line and responsible for the commercial part of CAPLUS®. He studied business administration at the University of Applied Sciences for Economics and Management (FOM) in Essen. After holding various positions in procurement, con-trolling, and management consulting in both Germany and China, he moved to his current position in 2011. phone +49 2365 [email protected]
Because the new formulation can bind more acid gases, it delivers unrivaled flexibility: A site can increase its gas capacity without enlarging the plant itself. This is a big advantage, particularly in threshold countries where energy supply is strained. Sites with a high ambient temperature also benefit. Here, in summer the gas capacities are often limited, because the amines cannot be cooled sufficiently before being sent back into the absorber and as a consequence the solubility for acid gas drops. CAPLUS®, on the other hand, does not have this problem, because the formulation reliably absorbs acid components even at higher temperatures.
In addition to a new absorbent with improved chemical and thermodynamic performance, Evonik also offers its customers a comprehensive range of services customarily found in the gas industry worldwide. Each individual plant is simulated and evaluated beforehand. The simulation helps determine the new, improved operating parameters and estimate the financial advantage to the customer of using CAPLUS®—for example, through lower reboiler duty or savings in cooling energy. The option of expanding plant capacity is also part of the simulation calculation. Additionally, the evaluation clarifies what sealing materials and steels are installed. Tests with original materials then show whether they are compatible with the new formula. A team of experienced engineers monitors the exchange of the amine on site and adjusts the process if the gas feed changes.
As international as the gas market is, Germany is its main hub. The Marl site can produce enough CAPLUS® for years to come, with a possible capacity expansion in 2017/2018 once the product is successfully launched. Even now, customers and prospective customers can test CAPLUS® against their own amine in a pilot plant with a feed gas stream of 500 to 1,500 standard cubic meters per hour and consider it for their own application.
In a separate project, the Evonik team is already developing the next generation of amine, since the chemical basis of the new formulation offers enough potential for further innovations.
The successful opening up of the global natural gas market calls for solutions that significantly improve efficiency and plant performance, promise high profitability, and offer professional service. It also requires sensitivity to where the market is open to new alternatives—always where conventional operation hits its technical and economic limits, and where supply security is jeopardized. This is where CAPLUS® can prove to be effective, and persuade customers in the global natural gas market. 777
Figure 5
Compared to the leading competitor’s product, CAPLUS® consumes less energy and shows increased solubility for acid gases. Under the same operating conditions, CAPLUS® saves regeneration energy by 20 percent
CAPLUS® Methyldiethanolamine/piperazine
[%]

elements51 Issue 2|2015
32 EVONIK-MIKROKOLLEG
Even though industry is the foundation of prosperity, its effects in Germany are often the subject of considerable controversy. The aim of Evonik’s micro-academy at the Ruhr-Universität Bochum—a three-year project entitled “Reconsidering Industry”— was to launch a constructive, objective dialog among a wide variety of interest groups.
SCIENCE AND INDUSTRY, politics and civil society, unions and the media: The perspectives of all of these stakeholders vary quite a bit in Germany, as do their demands and expectations of industry. Investment projects are one example of this phenomenon: If companies hope to grow, for instance by building a new power plant or a new production facility, they have two hurdles to overcome: On the one hand they have to navigate complex state and local approval processes, and, on the other hand, often encounter resistance from local residents, who see their quality of life threatened. It can be easy to overlook the fact that companies want (and need) to be competitive, so that Germany as a whole can be competitive.
In order to identify and discuss the various perspectives involved, Evonik launched Reconsidering Industry, a microacademy at the RuhrUniversität Bochum (RUB), in late 2011. The project, which has now been brought to a close, was integrated into RUB’s campuswide Research School, an institution for doctoral candidates from all of the university’s faculties.
Evonik sponsored four PhD students, whose dissertation projects were to focus on how the relationship between industry, society, and the environment must change, each exploring the question from different angles as a basis for a more objective public debate. The unique feature of the project was its interdisciplinary approach. AnnaLena Schönauer, Maren Schwieger, Dr. Katharina Schubert—who has already been awarded her PhD —and Fabian Prystav each come from different academic backgrounds: sociology, media studies, mechanical engineering, and economics.
“When industry makes decisions about economic planning, processes, and products, these all have an impact on our society and environment,” says Evonik Industries Chairman Klaus Engel, an alumnus of the RuhrUniversität Bochum and the mentor for the microacademy. “Despite occasional suggestions to the contrary, these impacts are not exclusively negative—they also help us secure and improve the foundations of our way of life. Clearly, this is not always understood, and we have to pinpoint the reasons why—that is the only way we as a company can remain successful and competitive over the long term.”
