Embed Size (px)
Citation preview
Engineers India Limited
Energy Conservation in Petroleum Refineries
- EIL Experience
Capacity Building of Officers from Petroleum Refinery
Sector on Efficient Use of Energy
9th March,2018
Energy Studies- Challenges
Introduction 1
Energy Efficiency Improvement Areas 2
4
Energy Studies- EIL’s Approach 3
Summary 5
Table of Contents
2
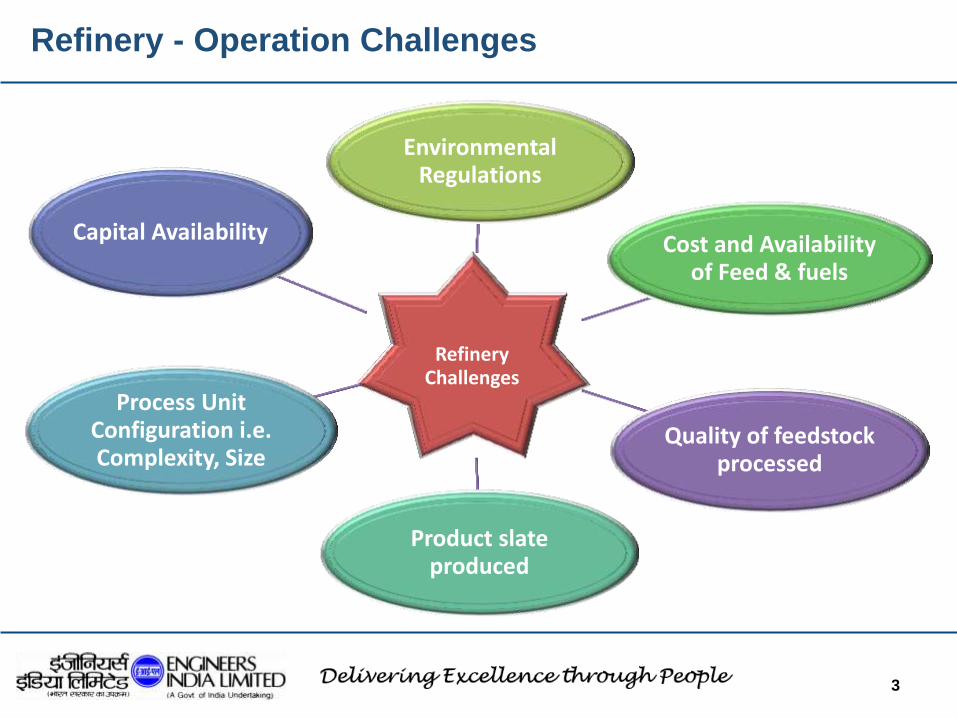
Refinery Challenges
Environmental Regulations
Cost and Availability of Feed & fuels
Product slate produced
Process Unit Configuration i.e. Complexity, Size
Capital Availability
Quality of feedstock processed
Refinery - Operation Challenges
3
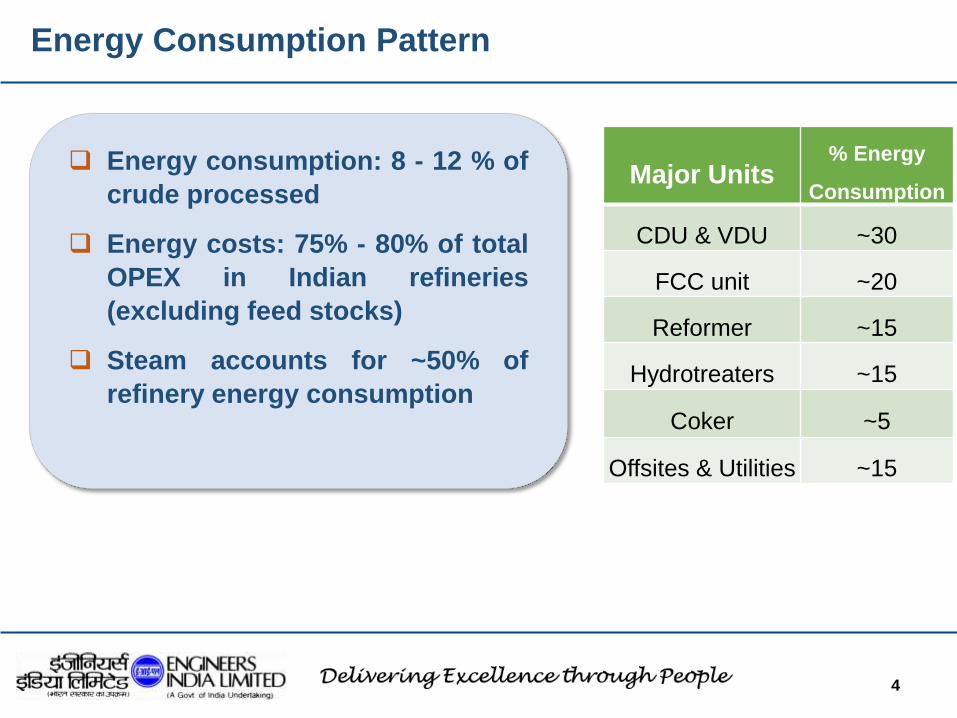
Energy consumption: 8 - 12 % of
crude processed
Energy costs: 75% - 80% of total
OPEX in Indian refineries
(excluding feed stocks)
Steam accounts for ~50% of
refinery energy consumption
Energy Consumption Pattern
4
Major Units % Energy
Consumption
CDU & VDU ~30
FCC unit ~20
Reformer ~15
Hydrotreaters ~15
Coker ~5
Offsites & Utilities ~15
Older process units (older design techniques)
