Embed Size (px)
Citation preview

Energy Loss Assessment on Welding
Transformers in Ethiopia
(Draft report)
September 15, 2021

Report Authored by:
On Energy Consult
Bole Sub city, Wereda 13, House No. 1131
Phone no: +251-118220782 /+251-911-516196
Website: www.onenergyet.com
Email: [email protected]
Addis Ababa, Ethiopia
Submitted to:
Ethiopian Electric Utility
Addis Ababa, Ethiopia

I
OUTLINE
1. INTRODUCTION ..................................................................................................................................................... 1 1.1 Background ...................................................................................................................................................... 1 1.2 Problem analysis .............................................................................................................................................. 1 1.3 Demand assessment ......................................................................................................................................... 3 1.4 Objective .......................................................................................................................................................... 4
1.4.1 General objective .................................................................................................................................. 4 1.4.2 Specific objectives ................................................................................................................................ 5
1.5 Scope ............................................................................................................................................................... 5 2. DESCRIPTION OF METHODOLOGY AND TECHNICAL APPROACHES ....................................................... 5
2.1 Baseline data collection approach .................................................................................................................... 6 2.1.1 Desk Review ......................................................................................................................................... 6 2.1.2 Types of Relevant Data Collected ........................................................................................................ 7 2.1.3 Sampling methodology ......................................................................................................................... 8
2.1.3.1 Target population and Study area .............................................................................................. 8 2.1.3.2 Sampling frame .......................................................................................................................... 8 2.1.3.3 Sample size determination ......................................................................................................... 8
2.2 Data Collection Tools ...................................................................................................................................... 9 2.3 Special Study Tools ....................................................................................................................................... 10 2.4 Logistics Arrangement ................................................................................................................................... 11 2.5 Ethical requirement and field procedure ........................................................................................................ 12 2.6 Data Analysis Approach ................................................................................................................................ 12
2.6.1 Technical approach ............................................................................................................................ 12 2.6.2 Top‐down approach ............................................................................................................................ 12 2.6.3 Bottom‐up approach ........................................................................................................................... 12
3. AN OVERVIEW OF WELDING TRANSFORMERS OR WELDING MACHINES EFFICIENCY ................... 14 3.1 Welding ......................................................................................................................................................... 14 3.2 Historical Development of Welding ............................................................................................................. 14 3.3 Welding transformers or machines ................................................................................................................ 19 3.4 Classification of Welding Processes According To Heat Source .................................................................. 20 3.5 Electric Welding ............................................................................................................................................ 21 3.6 Types of electric welding ............................................................................................................................... 21 3.7 Electric Arc Welding ..................................................................................................................................... 22 3.8 Energy Conservation Potential in Welding .................................................................................................... 26
3.8.1 General Description of Welding Processes ......................................................................................... 26 3.8.2 Worldwide Welding Energy Consumption ......................................................................................... 27 3.8.3 Energy Efficiency in Welding technologies ....................................................................................... 28
4. RESULT AND FINDINGS ..................................................................................................................................... 32 4.1 Welding Machines in Ethiopia ...................................................................................................................... 32
4.1.1 Welding machines in micro, small, and medium manufacturing industries ....................................... 32 4.1.2 Types of Welding machines in Ethiopia ............................................................................................. 33
4.2 Welding machines in the Construction Sector ............................................................................................... 35 4.3 Welding machine in car assembly or manufacturing, and car repairing service provider ............................. 36 4.4 Estimation of the total number of welding transformers ............................................................................... 38 4.5 The energy efficiency level of welding machines in Ethiopia ....................................................................... 38 4.6 Energy Consumption of Welding transformers in Ethiopia ........................................................................... 41 4.7 Estimation of electricity consumption share of welding transformer in Ethiopia .......................................... 45 4.8 Import data from Ethiopian Customs Commission (ECC) ............................................................................ 46 4.9 Local Welding transformer manufacturing and maintenance service providers ............................................ 46
5. WELDING MACHINES ENERGY EFFICIENCY STANDARDS AND REGULATIONS, ETHIOPIAN AND
GLOBAL EXPERIENCE ............................................................................................................................................ 49 5.1 Ethiopian Standard and Regulations .............................................................................................................. 49

II
5.1.1 Standard development by Standards Agency ...................................................................................... 49 5.1.2 The regulatory body EEA ................................................................................................................... 50 5.1.3 Testing of welding machines for conformity with the standards ........................................................ 51
5.2 Welding Machines National and International Regulations and Standards ................................................... 51 5.2.1 Analysis of regulations and standards in other countries .................................................................... 51 5.2.2 EU energy efficiency regulation for Welding machine ...................................................................... 51 5.2.3 China’s Energy Efficiency regulation for arc welding equipment ...................................................... 56 5.2.4 Proposed Policy and regulation Options for Ethiopia ......................................................................... 56
6. SETTING UP OF ENERGY EFFICIENCY REGULATION FOR WELDING TRANSFORMERS .................... 58 6.1. The Proposed Energy efficiency requirements of welding transformers in Ethiopia ................................... 59 6.2. Resource efficiency requirements ................................................................................................................. 59 6.3. Estimation of energy saving that can be achieved by the implementation of the proposed Energy Efficiency
measure. ............................................................................................................................................................... 63 6.4. Implementation Schedule ............................................................................................................................. 65 6.5. The possible risks and its mitigation Measures ............................................................................................ 65
7. Reference ................................................................................................................................................................. 68 Annex I ........................................................................................................................................................................... i Annex II ........................................................................................................................................................................ iii Annex III ...................................................................................................................................................................... iv Annex IV ....................................................................................................................................................................... v
List of Tables
Table 1 : power source of welding machines ....................................................................................................... 29 Table 2 : Number of welding transformers in the country ................................................................................... 38 Table 3 : Measured data of each welding machine ............................................................................................ 41 Table 4 : Average time of welding in a day ........................................................................................................ 42 Table 5 :Total estimated amount of energy consumption of welding transformers during welding .................... 43 Table 6 : welding transformers during their idle time ......................................................................................... 44 Table 7 : Energy consumption of welding transformers ...................................................................................... 44 Table 8 : total energy consumption of welding transformers in Ethiopia ........................................................... 45 Table 9 : national electricity consumption by tariff group in the year 2020/2012E.C ........................................ 45 Table 10 : Price of locally manufactured Welding Transformers ....................................................................... 47 Table 11 :- Type of welding machines manufactured in Ethiopia ....................................................................... 48 Table 12 : Manufacturers who do design work ................................................................................................... 49 Table 13 : energy efficiency requirement ............................................................................................................ 52 Table 14 :Welding equipment powered ............................................................................................................... 59 Table 15 . Annual energy saving due to implementation of the proposed energy ............................................... 63 Table 16 : Annual energy saving due to implementation of the proposed energy efficiency measure on the
imported welding transformer. .................................................................................................................... 64 Table 17 : Energy consumption reduction by the proposed regulation ............................................................... 65 Table 18 : Implementation schedule of the proposed energy efficiency measures .............................................. 65
List of Figures
Figure 1 : Causes of low energy efficiency of welding transformers ..................................................................... 2 Figure 2 : Effects of low energy efficiency welding transformers ......................................................................... 3

III
Figure 3 : Structural framework ............................................................................................................................ 6 Figure 4 : Head of the sarcophagus of Tutankhamen ............................................................................ 15 Figure 5 : Ukraine steel sword ........................................................................................................................... 15 Figure 6 : Colossus of Rhodes (built c. 292-280 BC) .......................................................................................... 15 Figure 7 : Edmund inventor of acytiline ............................................................................................................. 16 Figure 8 : Metalworks in early 19th c .................................................................................................................. 16 Figure 9 : Carbon arc welding in early 20th c .................................................................................................... 16 Figure 10 : Oxyacetylene welding process ......................................................................................................... 17 Figure 11 : Coated metal electrode ..................................................................................................................... 17 Figure 12 : Automatic welding ........................................................................................................................... 18 Figure 13 : Gas shielded metal arc welding ........................................................................................................ 18 Figure 14 : Laser welding ................................................................................................................................. 18 Figure 15 : Plasma arc welding .......................................................................................................................... 18 Figure 16 : welding without pressure ................................................................................................................. 19 Figure 17 pressure welding ............................................................................................................................... 20 Figure 18 : electric welding................................................................................................................................. 21 Figure 19 : Electric resistance welding ............................................................................................................... 22 Figure 20 : Metal arc welding ............................................................................................................................. 23 Figure 21 : Carbon arc welding .......................................................................................................................... 23 Figure 22 : Atomic hydrogen arc welding ........................................................................................................... 24 Figure 23 : Tungsten inert gas arc welding ......................................................................................................... 24 Figure 24 : Gas Metal Arc Welding (GMAW) or Metal Inert Gas Arc Welding (MIG) ..................................... 25 Figure 25 : Submerged arc welding .................................................................................................................... 25 Figure 26 : Electro-slag arc welding................................................................................................................... 26 Figure 27 : Plasma arc welding .......................................................................................................................... 26 Figure 28 : Welding related activities ................................................................................................................. 28 Figure 29 : welding generator ............................................................................................................................. 29 Figure 30 : Welding transformer ......................................................................................................................... 30 Figure 31 : Welding rectifier ............................................................................................................................... 30 Figure 32 : Inverters ............................................................................................................................................ 31 Figure 33 : Efficiency comparison ...................................................................................................................... 32 Figure 34 : ........................................................................................................................................................... 33 Figure 35 : Welding machines name tag ............................................................................................................ 33 Figure 36 : Machines during welding ................................................................................................................. 33 Figure 37 : Welding transformers in Ethiopia .................................................................................................... 34 Figure 38 : Welding transformers during operation ........................................................................................... 34 Figure 39 : Types of welding transformer ........................................................................................................... 35 Figure 40 : Arc welding ...................................................................................................................................... 35 Figure 41 : Welding transformers in construction sites ...................................................................................... 36 Figure 42 :Welding machine distribution ............................................................................................................ 37 Figure 43 : Manufacturing of welding transformers ........................................................................................... 39 Figure 44 : Poor handling of welding transformers ............................................................................................ 40 Figure 45 : Welding transformers during operation ................................................................................ 40 Figure 46 : Welding transformer manufacturing ................................................................................................ 40 Figure 47 : Imported types welding transformer ................................................................................................. 41 Figure 48 : burned copper wire ........................................................................................................................... 47 Figure 49 : Locally manufactured welding transformers ................................................................................... 48

1
1. INTRODUCTION
1.1 Background
There has been a huge improvement in the electricity production of the country in recent years.
However, the electricity supply in the country is still far below satisfying the growing demand.
Electricity demand is growing by more than 25% as studies are showing [4]. This is attributed to
the high population and economic growth, expansion of grid extension to rural towns and villages,
expansion of small and medium manufacturing industries in rural towns and big cities, massive
manufacturing, industrial and infrastructure projects in housing, industrial parks, road, railways,
power, energy, and telecommunication. In parallel to the increasing demand, the country is facing
a huge power loss in transmission and distribution networks, and utilizing inefficient equipment
and electrical appliances in homes, workshops, and offices.
Locally manufactured welding transformers are among the equipment which contributes to the
power loss as indicated by previous studies. There are several under-performance welding
transformers in the country. Some of the indications of this are: the locally manufactured welding
transformers are not well designed and efficient, exhibit high voltage drop, and have less safety
standard and high failure rate[14]. A study in 2009 revealed that there were about 60,000 to 80,000
locally manufactured welding transformers in use all over the country [15]. When these machines
are at the full-load and no-load condition and connected to the electricity grid of the country, the
aggregate losses are huge.
Following this finding, the Ethiopian Electric Utility in collaboration with the Ethiopian Energy
Authority has decided to outsource this baseline study of assessing the Energy loss of welding
transformers in Ethiopia. The assessment will be based on documenting the type and number of
welding transformers used in the market. Plus, the result of the assessment will enable EEU and
EEA to implement energy efficiency measures on the product.
1.2 Problem analysis
The welding industry is, by its nature, energy-intensive. Welding, a family of processes utilizing
heat to cause coalescence between materials is generally recognized to be the most energy-
intensive joining technology. Within the U.S. the metal fabrication industry consumes about 6%