The four doctoral candidates therefore focused their research on the acceptance problem that industry faces in certain segments of society. AnnaLena Schönauer, for instance, is a sociologist whose survey of 1,500 Germans revealed that the view of industry among the general population is—despite many prejudices—far from adversarial. Fabian Prystav concerned himself with the question of whether money or love plays a bigger role in financial relationships. The economist’s work offers concrete suggestions for how companies can optimize their financial communications. As a mechanical engineer, Katharina Schubert studied acceptability of large power plants: If acceptance needs to be generated for an option, can it still be at all acceptable from an engineering perspective? Finally, scholar of media philosophy Maren Schwieger raises philosophical questions: Who or what did homo economicus become in 2013? What are we?
New perspectives on old industries
Evonik CEO Klaus Engel (middle) with the four PhD students of the Reconsidering Industry micro-academy

elements51 Issue 2|2015
33EVONIK’S MICRO -ACADEMY
Interdisciplinarity was the hall -mark of Evonik’s “Reconsidering Industry” micro-academy, and the scholars’ assessment of that feature is unanimous: “It clearly adds value.”
A win—personally and professionally
Anna-Lena SchönauerSociologist
“When you work in a team representing such a diverse array of disciplines, what you learn most of all is to take new approaches to a research problem and to apply new methods for processing research questions.
Another benefit of doing your PhD in a team setting is the feedback from your peers—they provide suggestions and an opportunity for in-depth discussion. That is especially valu-able in the difficult situations that arise again and again over the course of pursuing a PhD. And another key advantage we had within the academy is that we were given considerable freedom to define the content of our work.
On the whole, I feel I personally benefited a great deal from the micro-academy, both in terms of the content and the methodology. I would like to see it continued so that other young scientists have an opportunity to pursue their doctorates on a fascinating subject within an interdisciplinary team.”
Dr. Katharina SchubertMechanical engineer
“I still clearly remember that point in my studies when I would open the paper and just shake my head, wondering how society was really picturing its future energy supply—when a disaster in far-away Japan suddenly prompted people to see nuclear power plants in Germany as an acute threat, when people want wind power, but just ‘not in my back-yard,’ and when real restrictions on the part of indivi duals—like conserving energy and ad-justing consumption to meet the fluctuating availability of renewable energy sources—are often hushed up. And whether those paradox-ical attitudes are fueled by the media, which in some cases completely misrepresent the situation, is a question that spices up the dis-course even more.
As an engineer, I constantly found myself wondering which power plants are considered acceptable, and how public acceptance cor-relates to objective, reasonable expectations. The micro-academy gave me the opportunity to pursue these questions at just the right time and with no restrictions; the scientific dialog with the other PhD candidates made my own views of the subject more objective. We learned how to work together in an interdis-ciplinary context—a skill that is absolutely indispensable in today’s professional life, but one for which we often receive too little train-ing, if any.”
Fabian PrystavEconomist
“Our time at the micro-academy gave us all valuable insight beyond our own experience—not just in terms of our respective disciplines, but in a practical sense as well. For the first presentation in the selection process, for ex-ample, I had perfectly structured PowerPoint slides—confirming every stereotype of an MBA student. Maren Schwieger, on the other hand, delivered a carefully formulated text from her seat—we each did what we knew from our fields. That was our first ‘a-ha’ mo-ment. From a professional perspective, it was extremely exciting to see the methodology that other people from other disciplines take in their approach to problem solving.
And we all agreed on one thing: the sup-port from Evonik was just fantastic at every level. It’s a special honor to be able to discuss your own research with the Chairman of a com pany like Evonik and for that to be met
with a lot of inter-est. Plus, the pro-fessors and the RUB Research School all did a great job. And the team was ter-rific. My advice to any doctoral candidate would be, if there’s a new micro-acad-emy—apply!”
Maren SchwiegerScholar of media philosophy
”For our team at the micro-academy, interdisciplin-arity was never just a catchword. We really grappled with the idea of what interdisciplinarity is or could be for us—on a very practical level, too. One impor-tant lesson was that there are a lot of different perspectives on (theoretical) issues—and on the world in general—and that that’s a good thing. That, in turn, presented us with the challenge of finding tools and methods that would allow us to com-
municate despite these differences. But that’s exactly what I found so enriching about our team.
Take, for instance, the need to formulate the philosophical background as sim-ply as possible for PowerPoint presentations. As a student of the humanities, I have a tendency to wall myself in with foreign words and convoluted sentences. That made it all the more important for me to learn that it never hurts to leave your ivory tower, especially when it’s critical that you do so—it’s the only way to make an interdisciplinary exchange possible.”