Process units might have been designed when energy was
cheap
Phased expansion of refineries – new units built as stand-
alone, without heat-integration with other units
Less efficient Steam - Power networks; Utility Systems
seldom modified /optimized during expansions
Capital saving - units designed for minimum investment
(lack of funds initially)
Why Low Energy Efficiency?
5
Why Low Energy Efficiency? contd…
6
Operational Excellence- Need of the Hour
Choice of operation -
o Running units / equipment in parallel for reliability
o Boilers (load sharing with multiple smaller units)
o Gas Turbines (load sharing with low throughput)
o High capacity pumps at low load (running many pumps at lower efficiency)
o Multiple Air compressors for Air & Nitrogen
Choice of operating system -
o Opting Steam driven in place of Motors
o Opting STG to GT for power generation
Retaining the older system -
o Steam tracing in place of electrical tracing
o Multiple columns in place of single column
o Ejector System in place of Hybrid system
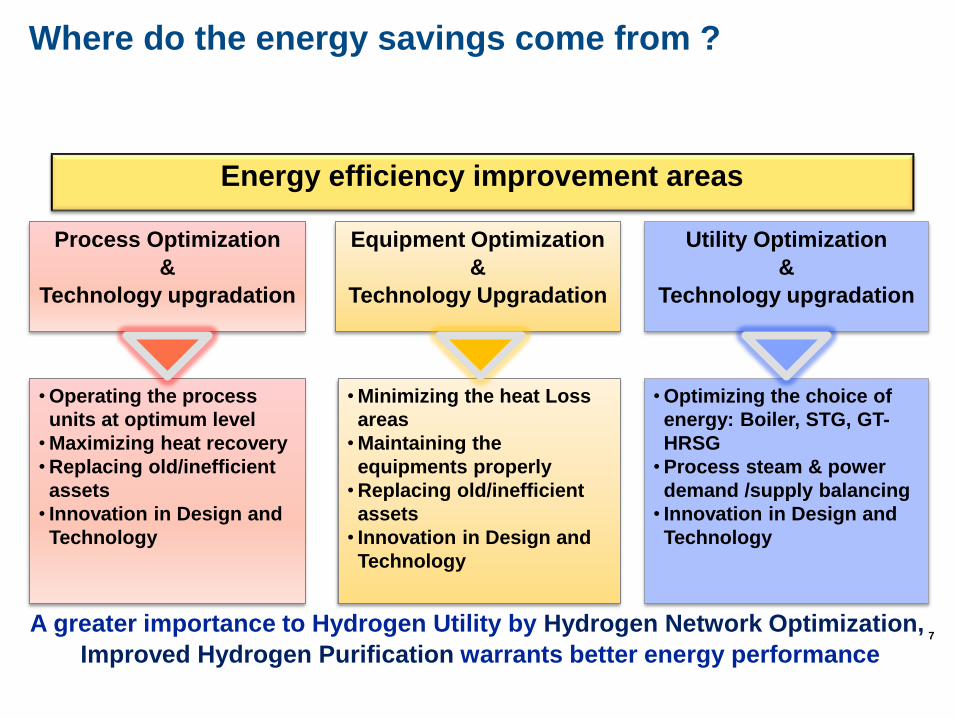
Where do the energy savings come from ?
