Embed Size (px)
DESCRIPTION
Supplement to Engine Builder Magazine
Citation preview
NOVEMBER 2014Supplement to Engine Builder Magazine
C1 Cover 11/6/14 10:55 AM Page c1
Circle 140 on Reader Service Card for more information
C2 Cloyes_Layout 1 11/6/14 10:53 AM Page 2
EngineBuilderMag.com 1
ADVERTISER CIRCLE # PAGE#
CLOYES 140 2C FP DIESEL 141 3,21SCAT 150 11LIBERTY 142 12-13IPD 144 C3ENGINE & PERFORMANCE WAREHOUSE 145 4C
The love of Cummins engines by consumers has opened up the opportunity for niche markets and thegrowing demand for more Cummins performance. In his article on performance modifications to the Cummins 6.7L engine, diesel specialist Bob McDonald explains horsepower gains for this popular Dodgetruck powerplant.
Chevy’s W-series 348, and later the 409 became legends on the street and on the track. Veteran magazine writer and author John Carollo provides insightful instruction for rebuilding a 409 Stroker engine using a multitude of available aftermarket components.
The Cummins ISX engine is one of the workhorses in the Cummins brand. Contributor John Cliffordfrom Blake’s Remanufacturing offers rebuilding tips and technical information on these populardiesel engines that provide strength, balanced with fuel economy.
1 Contents 11/6/14 10:55 AM Page 1
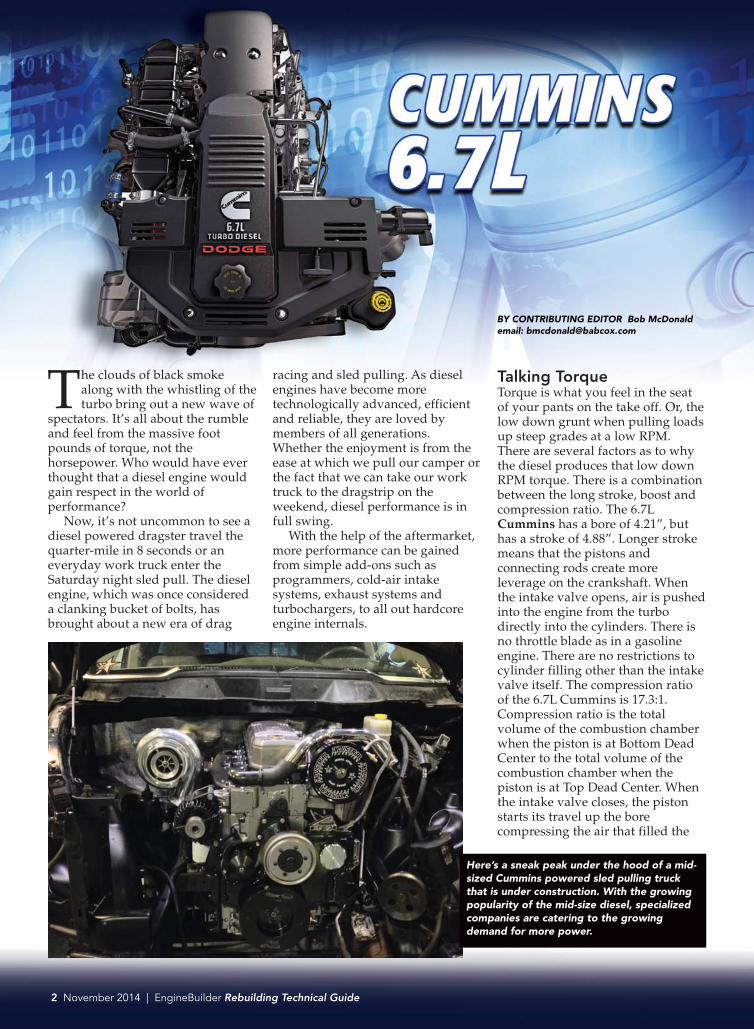
The clouds of black smokealong with the whistling of theturbo bring out a new wave of
spectators. It’s all about the rumbleand feel from the massive footpounds of torque, not thehorsepower. Who would have everthought that a diesel engine wouldgain respect in the world ofperformance?
Now, it’s not uncommon to see adiesel powered dragster travel thequarter-mile in 8 seconds or aneveryday work truck enter theSaturday night sled pull. The dieselengine, which was once considereda clanking bucket of bolts, hasbrought about a new era of drag
racing and sled pulling. As dieselengines have become moretechnologically advanced, efficientand reliable, they are loved bymembers of all generations.Whether the enjoyment is from theease at which we pull our camper orthe fact that we can take our worktruck to the dragstrip on theweekend, diesel performance is infull swing.
With the help of the aftermarket,more performance can be gainedfrom simple add-ons such as programmers, cold-air intake systems, exhaust systems andturbochargers, to all out hardcoreengine internals.
Talking TorqueTorque is what you feel in the seatof your pants on the take off. Or, thelow down grunt when pulling loadsup steep grades at a low RPM.There are several factors as to whythe diesel produces that low downRPM torque. There is a combinationbetween the long stroke, boost andcompression ratio. The 6.7LCummins has a bore of 4.21”, buthas a stroke of 4.88”. Longer strokemeans that the pistons andconnecting rods create moreleverage on the crankshaft. Whenthe intake valve opens, air is pushedinto the engine from the turbodirectly into the cylinders. There isno throttle blade as in a gasolineengine. There are no restrictions tocylinder filling other than the intakevalve itself. The compression ratioof the 6.7L Cummins is 17.3:1.Compression ratio is the totalvolume of the combustion chamberwhen the piston is at Bottom DeadCenter to the total volume of thecombustion chamber when thepiston is at Top Dead Center. Whenthe intake valve closes, the pistonstarts its travel up the borecompressing the air that filled the
2 November 2014 | EngineBuilder Rebuilding Technical Guide
Here’s a sneak peak under the hood of a mid-sized Cummins powered sled pulling truckthat is under construction. With the growingpopularity of the mid-size diesel, specializedcompanies are catering to the growingdemand for more power.
BY CONTRIBUTING EDITOR Bob McDonaldemail: [email protected]
2-9 6.7L 11/6/14 10:58 AM Page 2

Circle 141 on Reader Service Card for more information
3 Fel-Pro_Layout 1 11/6/14 10:52 AM Page 3
cylinder. As the air is compressed itbegins to heat up reachingtemperatures upwards of 1400degrees F. Then, right before Top Dead Center,fuel is injected into the cylinder. Theatomized droplets of diesel fuel arevaporized and start to burn rapidlywhich pushes on the piston causingthe crankshaft to rotate.
The diesel fuel being vaporizedby the heat and pressure becomesvery efficient since the heatgenerated was used for ignition. Adiesel engine can run on very leanair fuel ratios (referred to asstoiciometry) as high as 50:1 undercruising conditions compared to14.7:1 of gasoline. The increasedcompression ratio of the dieselengine along with the longer strokeof the crankshaft calls for a heavy-duty rotating assembly made towithstand extreme cylinderpressures. The heavy internals alsolimit the amount of engine speed.The engine usually reaches peaktorque around 1700 RPM andmaximum horsepower at 2800 RPM.
