Embed Size (px)
Citation preview

Page 1 of 45
ENGINEERING TEST REPORT (EXAMPLE) EXTRACTED FROM THE FOLLOWING:
U.S. ARMY TACOM PROJECT: W56HZV-07-P-L542 DATE: 23 May 2007 FTR NO: 070169
ATPD-2354 REVISION 10 VERIFICATION TEST, DISC BRAKE VERSION ONLY (16 NOV 06)
ARTICLE TEST OF HIGH MOBILITY MULTIPURPOSE WHEELED VEHICLE (HMMWV-ECV)
DATES OF TESTS: 19 December 2006 through 16 April 2007
PREPARED BY: Carlos E. Agudelo
Jeffrey A. Gist Alex J. Nicholson
APPROVED: TIMOTHY DUNCAN Vice-President Testing Operations
Link Testing Laboratories, Inc.
Detroit, MI

Report Documentation Page Form ApprovedOMB No. 0704-0188
Public reporting burden for the collection of information is estimated to average 1 hour per response, including the time for reviewing instructions, searching existing data sources, gathering andmaintaining the data needed, and completing and reviewing the collection of information. Send comments regarding this burden estimate or any other aspect of this collection of information,including suggestions for reducing this burden, to Washington Headquarters Services, Directorate for Information Operations and Reports, 1215 Jefferson Davis Highway, Suite 1204, ArlingtonVA 22202-4302. Respondents should be aware that notwithstanding any other provision of law, no person shall be subject to a penalty for failing to comply with a collection of information if itdoes not display a currently valid OMB control number.
1. REPORT DATE 23 AUG 2007
2. REPORT TYPE N/A
3. DATES COVERED 19 DEC 2006 - 16 APR 2007
4. TITLE AND SUBTITLE ATPD-2354 Revision 10 Verification Test, Disc Brake Verson Only (16NOV 06) Article Test of High Mobility Multipurpose Wheeled Vehicle (HMMWV-ECV)
5a. CONTRACT NUMBER W56HZV-07-P-L542
5b. GRANT NUMBER
5c. PROGRAM ELEMENT NUMBER
6. AUTHOR(S) Agudelo,Carlos,E; Gist,Jeffery,A; Nicholson,Alex,J
5d. PROJECT NUMBER
5e. TASK NUMBER
5f. WORK UNIT NUMBER
7. PERFORMING ORGANIZATION NAME(S) AND ADDRESS(ES) Link Testing Laboratories, Inc. Detroit, MI
8. PERFORMING ORGANIZATION REPORT NUMBER
9. SPONSORING/MONITORING AGENCY NAME(S) AND ADDRESS(ES) US Army RDECOM-TARDEC 6501 E 11 Mile Rd Warren, MI 48397-5000
10. SPONSOR/MONITOR’S ACRONYM(S) TACOM/TARDEC
11. SPONSOR/MONITOR’S REPORT NUMBER(S) 17524
12. DISTRIBUTION/AVAILABILITY STATEMENT Approved for public release, distribution unlimited
13. SUPPLEMENTARY NOTES The original document contains color images.
14. ABSTRACT
15. SUBJECT TERMS
16. SECURITY CLASSIFICATION OF: 17. LIMITATIONOF ABSTRACT
SAR
18. NUMBEROF PAGES
45
19a. NAME OF RESPONSIBLE PERSON
a. REPORT unclassified
b. ABSTRACT unclassified
c. THIS PAGE unclassified
Standard Form 298 (Rev. 8-98) Prescribed by ANSI Std Z39-18

Page 2 of 45
Index
1. Contract required objectives.
2. Scope.
3. Definitions.
4. Summary of results and conclusions.
4.1. Physical characteristic testing.
4.1.1. Swell and growth testing.
4.1.2. Compressibility testing.
4.1.3. Shear testing.
4.1.4. Visual testing.
4.1.5. Critical dimensions.
4.1.6. Brinell hardness testing.
4.2. Friction behavior and performance.
4.3. Wet-effectiveness.
4.4. Hill-hold ability.
4.5. Jennerstown effectiveness and fade.
4.6. Jennerstown noise.
4.7. Jennerstown wear.
4.8. Alternate burnish.
4.9. Dual-ended testing.
4.10. Rotor crack and strength test.
5. DELETED.
6. DELETED.
7. Statistical evaluation explanation.
8. DELETED.
9. References.

Page 3 of 45
1. Contract required objectives.
1.1. To verify the adequacy and suitability-for-intended-use by the government of draft ATPD-2354 Rev. 10 (disk brake sections only).
1.2. To assess the ability to differentiate performance and other characteristics between the OEM supplier(s) and alternative sources without the need to do actual on-vehicle testing.
1.3. To propose updates, improvements, or corrections to draft ATPD-2354 Rev. 10 (disk brakes sections only).
2. Scope.
2.1. Conduct comparative testing for three test products: OE (a.k.a baseline), Brand “X”, and Brand “Y”. the OE product and Brand “X” were furnished by TARDEC-TACOM, Brand “Y” was furnished by LINK
2.2. Conduct three tests on each product for inertia-dynamometer test procedures and six or twelve tests or measurements for sample testing (no dynamic loading or braking events involved).
2.3. Perform engineering and statistical analysis too determine the adequacy of the different tests to differentiate between/within the three products.
2.4. Use vehicle or hub-end ratings and components to ensure consistent and repetitive test conditions.
2.5. Use OE-type of hardware and brake components for all testing.
2.6. In order to capture different characteristics critical to the proper field service of the brake pads and rotor combination, an assortment of tests was conducted to evaluate physical, performance, durability, and noise properties of the different products tested. The tests conducted were developed as part of the CRADA agreement 05-019 represented by Leo P. Miller for TARDEC-TACOM and Timothy Duncan and Carlos Agudelo for Link Testing Laboratories, Inc.
2.7. For the purposes of this subject report, the term “significantly” shall be interpreted to mean the assessment of significant difference between the three products is based on statistical evaluation using analysis of means or hypothesis testing to validate the conclusions with a confidence interval of 95% and an σ -value of 0.05.
3. Definitions. ANOM: Analysis of means UCL: Upper control limit LCL: Lower control limit Spigots: Holes in backing plate
4. Summary of results and conclusions.
4.1. The tests conducted to determine the key physical characteristics on six (6) brake pad assemblies for each of the three products tested (OE, Brand “X”, and Brand “Y”) included the following:
4.1.1. SAE J160 for dimensional stability testing under thermal loading. This test determines how much the friction product swells when it is heated to 570 oF and how much of that swell remains (growth) after it cools down back to ambient temperature. The test measures the sample deflection as it heats up on a hot platen at 570 oF for 10 minutes with a preload of 7.25 psi. The part is cooled down to ambient temperature, and the sequence is repeated for a second time. The swell of the friction material is an indicator of the propensity for drag between the pads and rotor at high temperature.
4.1.1.1. The first run showed a significantly different swell for the three products tested, with the OE exhibiting the highest amount of swell, followed by Brand “X” and then by Brand “Y”. See figures 1 and 2.

Page 4 of 45
─ OE first run swell 80% range 1.19-4.57 with a median of 2.88 x 10-3 in. ─ Brand “X” first run swell 80% range 0.18-1.82 with a median 1.00 x 10-3 in. ─ Brand “Y” first run swell 80% range 0.93-2.46 with a median of 1.69 x 10-3 in.
86420-2
99
95
90
80
7060504030
20
10
5
1
Swell [1000*in]
Perc
ent
90
4.57
1.82
2.46
50
2.88
1.00
1.69
10
1.19
0.18
0.93
2.878 1.317 6 0.312 0.4241.001 0.6424 6 0.158 0.9031.693 0.5979 6 0.383 0.268
Mean StDev N AD PFirst run 1000*in_OEFirst run 1000*in_XFirst run 1000*in_Y
Variable
Normal - 95% CIProbability Plot for HMMWV SAE J160 first run swell OE, X, and Y
YXOE
3.0
2.5
2.0
1.5
1.0
Sample Identification
Sw
ell [
10
00
*in
]
1.858
1.065
2.650
Alpha = 0.05ANOM for HMMWV SAE J169 First run OE, X, and Y
Figure 1
OE, Brand “X”, and Brand “Y” Figure 2
OE, Brand “X”, and Brand “Y”
4.1.1.2. The second run showed a significantly different swell for the three products tested, with the OE exhibiting the highest amount of swell, followed by Brand “Y” and then by Brand “X”. The two runs on the OE product and Brand “X” were not significantly different. The two runs on Brand “Y” were significantly different, which can be an indication of uncured phenolic resin from the manufacturing process. See figures 3 and 4.
─ OE second run swell 80% range 1.07 to 3.95 with a median of 2.41 x 10-3 in. ─ Brand “X” second run swell 80% range 0.00-2.51 with a median 1.20 x 10-3 in. ─ Brand “Y” second run swell 80% range 0.10-1.27 with a median of 0.69 x 10-3 in.
86420-2
99
95
90
80
7060504030
20
10
5
1
Swell [1000*in]
Perc
ent
90
3.95
2.41
1.27
50
2.51
1.20
0.69
10
1.07
0.10
2.510 1.120 6 0.348 0.3371.204 0.9400 6 0.220 0.707
0.6883 0.4558 6 0.195 0.802
Mean StDev N AD PSecond run 1000*in_OESecond run 1000*in_XSecond run 1000*in_Y
Variable
Normal - 95% CIProbability Plot for HMMWV SAE J160 second run swell OE, X, and Y
YXOE
3.0
2.5
2.0
1.5
1.0
0.5
Sample Identification
Sw
ell [
10
00
*in
]
1.467
0.700
2.235
Alpha = 0.05ANOM for HMMWV SAE J169 Second run OE, X, and Y
Figure 3
OE, Brand “X”, and Brand “Y” Figure 4
OE, Brand “X”, and Brand “Y”
4.1.2. SAE J2468 for compressibility at ambient and elevated temperature of 750 oF. This test measures friction material thickness change under loading. Load is applied to the backing plate, using an adapter the same size as the vehicle piston, to simulate brake pressure up to 1,450-psi on the vehicle. Loading is limited to 1,450 psi because higher loading is considered destructive. The change in thickness of the friction material is measured during the loading sequence. The lining compressibility has an effect on the brake fluid displacement and pedal travel as well as noise and roughness propensity.
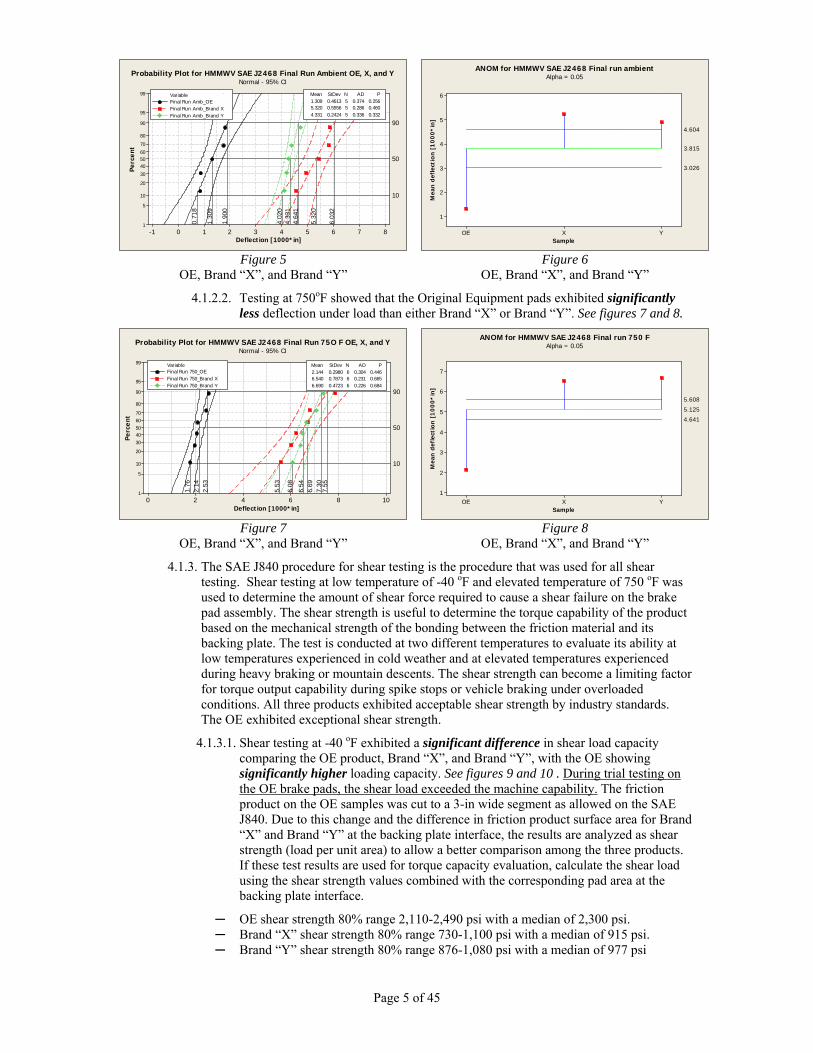
4.1.2.1. Testing at ambient conditions indicated that the compressibility of the OE product, Brand “X”, and Brand “Y” are significantly different. The OE product exhibited significantly less deflection under load than either Brand “X” or Brand “Y”. All compressibility values are predictable using a normal distribution. See figures 5 and 6.
Page 5 of 45
876543210-1
99
95
90
80
70
605040
30
20
10
5
1
Deflection [1000*in]
Perc
ent
90
1.90
0
6.03
2
4.64
1
50
1.30
9
5.32
0
4.33
1
100.
718
4.02
0
1.309 0.4613 5 0.374 0.2565.320 0.5556 5 0.286 0.4604.331 0.2424 5 0.336 0.332
Mean StDev N AD PFinal Run Amb_OEFinal Run Amb_Brand XFinal Run Amb_Brand Y
Variable
Normal - 95% CIProbability Plot for HMMWV SAE J2468 Final Run Ambient OE, X, and Y
YXOE
6
5
4
3
2
1
Sample
Mea
n d
efle
ctio
n [
10
00
*in
]
3.815
3.026
4.604
ANOM for HMMWV SAE J2468 Final run ambientAlpha = 0.05
Figure 5
OE, Brand “X”, and Brand “Y” Figure 6
OE, Brand “X”, and Brand “Y”
4.1.2.2. Testing at 750oF showed that the Original Equipment pads exhibited significantly less deflection under load than either Brand “X” or Brand “Y”. See figures 7 and 8.
1086420
99
95
90
80
7060504030
20
10
5
1
Deflection [1000*in]
Perc
ent
90
2.53
7.55
7.30
50
2.14
6.54
6.69
10
1.76
5.53
6.08
2.144 0.2980 6 0.304 0.4466.540 0.7873 6 0.231 0.6656.690 0.4723 6 0.226 0.684
Mean StDev N AD PFinal Run 750_OEFinal Run 750_Brand XFinal Run 750_Brand Y
Variable
Normal - 95% CIProbability Plot for HMMWV SAE J2468 Final Run 75O F OE, X, and Y
YXOE
7
6
5
4
3
2
1
Sample
Mea
n d
efle
ctio
n [
10
00
*in
]
5.125
4.641
5.608
ANOM for HMMWV SAE J2468 Final run 750 FAlpha = 0.05
Figure 7
OE, Brand “X”, and Brand “Y” Figure 8
OE, Brand “X”, and Brand “Y”
4.1.3. The SAE J840 procedure for shear testing is the procedure that was used for all shear testing. Shear testing at low temperature of -40 oF and elevated temperature of 750 oF was used to determine the amount of shear force required to cause a shear failure on the brake pad assembly. The shear strength is useful to determine the torque capability of the product based on the mechanical strength of the bonding between the friction material and its backing plate. The test is conducted at two different temperatures to evaluate its ability at low temperatures experienced in cold weather and at elevated temperatures experienced during heavy braking or mountain descents. The shear strength can become a limiting factor for torque output capability during spike stops or vehicle braking under overloaded conditions. All three products exhibited acceptable shear strength by industry standards. The OE exhibited exceptional shear strength.
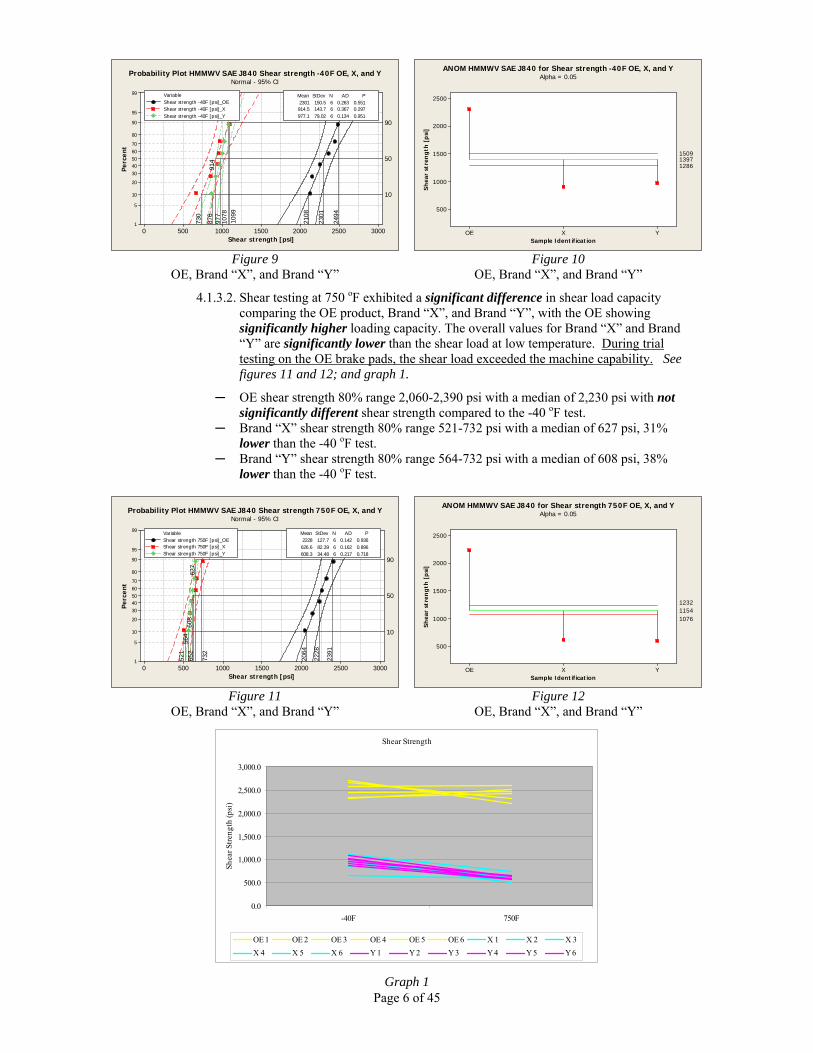
4.1.3.1. Shear testing at -40 oF exhibited a significant difference in shear load capacity comparing the OE product, Brand “X”, and Brand “Y”, with the OE showing significantly higher loading capacity. See figures 9 and 10 . During trial testing on the OE brake pads, the shear load exceeded the machine capability. The friction product on the OE samples was cut to a 3-in wide segment as allowed on the SAE J840. Due to this change and the difference in friction product surface area for Brand “X” and Brand “Y” at the backing plate interface, the results are analyzed as shear strength (load per unit area) to allow a better comparison among the three products. If these test results are used for torque capacity evaluation, calculate the shear load using the shear strength values combined with the corresponding pad area at the backing plate interface.
─ OE shear strength 80% range 2,110-2,490 psi with a median of 2,300 psi. ─ Brand “X” shear strength 80% range 730-1,100 psi with a median of 915 psi. ─ Brand “Y” shear strength 80% range 876-1,080 psi with a median of 977 psi
Page 6 of 45
300025002000150010005000
99
95
90
80
7060504030
20
10
5
1
Shear strength [psi]
Perc
ent
90
2494
1099
1078
50
2301
914
977
10
2108
730
876
2301 150.5 6 0.263 0.551914.5 143.7 6 0.367 0.297977.1 79.02 6 0.134 0.951
Mean StDev N AD PShear strength -40F [psi]_OEShear strength -40F [psi]_XShear strength -40F [psi]_Y
Variable
Normal - 95% CIProbability Plot HMMWV SAE J840 Shear strength -40F OE, X, and Y
Figure 9
OE, Brand “X”, and Brand “Y”
YXOE
2500
2000
1500
1000
500
Sample Identification
Sh
ear
stre
ng
th [
psi
]
13971286
1509
Alpha = 0.05ANOM HMMWV SAE J840 for Shear strength -40F OE, X, and Y
Figure 10
OE, Brand “X”, and Brand “Y” 4.1.3.2. Shear testing at 750 oF exhibited a significant difference in shear load capacity
comparing the OE product, Brand “X”, and Brand “Y”, with the OE showing significantly higher loading capacity. The overall values for Brand “X” and Brand “Y” are significantly lower than the shear load at low temperature. During trial testing on the OE brake pads, the shear load exceeded the machine capability. See figures 11 and 12; and graph 1.
─ OE shear strength 80% range 2,060-2,390 psi with a median of 2,230 psi with not significantly different shear strength compared to the -40 oF test.
─ Brand “X” shear strength 80% range 521-732 psi with a median of 627 psi, 31% lower than the -40 oF test.
─ Brand “Y” shear strength 80% range 564-732 psi with a median of 608 psi, 38% lower than the -40 oF test.
300025002000150010005000
99
95
90
80
7060504030
20
10
5
1
Shear strength [psi]
Perc
ent
90
2391
732
652
50
2228
627
608
10
2064
521
564
2228 127.7 6 0.142 0.936626.6 82.39 6 0.162 0.896608.3 34.48 6 0.217 0.718
Mean StDev N AD PShear strength 750F [psi]_OEShear strength 750F [psi]_XShear strength 750F [psi]_Y
Variable
Normal - 95% CIProbability Plot HMMWV SAE J840 Shear strength 750F OE, X, and Y
Figure 11
OE, Brand “X”, and Brand “Y”
YXOE
2500
2000
1500
1000
500
Sample Identification
Sh
ear
stre
ng
th [
psi
]
11541076
1232
Alpha = 0.05ANOM HMMWV SAE J840 for Shear strength 750F OE, X, and Y
Figure 12
OE, Brand “X”, and Brand “Y”
Shear Strength
0.0
500.0
1,000.0
1,500.0
2,000.0
2,500.0
3,000.0
-40F 750F
Shea
r Stre
ngth
(psi
)
OE 1 OE 2 OE 3 OE 4 OE 5 OE 6 X 1 X 2 X 3X 4 X 5 X 6 Y 1 Y 2 Y 3 Y 4 Y 5 Y 6
Graph 1
Page 7 of 45
4.1.4. ISO 22541 (FEMFM Website Catalog) for visual inspection
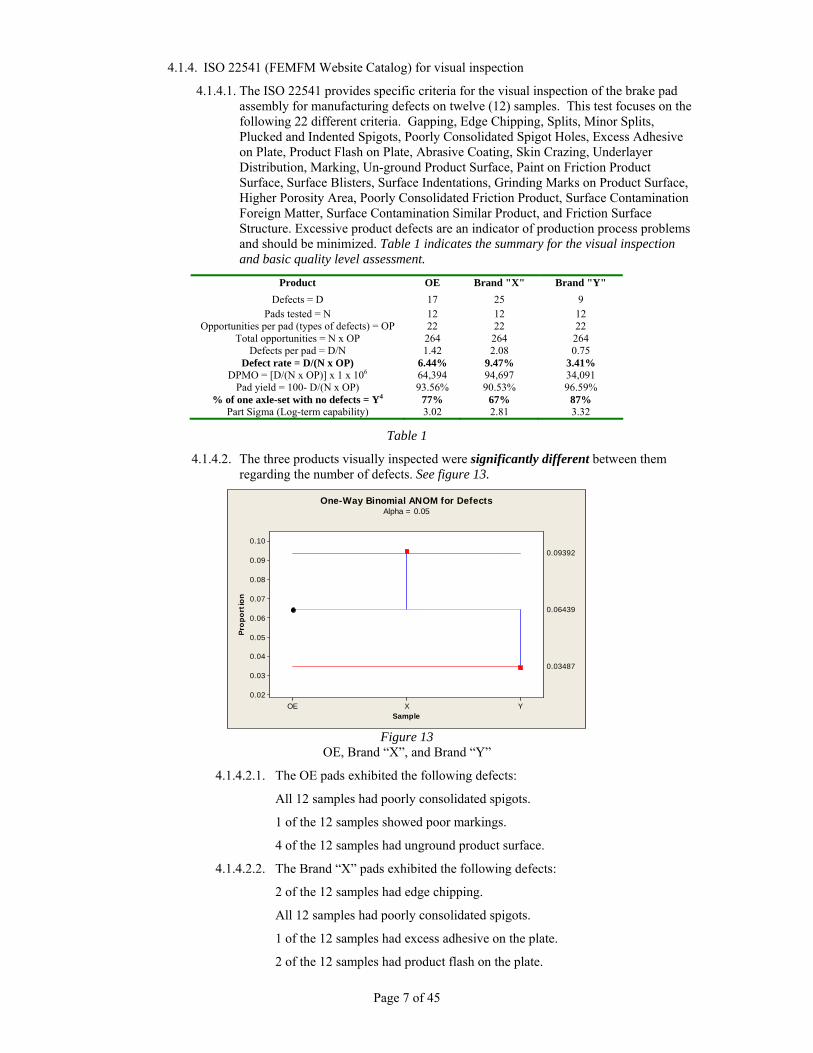
4.1.4.1. The ISO 22541 provides specific criteria for the visual inspection of the brake pad assembly for manufacturing defects on twelve (12) samples. This test focuses on the following 22 different criteria. Gapping, Edge Chipping, Splits, Minor Splits, Plucked and Indented Spigots, Poorly Consolidated Spigot Holes, Excess Adhesive on Plate, Product Flash on Plate, Abrasive Coating, Skin Crazing, Underlayer Distribution, Marking, Un-ground Product Surface, Paint on Friction Product Surface, Surface Blisters, Surface Indentations, Grinding Marks on Product Surface, Higher Porosity Area, Poorly Consolidated Friction Product, Surface Contamination Foreign Matter, Surface Contamination Similar Product, and Friction Surface Structure. Excessive product defects are an indicator of production process problems and should be minimized. Table 1 indicates the summary for the visual inspection and basic quality level assessment.
Product OE Brand "X" Brand "Y" Defects = D 17 25 9
Pads tested = N 12 12 12 Opportunities per pad (types of defects) = OP 22 22 22
Total opportunities = N x OP 264 264 264 Defects per pad = D/N 1.42 2.08 0.75
Defect rate = D/(N x OP) 6.44% 9.47% 3.41% DPMO = [D/(N x OP)] x 1 x 106 64,394 94,697 34,091
Pad yield = 100- D/(N x OP) 93.56% 90.53% 96.59% % of one axle-set with no defects = Y4 77% 67% 87%
Part Sigma (Log-term capability) 3.02 2.81 3.32
Table 1
4.1.4.2. The three products visually inspected were significantly different between them regarding the number of defects. See figure 13.
YXOE
0.10
0.09
0.08
0.07
0.06
0.05
0.04
0.03
0.02
Sample
Pro
po
rtio
n
0.06439
0.03487
0.09392
One-Way Binomial ANOM for DefectsAlpha = 0.05
Figure 13
OE, Brand “X”, and Brand “Y”
4.1.4.2.1. The OE pads exhibited the following defects:
All 12 samples had poorly consolidated spigots.
1 of the 12 samples showed poor markings.
4 of the 12 samples had unground product surface.
4.1.4.2.2. The Brand “X” pads exhibited the following defects:
2 of the 12 samples had edge chipping.
All 12 samples had poorly consolidated spigots.
1 of the 12 samples had excess adhesive on the plate.
2 of the 12 samples had product flash on the plate.