2
of the total energy produced [2]. Within this industry, welding is a major industrial process and is
used in the production of nearly all types of fabricated metal products. However, the total energy
consumption by welding processes has not previously been quantified. Welding equipment is
products that deliver energy in the form of electricity to join or cut two or more metals by heating
(often >6,000°C), with or without the use of ancillary materials such as filler sticks, wire, or gases
that shield the welding area from the surrounding air. Welding equipment uses electricity, to
produce an 'arc' to melt, join, braze, solder, and cut materials. Welding equipment in scope can be
stationary or transportable, and consists of linked parts or components, at least one of which moves
and which are joined together to produce coalescence of metals by heating them to the welding
temperature (with or without the application of pressure) or by the application of pressure alone,
with or without the use of filler metal, and with or without the use of shielding gas(es), using
appropriate tools and techniques, resulting in a product of defined geometry.
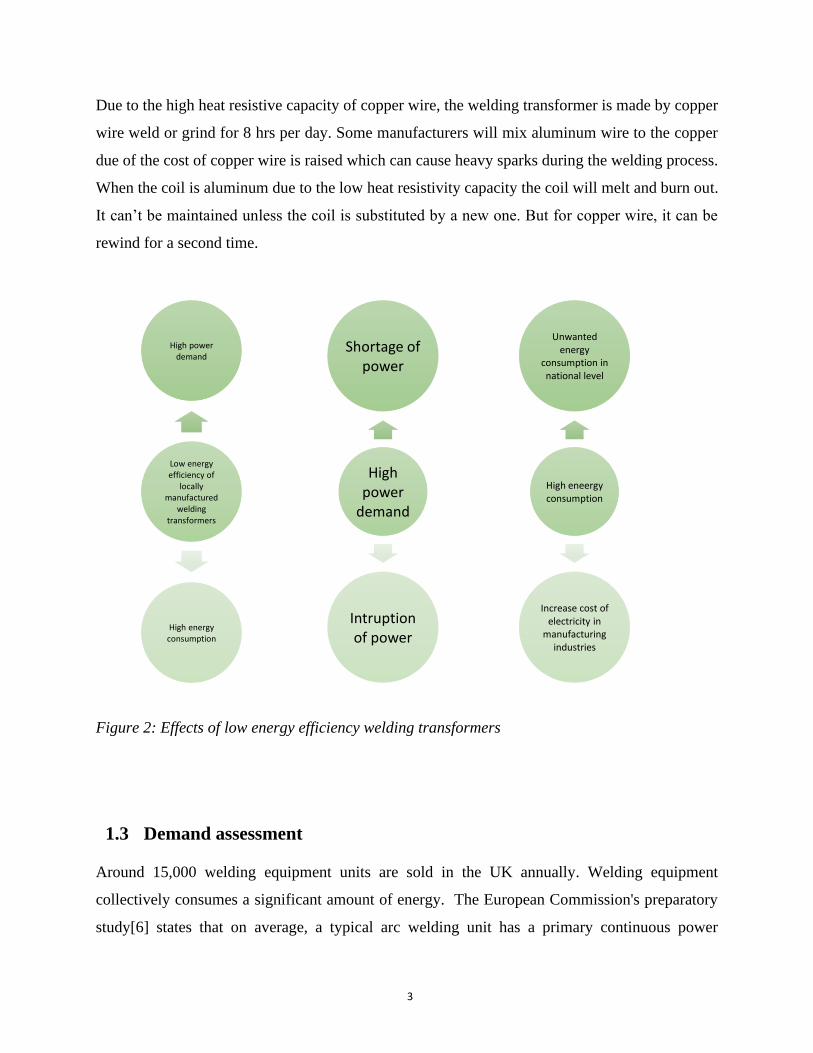
Figure 1: Causes of low energy efficiency of welding transformers
In Ethiopia, almost all of the locally manufactured welding transformers are arc welding types.
These locally manufactured welding transformers are used in garages and metal and woodworks
for heavy welding purposes. These welding transformers have no power rating. They're made from
the experience of the manufacturer the copper coiled welding transformer is used for heavy-duty.
Low energy efficiency of locally
manufactured welding transformers
Non use of right wiring and coiling
Miss match between primary
and secondary coil winding
Improper use of welding
Heat loss
Lack of research and innoviation
Abcence of standard
3
Due to the high heat resistive capacity of copper wire, the welding transformer is made by copper
wire weld or grind for 8 hrs per day. Some manufacturers will mix aluminum wire to the copper
due of the cost of copper wire is raised which can cause heavy sparks during the welding process.
When the coil is aluminum due to the low heat resistivity capacity the coil will melt and burn out.
It can’t be maintained unless the coil is substituted by a new one. But for copper wire, it can be
rewind for a second time.
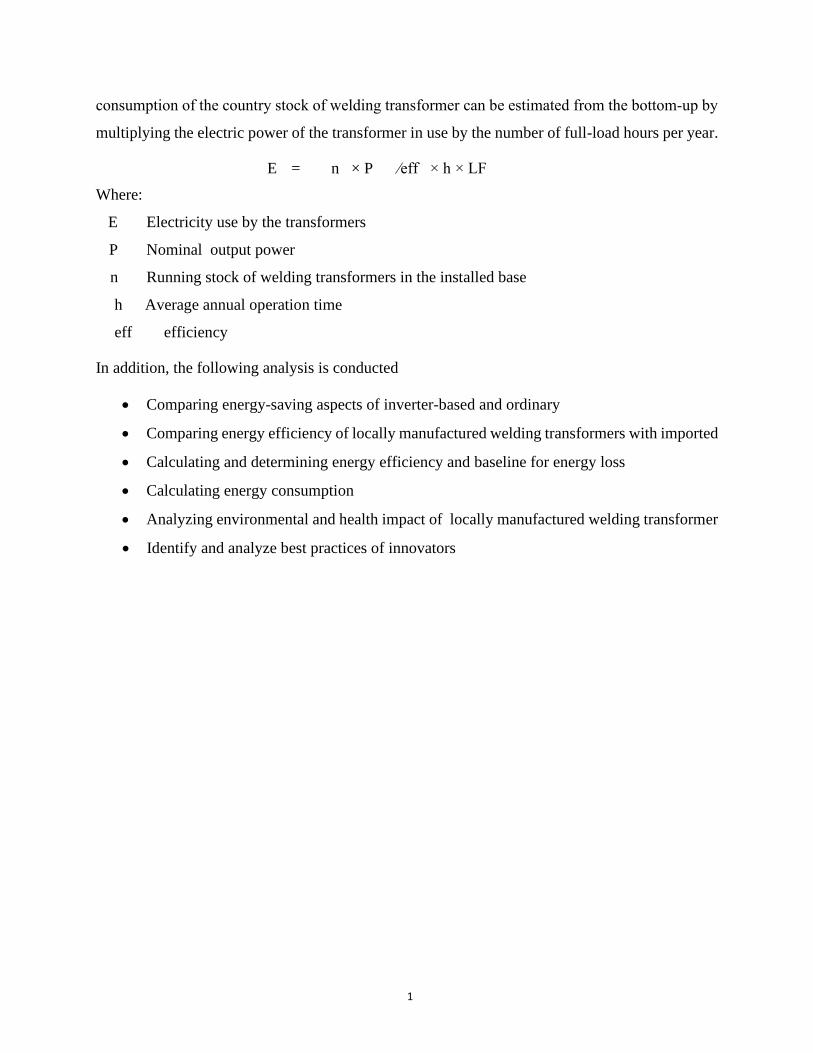
Figure 2: Effects of low energy efficiency welding transformers
1.3 Demand assessment
Around 15,000 welding equipment units are sold in the UK annually. Welding equipment
collectively consumes a significant amount of energy. The European Commission's preparatory
study[6] states that on average, a typical arc welding unit has a primary continuous power
Low energy efficiency of
locally manufactured
welding transformers
High power demand
High energy consumption
High power
demand
Shortage of power
Intruption of power
High eneergy consumption
Unwanted energy
consumption in national level
Increase cost of electricity in
manufacturing industries

4
consumption of 6.2 kVA (arc-on), equaling a 75% efficiency at 200 A and output power of 4.65
kW (23.25 V). It was found that most of these units are used in 1-shift-operations and a realistic
arc-on-time (i.e. operating factor) is 25%. This operating factor might be much lower in smaller
repair shops or in the construction sector, where the welding equipment is used only occasionally
and higher in industrial production, where a similar welding unit might be used at high load in an
automated production line. It is estimated that welding equipment uses 307 GWH per year
(2020/21) in the UK.
A study titled 'PRELIMINARY SURVEY ON ELECTRIC ENERGY EFFICIENCY IN
ETHIOPIA' in 2009 by Mengesha Mamo[10] revealed that metal workshops using locally made
welding transformers have increased all over the country. It has been estimated that the total
number of locally produced welding generators in use to be about 60,000 to 80,000 [11] at that
time. The author has estimated the loss of samples of the locally manufactured transformers to be
on average 1 kW compared to 0.23 kW of equivalent imported transformers.
The author also stated that it is possible to reduce the loss at least by half by proper design and
material selection. If 170 working days and about 2 hrs effective working hours are assumed per
day, the electric energy saving per year will be 10.2 GWH.
In this study, an assessment on the energy efficiency of welding transformers being used in the
country, imported to the country and comparison will be done based on their efficiency and
performance. Finally, a proposal will be given for upgrading the efficiency of welding transformers
being manufactured and imported to our country.
Welding equipment products within the scope of this study draft are generally arc welding which
uses only electricity as a power source and are used in different sectors like in constructions, small
and medium manufacturing industries, metal factories, and in other similar areas. This study
mainly focuses on manual welding-type welding machines.
1.4 Objective
1.4.1 General objective
The general objective of this assignment is to assess the energy efficiency of the existing welding
transformers on the Ethiopian market and their impact on the power distribution system and the

5
magnitude of the losses posted by those transformers. In addition, this study will develop the
concept for the development and implementation of energy efficiency improvement options and
address key energy efficiency improvement steps of welding transformers and implementation
guidelines.
1.4.2 Specific objectives
The specific objectives of the study are to:
i. Assess the energy efficiency level of imported and local welding transformers in the
country.
ii. Assess the electricity demand, electricity consumption and consumption patterns,
hours of operation and time of use of welding transformers,
iii. Estimate the magnitude of the losses imposed by the transformers and the impact on
power distribution.
iv. Comparison of the efficiency of locally manufactured welding transformers and the
imported ones among all types of welding transformers and
v. Develop a concept for the development and implementation of energy efficiency
improvement options.
1.5 Scope
The scope of the assessment is to review current related technology, local practice, global
experience, and similar projects executed at national, regional, and international standards of
imported and local manufactured welding transformers in Ethiopia.
2. DESCRIPTION OF METHODOLOGY AND TECHNICAL
APPROACHES
The Special Study’s approach includes two components, namely the baseline data collection and
analysis.

6
Figure 3: Structural framework
2.1 Baseline data collection approach
The study implements both primary and secondary data sources to assess and establish welding
machine efficiency levels in the county. All the available data are reviewed in detail by the data
collection team. The following sections present the data collection strategy that is followed during
the study.
2.1.1 Desk Review
The study assessed and reviewed relevant documents and data on the current practice of welding
transformers. The secondary data sources that are used in the study are obtained from the Ethiopian
Revenue and Customs Authority (ERCA), Ethiopian Ministry of Trade and Industry (MoTI), and
Federal Small and Medium Manufacturing Industry Expansion Authority and relevant works of
• Total number and type of welding transformers in Ethiopia
• 8 regional states and 2 administrative states
• 100 WT from small manufacturing, 50 from medium & 10 from big
industries, 20 from construction sites
• Stakeholders identification
• Identify and assess local WT manufacturers
• Assess environmental and health impact
Baseline data
collection
• Compare energy-saving aspects of inverter-based and ordinary
• Compare energy efficiency of locally manufactured welding transformers
with imported
• Calculate energy efficiency and determine baseline for energy loss
• Calculate energy consumption
• Analyze environmental and health impact of locally manufactured
• Identify and analyze best practices of innovators
Analysis
• Provide recommendations and suggestions to set or adopt minimum
performance standard
• Provide procedures, criteria, guideline
• Devlop measurement and verification procedure, communication campaign
• Devlop project implementation budget and activity plan
• Explain the environmental advantage of the program
Energy
efficiency
program
design

7
literature. To accomplish the assessment on energy efficiency, reviewing of global and national
parameters and characteristics of welding transformers like the type of transformers, their
efficiency, cost, safety, and other parameters are conducted. The purpose of this review is mainly
to collect relevant information from works of literature, scientific articles, official policy
documents, reports and proceedings of development organizations, existing projects, study reports,
country experiences, and industrial development strategies. The following specific tasks are done
while reviewing relevant documents:
• Assess the different countries' related experiences especially the policies and
regulations on welding transformer efficiency improvement measures and the effect
of the regulation and the possible measures are taken.
• National and international Minimum Energy Performance standards if there is any
or any other energy efficiency standard on welding transformers and effects of the
regulations and implementation strategies currently in use are reviewed.
• National and International (Global) welding machine energy efficiency standards of
NEMA (National Electrical Manufacturers’ Association) of USA or IEC are
reviewed. The effects of adopting the IEC standard are reviewed. Other international
standards are reviewed.
• Recent welding technologies of improved efficiency are reviewed
2.1.2 Types of Relevant Data Collected
The On energy team collected relevant data for the analysis such as the power rating, current,
voltage, type of welding machine, local or imported type, number of welding machine in an
organization where data is collected, country of origin, and other data were collected. In the case
of local welding transformers, there is no any name plate to collect data such as the power rating,
current, voltage and efficiency. Therefore, the on energy team tried to measure some parameters
for the local welding transformers by taking samples.
All the data mentioned above is very important to estimate the total imported transformers, the
total locally manufactured welding transformers, the energy consumption of local and imported
transformers, and to calculate the total energy consumption of welding transformer in the country.
These data were collected by interviews using questionnaire.

8
2.1.3 Sampling methodology
2.1.3.1 Target population and Study area
The targeted populations to assess the energy efficiency of welding transformers are end-users,
local manufacturers of welding transformers in the country, and small, medium and large
manufacturing industries. The population is placed in an area where the industrial sub-sectors,
local manufacturers, and potential welding transformers end-users are located. The geographical
scope of the study is in 8 regional and 2 administrative cities in Ethiopia namely Oromia, Amhara,
Addis Ababa, Somali, Harari, Diredawa, SNNPR, Sidama and Afar. Based on economic
engagement the selected cities of these regions are Addis Ababa, Adama, DireDawa, Hawassa,
Bahir Dar, Harari, Jigjiga, and Afar. These regional cities are considered to host multiple factories
where most welding transformers are used in construction projects and manufacturing.
2.1.3.2 Sampling frame
The study uses three major sampling frames to select the samples of welding machines in the
country. The first is the Ministry of Trade and Industry database, to collect the list of the small,
medium, and big manufacturing industries. The information from the Ministry's database is
expected to include several key pieces of information for each sector including the number, type,
and size of welding machines used in the country, geographical location, and contact address of
manufacturing industries, importers, and maintenance service providers and other relevant
information. The second sampling frame is the database of the Ethiopian Revenue and Customs
Authority, to collect the list of all classifications of imported welding machines and import growth
rates, a qualified and energy-efficient standard requirement of importing welding transformers.
This frame will also allow assessing available environmental and health requirements of welding
transformers. The third sampling frame is the Ministry of Construction; to collect data of
construction companies operating in the country. Construction companies are considered users.
2.1.3.3 Sample size determination
The purpose of determining the sample size is to ascertain a representative number of welding
machines in the country. The welding machine in the country is aggregated in small and medium
manufacturing industries, in construction areas, automotive assembling, furniture manufacturers,
metal works workshops, and garages.

9
The type and quantity of welding transformers under the same industrial sub-sectors are expected
to be similar, except for individual variations due to the ages and sizes of the factories. To address
this situation, it is prudent to consider one old factory from the old factories and one from the
newly established factories per industrial sub-sector chosen. Likewise, the number of construction
companies in Ethiopia is identified and samples are taken to count the number of welding
transformers in the construction sector. The type and number of the welding machine can be
estimated based on the age and size or grade of the construction company. The same scenario is
used in the other sectors.
In addition to this, all the data from ERCA and major importers of welding machines are utilized
to collect sufficient data on welding machines in the country. The study involves a sample of 112
small and medium manufacturing industries from different sectors, 7 construction companies, 31
garages and 4 car assemblers.
2.1.3.4 Sampling technique
The study employs a non-probabilistic quota sampling technique, where a representative
institution in each industrial sub-sector is chosen based on the predetermined characteristics or
rationale. This technique ensures that the total sample has the same distribution of characteristics
as the wider population. The rationale in this study is welding transformers in different sectors
such as in the industrial and construction sectors are rated and assigned to a specific welding task
requirement of the sector. Welding transformers in the same sector have similar capacity and
efficiency levels (may not be always true) except for the number of welding transformers which
depends on the size of the sector. The other rationale is that in an industrial sub-sector the
institution establishment dates vary. There are old institutions and recently commissioned ones.
For newly established, it is assumed that modern technology of welding transformer is used.
2.2 Data Collection Tools
The study employs data collection instruments including survey forms, observation checklists,
questionnaires, and interview guides. Data record sheets that are useful in recording welding
transformers data of type, current drawn, power, voltage, frequency, power factor, and country of
origin will be prepared.