Power PickThe Cummins diesel engine has become extremely popular as the
4 November 2014 | EngineBuilder Rebuilding Technical Guide
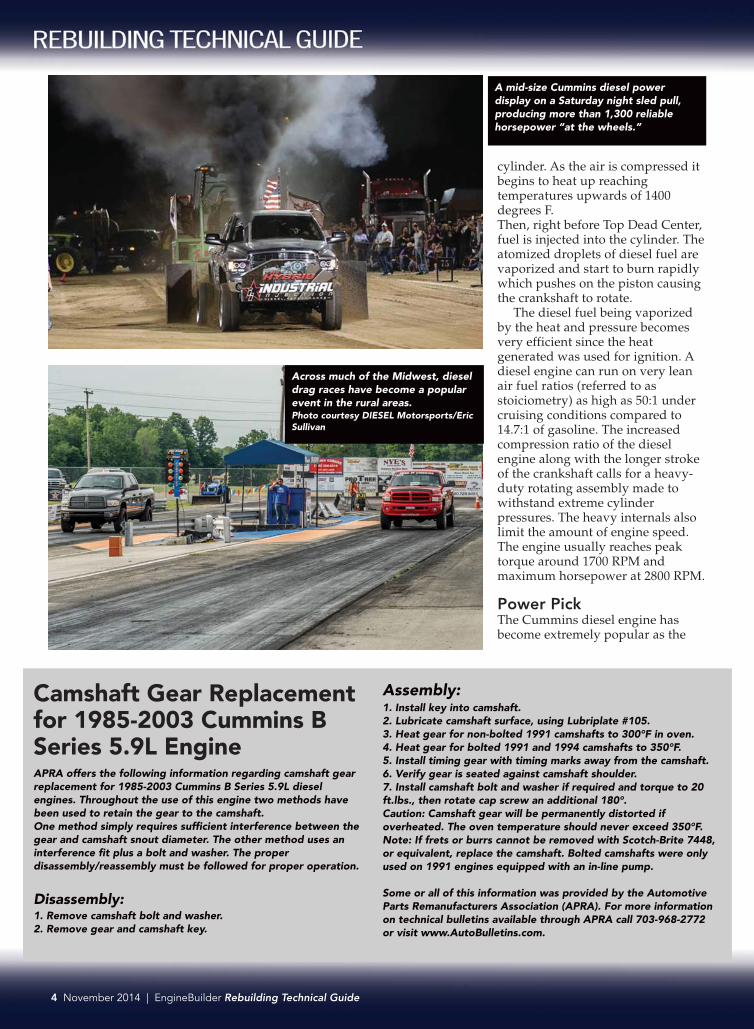
A mid-size Cummins diesel powerdisplay on a Saturday night sled pull,producing more than 1,300 reliablehorsepower “at the wheels.”
Across much of the Midwest, dieseldrag races have become a popularevent in the rural areas. Photo courtesy DIESEL Motorsports/EricSullivan
Camshaft Gear Replacementfor 1985-2003 Cummins BSeries 5.9L EngineAPRA offers the following information regarding camshaft gearreplacement for 1985-2003 Cummins B Series 5.9L dieselengines. Throughout the use of this engine two methods havebeen used to retain the gear to the camshaft. One method simply requires sufficient interference between thegear and camshaft snout diameter. The other method uses aninterference fit plus a bolt and washer. The properdisassembly/reassembly must be followed for proper operation.
Disassembly:1. Remove camshaft bolt and washer.2. Remove gear and camshaft key.
Assembly: 1. Install key into camshaft.2. Lubricate camshaft surface, using Lubriplate #105.3. Heat gear for non-bolted 1991 camshafts to 300°F in oven.4. Heat gear for bolted 1991 and 1994 camshafts to 350°F.5. Install timing gear with timing marks away from the camshaft.6. Verify gear is seated against camshaft shoulder.7. Install camshaft bolt and washer if required and torque to 20ft.lbs., then rotate cap screw an additional 180°.Caution: Camshaft gear will be permanently distorted ifoverheated. The oven temperature should never exceed 350°F.Note: If frets or burrs cannot be removed with Scotch-Brite 7448,or equivalent, replace the camshaft. Bolted camshafts were onlyused on 1991 engines equipped with an in-line pump.
Some or all of this information was provided by the AutomotiveParts Remanufacturers Association (APRA). For more informationon technical bulletins available through APRA call 703-968-2772or visit www.AutoBulletins.com.
2-9 6.7L 11/6/14 10:58 AM Page 4
choice for performance. Eventhough there are other dieselengines such as the Duramax andPowerstroke (which can makepower also), the Cummins hasalways been one of the foundingforefathers of diesel power.Cummins gained a lot of notoriety
in 1989 with the introduction intothe Dodge truck with a 5.9L, inlinesix cylinder, and turbochargeddiesel engine. From there, the 5.9Land the later 6.7L, have provenreliable and dependable, givingthem more favor to consumers. Thelove of the Cummins engines byconsumers has opened up the opportunity for niche markets in thegrowing demand for moreCummins performance.
One common place thatCummins performance can befound would be sled pullcompetitions. Sled pull competitions
are divided into classes that arelimited to the turbo inlet size. Forinstance, if you were pulling in a 3.0class, then the turbo inlet size ofyour combination would be limitedto 3.00”. It is often wondered as towhat modifications are done inorder to reach the amount of poweroutput along with engine RPM thatis seen at these competitions. A lotof modifications can be seen on theoutside, but there are rareopportunities given to see the actualworking internals of the powerplant. There are several Cumminsbuilds that can be found in themedia, but the question is oftenasked as to what works and what istruly needed. Of course, thatdepends on the application, but wewanted to see what Cummins buildis on the track and whatcombination seems to be workingfor them.
We were invited in by IndustrialInjection, a diesel parts supplierbased in Salt lake City, UT, to get asneak peak at some modificationsthat are used for their sled pullingapplications.
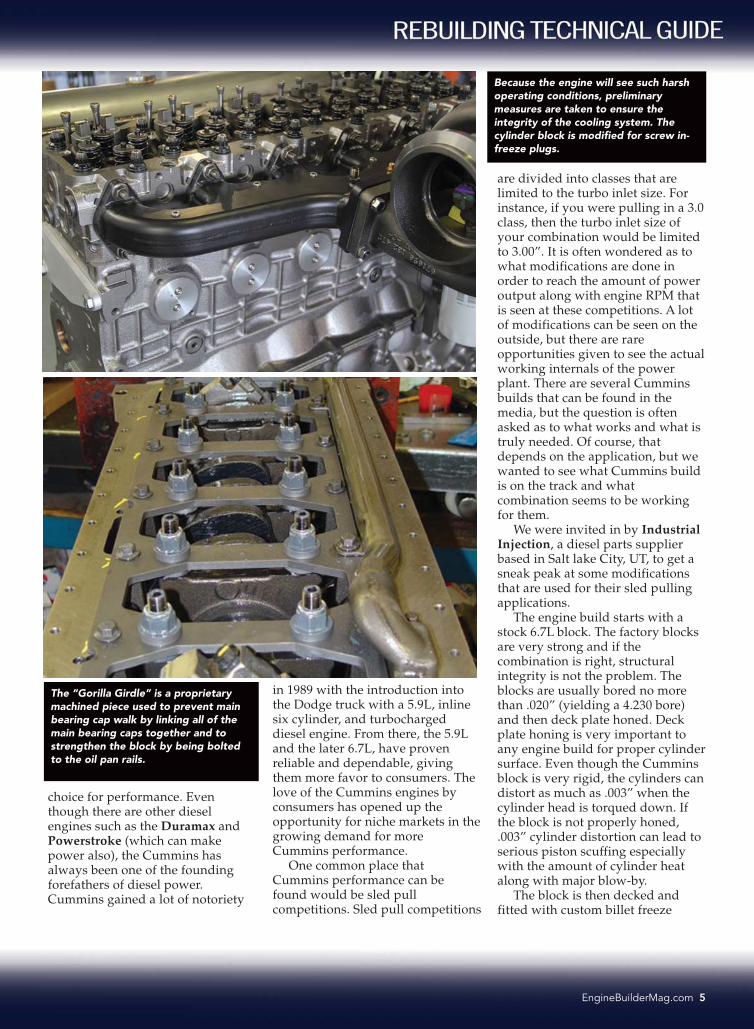
The engine build starts with astock 6.7L block. The factory blocksare very strong and if thecombination is right, structuralintegrity is not the problem. Theblocks are usually bored no morethan .020” (yielding a 4.230 bore)and then deck plate honed. Deckplate honing is very important toany engine build for proper cylindersurface. Even though the Cumminsblock is very rigid, the cylinders candistort as much as .003” when thecylinder head is torqued down. Ifthe block is not properly honed,.003” cylinder distortion can lead toserious piston scuffing especiallywith the amount of cylinder heatalong with major blow-by.
The block is then decked andfitted with custom billet freeze
EngineBuilderMag.com 5
Because the engine will see such harshoperating conditions, preliminarymeasures are taken to ensure theintegrity of the cooling system. Thecylinder block is modified for screw in-freeze plugs.
The “Gorilla Girdle” is a proprietarymachined piece used to prevent mainbearing cap walk by linking all of themain bearing caps together and tostrengthen the block by being boltedto the oil pan rails.
2-9 6.7L 11/6/14 10:59 AM Page 5

plugs. (Check out YouTube videoBlueprint Cummins)
The surprise for the rotatingassembly was the use of the factory6.7L crankshaft, which yields astroke of 4.88”.
The rotating assembly consists ofcustom-made pistons along with itsown proprietary compression ratio.The connecting rods are an H-beamdesign made by Carillo, which are astock length of 7.559” and fit the
5.9L and 6.7L engines. Therotating assembly is balancedand then fitted with aFluidampr harmonic damper.Before the rotating assembly isplaced into the block, the
factory lifters are installed alongwith a custom ground camshaft.