Page 8 of 45
1 of the 12 samples was Defective due to an unreadable marking.
5 of the 12 samples had unground product surface.
1 of the 12 samples had paint on the friction product surface.
1 of the 12 samples had surface contamination of a similar product.
4.1.4.2.3. The Brand “Y” exhibited the following defects:
1 of the 12 samples had poorly consolidated spigots.
8 of the 12 samples had unreadable markings.
4.1.5. Measurement of critical dimensions for assembly and proper brake operation. The key parameter measured was the pad assembly thickness. 12 pad assemblies were measured on 8 different locations evenly spaced around the pad perimeter with a standard measuring caliper. Close brake pad dimension tolerances are critical to ensuring proper brake operation.
4.1.5.1. The analysis of results uses + 3 standard deviations from the 96 measurements taken
on the OE pad assemblies (12 pads with 8 measurements each) as the reference parameter for overall pad capability assessment. Average pad thickness for OE Product, Brand “X”, and Brand “Y” were significantly different. See figure 14. Thickness variability was also significantly different for the three products, with Brand “X” showing the largest variability among the three products. See figure 15.
Y avgX avgOE avg
0.655
0.650
0.645
0.640
0.635
0.630
0.625
material
Mea
n p
ad a
ssem
bly
th
ickn
ess
[in
]
0.643620.64275
0.64448
ANOM HMMWV OE, X, and Y thicknessAlpha = 0.05
Figure 14
OE, Brand “X”, and Brand “Y”
Y avg
X avg
OE avg
0.0050.0040.0030.0020.0010.000
mat
eria
l
95% Bonferroni Confidence Intervals for StDevs
Test Statistic 13.09P-Value 0.001
Test Statistic 7.97P-Value 0.003
Bartlett's Test
Levene's Test
Test for Equal Variances HMMWV for pad thickness
Figure 15
OE, Brand “X”, and Brand “Y” 4.1.5.2. The thickness measurement for the OE pad assemblies exhibited 5-out-of-12
assemblies significantly different from the overall mean for that product. See figure 16.
OE 9OE 8OE 7OE 6OE 5OE 4OE 3OE 2OE 12OE 11OE 10OE 1
0.654
0.653
0.652
0.651
0.650
0.649
C14
Mea
n p
ad a
ssem
bly
th
ickn
ess
[in
]
0.652042
0.650839
0.653244
Alpha = 0.05 ANOM HMMWV Thickness measurement for OE
Figure 16
OE
Page 9 of 45
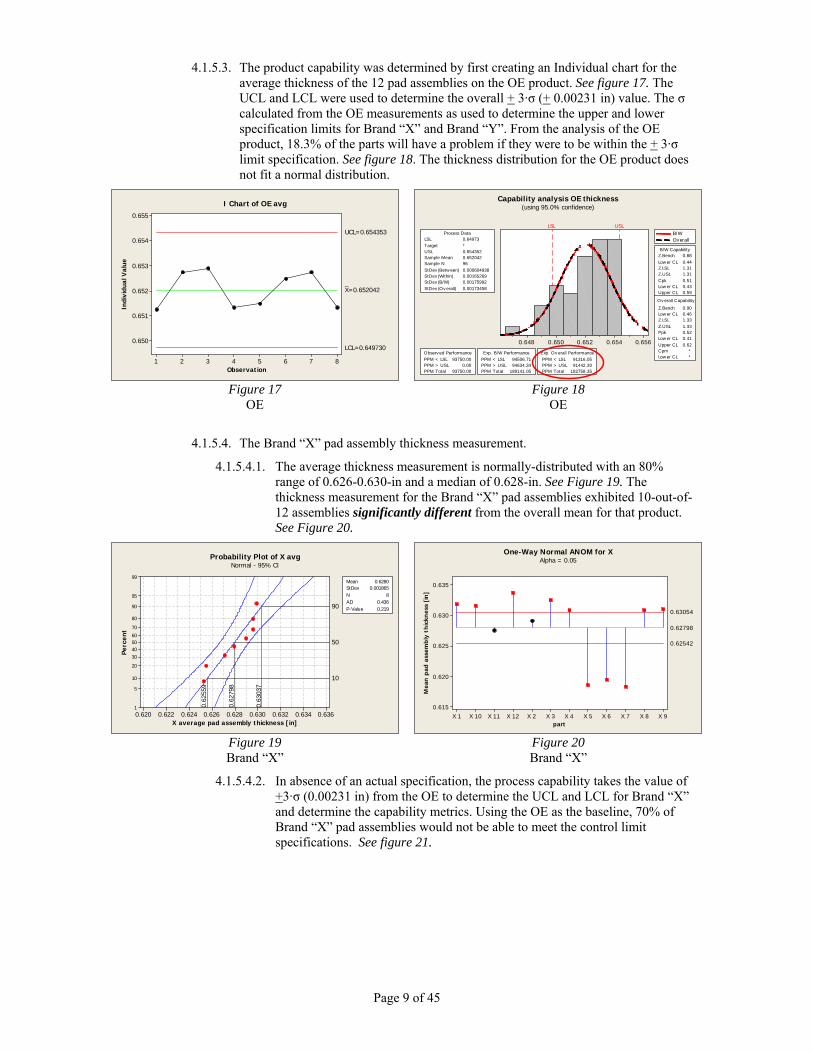
4.1.5.3. The product capability was determined by first creating an Individual chart for the average thickness of the 12 pad assemblies on the OE product. See figure 17. The UCL and LCL were used to determine the overall + 3·σ (+ 0.00231 in) value. The σ calculated from the OE measurements as used to determine the upper and lower specification limits for Brand “X” and Brand “Y”. From the analysis of the OE product, 18.3% of the parts will have a problem if they were to be within the + 3·σ limit specification. See figure 18. The thickness distribution for the OE product does not fit a normal distribution.
87654321
0.655
0.654
0.653
0.652
0.651
0.650
Observation
Indi
vidu
al V
alue
_X=0.652042
UCL=0.654353
LCL=0.649730
I Chart of OE avg
Figure 17
OE
0.6560.6540.6520.6500.648
LSL USL
LSL 0.64973Target *USL 0.654352Sample Mean 0.652042Sample N 96StDev (Between) 0.000604938StDev (Within) 0.00165269StDev (B/W) 0.00175992StDev (O v erall) 0.00173458
Process Data
Z.LSL 1.33Z.USL 1.33Ppk 0.52Lower C L 0.41Upper C L 0.62C pm *Lower C L *
Z.Bench 0.88Lower C L 0.44Z.LSL 1.31Z.USL 1.31C pk 0.51Lower C L 0.43Upper C L 0.59
Z.Bench 0.90Lower C L 0.46
O v erall C apability
B/W C apability
PPM < LSL 93750.00PPM > USL 0.00PPM Total 93750.00
O bserv ed PerformancePPM < LSL 94506.71PPM > USL 94634.34PPM Total 189141.05
Exp. B/W PerformancePPM < LSL 91316.05PPM > USL 91442.30PPM Total 182758.35
Exp. O v erall Performance
B/WOverall
Capability analysis OE thickness(using 95.0% confidence)
Figure 18
OE
4.1.5.4. The Brand “X” pad assembly thickness measurement.
4.1.5.4.1. The average thickness measurement is normally-distributed with an 80% range of 0.626-0.630-in and a median of 0.628-in. See Figure 19. The thickness measurement for the Brand “X” pad assemblies exhibited 10-out-of-12 assemblies significantly different from the overall mean for that product. See Figure 20.
0.6360.6340.6320.6300.6280.6260.6240.6220.620
99
95
90
80
70
60504030
20
10
5
1
X average pad assembly thickness [in]
Perc
ent
90
0.63
037
50
0.62
798
10
0.62
559
Mean 0.6280StDev 0.001865N 8AD 0.436P-Value 0.219
Probability Plot of X avgNormal - 95% CI
Figure 19 Brand “X”
X 9X 8X 7X 6X 5X 4X 3X 2X 12X 11X 10X 1
0.635
0.630
0.625
0.620
0.615
part
Mea
n p
ad a
ssem
bly
th
ickn
ess
[in
]
0.62798
0.62542
0.63054
One-Way Normal ANOM for XAlpha = 0.05
Figure 20 Brand “X”
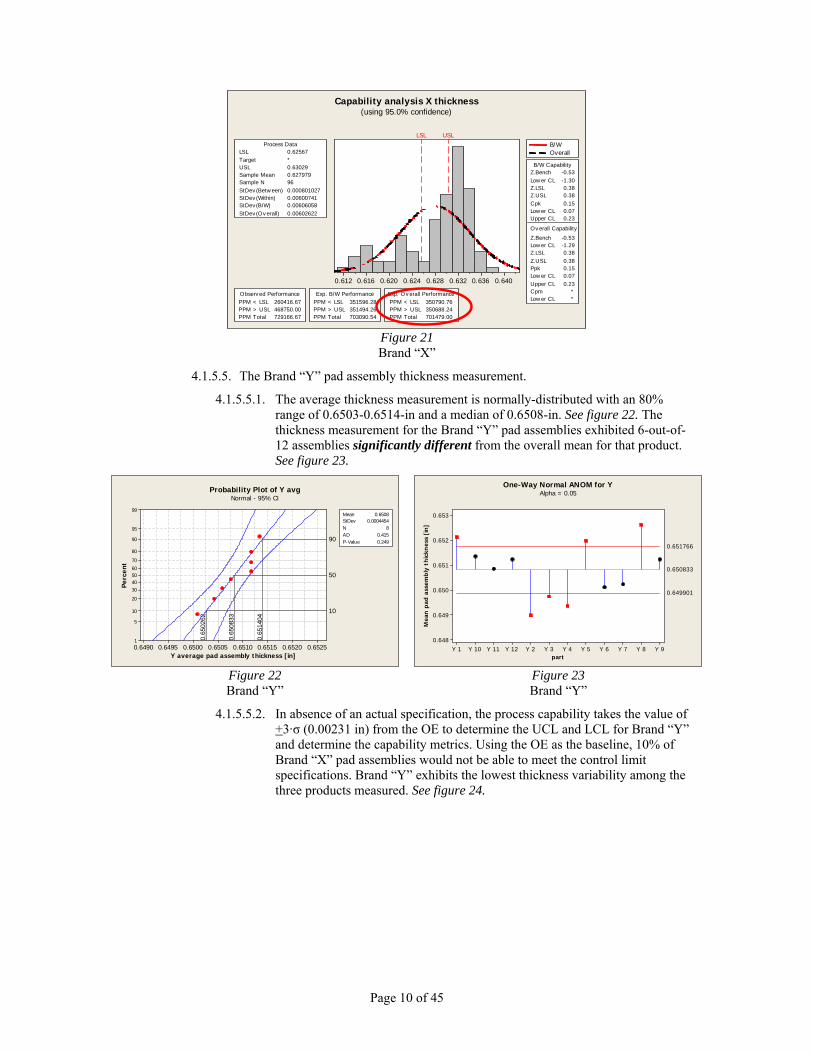
4.1.5.4.2. In absence of an actual specification, the process capability takes the value of +3·σ (0.00231 in) from the OE to determine the UCL and LCL for Brand “X” and determine the capability metrics. Using the OE as the baseline, 70% of Brand “X” pad assemblies would not be able to meet the control limit specifications. See figure 21.
Page 10 of 45
0.6400.6360.6320.6280.6240.6200.6160.612
LSL USL
LSL 0.62567Target *USL 0.63029Sample Mean 0.627979Sample N 96StDev (Between) 0.000801027StDev (Within) 0.00600741StDev (B/W) 0.00606058StDev (O v erall) 0.00602622
Process Data
Z.LSL 0.38Z.USL 0.38Ppk 0.15Lower C L 0.07Upper C L 0.23C pm *Lower C L *
Z.Bench -0.53Lower C L -1.30Z.LSL 0.38Z.USL 0.38C pk 0.15Lower C L 0.07Upper C L 0.23
Z.Bench -0.53Lower C L -1.29
O v erall C apability
B/W C apability
PPM < LSL 260416.67PPM > USL 468750.00PPM Total 729166.67
O bserv ed PerformancePPM < LSL 351596.28PPM > USL 351494.26PPM Total 703090.54
Exp. B/W PerformancePPM < LSL 350790.76PPM > USL 350688.24PPM Total 701479.00
Exp. O v erall Performance
B/WOverall
Capability analysis X thickness(using 95.0% confidence)
Figure 21 Brand “X”
4.1.5.5. The Brand “Y” pad assembly thickness measurement.
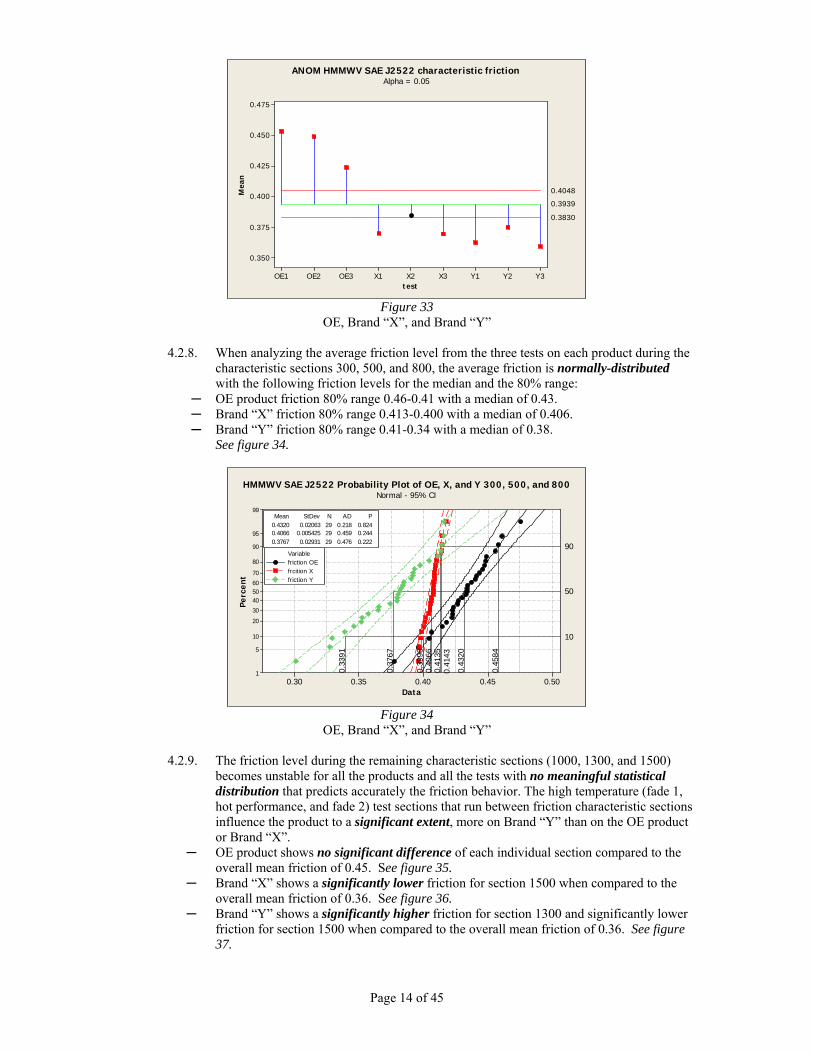
4.1.5.5.1. The average thickness measurement is normally-distributed with an 80% range of 0.6503-0.6514-in and a median of 0.6508-in. See figure 22. The thickness measurement for the Brand “Y” pad assemblies exhibited 6-out-of-12 assemblies significantly different from the overall mean for that product. See figure 23.
0.65250.65200.65150.65100.65050.65000.64950.6490
99
95
90
80
70
60504030
20
10
5
1
Y average pad assembly thickness [in]
Perc
ent
90
0.65
1404
50
0.65
0833
10
0.65
0262
Mean 0.6508StDev 0.0004454N 8AD 0.415P-Value 0.249
Probability Plot of Y avgNormal - 95% CI
Figure 22 Brand “Y”
Y 9Y 8Y 7Y 6Y 5Y 4Y 3Y 2Y 12Y 11Y 10Y 1
0.653
0.652
0.651
0.650
0.649
0.648
part
Mea
n p
ad a
ssem
bly
th
ickn
ess
[in
]
0.650833
0.649901
0.651766
One-Way Normal ANOM for YAlpha = 0.05
Figure 23 Brand “Y”
4.1.5.5.2. In absence of an actual specification, the process capability takes the value of +3·σ (0.00231 in) from the OE to determine the UCL and LCL for Brand “Y” and determine the capability metrics. Using the OE as the baseline, 10% of Brand “X” pad assemblies would not be able to meet the control limit specifications. Brand “Y” exhibits the lowest thickness variability among the three products measured. See figure 24.