10
The study uses three types of a questionnaire for three groups. These are
• Welding transformers Efficiency Assessment in Ethiopian Market data from
Customers/Users[Annex II]
• Welding transformer Energy Efficiency Assessment in Ethiopian Market data from
Importers[Annex III]
• Welding transformers Efficiency Assessment in Ethiopian Market data from
manufacturers/ Maintenance/ Repair Service Providers[Annex I]
A. Welding transformer users
For each welding transformer, the study collects relevant data used to assess and establish
efficiency levels. The current drawn, power, voltage, frequency, power factor, and country of
origin are measured by using appropriate electrical equipment. These values are recorded on the
survey form that is prepared for this group.
B. Importers and distributors
The type, quantity, country of origin, and cost of imported welding transformers are assessed. It is
assumed that the number of importers of welding transformers is limited and hence the data
collection team assesses all registered welding transformer importers, distributors, and wholesalers
in the country. The survey includes types, country of origin, power rating, current, voltage, and
cost.
C. Welding transformers manufacturers and maintenance service providers
The study assesses local welding machines manufacturers and maintenance service providers in
the country. The data collected are the raw materials, the process of manufacturing, the levels of
rewinding, and the repair and maintenance practices of welding machines.
D. Industry and Engineering sub-sectors
The study assesses the welding transformers in the industrial and engineering sub-sectors. The data
collected grouped according to the size and type of welding transformer as per the below table.
2.3 Special Study Tools

11
The data is collected using Android-based tablets/smartphones with the ability to collect data in
the form of manual input, sound recordings, pictures, videos, and geographical locations. The tool
allows Data Collectors to work offline and upload the data into the data repository once they have
an internet connection. The data output is extracted in an Excel format which allows easy cleaning
and analysis of the data.
The data analyst uploads and tests the tool using CSpro (Census and Survey processing) software.
The analyst digitizes the tool before the fieldwork.
2.4 Logistics Arrangement
In close coordination with the Technical Team of the Ethiopian Electric Utility and Ethiopian
Energy Authority, the study has its central headquarters at On Energy's office in Addis Ababa from
where the whole operation will be coordinated. The facility is equipped with essential
communication equipment for coordinating data collection. On Energy's consulting team arrange
vehicles, accommodation, and all necessary data collection equipment for the field study team in
advance.
The overall logistic arrangements are coordinated by the project manager/ coordinator and will be
fully dedicated to this assignment. On Energy ensures that members of the field teams are provided
with survey tools and audio recording tools throughout the data collection period. Data collection
materials such as datasheets, letter of introduction and informed consent, stationery items, and
measuring devices are prepared in advance.
i. Training data collection team
On Energy ensures that all data survey teams have clearly understood the objectives of the survey,
the sample design, the variables requiring analysis, and the data collection techniques. Data
collectors are trained on data collection tools and specifically in taking field data records of electric
power and efficiency of welding transformer.
ii. Forming data collection teams and assigning responsibilities
The data collection teams are formed and the responsibilities of each member are assigned. Each
team has a supervisor, responsible for seeing that activities are carried out as planned, for ensuring
that the necessary materials are at hand, for dealing with situations not foreseen in the planning

12
phase, and for controlling the quality of the data collected day. Each of the other members will be
assigned to acquire quality information and help the supervisor to check the recorded data.
2.5 Ethical requirement and field procedure
On Energy team are adheres to the highest standards of ethics in data collection and use and
commits to adhering to the EEU procedure for Ethical Standards in Data Collection. To the extent
feasible, data will be collected making use of the preferred language of the respondents.
2.6 Data Analysis Approach
2.6.1 Technical approach
For this type of analysis most of the time two types of technical approaches are used to make the
best estimate of the number of welding transformers and the associated energy consumption
from the available data. These approaches are a top‐down approach and a bottom-up approach
(Waide and Brunner, 2011).For this specific project the bottom-up approach has been used for
estimating the number of welding transformer and the energy consumption share
2.6.2 Top‐down approach
The methodology applied involves estimating all non-welding transformers’ electricity uses and
assuming the residual part of total electricity consumption of the country is that used by welding
transformers. Explicitly, the approach looks at sector‐level electricity use in the country and
assumes an average fraction of welding transformer usage in each sector. The country’s statistics
of electricity production and annual electricity consumption for all end-use industry sub-sectors
are estimated first, and information about electricity consumption is also estimated. Deducting
these figures from the total electricity consumption results in an estimate of total electricity use for
welding transformers in all sectors.
2.6.3 Bottom‐up approach
The national energy use of welding motors is calculated based on available data and estimates of
the average size, efficiency, running hours, and load factor of the welding transformer stock, which
is then used to calculate welding transformer power demand and efficiency. Electric energy
13
consumption of the country stock of welding transformer can be estimated from the bottom‐up by
multiplying the electric power of the transformer in use by the number of full-load hours per year.
E = n × P ⁄eff × h × LF
Where:
E Electricity use by the transformers
P Nominal output power
n Running stock of welding transformers in the installed base
h Average annual operation time
eff efficiency
In addition, the following analysis is conducted
• Comparing energy-saving aspects of inverter-based and ordinary
• Comparing energy efficiency of locally manufactured welding transformers with imported
• Calculating and determining energy efficiency and baseline for energy loss
• Calculating energy consumption
• Analyzing environmental and health impact of locally manufactured welding transformer
• Identify and analyze best practices of innovators
14
3. AN OVERVIEW OF WELDING TRANSFORMERS OR
WELDING MACHINES EFFICIENCY
3.1 Welding
Welding is a method of repairing or creating metal structures by joining pieces of metals or plastic
through various fusion processes. Generally, heat is used to weld the materials. Welding equipment
can utilize open flames, electric arc, or laser light. Welding is a fabrication process that joins
materials, usually metals or thermoplastics, by using high heat to melt the parts together and
allowing them to cool, causing fusion[16]. Welding is distinct from lower temperature metal-
joining techniques such as brazing and soldering, which do not melt the base metal. In addition to
melting the base metal, a filler material is typically added to the joint to form a pool of molten
material (the weld pool) that cools to form a joint that, based on weld configuration (butt, full
penetration, fillet, etc.), can be stronger than the base material (parent metal). Pressure may also
be used in conjunction with heat or by itself to produce a weld. Welding also requires a form of
shield to protect the filler metals or melted metals from being contaminated or oxidized.
Many different energy sources can be used for welding, including a gas flame (chemical),
an electric arc (electrical), a laser, an electron beam, friction, and ultrasound. While often an
industrial process, welding may be performed in many different environments, including in open
air, underwater, and outer space. Welding is a hazardous undertaking and precautions are required
to avoid burns, electric shock, vision damage, inhalation of poisonous gases and fumes, and
exposure to intense ultraviolet radiation.
3.2 Historical Development of Welding
Although the modern form of welding that involves the welding tools that we see today was
invented in the 1800s during the Industrial Revolution, the earliest type of welding dates back
thousands of years. Welding existed in some form in the Bronze Age and the Iron Age[24]. The
term 'weld' (the joining of materials by welding) appeared for the first time in the Old Testament
several thousand years BC. Indeed, 4,000 years ago the Egyptians had already developed the art
of welding (the uniting of two or more parts by heat or pressure, or both). Archaeologists have
found small boxes of gold with joints that were pressure welded over two millennia ago. Moreover,

15
there is proof that Ancient Egyptians knew how to weld iron together. During the Iron Age, the
Egyptians and people in the eastern Mediterranean area learned to weld pieces of iron together.
Many tools were found that were made in approximately 1000 B.C. The head of the sarcophagus
of Tutankhamen (1361-1352 BC), whose tomb was discovered in 1922 in the Valley of the Kings,
is a good example. Another notable example from history is the famous Colossus of Rhodes (built
c. 292-280 BC), in its time one of the Seven Wonders of the World, which owed its height of 35
meters to a skeleton of welded iron. Also, in Ukraine about 1,200 years ago, craftsmen welded a
magnificent steel sword that has survived to the present day.
Figure 4: Head of the sarcophagus of
Tutankhamen
Figure 5: Ukraine steel sword
Figure 6: Colossus of Rhodes (built c. 292-280 BC)
In the 19th century, breakthroughs in welding were made. Edmund Davy of England is credited
with the discovery of acetylene in 1836. The production of an arc between two carbon electrodes
using a battery is credited to Sir Humphry Davy in 1800[17]. In the mid-19th century, the electric
generator was invented and arc lighting became popular. During the late 1800s, gas welding and

16
cutting were developed. Arc welding with the carbon arc and metal arc was developed and
resistance welding became a practical joining process.
Figure 7: Edmund inventor of acytiline Figure 8: Metalworks in early 19th c
Figure 9: Carbon arc welding in early 20th c
In 1890, C.L. Coffin of Detroit was awarded the first U.S. patent for an arc welding process using
a metal electrode. This was the first record of the metal melted from the electrode carried across
the arc to deposit filler metal in the joint to make a weld. The first societies who knew how to work
metal only had available, for assembly, the rudimentary methods of flow and forge welding were
Egyptians. They also practiced brazing.
It was chemical processes that were the first to rejuvenate the art of welding: first thermit welding,
development of flow welding, whereby molten metal is poured (cast) into the joint area to melt the
joint faces and to provide the filler material; then came oxyacetylene welding, which, between
1905 and 1930, became the universal method of welding. From 1925 onwards, the electric arc and

17
resistance welding processes became established, gradually replacing oxyacetylene welding and
allowing mass production and the production of large items. Arc welding could not develop until
there was some method of protecting the arc and molten weld pool from the atmosphere.
Figure 10: Oxyacetylene welding process Figure 11: Coated metal electrode
The first solution, employed at the beginning of the twentieth century, was the covered electrode,
where a metal electrode is covered with a coating whose essential role is to produce, through the
heat of the arc, gases that would protect the molten weld metal from the atmosphere. A coated
metal electrode was first introduced in 1900 by Strohmenger[19].
Automatic welding was first introduced in 1920. Invented by P.O. Nobel, automatic welding
integrated the use of arc voltage and bare electrode wires. It was used for repairing and molding
metals. Several types of electrodes were also developed during this decade.
A new type of welding for seamlessly welding aluminum and magnesium was developed in 1941
by Meredith. This patented process came to be known as Heliarc welding. The gas shielded metal
arc welding or GTAW was another significant milestone in the history of welding which was
developed in Battelle Memorial Institute in 1948.

18
Figure 12: Automatic welding Figure 13: Gas shielded metal arc welding
The CO2 welding process popularized by Lyubavskii and Novoshilov in 1953 became a welding
process of choice for welding steels, as it was comparatively economical. Soon, electrode wires of
smaller diameters were launched. This made welding of thin materials more convenient[20].
Plasma arc welding was also invented by Gage during this time. It was used for metal spraying.
The French also developed electron beam welding, which is still used by the aircraft manufacturing
industries of the United States. Some of the recent developments in the welding industry include
the friction welding process developed in Russia and laser welding. The laser was originally
developed in Bell Telephone Laboratories but it is now being used for various kinds of welding
work. This is due to the inherent capacity of lasers in rendering precision to all kinds of welding
jobs.
Figure 14: Laser welding Figure 15: Plasma arc welding
The European Commission's most recent preparatory study on welding equipment concluded that
by 2030, there is potential for significant energy savings by introducing ecodesign regulations to
welding equipment39. There is scope for improvements in the energy efficiency of welding
equipment which would be in line with technological developments. There is also the potential to
use fewer resources and contribute to the circular economy through improved reparability and
recyclability by introducing resource efficiency requirements. Until recently, internationally only
China has legislation that regulates the energy efficiency of arc welding equipment,
regulation/standard GB 28736-2012 (entitled 'Minimum allowable values of energy efficiency and
energy efficiency grades for arc welding machines')[18], which has been in place since 2012. This
standard applies to professional arc welding equipment which enters the Chinese market and
includes both mandatory and voluntary requirements.

19
3.3 Welding transformers or machines
Welding equipment is products that deliver energy in the form of electricity to join or cut two or
more metals by heating (often >6,000°C), with or without the use of ancillary materials such as
filler sticks, wire, or gases that shield the welding area from the surrounding air[3].
One of the methods of classifying welded joints is the method used to affect the joint between
metal pieces. Accordingly, the methods are:
- fusion method without pressure/ with pressure
- non-fusion method
❖ Fusion Welding
• Without Pressure
A method of welding in which similar and dissimilar metals are joined together by melting and
fusion their joining edges with or without the addition of filler metal but the application of any
kind of pressure is known as fusion welding without pressure.
The joint made is permanent. The common heating sources are:
➢ arc welding
➢ gas welding
➢ chemical reaction (thermit welding)
Figure 16: welding without pressure
• Pressure Welding
This is a method of welding in which similar metals are joined together by heating them to a plastic
or partially molten state and then joined by pressing or hammering without the use of filler metal.
This is a fusion method of joining with pressure. The heat source may be blacksmith forge (forge
welding) or electric resistance (resistance welding) or friction.

20
Figure 17 pressure welding
❖ Non-Fusion Welding
This is a method in which similar or dissimilar metals are joined together without melting
the edges of the base metal by using a low melting point filler rod but without the
application of pressure.
3.4 Classification of Welding Processes According To Heat Source
According to the sources of heat, welding processes can be broadly classified as:
✓ Electric welding processes (heat source is electricity)
✓ Gas welding processes (heat source is gas flame)
✓ Other welding processes (heat source is neither electricity nor gas flame)
a) Electric welding processes can be classified as:
- Electric arc welding
- Electric resistance welding
- Laser welding
- Electron beam welding
- Induction welding
Electric arc welding can be further classified as:
- Metallic arc welding
- Carbon arc welding
- Atomic hydrogen arc welding
- Inert gas arc welding/ TIG
welding
- CO2 gas arc welding
- Flux-cored arc welding
- Submerged arc welding
- Electro-slag welding
- Plasma arc welding
Electric resistance welding can be further classified as:
- Spot welding
- Seam welding
- Butt welding
- Flash butt welding
- Projection welding

21
b) Gas welding process can be classified as:
- Oxy-acetylene gas
welding
- Oxy-hydrogen gas
welding
- Oxy-coal gas welding
- Oxy-liquid petrolium
gas welding
- Air-acetylene gas
welding
c) The other welding processes are:
- Thermite welding
- Forge welding
- Friction welding
- Ultrasonic welding
- Explosive welding
- Cold pressure welding
- Plastic welding
3.5 Electric Welding
This is a process of welding in which the heat energy is obtained from electricity.
❖ The formula for converting electrical energy to heat energy
H = I2RT
Where
H is the amount of heat produced in ‘joules’.
I is the amount of current passing in amps.
R is the resistance of medium in ohms.
T is the time during which the current flows.
This is useful only in the resistance welding process.
3.6 Types of electric welding
I.Electric arc welding
It is a fusion-welding (non-pressure) process in which the welding heat is obtained
from an arc, formed between an electrode and the welding job connected to a suitable
welding machine.
Figure 18: electric welding

22
II.Electric resistance welding
It is a pressure-welding process in which the heat is obtained by passing a heavy
momentary electric current through the inherent electric resistance of the joint to be
welded. When the joint reaches a plastic state, sufficient pressure is applied to produce
fusion and get a homogeneous weld.
Figure 19: Electric resistance welding
3.7 Electric Arc Welding
The electric arc is formed when both the terminals of an electric circuit are brought
together and then separated by a small gap. When a high current passes through an air
gap from one conductor to another, it produces very intense and concentrated heat in
the form of a spark. The temperature of this spark (or arc) is app. 3600°C, which can
melt and fuse the metal very quickly to produce a homogeneous weld. The types of
electric arc welding are as follows.
a. Metallic Arc Welding
This is an arc welding process in which the welding heat is obtained from an arc, formed
between a metallic (consumable) electrode and a welding job. The metal electrode melts
itself and acts as a filler metal.

