Embed Size (px)
DESCRIPTION
Engine Builder provides valuable information on numerous engine markets served by both custom and production engine builders/rebuilders – from high performance to heavy-duty diesel. Founded: 1964 www.EngineBuilderMag.com
Citation preview

EngineBuilderMag.com
SERVING ENGINE BUILDERS & REBUILDERS SINCE 1964
2014JULY
C1 Cover 7/15/14 11:04 AM Page c1

Circle 2 on Reader Service Card for more information
C2Access_Layout 1 7/15/14 10:17 AM Page c2
Circle 1 on Reader Service Card for more information
01 DJN_Layout 1 7/15/14 10:27 AM Page 1

2 July 2014 | EngineBuilder
ENGINE BUILDER founded Oct. 1964Copyright 2014 Babcox Media Inc.
ENGINE BUILDER (ISSN 1535-041X)(July 2014, Volume 50, Number 07): Published monthly by Babcox Media Inc., 3550 Embassy Parkway, Akron, OH 44333 U.S.A. Phone (330) 670-1234, FAX (330) 670-0874. Periodicalpostage paid at Akron, OH 44333 and additional mailing offices. POSTMASTER: Send address changes to ENGINE BUILDER, 3550 Embassy Parkway, Akron, OH 44333.A limited number of complimentary subscriptions are available to individuals who meet the qualification requirements. Call (330) 670-1234, Ext. 275, to speak to a subscription servicesrepresentative or FAX us at (330) 670-5335. Paid Subscriptions are available for non-qualified subscribers at the following rates: U.S.: $69 for one year. Canada: $89 for one year.Canadian rates include GST. Ohio residents add current county sales tax. Other foreign rates/via air mail: $129 for one year. Payable in advance in U.S. funds. Mail payment to EN-GINE BUILDER, P.O. Box 75692, Cleveland, OH 44101-4755. VISA, MasterCard or American Express accepted. Publisher reserves the right to reject any subscription that does not con-form to his standards or buying power coverage. Advertising which is below standard is refused. Opinions in signed articles and advertisements are not necessarily those of thismagazine or its publisher. Diligent effort is made to ensure the integrity of every statement. Unsolicited manuscripts must be accompanied by return postage.
COVER DESIGN BY NICHOLE ANDERSON
Con
tent
s 07
.14 Features ON THE COVER
Chevy’s Stroker EnginesChevy’s 348 and 409 ‘W’ motors have managed tokeep their popularity going. In fact, such a high numberof quality parts are being made today for these motorsthat they may even be more popular than ever. Enginebuilders can assemble a 409, 509 or even a 609-inch Wmotor. So, it makes sense that with all those parts,there are a surprisingly high number of stroker combosavailable. Read how Strokers are ‘staying on track.’
32
Cutting Tools and AbrasivesWhen it comes to machining late-model engines or doing
high performance work, tolerances and finishes often have to
be much tighter and smoother to meet OE-specifications.
Consequently, you need up-to-date equipment and tooling
that can hold close tolerances and deliver high quality finishes
Cummins Diesel ISX EngineThe Cummins ISX engine is one of the workhorses of the
Cummins brand. They are a dominating factor in power
generation applications, mining and industrial settings. Since
2013, Cummins ISX engines have been equipped with on-
board diagnostics which monitor emissions output and
maximizes engine efficiency. See what makes these engines
Buying Diesel PistonsDiesel engines are high compression, high heat engines that
demand a lot from their pistons. Their compression ratios
improve thermal efficiency and fuel economy, but create more
pressure. Diesel pistons also have to contend with more heat
than gasoline counterparts. Read what makes a piston
ColumnsCarley’s Corner ............................4By Larry CarleyPreventing flat tappet cam failures
Tales From The WD ......................14By Dave SuttonComebacks: What do we do when we have a failure?
Fast Lane......................................20By Jim ‘Animal’ FeurerKeeping cylinders round and un-cracked
Memory Lane ..............................68By Randy RundleThe beginning of a life long friendship with “Speedy” Bill Smith
DEPARTMENTSIndustry News & Events ............................................6Shop Solutions ..........................................................12Rebuilder Profile - Blake’s Remanufacturing..............78On the Road ..............................................................812014 Supplier Spotlight..............................................83Cores/Classifieds/Ad Index ........................................86NASCAR Performance................................................88
26
50
60
2 Contents 7/15/14 11:12 AM Page 2
Circle 3 on Reader Service Card for more information
03 SB International_Layout 1 7/15/14 10:40 AM Page 3

Flat tappet cams, with either solidor hydraulic lifters, arecommonly used in many street
and performance engines. It's asimple design that works well,provided there's adequate lubricationbetween the lifters and cam lobes toprevent wear that can wipe out a camand/or lifters.
The problem is today's motor oilscontain much less ZDDP anti-wearadditive than in years past. Most oilscontain less than 800 parts per million(ppm) of ZDDP to comply withemission requirements, because ZDDPthat finds its way into the exhaust canshorten the life of catalytic convertersand O2 sensors.
Reducing ZDDP in motor oil doesnot create a wear problem for engineswith roller cams or overhead camsbecause there is much less frictionbetween the cam and lifters or valvefollowers than in a flat tappet engine.Oil companies say today's low ZDDPmotor oils also provide adequateprotection in older engines with flattappet cams – provided the engine hasstock valve springs. But the lowerZDDP levels have often proven to bewoefully inadequate in engines withflat tappet performance cams and stiffervalve springs.
The small contact patch betweenthe cam lobes and lifters is the highestpressure point inside the engine. Ifthere is insufficient oil between thecam lobes and lifters and/or the oillacks sufficient levels of anti-wear
additive, the cam lobes and/or liftersmay suffer the consequences.
One way to address this issue is touse a ZDDP crankcase additive to addextra anti-wear protection to the oil, orto use a diesel oil, street performance oilor racing oil that contains 1500 ppm ormore of ZDDP.
The risk of flat tappet cam and lifterfailure can also be minimized by usinglifters that are made of high qualitymaterials. The metallurgy in some lowcost imported lifters won't hold up overtime.
Equally important is the crownfinish on the bottoms of the lifters. Thebottom of a flat tappet lifter isn'tperfectly flat. It has a slight crown thatis .0015 to .0025 inches higher in thecenter than around the edges. Thecrown helps the lifter rotate as it rideson the cam lobe (which has a slighttaper to one side).
On high revving engines withextremely stiff valve springs, a slightlylower crown (.0007 to .0012 inches) maybe recommended. The bottom of thelifter also needs to be relatively smooth(but not polished) because a smallamount of texture helps the oil spreadacross the surface. Hand polishing thebottom of lifters can often ruin theproper contour of the crown.
EDM LiftersAnother way to assure good lubricationbetween a flat tappet lifter and cam lobeis to create a small hole in the bottomcenter of the lifter. This allows oil insidethe lifter to dribble through the hole tomaintain a thin film of oil between themoving parts.
The size of the oil typically rangesfrom .015 to .026 inches in diameter, andis created by using an electric dischargemachine (EDM) to burn the holethrough the lifter.
When done right, EDM lifters canprovide an extra measure of protectionin demanding applications. But if doneincorrectly, they can cause problemsdown the road.
The right way to manufacture anEDM lifter is to burn the hole in thebottom of the lifter BEFORE the lifter isassembled and finished. The bottom of
the lifter can then be ground before thelifter is cleaned, assembled and put inthe box.
The quick and dirty way to make anEDM lifter (which is the WRONG way)is to take an assembled lifter out of thebox, burn the hole through the bottomof the lifter, buff it up a bit and stick itback in the box without disassemblingor cleaning it.
The debris from the EDM holeburning process remains inside thelifter, which means the debris canmigrate out of the lifter when the lifteris installed in the engine. The debrismay travel up the pushrods anddamage the rocker arms, it can exit thelifter and damage the cam lobes orbearings, or it may even plug up the oilhole itself negating the function of thehole that was created to improvelubrication.
One lifter supplier showed us theconsiderable amount of debris thatcame out of a set of EDM lifters thatwere made the wrong way. Enginebuilders who are buying and installingthese improperly made EDM liftershave no way of knowing the lifterscontain debris inside.
So, if you are not buying EDM liftersfrom a supplier who is making themthe right way, you'd better disassemble,inspect and clean every lifter before youinstall them.
Another alternative to EDM lifters isto use lifters that have had three evenlyspaced flats machined vertically alongthe sides of the lifter body. The flatsallow a small amount of oil to flowdown the sides of the lifter for extralubrication to the cam.
Finally, it goes without saying toalways use a high pressure assemblylube on the cam lobes and lifters whenbuilding the engine. Assembly lube willstick to the parts much better than oil,and provide protection during thecritical break-in time. ■
4 July 2014 | EngineBuilder
Preventing Flat Tappet Cam Failures
Car
ley’
s C
orne
r
TECHNICAL EDITOR Larry Carley
This pile of debris is whatwas found inside a brandnew set of EDM liftersthat were neverdisassembled or cleanedafter the oil holes wereburned in the bottoms ofthe lifters.
4 Carleys Corner 7/15/14 11:55 AM Page 4

Circle 5 on Reader Service Card for more information
05 Liberty_Layout 1 7/15/14 10:43 AM Page 5

Getting “Pumped” ForPending SaleSchumann’s Sales & Service isSelling its Wet Sump Oil PumpProgramBy Greg Jones, managing editor
Verne Schumann has beenaround racing since the mid-‘50s. He knows a thing or twoabout the industry and sodoes his business,Schumann’s Sales &Service, Inc., an engineparts supplier located inBlue Grass, IA, which
Verne founded in 1970. Now, nearly 45 years later,
Verne and his wife are beginningto ponder life after business andare putting the company’s wetsump oil pump program up forsale.
Since 1970, Schumann’s hassupplied the industry throughhigh performance, OE rebuilders,AERA rebuilders, Ag manufacturers,and the Big 3 car manufacturers.Aside from dealing in oil pumps,Schumann’s also offers valve trainparts, gaskets and piston rings, butthose areas of the business won’t beup for sale for another year or so.
Verne and Schumann’s Sales &Service got seriously involved in oilpumps about five years ago, andwithin the past three years thecompany has gained a good chunkof market share. Technology-wise,Schumann’s holds numerouspatents, has patents pending andpatents applied for.
When Verne and his companyanalyzed the oil pump industry, theylooked at both wet sump and drysump. Dry sump oil pump systems,however, only constituted about 10percent of total racecars nationwideand there was a lot of competition inthe market. Wet sump oil pumpswere in 90 percent of the racecarsrunning and the market only hadone major player involved. “Idecided to go wet sump,” Vernesays.
When Verne analyzed the wetsump industry, it was real evidentthat over half the sales were smallblock Chevys. The small blockChevy, when it was invented in 1953,had a couple things that were
inefficient within the oil pumpportion of the engine.
No. 1, the inlet of the oil pumpinto the valve plate came in belowthe gears where it should come intothe pump at gear level.
No. 2, the ability of the bypassvalving system was inadequate on apercentage of volume to properlyaddress the pump function.
Schumann’s wet sump oil pumpprogram resolved those issues withits dual feed pump, which is apatented product. The oil entersthrough two passageways – one tothe bottom of the gears, which istraditional, and the other 50 percentof the oil comes into the side of thegears.
“That’s been one of our mainstayproducts and it completelyeliminates cavitation and aeration sothat pump demand doesn’t outruninlet supply,” Verne says. “That’swhy we dominate with that pump.And with our pump the inlet isstandard industry so you don’t needto buy a special pan or pick-up touse our pump.”
In addition to its dual feed oilpump, Schumann’s has a patentedenergy recovery system in which ittakes disposable oil that has beenpressurized and compressed oncealready, and through a modulationsystem, puts that oil back into theintake stream and turbochargers thatintake stream.
The amount of oil bypass istypically between 20 and 40 percentin a regular pump, so thatpercentage of compressed oilarriving back into the intake streamalready predispositioned at thatvolume and pressure creates asavings of 20 to 40 percent on the
input effort required to get the nextvolume of oil back out.
“People are amazed when theyrun our energy recovery pump on atest stand how easy it turns over,”Verne says.
Schumann’s produces a nationalproduct for national exposure fornational acceptance through nationaldistributors. Through all of thecompany’s endeavors Verne says ithas probably developed and broughtto market 25 industry firsts. Over thepast couple years the company hasproven it can compete in the oilpump industry. “We have our fairshare of the market place today andwe have a larger share oftechnology,” Verne says. “In the lastthree years we’ve been a strongplayer.”
In an ideal world Verne is lookingto sell Schumann’s in amerger/acquisition scenario wherethe business could double or triple insize, but would consider cash offers.The wet sump oil pump programrequires 3,000 to 4,000 sq. ft. of floorspace and Verne would like to keepthe current sales force and
6 July 2014 | EngineBuilder
gFollow us onIn
dus
try
New
s
August 28-September 2NHRA Chevy Performance US NationalsIndianapolis, INwww.nhra.com or 317-718-8750
October 28-30Engine ExpoNovi, MIwww.engine-expo.com
November 3-6AAPEX 2014Las Vegaswww.aapexshow.com
November 4-72014 SEMA ShowLas Vegaswww.semashow.com
For more industry events, visit our website at
www.enginebuildermag.com or subscribe to
www.aftermarketnews.com.
Industry Events
6-10 News July 7/15/14 11:54 AM Page 6

Circle 7 on Reader Service Card for more information
07 Scat_Layout 1 7/15/14 10:39 AM Page 7

distributors in place and add on tothem.
“In our industry there is a goodmarriage out there for us, and we’regoing to try our best to make thebest decision for the oil pumpprogram,” Verne says. “It’s anopportunity for somebody to pick-up a very aggressive, turn key,dominant force in that segment withmodern technology and patents.”
For more information call 563-381-2416.
BorgWarner Awarded forTurbo TechnologiesBorgWarner Turbo Systems receivedan AutomotiveINNOVATIONS2014 Award during a ceremony heldrecently in Frankfurt, Germany.
Organized by the Center ofAutomotive Management (CAM)and PricewaterhouseCoopers,BorgWarner was honored in thePowertrain Technology category fora variety of turbochargingtechnologies, including regulated
two-stage (R2S) and three-stage(R3S) turbocharging systems andvariable turbine geometry (VTG)turbochargers.
CAM, an independent institutefor empirical research on automotiveand mobility issues in Bergisch-Gladbach, Germany, conducted theextensive study along withPricewaterhouseCoopers AG WPG, aconsulting and auditing firm. TheAutomotive Innovations Studyidentifies future trends andinnovation profiles of globalautomotive companies based ontechnical innovations in vehicles. Theawards were presented following acomprehensive analysis of severalsuppliers around the world.
BorgWarner’s turbochargingtechnologies also received a 2013Automotive News PACE Award anda 2013 Automotive News PACEInnovation Partnership Award for itscollaboration with BMW on the firstR3S turbocharging system for dieselengines, a 2012 PACE Award for itsVTG turbocharger with low-pressureexhaust gas recirculation (EGR)technology, and a 2008 PACE Awardand PACE Environmental Award forits R2S turbocharging technology.
Pulstar Pulse Plugs NamedOfficial Plugs Of SportscarVintage Racing AssociationThe Sportscar Vintage RacingAssociation (SVRA) has namedEnerpulse Technologies' PulstarPulse Plugs the “Official Plug” of theSVRA.
"SVRA is thrilled to announce ournew partnership with EnerpulseTechnologies and their Pulstar Pulsebrand,” said Tony Parella, SVRApresident and CEO. “The advancedtechnology of a pulsed power sparkplug is an exciting development inthe racing world. We are happy to
prove that a vintage car can stillbenefit from new technology.”
Pulstar Pulse Plugs PerformanceExpert Al Unser Jr. won the CharityIndy Legends Pro-Am Race with hisamateur partner Peter Klutt, as partof the three-day inaugural SVRABrickyard Vintage RacingInvitational at the IndianapolisMotor Speedway.
For more information , call 888-800-6700 or visit www.pulstar.com.
Caterpillar, ArgonneUndertake CooperativeVirtual Engine DesignCaterpillar Inc., in Peoria, IL, turnedto U.S. Department of Energy’sArgonne National Laboratory andits Virtual Engine Research Instituteand Fuels Initiative (VERIFI), whereexperts are developing new enginecombustion models that incorporateaccurate descriptions of two-phaseflows, chemistry, transportphenomena and device geometries toprovide predictive simulations ofengine and fuel performance.
Caterpillar and Argonne haveentered into a Cooperative Researchand Development Agreement(CRADA) along with ConvergentScience, Inc., in Madison, WI, tofurther explore ways to predict howthings work in diesel engineperformance and emissions beforeany experimental work is conducted.This is the first such CRADAundertaken by VERIFI since itsinception this spring.
Caterpillar anticipates thatsimulations developed by VERIFI’sresearchers will reduce the time andcost of the design cycle for newengines, allow the rapid adaptationof fuels from new sources and lead tosubstantial increases in fuel economywhile meeting future emissionsstandards.
Advances in high-performancecomputing enable VERIFIresearchers to run enginesimulations in parallel on thousands,or even hundreds of thousands ofprocessors. While efficient scaling ofengine simulations to such massivelyparallel machines remains asignificant challenge, suchcalculations will ultimately allow notonly the rapid engineering of specificengine designs, fuels and operation
8 July 2014 | EngineBuilder
Industry News gFollow us on
Circle 8 for more information
6-10 News July 7/15/14 11:54 AM Page 8

conditions, but also allow theiroptimization.
For more information, visitscience.energy.gov.
Jasper Opens AdditionalGas EngineRemanufacturing UnitJasper Engines and Transmissionshas expanded its Gas EngineRemanufacturing Division withinthe Jasper, Indiana facility. The Jasperfacility utilized four remanufacturinglines (called PODs) in which anengine went from a core, to afinished product, within oneremanufacturing unit.
Each POD has specific enginefamilies that it remanufactures. Thisallows each POD to becomespecialized with those enginefamilies, which helps Jasper producea quality product and produce itmore efficiently.
The need for a fifth POD wasrealized as early as November, 2013,as increased sales of Jasperremanufactured Ford modularengines (4.6L and 5.4L Triton V8 and6.8L V10) exceeded the Gas EngineDivision’s maximum production.
“We were selling 28 units per dayat the start of the year,” said RandyBauer, Jasper Facility Gas DivisionManager. “We’re currently averaging33 sales per day of these units. Wewere spending a considerableamount of overtime to produce theseunits. With this engine familyremanufactured in a separate POD,we’ll reduce the amount of overtimethat our associates are working, andat the same time improve theergonomic part of their work.”
The new POD, named POD 305,began gas engine remanufacturingon June 1 after months ofdevelopment, and the relocation of
Jasper’s Differential Division. A teamof associates handles engineremanufacturing duties within fiveareas: disassembly, prep and repair,head machining, block machiningand assembly/testing.
With the formation of the PowerDrive Transmission facility later thisyear, the Gas Division is anticipatingadditional floor space within theJasper Facility to transform theirexisting PODs in a similar fashion.
For more information,www.jasperengines.com.
Latest Powerplants to Pack a PunchThe much-anticipated HEMI Hellcatengine is Dodge and SRT’s first ap-plication of V8 supercharger technol-ogy, delivering an amazing 600-plushorsepower.
This supercharged 6.2-liter HEMIV8 Hellcat engine is the most power-ful V8 engine ever produced by theChrysler Group.
According to Chrysler, its break-through supercharged engine features a forged-steel crankshaftwith induction-hardened bearingsurfaces. The result is a crank sowell-engineered it can withstand firing pressures of 110 bar (1,595 psi)– the equivalent of five family sedansstanding on each piston, every tworevolutions. And its unique, speciallytuned crank damper has been testedto 13,000 rpm.
High-strength, forged-alloy pistons – developed using advancedtelemetry measurement – are coupledto powder-forged connecting rods
with high-load-capacity bushingsand diamond-like-carbon-coated piston pins.
The supercharged 6.2L HEMI(seen above) has premium-grade,heat-treated aluminum-alloy cylin-der heads that are optimized for su-perior thermal conductivity. And, itsdie-cast aluminum rocker covers arepainted HEMI Orange.
According to its engine designers,the blower used on the Hellcat israted at 2,380 cc per rev, and spins at14,600 rpm. The twin screw rotorshave a special coating to reduce cor-rosion and to be conducive to highertolerances and temperatures.
Air enters through a port near thedriver’s side marker light and isredirected through an 8-liter air boxbefore reaching the blower. Two airto water intercoolers, mounted onthe supercharger housing, offer sup-plemental cooling.
An integrated electronic bypassvalve regulates air boost, and a massive 92-mm throttle body controls the power. Fuel delivery ismanaged by half-inch fuel lines and
EngineBuilderMag.com 9
Industry News
Circle 9 for more information
6-10 News July 7/15/14 11:54 AM Page 9

600 cc/min fuel injectors.The Hellcat engine also uses a
high-tech lubrication system employ-ing a high-flow gerotor pump, oil-to-air heat exchanger and pistoncooling jets.
The race for higher productionhorsepower using supercharged engines has gained momentum.
In early June, General Motors announced its Corvette Z06’s LT4 supercharged 6.2L V8 engine is SAE-certified at 650 horsepower at 6,400rpm and 650 lb-ft of torque at 3,600rpm.
The new LT4 engine (seen here) isbased on the same Gen 5 small blockfoundation as the Corvette Stingray’sLT1 6.2L naturally aspirated engine,incorporating several unique fea-tures designed to support itshigher output and the greatercylinder pressures created byforced induction, including:
•Rotocast A356T6 aluminum cylinder heads thatare stronger and handle heatbetter than conventional alu-
minum heads;• Lightweight titanium intake
valves;• Machined, forged powder metal
steel connecting rods for reduced re-ciprocating mass;
• A high 10.0:1 compression ratio– for a forced-induction engine;
• Forged aluminum pistons with
unique, stronger structure to ensurestrength under high cylinder pressures;
• Stainless steel exhaust manifoldsand an aluminum balancer that arelighter than their LT1 counterparts,
• Standard dry-sump oiling system with a dual-pressure-controloil pump, and
• A new 1.7L supercharger thatspins at up to 20,000 rpm – 5,000 rpmmore than the supercharger on theCorvette ZR1’s engine.
Read more on these two engines, aswell as other news stories gearedtoward engine builders, atwww.EngineBuilderMag.com
10 July 2014 | EngineBuilder
Industry News gFollow us on
Circle 10 for more information
6-10 News July 7/15/14 11:54 AM Page 10
Circle 11 on Reader Service Card for more information
11 Elgin_Layout 1 7/15/14 10:39 AM Page 11

Organize and Save Organizing your parts inventory inyour shop, building or warehouse isdifficult whether it's a few pieces or afew thousand parts.
Start by thinking about what it'sgoing to take to find that part later on.Have an area set aside for just parts,arrange it in categories and decide ifshelves, wall hooks or a combinationwill work best. Because none of us aregetting any younger and the numberson the boxes seem to be gettingsmaller and smaller, we try to use thebottom shelf for only large boxes orover-stock items. There's nothingmore annoying than ordering a partand then finding you had one in acorner later on. So keep them closeand easy to find to save money andtime.
Ken MarlarSterling Engine PartsMinneapolis, MN
More on Cam Gear ClearancesI recently read a Shop Solution aboutusing a cam and cam gear to test forgear to block clearance on late, smallblock Chevys. For years we’ve used analuminum hub that's .002” under cambearing bore size so a guy can do itwhen the block is stripped and cleaned.We turned down the scrap aluminum
in our shop on the lathe, where it wasalso drilled and tapped. This can saveyou from damaging a new cam bearingand it is much easier to handle than agear with the camshaft hanging off of it.
Randy TorvinenTorvinen's MachineMenahga, MN
Yes, I’m in 100% Many years ago, before I got into theengine business, I met an attorney whotold a story that made sense then andstill applies today. He said, “When Irepresent a defendant, I get paid 100percent up front, that way I only haveto worry about keeping my client outof jail as opposed to both getting paidand keeping him out of jail. If I have toworry about both, I’m going to worrymore about getting paid.”
This applies today to many of ourmachine shop customers. Many timeswhen I call on machine shops, I seejobs that are finished and just waitingto be picked up (and paid for) whichcreates a cash flow issue for themachine shop owner. They paid forthe parts and the labor to build theengine and are forced to wait for theircustomer to come up with the cash.
I do have a few customers who usethe old attorney system of getting paid100 percent before starting the job.Those shops can worry 100 percent ofthe time about building the best enginepossible and delivering it on time,rather than being paid, and theircustomers know it.
If your customer can’t afford to payfor the entire job before you start, whatmiracle to do you expect to happen forhim to come up with the balance aweek later when the job is done?Consider a 100 percent deposit on thejob, and focus on completing the jobon time, as promised.
Mark D. SarineEngine Rebuilders Warehouse, Inc.Dania Beach, FL
Engine Bearings: Frictionand Pre-Lubrication IssuesOvercoming friction is essential tosuccessful bearing service. In order tounderstand friction, we must take aclose-up look at a “smooth” surface.If we were to take a cross-section of a
polished piece of metal, we wouldsee that even a ground and polishedsurface has peaks and valleys (Ifmagnified, picture two files rubbingtogether).
Measuring these peaks and valleyswith a precision electronic instrumentis how surface finish is determined.When two surfaces come together,the peaks make contact. Under load,the peaks tend to weld together. Thisis often called “micro-welding.”Sliding the mating surfaces acrosseach other requires that these tinywelds be broken apart. This isfriction. As the peaks are torn apartheat is created and tiny particlesbreak off causing what we commonlyrefer to as wear.
With very few exceptions, enginebearings rely on hydrodynamiclubrication for successfulperformance. What that means is, inoperation the shaft floats on a thinfilm of oil. This is what keeps frictionand wear to a minimum. Thickness ofthe oil film depends on a number ofvariables within the engine such asload, speed and oil viscosity. Oil filmthickness should not be confusedwith clearance, which is the spacebetween the shaft and bearing.
Although the entire clearancespace may be filled with oil, the shaftis forced off center by engine loads.This causes the shaft to operate veryclose to the bearing on one side of theclearance space. Generally speakingminimum oil film thicknesses in thisloaded area of the bearing aretypically in the range of only .0001”to .0002”. Even though theseminimum oil film thicknesses arevery small, engine bearings can havean almost unlimited life if properoperating conditions are establishedat assembly and maintainedthroughout the engine’s service life.
The engine's oil film is generatedby shaft rotation. At rest the shaft andbearing are in contact. On start-upthe shaft rubs the bearing briefly.Running, the shaft pulls oil from theclearance space into the wedge shapedarea between the shaft and bearing.The oil wedge lifts the shaft away fromthe bearing and supports it duringengine operation. The force exerted by
12 July 2014 | EngineBuilder
12-13 Shop Solutions 7/15/14 11:52 AM Page 12
the oil wedge must be sufficient to offset the load applied bythe engine or the oil film will collapse resulting in contact.
Because oil must be present in the bearing clearance space inorder for the shaft to build an oil film, pre-lubricating an enginebefore initial start-up is extremely important. Even thougheverything inside the engine was coated with oil at assembly, oil can bethrown off rather quickly once the crankshaft starts spinning.
Actually pumping oil through the engine’s oil galleries is the onlyeffective way to pre-lubricate the engine. This can be done on someengines by actually driving the oil pump with an old distributor shaft or oilpump priming tool in an electric drill. Where this is not feasible, supplyingpressurized oil from an external source is the best way. Attach a hose fromthe oil source to the engine’s main oil gallery where the oil pressure-sendingunit mounts. Pre-lubing in this way will prime the pump and filters and fillall oil passages. — Engine Pro Technical Committee with thanks to Mahle Aftermarket Inc.
EngineBuilderMag.com 13
Shop Solutions –The Power ofKnowledge
Engine Builder and Engine Pro presentShop Solutions in each issue of EngineBuilder Magazine and at enginebuilder-mag.com.
The feature is intended to provide machine shop owners and engine tech-nicians the opportunity to share theirknowledge to benefit the entire industryand their own shops.
Those who submit Shop Solutions thatare published are awarded a prepaid$100 Visa gift card.
Engine Pro is a nationwide network ofdistributors that warehouse a full line ofinternal engine components fordomestic and import passenger car,light truck, heavy duty, industrial, marine, agricultural and performance applications.
They also produce engine parts underthe Engine Pro name that offer premiumfeatures at an affordable price.
Circle 13 for more information
12-13 Shop Solutions 7/15/14 11:52 AM Page 13