Page 11 of 45
0.6540.6530.6520.6510.6500.6490.648
LSL USL
LSL 0.64852Target *USL 0.65314Sample Mean 0.650833Sample N 96StDev (Between) 0.000266921StDev (Within) 0.00140474StDev (B/W) 0.00142988StDev (O v erall) 0.00141173
Process Data
Z.LSL 1.64Z.USL 1.63Ppk 0.63Lower C L 0.52Upper C L 0.75C pm *Lower C L *
Z.Bench 1.25Lower C L 0.78Z.LSL 1.62Z.USL 1.61C pk 0.63Lower C L 0.55Upper C L 0.70
Z.Bench 1.27Lower C L 0.81
O v erall C apability
B/W C apability
PPM < LSL 62500.00PPM > USL 0.00PPM Total 62500.00
O bserv ed PerformancePPM < LSL 52846.94PPM > USL 53351.36PPM Total 106198.30
Exp. B/W PerformancePPM < LSL 50642.98PPM > USL 51136.91PPM Total 101779.89
Exp. O v erall Performance
B/WOverall
Capability analysis Y thickness(using 95.0% confidence)
Figure 24 Brand “Y”
4.1.6. ASTM E10 for Brinell Hardness on metal parts (backing plate for brake pad assemblies and OE brake rotors). The Brinell hardness test is an empirical indentation hardness test. It provides useful information about the product and correlates to tensile strength, ductility, and other physical properties, and may be useful in quality control and selection of products. The specific hardness test at a given location may not represent the physical characteristic of the whole part or end product. The Brinell hardness tests are considered satisfactory for acceptance testing of commercial shipments, and they are extensively used in the industry for this purpose. See figure 25 and graph 2.
─ OE Brinell Hardness 80% range 149-168 BHN 10/3000 with a median of 158 BHN 10/3000.
─ Brand “X” Brinell Hardness 80% range 98-132 BHN 10/3000 with a median of 115 BHN 10/3000.
─ Brand “Y” Brinell Hardness 80% range 118-133 BHN 10/3000 with a median of 125 BHN 10/3000. even though the p-value is slightly less than 0.05, there is no strong evidence that the hardness is not normally-distributed in addition to a reasonably fit to a normal distribution by visual assessment.
─ The OE product exhibited significantly higher Brinell hardness values, followed by Brand “Y”, and then Brand “X”. See figure 26 and graph 2.
2001751501251007550
99
95
90
80
7060504030
20
10
5
1
Brinell Hardness BHN 10/3000
Perc
ent
90
167.
6
131.
813
2.7
50
158.
3
114.
8
125.
2
10
149.
1
97.9
117.
7
158.3 7.230 6 0.389 0.258114.8 13.23 6 0.404 0.234125.2 5.845 6 0.657 0.043
Mean StDev N AD PBrinell Hardness_OEBrinell Hardness_XBrinell Hardness_Y
Variable
Normal - 95% CIProbability Plot tHMMWV ASTM E10 Brinell OE, X, and Y
Figure 25
OE, Brand “X”, and Brand “Y”
YXOE
170
160
150
140
130
120
110
material
Bri
nel
l Har
dn
ess
BH
N 1
0/3
00
0
132.78
124.68
140.88
HMMWV ASTM E10 Brinell OE, X, and YAlpha = 0.05
Figure 26
OE, Brand “X”, and Brand “Y”

Page 12 of 45
Brinell Hardness
0
50
100
150
200
250
300
1 2 3 4 5 6
Har
dnes
s
OE X Y Rotor
Graph 2
4.2. Friction behavior and performance assessment (SAE J2522). The SAE J2522 Recommended Practice defines an inertia dynamometer test procedure that assesses the effectiveness behavior of a friction product with regard to pressure, temperature, and speed for motor vehicles fitted with hydraulic brake actuation. The actual test sequence includes several groups of brake events at increasing brake pressures, followed by an evaluation of the brake sensitivity to different speeds and temperatures. The test incorporates two (2) fade sections that help determine the product behavior; both when hot and after a severe thermal history has been imposed on it. The effectiveness evaluation of aftermarket friction products benefits greatly by looking at the friction behavior at high temperature twice during the test.
4.2.1. The main purpose of the SAE J2522 is to compare friction products under the most equal
conditions possible. To account for the cooling behavior of different test stands, the fade sections are temperature-controlled.
4.2.2. The friction levels during the burnish section were significantly different among all of the tests with some product exhibiting a friction level not yet stable at the completion of the burnish section. Figures 27, 29, and 31 exhibit a graphical comparison of the individual friction level behavior during each burnish sequence for each product and each test.
4.2.3. The OE product shows a predictable friction level during the burnish. The friction level for test OE-2 is significantly higher than the average. The friction level for test OE-3 is significantly lower than the average. See figures 27 and 28.
19117215313411596775839201
0.55
0.50
0.45
0.40
0.35
0.30
Observation
Fric
tion
leve
l
_X=0.3945
UCL=0.4832
LCL=0.3059
OE1 OE2 OE3
I Chart HMMWV SAE J2522 section 200 OE tests
OE3OE2OE1
0.45
0.44
0.43
0.42
0.41
0.40
0.39
test OE
Mea
n
0.41373
0.43115
0.42244
ANOM HMMWV SAE J2522 burnish OEAlpha = 0.05
Figure 27
OE Figure 28
OE

Page 13 of 45
4.2.4. Brand “X” shows a predictable friction level during the burnish section with test “X-1” indicating a friction level not yet stable at the end of the burnish. The friction level for test “X-1” is significantly higher than the average. Tests “X-2” and “X-3” have friction levels significantly lower than the average. See figures 29 and 30. Figure 29 shows using an individuals chart that all the three tests start with a similar friction level with test “X-1” exhibiting an increase in friction level during the first-half of the burnish.
19117215313411596775839201
0.450
0.425
0.400
0.375
0.350
Observation
Fric
tion
leve
l
_X=0.3831
UCL=0.4294
LCL=0.3368
X1 X2 X3
11
11
I Chart HMMWV SAE J2522 section 200 X tests
X3X2X1
0.410
0.405
0.400
0.395
0.390
0.385
0.380
0.375
test X
Mea
n
0.38564
0.39384
0.38974
ANOM HMMWV SAE J2522 burnish XAlpha = 0.05
Figure 29 Brand “X”
Figure 30 Brand “X”
4.2.5. Brand “Y” shows a predictable friction level during the burnish section with test “Y-3”
indicating a friction level not yet stable at the end of the burnish. The friction level for tests “Y-1” and “Y-2” are significantly higher than the average. Test “Y-3” has a friction level significantly lower than the average. See figures 31 and 32. Figure 31 shows using an individuals chart that all the three tests start with a different friction level with test “Y-3” exhibiting an continuous increase in friction level during the burnish.
19117215313411596775839201
0.48
0.46
0.44
0.42
0.40
0.38
0.36
0.34
0.32
Observation
Fric
tion
leve
l
_X=0.3611
UCL=0.3997
LCL=0.3226
Y1 Y2 Y3
1
I Chart HMMWV SAE J2522 section 200 Y tests
Y3Y2Y1
0.42
0.41
0.40
0.39
0.38
0.37
0.36
0.35
test Y
Mea
n 0.38854
0.397380.39296
ANOM HMMWV SAE J2522 burnish YAlpha = 0.05
Figure 31 Brand “Y”
Figure 32 Brand “Y”
4.2.6. The overall friction level for the three products are significantly different when
comparing friction level during characteristic checks snubs 50-mph to 19-mph at 435-psi and an initial brake temperature of 212 oF at different portions along the test: post-burnish, post speed/pressure sensitivity, after high energy braking, post-fade 1, and post-fade 2.
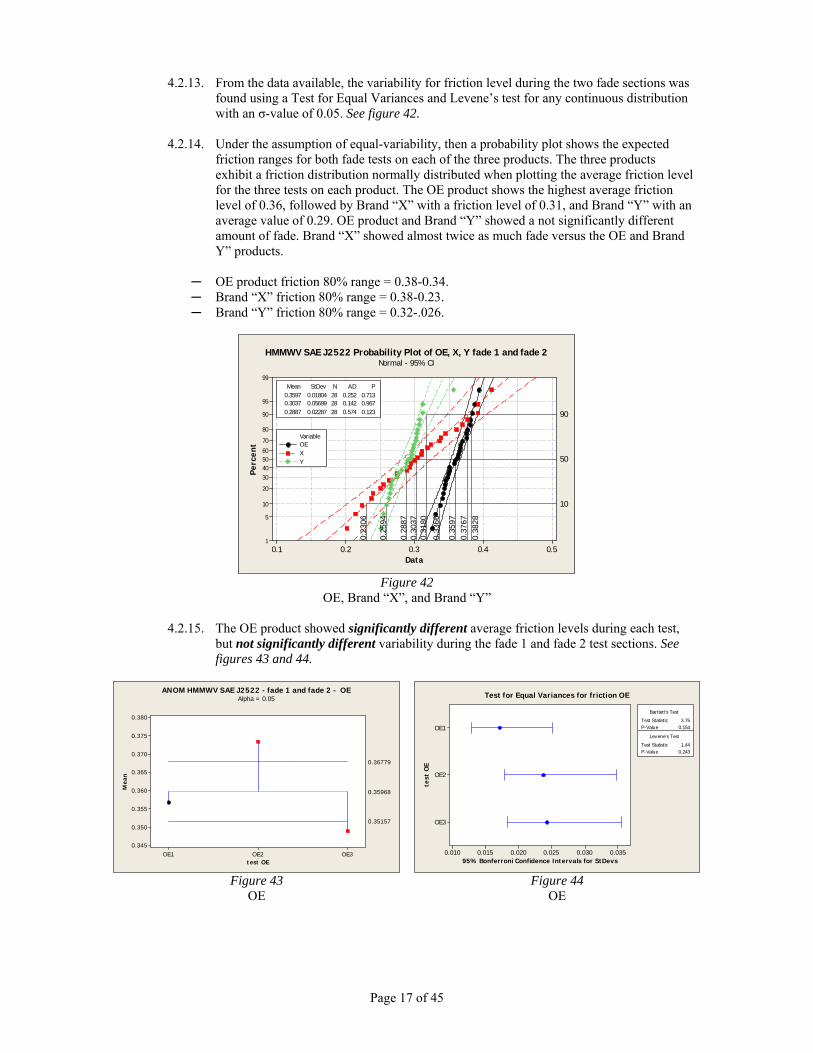
4.2.7. When analyzing the average friction levels for all the characteristic sections (300, 500,
800, 1000, 1300, and 1500) to the overall mean for all the tests, the Analysis of Means (ANOM) confirms that the friction level was different for the three products. The OE exhibits the highest friction level and Brand “Y” the lowest. See figure 33.
Page 14 of 45
Y3Y2Y1X3X2X1OE3OE2OE1
0.475
0.450
0.425
0.400
0.375
0.350
test
Mea
n
0.3830
0.4048
0.3939
ANOM HMMWV SAE J2522 characteristic friction Alpha = 0.05
Figure 33
OE, Brand “X”, and Brand “Y”
4.2.8. When analyzing the average friction level from the three tests on each product during the characteristic sections 300, 500, and 800, the average friction is normally-distributed with the following friction levels for the median and the 80% range:
─ OE product friction 80% range 0.46-0.41 with a median of 0.43. ─ Brand “X” friction 80% range 0.413-0.400 with a median of 0.406. ─ Brand “Y” friction 80% range 0.41-0.34 with a median of 0.38.
See figure 34.
0.500.450.400.350.30
99
95
90
80
70
605040
30
20
10
5
1
Data
Perc
ent
90
0.45
84
0.41
350.
4143
50
0.43
20
0.40
66
0.37
67
10
0.39
96
0.33
91
0.4320 0.02063 29 0.218 0.8240.4066 0.005425 29 0.459 0.2440.3767 0.02931 29 0.476 0.222
Mean StDev N AD P
friction OEfrcition Xfriction Y
Variable
Normal - 95% CIHMMWV SAE J2522 Probability Plot of OE, X, and Y 300, 500, and 800
Figure 34
OE, Brand “X”, and Brand “Y”
4.2.9. The friction level during the remaining characteristic sections (1000, 1300, and 1500) becomes unstable for all the products and all the tests with no meaningful statistical distribution that predicts accurately the friction behavior. The high temperature (fade 1, hot performance, and fade 2) test sections that run between friction characteristic sections influence the product to a significant extent, more on Brand “Y” than on the OE product or Brand “X”.
─ OE product shows no significant difference of each individual section compared to the overall mean friction of 0.45. See figure 35.
─ Brand “X” shows a significantly lower friction for section 1500 when compared to the overall mean friction of 0.36. See figure 36.
─ Brand “Y” shows a significantly higher friction for section 1300 and significantly lower friction for section 1500 when compared to the overall mean friction of 0.36. See figure 37.