23
Figure 20: Metal arc welding
b. Carbon Arc Welding
Here the arc is formed between a carbon electrode (non-consumable) and the welding
job. A separate filler rod is used since the carbon electrode is non-metal and will not
melt.
Figure 21: Carbon arc welding
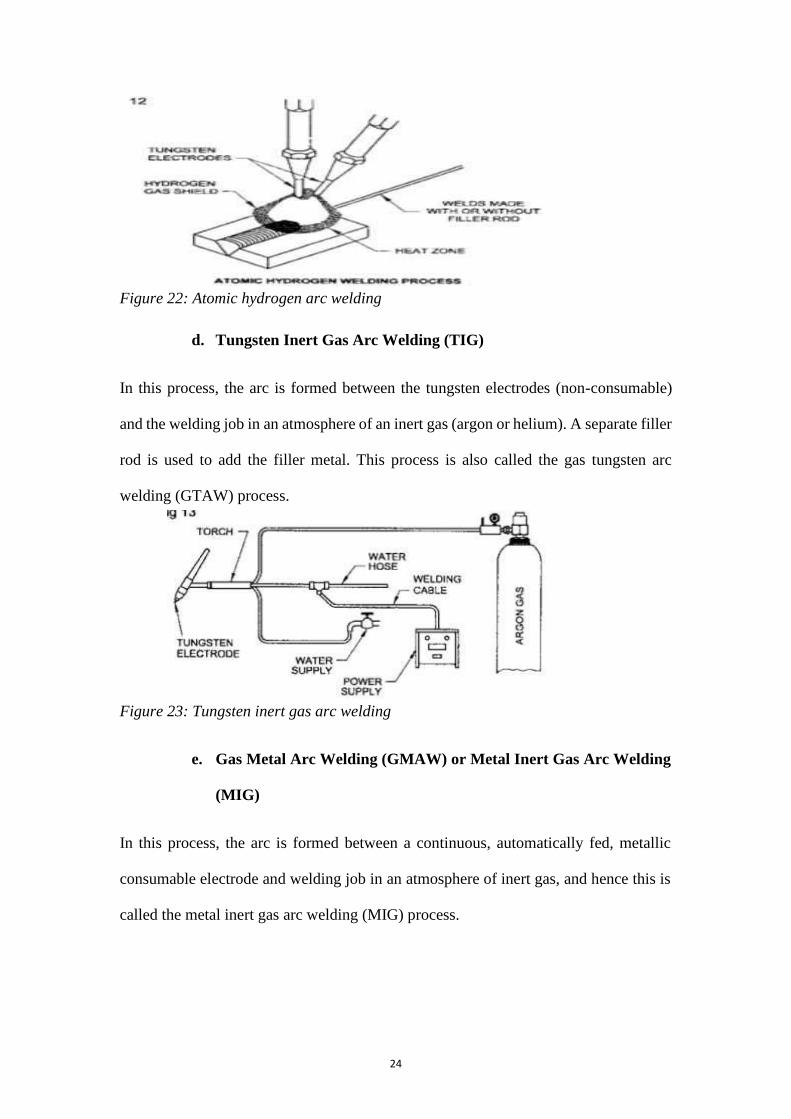
c. Atomic Hydrogen Arc Welding
In this process, the arc is formed between two tungsten electrodes in an atmosphere of
hydrogen gas. The welding job remains out of the welding circuit and a separate filler
rod is used to add the filler metal.
24
Figure 22: Atomic hydrogen arc welding
d. Tungsten Inert Gas Arc Welding (TIG)
In this process, the arc is formed between the tungsten electrodes (non-consumable)
and the welding job in an atmosphere of an inert gas (argon or helium). A separate filler
rod is used to add the filler metal. This process is also called the gas tungsten arc
welding (GTAW) process.
Figure 23: Tungsten inert gas arc welding
e. Gas Metal Arc Welding (GMAW) or Metal Inert Gas Arc Welding
(MIG)
In this process, the arc is formed between a continuous, automatically fed, metallic
consumable electrode and welding job in an atmosphere of inert gas, and hence this is
called the metal inert gas arc welding (MIG) process.

25
Figure 24: Gas Metal Arc Welding (GMAW) or Metal Inert Gas Arc Welding (MIG)
When the inert gas is replaced by carbon dioxide then it is called CO2 arc welding or
metal active gas (MAG) arc welding. The common name for this process is gas metal
arc welding (GMAW).
f. Submerged Arc Welding
In this process, the arc is formed between a continuous, automatically fed, metallic
consumable electrode and the welding job under a heap of powdered/ granulated flux.
The arc is submerged in the flux (invisible).
Figure 25: Submerged arc welding
g. Electro-Slag Welding
The arc is formed between a continuous, automatically fed, metallic consumable
electrode and the welding job under a thick pool of molten flux (slag). This automatic
process requires special equipment and is used only in a vertical position for the
welding of heavy thick plates.

26
Figure 26: Electro-slag arc welding
h. Plasma Arc Welding
In this process, the arc is formed between a tungsten electrode and the welding job in
an atmosphere of plasma-forming gas-nitrogen, hydrogen, and argon. A separate filler
rod is used to add the filler metal to the joint, if necessary. But normally no filler rod is
used.
Figure 27: Plasma arc welding
3.8 Energy Conservation Potential in Welding
3.8.1 General Description of Welding Processes
Welding is defined as "a materials-joining process used for making welds, where the
weld is defined as the localized coalescence of metals or nonmetals produced by heating
the materials to suitable temperatures, with or without the application of pressure, or by
the application of pressure alone, and with or without the use of filler materials[12].

27
The heat source used for welding may be very localized, such as an electric arc, oxyfuel
gas flame, or photon beam, or it may be non-localized, such as a gas or electric furnace.
Various welding processes are characterized by such factors as the type of heat source,
the method by which filler material is added to the weld, the method by which the weld
is protected from oxidation by the atmosphere, and the relative melting temperature of
the filler metal and base metal.
3.8.2 Worldwide Welding Energy Consumption
Small and medium enterprises (SMEs) are recognized as the backbone or engine to the
economic development of any country as they generate employment and wealth [1].
Globally growth of SMEs is a means to attain equitable development of a nation. Even
with their vital contributions to the nation, SMEs face the closure threat on account of
the higher energy consumption and also contribute a lot to the global energy demand
increment that in turn leads to environmental degradation. Therefore, it is very
important to study the present energy consumption pattern in the SMEs to suggest or
for the adaptation of new/modern technology for efficient energy techniques. Welding
machines are one of the major energy-consuming devices especially for small and
medium enterprises with a variety of technologies. Even though the impact of the
energy consumption of welding machines is significant on SMEs, the welding energy
consumption is also very high in heavy industries.
A recent survey in the USA has brought out that about 20% of the energy consumed in
heavy Engineering industries in the United States is for welding-related activities (see
table 28).[12]

28
Figure 28: Welding related activities
It has also been estimated that welding and joining processes, including resistance
polymer and arc welding, represent 4.5 % of the European Union’s gross energy
consumption (EPTA, 2007). A better choice of process or an increased understanding
of this consumption can lead to energy saving. Around 15,000 welding equipment units
are sold in the UK annually37. In the UK, welding equipment collectively consumes a
significant amount of energy.
The European Commission’s preparatory study[6] states that on average, a typical arc
welding unit has a primary continuous power consumption of 6.2 kVA (arc-on),
equalling 75% efficiency at 200 A and output power of 4.65 kW (23.25 V). It was found
that most of these units are used in 1-shift-operations and a realistic arc-on-time (i.e.
operating factor) is 25%. . It is estimated that welding equipment uses 307 GWh per
year (2020/21) in the UK (see Figure29).
3.8.3 Energy Efficiency in Welding technologies

29
Based on the power sources for welding it can be categorized welding machines as
welding generators, welding transformers, welding rectifiers, and inverters. The power
source for welding is discussed in table…..
Table 1: power source of welding machines
Power Source Supply
Welding generator 1. AC or DC
Welding transformer 2. AC
Welding rectifier 3. DC
Inverters 4. DC
1. Welding Generator
• It was popular for many years and are still sometimes used
• High cost and poor efficiency, makes it very difficult to compute with
modern technologies
• It consists of a 3-phase motor directly coupled with a generator
• The welding generator unit is driven by fossil fuel, they are used at sites
without a supply of electricity
Figure 29: welding generator
2. Welding Transformers
With this type of unit, the AC mains voltage is converted to AC, but with characteristics
suitable for welding. Welding transformer steps down the voltage & hence the output
is low voltage high current AC supply. As the output is AC, it has a sinusoidal

30
waveform. Due to its design, it has a lot of circuit power losses like hysterical losses.
Thus a welding transformer operates at low efficiency & hence has a low power factor.
These transformers are used by small-time fabricators & also by process industries
where welding is done for maintenance purposes. However, nowadays rectifiers &
inverters are replacing transformers.
Figure 30: Welding transformer
3. Welding Rectifiers
The welding rectifier provides a DC output by rectifying the low voltage high current
AC output obtained from the step-down transformer. The output is DC which has a
ripple in the DC waveform. With the improvement in transformer design & PCB circuit
controls, the rectifier could offer an improved welding quality & better electrical
efficiency than welding transformers. The machine consumes high power due to its
moderate efficiency & power factor.
Rectifiers are very popular and used by most fabricators in the field of automobiles,
shipbuilding, construction machinery, etc.
Figure 31: Welding rectifier
4. Inverters

31
Welding inverters are a boon to the welding industry. The technology provides the best
quality of welding, birth to new welding processes, power-efficient, lightweight, etc.
The 3 phase AC input supply is inverted to DC by a rectifier. This high voltage DC is
converted to high-frequency AC (HFAC) by a transistor switching device. HFAC is
stepped down by a transformer & inverted again by a rectifier to get a DC output
Figure 32: Inverters
Inverter Advantages
Compared to conventional power sources, inverter-based welding power sources offer
the following advantages:
• Lightweight and portable
• Able to obtain superior Stick welding performance with all electrode types
• Multi-process welding output without sacrificing arc performance in any mode
• Quick response to changing arc conditions (e.g., maintains a steady weld output
even if the operator’s handshakes)
• Superior control over pulsed welding processes
• Line voltage-independent – uses single- or three-phase input power and
multiple input voltages without any manual relinking mechanism
• Better power factor (more efficient use of power from the utility)

32
• Less susceptibility to primary voltage fluctuations (e.g., “dirty power”)
There is another advantage of the inverter power supplies – power cost. The inverter
equipment is much more efficient than transformer equipment. For instance, the current
draw at 200 amperes for the typical Inverter type Welder is 29 amperes on 230 Volt
single-phase Supply. The current draw of an older transformer welder is typically 50 to
60 amperes on a 230 Volt single-phase Supply when welding at similar currents[13].
The efficiency comparison of welding transformer, rectifier welding, and inverter is
shown in figure 33
Figure 33: Efficiency comparison
4. RESULT AND FINDINGS
4.1 Welding Machines in Ethiopia
4.1.1 Welding machines in micro, small, and medium
manufacturing industries
There are different types of welding machines operating in micro, small, and medium
manufacturing industries in Ethiopia having various years of service. Based on the data
obtained from the ministry of trade and industry, the total number of micro, small, and

33
medium manufacturing industries particularly in the wood and metal sectors is about
10636. The total number of welding machines in these industries was estimated
according to the sample data collected. The survey revealed that the number of welding
machine in each stated manufacturing industries are different depending on the type,
capacity, size of the industry. From the sample taken during the survey, 69.6% of the
small manufacturing industries have 1 or 2 welding transformers, 28.6% of the
industries have an average of 4 transformers and 1.8 % have at least 6 transformers
each. The minimum estimated number of welding machines in micro, small and
medium metal and wood manufacturing industries in Ethiopia is estimated to be 24,420.
Figure 34:Percentage of number of transformers in each small metal and wood
manufacturing industry in Ethiopia
Figure 35: Welding machines name tag
Figure 36: Machines during welding
4.1.2 Types of Welding machines in Ethiopia
69.60%
28.60%
1.80%
WELDING TRANSFORMERS IN EACH INDUSTRIES
1 to 2 Transformers
4 Transformeers
At least 6 Transformers

34
There are different types of welding machines operating in Small and Medium
Manufacturing enterprise (SMME) starting from locally manufactured welding
transformers to imported welding machines. This study shows that about 64% of the
welding machines operating in Ethiopia are locally manufactured and the remaining 36%
are the imported ones (Fig 37).
Figure 37: Welding transformers in Ethiopia
Figure 38: Welding transformers during operation
Most of the welding machines in Ethiopia are three types based on the welding
transformer type. These are the locally manufactured ones, welding rectifiers, and
inverter type welding. As discussed in section 1, the electric welding process may be
arc welding type, resistance welding, laser welding, electron beam welding, or
induction type welding. In this study, only the arc welding type is considered.
Depending on how the electrode is used, arc welding may be of a different type. It may
be carbon type, metal, plasma, tungsten inert gas, and so on. The survey revealed that
electric arc welding in Ethiopia is either carbon type or metal arc welding type, the

35
percentage share of the two arc welding types in the Ethiopian market is shown in
Figure 40 and 41
Figure 39: Types of welding transformer Figure 40: Arc welding
4.2 Welding machines in the Construction Sector
In this study, the construction sector was assessed to estimate the number of welding
machines and its energy consumption in the country. It was given attention to Grade 1
construction companies in interviewing and taking samples for the study. According
to the data collected from the ministry of urban development and construction, there
are about 420 grade 1 construction companies and 7 samples were taken for assessment.
The survey revealed that the number of welding machines in each sampled construction
company is different based on the financial capacity and size of the companies. From
the sample taken during the survey, 57% of the construction companies have 1 or 2
welding transformers, 14.3% of the companies have an average of 4 transformers each
and 28.6 % have at least 6 transformers each. Based on this result the total number of
welding machines in construction companies in Ethiopia is estimated to be 1320.