In our industry and business, onething that has not changed is theinconvenience and total disruption
to progress and profits brought alongby a comeback. Unfortunately,“Failure Happens.” This might just bethe next must-have bumper sticker. Itcould address our teenagers, ourgovernment and the occasionalwarranty.
I won't address my teenagers andyou don't want to get me started onthe government here, so let's addressthe warranty. What do we do whenwe have a failure? We blame thefailed part of course!! Why not? It'sright here in front of us and it hasobviously failed. It should be in onepiece, but now it's two. It used tohave a smooth finish, but now it lookslike molten metal. It used to sealcombustion in, but now there aremetal rings exposed and gasketmaterial is missing. Or maybe thelobes used to all be the same, but nowsome are flat.
Isn’t it funny how we can read thisand immediately recognize problems,but when it happens to one of ourown engines the perspective changes?Immediately we eliminate anydimensional issues. Every machinedsurface is perfect, every torque specmet and every lifter was rotatingfreely in the block. Not to mentionproper break-in procedures, pre-oilingand correct lubricants are beyondreproach. No sir, I'm quite convincedit was the part. After all, these thingshave worked for me in the past.Hence, they cannot be a problem inthis case.
Before you pick up the phone tocall your supplier and start pointingfingers, I'd suggest a little selfexamination. Check everything. Askyourself, “If I was hired to examinethis engine built by another shop and
it had this failure, what would I belooking for? What could that builderhave done wrong to create thisproblem?” Again, it's perspective. Ifyou are willing to except the fact thatsomething may not have been rightwhen it left your shop, you will be alot less prone to overlook a potentialproblem and less surprised when theparts manufacturer points outsomething you missed that may havecaused the failure.
I had a recent example of amachining mishap. A good friend andshop owner was telling me about acurrent project. A regular customer ofhis thought he'd save some moneyand had bought a so-called “crateengine” off the web. It had come froma shop near me and my friendthought he needed to share what goeson out there in the machine world.
This engine had some good partsand what the consumer had felt was afair price. For reasons unknown, hedecided to bring the engine in andjust have it checked out beforeinstallation in his project. Firstobservation was less then impressive,but this was from someone who isextremely meticulous. But it wasn'tuntil he put the dial-bore gauge into acylinder that the true problem wasfound. Somehow a cylinder bore thatshould have measured 4.030” was anadditional .003” oversize. Thecylinder bore was already worn outand the engine had not been fired.
Now. I still don't know what shopnear me this motor came from, nordo I want to know. To my friend, thiswas just an example of what mightbe going on in the rebuildingindustry to give us all a bad name.What I see is just an example of howwe might think everything is perfectwhen in fact it is not. After all, sevenholes were perfect.
Was someone in a hurry,distracted or interrupted? I don'tknow, but the fact is one in eightwere not right. You could apply thisobservation to head, rod or main bolttorque, crank journal grinding andpolishing, piston ring installation andso on and so on.
Any time you have multipleoperations, the odds go up that onemay not be correct. Whether it's onein eight, or one in 34, the odds areagainst you if you are not 100 percenton your game when machining orassembling an engine.
Before we get to installationproblems and pre-existingconditions, let’s address problemareas you may not normally have tomeasure or machine and may betaking for granted. After 40+ years inthis business, I've heard a lot ofstories and heard about a lot ofproblems. I will not say I've heard itall. Let's just see what tomorrowbrings.
Recently, right here in the pages ofEngine Builder there was a “ShopSolution” based on technicalinformation from Mahle-Cleviteabout camshaft bearings.
In that tip, I was surprised to learnthat just about every enginemanufactured to use cam bearingshas the original semi-finishedbearings bored to size in the cylinderblock. After all these years of phonecalls about cam bearing installationproblems, I finally get the picture.Those bores and the bore alignmentdid not need to be perfect from thefactory. But it does need to be perfectto install new finished machined cambearings.
So if you don't check the cam borediameter before you install thebearings, you shouldn't be surprisedwhen you have troubles getting the
14 July 2014 | EngineBuilder
CONTRIBUTING EDITOR Dave SuttonTale
s Fr
om T
he W
D
“Failure Happens.”
14-18 Tales WD 7/23/14 2:48 PM Page 14
MOHAMMAD SAQIBowner, AutoTecx
/// Shop Referral Program. Just one more extra mile we go for guys like Mohammad.
Hear more from Mohammad and get 5% off all online orders for 90 days* at AutoZonePro.com/shoptalk.
*Excludes sales tax. See website for details.
15 AutoZone 7/15/14 10:38 AM Page 15

new bearings in the hole, or when thecam won't go into the newly installedbearing or won't turn freely. This is afact and you have only two choices. Youcan check the bore before installation, orafter you've destroyed a new bearing.
On the subject of cam bearingalignment, I was once asked to call on avery high performance shop that wastrying to build high horsepower,dependable small block Chevy enginesunder the then new 2-bbl carburetorrules. The rules also called for the use ofstock blocks. To meet his goals thisbuilder knew he had to look at everyaspect of the engine and needed toextract as much power from eachcylinder as possible. Through somemeticulous measuring, he found thatthe cam tunnel rarely followed the mainbearing tunnel exactly.
To fix this problem, he setup andalign-bored cam tunnels parallel to themain bore. In some cases it took carefulsetup to correct the problem accuratelywith a .040” oversize bearing. Thismeans the bore was off in one or moredirections as much as .020”.
I could not help but apply thatknowledge to camshaft failure. If yourcam tunnel is going down and out at asmall angle away from the front of theengine, how does this affect the camlobe taper and lifter face radius thatkeeps the lifter turning? Throw in somelifter bore variance and who knowswhat the total stacking of these angleswill produce.
In another example I had a chance tolook a big block Chevy cylinder blockthat had seen maybe 100,000 miles ofservice as a stock engine before itbecame a high performance project thatcontinually ate every performancecamshaft the shop installed. It wasn'tuntil the motor was finally pulled fromthe car and inspected that it wasdiscovered how far the lifter bores wereout of alignment with the cam lobe. Thedistributor gear hit the cam gearcorrectly and the timing chain wasaligned and straight, but when you puta light down the lifter bore you mayhave been as surprised as we were tosee only about half of the cam lobe. Ithad somehow survived with stockspring pressure, but ate itself up whensubjected to a performance grind andhigh pressure springs. Needless to say,this all started with a claim of a “soft”camshaft.
Today, it doesn't just seem engines
are lasting longer, they are lastinglonger. At one time we were impressedif an engine went 100,000 miles withoutmajor repair. We could also bank on thefact that once they reached the six-digitmileage they were ready for a rebuild.Somewhere along the way, someonethrew a wrench into the works. Asecond industrial revolution was uponus. The electronic revolution infiltratedour grocery getters. After a brief periodto sort things out, modern electronicshave made a huge impact on the life ofthe internal combustion engine andconsequentially on our businesses.
Like most things, when everything isin good order, great results happen. Ifyour computer, ignition system, fuelpump, injectors and all the electronicsensors and components are workingproperly, long service, good fuel
mileage and good performance happen.But what happens when any part of thesystem goes bad?
At this point there is a good chancethe engine will end up in your shop. Tostart, you teardown the engine, find thesource of the oil consumption, the causeof the noises coming from inside or thefailure. We estimate, machine, acquirethe needed parts and assemble anengine that is as good as or better thanthe day it left the factory. Yet, we canstill have a comeback. “How in theworld can this happen to me? Whathappened?”
I'd say we are asking questions at thewrong time. I ask,” Why did the enginecome in to the shop in the first place?What failed and why?” Given thatmany engines make it 250,000 to 300,000miles, why didn't this one? Then I'd ask,“Did that cause a failure the secondtime?” If the engine had a bad injectorand was running lean in one hole, wasthis addressed before these parts were
bolted on to the new engine? Several years ago, the Windsor style
Fords suffered from a crossfirecondition that would cause detonationand destroy pistons. More than once Iheard about failures that were tracedback to unrepaired or replaced ignitionwires that caused the remanufacturedengine to fail just like the first.
The new modular Ford V8s havebeen known to have catastrophicfailures that send debris back up intothe intake manifold and plenum. It's nomystery that this debris will make itsway back into the new engine if themanifold and plenum are not cleanedproperly. Detonation was a problem forthe early version of these motors. Theengine controls that were at fault andcaused the failure will become equalopportunity destroyers for enginenumber two, as will any debris.
I was recently contacted aboutsuch a failure. To make matters worse,this engine is supercharged. Therewere problems with the first engine.The car was sold off cheap as a projectfor some unsuspecting buyer. Within60 miles the new engine grenaded apiston. There is not enough of thishypereutectic piston left to reallyexamine to determine whathappened. All eyes and blame are onthe piston. A lack of understandingthat though they may be tougher thana traditional cast piston, a “hyper”piston is still a cast piston, and if you
hit it with a hammer, it will shatter likeglass.
I do know that there are seven otherpistons that look good, and since theywere all made at the same time, allfrom the same batch, it is not fair tosimply blame the piston. I fear that theoriginal problem that caused a failurewas never addressed. Add a little boostand you have catastrophe.
Now there is nothing the partsmanufacturer and the parts distributorhas any control over here. Granted, youcould say the same for the enginebuilder who did not do the install. I donot know if he even installed themanifold. But now the car owner isupset, ignorant to the fact that it tooksomething more than an act of God todestroy the piston.
In the mess that ensued, who couldidentify any additional foreign matteramongst the piston fragments to blamefor contacting and destroying the newslug. More likely it is something in the
16 July 2014 | EngineBuilder
Tales From The WD
14-18 Tales WD 7/23/14 2:48 PM Page 16
Circle 17 on Reader Service Card for more information
17 Federal Mogul_Layout 1 7/15/14 10:35 AM Page 17
controls for the fuel or ignition systemthat caused this. If I understandcorrectly, the install and initial firing ofthe new engine was done by the carowner and a buddy – not a professional.I can only hope a “Pro” would havethought to look into what caused thefirst failure, but I am not very confidentthis would've been the case.
There is also the stark comparisonbetween the failure rates for someP.E.R.'s verses custom builders. Thecustom builder gets a chance to look atthe original engine and hopefully askand detect what caused the failure.
Not so the P.E.R. He may not see thecore motor for a week or more after hedelivers his remanufactured product. Itgenerally goes to a teardown room andno one thinks twice about thecondition of this “core.” This is amistake in my mind. If a closeinspection was performed and anycause and effect noted, this could beused to protect you from any futurefailure claim. So when given thechance up front, there is really noexcuse for the custom builder to not
ask and note problems right from thestart. If anything is found that mayhave caused the original motor to fail,it might be noted on your work order.It should be stipulated that the enginecarries no warranty if this condition isnot fixed before the new engine isfired.
At this point, we've made sure all ofour machining processes and ourassembly was flawless. All the ignitionand fuel system components check outwell. We've also verified that theoriginal engine failure was completelydifferent and unrelated to the warrantycondition. So now we have no place toturn but to look at a possible partfailure. If this is the case, handle itcorrectly.
Get the required warranty claimform from the part manufacturer. Fill itout completely. Supply all the requiredreceipts pertaining to the originalengine job and installation, and all thereceipts for the current repair. Createthe perfect paper trail. Show thateverything was done correctly andoutline exactly why it could only have
been a part failure. Submit everythingfor inspection and be patient. Usuallythese things take time.
One last suggestion, do not puttogether a request for the most amountof reimbursement, with the thoughtsthat you'll be happy with what you get.I have been far more successful withclaims that were fair or even a little lessthan fair.
Put together a parts list; do not addtax or any other shop fees. For labor,use book time and a $35-40.00 per hourcharge. Enough to cover you or youremployee's time. This is not somethingthat will be profitable. There is a cost todoing business, and in this case itmight be a small loss of your time. Thistoo must be explained to the installer.The best that can happen for all is totry to make it right for the consumer.
Get the job done and get theirvehicle back on the road. Thereimbursement, whatever it will be,may or may not come in time.Sometimes things are out of ourcontrol.
Sometimes, “Failure happens.” ■
18 July 2014 | EngineBuilder
Tales From The WD
Circle 18 for more information
14-18 Tales WD 7/23/14 2:48 PM Page 18

Circle 19 on Reader Service Card for more information
19 Eagle Specialty Products_Layout 1 7/15/14 10:34 AM Page 19
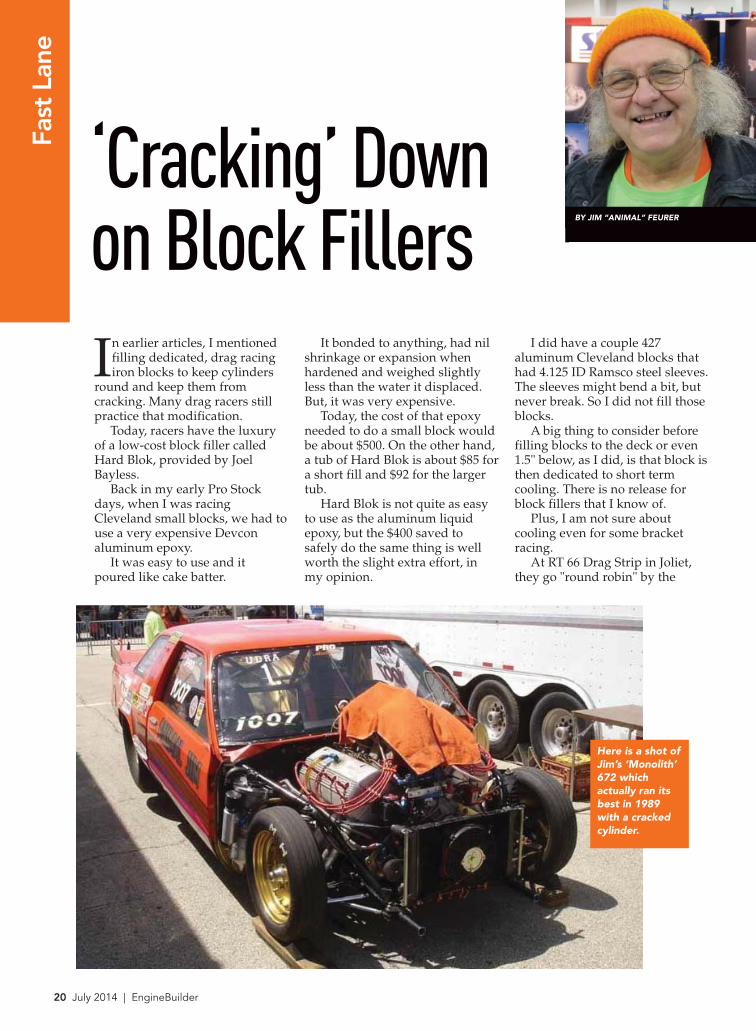
In earlier articles, I mentionedfilling dedicated, drag racingiron blocks to keep cylinders
round and keep them fromcracking. Many drag racers stillpractice that modification.
Today, racers have the luxuryof a low-cost block filler calledHard Blok, provided by JoelBayless.
Back in my early Pro Stockdays, when I was racingCleveland small blocks, we had touse a very expensive Devconaluminum epoxy.
It was easy to use and itpoured like cake batter.
It bonded to anything, had nilshrinkage or expansion whenhardened and weighed slightlyless than the water it displaced.But, it was very expensive.
Today, the cost of that epoxyneeded to do a small block wouldbe about $500. On the other hand,a tub of Hard Blok is about $85 fora short fill and $92 for the largertub.
Hard Blok is not quite as easyto use as the aluminum liquidepoxy, but the $400 saved tosafely do the same thing is wellworth the slight extra effort, inmy opinion.
I did have a couple 427aluminum Cleveland blocks thathad 4.125 ID Ramsco steel sleeves.The sleeves might bend a bit, butnever break. So I did not fill thoseblocks.
A big thing to consider beforefilling blocks to the deck or even1.5" below, as I did, is that block isthen dedicated to short termcooling. There is no release forblock fillers that I know of.
Plus, I am not sure aboutcooling even for some bracketracing.
At RT 66 Drag Strip in Joliet,they go "round robin" by the
20 July 2014 | EngineBuilder
‘Cracking’ Downon Block Fillers
BY JIM “ANIMAL” FEURER
Fast
Lan
e
Here is a shot ofJim’s ‘Monolith’672 which actually ran itsbest in 1989with a crackedcylinder.
20-24 Fast Lane 7/23/14 2:52 PM Page 20
Circle 21 on Reader Service Card for more information
21 Motovicity Distribution_Layout 1 7/15/14 10:33 AM Page 21

semis. For Pro Stock, it was OK.We towed back and had at leastan hour between rounds.
Before Hard Blok, manyracers and engine buildersexperimented filling blockswith various substances. Many hadsome very shocking and ill effects.
Way back about 1982, I had acustomer's block someone filledwith some sort of industrialequipment, concrete type grout. Likeconcrete, the substance had beenmixed with water.
I chased little dots of rust, notonly on the outside of the block, butalso on the nice cylinder bores I hadtorque honed. I had to wait weeks toassemble that engine before thatblock quit bleeding those tiny rustspots.
In the early ‘80s, another negativeblock filling result I experienced waswhen my good 427 aluminum blockwas hurt. In desperation I acquired aCleveland block from some joker inIndy that had talked me into tryingit in my own racecar.
He had sleeved every cylinderand filled it 3/4 of the way underthe deck with fiberglass resin andhardener. The block was then boredand honed to 4.125. I put it togetherusing new special order BRC 4.125pistons and Brooks windage rods.For a crank I borrowed my 3.625
stroke crank from my 370"engine. With 4.125 bore and3.625 crank I created 388 CI. Ithad great rod ratio.
This was the AHRA NitrousSmall Block Pro Stock era. Mynext race was the AHRASummer Nationals at KansasCity.
First run with the 388 –wow!! That combo felt asstrong as my aluminum 427.
Suddenly,half into therun, myZephyrnosed overand my carfilled withoil smoke.No burntaluminumsmell? Justoil. Oil waseverywhere.
Weswitchedengines tomy back up,the 409"iron, Devcon
filled Cleveland, and got throughthe weekend with a semi-final finish.
When I got back to my shop inLacon, IL., I pulled that hurt 388”engine apart. The sleeved bores werewacked out of round so bad thepistons were scored above the ringpackage from rubbing the extremelydistorted cylinder walls.
Apparently that sleeved, bored to.125 over, and resin filler methodwas a failure. Hard Blok was not onthe market till 1986, so it was back tothe high dollar Devcon liquidaluminum epoxy.
When I switched to Mammothmotors in ‘84, those 4.625 borecylinders in the A/R aluminumblocks maintained integrity prettywell, until we started using nitrousin those engines.
By ‘87, I started running as anOutlaw Pro Stock, using nitrouswith my 672" A/R Ford Boss Hemiwe named the "Monolith." Theblock, like my next four mammothengines, was an aluminum AllenRoot design with 11.2 deck. Whenusing nitrous, the inboard cylinders2 & 3 and 6 & 7 would go out of
round .003” to even .005”. Theproblem was the thin aluminumbetween those center cylinderswould crack. In some cases thecracks would eventually travel theradius to the main saddle bosses.Then a welding repair was in order,including reinforcement between thecylinder sleeves.
When only “freshening up” thestill useable engine with out ofround cylinders, I would hone witha deck plate using a course stonewith light pressure so the stoneswould trim the high spots.
Too much pressure and too finestone, the hone would just followthe irregularity and make mattersworse. It was tricky. With patience Icould get the distortion to just under.001 and still keep useable pistonclearance. Once that was reachedthen a light as possible plateau hone.
When ordering pistons for nitrousor power adder engines, I alwaysordered several extra pistons inprogressive sizes to counter futureexcessive piston to wall clearance.
Another too loose clearance fixwas to knurl the pistons on mytrusty Perfect Circle piston knurlingmachine. Knurling does work. Evenon race engines.
Those sleeves used in the A/Rblocks were not prone to cracking.Like the Ramsco sleeves in myearlier aluminum Cleveland blocks,they would bend, but not break.
However, somehow I managed tocrack one of those sleeves. I had fiveA/R Boss Hemi's since 1984. So onecracked liner in all that time is nottoo bad.
While starting on a routinefreshen, intending to install newaluminum rods, I discovered #2cylinder with a small crack. Thecylinder with the crack, when leakeddown, tested the same as the rest forcranking compression. All were190/195. The engine had beenrunning fine. Plugs looked perfect.
The perpendicular crack startedjust below the top lip and went about.500 down.
I had put my recently freshened666" engine "Damien" in the Zephyrfor two USSC contracted bookings.
I wanted to take the Monolith forbackup. We were running out of time.
I reasoned that engine was
22 July 2014 | EngineBuilder
Fast Lane
This is the Cleveland blockthat a customer from Indi-anapolis had filled with afiberglass resin. The enginenever got through the quarter-mile. The cylinderswere wacked out of round sobad that the pistons grabbedthe cylinder walls above thering package. Note thetapped hole for a drain cock,two inches below deck.Unfortunately, this poor oldblock just sits around andrusts. I fear to resize thecylinder or replace sleevesfor fear that the resin mayreact again.
20-24 Fast Lane 7/15/14 11:50 AM Page 22

Circle 23 on Reader Service Card for more information
23 Engine & Performance Warehouse_Layout 1 7/15/14 10:31 AM Page 23

running ok with that crack. No tellinghow long it had been that way. It hadnot been apart for 30 runs. If we needit for a few runs it should be OK.
No time to fix it, the rods haveonly 30 runs, so I put the heads andintake back on and got it ready toload in the travel crate.
Another problem arose. Zeke, myracecar, was still on the stands. I hadstarted Damien earlier. I still neededto tweak the NOS/Animal nitrousfogger system.
In doing so I warmed the engineup again, cranked the throttle enoughto burst the nitrous. Whooom! After Idid, smoke started pouring out thedriver side header big time. Oh man!I had hurt a piston.
Later, I found when I burst thenitrous # 6 had cracked the ring landabove # 2 ring groove. I foundseveral like that with nitrous enginesduring my many years. The landcracks behind and away from thepiston. You cannot see it. To check,use a small screw driver in theupper and lower ring grooves, and
carefully apply pressure up anddown. If that land is cracked behindthere, it will move.
We needed to get wrapped upand on the road to Englishtown, NJ,nearly 1,000 miles away. No time tofix Damien. My regular crew helpthat was to go East with me, and afriend, were already here at myshop. We changed engines, puttingthe Monolith with the cracked sleeveliner back in, started the engine andit ran fine. (I refrained from burstingthe nitrous!)
We got to Englishtown in the nickof time for the Wednesday “Night ofFire” and ran the best times andMPH ever with that old Zephyr andthe Monolith with a crackedcylinder. We looked at plugs everyrun. They were storybook examples.All exactly perfect readings.
On Saturday night, our USSCCircuit was booked at Atco, NJ. Wehad time when we got there andpulled the passenger side head off.
I measured the crack with amachinist 6-inch ruler. The crack had
moved about .060” further down.We had made four full hard runs. Idetermined the crack must havemoved .015” a run. We put theMonolith back together. We ran ourUSSC Chicago style program andgot in the finals. We ran well, but notas well as Walter Henry.
We went back home and checkedthe crack. It had moved down .060”more. We had made four more runsat Atco.
Cranking compression was stilleven at 190+.
We had a UDRA finals at GreatLakes that coming weekend and Icapped the UDRA championship forthe second year in a row, winningOutlaw Pro Stock with the Monolithand the cracked cylinder.
When I later removed thepassenger side head at my shop, Imeasured the crack. You guessed it.The crack had moved down another.060”.
We had made four more greatruns at Great Lakes. ■
24 July 2014 | EngineBuilder
Fast Lane
Circle 24 for more information
20-24 Fast Lane 7/15/14 11:50 AM Page 24
Circle 25 on Reader Service Card for more information
25 Lubriplate_Layout 1 7/15/14 10:30 AM Page 25

When it comes tomachining late modelengines, tolerances are
generally much tighter and finishesoften have to be much smoother tomeet original equipmentspecifications.
If you're doing performancework, there's even less margin forerror. Consequently, you need up-to-date equipment and tooling thatcan hold close tolerances and de-liver high quality fin-ishes while boostingproductivity at thesame time.
Most of today'sboring, honing, resur-facing and valve andguide machines havethe speed, rigidity and accuracy toachieve these kind of results, butthey also require tooling that canmatch the performance capabilitiesthese machines are designed to de-liver.
Carbide has served theautomotive engine buildingindustry well for many years, andit is still an affordable option forshops that can't afford the higherinitial cost of superabrasives, likePCD (PolyCrystaline Diamond)or CBN (Cubic Boron Nitride).
Carbide was first introduced
way back in the 1930s for cuttingcast iron and steel. There arevarious types of carbide includingtungsten carbide and titaniumcarbide.
Small particles of carbide arebonded together with cobalt in asintering process to manufacturevarious types of tool inserts, drillbits, end mills, ball mills, cuttingtools and reamers.
The toughness and durability ofa carbide tool will
depend on the type of carbide, howmuch cobalt, nickel, molybdenumor other metals are in the alloy,whether the tool is solid carbide ora cemented carbide over a steelsubstrate, and whether the tool hasan outer coating.
For some applications such as afluted reamer for bronze ormanganese valve guides, plaincarbide often works best. But, forreaming cast iron guides, a coatedcarbide may be better.
26 July 2014 | EngineBuilder
Cut to the Chase:Looking Into Cutting Tools andAbrasives for Today’s Engine WorkC
utti
ng T
ools
PolyCrystaline Diamond(PCD) tooling works best onaluminum, while Cubic BoronNitride (CBN) tooling is bestfor surfacing iron.
High speed CNC portingtooling requires plenty ofcoolant to flush away chipsand to carry away heat.
BY LARRY CARLEY, TECHNICAL EDITOR
26-31 Cutting Tools 7/15/14 11:50 AM Page 26
Circle 27 on Reader Service Card for more information
27 NPR of America_Layout 1 7/15/14 10:30 AM Page 27

For milling and boring cast ironand aluminum heads and blocks,carbide works well on both.
But, carbide has more of achallenge cutting harder metals suchas ductile iron and CompactedGraphite Iron (CGI).
The harder the metal, the fasterthe tool wears and the more oftenyou have to replace your tooling.
It's the same story with cuttingspeeds. The higher the cutting speed,the more heat that's generated andthe shorter the tool life.
Coated carbides hold up betterthan uncoated carbides, and somecoatings have been speciallydeveloped for machining ductileiron and CGI.
Even so, CBN would probably bethe best choice for machining theharder grades of iron because of itsincreased toughness and tool life.Even though the initial cost of CBNis higher than carbide, CBN canactually save you money in the longrun because the tooling lasts longer.
If you're boring cylinders in castiron engine blocks, carbide worksfine, as long as you keep the speedand depth of cut within limits.
The best results are typicallyachieved with a boring speed of 400RPM with standard carbide tooling.At that rate, you can probably bore40 to 50 cylinders before you have toreplace or rotate the tooling.
On the other hand, if you areusing a high speed boring machine,you'll have to use CBN becausecarbide just won't hold up at highercutting speeds.
With CBN and high speed boringequipment, you can bore a cylinderin 30 to 40 seconds at 1,200 to 2,500RPM. The only drawback to fasterboring speeds is that may leave arougher surface with fractured metalthat will require additional honingto get it down to base metal for aproper surface finish.
The best choice for machiningaluminum blocks and heads is PCD.Aluminum chips tend to stick toCBN, but not PCD, so if you don'twant to use some type oflubricant/coolant when machiningaluminum, use PCD inserts toachieve the high quality finish youwant.
Like CBN, PCD is extremely hardand provides long tool life, but it canreact chemically when used on iron,and lose its cutting edge.
If you want to use CBN toresurface aluminum, a light coatingof soap, wax or WD-40 can preventthe aluminum chips from sticking tothe CBN tooling and smearing thesurface.
To achieve a high quality finishwithanytypeof
tooling, use a higher cutting speedand lower feed rate with a veryshallow cut on the final pass (lessthan .001 inch). With a single insertcutter spinning at 1,000 to 1,500RPM, keep the feed rate under twoinches per minute. This shouldproduce a surface finish in the lowteens (RA or Roughness Average).
Just as important as using theright tooling, speeds and feeds is therigidity of the equipment itself. Toachieve today's flatness andsmoothness requirements, a surfacermust be a very rigid machine. The
28 July 2014 | EngineBuilder
Cutting Tools
Line honing a cylinder block isnecessary for proper borealignment and geometry.
26-31 Cutting Tools 7/15/14 11:50 AM Page 28

work table, cutting head, shaft andmotor must all be strong andconstructed to extremely tighttolerances.
Any flexing or movement in theseparts will affect the quality of thesurface finish regardless of the typeof inserts you are using.
So, if you're not getting the kindof surface finishes you want, don'tblame the inserts you are using. Itmight be the equipment itself.
High-Tech Tool CoatingsThe science of coatings has come along way in recent years. Coatingsgenerally improve tool durabilityand wear resistance significantlycompared to uncoated tools. Somecoatings can extend tool life up to10X or more.
Coatings can also reduce theamount of power needed to cutmetal while reducing heat buildup inthe tool and on the work surface.
Coatings such as Titanium-Carbo-Nitride (TiCN) and
Zirconium-Nitride (ZiN) may beused to add wear resistance.Titanium-Nitride (TiN) is a goldcolored coating that may also beused for wear resistance. AluminumOxide (alumina or Al2O3) orZirconium-Oxide (ZrO2) may alsobe used to provide thermal andcorrosion protection. Some insertshave multiple coatings to providemultiple benefits.
Coatings may be applied by aChemical Vapor Deposition (CVD)process or by a Physical VaporDeposition (PVD) process. Coatingsapplied by a CVD process areusually thicker, provide increasedwear resistance and usually moresuitable for higher cutting speeds.CVD is often used to apply TiCNand Al2O3 coatings on tools.Coatings applied with a PVD processmay be extremely thin (only 0.25 to 5microns thick), but leave a sharpercutting edge best suited for slowercutting speeds. PVD coatings areoften used on solid carbide tools as
well as positive rake inserts. PVDcoatings also work well on insertsused for intermittent cuts (likeresurfacing cylinder heads).
Coatings obviously add expenseto manufacturing of tooling, butwhen you consider the advantagesthat coatings often provide (longertool life and better surface finishes),they are well worth the cost.
The best advice is to follow thetool supplier's recommendations forwhich type of coatings will workbest for a given application.
Cutting Valve SeatsThe majority of cylinder heads todayare aluminum, which means theheads may have to be machined toaccept new valve seats and/or valveguides if the original parts are looseor damaged.
Valve seats are typically refin-ished with multi-angle valve seatcutters which include 3-angle, 4-angle, multi-angle and even continu-ous curve bits. Guides can be reamed
EngineBuilderMag.com 29
Cutting Tools
Circle 29 for more information
26-31 Cutting Tools 7/15/14 11:50 AM Page 29

