Embed Size (px)
Citation preview

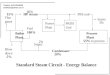
Energy Efficient Steam Systems

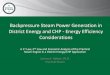
Steam System
Deaerator tank
FeedWaterpump
HX
Boiler
Steam trap
Qfuel Qprocess
1
2 4
al
av
Throttling valve4P
3
Economizer
7
Qex
haus
t
1e
0
Qb
Qda
Qcp
Qsp
56
Tex
SteamTrapleak
Blo
wdo
wn
Con
d lo
ss
Fla
sh v
apor
Mak
eup
wat
er
Pum
p po
wer
Com
b ai
r

Steam System
0.0 0.5 1.0 1.5 2.00
200
400
600
800
s [Btu/lbm-R]
T [
°F]
200 psia
100 psia
20 psia
0.2 0.4 0.6 0.8
Steam
2
3, 4
5, 6, 7
0
aval, 1
1e

Energy Flows
• Energy enters a steam system as:– Fuel and combustion air– Makeup water– Pump work
• Energy leaves a steam system as:– Heat to the process– Exhaust air– Blowdown– Condensate loss– Flash vapor– Heat loss from the boiler, steam pipes, condensate pipes and deaerator tank.

Fuel Use Reduced
• Fuel use reduced by reducing:– Heat to the process– Heat in exhaust air– Blowdown– Condensate loss– Flash vapor– Heat loss from the boiler, steam pipes, condensate pipes and
deaerator tank.

Energy Saving Opportunities

1) Reduce Steam Demand
• Insulate hot surfaces
• Cover uninsulated tanks

2) Fix Steam Traps
• Steam traps are automatic valves that discharge condensate from a steam line without discharging steam.
• If the trap fails open, steam escapes into the condensate return pipe without being utilized in the process.
• If trap fails closed, condensate fills the heat exchanger and chokes-off heat to process.
• Fixing failed steam traps is highly cost-effective.

3) Insulate Pipes and Tanks
• Insulate– steam pipes– condensate return pipes– condensate return tanks– deaerator tank– valves

4) Preheat Boiler Feed-water Using Exhaust Air
• Economizer is heat exchanger that preheats feed-water to the boiler using heat from the exhaust gasses.
• Economizers are most cost effective in process boilers that operate all year.

5) Minimize Steam Pressure
• Generating steam at excess pressure:– decreases boiler efficiency– increases heat loss– increases flash loss.
• Reducing boiler pressure to match the highest required process temperature decreases these losses.
• Reducing steam pressure to match local required process temperature reduces flash loss.
• Thus, always produce and supply steam at the minimum pressure required to meet the process temperature requirement.

6) Install Automatic Blow Down Controls
• Blow down is the practice of expelling steam to reduce contaminant build ups.
• Typical blowdown rates range from 4% to 8% of boiler feed-water.
• Manual blowdown relies on intuition or periodic testing. Always results in excess blow down that wastes energy or insufficient blow down that creates excess scale on heat transfer surfaces and reduces efficiency.
• Automatic blow down reduces energy, water and water treatment costs.

7) Operate Boiler in Modulation Mode
• Most boilers are designed for peak load, but operate at part load most of the time.
• Efficiency increases as firing rate modulated to part load.
• Each time a boiler cycles on and off, it purges natural gas with fan and loses heat.
• Efficiency decreases at part load in on/off control.
• Installing a burner with a smaller minimum firing rate can eliminate the on/off cycling and reduce fuel use.

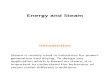
8) Adjust Fuel/Air Ratio
• Most boilers use linkages that connect natural gas supply valves with combustion air inlet dampers.
• Unfortunately, the linkages do not function perfectly, and the air/fuel ratio is seldom held constant over the firing range.
• The linkages should be adjusted to maintain 10% excess air high fire. 70%
75%
80%
85%
90%
0 10 20 30 40 50 60 70 80 90 100
Excess Air (%)
Eff
icie
ncy Ts=300F
Ts=400F
Ts=500F

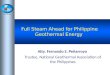
9) Install O2 Trim
• Most boilers linkages do not function perfectly, and the air/fuel ratio is seldom held constant over the firing range.
• O2 trim combustion controls
regulate combustion intake air to maintain 10% excess air across the entire firing range.
• O2 trim most cost-effective for
boilers that operate all year long.

Original
9) Install O2 Trim

9) Install O2 Trim
With
O2
Trim

9) Install O2 Trim
Annual Savings: 1,227 mmBtu, $14,724
Annual Maintenance Cost: $2,000
Cost of O2 Trim System: $30,000
Payback: 28 months
Low Fire Medium FireBaseline Excess Air 113% 35%Proposed Excess Air 10% 10%
Baseline Comb. Efficiency 83.6% 84.4%Proposed Comb. Efficiency 86.6% 85.3%

10) Switch to Hot-water System for Low-Temperature Applications
• When Treturn < 120 F, condensing boiler efficiency > 90%
• When Tinlet ~ 70 F, direct- contact water heaters capitalize on low water temperature, counter-flow design, and large surface areas for efficiency > 98%