Page 15 of 45
150013001000
0.465
0.460
0.455
0.450
0.445
0.440
0.435
0.430
section
Mea
n0.43584
0.46125
0.44854
ANOM HMMWV SAE J2522 OE 1000, 1300, and 1500 Alpha = 0.05
Figure 35
OE
150013001000
0.370
0.365
0.360
0.355
0.350
0.345
section
Mea
n
0.34777
0.36610
0.35693
ANOM HMMWV SAE J2522 X 1000. 1300. and 1500Alpha = 0.05
Figure 36 Brand “X”
150013001000
0.42
0.40
0.38
0.36
0.34
0.32
0.30
section
Mea
n
0.3464
0.3750
0.3607
ANOM HMMWV SAE J2522 Y 1000. 1300. and 1500Alpha = 0.05
Figure 37 Brand “Y”
4.2.10. During the speed-pressure sensitivity sections, all the samples (except OE-1 at 25 mph
and Brand “Y-3” at 50 mph) exhibit a not significantly different friction level when compared to the overall average friction. Results also show that there is a significant speed sensitivity (decrease) of the friction level from 25-mph to 70-mph for the three products. See Figure 38.

Page 16 of 45
testspeed 2
Y3Y2Y1X3X2X1O E3O E2O E1705025705025705025705025705025705025705025705025705025
0.1
0.0
-0.1
Effe
ct
-0.0634
0.0634
0
Y3Y2Y1X3X2X1OE3OE2OE1
0.45
0.40
0.35
testM
ean
0.3593
0.4387
0.3990
705025
0.50
0.45
0.40
0.35
speed 2
Mea
n
0.3822
0.41590.3990
ANOM HMMWV SAE J2522 all tests - material and speed sensitivityAlpha = 0.05
Main Effects for test Main Effects for speed
Interaction Effects test and speed combined
Figure 38
OE, Brand “X”, and Brand “Y”
4.2.11. During the same speed-pressure sensitivity sections, all the speed and pressure combinations exhibited no significant difference when compared to the average of all speeds and pressure for all products (except 1,160-psi at 50-mph). There are no significant differences when comparing the different pressure levels for all products and speeds. See figure 39.
speed 2
pressure
705025
1160
101587
072
558
043
529
014
511
6010
15870
725
580
435
290
145
1160
101587
072
558
043
529
014
5
0.1
0.0
-0.1
Effe
ct
-0.0642
0.06420
705025
0.50
0.45
0.40
0.35
speed 2
Mea
n
0.3806
0.41750.3990
1160
101587
072
558
043
529
014
5
0.45
0.40
0.35
pressure
Mea
n
0.3590
0.4391
0.3990
ANOM HMMWV SAE J2522 all tests - speed and pressure sensitivityAlpha = 0.05
Main Effects for pressureMain Effects for speed
Interaction Effects speed and pressure combined
Figure 39
OE, Brand “X”, and Brand “Y”
4.2.12. Fade performance for all products were different from the overall mean friction level. On average, friction levels during fade 1 and fade 2 are different as well. See figures 40 and 41.
Y3Y2Y1X3X2X1OE3OE2OE1
0.38
0.36
0.34
0.32
0.30
0.28
0.26
test
Mea
n
0.2983
0.3364
0.3173
ANOM HMMWV SAE J2522 all tests - fade 1 and fade 2Alpha = 0.05
1400900
0.335
0.330
0.325
0.320
0.315
0.310
section 2
Mea
n
0.31494
0.32678
0.32086
ANOM HMMWV SAE J2522 all tests - fade 1 and fade 2Alpha = 0.05
Figure 40
OE, Brand “X”, and Brand “Y” Figure 41
OE, Brand “X”, and Brand “Y”
Page 17 of 45
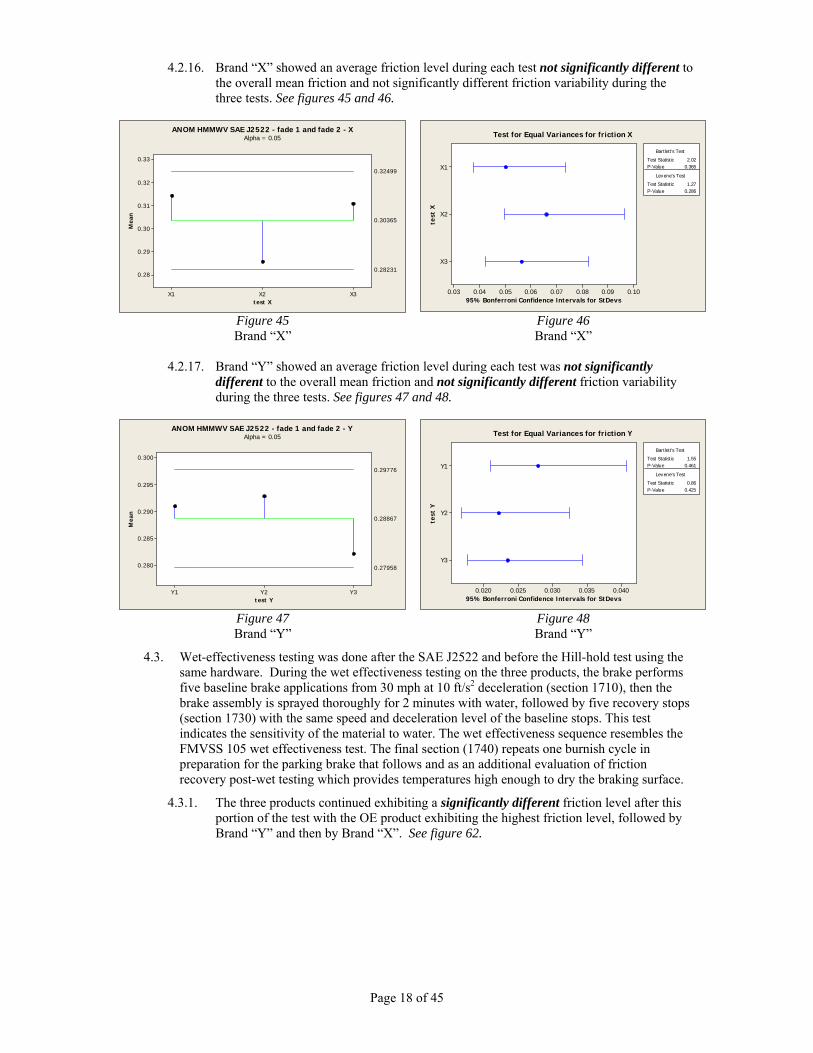
4.2.13. From the data available, the variability for friction level during the two fade sections was
found using a Test for Equal Variances and Levene’s test for any continuous distribution with an σ-value of 0.05. See figure 42.
4.2.14. Under the assumption of equal-variability, then a probability plot shows the expected
friction ranges for both fade tests on each of the three products. The three products exhibit a friction distribution normally distributed when plotting the average friction level for the three tests on each product. The OE product shows the highest average friction level of 0.36, followed by Brand “X” with a friction level of 0.31, and Brand “Y” with an average value of 0.29. OE product and Brand “Y” showed a not significantly different amount of fade. Brand “X” showed almost twice as much fade versus the OE and Brand Y” products.
─ OE product friction 80% range = 0.38-0.34. ─ Brand “X” friction 80% range = 0.38-0.23. ─ Brand “Y” friction 80% range = 0.32-.026.
0.50.40.30.20.1
99
95
90
80
70
60504030
20
10
5
1
Data
Perc
ent
90
0.38
280.
3767
0.31
80
500.
3597
0.30
370.
2887
10
0.33
66
0.23
06
0.25
940.3597 0.01804 28 0.252 0.7130.3037 0.05699 28 0.142 0.9670.2887 0.02287 28 0.574 0.123
Mean StDev N AD P
OEXY
Variable
Normal - 95% CIHMMWV SAE J2522 Probability Plot of OE, X, Y fade 1 and fade 2
Figure 42
OE, Brand “X”, and Brand “Y”
4.2.15. The OE product showed significantly different average friction levels during each test, but not significantly different variability during the fade 1 and fade 2 test sections. See figures 43 and 44.
OE3OE2OE1
0.380
0.375
0.370
0.365
0.360
0.355
0.350
0.345
test OE
Mea
n
0.35157
0.36779
0.35968
ANOM HMMWV SAE J2522 - fade 1 and fade 2 - OEAlpha = 0.05
OE3
OE2
OE1
0.0350.0300.0250.0200.0150.010
test
OE
95% Bonferroni Confidence Intervals for StDevs
Test Statistic 3.75P-Value 0.154
Test Statistic 1.44P-Value 0.243
Bartlett's Test
Levene's Test
Test for Equal Variances for friction OE
Figure 43
OE Figure 44
OE
Page 18 of 45
4.2.16. Brand “X” showed an average friction level during each test not significantly different to the overall mean friction and not significantly different friction variability during the three tests. See figures 45 and 46.
X3X2X1
0.33
0.32
0.31
0.30
0.29
0.28
test X
Mea
n
0.28231
0.32499
0.30365
ANOM HMMWV SAE J2522 - fade 1 and fade 2 - XAlpha = 0.05
X3
X2
X1
0.100.090.080.070.060.050.040.03
test
X
95% Bonferroni Confidence Intervals for StDevs
Test Statistic 2.02P-Value 0.365
Test Statistic 1.27P-Value 0.286
Bartlett's Test
Levene's Test
Test for Equal Variances for friction X
Figure 45 Brand “X”
Figure 46 Brand “X”
4.2.17. Brand “Y” showed an average friction level during each test was not significantly
different to the overall mean friction and not significantly different friction variability during the three tests. See figures 47 and 48.
Y3Y2Y1
0.300
0.295
0.290
0.285
0.280
test Y
Mea
n
0.27958
0.29776
0.28867
ANOM HMMWV SAE J2522 - fade 1 and fade 2 - YAlpha = 0.05
Y3
Y2
Y1
0.0400.0350.0300.0250.020
test
Y
95% Bonferroni Confidence Intervals for StDevs
Test Statistic 1.55P-Value 0.461
Test Statistic 0.86P-Value 0.425
Bartlett's Test
Levene's Test
Test for Equal Variances for friction Y
Figure 47 Brand “Y”
Figure 48 Brand “Y”
4.3. Wet-effectiveness testing was done after the SAE J2522 and before the Hill-hold test using the same hardware. During the wet effectiveness testing on the three products, the brake performs five baseline brake applications from 30 mph at 10 ft/s2 deceleration (section 1710), then the brake assembly is sprayed thoroughly for 2 minutes with water, followed by five recovery stops (section 1730) with the same speed and deceleration level of the baseline stops. This test indicates the sensitivity of the material to water. The wet effectiveness sequence resembles the FMVSS 105 wet effectiveness test. The final section (1740) repeats one burnish cycle in preparation for the parking brake that follows and as an additional evaluation of friction recovery post-wet testing which provides temperatures high enough to dry the braking surface.
4.3.1. The three products continued exhibiting a significantly different friction level after this portion of the test with the OE product exhibiting the highest friction level, followed by Brand “Y” and then by Brand “X”. See figure 62.

Page 19 of 45
YXOE
0.450
0.425
0.400
0.375
0.350
test
Mea
n
0.3951
0.4141
0.4046
ANOM HMMWV SAE J2522 post-wet reburnish effectivenessAlpha = 0.05
Figure 62
OE, Brand “X”, and Brand “Y”
4.3.2. Among the three products, the OE showed the most stable friction and least water sensitivity, followed by Brand “X” and Brand “Y”. Brand “X” exhibited the most stable friction comparing pre and post-wet friction. Brand “Y” showed an unusually high friction level during the baseline section and showed the lowest friction during the wet section. See figures 63-65 and graph 3.
4137332925211713951
0.6
0.5
0.4
0.3
0.2
Observation
Indi
vidu
al f
rict
ion
valu
e
_X=0.4517
UCL=0.5237
LCL=0.3797
1710 1730 1740
I Chart of OE Wet Effectiveness by section
Figure 63
OE
4137332925211713951
0.6
0.5
0.4
0.3
0.2
Observation
Indi
vidu
al f
rict
ion
valu
e
_X=0.3717
UCL=0.4094
LCL=0.3340
1710 1730 1740
11
I Chart of X Wet Effectiveness by section
Figure 64 Brand “X”

Page 20 of 45
4137332925211713951
0.6
0.5
0.4
0.3
0.2
Observation
Indi
vidu
al f
rict
ion
valu
e
_X=0.3904
UCL=0.4711
LCL=0.3098
1710 1730 1740
11
I Chart of Y Wet Effectiveness by section
Figure 65 Brand “Y”
Wet Effectiveness
0.000
0.100
0.200
0.300
0.400
0.500
0.600
0.700
0.800
1 2 3 4 5
Effe
ctiv
enes
s
OE DRY OE WET X DRY X WET Y DRY Y WET
Graph 3
4.4. Hill-hold ability was conducted after the SAE J2522 and after the Wet-effectiveness using the same brake hardware. At the end of all the SAE J2522 tests, the service and parking brake (using increasing brake pressure for the service brake or increasing cable load on the parking brake but not with both acting at the same time) was conducted in accordance with the ATPD 2354 Rev. 10 section 5.6 TOP 2-2-608. At each input pressure or cable load, the maximum torque that the brake can hold was measured at the point of breakaway. The test results and reports provide a reference value to compare against the torque required to hold the vehicle stationary on a given slope at different loading conditions. The following equation provides the calculations to compare the brake hill-holding ability with the required brake output (4 systems for service brake operating on the 4 wheels or 2 parking brakes operating on the rear wheels only). Loads other than GVW can be used by replacing the GVW term with the hub rating times the number of wheels operational for the hill-holding maneuver. The calculation takes into account the multiplying factor coming from the wheel-end gear reduction. See equation 1.

Page 21 of 45
Drawing 1
For the brake to be able to hold the vehicle on a x% grade, the following equation shall be satisfied:
( )[ ]in
SLRxGVWTBrake ⋅⋅⋅⋅
≥12
100/%arctansin
where:
BrakeT = torque developed by a single brake at a given brake pressure or cable load
GVW = Gross Vehicle Weight in lbs (12,100 –lbs for this analysis)
%x = percentage grade under analysis (60% for this analysis = 31o)
SLR = static loaded radius (17.72 in for this analysis)
I = wheel-end geared hub ratio (1.92 for this analysis)
n = number of brakes operational during the hill-hold maneuver or test (4 for service brake and 2 for parking brake for this analysis)
Using the values above indicated, BrakeT has to be above 1,200 lb·ft for four wheels acting during service brake hill-hold test and above 2,400 lb·ft for two wheels acting during parking brake hill-hold testing.
Equation 1
4.4.1. Hill-hold ability using service brake only. From the torque measurements taken, the OE , Brand “X”, and Brand “Y” products exhibited a significantly different hill-holding capability in both directions (forward and reverse) using the service brake. The top graphs show total torque output and bottom graphs show specific torque (torque/pressure). The specific torque is the value used for the statistical comparison of the three tests. See figures 49-52.
θ GVW GVW·sin θ

Page 22 of 45
20001750150012501000750500
3500
3000
2500
2000
1500
1000
500
Brake pressure
Sing
le b
rake
tor
que
[lb
ft]
OE FwdX FwdY Fwd
Variable
Scatterplot of OE Fwd, X Fwd, Y Fwd vs brake pressure
20001750150012501000750500
3000
2500
2000
1500
1000
500
Brake pressure
Sing
le b
rake
tor
que
[lb
ft]
OE RevX RevY Rev
Variable
Scatterplot of OE Rev, X Rev, Y Rev vs brake pressure
Figure 49
OE, Brand “X”, and Brand “Y” Figure 50
OE, Brand “X”, and Brand “Y”
Y Fwd spec torqueX Fwd spec torqueOE Fwd spec torque
2.50
2.25
2.00
1.75
1.50
Brak
e sp
ec t
orqu
e =
tor
que/
pres
sure
[lb
ft/
psi]
OE Fwd spec torque, X Fwd spec torque, Y Fwd spec torque
Y Rev spec torqueX Rev spec torqueOE Rev spec torque
2.4
2.2
2.0
1.8
1.6
1.4
1.2
Brak
e sp
ec t
orqu
e =
tor
que/
pres
sure
[lb
ft/
psi]
OE Rev spec torque, X Rev spec torque, Y Rev spec torque
Figure 51
OE, Brand “X”, and Brand “Y” Figure 52
OE, Brand “X”, and Brand “Y”
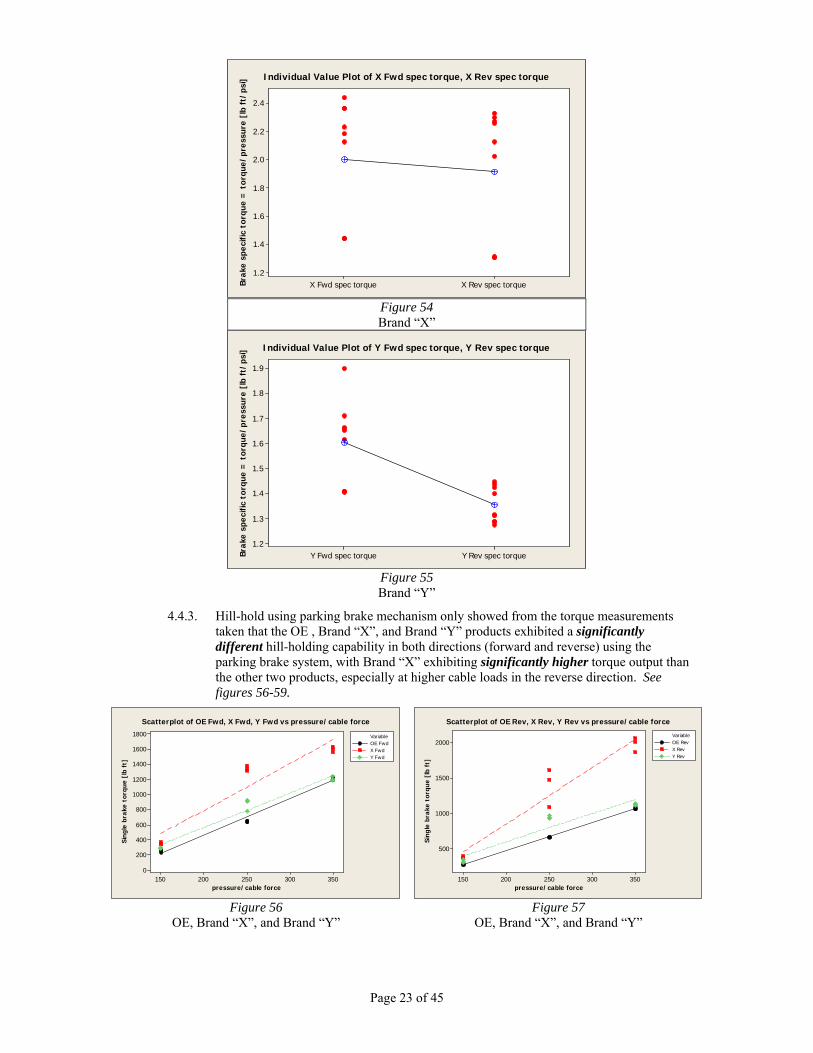
4.4.2. From the torque measurements taken, the OE and Brand “X” exhibited a not significantly different specific torque when comparing forward and reverse direction using the service brake. Brand “Y” exhibited a significantly lower specific torque during the reverse hill-hold test. See figures 53-55.
OE Rev spec torqueOE Fwd spec torque
1.8
1.7
1.6
1.5
1.4
1.3
Brak
e sp
ecifi
c to
rque
= t
orqu
e/pr
essu
re [
lb f
t/ps
i] Individual Value Plot of OE Fwd spec torque, OE Rev spec torque
Figure 53
OE
Page 23 of 45
X Rev spec torqueX Fwd spec torque
2.4
2.2
2.0
1.8
1.6
1.4
1.2
Brak
e sp
ecifi
c to
rque
= t
orqu
e/pr
essu
re [
lb f
t/ps
i] Individual Value Plot of X Fwd spec torque, X Rev spec torque
Figure 54 Brand “X”
Y Rev spec torqueY Fwd spec torque
1.9
1.8
1.7
1.6
1.5
1.4
1.3
1.2
Brak
e sp
ecifi
c to
rque
= t
orqu
e/pr
essu
re [
lb f
t/ps
i] Individual Value Plot of Y Fwd spec torque, Y Rev spec torque
Figure 55 Brand “Y”
4.4.3. Hill-hold using parking brake mechanism only showed from the torque measurements taken that the OE , Brand “X”, and Brand “Y” products exhibited a significantly different hill-holding capability in both directions (forward and reverse) using the parking brake system, with Brand “X” exhibiting significantly higher torque output than the other two products, especially at higher cable loads in the reverse direction. See figures 56-59.
350300250200150
1800
1600
1400
1200
1000
800
600
400
200
0
pressure/cable force
Sin
gle
brak
e to
rque
[lb
ft]
OE FwdX FwdY Fwd
Variable
Scatterplot of OE Fwd, X Fwd, Y Fwd vs pressure/cable force
350300250200150
2000
1500
1000
500
pressure/cable force
Sin
gle
brak
e to
rque
[lb
ft]
OE RevX RevY Rev
Variable
Scatterplot of OE Rev, X Rev, Y Rev vs pressure/cable force
Figure 56
OE, Brand “X”, and Brand “Y” Figure 57
OE, Brand “X”, and Brand “Y”

