Embed Size (px)
Citation preview

EMPEROR® 1600 AND EMPEROR 1200SPECIALTY CARBON BLACKS FOR SOLVENT-BASED COATINGSProcessing and formulation guide
SPECIALTY CARBON BLACKS

Our EMPEROR 1200 and 1600 carbon blacks can enable enhanced
color performance, reduced dispersant loading and increased carbon
black loading during the millbase step of manufacturing. Both products
feature our proprietary Softbead™ technology. Products with Softbead
technology disperse as easily as powder carbon blacks, but with better
handling characteristics.
This guide provides an overview of the manufacturing steps that should be
taken in order to realize the benefits of these state-of-the-art pigments.
Surface modification of the EMPEROR products can:◆◆ Reduce cohesion of carbon black, resulting in easy dispersibility◆◆ Improve carbon black wetting which leads to lower millbase viscosity◆◆ Reduce required dispersant loading which can result in lower total
formulation cost and improved color performance
To achieve full performance potential for EMPEROR products, millbase
formulations may need to be modified as follows:◆◆ Increase carbon black loading◆◆ Reduce dispersant loading◆◆ Adjust pigment/binder ratio◆◆ Add rheology control additive to adjust milling viscosity◆◆ Increase millbase solids
EMPEROR® 1600 and EMPEROR 1200 specialty carbon blacks
2

Manufacturing steps overview
Pre-mix EMPEROR 1200 and 1600 carbon blacks enable reduced milling time and reduced dispersant loading, both of which reduce overall cost. The following steps are suggested in the pre-mix step to help realize this benefit.
◆◆ Soak pigments before pre-mix to facilitate mixing
◆◆ Pre-mix at high speed (>1000 RPM) until homogeneous
GRINDING RESIN
SOLVENT
CARBON BLACK
DISPERSANT
TO LETDOWN AND APPLICATIONFINISHMILLBASE
MILL
PRE-MIX
Millbase formulationEMPEROR 1200 and 1600 carbon blacks enable reduced dispersant loading and increased carbon black loading in the millbase. Excess dispersing aid in the final formulation can result in higher total formulation cost and poor color performance. Low millbase viscosity may result in poor carbon black dispersion quality.
◆◆ Reduce dispersant loading. Typical dispersant loading for other carbon blacks is 20% - 50% by weight of carbon black. EMPEROR 1600 and 1200 carbon blacks can reduce dispersant loading by up to 50%.
◆◆ Increase carbon black loading by at least 10% to achieve millbase viscosity of 65-75 KU
Finish formulation◆◆ Pre-mix the masterbatch letdown under
good agitation
◆◆ Post add the millbase to the masterbatch letdown under good agitation
◆◆ Mix under good agitation until homogeneous solution is achieved
Milling When compared to competitive products, EMPEROR 1200 and 1600 carbon blacks typically require half the milling time.
◆◆ Pre-mix and then continue to mix while pumping into the mill
EMPEROR 1200 and EMPEROR 1600 carbon blacks for masstone applications
Excellent color performance
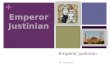
EMPEROR 1600 and EMPEROR 1200 carbon blacks deliver exceptional jetness and blue undertone.
Coating color performance with select carbon blacks
Formulation details: Polyester/CAB resin blend. ◆◆ Mc is the color dependent black value and was developed by K.Lippok-Lohmer which is strongly correlated with the human perception of increased jetness◆◆ Mc = 100[log(Xn/X)-log(Zn/Z)+log(Yn/y)]
L-valueindicates: darkness
(lower is darker)
b-valueindicates:
blue undertone (lower is bluer)
Mc valuesummarizes:
jetness (L-value)
and undertone(b-value)
EMPEROR1600
310305300295290285280
MONARCH1300
EMPEROR1200
EMPEROR1600
MONARCH1300
EMPEROR1200
309305
292
1.81.30.80.3
0-0.3
.92
-.37
L-va
lue
b-va
lue
-.26
L-va
lue
b-va
lue
-.45
L-va
lue
b-va
lue
1.60.94
EMPEROR1600
310305300295290285280
MONARCH1300
EMPEROR1200
EMPEROR1600
MONARCH1300
EMPEROR1200
309305
292
1.81.30.80.3
0-0.3
.92
-.37
L-va
lue
b-va
lue
-.26
L-va
lue
b-va
lue
-.45
L-va
lue
b-va
lue
1.60.94
Mc value Darkness and undertone
In a typical polyester CAB blend coating, EMPEROR 1600 enables excellent performance, followed by MONARCH 1300 and
EMPEROR 1200 carbon blacks.
EMPEROR® 1600 AND EMPEROR 1200 SPECIALTY CARBON BLACKS PROCESSING AND FORMULATION GUIDE
3