Remember, in a Cummins engine,the lifters go in from the bottom. Sothe lifters and camshaft are fitted inthe block before the rotatingassembly.
After the rotating assembly hasbeen placed into the block, a 5/8”thick main bearing cap GorillaGirdle made by Industrial Injectionis installed. The purpose of the mainbearing girdle is to increase blockrigidity and torsional stiffness bytying the main caps and oil pan railstogether. The Gorilla Girdle is CNCmachined and when installed itstabilizes and strengthens thebottom of the block and evenlydistributes crank load across themain caps eliminating main capwalk.
The cylinder head used in thissled pulling application is stock, butwith a lot of modifications. First ofall, the cylinder head is thoroughlysonic checked to insure the integrityof the head before modifications canbe performed. Porting of thecylinder head becomes a problembecause the intake manifold of theCummins is made with the cylinderhead. In order to properly port thecylinder head, the intake manifoldof the cylinder head must beremoved in the mill.
After the intake is removed, theintake and exhaust ports are thenCNC milled with their proprietaryport design for maximum flow andswirl. The CNC modified intake andexhaust ports flow 289 cfmcompared to 175 cfm stock.
Various valve angles are used onthe valve seats and custom valves,but the ports still utilize the stockdiameter valve sizes. Custom valvesprings are installed but the stockretainers and factory rocker armsare still used.
On the deck surface of thecylinder heads, .105” fire rings are
6 November 2014 | EngineBuilder Rebuilding Technical Guide
The new intake manifold is beingfitted where the old one was milledoff. ZZ Fabrications developed thisCummins intake for this particularsled pulling application.
For mild performance upgrades, thePlatinum series flexplate from PRW is acost-effective solution for failures due tocracking. The Platinum series is offered for the 5.9Land 6.7L Cummins engines.
2-9 6.7L 11/6/14 10:59 AM Page 6

milled and special head gaskets areinstalled for extreme cylinderpressures. The pushrods are aforged one piece design andincreased in diameter to 10.90 mm.
When the cylinder headmodifications were performed, theintake manifold was milled off foraccess to machine the intake ports.
The cylinder head was thenmachined to accept a ZZFabrications intake, which wasdesigned specifically for this sledpulling application for their enginebuild and boost application. Theyalso custom build aluminum intakemanifolds machined to accept thefactory common rail fuel system,
sensors and heater grid for the 5.9Land 6.7L applications.
To feed the 1300 horsepower 6.7Lengine, a rail injection systemknown as Double Dragons is used.The Double Dragons are twin BoschCP-3 common rail pumps that havebeen modified to pump 120% morethan stock. This amount of fuel isneeded because the injectors arerated at 500cc’s. These injectors arefor high horsepower applicationsalso known as Industrial Injection“Cobra” injectors.
The induction system consists ofa 91mm custom single turbo for the3.0 sled pull class. The turbo ismounted to a custom fabricatedexhaust manifold which is pulsetuned for maximum turbine speedfor this RPM application.
Compressed air from the turbo isdirected through a custom-builtwater to air intercoolermanufactured by a company calledFrozen Boost. One thing to absorbwhen you see the pieces of thisCummins build with the
EngineBuilderMag.com 7
When modifying your Cummins engine, theflexplate is often overlooked. For highly-modified Cummins engines, PRW offers aSignature series flexplate that is CNC machinedfrom 5140 billet steel that has an SFI rating of29.3 that can handle over 1500 ft. lbs of torque.
ENGINE EVOLUTION From the 5.9L to the 6.7L, there are major changes which aremostly related to the addition of emissions components. However, the 6.7L (shown here) contains over 60 percent ofthe components used in the 5.9L. The engine still utilizes the same 24-valve design cylinder headwith high combustion chambers in the pistons. In 2009, theconnecting rods became what is known as cracked-cap design.This is a process where the connecting rod is made usingpowder metallurgy. Forged steel rods were used from 1987 to2009. The connecting rod bearings and the main bearings arethe same sizes for both engines. The only difference inconnecting rod bearings will be if the connecting rod iscracked-cap design. The journal size is the same but the bearings change in design. The major change is with the bore and the stroke, but most ofthese parts will interchange as some owners are integratingthe crankshaft out of a 6.7 into their 5.9L for a stroker project. There is one important thing to mention about the injectorsused in the 6.7L.
If for some reason the situationarises where one or all of theinjectors need to be replaced inthe engine, exercise caution.The process of changingthe injector is the sameas the 5.9L, but theproblem is the injectorshave changed. At the base of theinjector where theelectrical coil meets thebody of the injector isstamped a six digitalphanumeric code. This is the correction code thatidentifies the injectors’ calibration, alsoknown as an IQA code. This code has to be entered into theengine’s ECM in order for the engine to run properly. Without the proper code in the ECM, the engine will operatepoorly from the wrong fuel calibration. This will have to beperformed by the dealer that has Cummins licensed software.
2-9 6.7L 11/6/14 10:59 AM Page 7

modifications to the cylinder head,block and fuel system, is that youget an idea of what goes on toachieve incredible amounts oftorque and power.
For a relatively smalldisplacement in-line six cylinderdiesel, this engine cranks out morethan 1,300 horsepower and will turn5,200 RPM. This power is seen onthe chassis dyno being made at therear wheels. That places the torqueoutput of the engine in the 2,000 ft.lb. range.
If you own a Cummins poweredtruck with an automatictransmission, there is one thing tothink about when doing anymodifications.
Take for instance the 2013 6.7Lengine. The factory horsepowerrating is 385 @ 2800 RPM. If youbegin upgrading your engine withsome performance bolt-ons, thatengine can produce well over 500horsepower. Something to considerwould be also upgrading theflexplate.
When reaching the 500 hp mark,the factory flexplate tends to crackand come apart. An easy solution isto replace the factory steel flexplatewith an upgraded steel or machinedbillet flexplate.
To remedy the on-going problemof a broken factory flexplateoccurring to many of these sledpullers and drag racers, as well aseveryday work loads, PRW hasintroduced two versions offlexplates for different performanceapplications of the 5.9L and 6.7Lengines. One version, the PlatinumSeries, is cost effective andmachined from cold rolled steel andmanufactured for the everyday
driver needing some insurance. ThePlatinum Series is designed forstock replacement where theengines have been fitted withperformance add-ons and upgradesthat propel the engine to over 500horsepower. This flexplate has a4mm thick center plate with doublewelded starter ring gears and is SFI29.1 certified.
The other version, known as theSignature Series, is a one-piece billetsteel forging made to withstandover 1,500 ft. lbs. of torque. Thisflexplate is CNC-lathe machinedfrom 5140 billet steel that is SFI 29.3certified and coated with a longlasting black oxide finish for rustprevention. The Signature Seriesflexplates are precision balancedand offered for 5.9L and 6.7L
applications also. PRW and Performance Quotient
Brands have been readily availableto the industry for nearly 10 years,offering technically advancedengine parts for high performanceand race applications. (www.prw-usa.com)
So whether you are a sled pullingfan or just getting into this side ofthe performance market, keep onthe lookout for the latest Cummins-powered engine from IndustrialInjection known as the “BlackPearl.” This custom Cumminspower plant produces insane powerlevels reaching into the 2500horsepower range.■
8 November 2014 | EngineBuilder Rebuilding Technical Guide
An upcoming Cummins Performanceengine project that Industrial Injection(www.industrialinjection.com) is workingon is labeled the Black Pearl. While theengine is still in the research anddevelopment phase, preliminary dynotesting has shown more than 2,500horsepower. We will keep you postedwith more details soon.