Page 24 of 45
Y Fwd spec torqueX Fwd spec torqueOE Fwd spec torque
6
5
4
3
2
1
Brak
e sp
ec t
orqu
e =
tor
que/
cabl
e lo
ad [
lb·f
t/lb
]
OE Fwd spec torque, X Fwd spec torque, Y Fwd spec torque
Y Rev spec torqueX Rev spec torqueOE Rev spec torque
7
6
5
4
3
2
Brak
e sp
ec t
orqu
e =
tor
que/
cabl
e lo
ad [
lb·f
t/lb
]
OE Rev spec torque, X Rev spec torque, Y Rev spec torque
Figure 58
OE, Brand “X”, and Brand “Y” Figure 59
OE, Brand “X”, and Brand “Y”
4.4.4. From the torque measurements taken, the OE and Brand “X” exhibited a not significantly different specific torque when comparing forward and reverse direction. Brand “Y” exhibited a significantly lower specific torque during the reverse hill-hold test using the parking brake mechanism. See figures 60 and 61 and graphs 4 and 5.
X Rev spec torqueX Fwd spec torque
7
6
5
4
3
2
Brak
e sp
ec t
orqu
e =
tor
que/
cabl
e lo
ad [
lb·f
t/lb
]
Individual Value Plot of X Fwd spec torque, X Rev spec torque
Figure 60
Brand “X”
Y Rev spec torqueY Fwd spec torque
4.0
3.5
3.0
2.5
2.0
Brak
e sp
ec t
orqu
e =
tor
que/
cabl
e lo
ad [
lb·f
t/lb
]
Individual Value Plot of Y Fwd spec torque, Y Rev spec torque
Figure 61 Brand “Y”

Page 25 of 45
Forward Hill Hold Parking Brake
0200
400600800
100012001400
16001800
150 lb 250 lb 350 lb
PB Cable Load
Torq
ue (l
b*ft)
OE 1 OE 2 OE 3 X 1 X 2 X 3 Y 1 Y 2 Y 3
Graph 4
Reverse Hill Hold Parking Brake
0
500
1000
1500
2000
2500
150 lb 250 lb 350 lb
PB Cable Load
Torq
ue (l
b*ft)
OE 1 OE 2 OE 3 X 1 X 2 X 3 Y 1 Y 2 Y 3
Graph 5
4.5. Jennerstown effectiveness and fade test (Laurel Mountain descent dynamometer test) starts with the Jennerstown inertia-dynamometer test replicating the green effectiveness at 20 mph and increasing brake pressures up-to-2,000 psi or a limiting deceleration level of 1g (32.2 ft/s²), burnish at three different temperatures (300 oF, 400 oF, and 475 oF), baseline effectiveness at 30 mph with controlled deceleration, repeat effectiveness at 20 mph and additional effectiveness at 40 mph, finishing with the first fade derived from the Laurel Mountain descent and one (1) hot stop which happens at the bottom of the hill in the vehicle test. The test continues with the durability test that simulates three Cross Country cycles, each cycle consists of 4 trips sections followed by a fade and hot stop. The lining and rotor are measured for wear and inspected for durability and structural integrity after each cycle.
4.5.1. Jennerstown effectiveness at 20 mph and increasing pressures test includes several effectiveness sections at 20 mph to characterize the friction level before the first and after each Cross Country section from an initial temperature of 150 oF or less at increasing pressures from 200 psi to 2,000 psi or until the deceleration limit is reached.
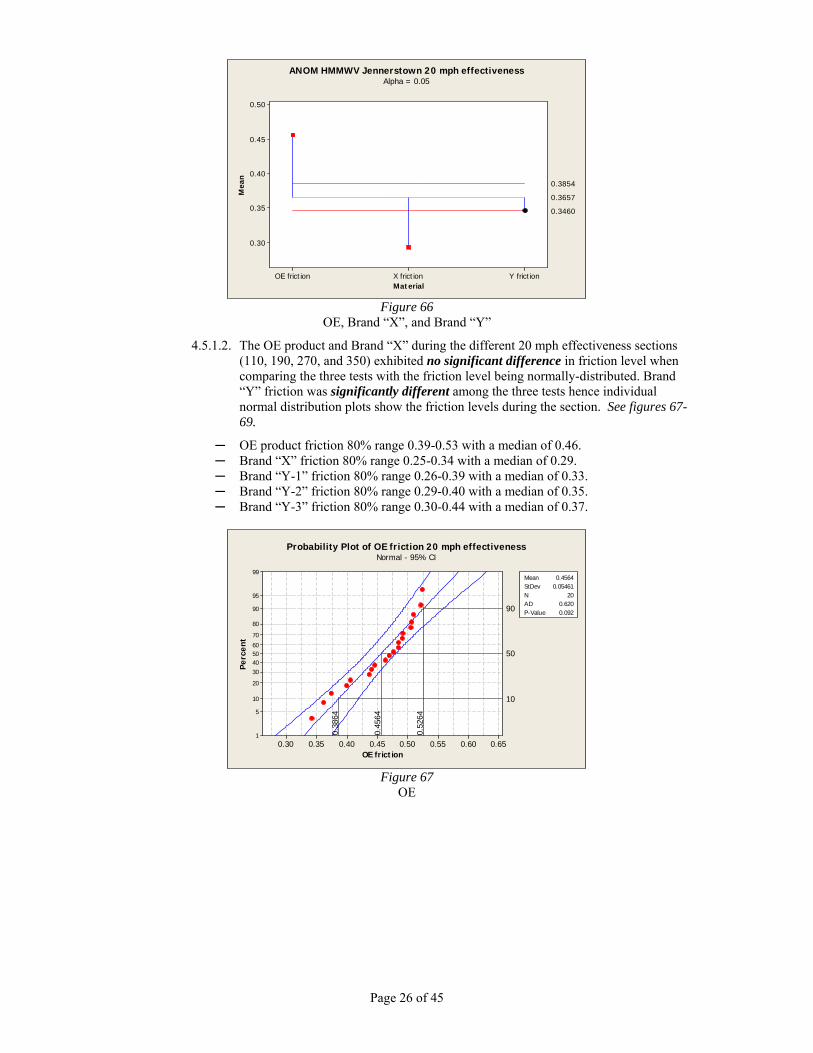
4.5.1.1. The three products exhibited significantly different friction levels when compared among themselves during the 20 mph effectiveness sections. The OE product exhibited the highest friction level compared to the overall mean, followed by Brand “Y”, with Brand “X” exhibiting the lowest. See figure 66.
Page 26 of 45
Y frictionX frictionOE friction
0.50
0.45
0.40
0.35
0.30
Material
Mea
n
0.3460
0.3854
0.3657
ANOM HMMWV Jennerstown 20 mph effectivenessAlpha = 0.05
Figure 66
OE, Brand “X”, and Brand “Y”
4.5.1.2. The OE product and Brand “X” during the different 20 mph effectiveness sections (110, 190, 270, and 350) exhibited no significant difference in friction level when comparing the three tests with the friction level being normally-distributed. Brand “Y” friction was significantly different among the three tests hence individual normal distribution plots show the friction levels during the section. See figures 67-69.
─ OE product friction 80% range 0.39-0.53 with a median of 0.46. ─ Brand “X” friction 80% range 0.25-0.34 with a median of 0.29. ─ Brand “Y-1” friction 80% range 0.26-0.39 with a median of 0.33. ─ Brand “Y-2” friction 80% range 0.29-0.40 with a median of 0.35. ─ Brand “Y-3” friction 80% range 0.30-0.44 with a median of 0.37.
0.650.600.550.500.450.400.350.30
99
95
90
80
70
60504030
20
10
5
1
OE friction
Perc
ent
90
0.52
64
50
0.45
64
10
0.38
64
Mean 0.4564StDev 0.05461N 20AD 0.620P-Value 0.092
Normal - 95% CIProbability Plot of OE friction 20 mph effectiveness
Figure 67
OE

Page 27 of 45
0.400.350.300.250.20
99
95
90
80
70
60504030
20
10
5
1
X friction
Perc
ent
90
0.33
65
50
0.29
35
10
0.25
04
Mean 0.2935StDev 0.03357N 20AD 0.232P-Value 0.769
Normal - 95% CIProbability Plot of X friction 20 mph effectiveness
Figure 68 Brand “X”
0.50.40.30.2
99
90
50
10
10.50.40.30.2
99
90
50
10
1
0.50.40.30.2
99
90
50
10
1
Y1 friction
Perc
ent
90
0.39
47
50
0.32
89 10
0.26
31
Y2 friction
90
0.39
93
50
0.34
52 100.
2910
Y3 friction
90
0.43
50
50
0.36
77 10
0.30
04
Mean 0.3289StDev 0.05132N 20AD 0.624P-Value 0.089
Y1 friction
Mean 0.3452StDev 0.04226N 20AD 0.235P-Value 0.759
Y2 friction
Mean 0.3677StDev 0.05249N 20AD 0.361P-Value 0.411
Y3 friction
Normal - 95% CIProbability Plot of Y1 friction, Y2 friction, Y3 friction 20 mph effectiveness
Figure 69
Brand “Y”
4.5.2. Jennerstown effectiveness at 40 mph and increasing pressures follows the 20 mph effectiveness by a similar series of brake applications from a speed of 40 mph.
4.5.2.1. The three products exhibited significantly different friction levels when compared among themselves during the 40 mph effectiveness sections. Brand “Y” exhibited the highest friction level compared to the overall mean, followed by the OE product, with Brand “X” exhibiting the lowest. See figure 70.
Y frictionX frictionOE friction
0.42
0.40
0.38
0.36
0.34
0.32
0.30
Material
Mea
n
0.3439
0.3742
0.3591
ANOM HMMWV Jennerstown 40 mph effectivenessAlpha = 0.05
Figure 70
OE, Brand “X”, and Brand “Y”
Page 28 of 45
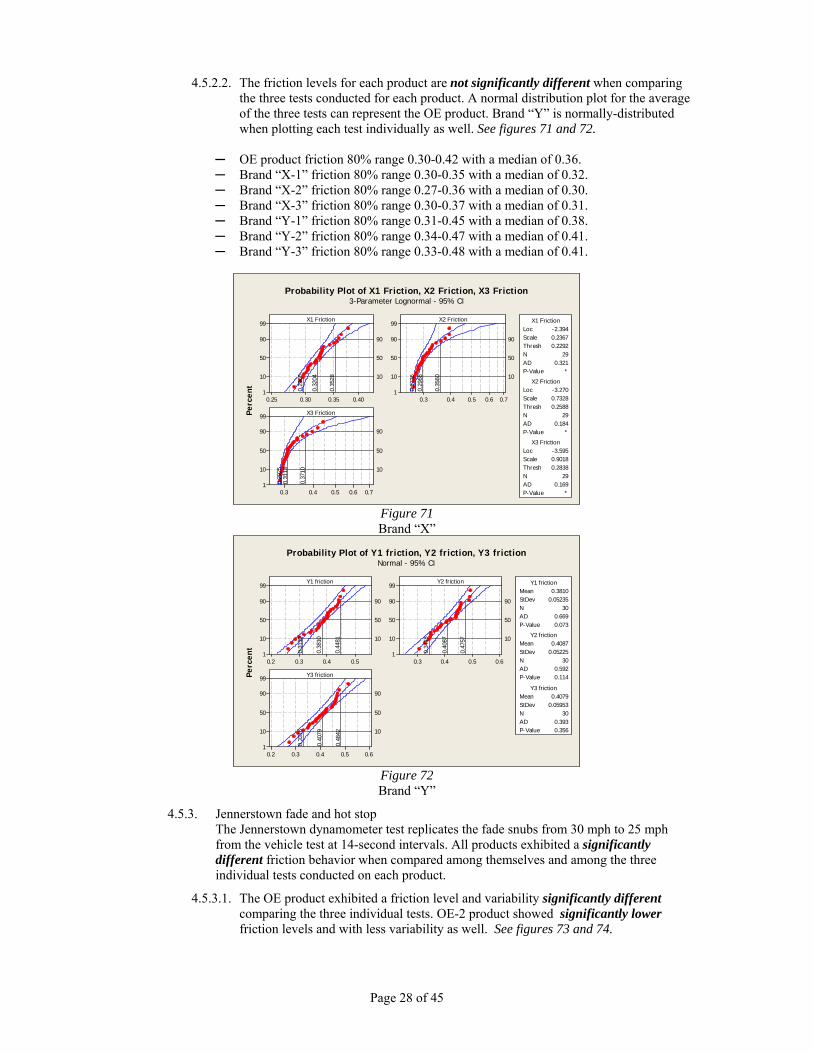
4.5.2.2. The friction levels for each product are not significantly different when comparing
the three tests conducted for each product. A normal distribution plot for the average of the three tests can represent the OE product. Brand “Y” is normally-distributed when plotting each test individually as well. See figures 71 and 72.
─ OE product friction 80% range 0.30-0.42 with a median of 0.36. ─ Brand “X-1” friction 80% range 0.30-0.35 with a median of 0.32. ─ Brand “X-2” friction 80% range 0.27-0.36 with a median of 0.30. ─ Brand “X-3” friction 80% range 0.30-0.37 with a median of 0.31. ─ Brand “Y-1” friction 80% range 0.31-0.45 with a median of 0.38. ─ Brand “Y-2” friction 80% range 0.34-0.47 with a median of 0.41. ─ Brand “Y-3” friction 80% range 0.33-0.48 with a median of 0.41.
0.400.350.300.25
99
90
50
10
10.70.60.50.40.3
99
90
50
10
1
0.70.60.50.40.3
99
90
50
10
1
X1 Friction
Perc
ent
900.
3528
50
0.32
04 10
0.29
66
X2 Friction
90
0.35
60
50
0.29
68 10
0.27
36X3 Friction
90
0.37
10
50
0.31
13 10
0.29
25
Loc -2.394Scale 0.2367Thresh 0.2292N 29AD 0.321P-Value *
X1 Friction
Loc -3.270Scale 0.7328Thresh 0.2588N 29AD 0.184P-Value *
X2 Friction
Loc -3.595Scale 0.9018Thresh 0.2838N 29AD 0.169P-Value *
X3 Friction
Probability Plot of X1 Friction, X2 Friction, X3 Friction3-Parameter Lognormal - 95% CI
Figure 71 Brand “X”
0.50.40.30.2
99
90
50
10
10.60.50.40.3
99
90
50
10
1
0.60.50.40.30.2
99
90
50
10
1
Y1 friction
Perc
ent
90
0.44
81
50
0.38
10 10
0.31
39
Y2 friction
90
0.47
57
50
0.40
87 10
0.34
18
Y3 friction
90
0.48
42
50
0.40
79 10
0.33
16
Mean 0.3810StDev 0.05235N 30AD 0.669P-Value 0.073
Y1 friction
Mean 0.4087StDev 0.05225N 30AD 0.592P-Value 0.114
Y2 friction
Mean 0.4079StDev 0.05953N 30AD 0.393P-Value 0.356
Y3 friction
Probability Plot of Y1 friction, Y2 friction, Y3 frictionNormal - 95% CI
Figure 72 Brand “Y”
4.5.3. Jennerstown fade and hot stop The Jennerstown dynamometer test replicates the fade snubs from 30 mph to 25 mph from the vehicle test at 14-second intervals. All products exhibited a significantly different friction behavior when compared among themselves and among the three individual tests conducted on each product.
4.5.3.1. The OE product exhibited a friction level and variability significantly different comparing the three individual tests. OE-2 product showed significantly lower friction levels and with less variability as well. See figures 73 and 74.