36
Figure 41: Welding transformers in construction sites
4.3 Welding machine in car assembly or manufacturing, and car
repairing service provider
I. Multi-purpose vehicles and parts maintenance service providers and
others
Welding is performed in a variety of industries and trades. Auto body technicians use a
variety of automotive welding techniques to complete structural repairs on various
vehicles and equipment. They may also design a metal component to improve an
existing structure. In global experience, the most common welding methods for
automotive jobs include resistance metal inert gas (MIG) welding, plasma arc welding
(PAW), and tungsten inert gas (TIG) welding.
For this study, questionnaires were distributed for 31 vehicles maintenance service
providers (garages) to assess the number, type, and other conditions of welding
machines. The result shows that 87% of the service providers use 1 to 2 welding
machines and 13% of the service providers have an average of 4 welding transformers
for their day-to-day maintenance works.

37
Figure 42:Welding machine distribution
The data obtained from the ministry of trade and industry, shows that in Ethiopia there
are about a total of 14,405 multi-purpose vehicles and parts maintenance service
providers and others. Based on this data and the above table, the number of welding
machines in the country is estimated to be 26289.
II. Manufacturers of transport vehicles, spare parts, and tires.
Welding is the principal means of fabricating and repairing metal products and is used
in every industry. Amongst the major areas of applications, welding is extensively used
in automotive industries. The most commonly used welding methods for automotive
applications include resistance spot welding (RSW), resistance seam welding (RSEW),
metal inert gas (MIG) welding, tungsten inert gas (TIG) welding, laser beam welding
(LBW), friction welding (FW) and plasma arc welding (PAW).In our country, the
conventional welding methods, welding using electrodes is widely used.
The data collected from the ministry of trade and industry, revealed that there are about
a minimum of 174 manufacturers of transport vehicles, spare parts, and tires. We have
distributed 5 questioners for randomly selected manufacturers, almost all the sampled
manufacturers use imported welding transformers type for their welding process. The
output current and voltage are in the range of 300- 500A and 24-42V respectively. The
average power consumed by the imported welding transformers which are being used

38
by these manufacturers is about 500W. Based on the survey data the average number
of welding transformers used by each manufacturer is estimated to be 9. Therefore, the
total number of welding transformers used by all the manufacturers is about 1566.
4.4 Estimation of the total number of welding transformers
Based on the above data the number of welding transformers in the country is summed
up and tabulated below
Table 2: Number of welding transformers in the country
Estimated number of
welding transformers
Micro, small, medium manufacturing industries 1. 24420
Construction companies 2. 1320
Vehicles maintenance service providers 3. 26289
Car manufacturers 4. 1566
Total number of welding machines in the country 5. 53,595
Therefore, based on this survey the estimated number of welding machines in Ethiopia
is estimated to be in the range of 73595-78595. For the sake of calculation, the average,
76095, is taken in this document. The number of locally manufactured welding
transformers is estimated based on the result of this study where it is revealed that 64%
of the welding machine in Ethiopia is locally manufactured ones. Therefore the
estimated number of locally manufactured welding transformers is about 48700.
4.5 The energy efficiency level of welding machines in Ethiopia
Locally manufactured
Recently, metal workshops using locally made welding transformers have increased all
over the country. Mengesha Mamo, who has done his survey on welding transformers
has measured the loss of samples of the locally manufactured transformers to be on
average 1 kW compared to 0.23 kW of equivalent imported transformers. These

39
transformers are not well designed and the core material used is not the proper material
for the required efficiency [11]. The author also estimated the possible loss reduction
by proper design and material selection. It is possible to reduce the loss at least by half
with proper design and material selection. If 170 working days and about 2 hrs effective
working hours are assumed per day, the electric energy saving per year will be 10.2
GWH.
Figure 43: Manufacturing of welding transformers
This study has found out that in different welding areas, the way of handling the
welding transformers is very poor. The coils of the transformers are bared and subjected
to dirt which leads to a significant power loss (Fig 46). In addition, most of the local
welding machines are not integrated with cooling fans and hence energy is being lost
to the atmosphere in the form of heat and shorten the life of the transformer. As a result
the working area is very hot and not convenient for users.
.

40
Figure 44: Poor handling of welding transformers
The other most important thing that we have observed during the survey was the
transformer coil design and winding arrangement problem. In most of the
manufacturing areas, the transformers' winding arrangement is done not by considering
the energy efficiency issue and some of them also do not take any electrical
measurement during manufacturing.
Figure 45: Welding transformers during
operation
Figure 46: Welding transformer
manufacturing
Imported
Unlike Ethiopian Market, globally many arc welding machines that are on the market
today are new models like the Inverter type. These models use far less energy than older
models, even when they are idling. Newer units fitted with inverter power sources are
lighter, more versatile, and more energy-efficient than those powered by older,
transformer-rectifier power sources.
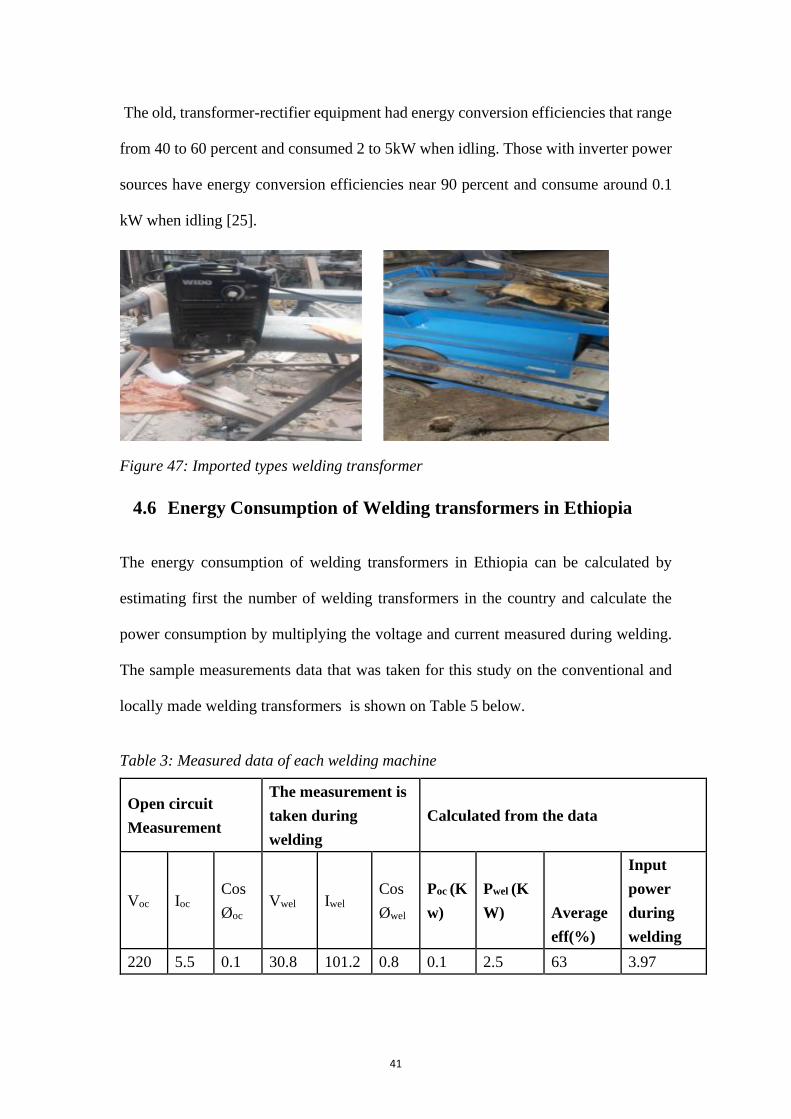
41
The old, transformer-rectifier equipment had energy conversion efficiencies that range
from 40 to 60 percent and consumed 2 to 5kW when idling. Those with inverter power
sources have energy conversion efficiencies near 90 percent and consume around 0.1
kW when idling [25].
Figure 47: Imported types welding transformer
4.6 Energy Consumption of Welding transformers in Ethiopia
The energy consumption of welding transformers in Ethiopia can be calculated by
estimating first the number of welding transformers in the country and calculate the
power consumption by multiplying the voltage and current measured during welding.
The sample measurements data that was taken for this study on the conventional and
locally made welding transformers is shown on Table 5 below.
Table 3: Measured data of each welding machine
Open circuit
Measurement
The measurement is
taken during
welding
Calculated from the data
Voc Ioc Cos
Øoc Vwel Iwel
Cos
Øwel
Poc (K
w)
Pwel (K
W) Average
eff(%)
Input
power
during
welding
220 5.5 0.1 30.8 101.2 0.8 0.1 2.5 63 3.97

42
222.
2 5.6 0.2 27 111 0.8 0.3 2.4
63 3.81
224 5.5 0.1 30.3 88.5 0.6 0.2 1.6 63 2.54
223 7.5 0.1 32 92.2 0.8 0.2 2.2 63 3.49
229 5.8 0.4 44.1 112 0.7 0.5 3.6 63 5.71
219 5.6 0.5 25 118 0.8 0.6 2.24 63 3.56
228 8 0.1 46 80 0.8 0.3 2.8 63 4.44
215 5 0.6 33 100 0.7 0.6 2.1 63 3.33
225 6.2 0.5 48.2 112 0.7 0.6 3.9 63 6.19
219 6.1 0.1 45.6 120 0.5 0.6 2.5 63 3.97
222.
42 5
0.26
53
36.19
4
103.4
9
0.70
13 0.4 2.6
63 4.13
Average 0.4 2.6 63 4.10
As it is observed from the above table, the average open circuit power or the idle power
consumed by welding transformers is about 0.4KW, and the average power consumed
during welding is calculated to be 4.1 KW.
To calculate the total energy consumption by welding transformer, it is necessary to
estimate the average time of welding in a day. In the survey of this study, users of
welding transformers were requested to provide their estimated approximate hours of
welding in a day (Table 6).
Table 4: Average time of welding in a day
Region
Average Time in an
hour
Total
1.00 -
1.99
2.00 -
2.99 3.00 - 3.99
4.00 -
4.99
Total 152 85 47 9 11
Afar 10 4 5 1 0
Amhara 13 5 2 3 3
Oromia 9 7 1 0 1
Somalia 9 5 2 1 1
SNNP 3 2 1 0 0
Sidama 17 10 7 0 0

43
Harari 10 5 5 0 0
Addis Ababa 71 43 19 4 5
Diredawa 10 4 5 0 1
A total of 152 questionaries are distributed in different regions of the country to
estimate hours of welding in a day and it was found that most of the users of welding
transformers estimates in the range of 1-2.99 minutes. The average hours of welding in
a day is estimated to be2.1hours.
A. Energy Consumption of locally manufactured welding transformers
during welding
The total energy consumption of welding transformers during welding can be estimated
as follows:-
Daily Energy Consumption= Number of welding machines in the country * average
power consumption*hours of welding in a day
If we assume that the number of working days of welding in a year, it is about 300 days.
Therefore the approximate annual energy consumption of welding transformers during
welding is calculated and the result is shown in Table 7.
Table 5:Total estimated amount of energy consumption of welding transformers
during welding
Average power
consumption of
welding
transformers
during welding
(KW)
Estimated
number of
welding
transforme
rs in the
country
Average
hours of
welding
in a day
(hr)
Estimated
number of
working
days in a
year
Total estimated
Energy
Consumption of
welding machines
in
Ethiopia(GWH)
4.1 48700 2.1 300 125.8
Welding transformer also consumes energy even when it is not operated (idle power
consumption). As it is shown in Table6., the estimated average idle power consumption

44
in welding transformer is about 0.4Kw. The total energy consumption of welding
transformers during idle time is calculated and shown in table below.
Table 6: welding transformers during their idle time
Average idle power
consumption(KW)
Estimated number of
welding transformers
in the country
Idle time in a
year
Total Energy
consumption
during idle
time(GWH)
0.4 48700 6*300 35
Therefore the total energy consumption of locally manufactured welding transformers
in Ethiopia is estimated to be 160.8 GWH.
B. Energy Consumption of imported welding machines in the country
Based on the survey, the estimated number of welding machines in Ethiopia is about
76095. The number of imported machines is estimated based on the survey result that
revealed 36% of the welding machine in Ethiopia is imported. Therefore the estimated
number of imported welding machines is about 27394.
According to the survey done by Mengesha Mamo[11], a loss of samples of the locally
manufactured transformers to be on average 1 kW compared to 0.23 kW of equivalent
imported transformers.
Assuming that the same output voltage and current are required whether welding is
done by the local or equivalent imported transformer for a particular welding process,
the input power consumption by the imported welding transformer is less by 0.77KW
than the consumption by the local one. Therefore the average power consumption by
equivalent imported welding machine becomes 3.33 KW.
Table 7: Energy consumption of welding transformers

45
Average power
consumption of
welding
transformers
during welding
(KW)
Estimated
number of
welding
transforme
rs in the
country
Average
hours of
welding
in a day
(hr)
Estimated
number of
working
days in a
year
Total estimated
Energy
Consumption of
welding machines
in
Ethiopia(GWH)
3.33 5. 27394 6. 2.1 7. 300 8. 57.5
From the above table, it can be shown that the estimated amount of the total energy
consumption of imported welding transformers operating in Ethiopia now is calculated
to be around 57.5GWH. Therefore the total energy consumption of welding
transformers in Ethiopia is estimated and tabulated below.
Table 8: total energy consumption of welding transformers in Ethiopia
Type of Welding Machines Energy Consumption(GWH) Total
Locally manufactured 9. 160.8
218.3
Imported 10. 57.5
The total energy consumption of welding machines in Ethiopia in the year 2021GC is
estimated at 218.3GWH.
4.7 Estimation of electricity consumption share of welding
transformer in Ethiopia
The recent data available from the EEU/EEP, the national electricity consumption by
tariff group in the year 2020/2012E.C is indicated in table 11
Table 9: national electricity consumption by tariff group in the year 2020/2012E.C
Year
(E.C)
Domes
tic
Commerc
ial
customers
EEU Own
consumption
Street
Light
HV
Industrial
LV
Industri
al
Total in
GWH
11. 299
6.
3 12. 2613.1 13. 312.4
14. 41.
5 15. 395.2
16. 1036
.0
17. 739
4.5

46
As it is indicated in the above table the total national electricity consumption of the
country is about 7394.5 GWH. Therefore it is possible to estimate the electricity
consumption share of welding transformers as its total consumption in the country has
already been estimated.
Welding transformer consumption share = electricity consumption / welding
transformer electricity consumption*100%
Welding transformer electricity consumption share= 218GWH/7394.5 GWH*100%
= 2.9%
Therefore the electricity consumption share of welding transformers in the country in
the year 2012GC is estimated to be around 2.9%.
4.8 Import data from Ethiopian Customs Commission (ECC)
The data from ECC doesn't contain detail data of the imported welding machines such
as out voltage, current, power factor, and efficiency of welding machines. ECC data
shows that welding machines in Ethiopia are imported from different countries. The
major volume (more than 90%), of imports in the years 2020 is from China. Imported
welding transformers are recorded by Ethiopian Customs Authority for Tax assessment
purposes by type and quantity and International HS code for a range of welding
machines. The detailed data from Ethiopia Customs Authority is not still received
4.9 Local Welding transformer manufacturing and maintenance
service providers
Eleven major welding machine manufacture service providers have been contacted for
the data collection on manufacturing service of welding machines as per the
questionnaire presented in Annex I. The summary of results of data collection from
representative welding transformer manufacturers in the country is presented in
Table10.