2-9 6.7L 11/6/14 10:59 AM Page 8
EngineBuilderMag.com 9
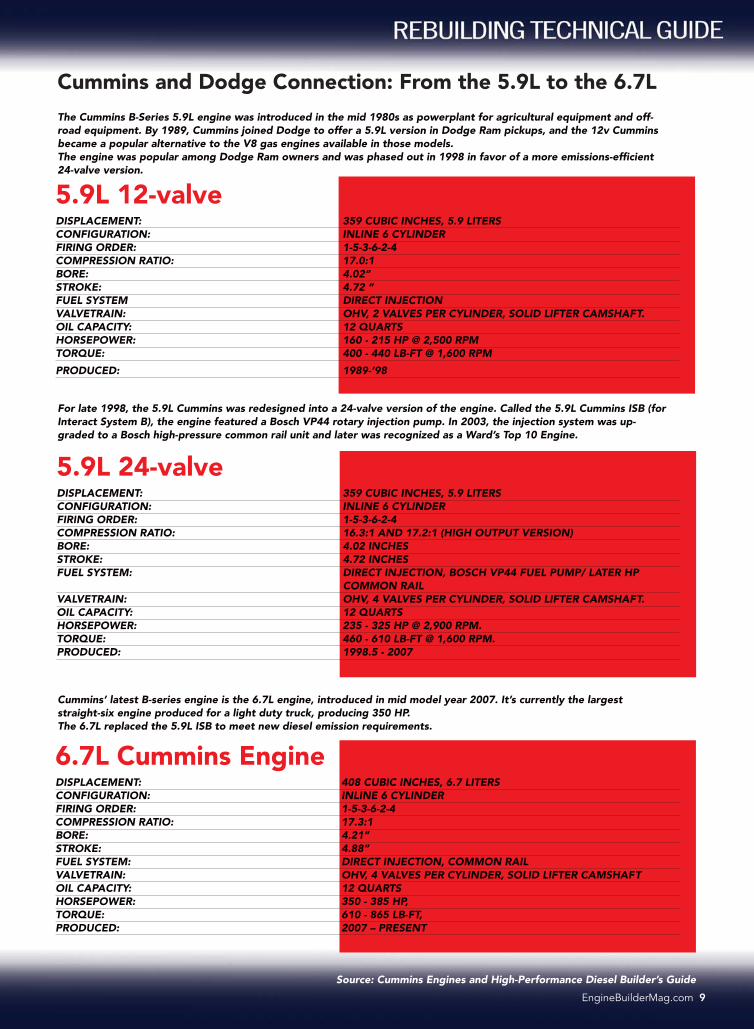
Cummins and Dodge Connection: From the 5.9L to the 6.7L The Cummins B-Series 5.9L engine was introduced in the mid 1980s as powerplant for agricultural equipment and off-road equipment. By 1989, Cummins joined Dodge to offer a 5.9L version in Dodge Ram pickups, and the 12v Cumminsbecame a popular alternative to the V8 gas engines available in those models.The engine was popular among Dodge Ram owners and was phased out in 1998 in favor of a more emissions-efficient24-valve version.
For late 1998, the 5.9L Cummins was redesigned into a 24-valve version of the engine. Called the 5.9L Cummins ISB (forInteract System B), the engine featured a Bosch VP44 rotary injection pump. In 2003, the injection system was up-graded to a Bosch high-pressure common rail unit and later was recognized as a Ward’s Top 10 Engine.
Cummins’ latest B-series engine is the 6.7L engine, introduced in mid model year 2007. It’s currently the largeststraight-six engine produced for a light duty truck, producing 350 HP.The 6.7L replaced the 5.9L ISB to meet new diesel emission requirements.
5.9L 12-valveDISPLACEMENT: 359 CUBIC INCHES, 5.9 LITERSCONFIGURATION: INLINE 6 CYLINDERFIRING ORDER: 1-5-3-6-2-4COMPRESSION RATIO: 17.0:1BORE: 4.02” STROKE: 4.72 “FUEL SYSTEM DIRECT INJECTIONVALVETRAIN: OHV, 2 VALVES PER CYLINDER, SOLID LIFTER CAMSHAFT.OIL CAPACITY: 12 QUARTSHORSEPOWER: 160 - 215 HP @ 2,500 RPMTORQUE: 400 - 440 LB-FT @ 1,600 RPM
PRODUCED: 1989-‘98
5.9L 24-valveDISPLACEMENT: 359 CUBIC INCHES, 5.9 LITERSCONFIGURATION: INLINE 6 CYLINDERFIRING ORDER: 1-5-3-6-2-4COMPRESSION RATIO: 16.3:1 AND 17.2:1 (HIGH OUTPUT VERSION)BORE: 4.02 INCHESSTROKE: 4.72 INCHESFUEL SYSTEM: DIRECT INJECTION, BOSCH VP44 FUEL PUMP/ LATER HP COMMON RAILVALVETRAIN: OHV, 4 VALVES PER CYLINDER, SOLID LIFTER CAMSHAFT.OIL CAPACITY: 12 QUARTSHORSEPOWER: 235 - 325 HP @ 2,900 RPM.TORQUE: 460 - 610 LB-FT @ 1,600 RPM.PRODUCED: 1998.5 - 2007
6.7L Cummins EngineDISPLACEMENT: 408 CUBIC INCHES, 6.7 LITERSCONFIGURATION: INLINE 6 CYLINDERFIRING ORDER: 1-5-3-6-2-4COMPRESSION RATIO: 17.3:1BORE: 4.21” STROKE: 4.88” FUEL SYSTEM: DIRECT INJECTION, COMMON RAILVALVETRAIN: OHV, 4 VALVES PER CYLINDER, SOLID LIFTER CAMSHAFTOIL CAPACITY: 12 QUARTSHORSEPOWER: 350 - 385 HP, TORQUE: 610 - 865 LB-FT, PRODUCED: 2007 – PRESENT
Source: Cummins Engines and High-Performance Diesel Builder’s Guide
2-9 6.7L 11/6/14 10:59 AM Page 9

Chevy’s 348 and 409 ‘W’ motorsare having no problemkeeping their popularity
going. In fact, judging by thenumbers of high quality parts beingmade for these motors today, theymay even be more popular than ever.The quick and dirty of W motors andtheir parts today is that you can sit atyour computer, whip out your creditcard and ‘build’ a 409 withouthaving to buy one original part.
While that in itself is pretty mindblowing, you also have the option tobuild a 509 or even a 609-inch Wmotor. So, it makes perfect sense thatwith all those parts, there are asurprisingly high number of strokercombos available.
W OriginsChevy's W-series 348 and later the409 became legends on the street,and in particular the 409 also becamea legend on the track. In the early1960s, these engines powered avariety of GM vehicles and the Z-11Impalas at the drag strip. While theseengines enjoyed a hay day in theearly 1960s and pop culture status inthe hot rod community, higherhorsepower Mark IV Chevy big-
block engines overshadowed theseW-engines by the late 1960s. Butrecently, the 348s and 409s haveenjoyed a high-performancerenaissance and many speedmanufacturers are making heads,blocks and virtually every part forthese engines.
Half and HalfA quick history lesson shows us thatChevy used stroking to grow the 348into the 409. One half of the movefrom 348 to 409 was an increase of.1875 inches in the cylinder bore. Astock 348 has a bore of 4.125 inchesand a 409 has the bigger bore of4.3125 inches. The other half was thestroke change from 348s to 409s that
went from 3.25 to 3.50 inches for anet gain of a quarter inch. Together,the new bore and stroke gained those61 cubic inches.
Of course, there was more to dosuch as redesign the block for bothclearance and better water flow. But,the basics are still the same.
Chevy did it one more time whenthey created a handful of motorsused exclusively for drag racing inlate ‘62/early ‘63. Those motorswould turn out to be the Holy Grailof W engines, the rare Z-11, 427 cubicinch motor. They’re also a goodexample of how strokermethodology works. To make the Z-11 427, Chevy actually used astandard 409 block with its stock
10 November 2014 | EngineBuilder Rebuilding Technical Guide
BY JOHN CAROLLO, CONTRIBUTING WRITER
Chevrolet made fewer than 50 of the Z11engine for drag racing. The engineersstroked out the 409 into 427, increasingthe size of the engine by lengthening thestroke of the rods and not overboring thecylinders.
10-19 stroker 11/6/14 10:57 AM Page 10

Circle 150 on Reader Service Card for more information
11 Scat_Layout 1 11/6/14 10:54 AM Page 11
12-13 Liberty_Layout 1 11/6/14 10:54 AM Page 12
Circle 142 on Reader Service Card for more information
12-13 Liberty_Layout 1 11/6/14 10:54 AM Page 13

bore of 4.3125 inches. Because the W motor was pretty
much ‘capped’ at that size and couldnot physically go much larger, anyadditional cubic inches would haveto come from increasing the stroke.Chevy did just that and added .150inches to the stock 409 stroke, for a3.650 inch stroke.
Of course, a newly-designed set ofiron heads and aluminum intake letthose extra 18 inches breathe muchbetter and become a legend in theSuper Stock wars.
427 VersionAlong the lines of Z11 specs, noted409 guru, Lamar Walden, tells us ahomemade version of the famousZ11 short block can be simply madeby using that same 3.650 strokecrankshaft in a stock 409 block with astock bore size. No extra crankshaftclearance work is needed on theblock and all the bearing sizes are thesame so it becomes a ‘drop in.’