to oversize to accept valves withoversized stems, or enlarged to ac-cept valve guide liners or newguides.
Tungsten carbidevalve seat cutters withvarious angle profilesand diameters havemade valve seatfinishing into a one-step operation, even formulti-angle valve jobs.Individual seat anglescan still be cut the "old fashionedway" using several single anglecutters, but why make extra work foryourself if it can be done in a singlestep with a multi-angle cutter?
Honing AbrasivesHoning abrasives may be used forline honing main bores and cambores as well as cylinder bores.
Honing may be multi step aswhen rough honing followed by fin-ish honing, or it may be used follow-ing a boring operation to smooth thebores to final dimensions and surfacefinish specifications.
One of the concerns with cylinderhoning is tool flex and the problemsit can create in the bore geometryand finish. For some operations, ahoning abrasive that cuts freely maybe more important than thelongevity of the honing stones.
Thinner stones combined withhoning heads that are more closelymatched to match a specific borediameter rather than a broad rangeof bore sizes is a current trend inshops today.
According to one supplier ofhoning stones, most engine buildersare using metal bonded diamond orCBN honing abrasives rather thanconventional vitrified abrasives suchas silicon carbide or aluminum oxidefor their honing operations. Siliconcarbide works well with ordinarycast iron, while aluminum oxide isbetter for harder alloys.
Conventional vitrified abrasivescut cleanly and do an excellent job offinishing cylinders – as long as youuse the right honing procedure toachieve a bore finish that meets OEMspecs or the ring manufacturer'srequirements. But, conventionalhoning stones also wear quickly, so
you have to constantly monitor thehoning process and compensate forstone wear to keep the bores roundand straight.
By comparison, diamond andCBN honing abrasives wear verylittle so they cut more consistently.This usually allows more uniformfinishes and better overall results.
A set of conventional vitrifiedhoning stones might handle up to 30V8 blocks (240 to 260 cylinder bores)before they're worn out and have tobe replaced.
A set of metal bond diamondhoning stones, on the other hand,might do as many as 1,500 V8 engineblocks (12,000 cylinder bores) beforethey have to be replaced. That's ahuge difference!
So, although the initial cost of thediamond honing stones is muchhigher than conventional honingstones, their longer service life morethan makes up the difference overthe long run.
Because diamond is a hardermaterial and wears more slowly thanconventional abrasives, it cutsdifferently and requires morepressure.
Diamond tends to plow through ametal surface rather than cut throughit. This can generate heat anddistortion in the cylinder bore if thewrong type of equipment, pressuresettings or lubrication are used in thehoning process.
When done correctly, though, itcan actually improve bore geometry
30 July 2014 | EngineBuilder
Cutting Tools
Carbide or diamond honingstones can both deliver a high-quality finish. Diamond stonescost more initially, but canhone far more cylinder boresand with greater consistencythan the carbide units.
26-31 Cutting Tools 7/15/14 11:50 AM Page 30
by producing a rounder, straighterhole.
Diamond is also good for roughhoning cylinders to oversize becauseit can remove a lot of metal fast.Finishing requires at least a two-stepprocedure, otherwise the surface willbe too rough.
If you're switching fromconventional stones to diamond,you'll generally have to use a highernumber grit to achieve the same RA(roughness average) when finishinga cylinder.
For example, if you have beenusing #220 grit conventional stonesto finish cylinders for chrome rings,the equivalent diamond stones mightbe a #325 grit.
If you have been using #280 gritconventional stones to hone for molyrings, the diamond equivalent mightbe #550 grit stones. The actualnumbers will vary somewhatdepending on the brand and gradeof the stones.
Diamond honing stones tend to
leave a lot of folded and torn metalon the surface, so the bores usuallyneed to be brushed to remove thedebris when they are finished.
Many different names are given tothe same tool and process. Some callit a plateau hone, a soft hone, awhisker hone or an ultra-fine hone.But they all do the same thing: theysweep across the surface to removejagged peaks, folded and tornmaterial.
A cylinder bore must also have acertain amount of cross hatch andvalley depth to retain oil. It must alsoprovide a relatively flat surface areato support the piston rings.
Ring manufacturers typicallyspecify a surface finish of 16 to 25 RAfor moly faced rings. These numberscan be easily obtained with diamondstones and brushing.
When finishing the cylinders witha brush, only light pressure isrequired.
The RPM of the brush should besimilar to that which the cylinder
was originally honed, and no morethan 16 to 18 strokes should beapplied (some say 8 to 10 strokes isabout right).
Too many strokes with a brushmay produce too smooth a finishthat doesn't hold oil.
Reversing the direction of rotationwhile brushing helps to remove theunwanted material on the surface.The end result should be a cylinderthat provides immediate ring sealwith little if any wear on the cylinderwall or rings when the engine is firststarted.
Brushing the bore after honingmakes a huge improvement in thesurface finish, whether diamonds orconventional honing stones wereused to hone the bore.
Brushing should lower the overallRA down to 8 to 12, with RPK(relative peak height) numbers in the5 to 15 range, and RVK (relativevalley depth) numbers in the 15 to 30range. ■
EngineBuilderMag.com 31
Cutting Tools
Circle 31 for more information
26-31 Cutting Tools 7/15/14 11:50 AM Page 31
Chevy’s 348 and 409 ‘W’ motorsare having no problemkeeping their popularity
going. In fact, judging by thenumbers of high quality parts beingmade for these motors today, theymay even be more popular thanever. The quick and dirty of Wmotors and their parts today is thatyou can sit at your computer, whipout your credit card and ‘build’ a409 without having to buy oneoriginal part.
While that in itself is pretty mindblowing, you also have the optionto build a 509 or even a 609-inch Wmotor. So, it makes perfect sensethat with all those parts, there are asurprisingly high number of strokercombos available.
W OriginsChevy's W-series 348 and later the409 became legends on the street,and in particular the 409 alsobecame a legend on the track. In theearly 1960s, these engines powered
a variety of GM vehicles and the Z-11 Impalas at the drag strip. Whilethese engines enjoyed a hay day inthe early 1960s and pop culturestatus in the hot rod community,higher horsepower Mark IV Chevybig-block engines overshadowedthese W-engines by the late 1960s.But recently, the 348s and 409s haveenjoyed a high-performancerenaissance and many speedmanufacturers are making heads,blocks and virtually every part forthese engines.
Half and HalfA quick history lesson shows usthat Chevy used stroking to growthe 348 into the 409. One half of themove from 348 to 409 was anincrease of .1875 inches in thecylinder bore. A stock 348 has abore of 4.125 inches and a 409 hasthe bigger bore of 4.3125 inches.The other half was the strokechange from 348s to 409s that wentfrom 3.25 to 3.50 inches for a net
gain of a quarter inch. Together, thenew bore and stroke gained those61 cubic inches.
Of course, there was more to dosuch as redesign the block for bothclearance and better water flow.But, the basics are still the same.
Chevy did it one more timewhen they created a handful ofmotors used exclusively for dragracing in late ‘62/early ‘63. Thosemotors would turn out to be theHoly Grail of W engines, the rare Z-11, 427 cubic inch motor. They’realso a good example of how strokermethodology works. To make the Z-11 427, Chevy actually used astandard 409 block with its stockbore of 4.3125 inches.
Because the W motor was prettymuch ‘capped’ at that size and couldnot physically go much larger, anyadditional cubic inches would haveto come from increasing the stroke.Chevy did just that and added .150inches to the stock 409 stroke, for a3.650 inch stroke.
32 July 2014 | EngineBuilder
Che
vy S
trok
er
BY JOHN CAROLLO, CONTRIBUTING WRITER
32-40,82 Chevy Stroker 7/15/14 11:46 AM Page 32
Of course, a newly-designed set ofiron heads and aluminum intake letthose extra 18 inches breathe muchbetter and become a legend in theSuper Stock wars.
427 VersionAlong the lines of Z11 specs, noted409 guru, Lamar Walden, tells us ahomemade version of the famousZ11 short block can be simply madeby using that same 3.650 strokecrankshaft in a stock 409 block with astock bore size. No extra crankshaftclearance work is needed on theblock and all the bearing sizes are thesame so it becomes a ‘drop in.’
The final results will yield a 427cubic inch W motor with your choiceof heads and intake.
Below the BlockAnother aspect dealing with theincreased crankshaft clearancerequired with building a W strokerengine goes beyond the block – ormore accurately, below the block.The oil pans from 348 and 409motors have an interchangeable boltpattern, but are different.
While that may sound confusing,think of it this way. The oil pan of a348 can’t always be used on a strokermotor as it is slightly narrower thanthose made for 409s. The answer is touse the wider 409 oil pan or, as JoeJill from Superior Automotive says,“notch the 348 pan.”
With today’s generous amount ofreproduction 348/409 partsavailable, a factory reproduction 409oil pan can be easily found at placeslike Show-Cars.com. Racing oil pansfor W motors can be found at Stef'sPerformance Products.
Building StrengthAnother related aspect to strokingany W motor is making it stronger.Most builders will agree that ifhaving some machine work is in thecards for any W stroker, it is anexcellent time for an additionalmachine operation. All W motorscame with only two bolt mains.
Today, we know four bolt mainsare desired in virtually all racingengines, and all of the new,aftermarket aluminum and ironblocks use them on the center threemains. Retrofitting a 348 or 409 blockto use four bolt mains on thosecenter three mains is not difficult andthe block offers room for theupgrade.
There are a number of companiesmaking retro fit caps and a choice ofstraight or splayed is available.
One such company is Pro GramEngineering, which makes three such
products. One is with the extra boltsbeing added in a straight pattern.Another uses a splayed pattern andthe third offers a front cap with fourstraight bolts. These kits fit both the348 and 409 blocks as both use thesame diameter cranks.
Formula 409If a builder wants a monster motorwith lots of cubic inches, the bestway would be to use one of the newaluminum 409 blocks by World Prod-ucts or Bob Walla Racing.
Walla also offers iron blocks and
Chevy Stroker
Giddy UpThe engines of the late 50s to mid 60s are forever part of ourpop culture. In fact, there probably isn’t an engine builder alivewho hasn’t heard the song "409" written by Brian Wilson, Mike
Love and Gary Usher for The Beach Boys.The song features Mike Love singing
lead vocals and it was originally re-leased as the B-side of the "Surfin'Safari" single. The song, inspiredby Usher's obsession with hot rods,
was later released on the band’s1962 album, Surfin' Safari, and it was
also on their 1963 album, Little Deuce Coupe.
Chevrolet made fewer than 50 of the Z11engine for drag racing. The engineersstroked out the 409 into 427, increasingthe size of the engine by lengthening thestroke of the rods and not overboring thecylinders.
EngineBuilderMag.com 33
32-40,82 Chevy Stroker 7/15/14 11:46 AM Page 33

we’ll get back to that shortly. With these new aluminumand iron blocks, much larger motors can be built withoutany of the original engine’s design limitations.
The early test motors built using the all aluminumWorld Merlin 409 easily made over 500 inches, settling inat a comfortable 509 cubic inches under the talentedhands of Lamar Walden, who designed the blocks for
World. If that isn’tenough cubic inchesfor a W motor fan,Bob Walla’s ironblock is capable ofhousing 600 or 609cubic inches.
These are essentially stroker engines as the stroke andbore offer seemingly unlimited combos.
From the money angle, a W stroker can be built twoways.
One uses a bigger budget for custom made parts, suchas those aftermarket blocks using custom madecrankshafts, rods and pistons.
The other and more economical way is to use off theshelf parts designed for W strokers using stock blocks.Those parts are steadily growing in numbers andavailability.
Many times, stroker kits are available and include thecore parts such as crank, rods and pistons. Other kits aremore complete and add rings and bearings.
The benefit that is really growing is that many of thesekits require little or no machining.
Popular KitsLamar Walden Automotive has a few stroker kits for409s. One is a 450 cubic inch model and the other is a 482cubic incher – both from 409 blocks. They include forged pistons, steel crankshaft, H beam
34 July 2014 | EngineBuilder
Chevy Stroker
Circle 34 for more information
When rebuilding W engines, care mustbe taken that the compression is cor-rect. Here you can see the relief cut isactually two cuts. These cuts are stillused today, even when overboring theblocks to create a bigger engine.
At the bottom of this Bob Walla block, you see strong cylinder walls, cross webbing and plenty of clearance forstroker engines.
32-40,82 Chevy Stroker 7/15/14 11:46 AM Page 34
Circle 35 on Reader Service Card for more information
35 PBM_Layout 1 7/15/14 10:29 AM Page 35

connecting rods, rings and bearings. Show Cars, a specialist for Chevys
of that era, sells a 409 four inchstroker kit that comes with an Eaglecrankshaft, Ross forged pistons and
pins, GM rods,Clevite bearings and a chrome molypiston ring set.
Since they offer a number ofstroker kits, the sizes and
components vary. Another Show Cars kit has a 3-
3/4 stroke and coupled with boresixes that are 0.030, 0.040 and 0.060over, there are varied combinations.11:1 compression Keith Black pistonshave overbore sizes of the slightlydifferent 0.038, 0.048 and 0.068 in.348s have not been left out as thereare kits using the same 3-3/4 strokeand overbore sizes.
Scat Crankshafts is another oneoffering stroker kits. Its two kits startwith 409 blocks and are available in434 and 472 cubic inch versionsusing 4.155 and 4.340 bore sizes.Both H and I beam connecting rodsare available. The kits include thecrankshaft, rods, pistons, rings andbearings, and can be bought withdifferent balancing packages.
For those making their ownstroker, Eagle Rods and Crankshaftsoffers a crankshaft with a four inchstroke for 409s, as well as the rods tofit it. While not a full kit, W pistonscan be had by a number ofmanufacturers.
Don’t forget that BBC crankshaftsmake the basis of a good W strokerand tapping into companies such asCalles can get you a state of the artmodel.
Combinations and CalculationsThere are a surprisingly largenumber of stroker combinationsusing stock 348 or 409 blocks. Steve
36 July 2014 | EngineBuilder
Chevy Stroker
Circle 36 for more information
A look from above the World W block shows large ribs thatadd to the webbing structure to strengthen the block in thelifter gallery area.
This view of the World aluminum W block shows the steelmain caps and distinctive water pump bosses outboard onthe face of the block.
32-40,82 Chevy Stroker 7/15/14 11:46 AM Page 36

Circle 37 on Reader Service Card for more information
37 Lunati_Layout 1 7/15/14 10:28 AM Page 37
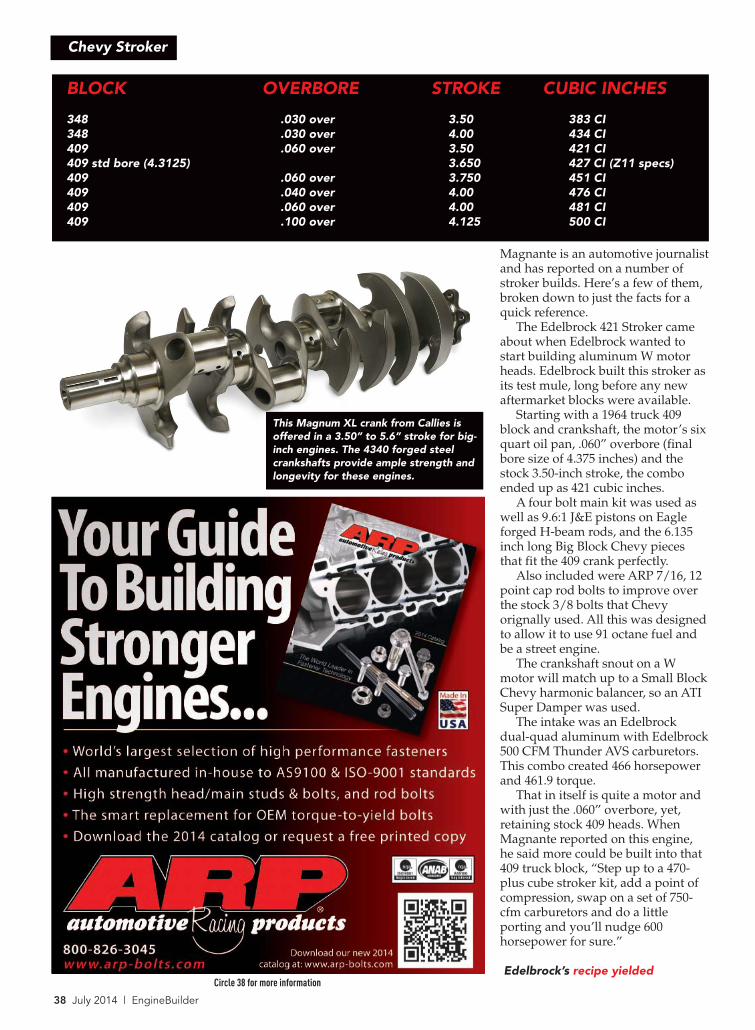
Magnante is an automotive journalistand has reported on a number ofstroker builds. Here’s a few of them,broken down to just the facts for aquick reference.
The Edelbrock 421 Stroker cameabout when Edelbrock wanted tostart building aluminum W motorheads. Edelbrock built this stroker asits test mule, long before any newaftermarket blocks were available.
Starting with a 1964 truck 409block and crankshaft, the motor’s sixquart oil pan, .060” overbore (finalbore size of 4.375 inches) and thestock 3.50-inch stroke, the comboended up as 421 cubic inches.
A four bolt main kit was used aswell as 9.6:1 J&E pistons on Eagleforged H-beam rods, and the 6.135inch long Big Block Chevy piecesthat fit the 409 crank perfectly.
Also included were ARP 7/16, 12point cap rod bolts to improve overthe stock 3/8 bolts that Chevyorignally used. All this was designedto allow it to use 91 octane fuel andbe a street engine.
The crankshaft snout on a Wmotor will match up to a Small BlockChevy harmonic balancer, so an ATISuper Damper was used.
The intake was an Edelbrockdual-quad aluminum with Edelbrock500 CFM Thunder AVS carburetors.This combo created 466 horsepowerand 461.9 torque.
That in itself is quite a motor andwith just the .060” overbore, yet,retaining stock 409 heads. WhenMagnante reported on this engine,he said more could be built into that409 truck block, “Step up to a 470-plus cube stroker kit, add a point ofcompression, swap on a set of 750-cfm carburetors and do a littleporting and you’ll nudge 600horsepower for sure.”
Edelbrock’s recipe yielded
38 July 2014 | EngineBuilder
Chevy Stroker
Circle 38 for more information
This Magnum XL crank from Callies isoffered in a 3.50” to 5.6” stroke for big-inch engines. The 4340 forged steelcrankshafts provide ample strength andlongevity for these engines.
BLOCK OVERBORE STROKE CUBIC INCHES
348 .030 over 3.50 383 CI348 .030 over 4.00 434 CI 409 .060 over 3.50 421 CI409 std bore (4.3125) 3.650 427 CI (Z11 specs)409 .060 over 3.750 451 CI409 .040 over 4.00 476 CI409 .060 over 4.00 481 CI409 .100 over 4.125 500 CI
32-40,82 Chevy Stroker 7/15/14 11:46 AM Page 38
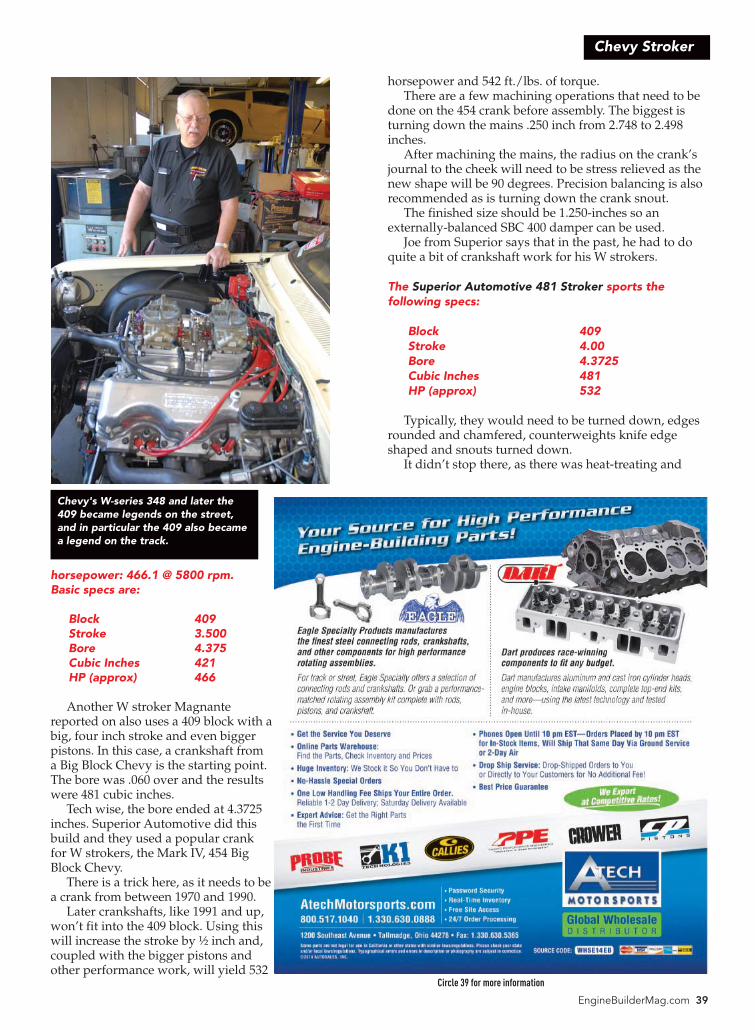
horsepower: 466.1 @ 5800 rpm. Basic specs are:
Block 409Stroke 3.500Bore 4.375Cubic Inches 421HP (approx) 466
Another W stroker Magnantereported on also uses a 409 block with abig, four inch stroke and even biggerpistons. In this case, a crankshaft froma Big Block Chevy is the starting point.The bore was .060 over and the resultswere 481 cubic inches.
Tech wise, the bore ended at 4.3725inches. Superior Automotive did thisbuild and they used a popular crankfor W strokers, the Mark IV, 454 BigBlock Chevy.
There is a trick here, as it needs to bea crank from between 1970 and 1990.
Later crankshafts, like 1991 and up,won’t fit into the 409 block. Using thiswill increase the stroke by ½ inch and,coupled with the bigger pistons andother performance work, will yield 532
horsepower and 542 ft./lbs. of torque. There are a few machining operations that need to be
done on the 454 crank before assembly. The biggest isturning down the mains .250 inch from 2.748 to 2.498inches.
After machining the mains, the radius on the crank’sjournal to the cheek will need to be stress relieved as thenew shape will be 90 degrees. Precision balancing is alsorecommended as is turning down the crank snout.
The finished size should be 1.250-inches so anexternally-balanced SBC 400 damper can be used.
Joe from Superior says that in the past, he had to doquite a bit of crankshaft work for his W strokers.
The Superior Automotive 481 Stroker sports thefollowing specs:
Block 409Stroke 4.00Bore 4.3725Cubic Inches 481HP (approx) 532
Typically, they would need to be turned down, edgesrounded and chamfered, counterweights knife edgeshaped and snouts turned down.
It didn’t stop there, as there was heat-treating and
EngineBuilderMag.com 39
Chevy Stroker
Circle 39 for more information
Chevy's W-series 348 and later the409 became legends on the street,and in particular the 409 also becamea legend on the track.
32-40,82 Chevy Stroker 7/15/14 11:46 AM Page 39