47
The manufacturers that are contacted do have not organized data about how many
welding transformers they sold, how many welding transformers they manufacture and
also they do not have enough knowledge of how to measure the electrical parameters
of the welding transformers they manufacture. Concerning the price, the locally
manufactured welding transformers have different prices based on their capacity and
quality. The price of welding transformers is tabulated below.
Figure 48: burned copper wire
Table 10: Price of locally manufactured Welding Transformers
Region Manufacturer
Price In Birr
Max Min Mean
Total 19000 4000 10636.4
Oromia 1 17000 17000 17000
Addis Ababa 10 19000 4000 10000
From Table 12, it is indicated that the maximum price of locally manufactured welding
transformers is about 19000birr and the minimum is about 4000birr. The price is much
less than the equivalent imported welding machines which ranges from 15,000 to
25,000 birr.
The welding machine type that is being manufactured in Ethiopia is a welding
transformer type with AC power input and AC power output. This type of welding

48
machine is the least energy-efficient technology and its efficiency is mainly dependent
on the way it is manufactured like the winding arrangement, type of wire used, poor
insulation, and poor design. In Ethiopia, country most of the manufacturers are not well
experienced, they are not experts on the area and they don't have enough material for
measuring the parameters, and also for winding and other purposes. The following
Table 11 shows the type of welding machines being manufactured locally based on our
survey.
Figure 49: Locally manufactured welding transformers
Table 11:- Type of welding machines manufactured in Ethiopia
Type of Welding machines being manufactured
18. Number of
the
questionna
ire sent
19. Welding
generator
(AC or
DC)
20. Welding
transform
er (AC)
Welding
rectifier (D
C)
Inverter (D
C)
Total 21. 11 22. 0 23. 11 24. 0 25. 0
Oromia 26. 1 27. 0 28. 1 29. 0 30. 0
Addis Ababa 31. 10 32. 0 33. 10 34. 0 35. 0
This study has found out that all of the manufacturers who were contacted for this
survey are manufacturing the welding transformer type. To make this welding
transformer have better efficiency the design work is very crucial. The following table
shows how many of these manufacturers do design work before manufacturing.

49
Table 12: Manufacturers who do design work
Region
Number Of
Manufacturers
Total Yes No
Total 11 1 10
Oromia 1 1 0
Addis Ababa 10 0 10
This study revealed that 90% of the manufacturers are not concerned about the
designing of the welding transformer before manufacturing and they are manufacturing
traditionally.
5. WELDING MACHINES ENERGY EFFICIENCY
STANDARDS AND REGULATIONS, ETHIOPIAN AND
GLOBAL EXPERIENCE
5.1 Ethiopian Standard and Regulations
5.1.1 Standard development by Standards Agency
The Ethiopian Standards Agency is an authorized government organ working on the
standardization of welding transformers in Ethiopia through the development of
standards or adoption of international standards. Ethiopia has adopted IEC welding
machines standards.

50
5.1.2 The regulatory body EEA
EEA is mandated by the proclamation on Energy, No. 810/2013 and regulation
447/2019, on EE regulations and conservation works. To set a Minimum Efficiency
Performance Standard (MEPS) for welding transformers, EEA shall prepare and ratify
a directive regarding the level of MEPS and associated mandatory and non-mandatory
standards clauses. The directive shall be reviewed every few years.
Energy-efficiency labels, informative labels that are affixed to imported and locally
manufactured welding machines' energy performance (usually in the form of energy
use, efficiency, or energy cost) to provide consumers with the data necessary for making
informed purchases, should be developed by the Ethiopian Energy Authority, following
the procedures laid out in the National Standard for Labelling. The lowest level of
efficiency on the label should match that of the MEPS for the welding machines.
EEA has also a mandate to set regulations and directives to regulate the efficiency of
locally manufactured or imported appliances.

51
5.1.3 Testing of welding machines for conformity with the
standards
In Ethiopia, testing of products for conformity with standards is generally carried out
by the Ethiopian Conformity Assessment Enterprise (ECAE) under the organization's
scope.
The Energy Regulations also give EEA the power to request product samples from
manufacturers for energy efficiency testing; the future EEA’s activities may involve
establishing laboratories or structures for testing energy performance. In all cases, this
should be aligned with the Conformity Assessment Enterprise, which should ideally be
responsible for oversight and control of performance testing in the country.
5.2 Welding Machines National and International Regulations and
Standards
5.2.1 Analysis of regulations and standards in other countries
In many countries regulations on welding machine is not still in place even if it
consumes a significant amount of energy and also affects the environment negatively.
The European Union, EU, is the primary body to set a stringent regulations on welding
machines. China is also the first country to set energy efficiency standard regulations
for welding equipment.
5.2.2 EU energy efficiency regulation for Welding machine
In many countries regulations on welding machine is not still in place even if it
consumes a significant amount of energy and also affects the environment negatively.
The European Union, EU, is the primary body to set a stringent regulations on welding
machines.

52
New regulations from the EU addresses the ecodesign requirements of welding
equipment which include the environmental aspects of welding equipment (such as
energy consumption when the product is being used) and ensuring a level of efficiency.
Particularly for welding equipment EU set regulations titled:
'laying down ecodesign requirements for welding equipment under Directive
2009/125/EC of the European Parliament and the Council'.
This regulation has already applied to start from 1 January 2021.
i. Energy efficiency requirement of welding equipment in EU regulations.
From 1 January 2023, the power source efficiency of welding equipment, shall not be
lower than the values set out in Table 13, and the idle state power consumption shall
not exceed the values set out in Table 13.
Table 13: energy efficiency requirement
Minimum
power source
efficiency
Maximum idle
state power
consumption
Welding equipment powered by three-phase
power sources with direct current (DC) output
85% 50W
welding equipment powered by single-phase
power sources with direct current (DC) output
80% 50W
Welding equipment powered by single-phase
and three-phase power sources with
alternating current (AC) output
80% 50W
1. Resource efficiency requirements

53
From 1 January 2021, welding equipment shall meet the following requirements:
(a) Availability of spare parts
(1) Manufacturers, authorized representatives, or importers of welding equipment shall
make available to professional repairers at least the following spare parts for a
minimum period of 10 years after the production of the last unit of a welding
equipment model:
➢ control panel;
➢ power source(s);
➢ equipment housing;
➢ battery(ies);
➢ welding torch
➢ gas supply hose(s);
➢ gas supply regulator(s);
➢ welding wire or filler material drive;
➢ fan(s);
➢ electricity supply cable;
➢ Software and firmware including reset software.
(2) Manufacturers shall ensure that these spare parts can be replaced with the use of
commonly available tools and without permanent damage to the equipment and the part.
(3) The list of these spare parts and the procedure for ordering them shall be publicly
available on the free access website of the manufacturer, authorized representative, or
importer, at the latest two years after placing on the market of the first unit of a model
and until the end of the availability of these spare parts.
(b) Access to repair and maintenance information
No later than two years after the placing on the market of the first unit of a model, and
until the end of the period mentioned under point a.1, the manufacturer, importer, or
authorized representative shall provide the welding equipment repair and maintenance
information to professional repairers in the following conditions:
1. The manufacturer’s, authorized representative’s or importer’s website shall indicate
the process for professional repairers to register for access to information; to accept such
a request, manufacturers, authorized representatives or importers may require the
professional repairer to demonstrate that:
(i) the professional repairer has the technical expertise to repair and maintain welding
equipment and complies with the applicable regulations for repairers of electrical

54
equipment in the Member States where it operates. Reference to an official registration
system as a professional repairer, where such system exists in the Member States
concerned, shall be accepted as proof of compliance with this point;
(ii) the professional repairer is covered by insurance covering liabilities resulting from its
activity regardless of whether this is required by the Member State;
2. The manufacturer, authorized representative, or importer shall accept or refuse the
registration within 5 working days from the date of request by the professional repairer.
Once registered, a professional repairer shall have access, within one working day after
requesting it, to the requested repair and maintenance information. The information may
be provided for an equivalent model or model of the same family, if relevant. The
available repair and maintenance information shall include:
• the unequivocal welding equipment identification information,
• a disassembly map or exploded view,
• a list of the necessary repair and test equipment,
• component and diagnosis information (such as minimum and maximum
theoretical values for measurement),
• wiring and connection diagrams,
• diagnostic fault and error codes (including manufacturer-specific codes where
applicable),
• data records of reported failure incidents stored in the welding equipment (where
applicable), and
• Instructions for installation of relevant software and firmware including reset
software.
Manufacturers, authorized representatives, or importers may charge reasonable and
proportionate fees for access to the repair and maintenance information or for receiving
regular updates. A fee is reasonable if it does not discourage access by failing to take into
account the extent to which the professional repairer uses the information.
(c) Maximum delivery time for spare parts
During the period mentioned under point a.1, the manufacturer, importer, or authorized
representative shall ensure the delivery to professional repairers of spare parts for
welding equipment within 15 working days after having received the order.
This availability may be limited to professional repairers registered under point
(d) Information on the display of welding equipment

55
Where a display is provided for welding equipment it shall indicate the use of welding
wire or filler material in grams per minute or equivalent standardized units of
measurement.
(e) Requirements for dismantling for material recovery and recycling while avoiding
pollution
Manufacturers shall ensure that welding equipment is designed in such a way that the
materials and components referred to in Annex VII to Directive 2012/19/EU can be
removed with the use of commonly available tools.
Manufacturers shall fulfill the obligations laid down in point 1 of Article 15 of Directive
2012/19/EU.
2. Information requirements
From 1 January 2021, manufacturers, their authorized representatives, or importers shall
ensure that the following information is provided in the instruction manuals for installers
and end-users, and for at least 10 years after the first unit of a welding equipment model
is placed on the market, on the free-access websites of manufacturers, their authorized
representatives or importers:
a. the product type;
b. the manufacturer's name registered trade name, and registered address at which
they can be contacted;
c. the product model identifier;
d. the power source efficiency (in %);
e. the idle state power consumption (in watts);
f. a list of equivalent models;
g. information relevant to recycling and disposal at end-of-life;
h. a list of critical raw materials present in indicative amounts higher than 1 gram at
the component level, if any, and an indication of the component(s) in which these
critical raw materials are present;
i. indicative shielding gas utilization for representative welding schedules and
programs;

56
j. indicative welding wire or filler material utilization for representative welding
schedules and programs.
Engweld: The new EU requirements for welding equipment includes new design
requirements which will come into effect from January 2021
5.2.3 China’s Energy Efficiency regulation for arc welding equipment
China has an energy efficiency regulation for arc welding equipment based on the
regulation/standard GB 26736-2012 49 (entitled 'Minimum allowable values of energy
efficiency and energy efficiency grades for arc welding machines). The standard is
currently mandatory for welding equipment to enter the Chinese market (China
Compulsory Certification –CCC, similar to the European CE system).
This standard addresses professional arc welding equipment, and similarly to this
proposed EU Regulation, excludes hobby equipment, resistance welding, and stud
welding.
The Chinese regulation includes both voluntary and mandatory requirements as grades:
·Grade 3 (includes efficiency values limits), the lowest limit is compulsory;
·Grade 2 (includes efficiency and power factor limits), and is voluntary;
·Grade 1 (includes efficiency, power factor, and idle power limits) is voluntary.
The limit values for the grades in the potential Chinese regulation, just like the ecodesign
requirements envisaged for welding equipment in the EU, also depend on the type of
phase of the welding current used (AC or DC).
5.2.4 Proposed Policy and regulation Options for Ethiopia
Energy efficiency policies and programs can help drive the implementation of projects
at minimize or reduce energy use during the operation of a system or machine and/or
production of a good or service.

57
The following are deemed a basis for the proposed Policy.
• The Lack of information for end-users on energy and material efficiency of welding
equipment
• Lack of communication between the welding equipment designers and the actors in
the supply chain involved in repair, refurbishment, and end-of-life treatment.
• The number of welding machines being imported to the country is increasing while
the manufacturing capacity here in Ethiopia is not incentivized or helped by training
or any other strengthening mechanisms to manufacture efficient welding machines
in the country so that importing by hard currency can be reduced.
• As per the survey, the efficiency of welding machines being manufactured in
Ethiopia is very low compared with the imported ones while there is room to
improve the local manufacturers' capacity. For this to happen there should be a
regulation to enhance the capacity of manufacturers
• Thus far, there are no testing facilities and trained manpower for testing welding
machines in Ethiopia. The testing facility should be established and strengthen so
that manufacturers test their product before distributing it to the market.
• There are no directives as to control the types of welding imported during the
importing of wildings and through investment processes.
• There is huge energy efficiency potential if there is a strict and sustainable policy
on manufacturing and importing welding equipment. As the survey revealed 64%
of welding equipment in the country is locally manufactured and its efficiency is in
the range of 60-65% which is very low compared with the modern inverter type
welding machines.
• There are no incentives to improve the efficient design of welding equipment in
terms of energy and materials;

58
• There shall be adequate time for the transition from the existing efficiency level of
locally manufactured welding machines to higher energy-efficient types due to the
time required for awareness creation.
Policy options should be selected in close cooperation with stakeholders. The policy
options defined for welding equipment are below
6. SETTING UP OF ENERGY EFFICIENCY
REGULATION FOR WELDING TRANSFORMERS
Energy-efficiency standards are a set of procedures and regulations that prescribe the
energy performance of manufactured products, sometimes prohibiting the sale of
products that are less efficient than a minimum level.
It is proposed to be similar to that of the European Union regulation. This proposed
regulation addresses professional arc welding equipment, specifically welding
transformer type both locally manufactured and imported ones.