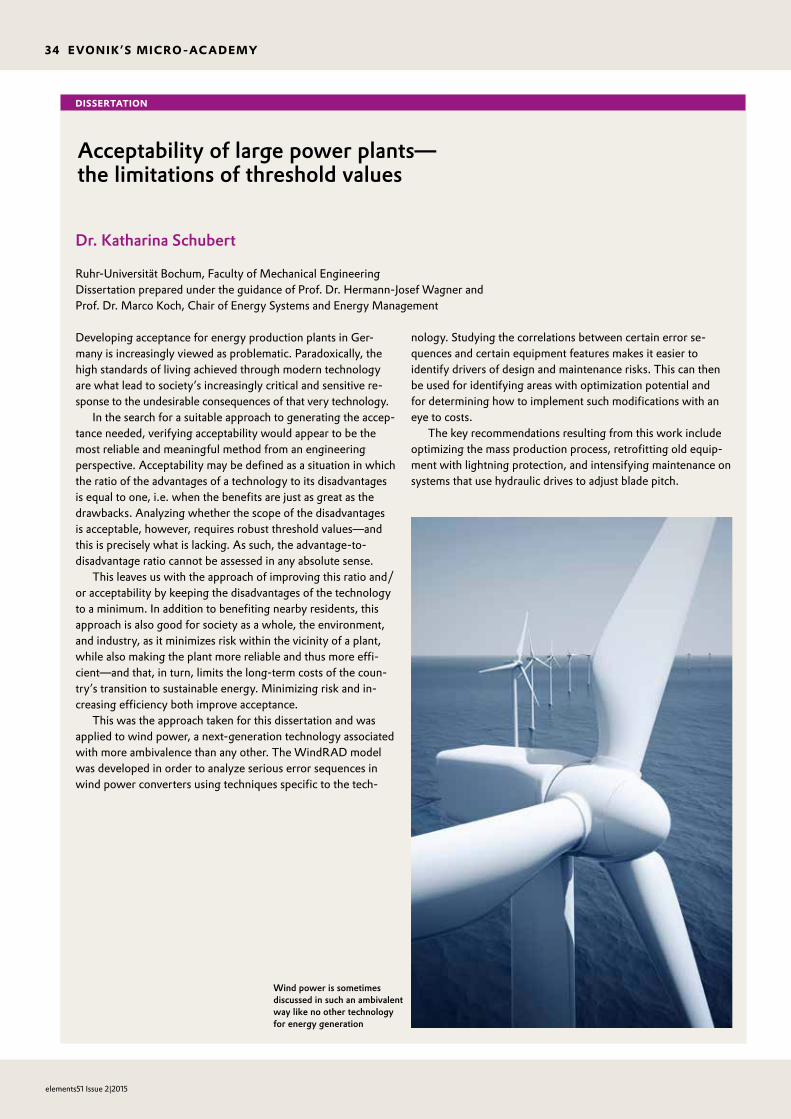
DISSERTATION
elements51 Issue 2|2015
34 EVONIK’S MICRO -ACADEMY
Acceptability of large power plants— the limitations of threshold values
Developing acceptance for energy production plants in Ger-many is increasingly viewed as problematic. Paradoxically, the high standards of living achieved through modern technology are what lead to society’s increasingly critical and sensitive re-sponse to the undesirable consequences of that very tech nology.
In the search for a suitable approach to generating the accep-tance needed, verifying acceptability would appear to be the most reliable and meaningful method from an engineering perspective. Acceptability may be defined as a situation in which the ratio of the advantages of a technology to its disadvantages is equal to one, i.e. when the benefits are just as great as the drawbacks. Analyzing whether the scope of the disadvantages is acceptable, however, requires robust threshold values—and this is precisely what is lacking. As such, the advantage-to- disadvantage ratio cannot be assessed in any absolute sense.
This leaves us with the approach of improving this ratio and/or acceptability by keeping the disadvantages of the technology to a minimum. In addition to benefiting nearby residents, this approach is also good for society as a whole, the environment, and industry, as it minimizes risk within the vicinity of a plant, while also making the plant more reliable and thus more effi-cient—and that, in turn, limits the long-term costs of the coun-try’s transition to sustainable energy. Minimizing risk and in-creasing efficiency both improve acceptance.
This was the approach taken for this dissertation and was applied to wind power, a next-generation technology associated with more ambivalence than any other. The WindRAD model was developed in order to analyze serious error sequences in wind power converters using techniques specific to the tech-
nology. Studying the correlations between certain error se-quences and certain equipment features makes it easier to identify drivers of design and maintenance risks. This can then be used for identifying areas with optimization potential and for determining how to implement such modifications with an eye to costs.
The key recommendations resulting from this work include optimizing the mass production process, retrofitting old equip-ment with lightning protection, and intensifying maintenance on systems that use hydraulic drives to adjust blade pitch.