Page 29 of 45
OE3 frictionOE2 frict ionOE1 friction
0.60
0.55
0.50
0.45
0.40
0.35
0.30
OE test
Mea
n
0.4424
0.46930.4558
ANOM HMMWV OE Jennerstown fade and hot stopAlpha = 0.05
OE3 friction
OE2 friction
OE1 friction
0.110.100.090.080.070.060.050.040.03
OE
test
95% Bonferroni Confidence Intervals for StDevs
Test Statistic 58.00P-Value 0.000
Test Statistic 33.57P-Value 0.000
Bartlett's Test
Levene's Test
Test for Equal Variances for OE friction
Figure 73
OE Figure 74
OE
4.5.3.2. Brand “X” did exhibit significantly different friction levels but not significantly different variability during the fade sections. See figures 75 and 76.
X3 FrictionX2 Frict ionX1 Friction
0.2850
0.2825
0.2800
0.2775
0.2750
X test
Mea
n
0.27497
0.28328
0.27913
ANOM HMMWV X Jennerstown fade and hot stopAlpha = 0.05
OE3 friction
OE2 friction
OE1 friction
0.02750.02500.02250.02000.01750.0150
OE
test
95% Bonferroni Confidence Intervals for StDevs
Test Statistic 5.89P-Value 0.053
Test Statistic 2.99P-Value 0.052
Bartlett's Test
Levene's Test
Test for Equal Variances for X friction
Figure 75 Brand “X”
Figure 76 Brand “X”
4.5.3.3. Brand “Y” exhibited significant variation in friction and significant friction variability during the fade and hot stop sections. Brand “Y-1” exhibited a significantly higher friction level and significantly larger variability compared to the overall friction mean and friction variability, respectively. See figures 77 and 78.
Y3 frictionY2 frictionY1 friction
0.48
0.47
0.46
0.45
0.44
0.43
0.42
0.41
0.40
Y test
Mea
n
0.42382
0.43843
0.43112
ANOM HMMWV Y Jennerstown fade and hot stopAlpha = 0.05
Y3 friction
Y2 friction
Y1 friction
0.070.060.050.040.030.02
Y t
est
95% Bonferroni Confidence Intervals for StDevs
Test Statistic 106.53P-Value 0.000
Test Statistic 45.54P-Value 0.000
Bartlett's Test
Levene's Test
Test for Equal Variances for Y friction
Figure 77 Brand “Y”
Figure 78 Brand “Y”
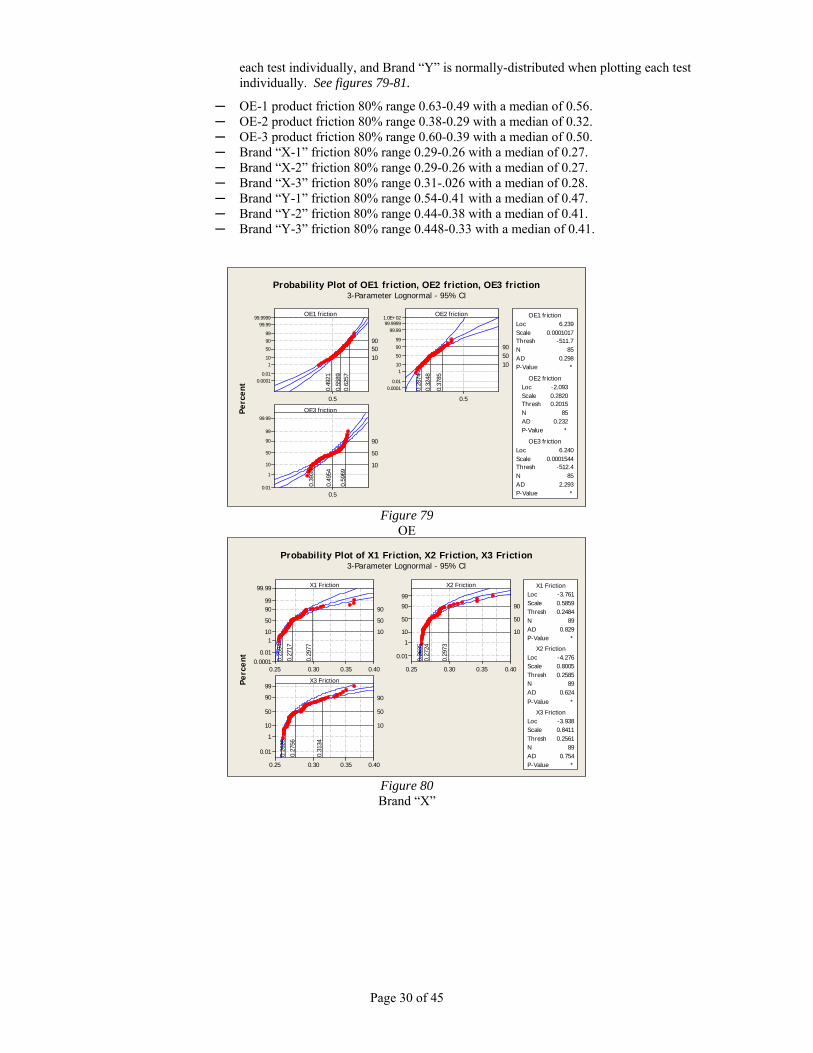
4.5.3.4. The friction levels for each product are significantly different when comparing the three products. The OE product cannot be represented by a single distribution for the three tests. A 3-parameter lognormal distributions seems to work for the OE-1 and OE-2 products. OE-3 is more unstable showing a combination of two statistical distributions. Brand “X” exhibits a 3-parameter-lognormal distribution when plotting
Page 30 of 45
each test individually, and Brand “Y” is normally-distributed when plotting each test individually. See figures 79-81.
─ OE-1 product friction 80% range 0.63-0.49 with a median of 0.56. ─ OE-2 product friction 80% range 0.38-0.29 with a median of 0.32. ─ OE-3 product friction 80% range 0.60-0.39 with a median of 0.50. ─ Brand “X-1” friction 80% range 0.29-0.26 with a median of 0.27. ─ Brand “X-2” friction 80% range 0.29-0.26 with a median of 0.27. ─ Brand “X-3” friction 80% range 0.31-.026 with a median of 0.28. ─ Brand “Y-1” friction 80% range 0.54-0.41 with a median of 0.47. ─ Brand “Y-2” friction 80% range 0.44-0.38 with a median of 0.41. ─ Brand “Y-3” friction 80% range 0.448-0.33 with a median of 0.41.
0.5
99.999999.99
9990
50
101
0.010.0001
0.5
1.0E+0299.9999
99.99
9990
50
101
0.010.0001
0.5
99.99
99
90
50
10
1
0.01
OE1 friction
Perc
ent
900.
6257
50
0.55
89
10
0.49
21
OE2 friction
90
0.37
85
50
0.32
48
10
0.28
74OE3 friction
90
0.59
69
50
0.49
54
10
0.39
39
Loc 6.239Scale 0.0001017Thresh -511.7N 85AD 0.298P-Value *
OE1 friction
Loc -2.093Scale 0.2820Thresh 0.2015N 85AD 0.232P-Value *
OE2 friction
Loc 6.240Scale 0.0001544Thresh -512.4N 85AD 2.293P-Value *
OE3 friction
Probability Plot of OE1 friction, OE2 friction, OE3 friction3-Parameter Lognormal - 95% CI
Figure 79
OE
0.400.350.300.25
99.99
9990
50
101
0.010.0001
0.400.350.300.25
99
90
50
10
1
0.01
0.400.350.300.25
99
90
50
10
1
0.01
X1 Friction
Perc
ent
90
0.29
77
50
0.27
17
10
0.25
94
X2 Friction
90
0.29
73
50
0.27
24
10
0.26
35
X3 Friction
90
0.31
34
50
0.27
56
10
0.26
28
Loc -3.761Scale 0.5859Thresh 0.2484N 89AD 0.829P-Value *
X1 Friction
Loc -4.276Scale 0.8005Thresh 0.2585N 89AD 0.624P-Value *
X2 Friction
Loc -3.938Scale 0.8411Thresh 0.2561N 89AD 0.754P-Value *
X3 Friction
Probability Plot of X1 Friction, X2 Friction, X3 Friction3-Parameter Lognormal - 95% CI
Figure 80 Brand “X”

Page 31 of 45
0.60.50.40.3
99
90
50
10
1
0.01
0.60.50.40.3
99.99
9990
50
101
0.010.0001
0.60.50.40.3
99.99
9990
50
101
0.010.0001
Y1 friction
Perc
ent
90
0.54
39
50
0.47
47
10
0.40
56
Y2 friction
90
0.44
03
50
0.41
25
10
0.38
46
Y3 friction
90
0.43
34
50
0.40
62
10
0.37
90
Mean 0.4747StDev 0.05396N 89AD 0.466P-Value 0.247
Y1 friction
Mean 0.4125StDev 0.02173N 89AD 0.469P-Value 0.243
Y2 friction
Mean 0.4062StDev 0.02121N 89AD 0.480P-Value 0.228
Y3 friction
Probability Plot of Y1 friction, Y2 friction, Y3 frictionNormal - 95% CI
Figure 81 Brand “Y”
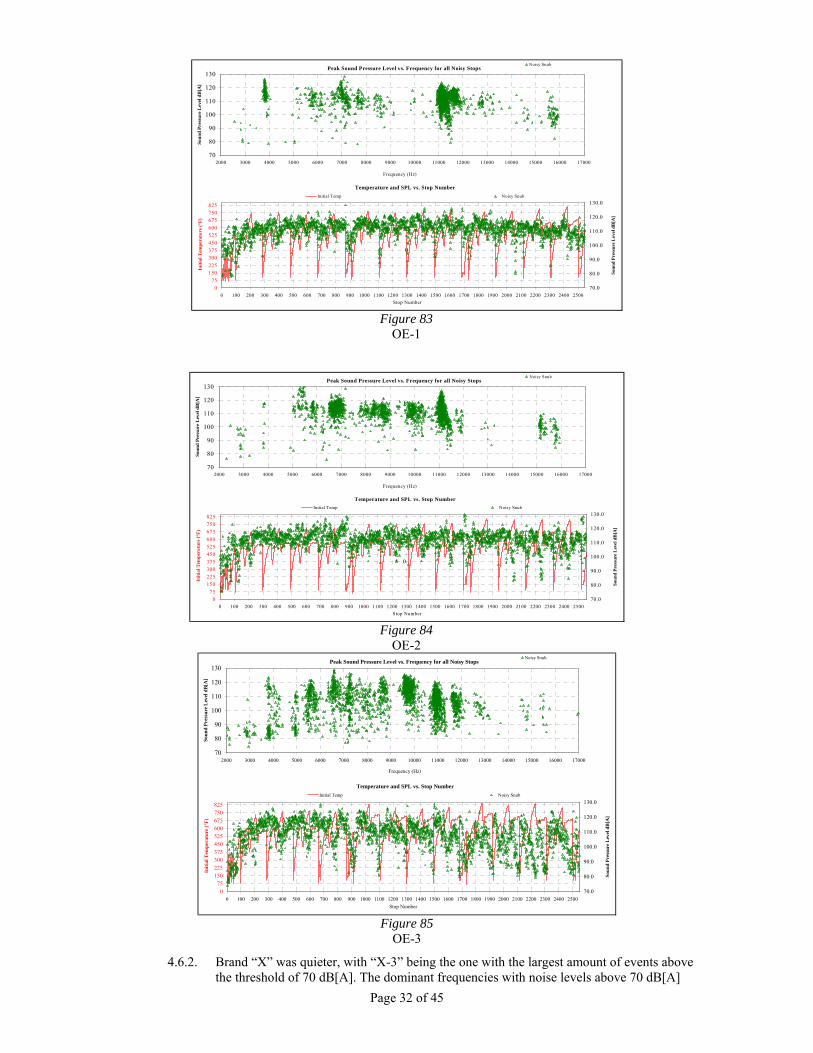
4.6. Noise evaluation (Jennerstown Cross Country 3 cycles dynamometer test) is the main durability portion of the test and consists of a dynamometer simulation of the Cross Country driving route on US Route 30 from Ferrelton, PA to Grandview, PA and back. The Cross Country portion combines different speeds and deceleration levels at certain cycle times on the inertia-dynamometer which equates to a given distance on the vehicle test. Noise levels, and percentage of noisy events above 70 dB[A] (which is considered the minimum peak level for the noise spectrum to consider the event as noisy during inertia-dynamometer testing), are shown below along with dominant frequencies for each product. The frequency of interest is 2-17 kHz for knuckle fixtures since it is within the audible and useful range for the human ear. A calibrated high-quality microphone was placed inside the brake enclosure to measure and record the noise spectrum during every single brake event during the entire test, 4-inches in front of the hub face and 20-inches above the drive axle centerline.
4.6.1. The OE product was the loudest and most frequently noisy product. The noise level was significantly different among the three tests. The dominant frequencies with noise levels above 70 dB[A] were: 6.5-7 kHz, 9.5-10 kHz, and 11-12 kHz. Every stop during all three tests on the OE pads was above the noise threshold of 70 dB[A]. See figures 82-85.
12812011210496888072
OE1 noise
OE2 noise
OE3 noise
Data
Dotplot of OE1 noise, OE2 noise, OE3 noise
Each symbol represents up to 2697 observations. Figure 82
OE
Page 32 of 45
Peak Sound Pressure Level vs. Frequency for all Noisy Stops
70
80
90
100
110
120
130
2000 3000 4000 5000 6000 7000 8000 9000 10000 11000 12000 13000 14000 15000 16000 17000
Frequency (Hz)
Soun
d Pr
essu
re L
evel
dB
[A]
Noisy Snub
Temperature and SPL vs. Stop Number
075
150225300375450525600675750825
0 100 200 300 400 500 600 700 800 900 1000 1100 1200 1300 1400 1500 1600 1700 1800 1900 2000 2100 2200 2300 2400 2500Stop Number
Initi
al T
empe
ratu
re (°
F)
70.0
80.0
90.0
100.0
110.0
120.0
130.0
Soun
d Pr
essu
re L
evel
dB
[A]
Initial Temp Noisy Snub
0
Figure 83
OE-1
Peak Sound Pressure Level vs. Frequency for all Noisy Stops
70
80
90
100
110
120
130
2000 3000 4000 5000 6000 7000 8000 9000 10000 11000 12000 13000 14000 15000 16000 17000
Frequency (Hz)
Soun
d Pr
essu
re L
evel
dB
[A]
Noisy Snub
Temperature and SPL vs. Stop Number
075
150225300375450525600675750825
0 100 200 300 400 500 600 700 800 900 1000 1100 1200 1300 1400 1500 1600 1700 1800 1900 2000 2100 2200 2300 2400 2500Stop Number
Initi
al T
empe
ratu
re (°
F)
70.0
80.0
90.0
100.0
110.0
120.0
130.0
Soun
d Pr
essu
re L
evel
dB
[A]
Initial Temp Noisy Snub
0
Figure 84
OE-2 Peak Sound Pressure Level vs. Frequency for all Noisy Stops
70
80
90
100
110
120
130
2000 3000 4000 5000 6000 7000 8000 9000 10000 11000 12000 13000 14000 15000 16000 17000
Frequency (Hz)
Soun
d Pr
essu
re L
evel
dB
[A]
Noisy Snub
Temperature and SPL vs. Stop Number
075
150225300375450525600675750825
0 100 200 300 400 500 600 700 800 900 1000 1100 1200 1300 1400 1500 1600 1700 1800 1900 2000 2100 2200 2300 2400 2500Stop Number
Initi
al T
empe
ratu
re (°
F)
70.0
80.0
90.0
100.0
110.0
120.0
130.0
Soun
d Pr
essu
re L
evel
dB
[A]
Initial Temp Noisy Snub
0
Figure 85
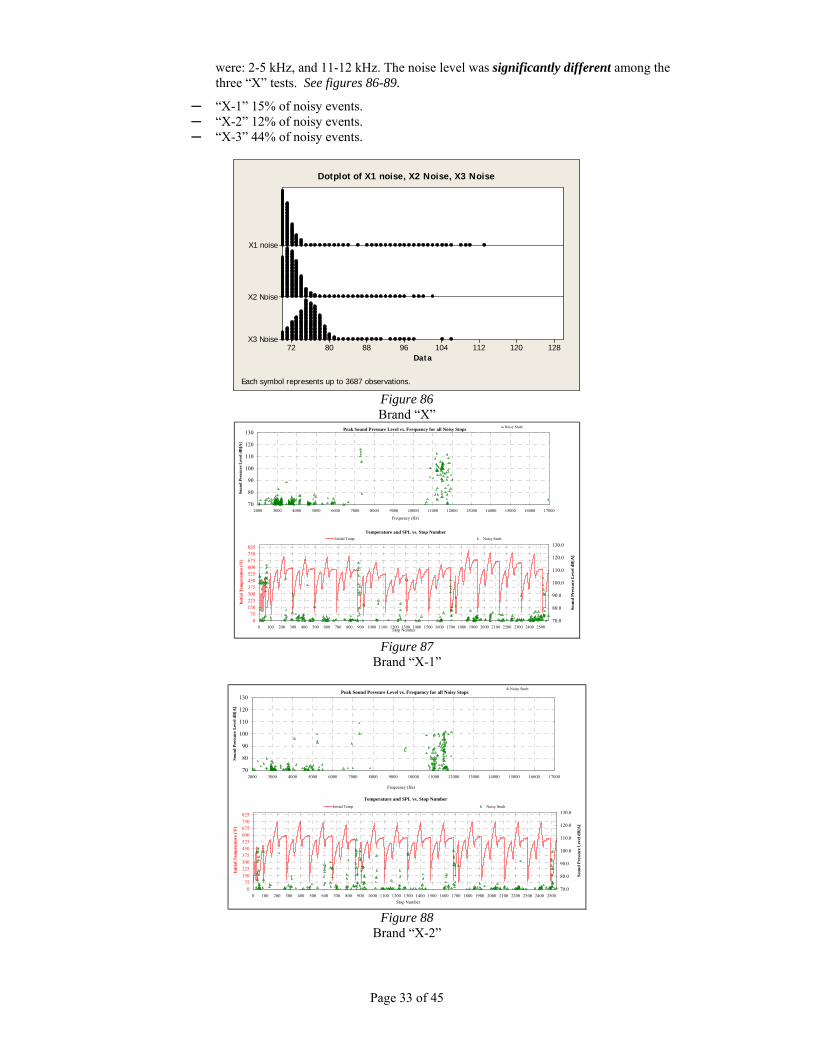
OE-3 4.6.2. Brand “X” was quieter, with “X-3” being the one with the largest amount of events above
the threshold of 70 dB[A]. The dominant frequencies with noise levels above 70 dB[A]
Page 33 of 45
were: 2-5 kHz, and 11-12 kHz. The noise level was significantly different among the three “X” tests. See figures 86-89.
─ “X-1” 15% of noisy events. ─ “X-2” 12% of noisy events. ─ “X-3” 44% of noisy events.
12812011210496888072
X1 noise
X2 Noise
X3 Noise
Data
Dotplot of X1 noise, X2 Noise, X3 Noise
Each symbol represents up to 3687 observations. Figure 86 Brand “X”
Peak Sound Pressure Level vs. Frequency for all Noisy Stops
70
80
90
100
110
120
130
2000 3000 4000 5000 6000 7000 8000 9000 10000 11000 12000 13000 14000 15000 16000 17000
Frequency (Hz)
Soun
d Pr
essu
re L
evel
dB
[A]
Noisy Snub
Temperature and SPL vs. Stop Number
075
150225300375450525600675750825
0 100 200 300 400 500 600 700 800 900 1000 1100 1200 1300 1400 1500 1600 1700 1800 1900 2000 2100 2200 2300 2400 2500Stop Number
Initi
al T
empe
ratu
re (°
F)
70.0
80.0
90.0
100.0
110.0
120.0
130.0
Soun
d Pr
essu
re L
evel
dB
[A]
Initial Temp Noisy Snub
0
Figure 87
Brand “X-1”
Peak Sound Pressure Level vs. Frequency for all Noisy Stops
70
80
90
100
110
120
130
2000 3000 4000 5000 6000 7000 8000 9000 10000 11000 12000 13000 14000 15000 16000 17000
Frequency (Hz)
Soun
d Pr
essu
re L
evel
dB
[A]
Noisy Snub
Temperature and SPL vs. Stop Number
075
150225300375450525600675750825
0 100 200 300 400 500 600 700 800 900 1000 1100 1200 1300 1400 1500 1600 1700 1800 1900 2000 2100 2200 2300 2400 2500Stop Number
Initi
al T
empe
ratu
re (°
F)
70.0
80.0
90.0
100.0
110.0
120.0
130.0
Soun
d Pr
essu
re L
evel
dB
[A]
Initial Temp Noisy Snub
0
Figure 88
Brand “X-2”