hard coating to do. Joe says these days, finished stroker crankshafts are morereadily available and even offer centralized counterweights so additionalclearance is minimal or not even needed.
On this 409/481 build, the added throw of the bigger 454 counterweightsand connecting rods are enough to impact the bottom of the cylinder bores.
Machining small notches creates clearance for the now-larger rotatingassembly. The rest of the rotating assembly has some wiggle room, too.Superior says reconditioned stock 454 rods can be used, but they opted fornew, forged steel, Eagle I-beam rods that are often less expensive.
These rods have the usual 454, 6.135 inch measurementand offer wider beams, wrist pin bushings and use biggerARP 7/16 inch rod end cap bolts.
Another cool combo came from Superior Automotive,and it was a sleeper!
This stroker takes advantage of the fact that a lot more348s were made than 409s. In fact, when the 409 came out,Chevy kept making the 348s. Superior says these littlebrothers can make a kick ass 434 inch stroker.
This combo used Edelbrock’s Performer RPMaluminum heads, an Eagle stroker crank with H-beamrods, Ross pistons, an Isky solid roller cam and a newsingle plane, four barrel intake manifold from LamarWalden which developed 576.8 horsepower at 6200 RPMwith 516.8 ft./lbs. at 5500 RPM.
According to Superior, the they started with the stockbore and opened it up from 4.125 by 0.030 to 4.155 inches.They checked the wall thickness after the bore and foundit to be 0.175 average.
A second boring operation enlarged the crescent foundin 348/409 blocks that acts as part of the combustionchambers and that size is now .060” over.
Into the block went an Eagle, 4340 forged steel crank.Even with its four inch stroke 0.750 greater than the stock3.25 stroke of a 348, Eagle reduced the counterweightdiameter of its crankshaft, making it a drop-in.
The Ross forged pistons are 11.7:1 versions and weighless than the stock pieces and the newer rods are heavierand stronger than the originals. Sometimes with thisbuild, that extra ¾ inch of stroke might contact some 348blocks, so Superior used its Rottler CNC machine stationto add some clearance.
With the use of Edelbrock Performer RPM heads, the
40 July 2014 | EngineBuilder
Circle 40 for more information
At this stage of the rebuild, the pistons, cam, crank and timing have all been in-stalled and our short block is virtually complete.
Circ
le 1
4 fo
r m
ore
info
rmat
ion
Continues on Page 82
32-40,82 Chevy Stroker 7/15/14 11:46 AM Page 40
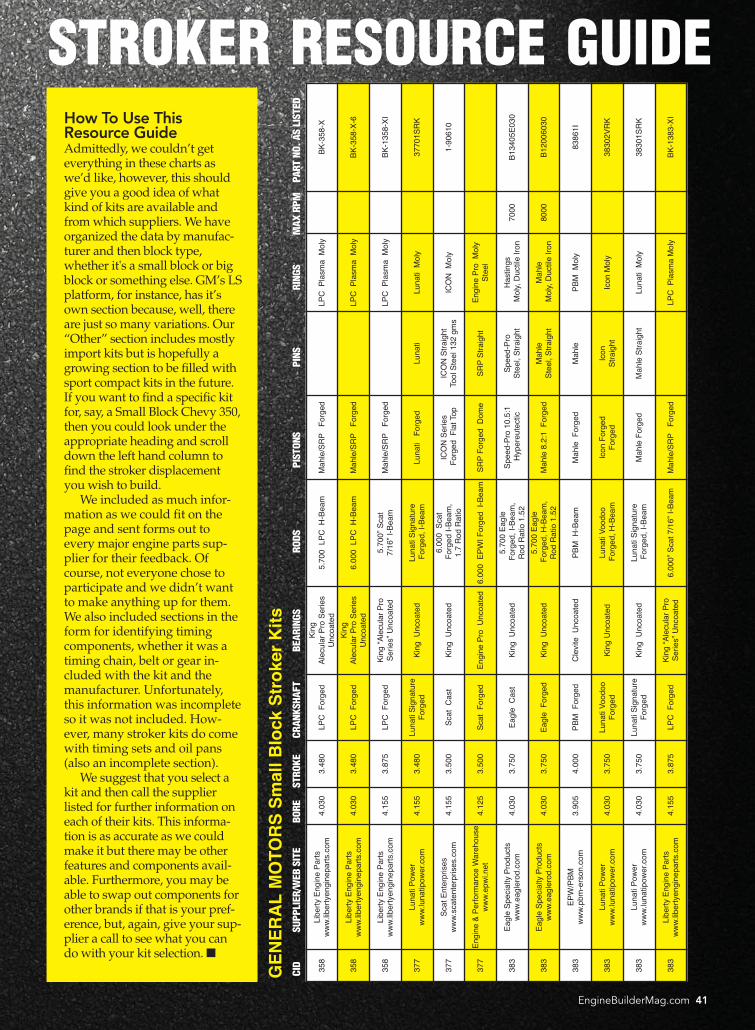
EngineBuilderMag.com 41
GE
NE
RA
L M
OTO
RS
Sm
all B
lock
Str
oke
r K
its
CID
SU
PPLI
ER/W
EB S
ITE
BO
RE
STR
OKE
CRAN
KSHA
FT
BEAR
INGS
RO
DS
P
ISTO
NS
PINS
RI
NGS
M
AX R
PM
PAR
T NO
. AS
LIST
ED
How To Use This Resource GuideAdmittedly, we couldn’t geteverything in these charts aswe’d like, however, this shouldgive you a good idea of whatkind of kits are available andfrom which suppliers. We haveorganized the data by manufac-turer and then block type,whether it's a small block or bigblock or something else. GM’s LSplatform, for instance, has it’sown section because, well, thereare just so many variations. Our“Other” section includes mostlyimport kits but is hopefully agrowing section to be filled withsport compact kits in the future.If you want to find a specific kitfor, say, a Small Block Chevy 350,then you could look under theappropriate heading and scrolldown the left hand column tofind the stroker displacementyou wish to build.
We included as much infor-mation as we could fit on thepage and sent forms out toevery major engine parts sup-plier for their feedback. Ofcourse, not everyone chose toparticipate and we didn’t wantto make anything up for them.We also included sections in theform for identifying timingcomponents, whether it was atiming chain, belt or gear in-cluded with the kit and themanufacturer. Unfortunately,this information was incompleteso it was not included. How-ever, many stroker kits do comewith timing sets and oil pans(also an incomplete section).
We suggest that you select akit and then call the supplierlisted for further information oneach of their kits. This informa-tion is as accurate as we couldmake it but there may be otherfeatures and components avail-able. Furthermore, you may beable to swap out components forother brands if that is your pref-erence, but, again, give your sup-plier a call to see what you cando with your kit selection. ■
STROKER RESOURCE GUIDE
358
Libe
rty
Eng
ine
Par
ts
ww
w.li
bert
yeng
inep
arts
.com
4.03
0 3.
480
LPC
For
ged
Kin
gA
lecu
lar
Pro
Ser
ies
Unc
oate
d 5.
700
LP
C H
-Bea
m
Mah
le/S
RP
For
ged
LPC
Pla
sma
Mol
y B
K-3
58-X
358
Libe
rty
Eng
ine
Par
ts
ww
w.li
bert
yeng
inep
arts
.com
4.03
0 3.
480
LPC
For
ged
Kin
gA
lecu
lar
Pro
Ser
ies
Unc
oate
d 6.
000
LP
C H
-Bea
m
Mah
le/S
RP
For
ged
LPC
Pla
sma
Mol
y B
K-3
58-X
-6
358
Libe
rty
Eng
ine
Par
ts
ww
w.li
bert
yeng
inep
arts
.com
4.15
5 3.
875
LPC
For
ged
Kin
g “A
lecu
lar
Pro
S
erie
s” U
ncoa
ted
5.
700”
Sca
t7/
16”
I-B
eam
M
ahle
/SR
PF
orge
d LP
C P
lasm
a M
oly
BK
-135
8-X
I
377
Luna
ti P
ower
ww
w.lu
natip
ower
.com
4.15
53.
480
Luna
ti S
igna
ture
For
ged
Kin
g U
ncoa
ted
Luna
ti S
igna
ture
F
orge
d, I-
Bea
m
Luna
ti F
orge
d Lu
nati
Luna
ti M
oly
3770
1SR
K
377
Sca
t Ent
erpr
ises
w
ww
.sca
tent
erpr
ises
.com
4.15
5 3.
500
Sca
tC
ast
Kin
g U
ncoa
ted
6.00
0 S
cat
For
ged
I-B
eam
,1.
7 R
od R
atio
ICO
NS
erie
sF
orge
d F
lat T
opIC
ON
Str
aigh
t To
ol S
teel
132
gm
sIC
ON
Mol
y 1-
9061
0
377
Eng
ine
& P
erfo
rman
ce W
areh
ouse
ww
w.e
pwi.n
et4.
125
3.50
0 S
cat
For
ged
Eng
ine
Pro
Unc
oate
d 6.
000
EP
WI F
orge
d I-
Bea
mS
RP
For
ged
Dom
eS
RP
Str
aigh
tE
ngin
e P
ro M
oly
Ste
el
383
Eag
le S
peci
alty
Pro
duct
s w
ww
.eag
lero
d.co
m4.
030
3.75
0E
agle
Cas
t K
ing
Unc
oate
d 5.
700
Eag
le
For
ged,
I-B
eam
, R
od R
atio
1.5
2
Spe
ed-P
ro 1
0.5:
1 H
yper
eute
ctic
S
peed
-Pro
S
teel
, Str
aigh
t H
astin
gs
Mol
y, D
uctil
e Ir
on
7000
B13
405E
030
383
Eag
le S
peci
alty
Pro
duct
s w
ww
.eag
lero
d.co
m4.
030
3.75
0E
agle
For
ged
Kin
g U
ncoa
ted
5.70
0 E
agle
F
orge
d, H
-Bea
m,
Rod
Rat
io 1
.52
Mah
le 8
.2:1
For
ged
Mah
le
Ste
el, S
trai
ght
Mah
le
Mol
y, D
uctil
e Ir
on
8000
B12
0060
30
383
EP
W/P
BM
w
ww
.pbm
-ers
on.c
om3.
905
4.00
0P
BM
For
ged
Cle
vite
Unc
oate
d P
BM
H-B
eam
M
ahle
For
ged
Mah
leP
BM
Mol
y 83
861I
383
Luna
ti P
ower
ww
w.lu
natip
ower
.com
4.03
03.
750
Luna
ti V
oodo
oF
orge
dK
ing
Unc
oate
dLu
nati
Voo
doo
For
ged,
H-B
eam
Ic
on F
orge
dF
orge
d Ic
on
Str
aigh
t Ic
on M
oly
3830
2VR
K
383
Luna
ti P
ower
ww
w.lu
natip
ower
.com
4.03
03.
750
Luna
ti S
igna
ture
For
ged
Kin
g U
ncoa
ted
Luna
ti S
igna
ture
F
orge
d, I-
Bea
m
Mah
le F
orge
d M
ahle
Str
aigh
t Lu
nati
Mol
y 38
301S
RK
383
Libe
rty
Eng
ine
Par
ts
ww
w.li
bert
yeng
inep
arts
.com
4.15
5 3.
875
LPC
For
ged
Kin
g “A
lecu
lar
Pro
S
erie
s” U
ncoa
ted
6.00
0” S
cat 7
/16”
I-B
eam
M
ahle
/SR
PF
orge
d LP
C P
lasm
a M
oly
BK
-138
3-X
I
41-48 Stroker Charts updated 7/15/14 11:39 AM Page 41
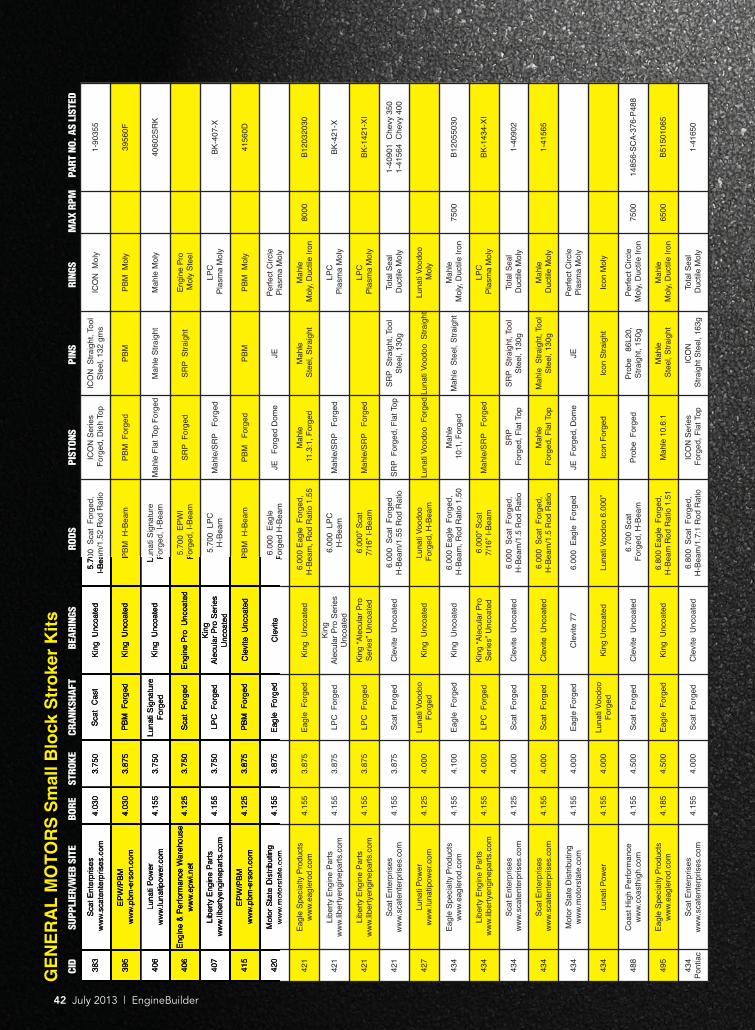
42 July 2013 | EngineBuilder
383
Sca
t Ent
erpr
ises
w
ww
.sca
tent
erpr
ises
.com
4.03
0 3.
750
Sca
t C
ast
Kin
g U
ncoa
ted
5.70
0 S
cat
For
ged,
I-
Bea
m/1
.52
Rod
Rat
io
ICO
NS
erie
sF
orge
d, D
ish
Top
ICO
NS
trai
ght,
Tool
Ste
el, 1
32 g
ms
ICO
NM
oly
1-90
355
395
EP
W/P
BM
w
ww
.pbm
-ers
on.c
om4.
030
3.87
5P
BM
For
ged
Kin
g U
ncoa
ted
PB
M H
-Bea
m
PB
M F
orge
d P
BM
PB
M M
oly
3956
0F
406
Luna
ti P
ower
ww
w.lu
natip
ower
.com
4.15
53.
750
Luna
ti S
igna
ture
For
ged
Kin
g U
ncoa
ted
Luna
ti S
igna
ture
F
orge
d, I-
Bea
m
Mah
le F
lat T
op F
orge
d M
ahle
Str
aigh
t M
ahle
Mol
y 40
602S
RK
406
Eng
ine
& P
erfo
rman
ce W
areh
ouse
ww
w.e
pwi.n
et4.
125
3.75
0 S
cat
For
ged
Eng
ine
Pro
Unc
oate
d 5.
700
EP
WI
For
ged,
I-B
eam
S
RP
For
ged
SR
P S
trai
ght
Eng
ine
Pro
M
oly
Ste
el
407
Libe
rty
Eng
ine
Par
ts
ww
w.li
bert
yeng
inep
arts
.com
4.15
5 3.
750
LPC
For
ged
Kin
gA
lecu
lar
Pro
Ser
ies
Unc
oate
d
5.70
0 L
PC
H-B
eam
M
ahle
/SR
P
For
ged
LPC
P
lasm
a M
oly
BK
-407
-X
415
EP
W/P
BM
w
ww
.pbm
-ers
on.c
om4.
125
3.87
5P
BM
For
ged
Cle
vite
Unc
oate
d P
BM
H-B
eam
P
BM
F
orge
d P
BM
PB
M M
oly
4156
0D
420
Mot
or S
tate
Dis
trib
utin
g
ww
w.m
otor
stat
e.co
m4.
155
3.87
5 E
agle
For
ged
Cle
vite
6.00
0 E
agle
For
ged
H-B
eam
JE
F
orge
d D
ome
JEP
erfe
ct C
ircle
Pla
sma
Mol
y
421
Eag
le S
peci
alty
Pro
duct
s w
ww
.eag
lero
d.co
m4.
155
3.87
5E
agle
For
ged
Kin
g U
ncoa
ted
6.00
0 E
agle
For
ged,
H
-Bea
m, R
od R
atio
1.5
5 M
ahle
11
.3:1
, For
ged
Mah
le
Ste
el, S
trai
ght
Mah
le
Mol
y, D
uctil
e Ir
on
8000
B12
0320
30
421
Libe
rty
Eng
ine
Par
ts
ww
w.li
bert
yeng
inep
arts
.com
4.15
5 3.
875
LPC
For
ged
Kin
gA
lecu
lar
Pro
Ser
ies
Unc
oate
d
6.00
0 L
PC
H-B
eam
M
ahle
/SR
P
For
ged
LPC
P
lasm
aM
oly
BK
-421
-X
421
Libe
rty
Eng
ine
Par
ts
ww
w.li
bert
yeng
inep
arts
.com
4.15
5 3.
875
LPC
For
ged
Kin
g “A
lecu
lar
Pro
S
erie
s” U
ncoa
ted
6.00
0” S
cat
7/16
” I-
Bea
m
Mah
le/S
RP
For
ged
LPC
P
lasm
a M
oly
BK
-142
1-X
I
421
Sca
t Ent
erpr
ises
w
ww
.sca
tent
erpr
ises
.com
4.15
5 3.
875
Sca
t F
orge
d C
levi
te U
ncoa
ted
6.00
0 S
cat
For
ged
H-B
eam
/1.5
5 R
od R
atio
S
RP
For
ged,
Fla
t Top
S
RP
Str
aigh
t, To
olS
teel
, 130
g To
tal S
eal
Duc
tile
Mol
y 1-
4090
1 C
hevy
350
1-
4156
4 C
hevy
400
427
Luna
ti P
ower
ww
w.lu
natip
ower
.com
4.12
54.
000
Luna
ti V
oodo
oF
orge
d K
ing
Unc
oate
d Lu
nati
Voo
doo
For
ged,
H-B
eam
Lu
nati
Voo
doo
For
ged
Luna
ti V
oodo
o S
trai
ght
Luna
ti V
oodo
o M
oly
434
Eag
le S
peci
alty
Pro
duct
s w
ww
.eag
lero
d.co
m4.
155
4.10
0E
agle
For
ged
Kin
g U
ncoa
ted
6.00
0 E
agle
For
ged,
H
-Bea
m, R
od R
atio
1.5
0 M
ahle
10
:1, F
orge
d M
ahle
Ste
el, S
trai
ght
Mah
le
Mol
y, D
uctil
e Ir
on
7500
B12
0550
30
434
Libe
rty
Eng
ine
Par
ts
ww
w.li
bert
yeng
inep
arts
.com
4.15
5 4.
000
LPC
For
ged
Kin
g “A
lecu
lar
Pro
S
erie
s” U
ncoa
ted
6.00
0” S
cat
7/16
” I-
Bea
m
Mah
le/S
RP
For
ged
LPC
P
lasm
a M
oly
BK
-143
4-X
I
434
Sca
t Ent
erpr
ises
w
ww
.sca
tent
erpr
ises
.com
4.12
5 4.
000
Sca
t F
orge
d C
levi
te U
ncoa
ted
6.00
0 S
cat
For
ged,
H
-Bea
m/1
.5 R
od R
atio
S
RP
F
orge
d, F
lat T
op
SR
P S
trai
ght,
Tool
Ste
el, 1
30g
Tota
l Sea
l D
uctil
e M
oly
1-40
902
434
Sca
t Ent
erpr
ises
w
ww
.sca
tent
erpr
ises
.com
4.15
5 4.
000
Sca
t F
orge
d C
levi
te U
ncoa
ted
6.00
0 S
cat
For
ged,
H
-Bea
m/1
.5 R
od R
atio
M
ahle
F
orge
d, F
lat T
op
Mah
le S
trai
ght,
Tool
Ste
el, 1
30g
Mah
le
Duc
tile
Mol
y 1-
4156
5
434
Mot
or S
tate
Dis
trib
utin
g
ww
w.m
otor
stat
e.co
m4.
155
4.00
0 E
agle
For
ged
Cle
vite
77
6.00
0 E
agle
For
ged
JE F
orge
d, D
ome
JEP
erfe
ct C
ircle
Pla
sma
Mol
y
434
Luna
ti P
ower
4.15
54.
000
Luna
ti V
oodo
oF
orge
dK
ing
Unc
oate
dLu
nati
Voo
doo
6.00
0”Ic
on F
orge
dIc
on S
trai
ght
Icon
Mol
y
488
Coa
st H
igh
Per
form
ance
ww
w.c
oast
high
.com
4.15
54.
500
Sca
t F
orge
d C
levi
te U
ncoa
ted
6.70
0 S
cat
For
ged,
H-B
eam
P
robe
For
ged
Pro
be
86L2
0,S
trai
ght,
150g
P
erfe
ct C
ircle
M
oly,
Duc
tile
Iron
75
0014
856-
SC
A-3
76-P
488
495
Eag
le S
peci
alty
Pro
duct
s w
ww
.eag
lero
d.co
m4.
185
4.50
0E
agle
For
ged
Kin
g U
ncoa
ted
6.80
0 E
agle
For
ged,
H
-Bea
m R
od R
atio
1.5
1 M
ahle
10.
6:1
Mah
le
Ste
el, S
trai
ght
Mah
le
Mol
y, D
uctil
e Ir
on
6500
B51
5010
65
434
Pon
tiac
Sca
t Ent
erpr
ises
w
ww
.sca
tent
erpr
ises
.com
4.15
5 4.
000
Sca
t F
orge
d C
levi
te U
ncoa
ted
6.80
0 S
cat
For
ged,
H
-Bea
m/1
.7:1
Rod
Rat
io
ICO
NS
erie
s F
orge
d, F
lat T
op
ICO
NS
trai
ght S
teel
, 163
g To
tal S
eal
Duc
tile
Mol
y 1-
4165
0
GE
NE
RA
L M
OTO
RS
Sm
all B
lock
Str
oke
r K
its
CID
SU
PPLI
ER/W
EB S
ITE
BO
RE
STR
OKE
CRAN
KSHA
FT
BEAR
INGS
RO
DS
P
ISTO
NS
PINS
RI
NGS
M
AX R
PM
PAR
T NO
. AS
LIST
ED
41-48 Stroker Charts updated 7/15/14 11:39 AM Page 42
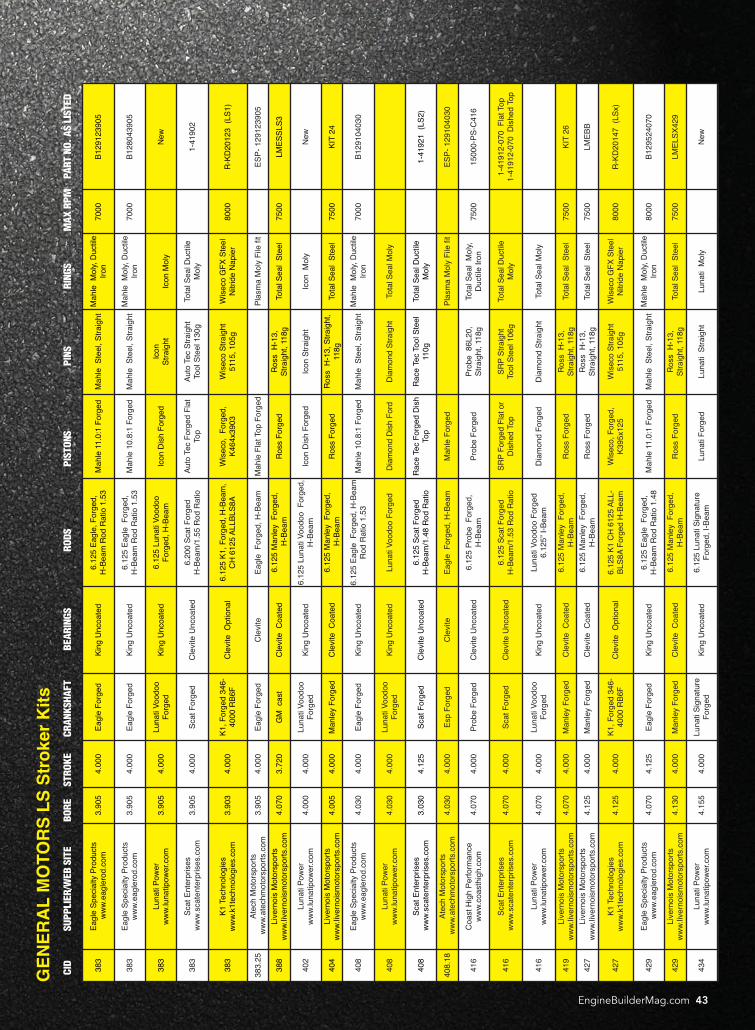
EngineBuilderMag.com 43
GE
NE
RA
L M
OTO
RS
LS
Str
oke
r K
its
CID
SU
PPLI
ER/W
EB S
ITE
BO
RE
STR
OKE
CRAN
KSHA
FT
BEAR
INGS
RO
DS
P
ISTO
NS
PINS
RI
NGS
M
AX R
PM
PAR
T NO
. AS
LIST
ED
383
Eag
le S
peci
alty
Pro
duct
sw
ww
.eag
lero
d.co
m3.
905
4.00
0E
agle
For
ged
Kin
g U
ncoa
ted
6.12
5 E
agle
, For
ged,
H
-Bea
m R
od R
atio
1.5
3M
ahle
11.
0:1
For
ged
Mah
le S
teel
, Str
aigh
t M
ahle
Mol
y, D
uctil
eIr
on
7000
B12
9123
905
383
Eag
le S
peci
alty
Pro
duct
s w
ww
.eag
lero
d.co
m3.
905
4.00
0E
agle
For
ged
Kin
g U
ncoa
ted
6.12
5 E
agle
For
ged,
H
-Bea
m R
od R
atio
1.5
3 M
ahle
10.
8:1
For
ged
Mah
le S
teel
, Str
aigh
t M
ahle
Mol
y, D
uctil
eIr
on
7000
B12
8043
905
383
Luna
ti P
ower
ww
w.lu
natip
ower
.com
3.90
54.
000
Luna
ti V
oodo
oF
orge
dK
ing
Unc
oate
d6.
125
Luna
ti V
oodo
o
For
ged,
H-B
eam
Ic
on D
ish
For
ged
Icon
S
trai
ght
Icon
Mol
y N
ew
383
Sca
t Ent
erpr
ises
w
ww
.sca
tent
erpr
ises
.com
3.90
54.
000
Sca
t For
ged
Cle
vite
Unc
oate
d6.
200
Sca
t For
ged
H-B
eam
/1.5
5 R
od R
atio
Aut
o Te
c F
orge
d F
lat
Top
Aut
o Te
c S
trai
ght
Tool
Ste
el 1
30g
Tota
l Sea
l Duc
tile
Mol
y1-
4190
2
383
K1
Tech
nolo
gies
w
ww
.k1t
echn
olog
ies.
com
3.90
34.
000
K1,
For
ged
346-
4000
RB
6F
Cle
vite
Opt
iona
l 6.
125
K1,
For
ged,
H-B
eam
,C
H 6
125
ALL
BLS
8AW
isec
o, F
orge
d,K
464x
3903
Wis
eco
Str
aigh
t 51
15, 1
05g
Wis
eco
GF
X S
teel
Nitr
ide
Nap
ier
8000
R-K
D20
123
(LS
1)
383.
25A
tech
Mot
orsp
orts
ww
w.a
tech
mot
orsp
orts
.com
3.90
54.
000
Eag
le F
orge
dC
levi
teE
agle
For
ged,
H-B
eam
M
ahle
Fla
t Top
For
ged
Pla
sma
Mol
y F
ile fi
tE
SP
- 12
9123
905
388
Live
rnoi
s M
otor
spor
ts
ww
w.li
vern
oism
otor
spor
ts.c
om4.
070
3.72
0G
M c
ast
Cle
vite
Coa
ted
6.12
5 M
anle
y F
orge
d,H
-Bea
m
Ros
s F
orge
dR
oss
H-1
3,
Str
aigh
t, 11
8g
Tota
l Sea
l S
teel
75
00LM
ES
SLS
3
402
Luna
ti P
ower
ww
w.lu
natip
ower
.com
4.00
04.
000
Luna
ti V
oodo
oF
orge
dK
ing
Unc
oate
d6.
125
Luna
ti V
oodo
o F
orge
d,H
-Bea
m
Icon
Dis
h F
orge
dIc
on S
trai
ght
Icon
Mol
y N
ew
404
Live
rnoi
s M
otor
spor
ts
ww
w.li
vern
oism
otor
spor
ts.c
om4.
005
4.00
0M
anle
y F
orge
dC
levi
te C
oate
d 6.
125
Man
ley
For
ged,
H-B
eam
R
oss
For
ged
Ros
s H
-13,
Str
aigh
t,11
8g
Tota
l Sea
l S
teel
75
00K
IT 2
4
408
Eag
le S
peci
alty
Pro
duct
s w
ww
.eag
lero
d.co
m4.
030
4.00
0E
agle
For
ged
Kin
g U
ncoa
ted
6.12
5 E
agle
For
ged,
H-B
eam
Rod
Rat
io 1
.53
Mah
le 1
0.8:
1 F
orge
dM
ahle
Ste
el, S
trai
ght
Mah
le M
oly,
Duc
tile
Iron
70
00B
1291
0403
0
408
Luna
ti P
ower
ww
w.lu
natip
ower
.com
4.03
04.
000
Luna
ti V
oodo
oF
orge
dK
ing
Unc
oate
dLu
nati
Voo
doo
For
ged
Dia
mon
d D
ish
For
dD
iam
ond
Str
aigh
tTo
tal S
eal M
oly
408
Sca
t Ent
erpr
ises
w
ww
.sca
tent
erpr
ises
.com
3.03
04.
125
Sca
t For
ged
Cle
vite
Unc
oate
d6.
125
Sca
t For
ged
H-B
eam
/1.4
8 R
od R
atio
Rac
e Te
c F
orge
d D
ish
Top
Rac
e Te
c To
ol S
teel
110g
Tota
l Sea
l Duc
tile
Mol
y1-
4192
1 (
LS2)
408.
18A
tech
Mot
orsp
orts
ww
w.a
tech
mot
orsp
orts
.com
4.03
04.
000
Esp
For
ged
Cle
vite
Eag
le F
orge
d, H
-Bea
m
Mah
le F
orge
dP
lasm
a M
oly
File
fit
ES
P-
1291
0403
0
416
Coa
st H
igh
Per
form
ance
ww
w.c
oast
high
.com
4.07
04.
000
Pro
be F
orge
dC
levi
te U
ncoa
ted
6.12
5 P
robe
For
ged,
H
-Bea
m
Pro
be F
orge
dP
robe
86L
20,
Str
aigh
t, 11
8g
Tota
l Sea
l M
oly,
Duc
tile
Iron
75
0015
000-
PS
-C41
6
416
Sca
t Ent
erpr
ises
w
ww
.sca
tent
erpr
ises
.com
4.07
04.
000
Sca
t For
ged
Cle
vite
Unc
oate
d6.
125
Sca
t For
ged
H-B
eam
/1.5
3 R
od R
atio
SR
P F
orge
d F
lat o
rD
ishe
d To
pS
RP
Str
aigh
t To
ol S
teel
106
gTo
tal S
eal D
uctil
eM
oly
1-41
912-
070
Fla
t Top
1-
4191
2-07
0 D
ishe
d To
p
416
Luna
ti P
ower
ww
w.lu
natip
ower
.com
4.07
04.
000
Luna
ti V
oodo
oF
orge
dK
ing
Unc
oate
dLu
nati
Voo
doo
For
ged
6.12
5” I-
Bea
mD
iam
ond
For
ged
Dia
mon
d S
trai
ght
Tota
l Sea
l Mol
y
419
Live
rnoi
s M
otor
spor
ts
ww
w.li
vern
oism
otor
spor
ts.c
om4.
070
4.00
0M
anle
y F
orge
dC
levi
te C
oate
d 6.
125
Man
ley
For
ged,
H
-Bea
m
Ros
s F
orge
dR
oss
H-1
3,
Str
aigh
t, 11
8g
Tota
l Sea
l S
teel
75
00K
IT 2
6
427
Live
rnoi
s M
otor
spor
ts
ww
w.li
vern
oism
otor
spor
ts.c
om4.
125
4.00
0M
anle
y F
orge
dC
levi
te C
oate
d 6.
125
Man
ley
For
ged,
H
-Bea
m
Ros
s F
orge
dR
oss
H-1
3,
Str
aigh
t, 11
8g
Tota
l Sea
l S
teel
75
00LM
EB
B
427
K1
Tech
nolo
gies
w
ww
.k1t
echn
olog
ies.
com
4.12
54.
000
K1,
For
ged
346-
4000
RB
6F
Cle
vite
Opt
iona
l 6.
125
K1
CH
612
5 A
LL-
BLS
8A F
orge
d H
-Bea
mW
isec
o, F
orge
d,K
395x
125
Wis
eco
Str
aigh
t 51
15, 1
05g
Wis
eco
GF
X S
teel
Nitr
ide
Nap
ier
8000
R-K
D20
147
(LS
x)
429
Eag
le S
peci
alty
Pro
duct
sw
ww
.eag
lero
d.co
m4.
070
4.12
5E
agle
For
ged
Kin
g U
ncoa
ted
6.12
5 E
agle
For
ged,
H
-Bea
m R
od R
atio
1.4
8 M
ahle
11.
0:1
For
ged
Mah
le S
teel
, Str
aigh
t M
ahle
Mol
y, D
uctil
eIr
on
8000
B12
9524
070
429
Live
rnoi
s M
otor
spor
ts
ww
w.li
vern
oism
otor
spor
ts.c
om4.
130
4.00
0M
anle
y F
orge
dC
levi
te C
oate
d 6.
125
Man
ley
For
ged,
H
-Bea
m
Ros
s F
orge
dR
oss
H-1
3,
Str
aigh
t, 11
8g
Tota
l Sea
l S
teel
75
00LM
ELS
X42
9
434
Luna
ti P
ower
ww
w.lu
natip
ower
.com
4.15
54.
000
Luna
ti S
igna
ture
For
ged
Kin
g U
ncoa
ted
6.12
5 Lu
nati
Sig
natu
reF
orge
d, I-
Bea
m
Luna
ti F
orge
dLu
nati
Str
aigh
t Lu
nati
Mol
y N
ew
41-48 Stroker Charts updated 7/15/14 11:39 AM Page 43
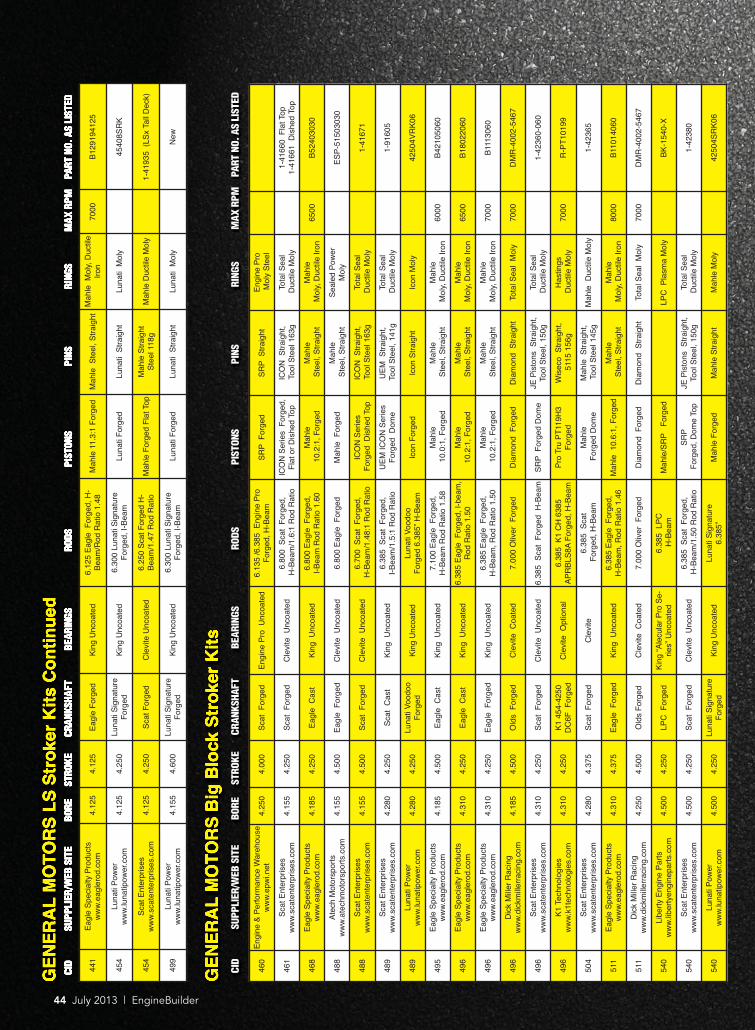
44 July 2013 | EngineBuilder
GE
NE
RA
L M
OTO
RS
LS
Str
oke
r K
its
Co
nti
nu
edCI
D
SUPP
LIER
/WEB
SIT
E
BORE
S
TROK
E
CR
ANKS
HAFT
BE
ARIN
GS
RODS
PIS
TONS
PI
NS
RING
S
MAX
RPM
P
ART
NO. A
S LI
STED
GE
NE
RA
L M
OTO
RS
Big
Blo
ck S
tro
ker
Kit
sCI
D
SUPP
LIER
/WEB
SIT
E
BORE
S
TROK
E
CR
ANKS
HAFT
BE
ARIN
GS
RODS
PIS
TONS
PI
NS
RING
S
MAX
RPM
P
ART
NO. A
S LI
STED
441
Eag
le S
peci
alty
Pro
duct
s w
ww
.eag
lero
d.co
m4.
125
4.12
5E
agle
For
ged
Kin
g U
ncoa
ted
6.12
5 E
agle
For
ged,
H-
Bea
m/R
od R
atio
1.4
8 M
ahle
11.
3:1
For
ged
Mah
le S
teel
, Str
aigh
t M
ahle
Mol
y, D
uctil
eIr
on
7000
B12
9194
125
454
Luna
ti P
ower
ww
w.lu
natip
ower
.com
4.12
54.
250
Luna
ti S
igna
ture
For
ged
Kin
g U
ncoa
ted
6.30
0 Lu
nati
Sig
natu
reF
orge
d, I-
Bea
m
Luna
ti F
orge
dLu
nati
Str
aigh
t Lu
nati
Mol
y 45
408S
RK
454
Sca
t Ent
erpr
ises
w
ww
.sca
tent
erpr
ises
.com
4.12
54.
250
Sca
t For
ged
Cle
vite
Unc
oate
d6.
250
Sca
t For
ged
H-
Bea
m/1
.47
Rod
Rat
ioM
ahle
For
ged
Fla
t Top
Mah
le S
trai
ght
Ste
el 1
18g
Mah
le D
uctil
e M
oly
1-41
935
(LS
x Ta
ll D
eck)
499
Luna
ti P
ower
ww
w.lu
natip
ower
.com
4.15
54.
600
Luna
ti S
igna
ture
For
ged
Kin
g U
ncoa
ted
6.30
0 Lu
nati
Sig
natu
reF
orge
d, I-
Bea
m
Luna
ti F
orge
dLu
nati
Str
aigh
t Lu
nati
Mol
y N
ew
460
Eng
ine
& P
erfo
rman
ce W
areh
ouse
ww
w.e
pwi.n
et4.
250
4.00
0 S
cat
For
ged
Eng
ine
Pro
Unc
oate
d 6.
135
/6.3
85 E
ngin
e P
roF
orge
d, H
-Bea
m
SR
P F
orge
d S
RP
Str
aigh
t E
ngin
e P
ro
Mol
y S
teel
461
Sca
t Ent
erpr
ises
w
ww
.sca
tent
erpr
ises
.com
4.15
5 4.
250
Sca
t F
orge
d C
levi
te U
ncoa
ted
6.80
0 S
cat
For
ged,
H-B
eam
/1.6
:1 R
od R
atio
IC
ON
Ser
ies
For
ged,
Fla
t or
Dis
hed
Top
ICO
N S
trai
ght,
Tool
Ste
el 1
63g
Tota
l Sea
l D
uctil
e M
oly
1-41
660
Fla
t Top
1-
4166
1 D
ishe
d To
p
468
Eag
le S
peci
alty
Pro
duct
s w
ww
.eag
lero
d.co
m4.
185
4.25
0E
agle
Cas
t K
ing
Unc
oate
d 6.
800
Eag
le F
orge
d,
I-B
eam
Rod
Rat
io 1
.60
Mah
le
10.2
:1, F
orge
d M
ahle
S
teel
, Str
aigh
t M
ahle
M
oly,
Duc
tile
Iron
65
00B
5240
3030
488
Ate
ch M
otor
spor
ts
ww
w.a
tech
mot
orsp
orts
.com
4.15
54.
500
Eag
le F
orge
d C
levi
te U
ncoa
ted
6.80
0 E
agle
For
ged
Mah
le F
orge
d M
ahle
S
teel
, Str
aigh
t S
eale
d P
ower
M
oly
ES
P-5
1503
030
488
Sca
t Ent
erpr
ises
w
ww
.sca
tent
erpr
ises
.com
4.15
5 4.
500
Sca
t F
orge
d C
levi
te U
ncoa
ted
6.70
0 S
cat
For
ged,
H-B
eam
/1.4
8:1
Rod
Rat
io
ICO
N S
erie
sF
orge
d D
ishe
d To
p IC
ON
Str
aigh
t,To
ol S
teel
163
g To
tal S
eal
Duc
tile
Mol
y 1-
4167
1
489
Sca
t Ent
erpr
ises
w
ww
.sca
tent
erpr
ises
.com
4.28
0 4.
250
Sca
t C
ast
Kin
g U
ncoa
ted
6.38
5 S
cat
For
ged,
I-
Bea
m/1
.5:1
Rod
Rat
io
UE
M IC
ON
Ser
ies
For
ged
Dom
eU
EM
Str
aigh
t,To
ol S
teel
, 141
g To
tal S
eal
Duc
tile
Mol
y 1-
9160
5
489
Luna
ti P
ower
ww
w.lu
natip
ower
.com
4.28
04.
250
Luna
ti V
oodo
oF
orge
dK
ing
Unc
oate
dLu
nati
Voo
doo
For
ged
6.38
5” H
-Bea
mIc
on F
orge
dIc
on S
trai
ght
Icon
Mol
y42
504V
RK
06
495
Eag
le S
peci
alty
Pro
duct
s w
ww
.eag
lero
d.co
m4.
185
4.50
0E
agle
Cas
t K
ing
Unc
oate
d 7.
100
Eag
le F
orge
d,
H-B
eam
Rod
Rat
io 1
.58
Mah
le
10.0
:1, F
orge
d M
ahle
S
teel
, Str
aigh
t M
ahle
M
oly,
Duc
tile
Iron
60
00B
4210
5060
496
Eag
le S
peci
alty
Pro
duct
s w
ww
.eag
lero
d.co
m4.
310
4.25
0E
agle
Cas
t K
ing
Unc
oate
d 6.
385
Eag
le F
orge
d, I-
beam
,R
od R
atio
1.5
0 M
ahle
10
.2:1
, For
ged
Mah
le
Ste
el, S
trai
ght
Mah
le
Mol
y, D
uctil
e Ir
on
6500
B18
0220
60
496
Eag
le S
peci
alty
Pro
duct
s w
ww
.eag
lero
d.co
m4.
310
4.25
0E
agle
For
ged
Kin
g U
ncoa
ted
6.38
5 E
agle
For
ged,
H
-Bea
m, R
od R
atio
1.5
0 M
ahle
10
.2:1
, For
ged
Mah
le
Ste
el, S
trai
ght
Mah
le
Mol
y, D
uctil
e Ir
on
7000
B11
1306
0
496
Dic
k M
iller
Rac
ing
ww
w.d
ickm
iller
raci
ng.c
om4.
185
4.50
0O
lds
For
ged
Cle
vite
Coa
ted
7.00
0 O
liver
For
ged
Dia
mon
d F
orge
d D
iam
ond
Str
aigh
t To
tal S
eal
Mol
y 70
00D
MR
-400
2-54
67
496
Sca
t Ent
erpr
ises
w
ww
.sca
tent
erpr
ises
.com
4.31
0 4.
250
Sca
t F
orge
d C
levi
te U
ncoa
ted
6.38
5 S
cat
For
ged
H-B
eam
SR
P F
orge
d D
ome
JE P
isto
ns S
trai
ght,
Tool
Ste
el, 1
50g
Tota
l Sea
l D
uctil
e M
oly
1-42
360-
060
496
K1
Tech
nolo
gies
w
ww
.k1t
echn
olog
ies.
com
4.31
0 4.
250
K1
454-
4250
DC
6F F
orge
d C
levi
te O
ptio
nal
6.38
5 K
1 C
H 6
385
AP
RB
LS8A
For
ged,
H-B
eam
P
ro T
ru P
T11
9H3
For
ged
Wis
eco
Str
aigh
t,51
15 1
56g
Has
tings
D
uctil
e M
oly
7000
R-P
T10
199
504
Sca
t Ent
erpr
ises
w
ww
.sca
tent
erpr
ises
.com
4.28
0 4.
375
Sca
t F
orge
d C
levi
te6.
385
Sca
t F
orge
d, H
-Bea
m
Mah
leF
orge
d D
ome
Mah
le S
trai
ght,
Tool
Ste
el 1
45g
Mah
le D
uctil
e M
oly
1-42
365
511
Eag
le S
peci
alty
Pro
duct
s w
ww
.eag
lero
d.co
m4.
310
4.37
5E
agle
For
ged
Kin
g U
ncoa
ted
6.38
5 E
agle
For
ged,
H
-Bea
m, R
od R
atio
1.4
6 M
ahle
10.
6:1,
For
ged
Mah
le
Ste
el, S
trai
ght
Mah
le
Mol
y, D
uctil
e Ir
on
8000
B11
0140
60
511
Dic
k M
iller
Rac
ing
ww
w.d
ickm
iller
raci
ng.c
om4.
250
4.50
0O
lds
For
ged
Cle
vite
Coa
ted
7.00
0 O
liver
For
ged
Dia
mon
d F
orge
d D
iam
ond
Str
aigh
t To
tal S
eal
Mol
y 70
00D
MR
-400
2-54
67
540
Libe
rty
Eng
ine
Par
ts
ww
w.li
bert
yeng
inep
arts
.com
4.50
0 4.
250
LPC
For
ged
Kin
g “A
lecu
lar
Pro
Se-
ries”
Unc
oate
d 6.
385
LP
C
H-B
eam
M
ahle
/SR
PF
orge
d LP
C P
lasm
a M
oly
BK
-154
0-X
540
Sca
t Ent
erpr
ises
w
ww
.sca
tent
erpr
ises
.com
4.50
0 4.
250
Sca
t F
orge
d C
levi
te U
ncoa
ted
6.38
5 S
cat
For
ged,
H-B
eam
/1.5
0 R
od R
atio
S
RP
F
orge
d, D
ome
Top
JE P
isto
ns S
trai
ght,
Tool
Ste
el, 1
50g
Tota
l Sea
l D
uctil
e M
oly
1-42
380
540
Luna
ti P
ower
ww
w.lu
natip
ower
.com
4.50
04.
250
Luna
ti S
igna
ture
For
ged
Kin
g U
ncoa
ted
Luna
ti S
igna
ture
6.38
5”M
ahle
For
ged
Mah
le S
trai
ght
Mah
le M
oly
4250
4SR
K06
41-48 Stroker Charts updated 7/15/14 11:40 AM Page 44
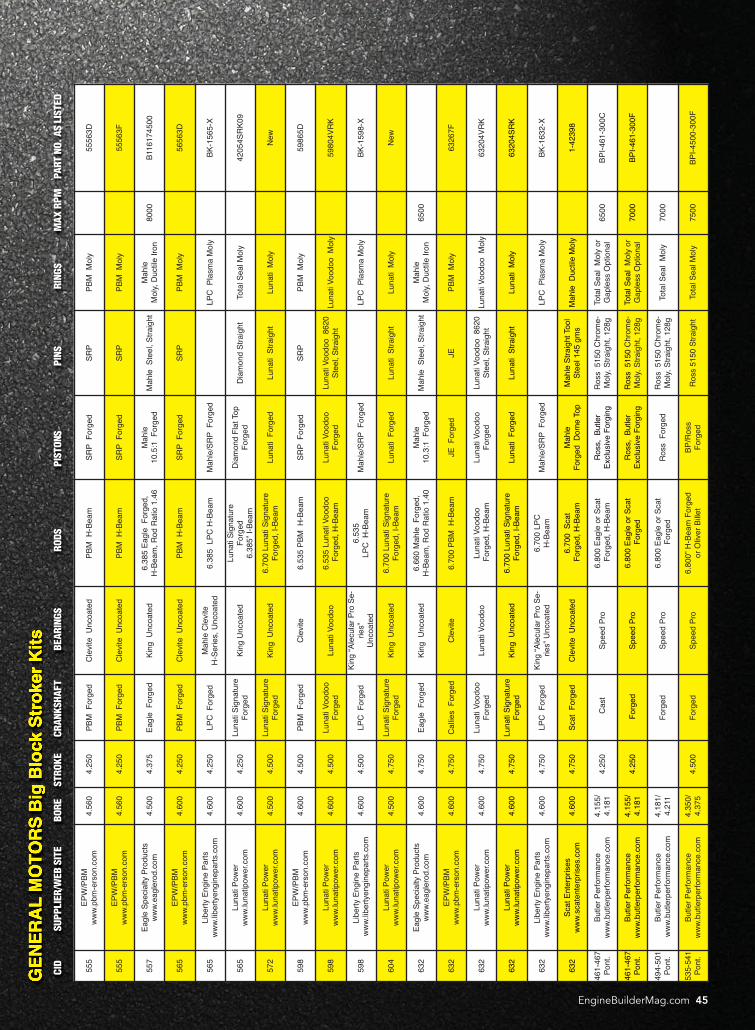
EngineBuilderMag.com 45
GE
NE
RA
L M
OTO
RS
Big
Blo
ck S
tro
ker
Kit
sCI
D
SUPP
LIER
/WEB
SIT
E
BORE
S
TROK
E
CR
ANKS
HAFT
BE
ARIN
GS
RODS
PIS
TONS
PI
NS
RING
S
MAX
RPM
P
ART
NO. A
S LI
STED
555
EP
W/P
BM
w
ww
.pbm
-ers
on.c
om4.
560
4.25
0P
BM
For
ged
Cle
vite
Unc
oate
d P
BM
H-B
eam
S
RP
For
ged
SR
PP
BM
Mol
y 55
563D
555
EP
W/P
BM
w
ww
.pbm
-ers
on.c
om4.
560
4.25
0P
BM
For
ged
Cle
vite
Unc
oate
d P
BM
H-B
eam
S
RP
For
ged
SR
PP
BM
Mol
y 55
563F
557
Eag
le S
peci
alty
Pro
duct
s w
ww
.eag
lero
d.co
m4.
500
4.37
5E
agle
For
ged
Kin
g U
ncoa
ted
6.38
5 E
agle
For
ged,
H
-Bea
m, R
od R
atio
1.4
6 M
ahle
10
.5:1
For
ged
Mah
le S
teel
, Str
aigh
t M
ahle
M
oly,
Duc
tile
Iron
80
00B
1161
7450
0
565
EP
W/P
BM
w
ww
.pbm
-ers
on.c
om4.
600
4.25
0P
BM
For
ged
Cle
vite
Unc
oate
d P
BM
H-B
eam
S
RP
For
ged
SR
PP
BM
Mol
y 56
563D
565
Libe
rty
Eng
ine
Par
ts
ww
w.li
bert
yeng
inep
arts
.com
4.60
0 4.
250
LPC
For
ged
Mah
le C
levi
teH
-Ser
ies,
Unc
oate
d 6.
385
LP
C H
-Bea
mM
ahle
/SR
PF
orge
d LP
C P
lasm
a M
oly
BK
-156
5-X
565
Luna
ti P
ower
ww
w.lu
natip
ower
.com
4.60
04.
250
Luna
ti S
igna
ture
For
ged
Kin
g U
ncoa
ted
Luna
ti S
igna
ture
For
ged
6.38
5” I-
Bea
m
Dia
mon
d F
lat T
opF
orge
dD
iam
ond
Str
aigh
tTo
tal S
eal M
oly
4205
4SR
K09
572
Luna
ti P
ower
ww