Optimized millbase formulation guide
Millbase Constant EMPEROR 1600 carbon black
Raw material Amount (%)
Carbon black loading 21.75
Total solids 54.65
Dispersant loading (% active to carbon black) 50
Pigment/binder ratio 1.0/1.0
Millbase constant EMPEROR 1200 carbon black
Raw material Amount (%)
Carbon black loading 18
Total solids 59.72
Dispersant loading (% active to carbon black) 50
Pigment/binder ratio 0.55/1.0
Millbase constant EMPEROR 1600 carbon black
Raw material Amount (%)
Carbon black loading 22.4
Total solids 70.56
Dispersant loading (% active to carbon black) 30
Pigment/binder ratio 0.54/1.0
Millbase constant EMPEROR 1200 carbon black
Raw material Amount (%)
Carbon black loading 11
Total solids 40.3
Dispersant loading (% active to carbon black) 40
Pigment/binder ratio 0.47/1.0
Acrylic system with EMPEROR 1600 carbon black
Polyester system with EMPEROR 1600 carbon black
Universal millbase formulation EMPEROR 1200 carbon black
Raw material Amount (%)
Universal resin grind (60% active) 39
Dispersion agent (40% active) 11
Dispersant synergy 0.4
Butyl acetate 12.5
Propylene glycol monomethyl ether acetate 12.5
Xylene 12.5
Rheology control agent 1.1
Carbon black 11
Millbase procedure:1. Rheology control agent is required to achieve viscosity 65-75 KU2. Pre-mix the millbase at >1000 RPM for 30 minutes (milllbase 60 KU) and
until no settling is observed.3. After pre-mixing, charge the pre-mix into grinding mill.4. Mill until fineness <5 μ achieved.
Universal system with EMPEROR 1200 carbon black
Acrylic millbase formulation EMPEROR 1200 carbon black
Raw material Amount (%)
Acrylic resin grind (55% active) 59.5
Dispersion agent (40% active) 22.5
Butyl acetate 0*
Propylene glycol monomethyl ether acetate 0*
Xylene 0*
Carbon black 18
* No solvent was used because of the low viscosity of EMPEROR 1200 carbon black.
Millbase procedure:1. Pre-mix the millbase at >1000 RPM for 45 minutes.2. After pre-mixing, charge the pre-mix into grinding mill as soon as possible
to minimize soft settling.3. Mill until fineness <5 μ achieved.
Acrylic system with EMPEROR 1200 carbon black
Acrylic millbase formulation EMPEROR 1600 carbon black
Raw material Amount (%)
Acrylic resin grind (55% active) 40
Dispersion agent (40% active) 27.25
Butyl acetate 3.5
Propylene glycol monomethyl ether acetate 3.5
Xylene 4
Carbon black 21.75
Millbase procedure:1. Pre-mix the millbase at >1000 RPM for 45 minutes.2. After pre-mixing, charge the pre-mixes into grinding mill as soon as
possible to minimize the soft settling.3. Mill until fineness <5 μ achieved.
Polyester millbase formulation EMPEROR 1600 carbon black
Raw material Amount (%)
Polyester resin grind (70% active) 59.2
Dispersion agent (60% active) 11.2
Butyl acetate 3.6
Propylene glycol monomethyl ether acetate 3.6
Carbon black 22.4
Millbase procedure:1. Pre-mix the millbase at >1000 RPM for 30 minutes and until no settling is
observed. Viscosity 140 KU2. Pre-mix and grind at same vertical ball mill.3. Mill until fineness <5 μ achieved.
EMPEROR 1200 and EMPEROR 1600 carbon blacks for masstone applications (continued)
EMPEROR® 1600 AND EMPEROR 1200 SPECIALTY CARBON BLACKS PROCESSING AND FORMULATION GUIDE
4