Wind power is sometimes discussed in such an ambivalent way like no other technology for energy generation
Dr. Katharina Schubert
Ruhr-Universität Bochum, Faculty of Mechanical EngineeringDissertation prepared under the guidance of Prof. Dr. Hermann-Josef Wagner and Prof. Dr. Marco Koch, Chair of Energy Systems and Energy Management

DISSERTATION
elements51 Issue 2|2015
35EVONIK’S MICRO -ACADEMY
Attitudes toward industry and acceptance of large industrial facilities in Germany
The debate over growing animosity to industry in Germany, which has arisen with increasing frequency within business, political, and media circles over the past few years, served as the point of departure for this dissertation project. These debates regularly point to protests directed at the construction or expan-sion of large industrial plants and at energy production facilities being built as part of Germany’s transition to sustainable forms of energy. A comprehensive, empirical study was conducted to determine whether these protests reflect fundamental antag-onism toward industry in Germany or whether they instead express local opposition to individual projects.
The results of the study reveal that popular German opinion is not dominated by a generally negative attitude toward indus-try. Attitudes range instead from ambivalent to positive, and are shaped primarily by the perceived economic importance of industry.
Nor are Germans fundamentally hostile toward the construction of new facilities; a negative attitude does, however, increase dramatically when individuals are asked for their views on the construction of industrial facilities in their own neigh borhood. This negative attitude is not specific to industrial facilities, how-ever—it also applies to recreational facilities and to public insti-tutions such as prisons or centers for asylum seekers.
The portrayal of industry in the media was not found to be unduly negative either, although reporting on individual indus-tries, such as the pharmaceuticals or food industries, was found to lean toward negative coverage. Portrayal of the automotive industry, by contrast, was found to be considerably more posi-tive. The German population likewise judges different industries differently: The electronics and engineering sectors, for instance, were given very positive marks, whereas perception of the pharmaceuticals and chemicals industries tends to be negative.
Regarded rather positively in the media: the automotive industry
Anna-Lena Schönauer, MA
Ruhr-Universität Bochum, Faculty of Social ScienceDissertation prepared under the guidance of Prof. Dr. Rolf G.Heinze, Chair of Sociology, Labour, and Economics

elements51 Issue 2|2015
36 EVONIK’S MICRO -ACADEMY
DISSERTATION
Information problems in financial relationships
Digitalization and increasing regulatory demands stemming from the financial and economic crisis are forcing the finance industry to take a close look in the mirror—in keeping with the “Reconsidering Industry” theme. The journal articles in my dissertation deal with various aspects of financial relation- ships in light of the players involved and relevant information problems.
The commercial relationship between (industrial) firms and their investors is the subject of the first part of my research. The analysis is based on in-depth interviews with 30 medium- sized companies and a corresponding questionnaire for their investors. The conclusion drawn here is that trust is the key factor. Building that trust takes time; values such as the personal conduct of company management are also a factor here, and are more important to entrepreneurs than cost considerations alone.
The second portion of my research investigated the official relationship between banks and bank regulators. Qualitative regulation—based primarily on assessments of bank structures and processes rather than on figures from
year-end statements or internal accounting—requires regula-tors to have access to a bank’s internal information. While that access can be forced, doing so is not very efficient. This was the first time that both banks and regulators alike were interviewed. What emerges is that efficient regulatory communication requires time, good preparation, and a pro-active attitude. Clear mutual expectations form the basis for inter actions based on trust.
The digital relationship between private investors and beneficiaries on what are known as peer-to-peer lending plat-forms was simulated in an experiment in the third portion of my research. Peer-to-peer lending refers to loans provided directly from one private individual to another with no financial institution acting as an intermediary. The aim was to determine the kinds of information that influence investor decisions. The results showed that investors ignore projects with poor credit ratings, provided they cannot view the beneficiaries’ personal information. The projects that receive the most support are those in which the beneficiaries will use their loans to go into business for themselves or pursue education.
Fabian Prystav, MA
Ruhr-Universität Bochum, Faculty of EconomicsDissertation prepared under the guidance of Prof. Dr. Stephan Paul, Chair of Finance and Credit
Fabian Prystav’s work offers con - crete suggestions for how com- panies can optimize their financial communications
elements51 Issue 2|2015
37EVONIK’S MICRO -ACADEMY
DISSERTATION
On beetles and stones. Towards a minor ecology
My dissertation is in the field of media science and aims to contribute to the theory and history of ecology. There is a great deal of discussion today surrounding ecology as it pertains to issues such as Germany’s transition to sustainable energy sources, global warming, and the anthropocene. The issue here, in other words, is the extent to which humans are leaving geological traces so massive as to represent a unique geological epoch. The field of media science in particular is engaged in a far-reaching dialog about these issues. Yet precisely because everyone is talking about ecology—a word we encounter both in philoso-phical debates and in the form of carbon footprint references at the supermarket—a clear definition of the terms ecology and ecological is actually rare.