w.lu
natip
ower
.com
4.50
04.
500
Luna
ti S
igna
ture
For
ged
Kin
g U
ncoa
ted
6.70
0 Lu
nati
Sig
natu
reF
orge
d, I-
Bea
m
Luna
ti F
orge
d Lu
nati
Str
aigh
t Lu
nati
Mol
y N
ew
598
EP
W/P
BM
w
ww
.pbm
-ers
on.c
om4.
600
4.50
0P
BM
For
ged
Cle
vite
6.53
5 P
BM
H-B
eam
S
RP
For
ged
SR
PP
BM
Mol
y 59
865D
598
Luna
ti P
ower
ww
w.lu
natip
ower
.com
4.60
04.
500
Luna
ti V
oodo
oF
orge
d Lu
nati
Voo
doo
6.53
5 Lu
nati
Voo
doo
For
ged,
H-B
eam
Lu
nati
Voo
doo
F
orge
d Lu
nati
Voo
doo
862
0S
teel
, Str
aigh
t Lu
nati
Voo
doo
Mol
y 59
804V
RK
598
Libe
rty
Eng
ine
Par
ts
ww
w.li
bert
yeng
inep
arts
.com
4.60
0 4.
500
LPC
For
ged
Kin
g “A
lecu
lar
Pro
Se-
ries”
Unc
oate
d
6.53
5LP
C H
-Bea
mM
ahle
/SR
PF
orge
d LP
C P
lasm
a M
oly
BK
-159
8-X
604
Luna
ti P
ower
ww
w.lu
natip
ower
.com
4.50
04.
750
Luna
ti S
igna
ture
For
ged
Kin
g U
ncoa
ted
6.70
0 Lu
nati
Sig
natu
reF
orge
d, I-
Bea
m
Luna
ti F
orge
d Lu
nati
Str
aigh
t Lu
nati
Mol
y N
ew
632
Eag
le S
peci
alty
Pro
duct
s w
ww
.eag
lero
d.co
m4.
600
4.75
0E
agle
For
ged
Kin
g U
ncoa
ted
6.66
0 M
ahle
For
ged,
H
-Bea
m, R
od R
atio
1.4
0 M
ahle
10
.3:1
For
ged
Mah
le S
teel
, Str
aigh
t M
ahle
M
oly,
Duc
tile
Iron
65
00
632
EP
W/P
BM
w
ww
.pbm
-ers
on.c
om4.
600
4.75
0C
allie
s F
orge
d C
levi
te6.
700
PB
M H
-Bea
m
JE F
orge
d JE
PB
M M
oly
6326
7F
632
Luna
ti P
ower
ww
w.lu
natip
ower
.com
4.60
04.
750
Luna
ti V
oodo
oF
orge
d Lu
nati
Voo
doo
Luna
ti V
oodo
o F
orge
d, H
-Bea
m
Luna
ti V
oodo
o
For
ged
Luna
ti V
oodo
o 8
620
Ste
el, S
trai
ght
Luna
ti V
oodo
o M
oly
6320
4VR
K
632
Luna
ti P
ower
ww
w.lu
natip
ower
.com
4.60
04.
750
Luna
ti S
igna
ture
For
ged
Kin
g U
ncoa
ted
6.70
0 Lu
nati
Sig
natu
reF
orge
d, I-
Bea
m
Luna
ti F
orge
d Lu
nati
Str
aigh
t Lu
nati
Mol
y 63
204S
RK
632
Libe
rty
Eng
ine
Par
ts
ww
w.li
bert
yeng
inep
arts
.com
4.60
0 4.
750
LPC
For
ged
Kin
g “A
lecu
lar
Pro
Se-
ries”
Unc
oate
d 6.
700
LPC
H-B
eam
M
ahle
/SR
P F
orge
d LP
C P
lasm
a M
oly
BK
-163
2-X
632
Sca
t Ent
erpr
ises
w
ww
.sca
tent
erpr
ises
.com
4.60
0 4.
750
Sca
t F
orge
d C
levi
te U
ncoa
ted
6.70
0 S
cat
For
ged,
H-B
eam
M
ahle
F
orge
d D
ome
Top
Mah
le S
trai
ght T
ool
Ste
el 1
45 g
ms
Mah
le D
uctil
e M
oly
1-42
398
461-
467
Pon
t.B
utle
r P
erfo
rman
ce
ww
w.b
utle
rper
form
ance
.com
4.15
5/4.
181
4.25
0C
ast
Spe
ed P
ro6.
800
Eag
le o
r S
cat
For
ged,
H-B
eam
R
oss,
But
ler
Exc
lusi
ve F
orgi
ngR
oss
515
0 C
hrom
e-M
oly,
Str
aigh
t, 12
8g
Tota
l Sea
l M
oly
orG
aple
ss O
ptio
nal
6500
BP
I-46
1-30
0C
461-
467
Pon
t.B
utle
r P
erfo
rman
ce
ww
w.b
utle
rper
form
ance
.com
4.15
5/4.
181
4.25
0F
orge
d S
peed
Pro
6.80
0 E
agle
or
Sca
t F
orge
d R
oss,
But
ler
Exc
lusi
ve F
orgi
ng
Ros
s 5
150
Chr
ome-
Mol
y, S
trai
ght,
128g
To
tal S
eal
Mol
y or
Gap
less
Opt
iona
l70
00B
PI-
461-
300F
494-
501
Pon
t.B
utle
r P
erfo
rman
cew
ww
.but
lerp
erfo
rman
ce.c
om4.
181/
4.21
1F
orge
dS
peed
Pro
6.80
0 E
agle
or
Sca
t F
orge
d R
oss
For
ged
Ros
s 5
150
Chr
ome-
Mol
y, S
trai
ght,
128g
To
tal S
eal
Mol
y 70
00
535-
541
Pon
t.B
utle
r P
erfo
rman
cew
ww
.but
lerp
erfo
rman
ce.c
om4.
350/
4.37
54.
500
For
ged
Spe
ed P
ro6.
800”
H-B
eam
For
ged
or O
liver
Bill
etB
P/R
oss
For
ged
Ros
s 51
50 S
trai
ght
Tota
l Sea
l Mol
y75
00B
PI-
4500
-300
F
41-48 Stroker Charts updated 7/15/14 11:40 AM Page 45
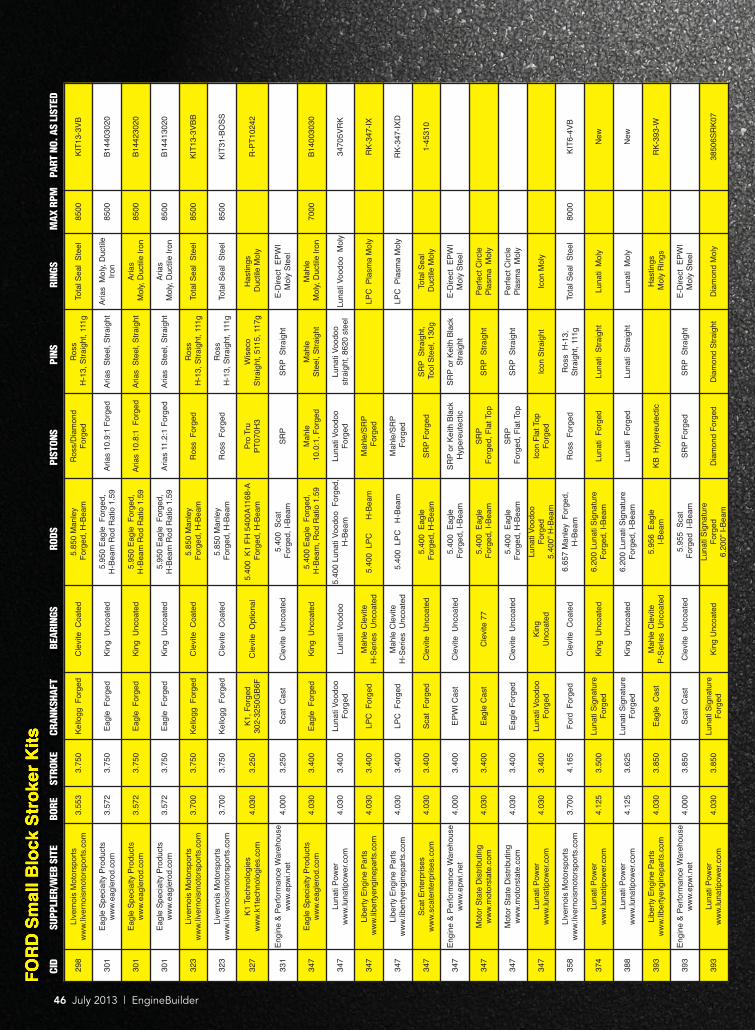
46 July 2013 | EngineBuilder
FO
RD
Sm
all B
lock
Str
oke
r K
its
CID
SU
PPLI
ER/W
EB S
ITE
BO
RE
STR
OKE
CRAN
KSHA
FT
BEAR
INGS
RO
DS
P
ISTO
NS
PINS
RI
NGS
M
AX R
PM
PAR
T NO
. AS
LIST
ED
298
LIve
rnoi
s M
otor
spor
ts
ww
w.li
vern
oism
otor
spor
ts.c
om3.
553
3.75
0K
ello
gg F
orge
d C
levi
te C
oate
d 5.
850
Man
ley
For
ged,
H-B
eam
R
oss/
Dia
mon
d
For
ged
Ros
s H
-13,
Str
aigh
t, 11
1g
Tota
l Sea
l S
teel
85
00K
IT13
-3V
B
301
Eag
le S
peci
alty
Pro
duct
s w
ww
.eag
lero
d.co
m3.
572
3.75
0E
agle
For
ged
Kin
g U
ncoa
ted
5.95
0 E
agle
For
ged,
H
-Bea
m R
od R
atio
1.5
9 A
rias
10.9
:1 F
orge
d A
rias
Ste
el, S
trai
ght
Aria
s M
oly,
Duc
tile
Iron
85
00B
1440
3020
301
Eag
le S
peci
alty
Pro
duct
s w
ww
.eag
lero
d.co
m3.
572
3.75
0E
agle
For
ged
Kin
g U
ncoa
ted
5.95
0 E
agle
For
ged,
H
-Bea
m R
od R
atio
1.5
9 A
rias
10.8
:1 F
orge
d A
rias
Ste
el, S
trai
ght
Aria
s M
oly,
Duc
tile
Iron
85
00B
1442
3020
301
Eag
le S
peci
alty
Pro
duct
s w
ww
.eag
lero
d.co
m3.
572
3.75
0E
agle
For
ged
Kin
g U
ncoa
ted
5.95
0 E
agle
For
ged,
H
-Bea
m R
od R
atio
1.5
9 A
rias
11.2
:1 F
orge
d A
rias
Ste
el, S
trai
ght
Aria
s M
oly,
Duc
tile
Iron
85
00B
1441
3020
323
Live
rnoi
s M
otor
spor
ts
ww
w.li
vern
oism
otor
spor
ts.c
om3.
700
3.75
0K
ello
gg F
orge
d C
levi
te C
oate
d 5.
850
Man
ley
For
ged,
H-B
eam
R
oss
For
ged
Ros
s H
-13,
Str
aigh
t, 11
1g
Tota
l Sea
l S
teel
85
00K
IT13
-3V
BB
323
Live
rnoi
s M
otor
spor
ts
ww
w.li
vern
oism
otor
spor
ts.c
om3.
700
3.75
0K
ello
gg F
orge
d C
levi
te C
oate
d 5.
850
Man
ley
For
ged,
H-B
eam
R
oss
For
ged
Ros
s H
-13,
Str
aigh
t, 11
1g
Tota
l Sea
l S
teel
85
00K
IT31
-BO
SS
327
K1
Tech
nolo
gies
w
ww
.k1t
echn
olog
ies.
com
4.03
0 3.
250
K1,
For
ged
302-
3250
GB
6F
Cle
vite
Opt
iona
l 5.
400
K1
FH
540
0A11
68-A
For
ged,
H-B
eam
P
ro T
ru
PT
070H
3W
isec
o S
trai
ght,
5115
, 117
g H
astin
gs
Duc
tile
Mol
y R
-PT
1024
2
331
Eng
ine
& P
erfo
rman
ce W
areh
ouse
ww
w.e
pwi.n
et4.
000
3.25
0 S
cat
Cas
tC
levi
te U
ncoa
ted
5.40
0 S
cat
For
ged,
I-B
eam
S
RP
SR
P S
trai
ght
E-D
irect
EP
WI
Mol
y S
teel
347
Eag
le S
peci
alty
Pro
duct
s w
ww
.eag
lero
d.co
m4.
030
3.40
0E
agle
For
ged
Kin
g U
ncoa
ted
5.40
0 E
agle
For
ged,
H
-Bea
m, R
od R
atio
1.5
9 M
ahle
10
.0:1
, For
ged
Mah
le
Ste
el, S
trai
ght
Mah
le
Mol
y, D
uctil
e Ir
on
7000
B14
0030
30
347
Luna
ti P
ower
ww
w.lu
natip
ower
.com
4.03
03.
400
Luna
ti V
oodo
oF
orge
d Lu
nati
Voo
doo
5.40
0 Lu
nati
Voo
doo
For
ged,
H-B
eam
Lu
nati
Voo
doo
F
orge
d Lu
nati
Voo
doo
stra
ight
, 862
0 st
eel
Luna
ti V
oodo
o M
oly
3470
5VR
K
347
Libe
rty
Eng
ine
Par
ts
ww
w.li
bert
yeng
inep
arts
.com
4.03
0 3.
400
LPC
For
ged
Mah
le C
levi
teH
-Ser
ies
Unc
oate
d 5.
400
LP
C
H
-Bea
m
Mah
le/S
RP
For
ged
LPC
Pla
sma
Mol
y R
K-3
47-I
X
347
Libe
rty
Eng
ine
Par
ts
ww
w.li
bert
yeng
inep
arts
.com
4.03
0 3.
400
LPC
For
ged
Mah
le C
levi
teH
-Ser
ies
Unc
oate
d 5.
400
LP
C
H-B
eam
M
ahle
/SR
PF
orge
d LP
C P
lasm
a M
oly
RK
-347
-IX
D
347
Sca
t Ent
erpr
ises
w
ww
.sca
tent
erpr
ises
.com
4.03
03.
400
Sca
t F
orge
d C
levi
te U
ncoa
ted
5.40
0 E
agle
For
ged,
H-B
eam
S
RP
For
ged
SR
P S
trai
ght,
Tool
Ste
el, 1
30g
Tota
l Sea
l D
uctil
e M
oly
1-45
310
347
Eng
ine
& P
erfo
rman
ce W
areh
ouse
ww
w.e
pwi.n
et4.
000
3.40
0 E
PW
I Cas
t C
levi
te U
ncoa
ted
5.40
0 E
agle
For
ged,
I-B
eam
S
RP
or
Kei
th B
lack
H
yper
eute
ctic
S
RP
or
Kei
th B
lack
Str
aigh
t E
-Dire
ct E
PW
IM
oly
Ste
el
347
Mot
or S
tate
Dis
trib
utin
g
ww
w.m
otor
stat
e.co
m4.
030
3.40
0 E
agle
Cas
t C
levi
te 7
75.
400
Eag
leF
orge
d, I-
Bea
m
SR
PF
orge
d, F
lat T
op
SR
P S
trai
ght
Per
fect
Circ
leP
lasm
a M
oly
347
Mot
or S
tate
Dis
trib
utin
g
ww
w.m
otor
stat
e.co
m4.
030
3.40
0 E
agle
For
ged
Cle
vite
Unc
oate
d 5.
400
Eag
le
For
ged,
H-B
eam
S
RP
For
ged,
Fla
t Top
S
RP
Str
aigh
t P
erfe
ct C
ircle
Pla
sma
Mol
y
347
Luna
ti P
ower
ww
w.lu
natip
ower
.com
4.03
03.
400
Luna
ti V
oodo
oF
orge
dK
ing
Unc
oate
d
Luna
ti V
oodo
oF
orge
d5.
400”
H-B
eam
Icon
Fla
t Top
F
orge
dIc
on S
trai
ght
Icon
Mol
y
358
LIve
rnoi
s M
otor
spor
ts
ww
w.li
vern
oism
otor
spor
ts.c
om3.
700
4.16
5F
ord
For
ged
Cle
vite
Coa
ted
6.65
7 M
anle
y F
orge
d,
H-B
eam
R
oss
For
ged
Ros
s H
-13,
S
trai
ght,
111g
To
tal S
eal
Ste
el
8000
KIT
6-4V
B
374
Luna
ti P
ower
ww
w.lu
natip
ower
.com
4.12
53.
500
Luna
ti S
igna
ture
For
ged
Kin
g U
ncoa
ted
6.20
0 Lu
nati
Sig
natu
reF
orge
d, I-
Bea
m
Luna
ti F
orge
d Lu
nati
Str
aigh
t Lu
nati
Mol
y N
ew
388
Luna
ti P
ower
ww
w.lu
natip
ower
.com
4.12
53.
625
Luna
ti S
igna
ture
For
ged
Kin
g U
ncoa
ted
6.20
0 Lu
nati
Sig
natu
reF
orge
d, I-
Bea
m
Luna
ti F
orge
d Lu
nati
Str
aigh
t Lu
nati
Mol
y N
ew
393
Libe
rty
Eng
ine
Par
ts
ww
w.li
bert
yeng
inep
arts
.com
4.03
0 3.
850
Eag
le C
ast
Mah
le C
levi
teP
-Ser
ies
Unc
oate
d 5.
956
Eag
leI-
Bea
m
KB
Hyp
ereu
tect
ic
Has
tings
Mol
y R
ings
R
K-3
93-W
393
Eng
ine
& P
erfo
rman
ce W
areh
ouse
ww
w.e
pwi.n
et4.
000
3.85
0 S
cat
Cas
tC
levi
te U
ncoa
ted
5.95
5 S
cat
For
ged
I-B
eam
S
RP
For
ged
SR
P S
trai
ght
E-D
irect
EP
WI
Mol
y S
teel
393
Luna
ti P
ower
ww
w.lu
natip
ower
.com
4.03
03.
850
Luna
ti S
igna
ture
For
ged
Kin
g U
ncoa
ted
Luna
ti S
igna
ture
For
ged
6.20
0” I-
Bea
mD
iam
ond
For
ged
Dia
mon
d S
trai
ght
Dia
mon
d M
oly
3850
6SR
K07
41-48 Stroker Charts updated 7/15/14 11:40 AM Page 46
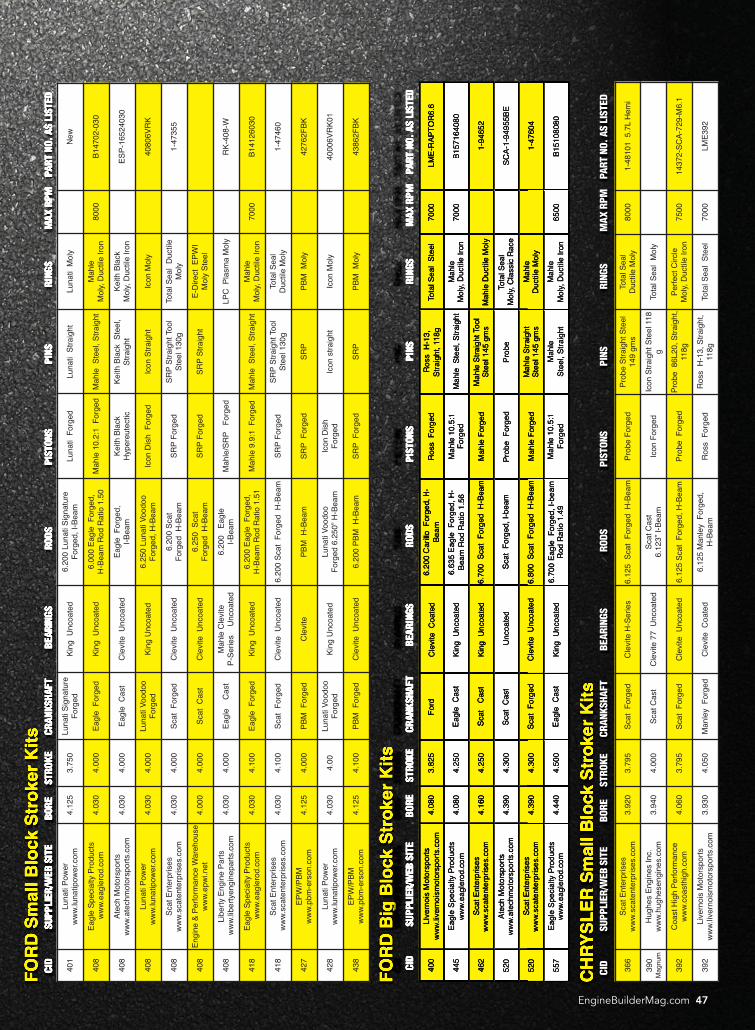
EngineBuilderMag.com 47
FO
RD
Sm
all B
lock
Str
oke
r K
its
CID
SU
PPLI
ER/W
EB S
ITE
BO
RE
STR
OKE
CRAN
KSHA
FT
BEAR
INGS
RO
DS
P
ISTO
NS
PINS
RI
NGS
M
AX R
PM
PAR
T NO
. AS
LIST
ED
400
LIve
rnoi
s M
otor
spor
ts
ww
w.li
vern
oism
otor
spor
ts.c
om4.
080
3.82
5F
ord
Cle
vite
Coa
ted
6.20
0 C
arill
o F
orge
d, H
-B
eam
R
oss
For
ged
Ros
s H
-13,
S
trai
ght,
118g
To
tal S
eal
Ste
el
7000
LME
-RA
PT
OR
6.6
445
Eag
le S
peci
alty
Pro
duct
s w
ww
.eag
lero
d.co
m4.
080
4.25
0E
agle
Cas
t K
ing
Unc
oate
d 6.
635
Eag
le F
orge
d, H
-B
eam
Rod
Rat
io 1
.56
Mah
le 1
0.5:
1
For
ged
Mah
le S
teel
, Str
aigh
t M
ahle
M
oly,
Duc
tile
Iron
70
00B
1571
6408
0
462
Sca
t Ent
erpr
ises
w
ww
.sca
tent
erpr
ises
.com
4.16
0 4.
250
Sca
t C
ast
Kin
g U
ncoa
ted
6.70
0 S
cat
For
ged
H-B
eam
Mah
le F
orge
d M
ahle
Str
aigh
t Too
lS
teel
145
gm
sM
ahle
Duc
tile
Mol
y 1-
9465
2
520
Ate
ch M
otor
spor
ts
ww
w.a
tech
mot
orsp
orts
.com
4.39
04.
300
Sca
t C
ast
Unc
oate
d S
cat
For
ged,
I-be
am
Pro
be F
orge
d P
robe
Tota
l Sea
l M
oly,
Cla
ssic
Rac
e S
CA
-1-9
4955
BE
520
Sca
t Ent
erpr
ises
w
ww
.sca
tent
erpr
ises
.com
4.39
0 4.
300
Sca
t F
orge
d C
levi
te U
ncoa
ted
6.80
0 S
cat
For
ged
H-B
eam
Mah
le F
orge
d M
ahle
Str
aigh
t S
teel
145
gm
sM
ahle
D
uctil
e M
oly
1-47
604
557
Eag
le S
peci
alty
Pro
duct
s w
ww
.eag
lero
d.co
m4.
440
4.50
0E
agle
Cas
t K
ing
Unc
oate
d 6.
700
Eag
le F
orge
d, I-
beam
Rod
Rat
io 1
.49
Mah
le 1
0.5:
1
For
ged
Mah
le
Ste
el, S
trai
ght
Mah
le
Mol
y, D
uctil
e Ir
on
6500
B15
1080
80
FO
RD
Big
Blo
ck S
tro
ker
Kit
sCI
D
SUPP
LIER
/WEB
SIT
E
BORE
S
TROK
E
CR
ANKS
HAFT
BE
ARIN
GS
RODS
PIS
TONS
PI
NS
RING
S
MAX
RPM
P
ART
NO. A
S LI
STED
CH
RY
SL
ER
Sm
all B
lock
Str
oke
r K
its
CID
SU
PPLI
ER/W
EB S
ITE
BO
RE
STR
OKE
CRAN
KSHA
FT
BEAR
INGS
RO
DS
P
ISTO
NS
PINS
RI
NGS
M
AX R
PM
PAR
T NO
. AS
LIST
ED
366
Sca
t Ent
erpr
ises
w
ww
.sca
tent
erpr
ises
.com
3.92
0 3.
795
Sca
t F
orge
d C
levi
te H
-Ser
ies
6.12
5 S
cat
For
ged
H-B
eam
Pro
be F
orge
d P
robe
Str
aigh
t Ste
el14
9 gm
sTo
tal S
eal
Duc
tile
Mol
y 80
001-
4810
1 5
.7L
Hem
i
390
Mag
num
Hug
hes
Eng
ines
Inc.
w
ww
.hug
hese
ngin
es.c
om3.
940
4.00
0S
cat C
ast
Cle
vite
77
Unc
oate
d S
cat C
ast
6.12
3” I-
Bea
mIc
on F
orge
dIc
on S
trai
ght S
teel
118
gTo
tal S
eal
Mol
y
392
Coa
st H
igh
Per
form
ance
ww
w.c
oast
high
.com
4.06
03.
795
Sca
t F
orge
d C
levi
te U
ncoa
ted
6.12
5 S
cat
For
ged,
H-B
eam
P
robe
For
ged
Pro
be 8
6L20
, Str
aigh
t,11
8g
Per
fect
Circ
le
Mol
y, D
uctil
e Ir
on
7500
1437
2-S
CA
-729
-M6.
1
392
Live
rnoi
s M
otor
spor
ts
ww
w.li
vern
oism
otor
spor
ts.c
om3.
930
4.05
0M
anle
y F
orge
d C
levi
te C
oate
d 6.
125
Man
ley
For
ged,
H
-Bea
m
Ros
s F
orge
d R
oss
H-1
3, S
trai
ght,
118g
To
tal S
eal
Ste
el
7000
LME
392
401
Luna
ti P
ower
ww
w.lu
natip
ower
.com
4.12
53.
750
Luna
ti S
igna
ture
For
ged
Kin
g U
ncoa
ted
6.20
0 Lu
nati
Sig
natu
reF
orge
d, I-
Bea
m
Luna
ti F
orge
d Lu
nati
Str
aigh
t Lu
nati
Mol
y N
ew
408
Eag
le S
peci
alty
Pro
duct
sw
ww
.eag
lero
d.co
m4.
030
4.00
0E
agle
For
ged
Kin
g U
ncoa
ted
6.00
0 E
agle
For
ged,
H
-Bea
m R
od R
atio
1.5
0 M
ahle
10.
2:1
For
ged
Mah
le S
teel
, Str
aigh
t M
ahle
M
oly,
Duc
tile
Iron
80
00B
1470
2-03
0
408
Ate
ch M
otor
spor
ts
ww
w.a
tech
mot
orsp
orts
.com
4.03
04.
000
Eag
le C
ast
Cle
vite
Unc
oate
d E
agle
For
ged,
I-
Bea
m
Kei
th B
lack
H
yper
eute
ctic
K
eith
Bla
ck S
teel
,S
trai
ght
Kei
th B
lack
M
oly,
Duc
tile
Iron
E
SP
-165
2403
0
408
Luna
ti P
ower
ww
w.lu
natip
ower
.com
4.03
04.
000
Luna
ti V
oodo
oF
orge
d K
ing
Unc
oate
d6.
250
Luna
ti V
oodo
o
For
ged,
H-B
eam
Ic
on D
ish
For
ged
Icon
Str
aigh
t Ic
on M
oly
4080
6VR
K
408
Sca
t Ent
erpr
ises
w
ww
.sca
tent
erpr
ises
.com
4.03
04.
000
Sca
t F
orge
d C
levi
te U
ncoa
ted
6.20
0 S
cat
For
ged
H-B
eam
SR
P F
orge
d S
RP
Str
aigh
t Too
lS
teel
130
gTo
tal S
eal
Duc
tile
Mol
y 1-
4735
5
408
Eng
ine
& P
erfo
rman
ce W
areh
ouse
ww
w.e
pwi.n
et4.
000
4.00
0 S
cat
Cas
tC
levi
te U
ncoa
ted
6.25
0 S
cat
For
ged
H-B
eam
SR
P F
orge
d S
RP
Str
aigh
tE
-Dire
ct E
PW
IM
oly
Ste
el
408
Libe
rty
Eng
ine
Par
ts
ww
w.li
bert
yeng
inep
arts
.com
4.03
0 4.
000
Eag
le
Cas
t M
ahle
Cle
vite
P-S
erie
s
Unc
oate
d 6.
200
Eag
leI-
Bea
mM
ahle
/SR
PF
orge
d LP
C P
lasm
a M
oly
RK
-408
-W
418
Eag
le S
peci
alty
Pro
duct
sw
ww
.eag
lero
d.co
m4.
030
4.10
0E
agle
For
ged
Kin
g U
ncoa
ted
6.20
0 E
agle
For
ged,
H
-Bea
m R
od R
atio
1.5
1 M
ahle
9.9
:1 F
orge
d M
ahle
Ste
el, S
trai
ght
Mah
le
Mol
y, D
uctil
e Ir
on
7000
B14
1260
30
418
Sca
t Ent
erpr
ises
ww
w.s
cate
nter
pris
es.c
om4.
030
4.10
0S
cat
For
ged
Cle
vite
Unc
oate
d 6.
200
Sca
t F
orge
d H
-Bea
mS
RP
For
ged
SR
P S
trai
ght T
ool
Ste
el 1
30g
Tota
l Sea
l D
uctil
e M
oly
1-47
460
427
EP
W/P
BM
w
ww
.pbm
-ers
on.c
om4.
125
4.00
0P
BM
For
ged
Cle
vite
PB
M H
-Bea
m
SR
P F
orge
d S
RP
PB
M M
oly
4276
2FB
K
428
Luna
ti P
ower
ww
w.lu
natip
ower
.com
4.03
04.
00Lu
nati
Voo
doo
For
ged
Kin
g U
ncoa
ted
Luna
ti V
oodo
oF
orge
d 6.
250”
H-B
eam
Icon
Dis
hF
orge
dIc
on s
trai
ght
Icon
Mol
y40
006V
RK
01
438
EP
W/P
BM
w
ww
.pbm
-ers
on.c
om4.
125
4.10
0P
BM
For
ged
Cle
vite
Unc
oate
d 6.
200
PB
M H
-Bea
m
SR
P F
orge
d S
RP
PB
M M
oly
4386
2FB
K
41-48 Stroker Charts updated 7/15/14 11:41 AM Page 47
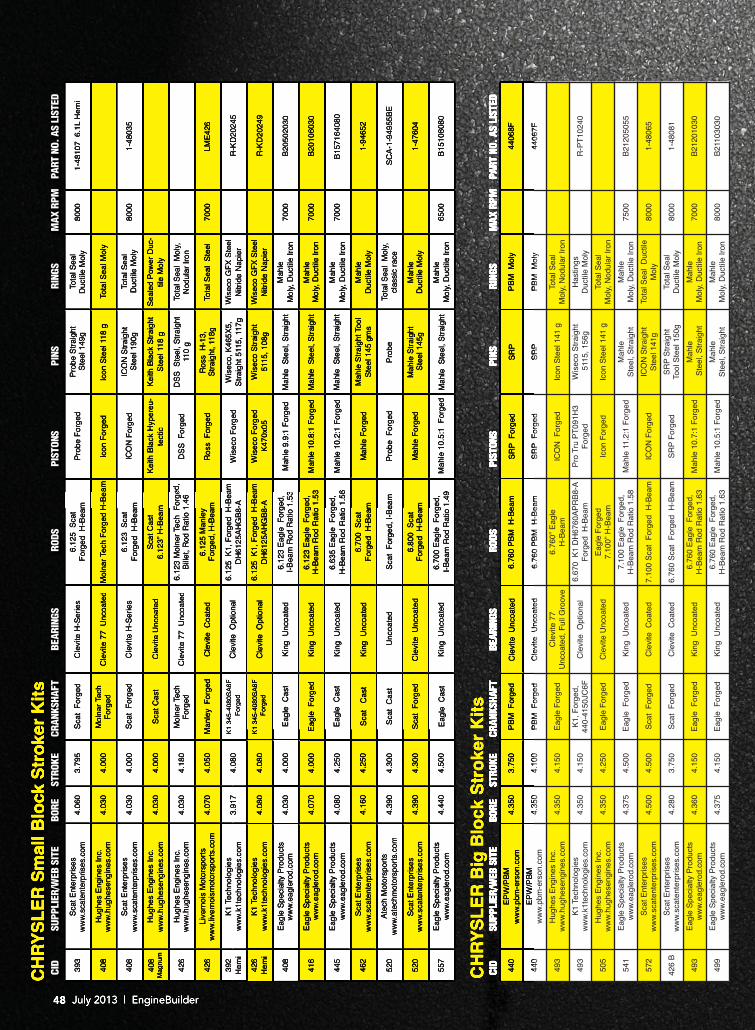
48 July 2013 | EngineBuilder
CH
RY
SL
ER
Big
Blo
ck S
tro
ker
Kit
sCI
D
SUPP
LIER
/WEB
SIT
E
BORE
S
TROK
E
CR
ANKS
HAFT
BE
ARIN
GS
RODS
PIS
TONS
PI
NS
RING
S
MAX
RPM
P
ART
NO. A
S LI
STED
440
EP
W/P
BM
w
ww
.pbm
-ers
on.c
om4.
350
3.75
0P
BM
For
ged
Cle
vite
Unc
oate
d 6.
760
PB
M H
-Bea
m
SR
P F
orge
d S
RP
PB
M M
oly
4406
8F
440
EP
W/P
BM
w
ww
.pbm
-ers
on.c
om4.
350
4.10
0P
BM
For
ged
Cle
vite
Unc
oate
d 6.
760
PB
M H
-Bea
m
SR
P F
orge
d S
RP
PB
M M
oly
4406
7F
493
Hug
hes
Eng
ines
Inc.
w
ww
.hug
hese
ngin
es.c
om4.
350
4.15
0E
agle
For
ged
Cle
vite
77
U
ncoa
ted,
Ful
l Gro
ove
6.76
0” E
agle
H
-Bea
m
ICO
NF
orge
d Ic
on S
teel
141
gTo
tal S
eal
Mol
y, N
odul
ar Ir
on
493
K1
Tech
nolo
gies
w
ww
.k1t
echn
olog
ies.
com
4.35
0 4.
150
K1,
For
ged,
44
0-41
50JC
6F
Cle
vite
Opt
iona
l 6.
670
K1
DH
6760
AP
RB
8-A
For
ged
H-B
eam
Pro
Tru
PT
091H
3F
orge
d W
isec
o S
trai
ght
5115
, 156
gH
astin
gs
Duc
tile
Mol
y R
-PT
1024
0
505
Hug
hes
Eng
ines
Inc.
w
ww
.hug
hese
ngin
es.c
om4.
350
4.25
0E
agle
For
ged
C
levi
te U
ncoa
ted
Eag
le F
orge
d
7.10
0” H
-Bea
m
Icon
For
ged
Icon
Ste
el 1
41 g
Tota
l Sea
l M
oly,
Nod
ular
Iron
541
Eag
le S
peci
alty
Pro
duct
s w
ww
.eag
lero
d.co
m4.
375
4.50
0E
agle
For
ged
Kin
g U
ncoa
ted
7.10
0 E
agle
For
ged,
H
-Bea
m R
od R
atio
1.5
8 M
ahle
11.
2:1
For
ged
Mah
le
Ste
el, S
trai
ght
Mah
le
Mol
y, D
uctil
e Ir
on
7500
B21
2050
55
572
Sca
t Ent
erpr
ises
w
ww
.sca
tent
erpr
ises
.com
4.50
04.
500
Sca
t F
orge
d C
levi
te C
oate
d 7.
100
Sca
t F
orge
d H
-Bea
mIC
ON
For
ged
ICO
N S
trai
ght
Ste
el 1
41g
Tota
l Sea
l D
uctil
eM
oly
8000
1-48
065
426
BS
cat E
nter
pris
es
ww
w.s
cate
nter
pris
es.c
om4.
280
3.75
0S
cat
For
ged
Cle
vite
Coa
ted
6.76
0 S
cat
For
ged
H-B
eam
SR
P F
orge
d S
RP
Str
aigh
t To
ol S
teel
150
gTo
tal S
eal
Duc
tile
Mol
y 80
001-
4808
1
493
Eag
le S
peci
alty
Pro
duct
s w
ww
.eag
lero
d.co
m4.
360
4.15
0E
agle
For
ged
Kin
g U
ncoa
ted
6.76
0 E
agle
For
ged,
H
-Bea
m R
od R
atio
1.6
3 M
ahle
10.
7:1
For
ged
Mah
le
Ste
el, S
trai
ght
Mah
le
Mol
y, D
uctil
e Ir
on
7000
B21
2010
30
499
Eag
le S
peci
alty
Pro
duct
s w
ww
.eag
lero
d.co
m4.
375
4.15
0E
agle
For
ged
Kin
g U
ncoa
ted
6.76
0 E
agle
For
ged,
H
-Bea
m R
od R
atio
1.6
3 M
ahle
10.
5:1
For
ged
Mah
le
Ste
el, S
trai
ght
Mah
le
Mol
y, D
uctil
e Ir
on
8000
B21
1030
30
393
Sca
t Ent
erpr
ises
w
ww
.sca
tent
erpr
ises
.com
4.06
0 3.
795
Sca
t F
orge
d C
levi
te H
-Ser
ies
6.12
5 S
cat
For
ged
H-B
eam
Pro
be F
orge
d P
robe
Str
aigh
t S
teel
149
gTo
tal S
eal
Duc
tile
Mol
y 80
001-
4810
7 6
.1L
Hem
i
408
Hug
hes
Eng
ines
Inc.
w
ww
.hug
hese
ngin
es.c
om4.
030
4.00
0M
olna
r Te
chF
orge
dC
levi
te 7
7 U
ncoa
ted
Mol
nar
Tech
For
ged
H-B
eam
Icon
For
ged
Icon
Ste
el 1
18 g
Tota
l Sea
l Mol
y
408
Sca
t Ent
erpr
ises
w
ww
.sca
tent
erpr
ises
.com
4.03
0 4.
000
Sca
t F
orge
d C
levi
te H
-Ser
ies
6.12
3 S
cat
For
ged
H-B
eam
ICO
N F
orge
d IC
ON
Str
aigh
t S
teel
190
gTo
tal S
eal
Duc
tile
Mol
y 80
001-
4803
5
408
Mag
num
Hug
hes
Eng
ines
Inc.
w
ww
.hug
hese
ngin
es.c
om4.
030
4.00
0S
cat C
ast
Cle
vite
Unc
oate
dS
cat C
ast
6.12
3” H
-Bea
mK
eith
Bla
ck H
yper
eu-
tect
icK
eith
Bla
ck S
trai
ght
Ste
el 1
18 g
Sea
led
Pow
er D
uc-
tile
Mol
y
426
Hug
hes
Eng
ines
Inc.
w
ww
.hug
hese
ngin
es.c
om4.
030
4.18
0M
olne
r Te
chF
orge
d C
levi
te 7
7 U
ncoa
ted
6.12
3 M
olne
r Te
ch F
orge
d,B
illet
, Rod
Rat
io 1
.46
DS
S F
orge
d D
SS
Ste
el, S
trai
ght
110
g To
tal S
eal
Mol
y,N
odul
ar Ir
on
426
Live
rnoi
s M
otor
spor
ts
ww
w.li
vern
oism
otor
spor
ts.c
om4.
070
4.05
0M
anle
y F
orge
d C
levi
te C
oate
d 6.
125
Man
ley
F
orge
d, H
-Bea
m
Ros
s F
orge
d R
oss
H-1
3,
Str
aigh
t, 11
8g
Tota
l Sea
l S
teel
70
00LM
E42
6
392
Hem
iK
1 Te
chno
logi
es
ww
w.k
1tec
hnol
ogie
s.co
m3.
917
4.08
0 K
1 34
5-40
80S
A6F
For
ged
Cle
vite
Opt
iona
l 6.
125
K1,
For
ged
H-B
eam
DH
6125
AH
GB
8-A
W
isec
o F
orge
d W
isec
o, K
465X
5,S
trai
ght 5
115,
117
gW
isec
o G
FX
Ste
elN
itrid
e N
apie
rR
-KD
2024
5
426
Hem
iK
1 Te
chno
logi
es
ww
w.k
1tec
hnol
ogie
s.co
m4.
080
4.08
0 K
1 34
5-40
80S
A6F
For
ged
Cle
vite
Opt
iona
l 6.
125
K1,
For
ged
H-B
eam
DH
6125
AH
GB
8-A
W
isec
o F
orge
dK
470x
05
Wis
eco
Str
aigh
t 51
15, 1
08g
Wis
eco
GF
X S
teel
Nitr
ide
Nap
ier
R-K
D20
249
408
Eag
le S
peci
alty
Pro
duct
s w
ww
.eag
lero
d.co
m4.
030
4.00
0E
agle
Cas
t K
ing
Unc
oate
d 6.
123
Eag
le F
orge
d,
I-B
eam
Rod
Rat
io 1
.53
Mah
le 9
.9:1
For
ged
Mah
le S
teel
, Str
aigh
t M
ahle
M
oly,
Duc
tile
Iron
70
00B
2050
2030
416
Eag
le S
peci
alty
Pro
duct
s w
ww
.eag
lero
d.co
m4.
070
4.00
0E
agle
For
ged
Kin
g U
ncoa
ted
6.12
3 E
agle
For
ged,
H
-Bea
m R
od R
atio
1.5
3 M
ahle
10.
8:1
For
ged
Mah
le S
teel
, Str
aigh
t M
ahle
M
oly,
Duc
tile
Iron
70
00B
2010
6030
445
Eag
le S
peci
alty
Pro
duct
s w
ww
.eag
lero
d.co
m4.
080
4.25
0E
agle
Cas
t K
ing
Unc
oate
d 6.
635
Eag
le F
orge
d,
H-B
eam
Rod
Rat
io 1
.56
Mah
le 1
0.2:
1 F
orge
d M
ahle
Ste
el, S
trai
ght
Mah
le
Mol
y, D
uctil
e Ir
on
7000
B15
7164
080
462
Sca
t Ent
erpr
ises
w
ww
.sca
tent
erpr
ises
.com
4.16
0 4.
250
Sca
t C
ast
Kin
g U
ncoa
ted
6.70
0 S
cat
For
ged
H-B
eam
Mah
le F
orge
d M
ahle
Str
aigh
t Too
lS
teel
145
gm
sM
ahle
D
uctil
e M
oly
1-94
652
520
Ate
ch M
otor
spor
ts
ww
w.a
tech
mot
orsp
orts
.com
4.39
04.
300
Sca
t C
ast
Unc
oate
d S
cat
For
ged,
I-B
eam
P
robe
For
ged
Pro
beTo
tal S
eal
Mol
y,cl
assi
c ra
ce
SC
A-1
-949
55B
E
520
Sca
t Ent
erpr
ises
w
ww
.sca
tent
erpr
ises
.com
4.39
0 4.
300
Sca
t F
orge
d C
levi
te U
ncoa
ted
6.80
0 S
cat
For
ged
H-B
eam
Mah
le F
orge
d M
ahle
Str
aigh
t S
teel
145
gM
ahle
D
uctil
e M
oly
1-47
604
557
Eag
le S
peci
alty
Pro
duct
s w
ww
.eag
lero
d.co
m4.
440
4.50
0E
agle
Cas
t K
ing
Unc
oate
d 6.
700
Eag
le F
orge
d,
I-B
eam
Rod
Rat
io 1
.49
Mah
le 1
0.5:
1 F
orge
d M
ahle
Ste
el, S
trai
ght
Mah
le
Mol
y, D
uctil
e Ir
on
6500
B15
1080
80
CH
RY
SL
ER
Sm
all B
lock
Str
oke
r K
its
CID
SU
PPLI
ER/W
EB S
ITE
BO
RE
STR
OKE
CRAN
KSHA
FT
BEAR
INGS
RO
DS
P
ISTO
NS
PINS
RI
NGS
M
AX R
PM
PAR
T NO
. AS
LIST
ED
41-48 Stroker Charts updated 7/15/14 11:42 AM Page 48
Circle 49 on Reader Service Card for more information
49 Auto Care Association_Layout 1 7/15/14 10:28 AM Page 49
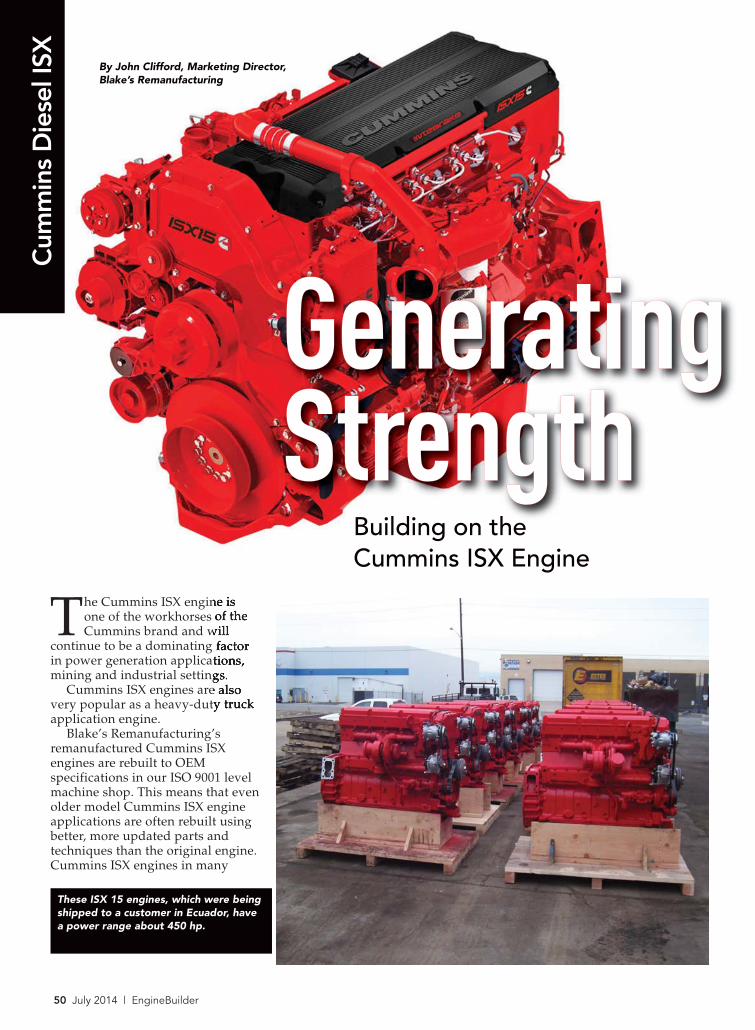
The Cummins ISX engine isone of the workhorses of theCummins brand and will
continue to be a dominating factorin power generation applications,mining and industrial settings.
Cummins ISX engines are alsovery popular as a heavy-duty truckapplication engine.
Blake’s Remanufacturing’sremanufactured Cummins ISXengines are rebuilt to OEMspecifications in our ISO 9001 levelmachine shop. This means that evenolder model Cummins ISX engineapplications are often rebuilt usingbetter, more updated parts andtechniques than the original engine.Cummins ISX engines in many
50 July 2014 | EngineBuilder
GeneratingStrength
Building on the Cummins ISX Engine
Cum
min
s D
iese
l ISX
These ISX 15 engines, which were beingshipped to a customer in Ecuador, havea power range about 450 hp.
By John Clifford, Marketing Director,Blake’s Remanufacturing
50-58 Cummins Diesel 7/15/14 11:38 AM Page 50
Circle 51 on Reader Service Card for more information
51 Area Diesel Service_Layout 1 7/15/14 10:27 AM Page 51
aspects replaced the Cummins N14engines in 2001, due to the EPA tierregulations.
The first Cummins ISX enginerolled off the production line in1998.
Until 2010, this engine was adual overhead cam design with onecam actuating the injectors and theother the valve train.
Beginning in 2013, Cummins ISXengines were equipped with on-board diagnostics which monitoremissions output and maximizesengine efficiency.
This Cummins ISX model wasalso completed one year ahead ofproduction schedule to meet theEPA Department of TransportationRegulations.
The “ISX” in Cummins ISXstands for “Interact System” whichis the on-highway fuel systemCummins developed to vastlyimprove performance. CumminsISX engines are very popular foron-highway and commercialtrucking applications since theyhave the ability to pull between430hp – 620hp at 2050 ft./lbs.Consequently, the brother of theCummins ISX is the Cummins QSXwhich is part of the “Quantum”series. The Cummins QSX engine isthe primary workhorse for off-highway, industrial, marine, heavyequipment and oil & gasapplications.
The Cummins QSX deliversbetween 365hp – 665hp at 1875ft./lbs. of torque. Blake’sRemanufacturing has the ability todo both Cummins ISX andCummins QSX engine rebuilds.
Cummins CoolingThe Cummins 15L ISX is the latestengine in the ISX family which debuted in 2013.
With the ISX 15 the fuel efficiencyis increased 10 percent + overprevious models. The foundation ofthe ISX 15L is the reduction of thesize of the radiator and multiplecooling panels.
This reduction in size of thecooling system without the loss ofcooling power mean overall betteraerodynamics within the engine. Thenew Cummins ISX engine coolingsystem allows for losses from the
52 July 2014 | EngineBuilder
Cummins ISX
REBUILDING TIPS ON THE ISX
1. Pay special attention to the spring loaded cam gear.
2. Need to use a puller for front and back seal. a. Special puller tool to pull off the crankshaft. b. Kent-Moore Tool.
3. Back off the spring loaded tension before unloading it.
4. Totally non interchangeable between ISX and QSX. Use all specified parts.
5. Difference between ISX engine blocks. a. Some have EGRs and others do not. b. You can use both types of engine blocks if need be: The water fittings just need to be fitted with frost plugs.
6. Everything on ISX and QSX is heavy-duty. These engines use heavy-duty cams.
7. Make sure to set the idol gear properly. ISX has floating gears as they are on a floating hub. a. The gears float because of the backlash. b. There must be backlash on the gears. c. There also must be torque between all of the gears. d. The timing must be set properly between the gears. e. In a running engine the gears must be unloaded. Only the Detroit 60 Series has similar floating gears.
8. Pay special attention to the dual overhead cams: one for the valves and injectors and the other for the Jake Brakes.
9. Overall, strictly follow the service manual. Stick to OEM specifications and tolerances as this engine is a very precise piece of equipment and has little room for error.
From the staff at Blake’s Remanufacturing Services, LLC, Denver, CO
50-58 Cummins Diesel 7/15/14 11:38 AM Page 52