59
6.1. The Proposed Energy efficiency requirements of welding transformers in
Ethiopia
According to this assessment, the efficiency of welding transformers manufactured in
Ethiopia is in the range of 60-65% whereas the efficiency of the imported welding
transformers reaches up to 80%. Therefore, by proper design and material selection, it
is possible to improve the efficiency of welding transformers manufactured locally.
Therefore the following requirements are proposed for the Ethiopian market
The power source efficiency of welding equipment, shall not be lower than the values
set out in Table 14, and the idle state power consumption shall not exceed the values
set out in Table 14.
Table 14: Welding equipment powered
Minimum
power source
efficiency
Maximum
idle state
power
consumption
Welding equipment powered by single-phase
and three-phase power sources with
alternating current (AC) output
36. 70% 37. 100W
6.2. Resource efficiency requirements
Welding transformer shall meet the following requirements:
➢ a. Availability of spare parts

60
(1) Manufacturers, authorized representatives, or importers of welding equipment shall
make available to professional repairers at least the following spare parts for a
minimum period of 5 years after the production of the last unit of a welding
equipment model:
➢ control panel;
➢ power source(s);
➢ equipment housing;
➢ welding torch
➢ welding wire or filler material drive;
➢ fan(s);
➢ electricity supply cable;
(2) Manufacturers shall ensure that these spare parts can be replaced with the use of
commonly available tools and without permanent damage to the equipment and the
part.
Access to repair and maintenance information
1. The manufacturer should give a guarantee for his welding transformers for at least
one year and should have capable experts to maintain the machine during damage
2. The manufacturer, authorized representative, or importer shall accept or refuse the
registration within 5 working days from the date of request by the professional repairer.
Information requirements
manufacturers, their authorized representatives, or importers shall ensure that the
following information is provided in the instruction manuals for installers and end-
users, and at least 10 years after the first unit of a welding equipment model is placed on
the market, on the free-access websites of manufacturers, their authorized
representatives or importers:
the product type;
the manufacturer's name registered trade name, and registered address at which they can
be contacted;

61
the product model identifier;
the power source efficiency (in %);
the idle state power consumption (in watt)
Indicative welding wire or filler material utilization for representative welding
schedules and programs.
These are the proposed requirements in the regulation to be included, however, the
detailed standards will be prepared by a national technical committee in collaboration
with the Ethiopian standard agency. This requirement will be adapted from EU
requirements.
Basic requirements for successful implementation of the proposed regulation
To implement the requirements in the regulation, the Authority should fulfill the
following.
1) Establishment of efficiency testing facility for welding transformers
It should be recognized that testing laboratories play an indispensable role in the
successful implementation of the proposed regulation as it is important to test the
efficiency of the welding transformer to evaluate whether the transformer conforms to
the requirement in the regulation or not. The labs can play the following key roles
• Testing laboratories play a significant role in check testing to ensure that the
products meet the performance criteria
• The testing laboratories as a significant guiding light in the development of
realistic efficiency and performance standards.
• Testing can also contribute towards continuous evolution and up gradation
towards better performance standards.
2) Capacity building program for Manufacturers

62
A standardized prototype welding transformer should be manufactured which meets the
minimum requirement set in the regulation and a continuous capacity building program
should be given to manufacturers which enables them to manufacture standardized
welding transformers that can meet the minimum requirements.
3) Stakeholder Involvement
One of the first steps in designing such type of program should be to convene
representatives of all interested parties and get input regarding how the program should
be designed and marketed.
Below, we briefly describe the main groups of stakeholders who are typically affected
by this regulation and can be approached to help design and promote the program.
Manufacturers
Manufacturers are key stakeholders. They are the source of the products to be regulated
and are generally responsible for testing products. Because they have designed their
products and have, in most cases, tested them extensively according to local and
international test procedures, this regulation needs ongoing dialogue between the
manufacturers and the implementing agency. The primary goal for most manufacturers
is to make products that consumers will want to purchase. Manufacturers have to
balance a wide range of elements of product design, including quality, reliability,
performance, and price. Manufacturers of the most efficient products tend to be more
supportive of the regulation, while those that have large sales of low-efficiency products
tend to be opposed to or less supportive of the regulation.
The implementing agency
The implementing agency is often a government body, in our case Ethiopian Energy
authority. Its role defining the detailed technical requirements in consultation with other stakeholders
• developing and maintaining the legal and/or administrative framework for the
program;
• registering, policing, and enforcing compliance, if applicable, to ensure that the
program remains credible;

63
• providing information to consumers, including ensuring press and TV
involvement in the promotional campaign; and
• Evaluating the program.
Consumers and consumer groups
Consumers are a diverse and diffuse group. It takes significant work to obtain reliable
information about consumer use and understanding of the regulation.
6.3. Estimation of energy saving that can be achieved by the
implementation of the proposed Energy Efficiency measure.
a) Saving the Energy consumption for welding
The proposed energy efficiency measure will be implemented on the imported or the
locally manufactured welding transformer. This proposal will not be applied to other
types of welding machines like welding rectifiers and inverter types.
As a study in Addis Ababa University revealed (Tezarash Yohanes and Getachew Biru
“Performance Evaluation of Locally Made Welding Transformers", an independent
project report, Electrical and Computer Engineering, FoT, AAU, June 2009.) the
average energy efficiency of locally manufactured welding transformers is about 63%
and the imported welding transformers efficiency is in the range of 65 to 70% for the
calculation purpose the average, 67.2%, is taken as the efficiency of importing welding
transformers[26].
The energy consumption reduction due to the implementation of the proposed energy
efficiency measure stated in section 6.1.1 is calculated and tabulated below.
Table 15. Annual energy saving due to implementation of the proposed energy
Average
Power
output for a
specific
task(KW) Quantity
Average
Efficiency
Total
weldin
g hour
in a
year
Annual
energy
consumption
for BAU
(GWh/yr)
Annual Energy
saving for the
proposed energy
efficiency
measure scenario
(Kwh/yr)

64
No measures
were
taken(BAU) 38. 2.6
39. 487
00 40. 63% 41. 630 42. 126 43.
After energy
efficiency
measures 44. 2.6
45. 487
00 46. 70% 47. 630 48. 49. 114
As it is shown in the above table, the annual energy consumption in 2020G.C by locally
manufactured welding transformers was around 126GWH. If the proposed energy
efficiency measure stated in section 6.1.1 is implemented, the consumption will be
reduced and becomes 114GWH. Therefore, an average of 12GWH consumption
reduction per annum can be achieved.
For the imported welding transformers, slightly better in efficiency than the local one,
the annual energy consumption in 2020 was around 31.1GWH. If the proposed energy
efficiency were implemented, it would have been possible to reduce the consumption
to 29.7GWH. The detail is shown in the following table.
Table 16: Annual energy saving due to implementation of the proposed energy
efficiency measure on the imported welding transformer.
Average
0utput Power
demand for a
specific
task(KW) Quantity
Average
efficiency
The total
hour in a year
Annual energy
consumption for
BAU (GWh/yr)
Annual Energy saving
for the proposed energy
efficiency measure
scenario (Kwh/yr)
2.6 12711 67.20% 630 31.1
2.6 12711 70% 630 29.7
b) Idle power saving
Energy is consumed by welding transformers not only during welding but also be
consumed during when it is idle. In the business as usual scenario, the idle power
consumption of welding transformers is around 0.4KW as is calculated in section 6.1.
The proposed energy efficiency measure obliged manufacturers to produce welding
transformers having a maximum idle power rating of about 100W. The saving is shown
in the following table.

65
Table 17: Energy consumption reduction by the proposed regulation
Idle power
in BAU
scenario(K
W)
Idle power
after the
regulation
in place
Idle time
in an hour
per year
Total
welding
transfor
mers
Idle energy
consumption in
BAU
scenario(GWH)
Idle energy
consumption
in
place(KWH)
Possible Energy
Saving in GWH
0.4 50. 0.1 51. 1700 52. 48
7
0
0
53. 33 54. 8.3 55. 24.7
6.4. Implementation Schedule
According to our understanding of the welding manufacturers during the visit, their
awareness of energy efficiency is very low. It is recommended to produce a prototype
welding transformer and conduct theoretical and practical training for the
manufacturers before the implementation of the proposed regulation. Product
standards should also be adopted/ adapted first.
Table 18: Implementation schedule of the proposed energy efficiency measures
No Activities
Time of Implementation
2021 2022 2023 2024
202
5
1 Awareness creation for stakeholders
2
Hire a consultant and produce a
prototype
3 Training for manufacturers
4 Setting of Standards
5 Preparation of the proposed regulation
6 Ratify the regulation
7
Implementation of the proposed
regulation
6.5. The possible risks and its mitigation Measures
No. Risks Rating Mitigation Measures Responsibility

66
1
Lack of awareness in
end-users like the small
and medium
manufacturing
industries, and in other
sectors on the
significance of energy
savings obtained from
the implementation of
the proposed regulation
High
▪ Briefly explain by a different way of
communications tools on different issues
like
• Welding lifetime costs
• Comparison with other efficient
welding machines
• Introducing Higher efficiency
models and standards
▪ Strictly implement the regulation
EEU, EEA
2
The unwillingness of
electric welding
transformer end-users
to buy energy-efficient
welding transformers
due to the high initial
cost
High
▪ Encourage and assist end-users by
introducing the payback period through a
website or other means.
▪ Awareness creation on available
financing, incentives, and government
implementation programs.
▪ Introduce a national campaign in the
country to encourage greater use of
higher efficiency welding through
television, radio, and social media
campaigns.
EEU, EEA and
stakeholders
3
Inadequate incentives
and lack of financing
set aside for importers
and end-users investing
in an energy-efficient
electric motor.
Mediu
m
▪ Establish and look for financing sources
and mechanisms for the implementation of
the program
▪ EEU, EEA, MoWIE, and MoF, and other
stakeholders such as the development
bank of Ethiopia and microfinance
institution and revolving fund
administration to secure medium to long
term financing for the implementation
program
EEU, EEA,
MoWIE MoF,
DBE, and
financial
institutions
4 Low technical financial
capacity of High
▪ Series of capacity-building activities to
enhance the technical capacity of
EEU, EEA and
stakeholders

67
manufacturers manufacturers to make them capable to
manufacture new efficient models based
on the requirement set in the proposed
regulation.
5
Illegal importation of
substandard welding
machines
Mediu
m
▪ Monitoring illegal or contraband
injection of inefficient welding machines
by coordinating with custom authority
and other concerned bodies
EEU, EEA,
ECC, MOTI
7
Delay of the
implementation of the
proposed regulation
Mediu
m,
▪ Awareness creation work for
policymakers
▪ Initiate round table discussions with
stakeholders
EEU, EEA

68
7. Reference
1. WELDING INDUSTRY: POTENTIAL FOR ENERGY CONSERVATION,
Herschel B. Smartt Don W. Hood W. Paul Jensen Published April 1980
2. “United States Energy Fact Sheets, 1971,” U.S. Department of the Interior,
February 1978
3. Impact Assessment of Proposed Eco design Requirements for Electric Motors
and Variable Speed Drives, and Electrical Mains-operated Welding
Equipment.RPC Reference No: RPC-4447(1)-BEIS
4. GB 28736-2012 Minimum allowable values of energy efficiency grades for
arc welding machines from https://www.chinese
standard.net/PDF/English.aspx/GB28736-2012.
5. UK trade data sourced from:
https://madb.europa.eu/madb/statistical_form.htm using HS code for welding
equipment ‘HS 851539’
6. EuP Netzwerk Machine Tools Preparatory Studies. Available from: https:
//www.eup-network.de/product-groups/preparatory-studies/completed
7. P. Kah and J. Martikainen, “Current Trends in Welding Processes and
Materials: Improve in Effectiveness”, Rev. Adv. Mater. Sci., n. 30, pp.
189200, (2012).
8. 6 Langdon, M., “Innovation and invention”, The Motor Ship, October 2004,
pp. 54 – 58, (2004)
9. [14] Tang Y. S., Tsai H. L., and Yeh S. S, "Modeling, Optimization, and
Classification of Weld quality in Tungsten Inert Gas Welding", International
Journal of Machine Tools and Manufacture, Vol. 39, Issue 9, pp. 1427-1438,
(1999).
10. PRELIMINARY SURVEY ON ELECTRIC ENERGY EFFICIENCY IN
ETHIOPIA:- AREAS OF INTERVENTION: Mengesha Mamo Department of
Electrical & Computer Engineering Addis Ababa University
11. Tezarash Yohanes and Getachew Biru “Performance Evaluation of Locally
Made Welding Transformers”, an independent project report, Electrical and
Computer Engineering, FoT, AAU, June 2009.
12. Energy Conservation in Welding By Avinash Abnave Larsen & Toubro
Limited, Heavy Engineering Division, Powai.
https://www.researchgate.net/publication/343395978
13. HANDBOOK ON WELDING TECHNIQUES END USER: Newly Recruited/
Promoted Welders CAMTECH/ E/ 14-15/ Welding/ 1.0 February 2015

69
14. EEPCO‟s Strategic Plan for the period of 1997 to 2002 EFY", volume1 of 2,
pp 25, October 2004.
15. “Performance Evaluation of Locally Made Welding Transformers”, By
Tezerash Yohannes and DR.Ing. Getachew Biru an independent project report,
June 2009.
16. A Concise Anglo-Saxon Dictionary by John R. Clark Hall, Herbert T. Merritt,
Herbert Dean Meritt, Medieval Academy of America -- Cambridge University
17. Lincoln Electric, The Procedure Handbook Of Arc Welding 14th ed., page
1.1-1
18. Hertha Ayrton. The Electric Arc, and D. Van Nostrand Co., New York,
1902.
19. A. Anders (2003). "Tracking down the origin of arc plasma science-II. early
continuous discharges" (PDF). IEEE Transactions on Plasma Science. 31 (5):
1060
20. Great Soviet Encyclopedia, Article "Дуговой разряд" (eng. electric arc)
21. Lazarev, P.P. (December 1999), "Historical essay on the 200 years of the
development of natural sciences in Russia" (PDF), Physics-
Uspekhi, 42 (1247): 1351–1361, doi:10.1070/PU1999v042n12ABEH000750,
archived from the original (Russian) on 2011-02-11
22. "Encyclopedia.com. Complete Dictionary of Scientific Biography". Charles
Scribner's Sons. 2008. Retrieved 9 October 2014.
23. Nikołaj Benardos, Stanisław Olszewski, "Process of and apparatus for
working metals by the direct application of the electric current" patent nr 363
320, Washington, United States Patent Office, 17 may 1887.
24. A History of Welding. weldinghistory.or
25. (https://www.nrcan.gc.ca/energy/products/categories/commercial/arc-
welding/14703)
26. (https://www.everlastgenerators.com/welding-guide-power-efficiency),