7
Energy efficiency improvement areas
Process Optimization
&
Technology upgradation
Utility Optimization
&
Technology upgradation
•Operating the process
units at optimum level
•Maximizing heat recovery
•Replacing old/inefficient
assets
• Innovation in Design and
Technology
•Optimizing the choice of
energy: Boiler, STG, GT-
HRSG
•Process steam & power
demand /supply balancing
• Innovation in Design and
Technology
A greater importance to Hydrogen Utility by Hydrogen Network Optimization,
Improved Hydrogen Purification warrants better energy performance
Equipment Optimization
&
Technology Upgradation
•Minimizing the heat Loss
areas
•Maintaining the
equipments properly
•Replacing old/inefficient
assets
• Innovation in Design and
Technology
ENERGY STUDY-DYNAMIC PROCESS
To maximize the efficient use of available energy for optimal
process operation and required utility generation.
Need of the hour – Comprehensive and Systematic Energy
Performance Optimization & Opportunity Assessment Studies
The inclusion of Refineries in PAT cycle-II added extra
challenge to minimize the Energy consumption
Energy Efficiency Improvement Studies
8
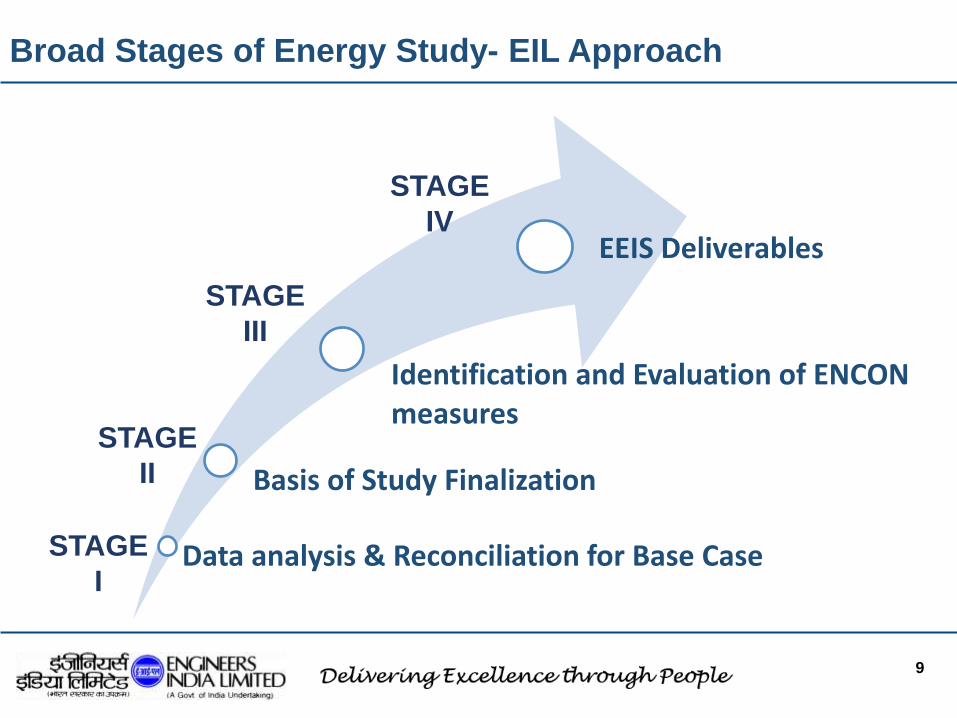
Basis of Study Finalization
Data analysis & Reconciliation for Base Case
Identification and Evaluation of ENCON measures
EEIS Deliverables
9
Broad Stages of Energy Study- EIL Approach
STAGE
I
STAGE
II
STAGE
III
STAGE
IV
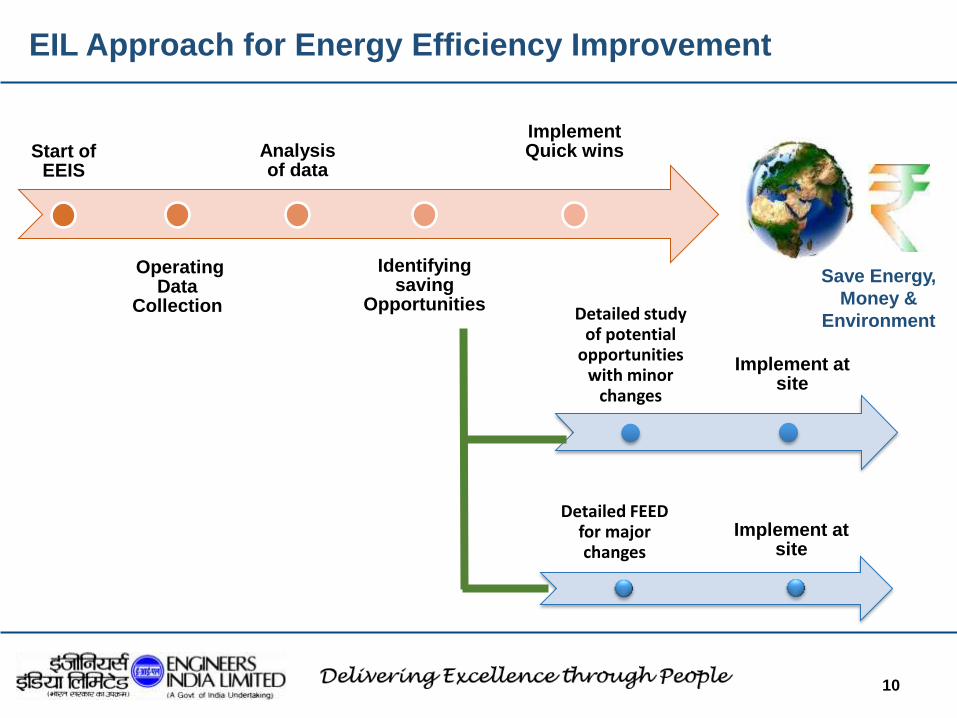
EIL Approach for Energy Efficiency Improvement
Start of EEIS
Operating Data
Collection
Analysis of data
Identifying saving
Opportunities
Implement Quick wins
Detailed study of potential
opportunities with minor
changes
Implement at site
Detailed FEED for major changes
Implement at site
Save Energy,
Money &
Environment
10
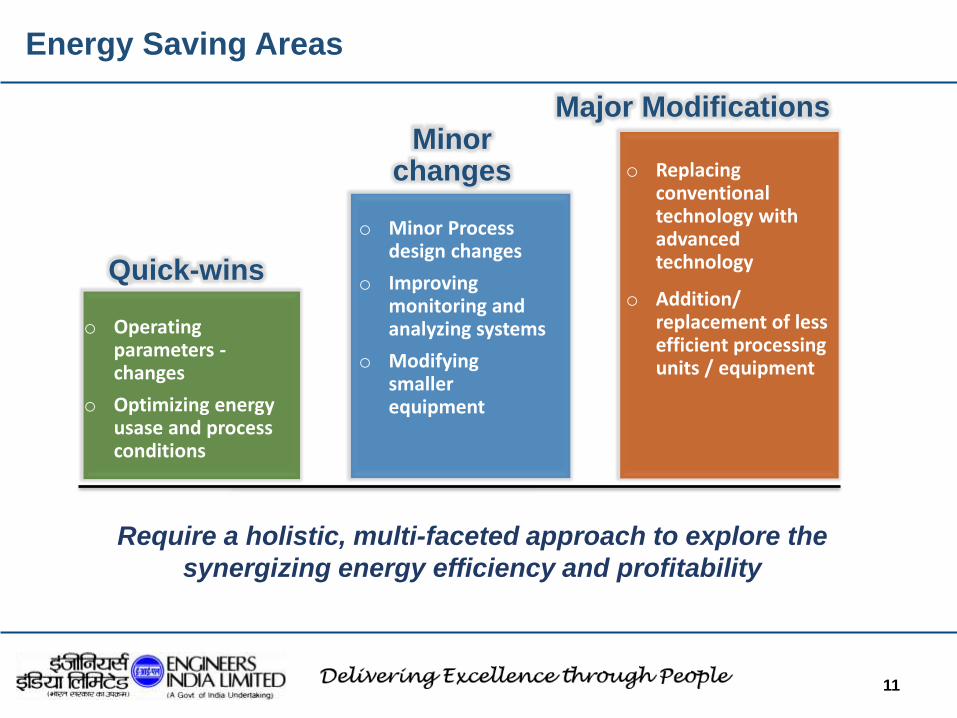
o Operating parameters - changes