Circle 53 on Reader Service Card for more information
53 Quality Power_Layout 1 7/15/14 10:26 AM Page 53

engine’s alternator and various other water pumps to bemitigated. The new technology also allows for more openroom which creates cooled air for the engine.
The new cooling technology will likely save around2,000 gallons of fuel per year for a class 8 truck whichalso means less particulate emissions. In addition toimproved efficiency of the cooling system Cummins hasalso refined the combustion chamber to provide feweractive re-generations of the after treatment system.
Focus on Fuel EfficiencyThe Cummins 15L ISX engine is also the newest enginewith the improved fuel system. Up until 2010 thetraditional Cummins ISX engine featured the antiquateddual overhead camshaft design.
One of the camshafts activated the injectors and theother camshaft activated the valve train.
This type of injection system is called high pressureinjection and operates to create injection pressure by the
camshaft actuation. The dual cam design uses an integrated fuel system
model (IFSM) which contains pressure regulators, gearpump, lift pump, metering and timing actuators andshutoff valve to accurately deliver diesel fuel directly tothe injectors.
The IFSM typically has a one section valve cover thatis either plastic or chrome plated on older models of theCummins ISX.
The latest versions of the Cummins ISX 15 enginekeep getting more fuel-efficient as the technology keepsadvancing. Cummins has stated that the newest ISX 15can deliver up to 2 percent better fuel economy thanpreviously reported. The newest Cummins ISX 15operational efficiency actually delivers morehorsepower than in older ISX engine models.
The ratings on the ISX 15 range from 400-600 hp(298-447 kW) with 2050 lb.-ft. of peak torque.
The SmartTorque system Cummins developed addsroughly 200 lb.-ft. of extra torque to the top two gearsof the engine.
This means that Class 8 trucks can drive up steepergrades with much fewer downshifts making the ridethat much smoother and less strenuous on the engine.
For other models of the Cummins ISX engine, theadditional torque from the SmartTorque system isapplied to the lower gears where it is needed the most.
Blake’s Remanufacturing reports that it can providea remanufactured Cummins ISX 15 for half the cost of anew model, with no loss of efficiency or horsepower.
Cummins ISX Fuel Efficiency PhysicsThe fuel efficiency technology of the Cummins ISXengine uses the power of steam. Harnessing the power of steam for propulsionpurposes has been around for almost 2,000 years. Thesteam engine was first patented in 1606 by Spanishinventor Jerónimo de Ayanz y Beaumont. It was in 1698that Thomas Savery patented a steam pump whichcondensed steam to create a vacuum to draw waterinto the chamber, then applied the pressurized steam tofurther a piston. The same basic steam technology is used today in theCummins ISX. This scientific process is called theOrganic Rankine Cycle.
Applying the Organic Rankine Cycle (ORC) to thediesel engine is quite a different process. Heat in astandard reciprocating engine if often looked assomething to be avoided at all costs, but with newtechnology it is utilized to aid in better fuel efficiency.The technology is called Exhaust Gas Recirculation(EGR) which turns excess heat from a major probleminto the key to improved efficiency. In the CumminsISX engine the heat comes out of the engine and travelsdirectly to a superheater system. The superheaterincreases the temperature of the wet steam from theboiler into an extremely dry superheated steam.
This concept of “dry steam” is steam that is heatedbeyond boiling. The dry steam contains a lot of energywhich then turns a turbine in power plant systems. The
54 July 2014 | EngineBuilder
Cummins ISX
Engine builders at Blake’s performing line boring on an engine block.
Engine builder Brad Millers prepping the engine block forassembly.
50-58 Cummins Diesel 7/15/14 11:38 AM Page 54
Circle 55 on Reader Service Card for more information
55 Henkel_Layout 1 7/15/14 10:25 AM Page 55

turbine then turns a generatorwhich converts waste heat intoelectricity. In the Cummins ISXengine the electricity is used topower a small electric motor builtinto the crankshaft. After thesuperheated dry steam’s energy istransferred into the turbine it lateris sent to a recuperator then to acondenser where it is condensedand routed back into the boiler
producing a closed loop system.This is quite a revolutionaryconcept for the Cummins ISXhaving both the internal andexternal combustion in one engine.
The extra energy that isrecovered comes from fourdifferent sources: 6 percentincrease in energy will come fromthe EGR, 2 percent will come fromexhaust energy, and 2 percent will
come from other accessories thatused to drain additional power. Allof this additional energy adds upto about 10 percent increase inoverall fuel efficiency for theCummins ISX 15.
The basic premise of theCummins ISX engine’s fuelefficiency is recovering wasteenergy.
Waste energy can be describedas energy that is not used for anypractical purposes. Energy can beneither created nor destroyed. It isstored in the form of kinetic energy(in motion) or potential energy(stored energy).
When studying energy withinthe Cummins ISX engine we canascertain that most of the energy isstored in the diesel fuel aspotential energy. When that dieselfuel is burned in the combustionengine it changes form to kineticenergy, which then drives thepistons. However, most of thediesel fuel’s energy is lost as heat.
One gallon of diesel fuelcontains about 139,000 Btu (BritishThermal Unit) of potential energy.
One Btu is defined as theamount of heat required to increaseone pound of water one degreeFahrenheit. The goal with anyengine is to achieve peak thermalefficiency where as peak thermalefficiency is described as the workyou get divided by the energy youput in.
For example, a gas powered carengine is roughly 25 percentefficient and a heavy-duty dieselpowered Cummins ISX engine isroughly 40 percent efficient.
What that means is that if avehicle used 10 gallons of gas only4 gallons would go to towardspropelling the tires forward; theother 6 gallons are wasted. TheOrganic Rankine Cycle technologyin the Cummins ISX 15 aims torecovery as much energy aspossible through heat recovery.Across the board, only roughly 33percent of energy is used towardsmoving the motor.
An example of waste energy inrelation to trucks is when heatescapes from the engine to theoutdoors.
The heat sources on a Cummins
56 July 2014 | EngineBuilder
Cummins ISX
Circle 56 for more information
50-58 Cummins Diesel 7/15/14 11:38 AM Page 56
vehicle that help warmyou up on a cold dayinclude the CumminsISX engine itself, theradiator, transfer case,transmission,differentials, U-Joints,brakes, cooling units,and your heater. Noiseis also a heat source andis mostly a waste energyby product.
The second kind ofenergy is work energy.Work energy is harnessedenergy being directedwhere you want it to go.However, there arealways going to be otherhindrances to 100 percentthermal efficiency.
Gravity, inertia, laws ofaerodynamics and dragwill always be barriers toovercome to capturing100 percent of an energysource.
The second law ofthermodynamics statesthat achieving 100 percentthermal efficiency can’t beaccomplished.
ISX Emissions HistoryCummins has always beenon the forefront ofemissions reduction andthe development oftechnology that improves
emissions output. The first technology
Cummins introduced tohelp reduce particulateemissions was cooledexhaust gas recirculation orEGR system. This systemwas introduced in theCummins ISX CM870model in 2002 and worksby taking exhaust gas andre-circulates it back into theengine intake.
This process radicallylowers the combustionchamber temperatures inthe Cummins ISX enginethus reducing the creationof Nitrogen Oxide. NOxand NOy (NOx plus othercompounds that are createdduring the oxidationprocess of NOx) are thecommon causes of airpollution, smog and acidrain.
Another big change inemissions reduction rolledout in 2008 whenCummins introducedDiesel Particulate Filtertechnology for the
EngineBuilderMag.com 57
Circle 57 for more information
Blake’s also offers new and re-manufactured crankshafts,camshafts, lifters, connectingrods, cylinder heads, cylinderblocks and rocker assemblies forall the major diesel manufactur-ers, including Caterpillar, DetroitDiesel, Waukesha, John Deere,Mack, Perkins, International/Nav-istar, Alco, EMD and Komatsu.
50-58 Cummins Diesel 7/15/14 11:38 AM Page 57