To clarify the situation, I took a primarily historiographic approach, looking back to the beginnings of ecology—to the late 19th and early 20th centuries. I use the plural noun “begin-nings” quite consciously here, as there was no single starting point.
The term ecology was coined in 1866 by Ernst Haeckel; the scientific discipline of ecology was not established until a full
50 years later, and new practices, methods, and tools have been employed, both before and after that time, to define what was referred to as the ecology of a living creature.
Common to all of these endeavors is a new perspective on living things: Whether the object of theoretical treatises or of efforts to increase fishing quotas, living creatures were now understood as part of a context, interacting with their environ-ments and other organisms, purely through the act of living—because they eat, breathe, procreate, and die. Beetles and stones illustrate this point particularly well.
Yet the new understanding of nature and life that arose during this period led, despite shared underlying assumptions, to two very different conclusions: on the one hand to a de-luded notion of progress accompanied by racist ideologies in which man was the crowning achievement of nature, with do-minion over all of Earth’s creatures, and on the other hand to an anti- or post-humanist concept of nature as a whole, of an all-encompassing web in which humans are connected like all other creatures—no more or less developed than a dog or an amoeba.
Ultimately, ecology was and is—both in its beginnings and in its countless trans-formations of meaning, methodology, and practices—always associated with the potential to make us question what we are. Questioning humanity’s place is even more notable in a time when hu-man beings are confronted more and more with our influence and impact—a situation that tempts us once again to take command of Spaceship Earth.
The term ecology initially referred to the interrelations between living beings and the environment in general. This can be demonstrated by the example of beetles, among others
Maren Schwieger, MA
Ruhr-Universität Bochum (RUB), Institute for Media StudiesDissertation prepared under the guidance of Prof. Dr. Erich Hörl, former RUB Professor of Media Technology and Media Philosophy; currently Professor of Media Culture at the Leuphana University of Lüneburg

elements51 Issue 2|2015
38 NEWS
Beauty & Care Innovation Center opened in Singapore
Evonik has developed a line of functional polymers especially for use in nutritional supplements. By introducing its new Eudraguard® prod-uct family, Evonik’s Health Care Business Line is moving beyond pharmaceuticals to offer its products and services to the nutraceutical industry.
“People around the world are becoming more health conscious and are increasingly inclined to supplement their diet with nutraceuticals or dietary supplements,” says Dr. Jean-Luc Herbeaux, the head of the Health Care Business Line. “To be effective, some of these products require sophisticated formulation and delivery technologies.”
Formulation greatly contributes to the effectiveness and commer-cial success of individual nutraceutical products. Color, consistency, odor, and flavor all have to be pleasant. And products should not cause side effects such as eructation. Drawing upon its 60 years of experience
New Evonik polymers make nutritional supplements better
with EUDRAGIT® polymers for oral drug products, Evonik has devel-oped functional coatings that are innovative, easy-to-use, and reliable for use in nutritional supplements.
Eudraguard® protect primarily serves to mask flavors and odors in products such as garlic extract or fish oil. The polymer also protects sensitive ingredients from moisture, light, and oxygen. Eudraguard® control prevents ingredients from becoming less effective upon contact with stomach acid, allowing for delayed, controlled release of the active agent in the digestive tract at the right moment. The polymer allows manufacturers to create reliable and reproducible release profiles.
After having received approval in Europe and the United States for these Eudraguard® products, Evonik will now start launching the new product series. The Eudraguard® portfolio will be expanded in the months to come.
Evonik inaugurated a Beauty & Care Innovation Center in Singapore. This new center is dedicated to provide innovation and high-quality product solutions to its personal care custom-ers in South East Asia, Australia and New Zealand. In addition, it will cooperate closely with regional academia and industry partners.
“With the technology platforms of our new Beauty & Care Innovation Center, we will further drive our science-based innovation activities in Asia,” explains Ian Chan, Regional Business Manager for Personal Care in South East Asia, Australia & New Zealand. The center will be geared to meet regional needs in Asia and will be tasked with evaluating novel ingre-dients and developing new products and applications.
This includes supporting regional customers with the development of formulations, analysis of performance efficacy, technical training, technical support and research on ingredients for new and existing products.
“This investment complements our global set up and emphasizes our commitment of being a strategic partner to our customers close to their local markets,” says Dr. Tammo Boinowitz, head of Evonik’s Personal Care Business Line.