The final results will yield a 427cubic inch W motor with your choiceof heads and intake.
Below the BlockAnother aspect dealing with theincreased crankshaft clearance
required with building a W strokerengine goes beyond the block – ormore accurately, below the block.The oil pans from 348 and 409motors have an interchangeable boltpattern, but are different.
While that may sound confusing,think of it this way. The oil pan of a348 can’t always be used on a strokermotor as it is slightly narrower thanthose made for 409s. The answer is touse the wider 409 oil pan or, as JoeJill from Superior Automotive says,“notch the 348 pan.”
With today’s generous amount ofreproduction 348/409 partsavailable, a factory reproduction 409oil pan can be easily found at placeslike Show-Cars.com. Racing oil pansfor W motors can be found at Stef'sPerformance Products.
Building StrengthAnother related aspect to strokingany W motor is making it stronger.Most builders will agree that ifhaving some machine work is in thecards for any W stroker, it is anexcellent time for an additionalmachine operation. All W motorscame with only two bolt mains.
Today, we know four bolt mainsare desired in virtually all racing
engines, and all of the new,aftermarket aluminum and ironblocks use them on the center threemains. Retrofitting a 348 or 409 blockto use four bolt mains on thosecenter three mains is not difficult andthe block offers room for theupgrade.
There are a number of companiesmaking retro fit caps and a choice ofstraight or splayed is available.
One such company is Pro GramEngineering, which makes three suchproducts. One is with the extra boltsbeing added in a straight pattern.Another uses a splayed pattern andthe third offers a front cap with fourstraight bolts. These kits fit both the348 and 409 blocks as both use thesame diameter cranks.
Formula 409If a builder wants a monster motorwith lots of cubic inches, the bestway would be to use one of the newaluminum 409 blocks by World Prod-ucts or Bob Walla Racing.
Walla also offers iron blocks andwe’ll get back to that shortly. Withthese new aluminum and ironblocks, much larger motors can bebuilt without any of the original engine’s design limitations.
The early test motors built usingthe all aluminum World Merlin 409easily made over 500 inches, settlingin at a comfortable 509 cubic inchesunder the talented hands of LamarWalden, who designed the blocks forWorld. If that isn’t enough cubicinches for a W motor fan, BobWalla’s iron block is capable of housing 600 or 609 cubic inches.
These are essentially stroker en-gines as the stroke and bore offerseemingly unlimited combos.
From the money angle, a Wstroker can be built two ways.
One uses a bigger budget forcustom made parts, such as thoseaftermarket blocks using custommade crankshafts, rods and pistons.
The other and more economicalway is to use off the shelf partsdesigned for W strokers using stockblocks. Those parts are steadilygrowing in numbers and availability.
Many times, stroker kits areavailable and include the core partssuch as crank, rods and pistons.
14 November 2014 | EngineBuilder Rebuilding Technical Guide
Giddy UpThe engines of the late ‘50s to mid ‘60s are forever part of ourpop culture. In fact, there probably isn’t an engine builder alivewho hasn’t heard the song "409" written by Brian Wilson, Mike
Love and Gary Usher of The Beach Boys.The song features Mike Love singing
lead vocals and it was originallyreleased as the B-side of the "Surfin'Safari" single. The song, inspired byUsher's obsession with hot rods, was
later released on the band’s 1962 album, Surfin' Safari, and it was also on
their 1963 album, Little Deuce Coupe.
10-19 stroker 11/6/14 10:57 AM Page 14

Other kits aremore completeand add ringsand bearings.
The benefitthat is reallygrowing is thatmany of these kits require little or nomachining.
Popular KitsLamar Walden Automotive has a fewstroker kits for 409s. One is a 450cubic inch model and the other is a482 cubic incher – both from 409blocks. They include forged pistons, steelcrankshaft, H beam connecting rods,rings and bearings.
Show Cars, a specialist for Chevysof that era, sells a 409 four inchstroker kit that comes with an Eaglecrankshaft, Ross forged pistons andpins, GM rods, Clevite bearings anda chrome moly piston ring set.
Since they offer a number ofstroker kits, the sizes andcomponents vary.
Another Show Cars kit has a 3-3/4 stroke and coupled with boresixes that are 0.030, 0.040 and 0.060over, there are varied combinations.11:1 compression Keith Black pistonshave overbore sizes of the slightlydifferent 0.038, 0.048 and 0.068 in.348s have not been left out as thereare kits using the same 3-3/4 strokeand overbore sizes.
Scat Crankshafts is another one
offering strokerkits. Its two kitsstart with 409blocks and areavailable in 434and 472 cubicinch versions using 4.155 and 4.340bore sizes. Both H and I beamconnecting rods are available. Thekits include the crankshaft, rods,pistons, rings and bearings, and can
be bought with different balancingpackages.
For those making their ownstroker, Eagle Rods and Crankshaftsoffers a crankshaft with a four inchstroke for 409s, as well as the rods to
EngineBuilderMag.com 15
When rebuilding W engines, care mustbe taken that the compression iscorrect. Here you can see the relief cutis actually two cuts. These cuts are stillused today, even when overboring theblocks to create a bigger engine.
At the bottom of this Bob Walla block, you see strong cylinder walls, cross webbing and plenty of clearance forstroker engines.
Aftermarket ManufacturersUntil recently, original blocks were the only option whenbuilding a 348 or 409. The growing interest in W engines hasspawned an ever-increasing number of parts, and it was only amatter of time until new blocks hit the market. If a suitable,stock iron block cannot be found, you can select one of theaftermarket aluminum 409 blocks. Of course, if you build a Wwith more than 650 hp, you should opt for a high-performancealuminum block. While the aftermarket block can be built tostock or slightly modified specifications, these blocks are idealfor a street/strip or race build.
10-19 stroker 11/6/14 10:57 AM Page 15
fit it. While not a full kit, W pistonscan be had by a number ofmanufacturers.
Don’t forget that BBC crankshaftsmake the basis of a good W strokerand tapping into companies such asCalles can get you a state of the artmodel.
Combinations and CalculationsThere are a surprisingly largenumber of stroker combinationsusing stock 348 or 409 blocks. SteveMagnante is an automotive journalistand has reported on a number ofstroker builds. Here’s a few of them,broken down to just the facts for aquick reference.
The Edelbrock 421 Stroker cameabout when Edelbrock wanted tostart building aluminum W motorheads. Edelbrock built this stroker as
its test mule, long before any newaftermarket blocks were available.
Starting with a 1964 truck 409block and crankshaft, the motor’s sixquart oil pan, .060” overbore (finalbore size of 4.375 inches) and thestock 3.50-inch stroke, the comboended up as 421 cubic inches.
A four bolt main kit was used aswell as 9.6:1 J&E pistons on Eagleforged H-beam rods, and the 6.135inch long Big Block Chevy piecesthat fit the 409 crank perfectly.
Also included were ARP 7/16, 12point cap rod bolts to improve overthe stock 3/8 bolts that Chevyorignally used. All this was designedto allow it to use 91 octane fuel andbe a street engine.
The crankshaft snout on a Wmotor will match up to a Small BlockChevy harmonic balancer, so an ATISuper Damper was used.
The intake was an Edelbrockdual-quad aluminum with Edelbrock500 CFM Thunder AVS carburetors.This combo created 466 horsepowerand 461.9 torque.
That in itself is quite a motor andwith just the .060” overbore, yet,retaining stock 409 heads. WhenMagnante reported on this engine,he said more could be built into that409 truck block, “Step up to a 470-plus cube stroker kit, add a point ofcompression, swap on a set of 750-cfm carburetors and do a littleporting and you’ll nudge 600horsepower for sure.”