Page 34 of 45
Peak Sound Pressure Level vs. Frequency for all Noisy Stops
70
80
90
100
110
120
130
2000 3000 4000 5000 6000 7000 8000 9000 10000 11000 12000 13000 14000 15000 16000 17000
Frequency (Hz)
Soun
d Pr
essu
re L
evel
dB
[A]
Noisy Snub
Temperature and SPL vs. Stop Number
075
150225300375450525600675750825
0 100 200 300 400 500 600 700 800 900 1000 1100 1200 1300 1400 1500 1600 1700 1800 1900 2000 2100 2200 2300 2400 2500Stop Number
Initi
al T
empe
ratu
re (°
F)
70.0
80.0
90.0
100.0
110.0
120.0
130.0
Soun
d Pr
essu
re L
evel
dB
[A]
Initial Temp Noisy Snub
0
Figure 89
Brand “X-3”
4.6.3. Brand “Y” was moderately noisy, with “Y-1” being the one with the largest amount of events above the threshold of 70 dB[A]. The dominant frequencies with noise levels above 70 dB[A] were: 6.5-7.2 kHz, and 10.5-11.2 kHz. The noise level was significantly different among the three tests. See figures 90-93 and graph 6.
─ “Y-1” 65% of noisy events. ─ “Y-2” 29% of noisy events. ─ “Y-3” 26% of noisy events.
12812011210496888072
Y1 noise
Y2 noise
Y3 noise
Data
Dotplot of Y1 noise, Y2 noise, Y3 noise
Each symbol represents up to 4754 observations. Figure 90 Brand “Y”
Peak Sound Pressure Level vs. Frequency for all Noisy Stops
70
80
90
100
110
120
130
2000 3000 4000 5000 6000 7000 8000 9000 10000 11000 12000 13000 14000 15000 16000 17000
Frequency (Hz)
Soun
d Pr
essu
re L
evel
dB[
A]
Noisy Snub
Temperature and SPL vs. Stop Number
075
150225300375450525600675750825
0 100 200 300 400 500 600 700 800 900 1000 1100 1200 1300 1400 1500 1600 1700 1800 1900 2000 2100 2200 2300 2400 2500Stop Number
Initi
al T
empe
ratu
re (°
F)
70.0
80.0
90.0
100.0
110.0
120.0
130.0
Soun
d Pr
essu
re L
evel
dB
[A]
Initial Temp Noisy Snub
0
Figure 91
Brand “Y-1”

Page 35 of 45
Peak Sound Pressure Level vs. Frequency for all Noisy Stops
70
80
90
100
110
120
130
2000 3000 4000 5000 6000 7000 8000 9000 10000 11000 12000 13000 14000 15000 16000 17000
Frequency (Hz)
Soun
d Pr
essu
re L
evel
dB
[A]
Noisy Snub
Temperature and SPL vs. Stop Number
075
150225300375450525600675750825
0 100 200 300 400 500 600 700 800 900 1000 1100 1200 1300 1400 1500 1600 1700 1800 1900 2000 2100 2200 2300 2400 2500Stop Number
Initi
al T
empe
ratu
re (°
F)70.0
80.0
90.0
100.0
110.0
120.0
130.0
Soun
d Pr
essu
re L
evel
dB[
A]
Initial Temp Noisy Snub
0
Figure 92
Brand “Y-2” Peak Sound Pressure Level vs. Frequency for all Noisy Stops
70
80
90
100
110
120
130
2000 3000 4000 5000 6000 7000 8000 9000 10000 11000 12000 13000 14000 15000 16000 17000
Frequency (Hz)
Soun
d Pr
essu
re L
evel
dB
[A]
Noisy Snub
Temperature and SPL vs. Stop Number
075
150225300375450525600675750825
0 100 200 300 400 500 600 700 800 900 1000 1100 1200 1300 1400 1500 1600 1700 1800 1900 2000 2100 2200 2300 2400 2500Stop Number
Initi
al T
empe
ratu
re (°
F)
70.0
80.0
90.0
100.0
110.0
120.0
130.0
Soun
d Pr
essu
re L
evel
dB
[A]
Initial Temp Noisy Snub
0
Figure 93
Brand “Y-3”
Jennerstown Noise
0
500
1000
1500
2000
2500
3000
Num
ber o
f Noi
sy S
tops
OE 1 OE 2 OE 3 X 1 X 2 X 3 Y 1 Y 2 Y 3
Graph 6
4.7. Wear measurements were taken during Jennerstown test and all tested parts were subjected to three Cross Country Cycles, each comprised of four round trips before each Cross Country and Jennerstown Fade Cycle. The Brand “X” pads showed the least amount of wear losing on

Page 36 of 45
average 0.033 inch of friction product per pad during the course of the test. The OE pads exhibited the greatest amount of wear losing on average 0.093 inch of friction product per pad during the course of the test. The graph below combines all the measurements averaged for the three tests on each product (OE product, Brand “X”, and Brand “Y”) after confirming that there were no significant wear variations within each product. The three products exhibited a significantly different wear throughout the course of the tests. See figures 94-97 and graphs 7-12.
Y avg wearX avg wearOE avg wear
0.040
0.035
0.030
0.025
0.020
0.015
0.010
material
Mea
n
0.01884
0.02895
0.02389
ANOM HMMWV Jennerstown pad wearAlpha = 0.05
Figure 94
OE, Brand “X”, and Brand “Y”
736557494133251791
0.10
0.08
0.06
0.04
0.02
0.00
Observation
Cum
mul
ativ
e w
ear
[in]
_X=0.0875
UCL=0.1036
LCL=0.0714
Initial Post Burnish Post CC1 Post CC2 Post CC3
111
111
11
11
I Chart of OE avg wear by step
Figure 95
OE
736557494133251791
0.10
0.08
0.06
0.04
0.02
0.00
Observation
Cum
mul
ativ
e w
ear
[in]
_X=0.0278
UCL=0.0412
LCL=0.0145
Initial Post Burnish Post CC1 Post CC2 Post CC3
1
1
11
I Chart of X avg wear by step
Figure 96 Brand “X”

Page 37 of 45
736557494133251791
0.10
0.08
0.06
0.04
0.02
0.00
Observation
Cum
mul
ativ
e w
ear
[in]
_X=0.0564
UCL=0.0724
LCL=0.0405
Initial Post Burnish Post CC1 Post CC2 Post CC3
1
11
I Chart of Y avg wear by step
Figure 97 Brand “Y”
In Pad Wear
0.000
0.020
0.040
0.060
0.080
0.100
0.120
0.140
1 2 3 4 5 6 7 8
Measurement Location
Loss
(inc
hes)
OE 1 OE 2 OE 3 X 1 X 2 X 3 Y 1 Y 2 Y 3
Graph 7 Out Pad Wear
0.0000.0100.0200.0300.0400.0500.0600.0700.0800.0900.100
1 2 3 4 5 6 7 8
Measurement Location
Loss
(inc
hes)
OE 1 OE 2 OE 3 X 1 X 2 X 3 Y 1 Y 2 Y 3
Graph 8 Rotor Wear
-0.0020
0.0000
0.0020
0.0040
0.0060
0.0080
0.0100
1 2 3 4 5 6 7 8
Measurement Location
Loss
(i
nche
s)
OE 1 OE 2 OE 3 X 1 X 2 X 3 Y 1 Y 2 Y 3
Graph 9
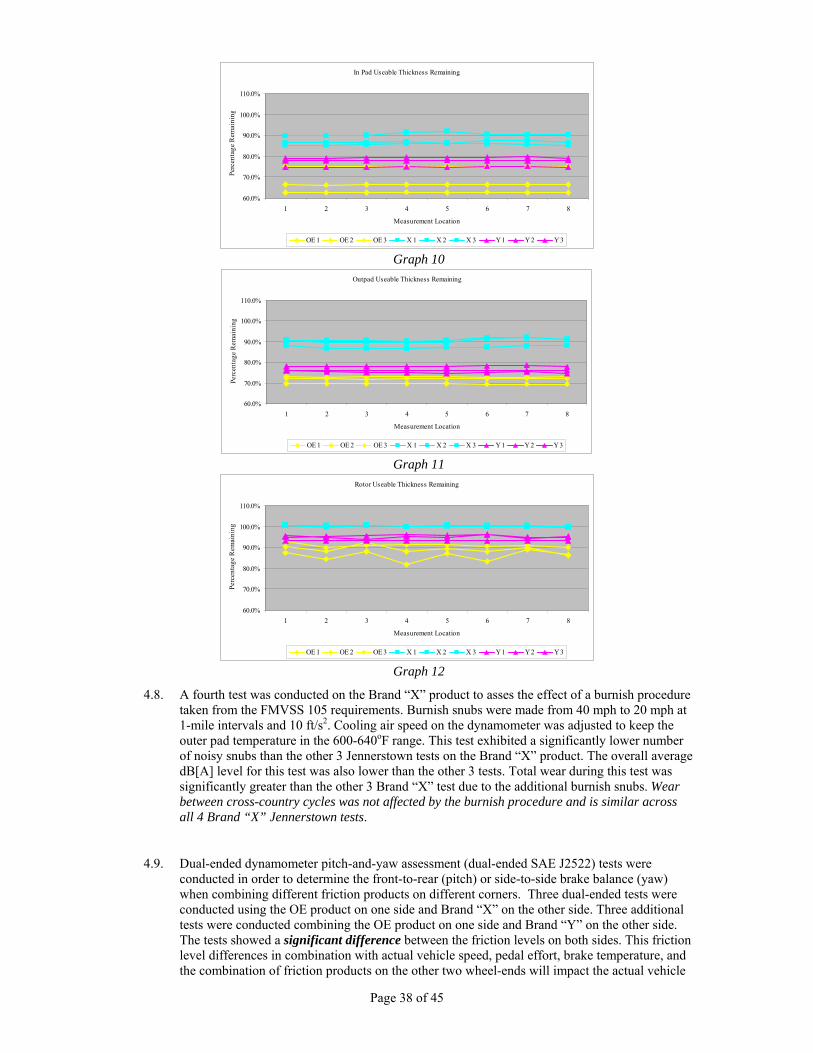
Page 38 of 45
In Pad Useable Thickness Remaining
60.0%
70.0%
80.0%
90.0%
100.0%
110.0%
1 2 3 4 5 6 7 8
Measurement LocationPe
rcen
tage
Rem
aini
ngOE 1 OE 2 OE 3 X 1 X 2 X 3 Y 1 Y 2 Y 3
Graph 10
Outpad Useable Thickness Remaining
60.0%
70.0%
80.0%
90.0%
100.0%
110.0%
1 2 3 4 5 6 7 8
Measurement Location
Perc
enta
ge R
emai
ning
OE 1 OE 2 OE 3 X 1 X 2 X 3 Y 1 Y 2 Y 3
Graph 11 Rotor Useable Thickness Remaining
60.0%
70.0%
80.0%
90.0%
100.0%
110.0%
1 2 3 4 5 6 7 8
Measurement Location
Perc
enta
ge R
emai
ning
OE 1 OE 2 OE 3 X 1 X 2 X 3 Y 1 Y 2 Y 3
Graph 12
4.8. A fourth test was conducted on the Brand “X” product to asses the effect of a burnish procedure taken from the FMVSS 105 requirements. Burnish snubs were made from 40 mph to 20 mph at 1-mile intervals and 10 ft/s2. Cooling air speed on the dynamometer was adjusted to keep the outer pad temperature in the 600-640oF range. This test exhibited a significantly lower number of noisy snubs than the other 3 Jennerstown tests on the Brand “X” product. The overall average dB[A] level for this test was also lower than the other 3 tests. Total wear during this test was significantly greater than the other 3 Brand “X” test due to the additional burnish snubs. Wear between cross-country cycles was not affected by the burnish procedure and is similar across all 4 Brand “X” Jennerstown tests.
4.9. Dual-ended dynamometer pitch-and-yaw assessment (dual-ended SAE J2522) tests were conducted in order to determine the front-to-rear (pitch) or side-to-side brake balance (yaw) when combining different friction products on different corners. Three dual-ended tests were conducted using the OE product on one side and Brand “X” on the other side. Three additional tests were conducted combining the OE product on one side and Brand “Y” on the other side. The tests showed a significant difference between the friction levels on both sides. This friction level differences in combination with actual vehicle speed, pedal effort, brake temperature, and the combination of friction products on the other two wheel-ends will impact the actual vehicle

Page 39 of 45
pitch-and-yaw rates and the ability to stop within a certain distance, wheel lockup, or control of the braking maneuver (straight-line or braking on a turn).
4.9.1. OE in combination with Brand “X” friction levels during the three dual-ended tests showed a significant difference for most of the test sections, with significant differences during the post-burnish sections especially during the fade sections with the OE friction level almost twice as high as the Brand “X” friction level. See figures 98 and 99. The values below apply to the two-fade sections combined.
─ OE product friction 80% range 0.30-0.35 with a median of 0.32. ─ Brand “X” product friction 80% range 0.19-0.37 with a median of 0.26.
1500140012021000900700300200200100100
0.55
0.50
0.45
0.40
0.35
0.30
0.25
0.20
section
Fric
ton
leve
l
OE avgX avg
Variable
Time Series HMMWV SAE J2522 dual-ended OE and Brand "X"
0.600.500.400.300.200.15
99
95
90
80
7060504030
20
10
5
1
Friction level
Perc
ent
90
0.35
18
0.36
57
50
0.32
45
0.26
12
10
0.29
93
0.18
66
-1.126 0.06307 30 0.394 0.354-1.342 0.2625 30 0.539 0.153
Loc Scale N AD P
OE avgX avg
Variable
Lognormal - 95% CIHMMWV SAE J2522 dual-ended OE and Brand "X" fade 1, fade 2
Figure 98
OE with Brand “X” Figure 99
OE with Brand “X”
4.9.2. OE in combination with Brand “Y” friction levels during the three dual-ended tests showed a significant difference for most of the test sections. See figures 100 and 101. The values below apply to the two-fade sections combined.
─ OE product friction 80% range 0.31-0.35 with a median of 0.33. ─ Brand “Y” product friction 80% range 0.24-0.32 with a median of 0.28.
1500140012021000900700300200200100100
0.50
0.45
0.40
0.35
0.30
0.25
0.20
section
Fric
tion
leve
l
OE avgY avg
Variable
Time Series HMMWV SAE J2522 dual-ended OE and Brand "Y"
0.400.350.300.250.20
99
95
90
80
7060504030
20
10
5
1
Friction level
Perc
ent
90
0.35
46
0.32
14
50
0.32
93
0.28
01
10
0.30
57
0.24
41
-1.111 0.05786 30 0.398 0.346-1.273 0.1073 30 0.568 0.129
Loc Scale N AD P
OE avgY avg
Variable
Lognormal - 95% CIHMMWV SAE J2522 dual-ended OE and Brand "Y" fade 1, fade 2
Figure 100
OE with Brand “Y” Figure 101
OE with Brand “Y”
4.9.3. OE during both sets of testing (OE versus Brand “X” and OE Brand “Y”) showed that friction levels during the six dual-ended tests (3 versus Brand “X” and 3 versus Brand “Y”) were not significantly different during all of the test sections. See figures 102 and 103.
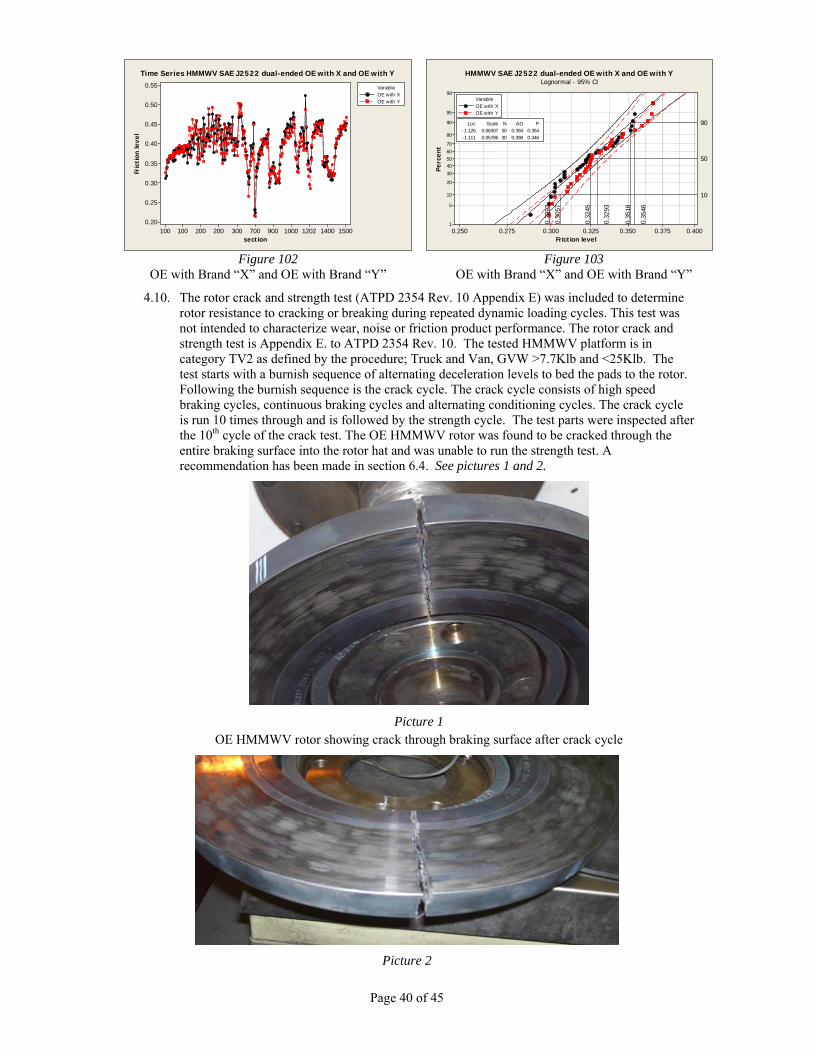
Page 40 of 45
1500140012021000900700300200200100100
0.55
0.50
0.45
0.40
0.35
0.30
0.25
0.20
section
Fric
tion
leve
l
OE with XOE with Y
Variable
Time Series HMMWV SAE J2522 dual-ended OE with X and OE with Y
0.4000.3750.3500.3250.3000.2750.250
99
95
90
80
7060504030
20
10
5
1
Friction level
Perc
ent
90
0.35
18
0.35
46
50
0.32
45
0.32
93
10
0.29
93
0.30
57
-1.126 0.06307 30 0.394 0.354-1.111 0.05786 30 0.398 0.346
Loc Scale N AD P
OE with XOE with Y
Variable
Lognormal - 95% CIHMMWV SAE J2522 dual-ended OE with X and OE with Y
Figure 102
OE with Brand “X” and OE with Brand “Y” Figure 103
OE with Brand “X” and OE with Brand “Y”
4.10. The rotor crack and strength test (ATPD 2354 Rev. 10 Appendix E) was included to determine rotor resistance to cracking or breaking during repeated dynamic loading cycles. This test was not intended to characterize wear, noise or friction product performance. The rotor crack and strength test is Appendix E. to ATPD 2354 Rev. 10. The tested HMMWV platform is in category TV2 as defined by the procedure; Truck and Van, GVW >7.7Klb and <25Klb. The test starts with a burnish sequence of alternating deceleration levels to bed the pads to the rotor. Following the burnish sequence is the crack cycle. The crack cycle consists of high speed braking cycles, continuous braking cycles and alternating conditioning cycles. The crack cycle is run 10 times through and is followed by the strength cycle. The test parts were inspected after the 10th cycle of the crack test. The OE HMMWV rotor was found to be cracked through the entire braking surface into the rotor hat and was unable to run the strength test. A recommendation has been made in section 6.4. See pictures 1 and 2.
Picture 1
OE HMMWV rotor showing crack through braking surface after crack cycle
Picture 2