elements51 Issue 2|2015
39NEWS
Three-dimensional structural cores for sandwich composites
Sandwich cores for fiber-composite components are currently mainly designed in flat structures. As part of its LiteCon joint venture, Evonik is now producing ready-foamed, complex three-dimensional structural cores for CFRP sandwich components in industrial series production. ROHACELL® Triple F will make it possible to produce complex 3D components in commercial quantities. Thanks to its excellent mechanical properties, even at higher temperatures, this foam can be used in high-pressure Resin Transfer Molding (RTM) or wet-pressing processes for the quick and efficient production of sandwich components with light foam cores for the automotive industry, for example in car bodies, chassis, and mounted parts.
The material in the core has a strong impact on the performance of sandwich constructions. Furthermore, the sandwich core and the entire sandwich compo-nent should be able to be produced economically. Until now, polymer hard foams for sandwich components were predominantly manufactured in blocks and then formed into the desired shape in a further processing step, usually by CNC mill-ing. The high degree of manual forming and the relatively high wastage mean that manufacturing costs for industrial-scale production are too high.
This is what led Evonik to develop a new in-mold foaming process (IMF) for its rigid foames. For ROHACELL® Triple F, polymethacrylimide granules in the desired density are foamed into a finished foam core in a mold. Metallic parts, for example threaded inserts, can be directly integrated during the foaming pro-cess. ROHACELL® Triple F is compatible with conventional resins such as epoxy resin, for example. Thermoplastic materials can also be set directly in the mold as a cover layer.
Sandwich components with an in-mold foamed core made from ROHACELL® Triple F are offered by LiteCon Advanced Composite Product GmbH, a joint venture between Evonik Industries AG and SECAR Technology GmbH estab-lished in 2013.
High-precision screws made from VESTAKEEP® PEEK
Nippon Chemical Screw & Co, headquartered in Japan, recently approved VESTAKEEP®, the high temperature polymer polyether ether ketone (PEEK), for the manufac-ture of high-precision one-inch sized screws. The screw design is manufactured for various industries, especially semiconductors and pharmaceuticals, in the North Amer-ican market.
Depending on the application, the VESTAKEEP® PEEK must fulfill different requirements. For example, in semi-conductor manufacturing, a high purity is required. On the other hand, in pharmaceutical and food equipment sectors, the material needs to comply with drug or food contact requirements. Other advantages associated with VESTA-KEEP® PEEK include chemical resistance, high mechanical strength and dimensional stability, and ease of processing during injection-molding processes.
As a result, Evonik’s VESTAKEEP® PEEK is well suited for components that must withstand the toughest environ-mental conditions. VESTAKEEP® PEEK is now commonly found in oil exploration, automotive and aerospace indus-tries, as well as in medical implants with VESTAKEEP® implant grades.
A demonstration component for ROHACELL® Triple F

elements51 Issue 2|2015
40 YOUNG INNOVATION TALENT
Three young scientists are currently completing an 18-month science trainee program at Evonik. elements wanted to know how the trainees have fared so far and how they would assess the pro-gram, which is being offered for the first time.
THE SCIENCE TRAINEE program is a pilot. For the first time, Evonik is providing young university graduates with training specifically designed to prepare them for positions of responsibility in the field of innovation. Evonik’s goal is to step up its recruitment of employees with a scientific background and a businessoriented mindset, who stand out for their open personalities. Within a very short period of time, they will familiarize themselves with the company’s innovation processes.
To achieve this goal, the Corporate Innovation and Human Resources units, with support from People and Organizational Development, have designed a sophisticated 18month program, preceded by a demanding selection process, including phone interviews and an assessment center. After all, when the objective is to find people with a particular personality profile, credentials only help so much. “The professional quality is easy to come by and evaluate. But the personality behind it can only be seen in action,” says Tonja Musial, global HR partner for Corporate Innovation (since May 2015 head of the Management Board Office of the Nutrition & Care Segment).
Twelve of 300 applicants made it to the assessment center, and a few weeks later three of these held an employment contract in their hands business chemists Katrin Renger and Ahmet Mercan, and biotechnologist Dr. Yilei Fu. For Carmen Rösch, strategic HR partner for Corporate Innovation, this was no accident: “Business chemistry students are more broadly
positioned from the outset than pure scientists and are very interested in the connections between research and business.”
Trainee program as opportunity
All three science trainees preferred the trainee program to a permanent job contract at Evonik—above all, because of its special focus on the field of innovation. No other chemical company offers a program quite like it. Yilei Fu, who is familiar with working in a scientific laboratory through her PhD work, saw the program as a good opportunity to work directly in innovation management and new business development. Fu: “The traditional path would have been an entry position as laboratory manager, followed by a position in production and then, eventually, a position in innovation management.” At Evonik, she was able to start her career in her desired field.
Katrin Renger was excited by the variety of opportunities in innovation management and the prospect of finding out where her strengths lie. For his part, Ahmet Mercan was driven by the desire to understand the scope of Evonik’s business activities. Both had already had contact with Evonik as students: Renger through an internship in the Light & Electronics Project House in Taiwan, and Mercan as part of his Master’s thesis on the topic of green marketing.