Edelbrock’s recipe yieldedhorsepower: 466.1 @ 5800 rpm. Basic specs are:
Block 409Stroke 3.500
16 November 2014 | EngineBuilder Rebuilding Technical Guide
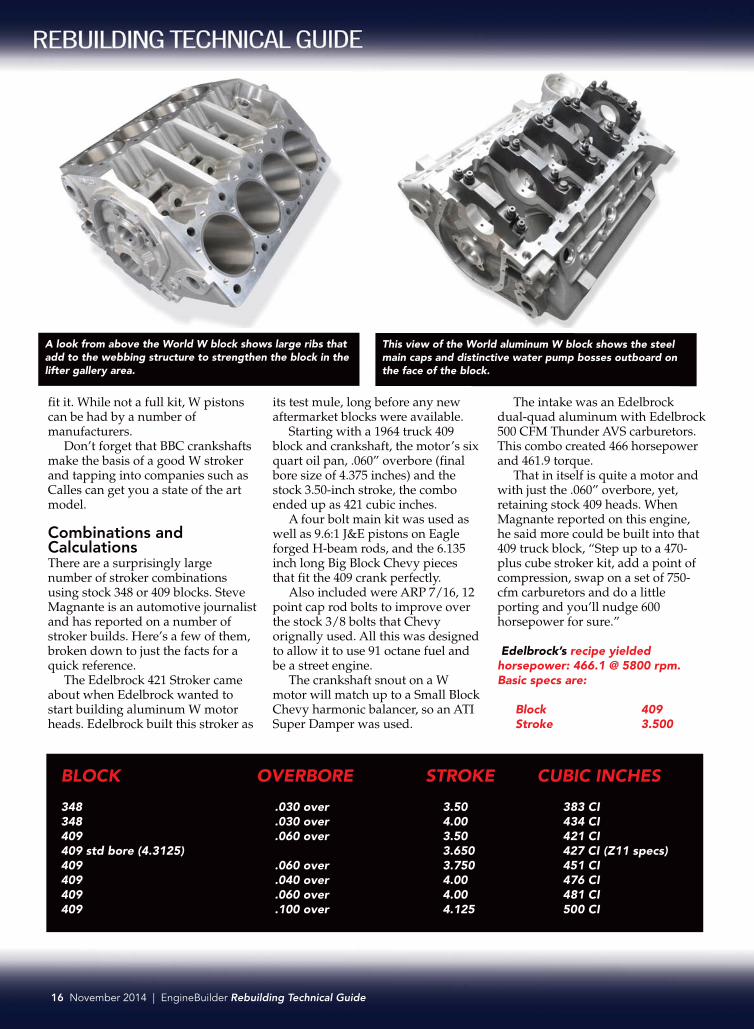
A look from above the World W block shows large ribs thatadd to the webbing structure to strengthen the block in thelifter gallery area.
This view of the World aluminum W block shows the steelmain caps and distinctive water pump bosses outboard onthe face of the block.
BLOCK OVERBORE STROKE CUBIC INCHES
348 .030 over 3.50 383 CI348 .030 over 4.00 434 CI 409 .060 over 3.50 421 CI409 std bore (4.3125) 3.650 427 CI (Z11 specs)409 .060 over 3.750 451 CI409 .040 over 4.00 476 CI409 .060 over 4.00 481 CI409 .100 over 4.125 500 CI
10-19 stroker 11/6/14 10:57 AM Page 16
Bore 4.375Cubic Inches 421HP (approx) 466
Another W stroker Magnantereported on also uses a 409 blockwith a big, four inch stroke and evenbigger pistons. In this case, a
crankshaft from a Big Block Chevy isthe starting point. The bore was .060over and the results were 481 cubicinches.
Tech wise, the bore ended at4.3725 inches. Superior Automotivedid this build and they used apopular crank for W strokers, the
Mark IV, 454 Big Block Chevy. There is a trick here, as it needs to
be a crank from between 1970 and1990.
Later crankshafts, like 1991 andup, won’t fit into the 409 block.Using this will increase the stroke by½ inch and, coupled with the biggerpistons and other performance work,will yield 532 horsepower and 542ft./lbs. of torque.
There are a few machiningoperations that need to be done onthe 454 crank before assembly. Thebiggest is turning down the mains.250 inch from 2.748 to 2.498 inches.
After machining the mains, theradius on the crank’s journal to the
EngineBuilderMag.com 17
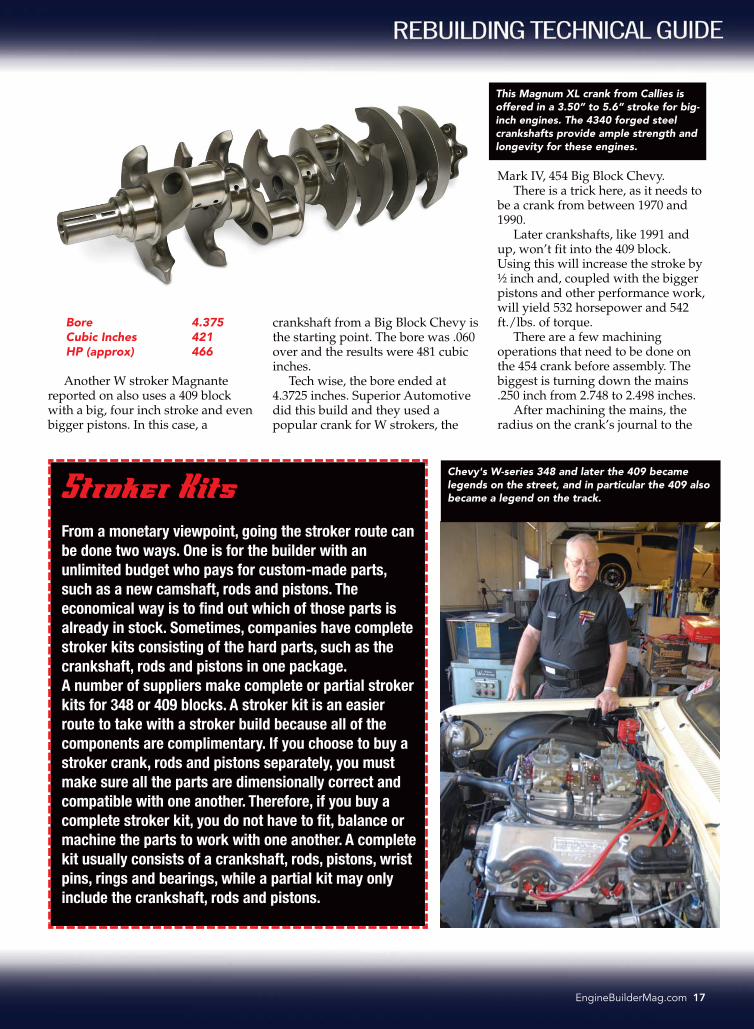
This Magnum XL crank from Callies isoffered in a 3.50” to 5.6” stroke for big-inch engines. The 4340 forged steelcrankshafts provide ample strength andlongevity for these engines.
Chevy's W-series 348 and later the 409 becamelegends on the street, and in particular the 409 alsobecame a legend on the track.Stroker Kits
From a monetary viewpoint, going the stroker route canbe done two ways. One is for the builder with anunlimited budget who pays for custom-made parts,such as a new camshaft, rods and pistons. Theeconomical way is to find out which of those parts isalready in stock. Sometimes, companies have completestroker kits consisting of the hard parts, such as thecrankshaft, rods and pistons in one package.A number of suppliers make complete or partial strokerkits for 348 or 409 blocks. A stroker kit is an easierroute to take with a stroker build because all of thecomponents are complimentary. If you choose to buy astroker crank, rods and pistons separately, you mustmake sure all the parts are dimensionally correct andcompatible with one another. Therefore, if you buy acomplete stroker kit, you do not have to fit, balance ormachine the parts to work with one another. A completekit usually consists of a crankshaft, rods, pistons, wristpins, rings and bearings, while a partial kit may onlyinclude the crankshaft, rods and pistons.
10-19 stroker 11/6/14 10:57 AM Page 17
cheek will need to be stress relievedas the new shape will be 90 degrees.Precision balancing is alsorecommended as is turning downthe crank snout.
The finished size should be 1.250-inches so an externally-balanced SBC400 damper can be used.
Joe from Superior says that in thepast, he had to do quite a bit ofcrankshaft work for his W strokers.
The Superior Automotive 481Stroker sports the following specs:
Block 409Stroke 4.00Bore 4.3725Cubic Inches 481HP (approx) 532
Typically, they would need to beturned down, edges rounded andchamfered, counterweights knifeedge shaped and snouts turneddown.
It didn’t stop there, as there washeat-treating and hard coating to do.Joe says these days, finished strokercrankshafts are more readilyavailable and even offer centralizedcounterweights so additionalclearance is minimal or not evenneeded.
On this 409/481 build, the addedthrow of the bigger 454counterweights and connecting rodsare enough to impact the bottom ofthe cylinder bores.
Machining small notches createsclearance for the now-larger rotatingassembly. The rest of the rotatingassembly has some wiggle room, too.Superior says reconditioned stock
454 rods can be used, but they optedfor new, forged steel, Eagle I-beamrods that are often less expensive.
These rods have the usual 454,6.135 inch measurement and offerwider beams, wrist pin bushings anduse bigger ARP 7/16 inch rod endcap bolts.