Page 41 of 45
5. DELETED PER GOVERNMENT DIRECTIVE
6. DELETED PER GOVERNMENT DIRECTIVE
7. The statistical evaluation was completed using Minitab version 15. If different sets of data (different sections during the same test, different products, or different tests on the same product) are not significantly different or are significantly different, the report uses statistical tools in order to draw the corresponding conclusion using numerical, non-subjective, evaluation. The statistical evaluation uses the two following parameters:
─ 95% Confidence interval for all parameter calculations.
─ α-level (p-value) of 0.05. With an α = 0.05, the chance of finding an effect that does not really exist is only 5%.
7.1. Probability plots. Probability plots are useful to determine if a given set of data (compressibility, shear strength, swell, friction level, etc.) fit a specific statistical distribution. If the data set is found to follow a given distribution (typically normal distribution for data distributed equally around the mean, and lognormal or 3-parameter lognormal for data that is clustered on the upper or lower range, or data that has a physical limit –noisy stops are above 70 dB[A]), you can estimate the main parameters (mean and standard deviation), and estimate the population percentiles (typically 10, 50, and 90%). In the example on Figure 106 the data fits a normal distribution (p-value is higher that 0.05), the mean pad thickness is 0.628-in, and the thickness is 0.626-in 10% or less of the time, is 0.628-in or less 50% of the time, and 0.631-in or less 90% of the time. In probability distribution, whenever the p-value is higher than 0.05, for a given distribution, the dataset is considered to follow that specific statistical distribution. In addition to the median (50-percentile), the 80% range (between the 10-percentile and the 90- percentile) is used to characterize the sample.
0.6360.6340.6320.6300.6280.6260.6240.6220.620
99
95
90
80
70
60504030
20
10
5
1
X average pad assembly thickness [in]
Perc
ent
90
0.63
037
50
0.62
798
10
0.62
559
Mean 0.6280StDev 0.001865N 8AD 0.436P-Value 0.219
Probability Plot of X avgNormal - 95% CI
Figure 106
7.2. Analysis of Means (ANOM) the reports use the ANOM main effects plot to test the hypothesis that each factor level mean is equal to the overall mean at an a-level you specify. The main effects plot shows the following:
7.2.1. Plotted points – the sample means at each factor level: 0.035 for “OE avg wear”; 0.023 for “X avg wear”; and 0.013 for “Y avg wear” on Figure 107.
7.2.2. Center line (green) – the overall mean: 0.02389 on Figure 107.
7.2.3. Lower and upper decision limits (red) – used to test the hypothesis. Minitab looks for sample means located beyond the decision limits and marks them with a red symbol. 0.02895 and 0.01884 respectively on Figure 107.
7.2.4. If a sample mean is located beyond a decision limit, you can reject the hypothesis that the mean is equal to the overall mean. “OE avg wear” and “X avg wear” on Figure 107.
7.2.5. If a sample mean falls within the decision limits, you cannot reject the hypothesis that the mean is equal to the overall mean. “Y avg wear” on Figure 107.
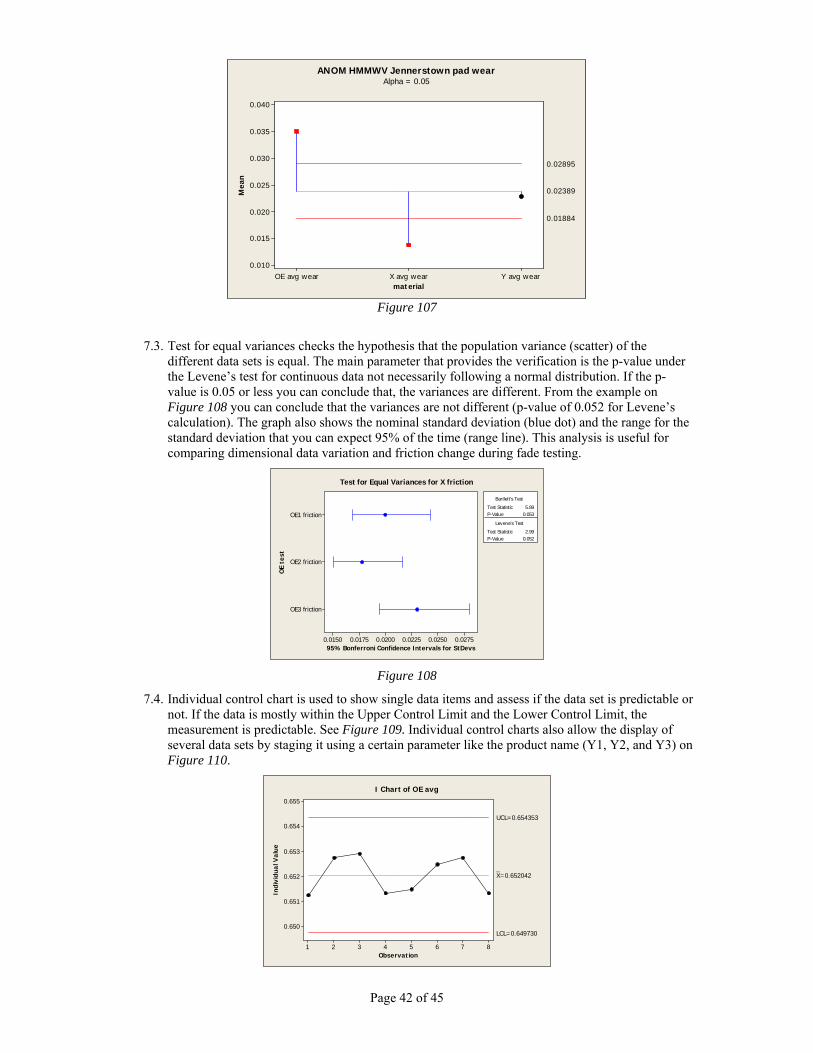
Page 42 of 45
Y avg wearX avg wearOE avg wear
0.040
0.035
0.030
0.025
0.020
0.015
0.010
material
Mea
n
0.01884
0.02895
0.02389
ANOM HMMWV Jennerstown pad wearAlpha = 0.05
Figure 107
7.3. Test for equal variances checks the hypothesis that the population variance (scatter) of the different data sets is equal. The main parameter that provides the verification is the p-value under the Levene’s test for continuous data not necessarily following a normal distribution. If the p-value is 0.05 or less you can conclude that, the variances are different. From the example on Figure 108 you can conclude that the variances are not different (p-value of 0.052 for Levene’s calculation). The graph also shows the nominal standard deviation (blue dot) and the range for the standard deviation that you can expect 95% of the time (range line). This analysis is useful for comparing dimensional data variation and friction change during fade testing.
OE3 friction
OE2 friction
OE1 friction
0.02750.02500.02250.02000.01750.0150
OE
test
95% Bonferroni Confidence Intervals for StDevs
Test Statistic 5.89P-Value 0.053
Test Statistic 2.99P-Value 0.052
Bartlett's Test
Levene's Test
Test for Equal Variances for X friction
Figure 108
7.4. Individual control chart is used to show single data items and assess if the data set is predictable or not. If the data is mostly within the Upper Control Limit and the Lower Control Limit, the measurement is predictable. See Figure 109. Individual control charts also allow the display of several data sets by staging it using a certain parameter like the product name (Y1, Y2, and Y3) on Figure 110.
87654321
0.655
0.654
0.653
0.652
0.651
0.650
Observation
Indi
vidu
al V
alue
_X=0.652042
UCL=0.654353
LCL=0.649730
I Chart of OE avg
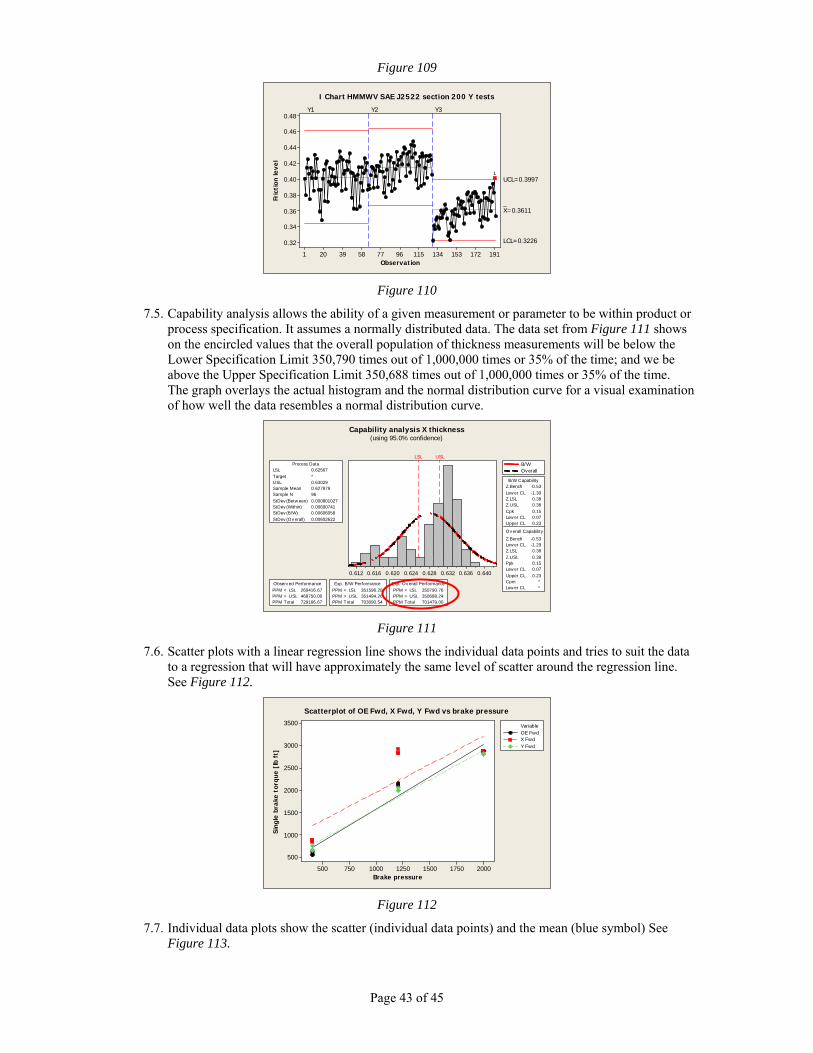
Page 43 of 45
Figure 109
19117215313411596775839201
0.48
0.46
0.44
0.42
0.40
0.38
0.36
0.34
0.32
Observation
Fric
tion
leve
l
_X=0.3611
UCL=0.3997
LCL=0.3226
Y1 Y2 Y3
1
I Chart HMMWV SAE J2522 section 200 Y tests
Figure 110
7.5. Capability analysis allows the ability of a given measurement or parameter to be within product or process specification. It assumes a normally distributed data. The data set from Figure 111 shows on the encircled values that the overall population of thickness measurements will be below the Lower Specification Limit 350,790 times out of 1,000,000 times or 35% of the time; and we be above the Upper Specification Limit 350,688 times out of 1,000,000 times or 35% of the time. The graph overlays the actual histogram and the normal distribution curve for a visual examination of how well the data resembles a normal distribution curve.
0.6400.6360.6320.6280.6240.6200.6160.612
LSL USL
LSL 0.62567Target *USL 0.63029Sample Mean 0.627979Sample N 96StDev (Between) 0.000801027StDev (Within) 0.00600741StDev (B/W) 0.00606058StDev (O v erall) 0.00602622
Process Data
Z.LSL 0.38Z.USL 0.38Ppk 0.15Lower C L 0.07Upper C L 0.23C pm *Lower C L *
Z.Bench -0.53Lower C L -1.30Z.LSL 0.38Z.USL 0.38C pk 0.15Lower C L 0.07Upper C L 0.23
Z.Bench -0.53Lower C L -1.29
O v erall C apability
B/W C apability
PPM < LSL 260416.67PPM > USL 468750.00PPM Total 729166.67
O bserv ed PerformancePPM < LSL 351596.28PPM > USL 351494.26PPM Total 703090.54
Exp. B/W PerformancePPM < LSL 350790.76PPM > USL 350688.24PPM Total 701479.00
Exp. O v erall Performance
B/WOverall
Capability analysis X thickness(using 95.0% confidence)
Figure 111
7.6. Scatter plots with a linear regression line shows the individual data points and tries to suit the data to a regression that will have approximately the same level of scatter around the regression line. See Figure 112.
20001750150012501000750500
3500
3000
2500
2000
1500
1000
500
Brake pressure
Sing
le b
rake
tor
que
[lb
ft]
OE FwdX FwdY Fwd
Variable
Scatterplot of OE Fwd, X Fwd, Y Fwd vs brake pressure
Figure 112
7.7. Individual data plots show the scatter (individual data points) and the mean (blue symbol) See Figure 113.
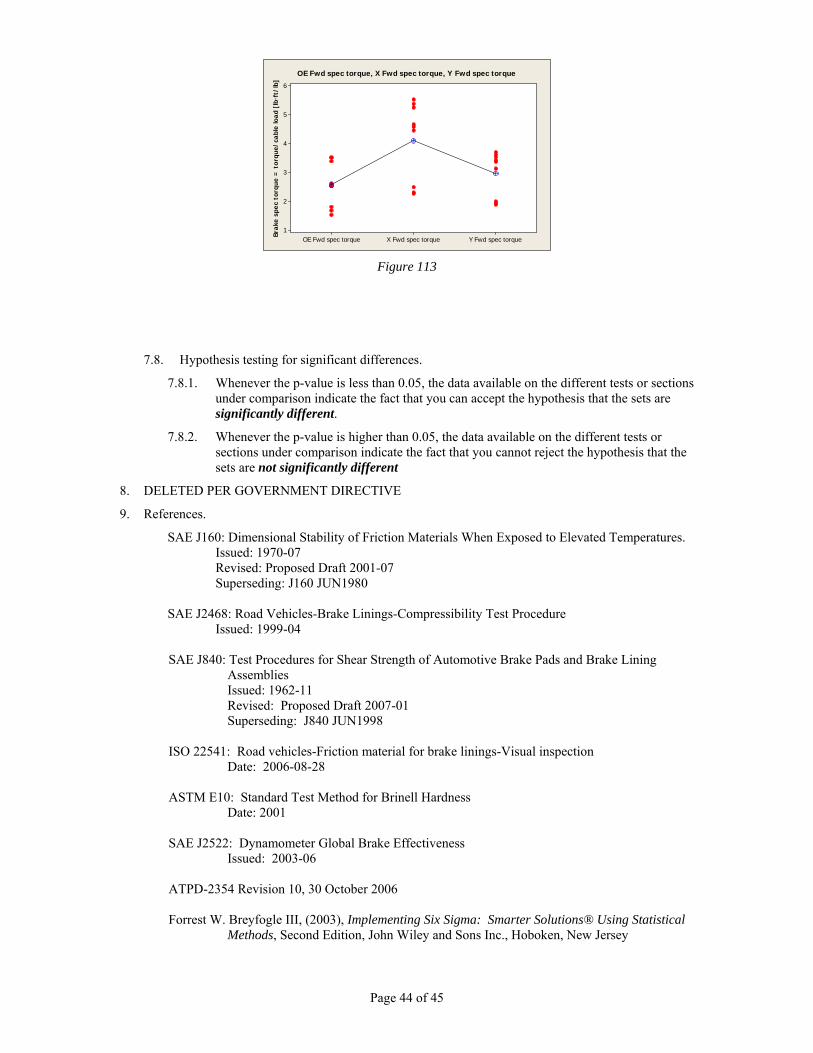
Page 44 of 45
Y Fwd spec torqueX Fwd spec torqueOE Fwd spec torque
6
5
4
3
2
1
Brak
e sp
ec t
orqu
e =
tor
que/
cabl
e lo
ad [
lb·f
t/lb
]
OE Fwd spec torque, X Fwd spec torque, Y Fwd spec torque
Figure 113
7.8. Hypothesis testing for significant differences.
7.8.1. Whenever the p-value is less than 0.05, the data available on the different tests or sections under comparison indicate the fact that you can accept the hypothesis that the sets are significantly different.
7.8.2. Whenever the p-value is higher than 0.05, the data available on the different tests or sections under comparison indicate the fact that you cannot reject the hypothesis that the sets are not significantly different
8. DELETED PER GOVERNMENT DIRECTIVE
9. References.
SAE J160: Dimensional Stability of Friction Materials When Exposed to Elevated Temperatures. Issued: 1970-07 Revised: Proposed Draft 2001-07 Superseding: J160 JUN1980
SAE J2468: Road Vehicles-Brake Linings-Compressibility Test Procedure Issued: 1999-04 SAE J840: Test Procedures for Shear Strength of Automotive Brake Pads and Brake Lining
Assemblies Issued: 1962-11 Revised: Proposed Draft 2007-01 Superseding: J840 JUN1998 ISO 22541: Road vehicles-Friction material for brake linings-Visual inspection Date: 2006-08-28 ASTM E10: Standard Test Method for Brinell Hardness Date: 2001 SAE J2522: Dynamometer Global Brake Effectiveness Issued: 2003-06 ATPD-2354 Revision 10, 30 October 2006 Forrest W. Breyfogle III, (2003), Implementing Six Sigma: Smarter Solutions® Using Statistical
Methods, Second Edition, John Wiley and Sons Inc., Hoboken, New Jersey

Page 45 of 45
Detroit, MI 23 May 2007





