Since participating in the program, all three have completed a fivemonth work assignment in a busi
“We’re happy to be able to give something back”

elements51 Issue 2|2015
41YOUNG INNOVATION TALENT
ness unit, as well as a fourmonth overseas assignment, and have arrived at the third station of the program. Based on their assessment of the program so far, they have gathered a wealth of impressions and new experiences, and their motivation remains as high as ever.
A warm welcome in the departments
The thing they had to learn quickly after starting in February 2014 was how fast time flies at each stop. They had to get their bearings and learn the work fast to be part of the team, because at each placement trainees are responsible for a subproject. And, naturally, they also want to learn as much as they can from their colleagues.
It all works because the departments are always extremely well prepared for them, as the trainees themselves stress. They praise the warm welcome, the openness and the support at all the placements. But personal initiative is also vital: “It’s a process of rapprochement on both sides—what should we do, what do we want to do. We’re also allowed to express our wishes,” stresses Mercan.
In this way, the trainees quickly become effective colleagues. Unfortunately, however, there is not always enough time to be involved with a project until its completion. You just have to let go and move on. “I always try to keep in contact with my last unit, and I occasionally ask how a project is going,” says Fu.
“We’re happy to be able to give something back”
But as the three have already realized, they are building a crossunit network very quickly and amassing the kind of experience that makes them the envy of many a veteran Evonik employee—for example, through their work in the innovation departments of the operative units, as well as in strategic research. The departments in which they work already occasionally benefit from their contacts in other units. And this effect is compounded from placement to placement. “I think we bring new inspirations with us,” says Fu. For example, Mercan had gotten into the habit of looking in Connections when he started a new project to see if there were other colleagues working on the same topic—a valuable contribution to internal knowhow transfer.
Formative experience in Asia and AmericaThe science trainees also rate their assignment outside Germany at the end of their final year as an important personal experience. Renger went back to Asia—to the Light & Electronics Project House in Taiwan. There, her project involved evaluating completely new topics from the Resource Efficiency Segment in terms of their potential for Evonik. She worked closely with R&D, evaluated potential suppliers, and looked for possible acquisition targets. To this end, she was in close contact with a team 333
Ahmet Mercan, business chemistKatrin Renger, business chemist
Dr. Yilei Fu, biotechnologist

elements51 Issue 2|2015
42 YOUNG INNOVATION TALENT
in Germany and was assisted on site by several interns. Because she already knew Taiwan, her supervisor also sent her to Korea for two months so she could get to know another business culture. Renger describes it as an enriching time. She was particularly touched by the emotional farewell from the team in Taiwan.
Fu and Mercan spent their months abroad in the United States: Fu in Piscataway, New Jersey and Mercan in Portland, Oregon, on the West coast. The young biotechnologist helped develop a strategy for methacrylate monomers in the oil and gas industry. With an eye toward new fields of application, she analyzed technologies and markets, looked for suitable partners, and took part in discussions with potential customers. She learned that customers are an important source of information when it comes to understanding new markets. And she is glad that her supervisors had “so much confidence” in her and “expected so much” of her.
This was Mercan’s first visit to the United States, and he views his stay as “lovely and formative.” Far removed from the other Evonik sites in the country, he was able to witness a 15man team build a silica production facility in a startup company acquired four years before. He really liked the fast, direct work and the familiar atmosphere at the site. It was also important to him to witness what it means to put a development into practice.
Staying open to the end
After each stop, the trainees receive a detailed evaluation and assessment of the type of activity that suits them best. The trainees value this feedback and look forward to the first signals of possible positions in the company. Indeed, for them, quitting the program is not an option. Their goal and desire is to complete all the stations and “stay open till the end,” as Mercan put it. In their last station, two of the three trainees will get to know Creavis, Evonik’s strategic innovation unit, and under no circumstances do they want to miss that.
But, not surprisingly, questions regarding a future at Evonik increase. Fu, Renger and Mercan need not worry, because they have the promise of a position after the trainee program is over, and their feedback from the units has been extremely encouraging. But there is still a need to discuss their future, and this is where colleagues with years of experience within the company are helpful.
The trainees are fortunate to have had highlevel mentors by their side since the beginning of their trainee program: Dr. Stefan Schulze, Dr. Christoph Weckbecker, and Dr. Peter Nagler. “In the beginning, my questions were primarily about the company. Now they’re about the future,” says Fu. She regards her mentor Dr. Schulze as “extremely helpful” and is grateful for the time he gives her despite his workload. Mercan is also delighted by the speed and sim
plicity of Dr. Nagler’s replies to his questions. Renger especially appreciates the fact that working with Dr. Weckbecker allowed her to get to know Evonik’s Health & Nutrition business—an area with which she would otherwise have had no contact in this 18month period.