Cummins ISX CM871 model. Diesel Particulate Filter technology or DPF is afiltration system designed to trap particulate NOx matter created by theCummins ISX engine. The second step of the system is the Diesel OxidationCatalyst which further breaks down the particulate matter via oxidation of the
ash. The ash of thediesel particulate isoftentimes calledsoot.
Then again in2010 the CumminsISX engine madeanother upgrade toits emissionstechnology with theISX 15 CM2250model.
The Cummins ISX15 CM2250 featuresthe improvedExhaust GasRecirculation inaddition to SelectiveCatalytic Reduction
for dieselparticulatematter.These newguidelinesfurther
confined to EPAregulations alsoknown as UreaInjection Reduction.The selective catalytic reduction system contains adiesel exhaust fluid composed of urea and water,controller, holding tank, pump, injector and the catalystbrick.
The system works by heating up the diesel exhaustfluid which is then pumped and injected into adecomposition area which then chemically reacts withthe diesel exhaust in the Selective Catalytic Reductionchamber to reduce the level of NOx.
The Cummins ISX 15 uses one camshaft compared toprevious versions which used two. This single camshaftdesign in the Cummins ISX engine is due to theintroduction of the common rail fueling system inwhich diesel fuel is pressurized from already highpressure.
The fuel is stored in multiple piston pumps andtransferred through tubes to a rail where the diesel fuelis stored under extremely high pressures up to but notincluding 35,000 psi.For more information on the Cummins ISX engine or theCummins QSX engine, contact Blake's Remanufacturingat www.blakesreman.com.
For more on the 40 years of Blake’s Remanufacturing,check out the Rebuilder Profile article beginning on page 78. ■
58 July 2014 | EngineBuilder
Cummins ISX
All Blake’s remanufacturedexchange engines are dynotested prior to shipping.
Street SmartsIn 2009, Cummins Inc. unveiledits on-highway engine lineupready to meet the new Envi-ronmental Protection Agency(EPA) regulations for the NorthAmerican market recently.Among the products intro-duced was the new CumminsISX11.9 engine, a compact andlightweight medium-bore en-gine the company said wassuitable for vocational trucks,day cabs, emergency vehiclesand motor coach applications. Sharing common cooled EGR,VGT Turbocharger, XPI fuelsystem, electronic controls andaftertreatment system withthe ISX15, the ISX11.9 was of-fered with ratings from 310-425 HP (231-317 kW) andtorque from 1,150 to 1,650 lb.-ft. (1,559 – 2,237 N•m). TheISX11.9 was offered with anoptional engine compressionbrake.All of Cummins 2010 on-high-way MidRange and Heavy-Duty engines are compatiblewith long-life coolants andbiodiesel blends up to B20.
Circle 78 for more information
50-58 Cummins Diesel 7/15/14 11:39 AM Page 58

Circle 59 on Reader Service Card for more information
59 AAPEX_Layout 1 7/15/14 10:23 AM Page 59

The pistons are some of thehardest working componentsinside a diesel engine.
Diesel engines are highcompression, high heat engines thatdemand a lot from their pistons.Compression ratios are typically inthe 16:1 to 20:1 range, whichimproves thermal efficiency andfuel economy, but also creates morepressure.
Cylinder pressures in manyproduction diesel engines mayrange from 2200 up to 2700 PSI orhigher depending on the engine'spower rating, compared to 1450PSI for a naturally aspiratedgasoline engine or 2100 PSI for aturbocharged gas engine.
Diesel pistons also have tocontend with more heat than theirgasoline counterparts. Flametemperatures can range from 2600degrees F to over 3600 degrees F inthe piston's combustion bowl,producing surface temperatures ofup to 750 degrees F or higher in the
rim area around the bowl. At such temperatures,
aluminum pistons can bedangerously close to their meltingpoint, so oil cooling is essential todissipate heat, cool the rings andcontrol thermal expansion.
Keeping ‘em Cool...Diesel pistons are cooled byspraying oil at the underside of thepiston and directing some of the oilinto hollow cavities or galleries inthe top portion of the piston behindthe upper ring land.
On some pistons, an oil coolingduct is created in the back of thetop ring insert by welding on asteel plate. Oil cooling lowers thetemperature of the top ring up to100 degrees F or more for bettersealing, less blowby and longer piston and ring life.
...And Give ’em RoomHigh operating temperatures alsomean diesel pistons usually need
more clearance to accommodatethermal expansion – especiallywhen an engine is being modifiedto produce more power. On a stockDuramax, the factory recommendsabout .002 inch of piston-to-wallclearance. For a street performance/drag application, you might want toallow .006 to .008 inch of pistonclearance depending on the type ofpistons used (cast or forged) andthe amount of boost pressure.
For a high boost diesel enginebeing used in a pulling application,you might need as much as .012 to.013 inch of clearance.
Diesel Piston MaterialMost production diesel pistons arestill cast aluminum, though newmaterials are coming into use (moreon this in a minute).
One would think diesel pistons
60 July 2014 | EngineBuilder
Internal Affairs: The Demands on Diesel Pistons and Sleeves
Die
sel P
isto
ns
BY LARRY CARLEY, TECHNICAL EDITORDiesel engines demand a lot fromtheir pistons. Factors such as enginecompression ratios, cylinder pres-sures and flame temperatures are allimportant factors in the design andconstruction of diesel pistons.
60-67 Buying Diesel 7/15/14 11:37 AM Page 60
would be forged aluminum tohandle the higher loads and heat,and some aftermarket performancepistons for diesel engines are 2618forged aluminum or even CNC-machined billet aluminum.
However, cast aluminum pistonshave long been used for mostproduction diesel engines becausecast pistons can be easily moldedwith a steel upper ring land toextend the durability of the rings.Castings are also less expensive thanforgings or other materials.
The pistons that are used in lighttruck diesel engines such as GMDuramax, Ford Powerstroke andDodge Cummins tend to be longerand heavier than the pistons used ingasoline engines.
Bore sizes in these engines canrange from 3.74 inches up to 4.21inches depending on theapplication, but piston weights canbe as much as 1000 to 1200 gramswith a 300 to 400 gram wrist pin.
The extra weight doesn't mattermuch because a stock diesel enginetypically operates at relatively lowRPM (under 4,500 RPM). But ifyou're modifying one of theseengines for pulling or drag racing,you'll likely want a lighter forgedpiston that can handle higher enginespeeds. You'll also need differentpistons if you're building a strokermotor.
One piston supplier weinterviewed for this article said theoriginal equipment stock pistons inCummins engines are "over built"for durability. The wrist pins arelarge and heavy so they will last along time, which is great for a hard-working daily driver.
But for a diesel performanceengine, you may not need so muchbeef. The pins can be lightened upby using pistons that have smallerand shorter wrist pins.
Durability should not be an issuewith smaller, lighter wrist pinsbecause a diesel engine used forpulling or drag racing onlyexperiences maximum load for arelatively short period of time. Itisn't expected to go 200,000 miles ormore like a production engine.
Lighter performance pistons canalso make engine balancing easierand less expensive in certain
applications. With Duramax engines, the
crankshaft should be internallybalanced for performance use ratherthan externally balanced.
But this can require a lot of heavymetal in the counterweights. Usinglighter pistons can minimize theamount of heavy metal that's neededto achieve an internal balance.
One piston manufacturer said the
trend towards lighter dieselperformance pistons is only going toaccelerate. The manufacturerexpressed that the pistons they willbe making a few years from nowwill be much different and lighterthan the ones they are producing forperformance diesel engines today.
Diesel Piston CoatingsMany aftermarket suppliers of
EngineBuilderMag.com 61
Diesel Pistons
Internal Affairs:
Circle 61 for more information
60-67 Buying Diesel 7/15/14 11:37 AM Page 61

60-67 Buying Diesel 7/15/14 11:37 AM Page 62

forged pistons for dieselengines use various types ofcoatings and surfacetreatments on their pistons.Anodizing and similartreatments are typically usedin the ring grooves and crownarea for durability. Manyconsider anodizing a must ifyou're building a high boostengine for the pistons andrings to survive.
Anti-friction coatings arealso popular on the pistonskirt to provide scuffprotection.
These "dry film lubricants"may contain such ingredientsas molybdenum disulfide,tungsten disulfide and/orPTFE (Teflon) in athermosetting polymer binder(water or solvent based).
Dry film coatings aretypically formulated toprovide surface lubricity andprotect against friction, gallingand wear. A dry film coatingprovides an extra margin ofsafety if oil pressure is lost (atleast for awhile), and helpsprevent metal-to-metal contactunder extreme pressure orfollowing a dry start.
Dry film lubricant coatingson piston skirts typically addabout .001" to the pistondiameter, so the question oftencomes up as to how this affectspiston installation clearances.
One piston manufacturersaid it is not necessary tocompensate for the coatingwhen figuring piston-to-boreclearances. "Just pretend thecoating isn't there," is theiradvice. Use the piston size onthe box to calculate clearances,not the actual diameter of thecoated piston.
Another type of coatingthat may be used on dieselpistons to enhanceperformance and heatmanagement is a ceramic-metallic coating on the top ofthe piston and in the bowl.
In theory, heat reflectingcoatings improve thermalefficiency and help pistons runcooler.
But if the surface isn'tprepared properly before thecoating is applied, it may flakeloose under heat and load.
Piston Bowl ConfigurationsSome aftermarket performancepistons are reworked stockcast pistons. "De-lipping" thebowl area to open up thecombustion chamber is acommon modification.
A more open bowl allowslonger injector duration formore power. The size, shapeand angle of the center cone (ifused) in the bottom of the bowlmay also be modified to matchthe spray pattern of aparticular set of injectors.
One thing you do have tokeep in mind when replacingpistons in an unmodifieddiesel engine is to make surethe replacement pistons havethe same bowl configurationas the original. This isimportant to maintain thesame compression ratio andcombustion characteristics thatwere designed into the engineso you don't adversely affectfuel economy, performance oremissions.
For example, on Cumminsdiesels there are more than 25different pistons for CumminsB-series engines which includevariants for on-road, off-road,marine, turbocharged andnon-turbocharged, differentring packs, etc.
To get the right replacementpiston, you need to know the"CPL" (Critical Parts List) forthe engine application. TheCPL lists all of the major partsthat are used in the engine,including the pistons, cam,injectors and turbo. You mayalso need the originalequipment serial number onthe piston, which may beetched or laser printed on thetop of the piston. There mayalso be a raw casting numberinside the piston, but this isnot application specificbecause the same casting maybe machined different ways
EngineBuilderMag.com 63
Diesel Pistons
60-67 Buying Diesel 7/15/14 11:37 AM Page 63

for different engine applications.
Steel PistonsBig over-the-road heavy-duty truck engines areexpected to last a lot of miles, upwards of a millionor more with proper maintenance and care.
Cast aluminum pistons hold up well enough inlight to moderate use applications, but for highoutput engines, two-piece "articulated" pistons withsteel crowns and aluminum skirts may be used forimproved durability.
The wrist pin holds the two pieces together, andallows the piston to handle higher loads than wouldbe possible with a one-piece cast piston.
One-piece steel pistons have also been around fora number of years and offer numerous advantagesover cast aluminum, forged aluminum and two-piece aluminum/steel pistons in hard workingdiesel engines.
Steel pistons are more expensive to manufacturethan cast or forged aluminum pistons, but steel ismuch stronger than aluminum and can handlehigher loads and temperatures without failing.
Weight would seem to be a disadvantage, since steelis a heavier and denser metal than aluminum.
Yet steel pistons can be as light or even lighter than
aluminum pistons, if mass is removed in areas whereextra strength isn't needed. Ring land wear is also not aproblem with steel pistons because the entire piston issteel.
Another advantage with steel is that its coefficient of
64 July 2014 | EngineBuilder
Diesel Pistons
Circle 62 for more information Circle 64 for more information
60-67 Buying Diesel 7/15/14 11:37 AM Page 64

thermal expansion is similar to thatof a cast iron engine block.
Aluminum expands at a muchhigher rate than steel as it heats up,which increases the risk of pistonscuffing and wiping out a cylinder ifthe engine gets too hot.
Cylinder Sleeves And LinersLight duty diesel engines are likemost gasoline engines, in that theyhave cast iron blocks with eitheraluminum or cast iron heads.
If one or more cylinders are wornor damaged, they can often besalvaged and restored to theiroriginal bore diameter by boring theblock and pressing in a dry sleeve.
According to the people whomake sleeves, centrifugal spun-castductile iron sleeves should be yourfirst choice for any type ofperformance application.
Ductile iron has more tensilestrength than ordinary gray iron, aswell as more "give" (elongation)which allows it to resist crackingunder higher loads.
There are also different grades ofductile iron, some of which aresignificantly better than others.Sleeves and liners that are spun castalso provide a more uniform and
consistent metallurgy,so the sleeves don'thave hard spots orinclusions that maycause problems lateron.
Sleeves are usuallysemi-finished, and arenot final finished untilafter the block has beenbored and the sleevehas been pressed intoposition in the block.Wet liners, bycomparison, are oftenfinished tospecifications and areready to install.
Dry sleeves requirea certain amount of
press fit to hold the sleeve inplace.
The recommended amountof interference will varydepending on the type ofmetal the sleeve is made from,the type of engine block and
the application.
With similar metals (iron sleeve inan iron block), the standard press fitrecommendation is usually .001 to.002 inch of interference.
With dissimilar metals (ironsleeve in an aluminum block), asmuch as .003 inch of interferencemay be recommended.
One tip that makes dry sleeveinstallation easier and also improvescylinder cooling is to lightly brushthe cylinder bore after it has beenbored to accept the sleeve. This willsmooth the surface of the boreallowing the sleeve to slide intoplace more easily. A smoothersurface will also allow better metal-to-metal contact between the sleeveand block for good heat transfer.
Steel sleeves are used in somepuller motors and other dieselracing applications for theirhardness and strength. But steel isharder on rings than ductile iron, sodon't expect the rings to last foreverif you end up installing steel sleevesin a motor you are building. Plaincast iron rings often work best with
EngineBuilderMag.com 65
Diesel Pistons
Circle 65 for more information
Piston manufacturers interviewed in this article believe that the trend toward lighterdiesel performance pistons is only going toaccelerate, and that pistons being developeda few years from now will be much differentand lighter than the ones being manufacturedtoday.
60-67 Buying Diesel 7/15/14 11:37 AM Page 65

steel sleeves.The wet liners that are used in
heavy-duty diesel engines areessentially drop-in cylinders that aresealed at the top and bottom with aflange and o-rings.
The amount of slip fit will varydepending on the application, sofollow the OEM recommendations.Wet liners are thicker than repairsleeves or cast-in-place sleevesbecause they have no metal aroundthem to provide added support. Aswith dry sleeves, ductile iron linersprovide the extra strength neededfor high output applications.
Wet liners can fail from fatiguecracking, or as a result of cavitationerosion.
Every time the cylinder fires, itexpands and contracts slightlycausing small bubbles to form in thecoolant that is circulating around theoutside of the liners. When thebubbles implode, they do so withgreat force and chip away at theoutside of the liners.
Over time, cavitation can pit anderode away so much metal that theliner eventually perforates andallows coolant to leak into thecylinder. This can cause the engineto overheat, or it can even hydrolockthe cylinder.
Cavitation erosion is often theresult of coolant neglect, or using acoolant that does not contain“Supplemental Coolant Additives.”These additives include nitriteand/or molybdate that form aprotective oxide film on the outside
66 July 2014 | EngineBuilder
Diesel Pistons
Circle 66 for more information
60-67 Buying Diesel 7/15/14 11:37 AM Page 66

of the liners that helps them resistcavitation erosion.
Fully formulated heavy-dutyengine coolants that meet ASTMD6210 or similar standards containthe proper additives to resistcavitation erosion.
Piston and Sleeve Finishing and Break-In TipsWhen finishing diesel cylinder boresor sleeves, a two or three stepprocess that results in a plateaufinish is usually best to reduce ringbreak-in and seating time. The typeof honing stones, feed and pressureused to finish the cylinders will varydepending on what kind of finishyou want to achieve.
As a rule, you should avoid tryingto remove too much metal tooquickly, using too much feedpressure and excessive dwell time tominimize heat build up that candistort the bores.
Using torque plates is alwaysrecommended to improve boregeometry.
After the cylinders have beenfinished to specs, they must bescrubbed clean with hot soapy waterand a brush to remove all traces ofhoning residue. Once the cylindersare clean, they can be lightly oiledwith break-in oil.
Use a conventional oil or a break-in oil for the initial start-up andbreak-in process, not a synthetic oil.Prime or pressurize the oil systemprior to starting the engine. Once it
starts, rev it up to 2000 to 2500 RPMfor 30 minutes while varying enginespeed as the rings seat.
Once the break-in process hasbeen completed, drain the oil,change the filter and refill thecrankcase with whatever oil will beused from that point on(conventional 15W-40 or synthetic15W-40 or 5W-40 typically). ■
EngineBuilderMag.com 67
Diesel Pistons
Circle 67 for more informationCircle 68 for more information
60-67 Buying Diesel 7/15/14 11:37 AM Page 67
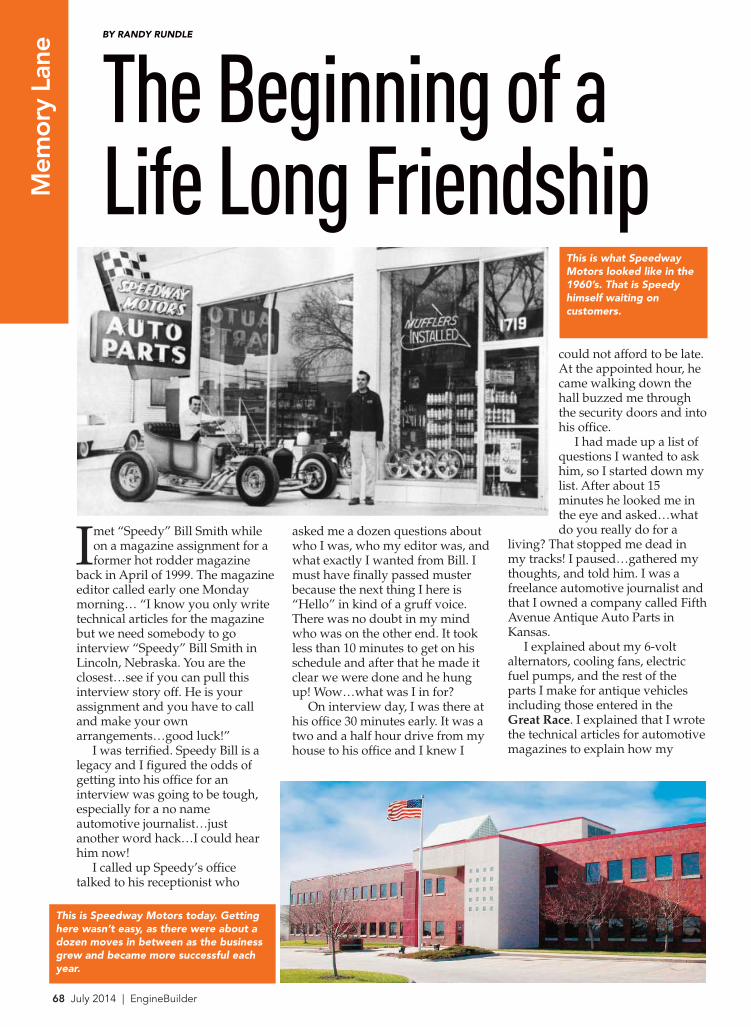
Imet “Speedy” Bill Smith whileon a magazine assignment for aformer hot rodder magazine
back in April of 1999. The magazineeditor called early one Mondaymorning… “I know you only writetechnical articles for the magazinebut we need somebody to gointerview “Speedy” Bill Smith inLincoln, Nebraska. You are theclosest…see if you can pull thisinterview story off. He is yourassignment and you have to calland make your ownarrangements…good luck!”
I was terrified. Speedy Bill is alegacy and I figured the odds ofgetting into his office for aninterview was going to be tough,especially for a no nameautomotive journalist…justanother word hack…I could hearhim now!
I called up Speedy’s officetalked to his receptionist who
asked me a dozen questions aboutwho I was, who my editor was, andwhat exactly I wanted from Bill. Imust have finally passed musterbecause the next thing I here is“Hello” in kind of a gruff voice.There was no doubt in my mindwho was on the other end. It tookless than 10 minutes to get on hisschedule and after that he made itclear we were done and he hungup! Wow…what was I in for?
On interview day, I was there athis office 30 minutes early. It was atwo and a half hour drive from myhouse to his office and I knew I
could not afford to be late.At the appointed hour, hecame walking down thehall buzzed me throughthe security doors and intohis office.
I had made up a list ofquestions I wanted to askhim, so I started down mylist. After about 15minutes he looked me inthe eye and asked…whatdo you really do for a
living? That stopped me dead inmy tracks! I paused…gathered mythoughts, and told him. I was afreelance automotive journalist andthat I owned a company called FifthAvenue Antique Auto Parts inKansas.
I explained about my 6-voltalternators, cooling fans, electricfuel pumps, and the rest of theparts I make for antique vehiclesincluding those entered in theGreat Race. I explained that I wrotethe technical articles for automotivemagazines to explain how my
68 July 2014 | EngineBuilder
Mem
ory
Lane
BY RANDY RUNDLE
The Beginning of aLife Long Friendship
This is what SpeedwayMotors looked like in the1960’s. That is Speedyhimself waiting oncustomers.
This is Speedway Motors today. Gettinghere wasn’t easy, as there were about adozen moves in between as the businessgrew and became more successful eachyear.
68-76 Memory Lane 7/23/14 2:50 PM Page 68
69 Speedville_Layout 1 7/15/14 10:18 AM Page 69

“stuff” worked. After a pause hesaid… “I have heard of you and yourcompany…”
He seemed generally interestedand so the next 30 minutes, heinterviewed me, about mybackground and how long I had beenin business and who my customerswere and my involvement in theGreat Race.
I explained once again that Inormally wrote technical articles forthe automotive magazines and that Igot assigned this job because I wasclosest to him! Then he looks at mesquare in the eye again and proceedsto tell me, “I knew you were not oneof those ‘slickster’ Californiaautomotive journalist types. I knewright away you did not do this for aliving.”
I got one of the best interviewswith Speedy Bill that anyone has evergotten. It went on for most of the day.He got out pictures of the early days,gave me a complete tour of the entirebuilding and Museum of Speed and
showed me prototypes of upcomingproducts and the plans for expansionof his Museum.
When I turned in my story toeditor, he immediately called anddemanded to know how I got aninterview like that from Speedy Bill.“You have personal information andpictures in that story that he hasnever shared with anyone! I am morethan impressed!” he said. When thestory came out, it was in two partswith all of the early pictures andinformation nobody had evercaptured before. I was more thanproud of that story. When I receivedmy copies, I drove up to Lincoln andhand delivered a copy to Speedy inperson.
Typical Speedy, he began to readthe article as soon as I handed it tohim and said to “have a seat.” Ifthings were not as he expected, it wasclear to me I would be the first toknow. He finished reading the article,looked up and said…”Good Article!”I was more than relieved!
From then on we became friends. Ihad proven myself to him and earnedhis respect. I had delivered just thestory that I said I would and includedthe points he wanted. Something Ilater learned was very difficult to do.He later told me he seldom gavepersonal interviews because themagazine types “always screw it upand never get the facts right.” Hesaid, “I thought I could trust you andI am a pretty good judge ofcharacter…”
“He later became a good customerof Fifth Avenue after six months ofintense negotiations. As I look backnow, I think he was trying to teachme some negotiating skills. Isurvived class, signed him up and Ican now say I learned from one of thebest. I have learned more about lifeand business from him than I couldhave ever imagined. He has alsoproven to be a good customer, butyou’d better have your ducks in arow and not miss a delivery deadline.Luckily I never have but it hasn’t
70 July 2014 | EngineBuilder
Memory Lane
Circle 70 for more information
68-76 Memory Lane 7/15/14 11:33 AM Page 70
71 Web_Layout 1 7/15/14 10:17 AM Page 71

always been easy.Now some dozen years later, we
spoke on a weekly basis up until hisdeath. I would call him or he wouldcall me and I would go by the house
to see him when I was deliveringorders to the company.
Of all the friends he has made inthe past 60 years, I am honored to beon his short list.
Many of you know Speedy Billand Speedway Motors for the StreetRod and Racing catalogs that havegraced your mailbox for the past 60years.
Here is part of my originalinterview about his early days; I hopeyou find it interesting.
This is in his own words…Bill Smith was born in Lincoln, NE.His parents lived in a quaint houselocated at 4427 “O” Street in Lincoln.“O” Street is still considered thelongest straight street in the country.“O” street stretches 50 miles east tothe Missouri River and westward 40miles, till it meets up with a corncrib.Needless, to say, if it was happeningin Lincoln, it happened on “O” Street.
Bill got his first real job at age 13working for “Milo” Kaslaskie whoran the second hand repair store, twoblocks down from his house.
“Milo would pay me 15 cents anhour in cash, or 25 cents an hour if Iwould take it out in trade. Trading
72 July 2014 | EngineBuilder
Memory Lane
Circle 72 for more information
This will give you an idea of the quality of the Smith Museum of Speed(www.museumofamericanspeed.com). Those are actual Indy garages,disassembled at the track and reassembled in Speedy’s museum. The brick infront of the garages are actual Indy bricks.
68-76 Memory Lane 7/15/14 11:33 AM Page 72
usually proved to be a better deal.”Bill’s father worked for the
Lincoln Telephone and TelegraphCompany as an engineer. He was ahard working, dedicated anddependable employee, alwaysarriving a half an hour before workstarted, and always arriving home atthe same time each day, a trait Bill isalso known for. “My mother was ahomemaker. She and my father madeevery effort to ensure that I grew upan honest, hard working young man.There were rules in those early days.My dad got home from work at 5:15p.m. every day and my mother hadsupper on the table at 5:30 p.m. I wasexpected to be there and never late…no excuses and no exceptions.”
Bill bought his first car from Milowhen he was 14-years-old, a “slightlyused” 1917 Ford Model T Roadsterpickup. “I had it all figured out, I wasgoing to get rich with that pickup. Inthose days people burned their trashin the alley behind their homes.Eventually they would end up with ahuge pile of ashes. I figured I couldmake some good money haulingthose ashes to the city dump. Myplans were to charge a dollar a load.Needless, to say, I did not get rich.”
Bill applied for, and received hissocial security card, when he was just8 years old. Bill says, “I went downwith an older friend of mine to signup. He had to lift me up so I couldsee over the counter. When our cardsarrived, we were one number apart.”
Graduating from cars tomotorcycles, Bill bought an old 45-cubic inch Indian motorcycle whenhe was 17 years old. The passion forspeed was in his blood. “That oldIndian ran good, but was not nearfast enough, so I traded it for an 80-cubic inch Indian motorcycle.
“That 80 cubic inch motorcycle
EngineBuilderMag.com 73
Circle 73 for more information
“Speedy” Bill Smith
68-76 Memory Lane 7/15/14 11:33 AM Page 73

was fast, it would easily run 100 mphin fourth gear. I would pull up nextto a car on the highway in thirdgear… egg them on a little, shift intofourth, and leave them in the dust.Most cars in those days wouldseldom run over 85 mph.
“I raced motorcycle flat track for afew years, and was pretty good at it,in part because I only weighed 125pounds dripping wet. I also did nottake any unnecessary risks because Iknew if I came home with a brokenarm or broken leg, that I would alsoend up with a broken head via mymother. That fear also helped me todecide cars were safer thanmotorcycles. Later, on I figured out Iwas a better mechanic and carbuilder than I was a driver.
“I did race on the streets a little inthose days, and while I could easilyoutrun the cops, my mother, was adifferent story. I was taught early on,never to lie, steal, or do anythingdishonest. If my mother asked what Ihad been doing I had no choice but to
tell her. My expression usually toldthe story.”
Bill also raced cars for moneyduring those early years. “One of myearly racecars was a Ford Model ARoadster A-V8, (Model A car with aFlathead V8 engine installed) which Itowed to the races with a rope, oftento races over 100 miles away. I alwaysconvinced a local 14 year-oldneighborhood kid to “steer” the car.
“In Nebraska, you had to be 16years of age to drive, I oftenwondered how old you had to be tojust “steer” a car down the highway?We never got pulled over, so I neverfound out.”
His passion for building cars,building engines and racing wasintense. Many times there was onlyenough money in his pocket to get toa race, and pay the entry fee. If he didnot win any money, he would staylate and pick up Coke bottles fromthe infield and turn them in at twocents each, to make enough gasmoney for the trip home. To put this
in perspective at two cents a bottle ittook about 50 bottles to buy fivegallons of gas, enough to get home.
The Beginning of Speedway Motors…Bill started Speedway Motors in 1952at the age of 23 after graduating fromcollege, and getting married to hissweetheart Joyce. Speedway Motors“officially” began (with a $300 loanfrom Joyce) in a 20' x 20’ cementblock building (that once served as asoda pop stand) located at 2232 “O”Street in downtown Lincoln. (Today,that address is an empty lot).
“Times were difficult. Sometimesit would be two or three weeksbetween customers. I did a lot ofporting and polishing of cylinderheads in those days… that was aboutall I had room for in that small shop.
“I also installed a lot of headersand dual exhaust systems in mydad's garage at home. Fords werequite popular then and one set ofheaders and a pair of “Smithy”
74 July 2014 | EngineBuilder
Memory Lane
Circle 74 for more information
68-76 Memory Lane 7/15/14 11:33 AM Page 74

mufflers would fit most any of theFord cars built from 1932 up through1953.
“Aaron Fenton (who's real name isAaron Finkelestein by the way) alsogrew up here in Lincoln. Aaron left toattend college in California aftergraduating high school. Aaron'sbrother Benny owned an auto storecalled “Ben's Auto Parts,” just twoblocks down from my speed shop.Aaron, as you know, got into making“Fenton Equipment” and he wasselling to me. I was doing quite wellbecause I could show the customerhow to install the parts or wouldinstall them for a little extra.
“Benny watched what I wasdoing, and decided he wanted in onthe action. He ordered a train carloadof product from his brother inCalifornia and proceeded to sell it at40 percent less than my cost. I nearlystarved. People would buy the stufffrom Benny, and then come ask mehow to install it. Talk about toughcompetition that was it, I had noother income!
“I held out, and Benny's saleseventually dropped off. Aaron calledone day and said… Benny wassending his remaining inventoryback and did I want to buy it? I said Iwould give 10 cents on the dollar.Aaron says, “You're trying to killme…” I said, “You have been tryingto kill me for the last year and a half.
“I bought the inventory out anddid ok after that,” Smith said. “It wasAaron Fenton and Vic Edelbrock thatwere the first to make a milliondollars in the performanceaftermarket business.”
By 1955, Speedway Motors hadexpanded to a 50 x 125 sq. foot shopand had nine employees. “We weredoing engine swaps, averaging three-four a week. We could makeanything we needed. We designedour own motor mounts, transmissionmounts, shifter brackets, etc. Wecould put any engine in any car. Iwas also the first shop in the state ofNebraska to own a Stewart Warnerengine balancing machine. By then Ihad also expanded the business into
building complete racing motors. Ibuilt all types of racing engines, butespecially Flatheads.”
The Origins of Mail Order“In the 1960's I started running ads in“Hot Rod” Magazine. The ads had nozip code or telephone number. I hadto ship everything via GreyhoundBus, because there was no UPSservice in Nebraska until the 1970s.
“I remember I once shipped acomplete Pontiac Engine to DesMoines Iowa via the bus. When Iarrived at the local bus depot theysaid “we” are not loading “that” on abus! I said, OK, fine, I will do itmyself, and I did.
“I loaded all of my freight onto thebus myself in those days… and didmost of the bus company'spaperwork as well. The local buscompany employees had littleinterest in my freight business. It ismuch different at Speedway Motorstoday. We process over 2,000 orderseach day, and will completely fillthree UPS semi-trucks daily. We still
EngineBuilderMag.com 75
Memory Lane
Circle 75 for more information
68-76 Memory Lane 7/15/14 11:33 AM Page 75