Tinting performance vs. dispersant loading
Optimized tint formulation: alkyd/melamine
Alkyd/melamine black millbase 50% dispersant* 25% dispersant*
Product name Description Amount (%) Amount (%)
Alkyd resin (60% solids) Resin 48 48
Melamine resin (70% solids) Crosslinker 17.6 17.6
DISPERBYK 163 Dispersant 7.5 3.75
Solvesso® 100 Solvent 6 7.89
Butanol Solvent 2 2.63
Xylene Solvent 3.9 5.13
Carbon black Pigment 15 15
Alkyd/melamine white millbase
Product name Description Amount (%)
Alkyd resin (60% solids) Resin 45
Melamine resin (70% solids) Crosslinker 16.5
DISPERBYK 163 Dispersant 6
Solvesso 100 Solvent 8
Butanol Solvent 2
Xylene Solvent 2.5
TiO2 (TiPure R902) Pigment 20
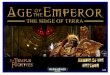
Tint performance at 25% and 50% dispersant loading: alkyd/melamine resin system
EMPEROR® 1200 and EMPEROR 1600 carbon blacks for tinting applications
Tinting strength - LDispersant - DISPERBYK® 163 dispersant
EMPEROR 1200carbon black
EMPEROR 1600carbon black
37.6337.2741.3440.95
0
10
20
30
40
50
25%
50
%
25%
50
%
Undertone - bDispersant - DISPERBYK 163 dispersant
EMPEROR 1200carbon black
EMPEROR 1600carbon black
-2.27-2.52
-2.08-2.26
-3.0
-2.5
-2.0
-1.5
-1.0
-0.5
0.0
25%
50
%
25%
50
%
Undertone - aDispersant - DISPERBYK 163 dispersant
* Dispersant level is % active relative to carbon black
◆◆ Tinting test was prepared with 10 black/90 white mix ratio◆◆ Color panel preparation: After application, the system was flashed off
for 20 minutes then cured in oven at 140 °C for 30 minutes
EMPEROR 1200carbon black
EMPEROR 1600carbon black
-1.0
-0.8
-0.6
-0.4
-0.2
0.0
-.97-.99
-.88-.89
25%
50
%
25%
50
%
5

Optimized tint formulation: acrylic PU
Acrylic PU black millbase 50% dispersant* 25% dispersant*
Product name Description Amount (%) Amount (%)
Acrylic binder (60% solids) Resin 65 65
DISPERBYK 163 Dispersant 7.5 3.75
Butyl acetate Solvent 6.5 8.45
Xylene Solvent 6 7.8
Carbon black Pigment 15 15
Acrylic PU white millbase
Product Name Description Amount (%)
Acrylic binder (60% solids) Resin 60
DISPERBYK 163 Crosslinker 6
Butyl acetate Dispersant 8
Xylene Solvent 6
TiO2 (TiPure R902) Pigment 20
Tint Performance at 20% and 40% dispersant loading: polyester CAB resin system
EMPEROR® 1200 AND EMPEROR 1600 carbon blacks for tinting applications (continued)
* Dispersant level is % active relative to carbon black◆◆ Tinting test was prepared with 10 black/ 90 white mix ratio
◆◆ Color panel preparation: The system was catalyzed with 16.55% isocyanate to 83.35% of millbase
and applied with 150 μ film build
EMPEROR® 1600 AND EMPEROR 1200 SPECIALTY CARBON BLACKS PROCESSING AND FORMULATION GUIDE
6
Tinting performance vs. dispersant loading
Tint performance at 25% and 50%dispersant loading: acrylic PU resin system
Tinting strength - LDispersant - DISPERBYK® 163 dispersant
EMPEROR 1200carbon black
EMPEROR 1600carbon black
37.2934.26 34.57
38.16
05
10152025303540
25%
50
%
50
%
25%
Undertone - bDispersant - DISPERBYK 163 dispersant
-3.5-3.0-2.5-2.0-1.5-1.0-0.50.0
-3.08
-2.51
-1.57-1.72
25%
50
%
50
%
25%
EMPEROR 1200carbon black
EMPEROR 1600carbon black
Undertone - aDispersant - DISPERBYK 163 dispersant
-1.0
-0.8
-0.6
-0.4
-0.2
0.0
-.97
-.84 -.81
-.93
25%
50
%
50
%
25%
EMPEROR 1200carbon black
EMPEROR 1600carbon black
59.4761.13 62.94
01020304050607080
Not
tes
ted
40
%
40
%
20%
EMPEROR 1200carbon black
EMPEROR 1600carbon black
-2.0
-1.5
-1.0
-0.5
0.0
-1.45-1.33
-1.45
Not
tes
ted
40
%
40
%
20%
EMPEROR 1200carbon black
EMPEROR 1600carbon black
-2.0
-1.5
-1.0
-0.5
0.0
40
%
40
%
20%
-1.35-1.11
-1.51
Not
tes
ted
EMPEROR 1200carbon black
EMPEROR 1600carbon black
Tinting strength - L Dispersant - Solsperse® 32500 dispersant
Undertone - b Dispersant - Solsperse 32500
Undertone - a Dispersant - Solsperse 32500