The desire to make a difference
In general, the three trainees judge their future prospects at Evonik to be good—especially in light of the big structural and strategic changes taking place at the moment. “This might be exactly the right time to find a good position and make a difference,” says Fu.Following this enriching experience, all three want to give as much back to the Group as possible.
If they could do it over, would they go through the trainee program again? The answer is a unanimous “yes,” because the program is extremely well prepared and organized. The three are also glad that they went through the program together, Renger stressed. They are in close contact with each other and consider themselves a team, despite the great geographical distances that sometimes separated them.
Their final positions in the company will also demonstrate how the program and trainees are seen in the company. Currently, the plans are to advertise for another three science trainee positions at the end of 2015. In the meantime, the pilot program will be closely evaluated and adjusted, if needed. 777
AT A GLANCE
Basic information:• 18 months• Work assignments at various Group sites inside and
outside Germany• Preparation for a position of responsibility in the field
of innovation
Prerequisites:• A master’s or doctorate in the natural sciences• Work assignment outside Germany, internship• Dedicated, performance-oriented personality• Entrepreneurial mindset, ability to work independently• Good command of German and English
Program:• Two stages, each lasting several months, working in inno-
vation management at the operative units• Several months in Evonik’s strategic innovation unit Creavis• Several months working outside Germany• Work shadowing in different departments• Participation in different development measures (project
management, for example)
Science Trainee Program
333

elements51 Issue 2|2015
43NEWS
vania, Purdue, and Stanford. Of the top ten ideas, Evonik has adopted three for further investigation and possible laboratory devel-opment.
“Engaging students not only promotes the Evonik brand on campus but also provides us a fresh perspective,” said Dr. Sanjay Gupta, Vice President and regional head of Cor-porate Innovation at Evonik. “The students’ ideas from the dry water challenge and future challenges should answer our current needs as well as provide a spark of inspiration within Evonik to generate even more solutions.” The company will offer additional challenges this year.
New student competition yields good results
Evonik has launched a new competition for college students in the United States. The objective is to generate ideas and creative solu-tions that could help the company solve prob-lems or explore opportunities.
The competition is operated by Mind-Sumo, a firm based in San Francisco (Califor-nia) that connects students with companies. The challenges are offered to students at more than 400 universities, with a particular focus on science and engineering fields. A cash prize is offered to the winning teams.
The first challenge, which ran earlier this year, involved silicas. Where could silica be used for “dry water”? With silica, liquids can
be converted into powders—into dry water—and back into liquids when force is applied. The cosmetics industry, for example, uses dry water in foundation makeup. The students’ task was to develop ideas for new consum-er-oriented or even industrial applications out-side the cosmetics industry.
Response to the challenge was impressive, with 58 submissions from many top univer-sities. An Evonik team from the Precipitated Silica & Rubber Silanes unit and Application Engineering evaluated the quality and rele-vance of the proposals and selected ten win-ners from universities including Cornell, Duke, Harvard, the University of Pennsyl-
Scientific Advisory BoardDr. Felix MüllerCorporate Innovation [email protected]
Editor in ChiefDr. Karin Aßmann (responsible)[email protected] [email protected]
Contributing EditorChrista FriedlMichael Vogel
PhotosEvonik IndustriesDirk BannertAdrian BedoyDieter DeboKirsten NeumannRolf von MelisContinental Automotive GmbH (box p. 8)Daimler AG (pp. 6 + 7)Fotolia/Ingo Bartussek (p. 26)Fotolia/Iren Moroz (p. 30)Fotolia/Piotr Pawinski (p. 20)Fotolia/Rawpixel (p. 36)Getty Images/ Christopher Kimmel (p.18)istock (cover, pp. 34 + 37)
Design Michael Stahl, Munich (Germany)
Printed byGriebsch & Rochol Druck GmbH & Co. KG, Oberhausen(Germany)
Reproduction only with permission of the editorial office
Evonik Industries is a worldwide manufacturer of PMMA products sold under the PLEXIGLAS® trademark on the European, Asian, African, and Australian continents and under the ACRYLITE® trademark in the Americas
PublisherEvonik Industries AGCorporate Innovation
Rellinghauser Straße 1–1145128 EssenGermany
Credits
Exploring opportunities. Growing together.
Have something to contribute? Let’s make it work!As a global leader in specialty chemicals, we are looking for talented individuals who enjoy collaborating with other specialists to bring their ideas to life. Sound like you? Then be a part of our international team. Learn more about the countless opportunities at: evonik.com/careers
EVO_EB_G_elements_A4_RZ_240415_EN.indd 1 24.04.15 18:57





