Another cool combo came fromSuperior Automotive, and it was asleeper!
This stroker takes advantage ofthe fact that a lot more 348s weremade than 409s. In fact, when the 409came out, Chevy kept making the348s. Superior says these littlebrothers can make a kick ass 434 inchstroker.
This combo used Edelbrock’sPerformer RPM aluminum heads, anEagle stroker crank with H-beamrods, Ross pistons, an Isky solidroller cam and a new single plane,four barrel intake manifold fromLamar Walden which developed576.8 horsepower at 6200 RPM with516.8 ft./lbs. at 5500 RPM.
According to Superior, the theystarted with the stock bore andopened it up from 4.125 by 0.030 to4.155 inches. They checked the wallthickness after the bore and found itto be 0.175 average.
A second boring operationenlarged the crescent found in348/409 blocks that acts as part ofthe combustion chambers and thatsize is now .060” over.
Into the block went an Eagle, 4340forged steel crank. Even with its fourinch stroke 0.750 greater than thestock 3.25 stroke of a 348, Eaglereduced the counterweight diameterof its crankshaft, making it a drop-in.
The Ross forged pistons are 11.7:1versions and weigh less than thestock pieces and the newer rods areheavier and stronger than theoriginals. Sometimes with this build,that extra ¾ inch of stroke mightcontact some 348 blocks, so Superiorused its Rottler CNC machine stationto add some clearance.
With the use of EdelbrockPerformer RPM heads, the valves arebigger than stock and will impact theblock if the lift is too great. But that’smore about the aluminum headsthan the block.
18 November 2014 | EngineBuilder Rebuilding Technical Guide
‘By the Book’How to Rebuild & Modify Chevy 348/409 EnginesVeteran magazine writer and author John Carollo providesinsightful instruction for rebuilding a stock engine and also howto build a sound performance W-engine as well. The reader isshown how to select a strong clean block, free of core shift andfatal cracks, select the best heads for a particular build, andincrease the compression ratio. Selecting a camshaft and astrong connecting rod and piston combination is also animportant aspect of the engine build,and all options are examined.Book Notes:Pages: 144Publisher: CarTechISBN: 9781934709573Purchase Info:www.cartechbooks.com
10-19 stroker 11/6/14 10:57 AM Page 18
The Superior Automotive 434 Stroker measures out like this:
Block 348Stroke 4.0Bore 4.155Cubic Inches 434HP (approx) 577
The heads are limited byEdelbrock to 0.550 maximum valvelift on 348 blocks. This insures novalve-to-block contact, so checkingwith a spring and dial indicator issuggested.
An easy aspect of this build is thata stock 348/409 crank snout will fit aSBC harmonic balancer. It will needrelocating of the timing mark to beaccurate.
The new Eagle stroker crankshaftcorrects this with the correct keywayposition.
These are but a few of the optionsfor building a W Motor Stroker outof a stock block.
The aftermarket blocks offer evenmore combos to build bigger andbadder W motors. ■
Editor’s Notes: The suppliers
mentioned in this article are optionsand recommendations presented bythe author for particular strokerbuilds.
Engine builders should use thisinformation as a reference and thatperformance results from their ownstroker builds will vary, dependingon their selection of parts andproducts.
For a downloadable StrokerEngine Reference Guide of GeneralMotors, Ford and Chrysler kits,visit: www.EngineBuilderMag.com.
EngineBuilderMag.com 19
THE DIMENSIONS OF THE STOCK ROD ARE:
Center to Center (inches) Piston End Diameter (inches) Crank End Diameter (inches) Weight (ounces)
348 6.135 .9895 to .9898 2.20 24.71409 6.01 .9895 to .9898 2.20 27.30
CONNECTING ROD SPECIFICATIONS
10-19 stroker 11/6/14 10:57 AM Page 19

The Cummins ISX engine is oneof the workhorses of theCummins brand and will
continue to be a dominating factorin power generation applications,mining and industrial settings.
Cummins ISX engines are alsovery popular as a heavy-duty truckapplication engine.
Blake’s Remanufacturing’sremanufactured Cummins ISXengines are rebuilt to OEMspecifications in our ISO 9001 levelmachine shop. This means that evenolder model Cummins ISX engineapplications are often rebuilt usingbetter, more updated parts andtechniques than the original engine.Cummins ISX engines in manyaspects replaced the Cummins N14engines in 2001, due to the EPA tierregulations.
The first Cummins ISX enginerolled off the production line in 1998.
Until 2010, this engine was a dualoverhead cam design with one camactuating the injectors and the otherthe valve train.
Beginning in 2013, Cummins ISXengines were equipped with on-board diagnostics which monitoremissions output and maximizesengine efficiency.
This Cummins ISX model wasalso completed one year ahead ofproduction schedule to meet theEPA Department of TransportationRegulations.
The “ISX” in Cummins ISX standsfor “Interact System” which is theon-highway fuel system Cummins
developed to vastly improveperformance. Cummins ISX enginesare very popular for on-highwayand commercial truckingapplications since they have theability to pull between 430hp –620hp at 2050 ft./lbs. Consequently,the brother of the Cummins ISX isthe Cummins QSX which is part ofthe “Quantum” series. TheCummins QSX engine is the primaryworkhorse for off-highway,industrial, marine, heavy equipmentand oil & gas applications.
The Cummins QSX deliversbetween 365hp – 665hp at 1875ft./lbs. of torque. Blake’sRemanufacturing has the ability to doboth Cummins ISX and CumminsQSX engine rebuilds.
Cummins CoolingThe Cummins 15L ISX is the latestengine in the ISX family which debuted in 2013.
With the ISX 15 the fuel efficiencyis increased 10 percent + overprevious models. The foundation ofthe ISX 15L is the reduction of thesize of the radiator and multiplecooling panels.
This reduction in size of thecooling system without the loss ofcooling power mean overall betteraerodynamics within the engine.The new Cummins ISX enginecooling system allows for lossesfrom the engine’s alternator andvarious other water pumps to be
20 November 2014 | EngineBuilder Rebuilding Technical Guide
These ISX 15 engines, which were beingshipped to a customer in Ecuador, havea power range about 450 hp.
By John Clifford, Marketing Director,Blake’s Remanufacturing
20-24 ISX 11/6/14 10:56 AM Page 20

Circle 143 on Reader Service Card for more information
21 FP Diesel_Layout 1 11/6/14 10:53 AM Page 21
mitigated. The new technology also allows for moreopen room which creates cooled air for the engine.
The new cooling technology will likely save around2,000 gallons of fuel per year for a class 8 truck whichalso means less particulate emissions. In addition toimproved efficiency of the cooling system Cumminshas also refined the combustion chamber to providefewer active re-generations of the after treatmentsystem.
Focus on Fuel EfficiencyThe Cummins 15L ISX engine is also the newest enginewith the improved fuel system. Up until 2010 thetraditional Cummins ISX engine featured theantiquated dual overhead camshaft design.
One of the camshafts activated the injectors and theother camshaft activated the valve train.
This type of injection system is called high pressureinjection and operates to create injection pressure bythe camshaft actuation.
The dual cam design uses an integrated fuel systemmodel (IFSM) which contains pressure regulators, gearpump, lift pump, metering and timing actuators andshutoff valve to accurately deliver diesel fuel directlyto the injectors.
The IFSM typically has a one section valve coverthat is either plastic or chrome plated on older modelsof the Cummins ISX.
The latest versions of the Cummins ISX 15 enginekeep getting more fuel-efficient as the technology keepsadvancing. Cummins has stated that the newest ISX 15can deliver up to 2 percent better fuel economy thanpreviously reported. The newest Cummins ISX 15operational efficiency actually delivers morehorsepower than in older ISX engine models.
The ratings on the ISX 15 range from 400-600 hp(298-447 kW) with 2050 lb.-ft. of peak torque.
The SmartTorque system Cummins developed addsroughly 200 lb.-ft. of extra torque to the top two gearsof the engine.
This means that Class 8 trucks can drive up steepergrades with much fewer downshifts making the ridethat much smoother and less strenuous on the engine.
For other models of the Cummins ISX engine, theadditional torque from the SmartTorque system isapplied to the lower gears where it is needed the most.
Blake’sRemanufacturingreports that it canprovide aremanufactured Cummins ISX 15 for half the cost of anew model, with no loss of efficiency or horsepower.
Cummins ISX Fuel Efficiency PhysicsThe fuel efficiency technology of the Cummins ISX en-gine uses the power of steam. Harnessing the power of steam for propulsion purposeshas been around for almost 2,000 years. The steam enginewas first patented in 1606 by Spanish inventor Jerónimode Ayanz y Beaumont.