70

i
Annex I
Welding transformers Efficiency Assessment in Ethiopian Market data from
manufacturers/Maintenance/Repair Service Providers
1. Name of manufacturing/Maintenance Service Provider: ____
2. Address: City________, Woreda______, House No._________, Tel.No________
3. Contact person. _________________________. Tel ______________
4. Please explain the manufacturing process? (Take picture)
5. Types and quantity of welding transformers rewound/manufactured/assembled in
2012 EC (2019/2020GC) in ascending order by Power/current rating
No Welding power
rating
Type
Inverter/welding
trans/rectifier/other
Quantity
repaired/manufactured
Price of a welding
transformer sold (Birr)
KW HP
1
2
3
6. What type of welding transformer does the manufacturer/assembler
manufacture/repair/assemble?
a. Arc welding b.
b. Resistance welding
c. Oxyfuel gas welding
d. Other types
7. If it is arc welding, which type of arc welding
a. Carbon arc b. metal arc
b. plasma arc
c. gas metal arc(MIG)
d. gas tungsten arc (TIG)
8. Please list down the current and voltage ratings (OUT put) of arc welding that
you usually manufacture?
Current Voltage
9. What is the welding power source?
a. Welding generator(AC or
DC)
b. Welding transformer(AC)
c. Welding rectifier(DC)
d. Inverter(DC)
10. What are the most common problems and solutions of welding transformers
coming for repair?
No A most common welding transformer problem Solutions

ii
11. Does the repair service provider believe that standardizing of welding transformer
is useful to his/her business?
a. Yes b. No c. Indifferent
12. Does the manufacture/ the service provider do design work for manufacturing?
a. Yes b. No
13. Does the manufacturer/assembler measure electrical parameters?
a. Yes b. No
14. If the answer for Q11 is yes, What parameters does the manufacturer /assembler
measure after manufacturing or assembling?
a. Current
b. Voltage
c. Power
d. Other
15. How do you know the winding arrangement is correct or not?
_____________________________________________________________________
16. What is the instrument used for rewinding
a. Manual b. Electrical c. Mechanical
17. What do you think is the reason for the efficiency difference between the
imported and locally manufactured welding machines?
_____________________________________________________________________
18. What kind of raw material do you use for welding transformers? And what type
of cable or wire for rewinding?
19. What type of manufacturing/process wastes are there?
_____________________________________________________ _
20. How do you dispose of wastes?
21. Undertake measurement of the samples:
Sample 1: Current__________________
Voltage:________________ Sample 2: Current ______________
Voltage: _______________
22. Additional Notes

iii
Annex II
Welding transformers Efficiency Assessment in Ethiopian Market data from
Customers/Users
1. Name of the user of customer/user of welding transformer : _______
2. Type of industry: ________________________
3. Address: City________,Woreda_______, House No_______,Tel. No_______
4. Contact person. _____________________. Tel _______________
5. Organization’s or company’s number of working days and hours of operation
6. Types and rating of welding transformers used
No Welding power
rating
Type Inverter/ welding
trans/ rectifier/ other
Output
voltage(rating)
Output
Current
KW HP Volt Ampere
1
2
7. If it is arc welding, which type of arc welding
a. Carbon arc
b. metal arc
c. plasma arc
d. gas metal
arc(MIG)
e. gas tungsten
arc (TIG)
8. What are the most common problems you encountered on your welding machine?
_______________________________________________________________
9. Which welding machine (the local or the imported) is suited for you?
a. The local
b. The imported
c. No difference
d. I haven’t noticed
10. For Q No9, if your answer is a or b, what is your reason
a. Less power consumption
b. Easy for welding
c. Light-weighted
d. Other:- mention
11. What is the average time/hours/ mins you take for an instant of welding?
_______________________________________________________________
12. How many times does welding take place in a day on average?
____________________________________________________________________________
13. Do you use safety instruments during welding?
a. Yes b. No
14. Do you have any information regarding the efficiency of welding transformers?
a. Yes b. No
15. If yes, which welding transformer do you think is more efficient?
a. Local b. Imported c. Other

iv
16. Additional Notes
17. Measurement
Annex III
Welding transformer Energy Efficiency Assessment in Ethiopian Market data from
Importers
1. Name of Importer: ________________________________________
2. Address:City_______,Woreda _______,House. No._______ Tel. No
3. Contact person. _________________________. Tel
4. Types and quantity of welding machines Imported in 2012 EC (2019-
2020GC) to be filled in the table below
N
o
Welding
Power
The power source of your welding machine Average price
of single
welding
machine
(Birr)
Welding
generator
(AC or
DC)
Welding
transformer
(AC)
Welding
rectifier
(DC)
Inverter
(DC)
KW/
Amp
ere
HP
1
2
3
4
5
5. For arc welding transformer, which type of arc welding
a. Carbon arc
b. metal arc
c. plasma arc
d. gas metal arc(MIG)
e. gas tungsten arc (TIG)
6. Country of origin of welding machines descending order for a quantity of welding
imported
_____________________
_____________________
_____________________
_____________________
7. The most common application of welding imported
8. What are the most common problems and challenges faced on the import,
distribution, and sales of welding machines?
9. Do you (Importer) believe that standardizing welding is useful to your business?
v
a. Yes b. No
c. Indiffer
Annex IV
List of study participants
NO Name Of User/Manufacturerer/Importer Region Name of City
Telephone Number
1 mulugeta,getachewna guadegnochu addis ababa addis ababa 920966072
2 samuel,sntayewna guadegnochachew addis ababa addis ababa 913922799
3 A.A.A metal work addis ababa addis ababa 911636265
4 Tarekegn addis ababa Addis Ababa 914966216
5 Melaku addis ababa addis ababa 911698682
6 Sntayehu addis ababa addis ababa 912035611
7 Bereket na guadegnochu breta bret addis ababa Addis ababa 911024003
8 sisay addis ababa addis ababa 932515449
9 umer zeyneb ena guadegnochavhew addis ababa addis ababa 911244827
10 Samuel meseret addis ababa addis ababa 911666572
11 mohamed abdu addis ababa addis ababa 911442729
12 fkade gebre gebremedhn addis ababa addis ababa 911692975
13 Tarekegn berihun ena guadegnochu addis ababa addis ababa 910211472
14 Desalegn ena jemal addis ababa addis abeba 911449605
15 gebre kiristos gebre giyorgis addis ababa Addis Ababa 911430199
16 Eshet manufacturing addis ababa addis ababa 912717331
17 Melaku addis ababa addis ababa 911117059
18 adil addis ababa addis ababa 911152664
19 AAE metal work addis ababa Addis Ababa 911636252
20 chagni addis ababa AA 921629604
21 peacock addis ababa AA 911163224
22 tekakenena anestegna addis ababa AA 0
23 Abreham mintesinot ena guadegnochachew
addis ababa AA 0
24 Cambo addis ababa AA 910347978
25 Awet ena Jemal addis ababa AA 911872315
26 Asrat metal work addis ababa AA 911600241
27 Abreham Anteneh ena abreham addis ababa AA 911481516
28 fekremariam ena guadegnochu addis ababa AA 922629411
29 Eyob ena kalkidan addis ababa AA 912174291
30 kedamawi ena eshetu addis ababa AA 911112992
31 Melaku meron ena guadegnichachew addis ababa AA 911428163
32 michael gebretsadik addis ababa AA 911395507
33 Makiba addis ababa AA 912175063
34 michael ena henok addis ababa AA 911484322

vi
35 wendemagegn serkalem ena guadegnochachew
addis ababa AA 913191229
36 fekadu sisay ena guadegnochachew addis ababa AA 911121755
37 Baye hailemariam ena guadegnochachew
addis ababa AA 910550947
38 Tadese girma ena guadegnochachew addis ababa AA 911531415
39 Samuel biruk ena sisay addis ababa AA 911347191
40 Samuel Mesele addis ababa A.A 911476720
41 Alhamdu habesha addis ababa AA 925898623
42 Mesele Tefera addis ababa AA 911646272
43 Biniam and dankel addis ababa AA 9120274418
44 Asrat Asfaw addis ababa A.A 913559657
45 gizate birhane and his freinds addis ababa AA 911985868
46 Fikadu Kinfe addis ababa A.A 911309100
47 Eshetu Hailegiyorgis addis ababa A.A 911481273
48 Birhanu Wakshum addis ababa A.A 911352883
49 Misba Negash addis ababa AA 911075522
50 Yohans Afewerk addis ababa A.A 911675572
51 Yishak, fuad and his freinds addis ababa AA 911215142
52 Biruk addis ababa AA 913044030
53 Adem mehamed addis ababa AA 0
54 Siyum, Behaylu addis ababa A.A 911694587
55 Ambaw asefa addis ababa AA 923149983
56 Kinfe, Samrawit and their freinds addis ababa A.A 923150153
57 Ato Mekbib addis ababa A.A 912164646
58 Negatibeb Selomon addis ababa A.A 911165051
59 Daniel Afework addis ababa A.A 911681212
60 Ato Abebe Tegegn addis ababa A.A 950600397
61 Ato Belay teklu addis ababa A.A 911235323
62 Yidnekachew,sisay,wubot biniyam (shorkina)
addis ababa A.A 911404453
63 Ato Alemeneh addis ababa A.A 911864068
64 Ato Tedros addis ababa A.A 911103892
65 emer metal worek afar Afar 920543492
66 abubeker metal worek afar Afar 914030532
67 ashenafi metal work afar Afar 913967536
68 jemal ali garaje afar Afar 912345323
69 nuru afar Afar 913515274
70 dubai metal worek afar Afar 927182025
71 habetamu garag afar Afar 911675651
72 hayel metal worek afar Afar 936435725
73 abedu afar Afar 913081124
74 kerime metal worek afar Afar 941552131
75 Neguse garaje SNNPR Awassa 916835068
76 damesew garaje SNNPR Awassa 911303144

vii
77 keyo garaje sidama Sidama 916867438
78 aserat garaz SNNPR Awassa 911316184
79 rameto garaje SNNPR Awassa 916533535
80 mule metal &wood work SNNPR Awassa 916116020
81 dolpine metal worek SNNPR Awassa 916040966
82 ayel metal work SNNPR Awassa 924332773
83 mesekerenate metal worek SNNPR Awassa 916822568
84 barekot metal worek SNNPR Awassa 911051942
85 dana metal worek sidama Sidama 926955852
86 berehan metal work SNNPR Awassa 916500333
87 Eloroei metal worek SNNPR Awassa 941032630
88 abel metal worek sidama Sidama 932190242
89 abera metal work SNNPR Awassa 954727282
90 z metal work SNNPR Awassa 919656799
91 jafar metal work SNNPR Awassa 926541400
92 fascia metal work SNNPR Awassa 905444265
93 lukas Garaze SNNPR Awassa 912150574
94 geradi garaz SNNPR Awassa 938071982
95 Asfaw Diredawa Diredawa 913620001
96 Luigi Brolia Diredawa Diredawa 915735482
97 Tsegaye Diredawa Diredawa 0
98 Binam garaj Diredawa Diredawa 983691995
99 Yared Diredawa Diredawa 915750125
100 Kiros garaj Diredawa Diredawa 915004172
101 Birehanu garaj Diredawa Diredawa 914535123
102 yonas Diredawa Diredawa 910082423
103 Musa Diredawa Diredawa 913914700
104 Alemu Diredawa Diredawa 914554355
105 Eyob metal work Hareri Hareri 945997910
106 Frehiwet Getachew Hareri Hareri 913538388
107 Andnet Hareri Harer 923204832
108 netsanet Hareri Harer 900203261
109 Dawit Hareri Harer 934427713
110 Bante furniture Hareri Harer 920905441
111 wendmagegn Hareri Harer 913766995
112 Habtamu Hareri Harer 920268619
113 Abdi Hareri Harer 942790637
114 Esmiel Hassen Hareri Harer 947035503
115 Abebe Somali Jijiga 931261048
116 Belay Somali Jijiga 913556160
117 dere Somali Jijiga 975717130
118 Macruuf Somali Jijiga 955077878
119 kidus Somali Jijiga 915408081
120 Moges Somali Jijiga 910493086

viii
121 Harun Somali Jijiga 955484885
122 Addisu Somali Jijiga 922586555
123 Yohannis Somali Jijiga 912867786
124 Kassahun addis ababa addis ababa 913674167
125 nur addis ababa addis ababa 963800712
126 Chuna addis ababa addis ababa 925478418
127 Ashenafi addis ababa addis ababa 911621070
128 Moges addis ababa addis ababa 911555864
129 Bereket addis ababa addis ababa 942560298
130 meklit Oromia Adama 920936931
131 amare Oromia Adama 910393343
132 Solomon Oromia Adama 910409971
133 Solomon Oromia Adama 911713782
134 Fuad Oromia Adama 930793562
135 bisrat Oromia Adama 919116489
136 Aweke Oromia Adama 910727969
137 Tadesse Oromia Adama 962043601
138 alemayehu Oromia Adama 911917786
139 Gebeyehu Oromia Adama 930960481
140 sunshine addis ababa addis ababa 114450087
141 Midrok addis ababa addis ababa 911207441
142 Orbit addis ababa addis ababa 911205031
143 Equator addis ababa addis ababa 978575757
144 Universal merchentile plc addis ababa Addis ababa 111558387
145 Esmile ture addis ababa Addis Ababa 911686837
146 general tools trading addis ababa addis ababa 911473762
147 Zeki Ahemed general importer addis ababa Addis Ababa 930105839
148 ZS general treading addis ababa Addis Ababa 111558733
149 Afo Trading addis ababa Addis ababa 911519024
150 Jimma interprise plc addis ababa addis ababa 111115273
151 hagbis addis ababa addis ababa 111552233
152 Zeki Ahmed Ibrahim addis ababa Addis Ababa 930098839
153 Universal Construction addis ababa Addis Ababa 914419785
154 Habtamu addis ababa Addis ababa 913550955
155 Kider addis ababa addis ababa 925908485
156 Habtamu addis ababa addis ababa 0
157 yesuf addis ababa Addis Ababa 0
158 Ambachew ena muluken Amhara Bahir Dar 918727329
159 Zewdu ena aynaddis Amhara Bahir dar 918353497
160 yetsedaw demberu Amhara Bahir dar 918312686
161 Mohammed Amhara Bahir dar 918333779
162 desalegn ena daniel Amhara Bahir dar 942846402
163 Lij alem Amhara Bahir dar 912003794
164 getachew ena yichal Amhara Bahir dar 0

ix
165 Yewelsew ejigu Amhara Bahir dar 918783648
166 Medhane Amhara Bahir dar 918307180
167 Rahel Beyene Amhara Bahir dar 918716575
168 Ansuar Amhara Bahir dar 920512052
169 usman workie Amhara Bahir dar 0
170 Bereket Amhara Bahir dar 918760681