Optimized tint formulation: polyester CAB
1. Black millbase formulation:
Acrylic PU black millbase
20% Dispersant
loading
40% Dispersant
loading
Product name Description Amount (%) Amount (%)
Setal® 189 XX-65 Resin 30.77 30.77
Solsperse 32500 Dispersant 4.45 8.89
Butyl Acetate Solvent 25.39 25.17
Propylene glycol monomethyl ether acetate
Solvent 25.39 25.17
Carbon black Carbon black 10 10
2. Universal TiO2 white millbase formulation:Product name Description Amount (%)
Laropal® A81 (50%) Resin grind 17.45
DISPERBYK 2150 Dispersing agent 2.80
DOWANOL™ PMA Solvent 7
Solvesso 100 Solvent 2.25
BYK-410 Rheology control 0.50
TIOXIDE® TR92 TiO2 70
Millbase procedure:◆◆ Premix Laropal A81 resin grind, DisperBYK2150, DOWANOL PMA, Solvesso
100, and BYK410 rheology control additive under good agitation
◆◆ Add TIOXIDE TR92 pigment under good agitation
◆◆ Mix at 6000 RPM for 30 minutes until less than 20 μ is achieved
3. Masterbatch letdown:Component Description Amount (%)
Setal 189 XX-65 Polyester resin 48.11
CAB551-0.01 (30% BA) Cellulose acetate butyrate (CAB) 29.89
Cymel® 325 Melamine resin 2.79
BYK-346 Wetting agent 0.45
Butyl acetate/PGMEA Solvent 18.77
Masterbatch letdown procedure:◆◆ Premix CAB, Cymel 325 melamine resin, BYK346 wetting agent, solvent
together
◆◆ Post-add the premix slowly into the resins under good agitation then mix
for another 15 minutes
◆◆ Discharge, then proceed to finish formulation
4. Polyester/CAB black finish:Component Amount (%)
Black millbase 10.5
Masterbatch letdown 89.5
Polyester/CAB black finish procedure:◆◆ Post add the millbase to the masterbatch letdown under good agitation
◆◆ Mix for 20 minutes, then discharge
◆◆ Proceed to the tinting formulation
5. Polyester/CAB white finish:Component Amount (%)
Universal TiO2 base 30
Masterbatch letdown 70
Polyester/CAB white finish procedure:◆◆ Post add the universal TiO2 to the masterbatch letdown under good
agitation
◆◆ Mix for 20 minutes, then discharge
◆◆ Proceed to the tinting formulation
6. Tinting formulation (80/20):Component Amount (%)
Polyester/CAB black finish 20
Polyester/CAB white finish 80
Tinting formulation procedure:◆◆ Post add the polyester/CAB black finish to the polyester/CAB white finish
under good agitation
◆◆ Mix for 20 minutes, then discharge
7. Application stage:
Application procedure:◆◆ Cast out the film on cold roll steel and BYKO™ chart using .003 inch cast out bar.
◆◆ Air dry for 10 minutes at room temperature
◆◆ Check for floating. If floating is observed, increase dispersant in
the formulation
◆◆ Cure at 66 °C for 10 minutes
◆◆ Air dry for another 24 hours at room temperature
◆◆ Measure hiding and color performance
7