It was in 1698 that Thomas Savery patented a steampump which condensed steam to create a vacuum todraw water into the chamber, then applied the pressur-ized steam to further a piston.
The same basic steam technology is used today in theCummins ISX. This scientific process is called the Or-ganic Rankine Cycle.
22 November 2014 | EngineBuilder Rebuilding Technical Guide
A look at a forged piston used by rebuilders on the Cummins ISXengines. Photo courtesy FP Diesel.
Improved aftermarket designs of the head gasket for theCummins ISX were developed to withstand significantlyhigher combustion pressures and temperatures, as well asincreased vertical and lateral motion between the engineblock and cylinder head. Photo courtesy FP Diesel.
20-24 ISX 11/6/14 10:56 AM Page 22

Applying the Organic RankineCycle (ORC) to the diesel engine isquite a different process. Heat in astandard reciprocating engine ifoften looked as something to beavoided at all costs, but with newtechnology it is utilized to aid inbetter fuel efficiency. Thetechnology is called Exhaust GasRecirculation (EGR) which turnsexcess heat from a major probleminto the key to improved efficiency.In the Cummins ISX engine the heatcomes out of the engine and travelsdirectly to a superheater system.The superheater increases thetemperature of the wet steam fromthe boiler into an extremely drysuperheated steam.
This concept of “dry steam” issteam that is heated beyond boiling.The dry steam contains a lot ofenergy which then turns a turbine inpower plant systems. The turbinethen turns a generator whichconverts waste heat into electricity.In the Cummins ISX engine theelectricity is used to power a smallelectric motor built into thecrankshaft. After the superheateddry steam’s energy is transferredinto the turbine it later is sent to arecuperator then to a condenserwhere it is condensed and routedback into the boiler producing aclosed loop system. This is quite arevolutionary concept for theCummins ISX having both theinternal and external combustion inone engine.
The extra energy that isrecovered comes from four differentsources: 6 percent increase in energywill come from the EGR, 2 percentwill come from exhaust energy, and2 percent will come from otheraccessories that used to drainadditional power. All of thisadditional energy adds up to about10 percent increase in overall fuelefficiency for the Cummins ISX 15.
The basic premise of theCummins ISX engine’s fuelefficiency is recovering wasteenergy.
Waste energy can be described asenergy that is not used for anypractical purposes. Energy can beneither created nor destroyed. It is
stored in the form ofkinetic energy (inmotion) or potentialenergy (stored energy).
When studying energywithin the Cummins ISXengine we can ascertainthat most of the energy isstored in the diesel fuelas potential energy. Whenthat diesel fuel is burnedin the combustion engineit changes form to kineticenergy, which then drivesthe pistons. However,most of the diesel fuel’senergy is lost as heat.
One gallon of diesel fuel containsabout 139,000 Btu (British ThermalUnit) of potential energy.
One Btu is defined as the amountof heat required to increase onepound of water one degreeFahrenheit. The goal with anyengine is to achieve peak thermalefficiency where as peak thermalefficiency is described as the workyou get divided by the energy youput in.
For example, a gas powered carengine is roughly 25 percentefficient and a heavy-duty dieselpowered Cummins ISX engine isroughly 40 percent efficient.
What that means is that if avehicle used 10 gallons of gas only 4gallons would go to towardspropelling the tires forward; theother 6 gallons are wasted. TheOrganic Rankine Cycle technologyin the Cummins ISX 15 aims torecovery as much energy as possiblethrough heat recovery. Across theboard, only roughly 33 percent ofenergy is used towards moving themotor.
An example of waste energy inrelation to trucks is when heatescapes from the engine to theoutdoors.
The heat sources on a Cumminsvehicle that help warm you up on acold day include the Cummins ISXengine itself, the radiator, transfercase, transmission, differentials, U-Joints, brakes, cooling units, andyour heater. Noise is also a heatsource and is mostly a waste energyby product.
The second kind of energy iswork energy. Work energy isharnessed energy being directedwhere you want it to go. However,there are always going to be otherhindrances to 100 percent thermalefficiency.
Gravity, inertia, laws ofaerodynamics and drag will alwaysbe barriers to overcome tocapturing 100 percent of an energysource.
The second law ofthermodynamics states thatachieving 100 percent thermalefficiency can’t be accomplished.
ISX Emissions HistoryCummins has always been on theforefront of emissions reductionand the development of technologythat improves emissions output.
The first technology Cumminsintroduced to help reduceparticulate emissions was cooledexhaust gas recirculation or EGRsystem. This system was introducedin the Cummins ISX CM870 modelin 2002 and works by takingexhaust gas and re-circulates it backinto the engine intake.
This process radically lowers thecombustion chamber temperaturesin the Cummins ISX engine thusreducing the creation of NitrogenOxide. NOx and NOy (NOx plusother compounds that are createdduring the oxidation process ofNOx) are the common causes of airpollution, smog and acid rain.
Another big change in emissionsreduction rolled out in 2008 whenCummins introduced Diesel
EngineBuilderMag.com 23
20-24 ISX 11/6/14 10:56 AM Page 23

Particulate Filter technology for the Cummins ISXCM871 model. Diesel Particulate Filter technology orDPF is a filtration system designed to trap particulateNOx matter created by the Cummins ISX engine.
The second step of the system is the DieselOxidation Catalyst which further breaks down theparticulate matter via oxidation of the ash. The ash ofthe diesel particulate is oftentimes called soot.
Then again in 2010 the Cummins ISX engine madeanother upgrade to its emissions technology with theISX 15 CM2250 model.
The Cummins ISX 15 CM2250 features the improvedExhaust Gas Recirculation in addition to SelectiveCatalytic Reduction for diesel particulate matter. Thesenew guidelines further confined to EPA regulationsalso known as Urea Injection Reduction.
The selective catalytic reduction system contains adiesel exhaust fluid composed of urea and water,controller, holding tank, pump, injector and the catalystbrick.
The system works by heating up the diesel exhaustfluid which is then pumped and injected into adecomposition area which then chemically reacts with
the diesel exhaust in the Selective Catalytic Reductionchamber to reduce the level of NOx.
The Cummins ISX 15 uses one camshaft compared toprevious versions which used two. This singlecamshaft design in the Cummins ISX engine is due tothe introduction of the common rail fueling system inwhich diesel fuel is pressurized from already highpressure.
The fuel is stored in multiple piston pumps andtransferred through tubes to a rail where the diesel fuelis stored under extremely high pressures up to but notincluding 35,000 psi.For more information on the Cummins ISX engine orthe Cummins QSX engine, contact Blake'sRemanufacturing at www.blakesreman.com. ■
24 November 2014 | EngineBuilder Rebuilding Technical Guide
Engine builders at Blake’s performing line boring on an engine block.
Engine builder Brad Millers prepping the engine block forassembly.
REBUILDING TIPS ON THE ISX 1. Pay special attention to the spring loaded cam gear.
2. Need to use a puller for front and back seal.
a. Special puller tool to pull off the crankshaft.
b. Kent-Moore Tool.
3. Back off the spring loaded tension before unloading it.
4. Totally non interchangeable between ISX and QSX. Use all
specified parts.
5. Difference between ISX engine blocks.
a. Some have EGRs and others do not.
b. You can use both types of engine blocks if need be:
The water fittings just need to be fitted with frost plugs.
6. Everything on ISX and QSX is heavy-duty. These engines
use heavy-duty cams.
7. Make sure to set the idol gear properly. ISX has floating
gears as they are on a floating hub.
a. The gears float because of the backlash.
b. There must be backlash on the gears.
c. There also must be torque between all of the gears.
d. The timing must be set properly between the gears.
e. In a running engine the gears must be unloaded. Only the
Detroit 60 Series has similar floating gears.
8. Pay special attention to the dual overhead cams: one for
the valves and injectors and the other for the Jake Brakes.
9. Overall, strictly follow the service manual. Stick to OEM
specifications and tolerances as this engine is a very
precise piece of equipment and has little room for error.
From the staff at Blake’s Remanufacturing Services, LLC, Denver, CO
20-24 ISX 11/6/14 10:56 AM Page 24

Circ
le 1
44on
Rea
der
Serv
ice
Card
for
mor
e in
form
atio
n
C3 IPD_Layout 1 11/6/14 10:53 AM Page c3

Circle 145 on Reader Service Card for more information
C4 EPWI_Layout 1 11/6/14 10:52 AM Page C4