maintain a 99.6 percent fill rate,something I am quite proud of.”
Those Famous Trademark HatsLike many people, I wondered whatthe story was behind Bill's famoustrademark hats. Bill explained…“When I built and campaignedUSAC Championship cars in theearly ‘70s, I felt there needed to besome rule changes so I campaignedto get a seat on the board of directors.As I campaigned, people could notremember my name or keep mestraight from anyone else. Somebodytold me I needed to get a trademarkso I could be easily recognized.
“So I went to see “Manny theHatter” in Austin, Texas. My first hatcost $75 in the early 1970s. Today, thesame hat costs $450. I have beenthrough 20 hats in 30 years. The hatshave become my trademark. Notmany people recognize me withoutmy hat on.”
The InnovationsSpeedway Motors started buildingfiberglass bodies for racecars wayback in 1955, long before anybodyelse even thought of the idea. In the1960s, Speedway Motors introducedtheir now-famous fiberglass T-Bucketkit. Speedway Motors shipped atleast one T-Bucket kit every week forover 20 years. Speedway Motors wasalso the first to offer the 1934 ChevyRoadster Body in Fiberglass.
In recent years with theintroduction of their 1934 Ford ClubCab Pickup, the innovations havecontinued. “I have always believed inthe importance of offering a kit carprogram at a reasonable cost. Thisallows the entry-level customer achance to build a car and be involvedin the hobby without spending afortune…”
I remember getting SpeedwayCatalogs in the mail during my highschool years…seems everybody wason the mailing list. Those catalogswere like a Christmas wish book.
After I toured behind the scenes
and saw what it takes to fill 2,000orders a day (with just 125employees) it is truly an eye openingexperience. Speedway Motors hasbeen in business since 1952 and hasout lasted most all of its competition.When you see the big picture itbecomes crystal clear why Speedwayhas not only survived, but also hasremained at the top of its game.
As Speedy reminded me at theend of every conversation… “Youhave to keep the pedal mashed downand ‘“pushing against the back of theradiator if you want to stay ahead ofthe game…” My reply to him was …“If I can see your taillight go over thehill now and then, I know I amfollowing the right path.” Thatalways seems to make him laugh alittle and he would say…”keep upthe good work!” Then I knew wewere done till next time.
I will miss him greatly, but I knowin my heart that he still has the pedal“mashed down and touching theback of that radiator” even in theafter life. Godspeed, Speedy. ■
76 July 2014 | EngineBuilder
Memory Lane
Circle 76 for more information
68-76 Memory Lane 7/15/14 11:33 AM Page 76
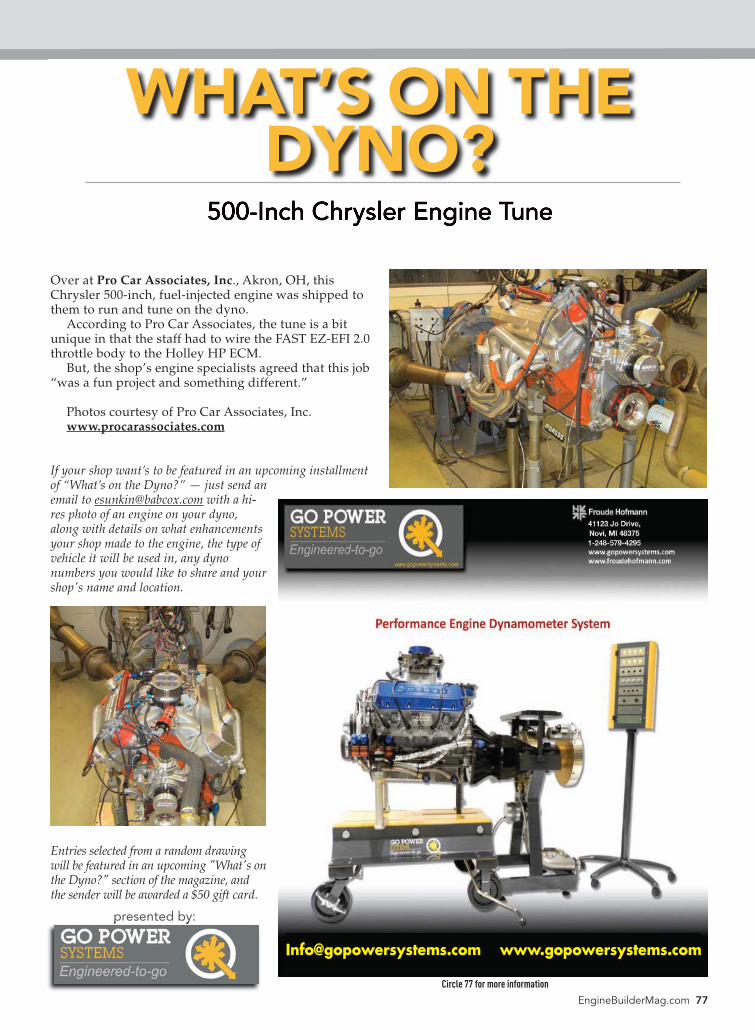
Over at Pro Car Associates, Inc., Akron, OH, thisChrysler 500-inch, fuel-injected engine was shipped tothem to run and tune on the dyno.
According to Pro Car Associates, the tune is a bitunique in that the staff had to wire the FAST EZ-EFI 2.0throttle body to the Holley HP ECM.
But, the shop’s engine specialists agreed that this job“was a fun project and something different.”
Photos courtesy of Pro Car Associates, Inc.www.procarassociates.com
If your shop want’s to be featured in an upcoming installmentof “What’s on the Dyno?” — just send anemail to [email protected] with a hi-res photo of an engine on your dyno,along with details on what enhancementsyour shop made to the engine, the type ofvehicle it will be used in, any dynonumbers you would like to share and yourshop's name and location.
Entries selected from a random drawingwill be featured in an upcoming "What's onthe Dyno?" section of the magazine, andthe sender will be awarded a $50 gift card.
EngineBuilderMag.com 77
500-Inch Chrysler Engine Tune
presented by:
WHAT’S ON THEDYNO?
Circle 77 for more information
77 What's On The Dyno 7/15/14 11:29 AM Page 77

In today’s volatile businessenvironment, many companiesdon’t last long enough to see
many milestone anniversaries, letalone make it long enough to seethe third generation of leadership.However, despite the odds of thebusiness world being against them,Blake’s Remanufacturing in Denverreached its 40th anniversarymilestone in 2013.
The company remanufacturescrankshafts, camshafts, lifters,connecting rods, cylinder heads,cylinder blocks, and rockerassemblies for majormanufacturers, and was foundedby Robert Blake in 1973.
Blake was an entrepreneur mostof his adult life, starting businessesand becoming successful along theway, which is impressive when youconsider that he only had a sixthgrade education.
He began tinkering with carsand motorcycles as a young manand was an accomplished racer. His
obsession with motors quicklyturned into a career.
Blake retired from his ownbusiness, Power EngineeringCompany, at the age of 59.However, he was one of those guyswho didn’t do well withretirement.
So, in 1973, Blake decided tostart another camshaft andcrankshaft grinding company as ahobby to keep himself busy. Hishobby turned into Blake's Grindingand he continued to work there inhis old age.
When Blake passed away in themid 1990s, he gave his company tohis daughter, Barbara Blake.
Barbara ran the business for severalyears, but in 1999, she decided itwas her time to retire, and turnedthe reins over to her son, DanBendever.
“When my grandfather first
78 July 2014 | EngineBuilder
Building on OpportunitiesDan Bendever, president,Blake’s Remanufacturing, talksabout the company’s 40 year history and its future.
Reb
uild
er P
rofil
e
BY GREG JONES, MANAGING EDITOR
Dan Bendever is a third-generationowner of Blake’s Remanufacturing.When he became president in 1999,the company only had threeemployees and was only involved incamshafts and lifters. Dan hassignificantly changed the business towhere it is today.
78-80 Rebuilder Profile 7/15/14 11:27 AM Page 78
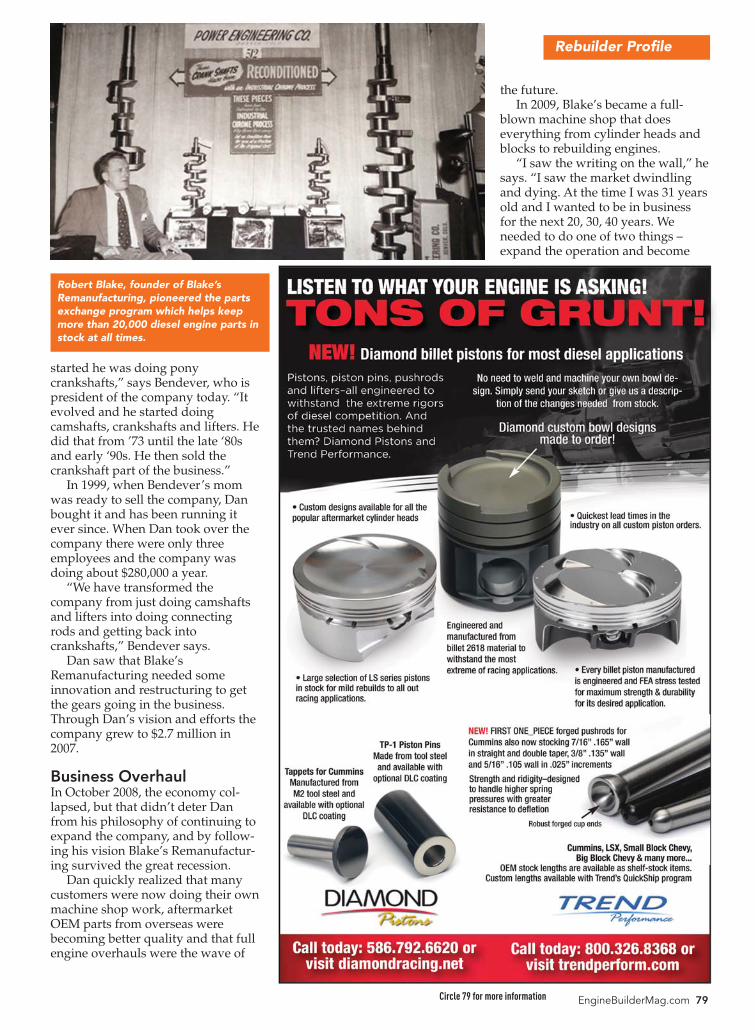
started he was doing ponycrankshafts,” says Bendever, who ispresident of the company today. “Itevolved and he started doingcamshafts, crankshafts and lifters. Hedid that from ’73 until the late ‘80sand early ‘90s. He then sold thecrankshaft part of the business.”
In 1999, when Bendever’s momwas ready to sell the company, Danbought it and has been running itever since. When Dan took over thecompany there were only threeemployees and the company wasdoing about $280,000 a year.
“We have transformed thecompany from just doing camshaftsand lifters into doing connectingrods and getting back intocrankshafts,” Bendever says.
Dan saw that Blake’sRemanufacturing needed someinnovation and restructuring to getthe gears going in the business.Through Dan’s vision and efforts thecompany grew to $2.7 million in2007.
Business OverhaulIn October 2008, the economy col-lapsed, but that didn’t deter Danfrom his philosophy of continuing toexpand the company, and by follow-ing his vision Blake’s Remanufactur-ing survived the great recession.
Dan quickly realized that manycustomers were now doing their ownmachine shop work, aftermarketOEM parts from overseas werebecoming better quality and that fullengine overhauls were the wave of
the future.In 2009, Blake’s became a full-
blown machine shop that doeseverything from cylinder heads andblocks to rebuilding engines.
“I saw the writing on the wall,” hesays. “I saw the market dwindlingand dying. At the time I was 31 yearsold and I wanted to be in businessfor the next 20, 30, 40 years. Weneeded to do one of two things –expand the operation and become
EngineBuilderMag.com 79
Rebuilder Profile
Robert Blake, founder of Blake’s Remanufacturing, pioneered the partsexchange program which helps keepmore than 20,000 diesel engine parts instock at all times.
Circle 79 for more information
78-80 Rebuilder Profile 7/15/14 11:27 AM Page 79
what they were because it seemedlike that model was working, or findsomething else to do because I didn’tthink the camshaft and lifter marketwas going to be there for the next 30-40 years.”
Dan’s foray into the machine shoppart of the business has been hisbiggest challenge since buying thecompany.
“In 2009 when I got into a badpartnership related to the machineshop side of the business, I had tolearn under fire how to rebuildengines, cylinder heads and blocks,which wasn’t my expertise,” he says.“That was one of the mostchallenging things because I had tothrow myself and my team into thefire, because we had expanded andtaken on so much overhead that wecouldn’t go backward, we had to goforward.“
Dan made adjustmentsaccordingly and today, Blake'sRemanufacturing has 35 employeesand currently resides in a 48,000 sq.ft. ISO 9001 level machine shop.Now that the recession is behind thecompany and the industry, Dan andhis employees continue to look foropportunities to grow the company,all while providing qualityremanufactured parts and engines.
“We’ve grown so much in the lastfour or five years that we really needto hone in and get good at whatwe’re doing, which is what we’vebeen focused on the last few years,”he says. “We can always be betterand put quality control measures inand some ISO certification andthings like that, which is thedirection we’ve been moving in.”
No matter the course Dan and hisstaff at Blake’s Remanufacturing hadto take to continue to see success,they have done so for 40 years now.“It’s a sense of pride to reach thismilestone,” Bendever says. “Seeingsomething my grandfather startedwith only a sixth grade educationand for my mom and I to continue tomove it forward has given us all asense of pride.” ■
Circle 81 for more information
Circle 80 for more information
For more information on Blake’sRemanufacturing services, visit:www.blakesreman.com
78-80 Rebuilder Profile 7/15/14 11:27 AM Page 80
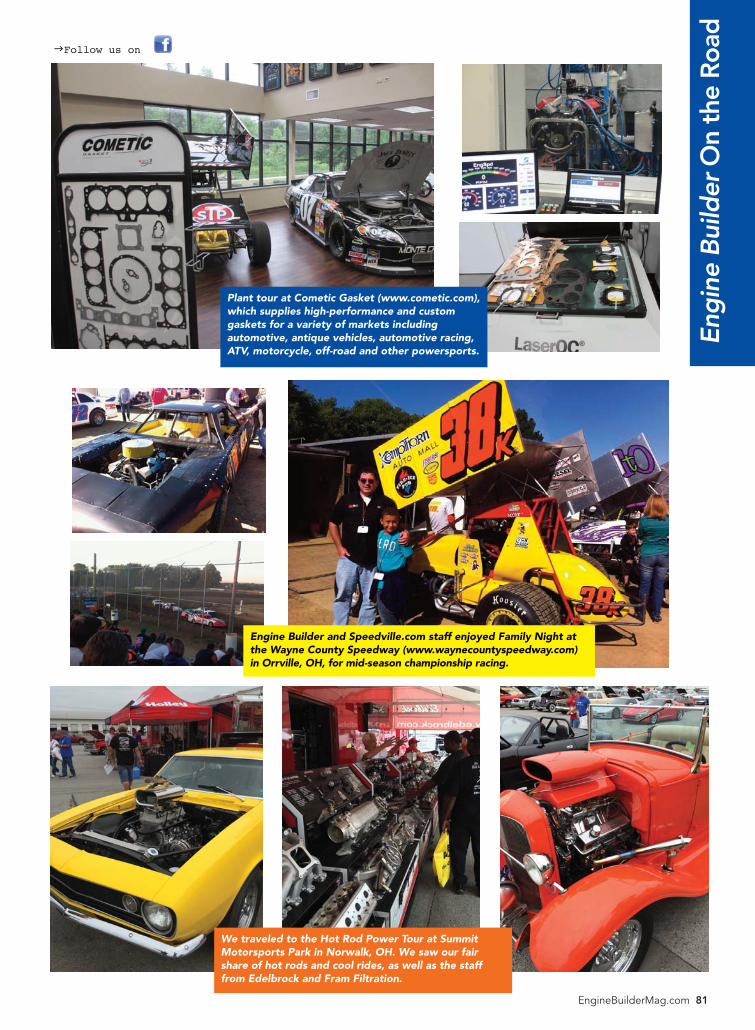
EngineBuilderMag.com 81
gFollow us on
Eng
ine
Bui
lder
On
the
Roa
d
Plant tour at Cometic Gasket (www.cometic.com),which supplies high-performance and customgaskets for a variety of markets includingautomotive, antique vehicles, automotive racing,ATV, motorcycle, off-road and other powersports.
Engine Builder and Speedville.com staff enjoyed Family Night atthe Wayne County Speedway (www.waynecountyspeedway.com)in Orrville, OH, for mid-season championship racing.
We traveled to the Hot Rod Power Tour at SummitMotorsports Park in Norwalk, OH. We saw our fairshare of hot rods and cool rides, as well as the stafffrom Edelbrock and Fram Filtration.
81 on the Road 7/15/14 11:25 AM Page 81
valves are bigger than stock and willimpact the block if the lift is toogreat. But that’s more about thealuminum heads than the block.
The Superior Automotive 434 Stroker measures out like this:
Block 348Stroke 4.0Bore 4.155Cubic Inches 434HP (approx) 577
The heads are limited byEdelbrock to 0.550 maximum valvelift on 348 blocks. This insures novalve-to-block contact so checkingwith a spring and dial indicator issuggested.
An easy aspect of this build is thata stock 348/409 crank snout will fit aSBC harmonic balancer. It will needrelocating of the timing mark to beaccurate. The new Eagle stroker
crankshaft corrects this with thecorrect keyway position.
These are but a few of the optionsfor building a W Motor Stroker outof a stock block.
The aftermarket blocks offer evenmore combos to build bigger andbadder W motors. ■
Editor’s Notes: The suppliersmentioned in this article are optionsand recommendations presented bythe author for particular strokerbuilds.
Engine builders should use thisinformation as a reference and thatperformance results from their ownstroker builds will vary, dependingon their selection of parts andproducts.
For a downloadable StrokerEngine Reference Guide of GeneralMotors, Ford and Chrysler kits,visit: www.EngineBuilderMag.com.
82 July 2014 | EngineBuilder
Circle 82 for more information
‘By the Book’How to Rebuild & ModifyChevy 348/409 EnginesVeteran magazine writer and authorJohn Carollo provides insightful in-struction for rebuilding a stock en-gine and also how to build a soundperformance W-engine as well. The reader is shown howto select a strong clean block, free of core shift and fatalcracks, select the best heads for a particular build, and in-crease the compression ratio. Selecting a camshaft and astrong connecting rod and piston combination is also an im-portant aspect of the engine build, and all options are exam-ined.Book Notes:Pages: 144Publisher: CarTechISBN: 9781934709573Purchase Info: www.cartechbooks.com
Continued from Page 40
32-40,82 Chevy Stroker 7/15/14 11:46 AM Page 82

EngineBuilderMag.com 83
Product Sp
otlights
Web-Based Valvetrain Parts Catalog
SBI has released a Web-based version ofits acclaimed catalog in order to provideusers with real-time updates on additionsto the company’s line of replacement valvetrain parts for close to 3,000 applications divided among late-modeldomestic and import passenger car, lighttruck, performance, marine, agricultural,heavy-duty and forklift/industrial. Thecatalog also features listings of K-LineBronze Bullet-brand valve guide linersand miscellaneous K-Line tooling stockedby SBI, Exclusive Master Distributor forK-Line. Based on SBI’s CD-ROM catalog,the SBI Web-based catalog allows theuser to search the database by parttype/part number, vehicle type, enginemanufacturer, or specific engine andmake codes.
S.B. InternationalPhone:1-800-THE-SEATwww.sbintl.com
Circle 105
Engine Pro High PerformanceConnecting Rods
Engine Pro H-Beam Connecting Rods areforged from 4340 steel and produced onCNC machinery. They are finished in theU.S. to ensure precise big-end and pin-endbore sizes. Rods are magnafluxed, heattreated, stress relieved, shot peened andsonic tested to ensure they provide thestrength required for high horsepower ap-plications. Engine Pro connecting rodsequipped with standard 8740 bolts are ratedfor up to 700 horsepower in small blocks,and 850 horsepower in big block applica-tions. Visit, www.goenginepro.com.
Engine ProPhone: 800-ENGINE-1www.goenginepro.com
Circle 103Circle 102
Circle 104
Circle 101
Circle 106
83-85 Spotlights 7/15/14 11:23 AM Page 83

84 July 2014 | EngineBuilder
Prod
uct
Spot
light
s
Circle 112
Valve Spring TesterPerformance Trends has released amajor High Force upgrade to is auto-matic spring tester, letting you test to2500 lbs or more. Drag racers likeJohnny Gray and Shane Gray of GrayMotorsports say “we saw an improvedconsistency in our engine performanceand greater reliability of our valvesprings. We even had a situation whenwe caught a valve spring that wouldhave failed before it got put into serv-ice. This tool has proven to Gray Mo-torsports it is the best way for us to testvalve springs for our race teams."
Performance Trends248-473-9230www.performancetrends.com
Circle 110 Circle 111
Circle 109
Ford 5.0L & 5.8L HydraulicRoller Camshafts
Elgin Industries has introduced three newElgin PRO-STOCK® hydraulic roller per-formance camshafts for Ford 5.0L and 5.8Lengines. Each cam is manufactured frompremium billet steel.Now available through Elgin PRO-STOCKdistributors are:p/n: E-1835-P Adv. Dur.: 285/292 Dur. @ .050:220/226 Valve Lift: 499/.510 Lobe Sep.: 112p/n: E-1836-P Adv. Dur.: 286/289 Dur. @ .050:224/232 Valve Lift: 542/.563 Lobe Sep.: 112p/n: E-1837-P Adv. Dur.: 299/327 Dur. @ .050:236/248 Valve Lift: 574/.595 Lobe Sep.: 110
Elgin IndustriesPhone: 800-323-6764www.elginind.com
Circle 108
Ergonomic Blast Cabinets
ZERO blast cabinets are now available in anergonomic body style, which allows the op-erator to sit while working. The cabinet con-figuration provides comfortable knee-roomfor the operator without interfering withthe free flow of media for reclamation andre-use. Standard cabinet features include:large, quick-change window, reverse-pulsecartridge-style dust collector, suction-blastor pressure-blast models. HEPA filtration asan option. Cabinets can work with glassbead, aluminum oxide and other recyclablemedia. Applications: cleaning, de-burring,peening, and finishing.
Clemco Industries Corp.Phone: 800-788-0599www.clemcoindustries.com
Circle 107
83-85 Spotlights 7/15/14 11:23 AM Page 84
EngineBuilderMag.com 85
Product Sp
otlights
Circle 114
Circle 117Circle 116
Circle 115
Circle 118
Circle 113
83-85 Spotlights 7/15/14 11:23 AM Page 85

86 July 2014 | EngineBuilder
Cla
ssifi
ed/C
ores
enginebuildermag.comPublisherDoug Kaufman, ext. [email protected]
EditorEd Sunkin, ext. [email protected]
Senior Executive EditorBrendan Baker, ext. [email protected]
Managing EditorGreg Jones ext. [email protected]
Graphic DesignerNichole Anderson, ext. 232 [email protected]
Tech EditorLarry [email protected]
Advertising ServicesTina Purnell, ext. 243 [email protected]
Director of DistributionRich Zisk, ext. 287 [email protected]
Circulation ManagerPat Robinson, ext. 276 [email protected]
Sr. Circulation SpecialistEllen Mays, ext. 275 [email protected]
Sales RepresentativesBobbie [email protected], ext. 238
Roberto [email protected], ext. 233
David [email protected] ext. 210
Don [email protected] 330-670-1234, ext. 286
Jamie [email protected], ext. 266
Dean [email protected], ext. 225
Jim [email protected], ext. 280
Tom [email protected], ext 224
Glenn [email protected], ext. 212
John Zick [email protected] 949-756-8835
enginebuildermag.com3550 Embassy ParkwayAkron, OH 44333-8318
FAX 330-670-0874
330-670-1234
Babcox Media Inc.Bill Babcox, President
Greg Cira, Vice President, CFOJeff Stankard, Vice President
Beth Scheetz, Controller
In Memorium:Edward S. Babcox (1885-1970)
Founder of Babcox Publications Inc.
Tom B. Babcox (1919-1995)Chairman
Visit EngineBuilderMag.com
The Engine Builder website - www.enginebuilder-mag.com - provides weekly updated news, prod-
ucts and technical information along with thesame in-depth editorial content as the magazine.
Technical, product and equipment, market re-search, business management and financial infor-
mation is all searchable by keywords making iteasy for engine builders to find the information
they need from current and past issues. Currentlythe site receives more than 100,000+ page views/
impressions per month and growing!
Engine BuilderPhone: 330?670?1234
www.enginebuildermag.com
86-87 Class-Cores 7/15/14 11:05 AM Page 86
EngineBuilderMag.com 87
Classified
/Cores
Call now to order or to receive a free 2014 catalog 1-800-434-5141www.autobodysupplies.com
USED AND REBUILT EQUIPMENTCBN TOOLING:WE RESHARPEN
CBN’S!
MACHINEREBUILDING
JAMISON EQUIPMENT1908 11th St., Emmetsburg IA 50536
800-841-5405Check out our used equip. list atwww.jamisonequipment.com
To Advertise in CLASSIFIEDS!
Call Roberto Almenar at 330-670-1234, ext. 233
Advertiser IndexCOMPANY NAME PAGE #AAPEX 59Access Industries Cover 2American Gasket 72Amsterdam RAI | International Exhibitions 80Area Diesel Service, Inc. 51ARP/Automotive Racing Products Inc 38Atech Motorsports 39Auto Care Association 49AutoZone 15BlueDevil Products 56Brad Penn Lubricants 58Butler Performance 40Clemco Industries 75Cloyes Gear & Products Inc. 74Dakota Parts Warehouse 9Darton International 61Diamond Racing Products/Trend Performance 79DNJ Engine Components 1DTech Products 10Eagle Specialty Products 19Edelbrock Corp 73Elgin Industries 11Engine & Performance Warehouse 23Engine Parts Group 13Engine Parts Warehouse 35ESCO Industries 65Federal-Mogul Motorparts 17Federal-Mogul Motorparts GatefoldFederal Mogul Motorparts/Speed Pro 63Federal Mogul Motorparts/Speed Pro Cover
Federal Mogul Motorparts/Speed Pro 62Go Power Dynamometer Systems 77Goodson Mfg Co 29GRP Connecting Rods 70Henkel Corp 55Howards Cams 40Injector Experts 8IPD 57Liberty Engine Parts 5Los Angeles Sleeve 67Lubriplate Lubricants Co 25Lunati LLC 37Mahle Motorsports 24Manton Pushrods & Rockers 34Motovicity Distribution 21Motovicity Distribution 36NPR of America, Inc. 27Packard Industries 18PowerBore Cylinder Sleeves 64Quality Cutter Grinding 31Quality Power Products 53Ross Racing Pistons 66Rottler Manufacturing Cover 4SB International 3Scat Enterprises 7Scorpion Racing Products 82Topline 67Topline 76Topline 64Trac-Pro 80
Simply the Best Lists:Automotive Aftermarket
Truck Fleet & Powersports Markets
What Type of Direct Marketing
Initiatives Do You Have in Store
for 2014?
Don Hemming, List Sales ManagerBabcox Media, Inc.
Phone: 330-670-1234 x286 Fax: [email protected]
Direct MailE-Mail MarketingTelemarketingNew Business• ProspectingDrive Web Site
TrafficDatabase
EnhancementCatalog MailingPromote Upcoming
Tradeshows
FLOW BENCHES
86-87 Class-Cores 7/15/14 11:05 AM Page 87
Track Talk
NASCAR driver Tony Stewartsits behind the wheel of the850-horsepower No. 14 Mobil1 / Bass Pro Shops Chevrolet SSon the weekends, but on hispersonal time he sports a sleekChevy Tahoe.
The burning question fanswant to know: What junk doeshe tote in his trunk?
Now thanks to sponsorMobil 1, NASCAR fans can geta glimpse of what’s insideStewart’s everyday ride, plusshare photos of what’s insidetheir own vehicles, too.
Mobil 1 has teamed up withNASCAR Digital Media tolaunch the Mobil 1#INMYRIDE Sweepstakes, aten-week campaign designed togive NASCAR fans an opportu-
nity to show off the weird, thefunny, the helpful, maybe theessential items they keep intheir trunks, glove compart-ments, backseats or even under-the-hood for a chance to winan unforgettable NASCARexperience – a trip to Las Vegas,NV for the 2014 NASCARSprint Cup Series Champion’sWeek™, Dec. 4–6, 2014.
“We’re asking fans to showus their personalities and whatis important to them by visitingNASCAR.com/inmyride andsharing their unique images,”said Artis M. Brown, Mobil 1motorsports manager,ExxonMobil Fuels &Lubricants.
Now through Aug. 31, 2014,fans are encouraged to enter the
sweepstakes and share their#INMYRIDE photos by visitingwww.NASCAR.com/inmyride - aspecial hub within the“NASCAR AutomotiveTechnology Center engineeredby Mobil 1” page onNASCAR.com.
One lucky fan will be ran-domly selected as the sweep-stakes winner. That winner anda guest will receive a NASCARChampion’s Week-themed
prize package that will includeairfare, hotel accommodationsand tickets to NASCAR eventsjam-packed into the season-ending celebration in Vegas.
While other sports havesticks and balls, NASCAR hasthe automobile and a fan basesteeped in rich car culture.NASCAR fans are more likelythan non-fans to be heavy usersof their vehicles, which makesthe Mobil 1 #INMYRIDESweepstakes a perfect avenuefor Mobil 1 to engage fans.
“You can tell a lot aboutdrivers just by looking insidetheir cars, whether it’s under thehood or in the cabin,” saidBrown. “We’ve found thatmany passionate Mobil 1 userstake pride in the fact they’reputting the world’s leading syn-thetic motor oil brand in theirengines.”
Mobil 1, which marks its40th Anniversary this year, hasbeen the Official Motor Oil ofNASCAR® since 2003. Morethan half of all NASCAR teamsin NASCAR’s top three seriesrely on Mobil 1 lubricant tech-nology, as do many of theworld’s leading automotivemanufacturers.
What’s #INMYRIDE Could WinYou A Trip to Las Vegas
Follow NASCAR Performance on Twitter and Facebookwww.twitter.com/NASCARauto
www.facebook.com/NASCARPerformance
What you tote around in your vehicle says a lot about yourself. Mobil 1 is celebrating car lovers everywhere
inviting them to upload their #INMYRIDE photos and enter to win a trip to NASCAR Champion’s Week™.
NASCAR driver Tony Stewart gives fans a humorous take on what’s inside
his Chevy Tahoe, inviting everyday motorists to do the same at
NASCAR.com/inmyride. Credit: Getty Images
88 NASCAR_Layout 1 7/15/14 11:04 AM Page 88

G1 F-M Mogul FE digital_Gate 1 6/2/14 3:56 PM Page G1
GATE DIGITAL_Layout 1 6/2/14 4:01 PM Page 1
GATE DIGITAL_Layout 1 6/2/14 4:01 PM Page 2
Circle 78 on Reader Service Card for more information
C4 Rottler_Layout 1 7/15/14 10:16 AM Page c4