EMPEROR® 1200 and EMPEROR 1600 carbon blacks for tinting applications (continued)
Dispersant study formulation guide
Black millbaseformulation
Efka4310
Solsperse32500
Product name Description Amount (%) Amount (%)
Setal 189 XX-65 resin Resin 30.77 30.77
Solsperse 32500 Dispersant 8 8.89
Butyl acetate Solvent 25.61 25.17
Solvent 25.62 25.17
Carbon black Carbon black 10.00 10.00
Millbase procedure:◆◆ Pre-mix dispersant, Butyl acetate, and propylene glycol monomethyl
ether acetate together
◆◆ Post-add carbon black to mixture under good agitation and soak for 5 minutes
◆◆ Add Setal resin to the above under good agitation then mix for
5 minutes at 4000 RPM
◆◆ Re-circulate through Eiger mill at 10 m/s tip speed until 5 μ grind is achieved
Note: The TiO2 millbase, masterbatch letdown, black finish formulation, white finish formulation, tinting formulation and application stage are the same as the Polyester/CAB dispersant loading study on previous page.
EMPEROR® 1600 AND EMPEROR 1200 SPECIALTY CARBON BLACKS PROCESSING AND FORMULATION GUIDE
Tinting performance vs. dispersant type
Impact of dispersant type: polyester CAB resin system
Tinting strength - L
Efka 4310 Solsperse 32500
63.19
65.54
59.47
62.94
55
57
59
61
63
65
67
EMPEROR 1200 carbon black EMPEROR 1600 carbon black
Undertone - b
Efka 4310 Solsperse 32500-2.0
-1.5
-1.0
-0.5
0.0
0.5
-.08
.04
-1.35-1.51
EMPEROR 1200 carbon black EMPEROR 1600 carbon black
Undertone - a
-2.0
-1.5
-1.0
-0.5
0.0
-.68 -.74
-1.35-1.51
Efka 4310 Solsperse 32500
EMPEROR 1200 carbon black EMPEROR 1600 carbon black
cabotcorp.com
The EMPEROR, MONARCH and Softbead names are trademarks of Cabot Corporation. The BYK and DisperBYK names are registered trademark of BYK-Chemie GmbH. The Solvesso name is a registered trademark of Exxon
Mobil Corporation. The Ti-Pure and TIOXIDE names are trademarks of E.I. DuPont de Nemours and Company. The Solsperse name is a trademark of The Lubrizol Corporation. The Setal name is a trademark of Nuplex
Industries Ltd. The Efka and Larapol names are trademarks of BASF SE. The Cymel name is a trademark of Cytec Technology Corp. The BYKO name is a trademark of BYK-Gardner USA. The DOWANOL name is a trademark of
The Dow Chemical Company.
The data and conclusions contained herein are based on work believed to be reliable, however, Cabot cannot and does not guarantee that similar results and/or conclusions will be obtained by others. This information is
provided as a convenience and for informational purposes only. No guarantee or warranty as to this information, or any product to which it relates, is given or implied. This information may contain inaccuracies, errors or
omissions and CABOT DISCLAIMS ALL WARRANTIES EXPRESS OR IMPLIED, INCLUDING MERCHANTABILITY OR FITNESS FOR A PARTICULAR PURPOSE AS TO (i) SUCH INFORMATION, (ii) ANY PRODUCT OR (iii) INTELLECTUAL PROPERTY
INFRINGEMENT. In no event is Cabot responsible for, and Cabot does not accept and hereby disclaims liability for, any damages whatsoever in connection with the use of or reliance on this information or any product to
which it relates.
© 2017 Cabot Corporation.
R03 1/17
NORTH AMERICACabot Corporation Business
and Technology Center
157 Concord Road
P.O. Box 7001
Billerica, MA 01821 - USA
Technical service
T +1 800 462 2313
Customer service
T +1 678 297 1300
F +1 678 297 1245
SOUTH AMERICACabot Brasil Industria
e Comericio Ltda.
Rua do Paraiso 148 - 5 andar
04103-000 Sao Paolo,
Brazil
T +55 11 2144 6400
F +55 11 3253 0051
EUROPECabot Specialty Chemicals
Coordination Center
SIA Cabot Latvia
101 Mukusalas Street
Riga, LV-1004, Latvia
T +371 6705 0700
F +371 6705 0985
MIDDLE EAST & AFRICACabot Dubai
P.O. Box 17894
Jebel Ali Free Zone
LOB 15, Office 424
Dubai
United Arab Emirates
T +371 6705 0700
F +371 6705 0985
ASIA PACIFICCabot China Ltd.
558 Shuangbai Road
Shanghai 201108
China
T +86 21 5175 8800
F +86 21 6434 5532
JAPANCabot Specialty Chemicals Inc.
Sumitomo Shiba-Daimon Bldg. 3F
2-5-5 Shiba Daimon,
Minato-ku
Tokyo 105-0012
Japan
T +81 3 6820 0255
F +81 3 5425 4500






![Brownlee, John [en] - Japanese Historians and the National Myths, 1600-1945. the Age of the Gods and Emperor Jinmu](https://img.pdfslide.net/doc/110x75/55cf8c995503462b138e19d6/brownlee-john-en-japanese-historians-and-the-national-myths-1600-1945.jpg)