o Optimizing energy usase and process conditions
o Minor Process design changes
o Improving monitoring and analyzing systems
o Modifying smaller equipment
o Replacing conventional technology with advanced technology
o Addition/ replacement of less efficient processing units / equipment
Minor changes
Quick-wins
Major Modifications
Require a holistic, multi-faceted approach to explore the
synergizing energy efficiency and profitability
11
Energy Saving Areas
1
2
CHARGE
PUMP
PREHEAT- I
DESALTER
BOOSTER
PUMP
PREHEAT- II
PREHEAT- III
CRUDE
FURNACE
CRUDE
COLUMN
OFF-GAS
TO NAP. STAB.
NAPHTHA
KERO
LGO
VACUUM
FURNACE
TO EJECTOR
VD
HVGO
MVG
O
LVGO
VR
CRUDE
VACUUM
COLUMN
NEW HGO CR
AUGMENTATION OF
HVGO CR
HGO
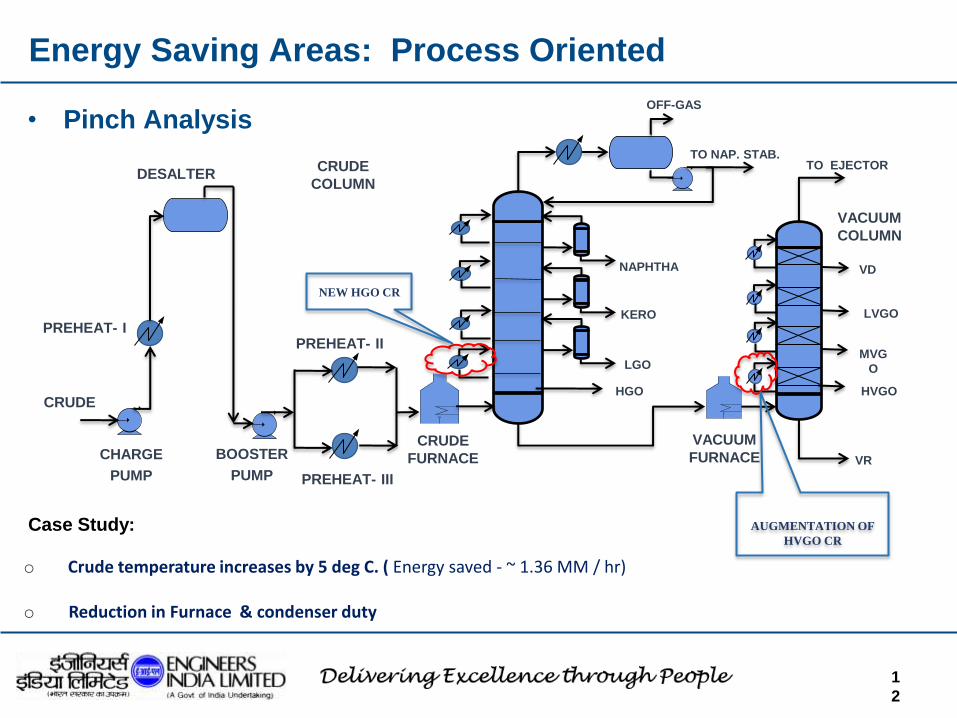
Energy Saving Areas: Process Oriented
• Pinch Analysis
o Crude temperature increases by 5 deg C. ( Energy saved - ~ 1.36 MM / hr)
o Reduction in Furnace & condenser duty
Case Study:
13
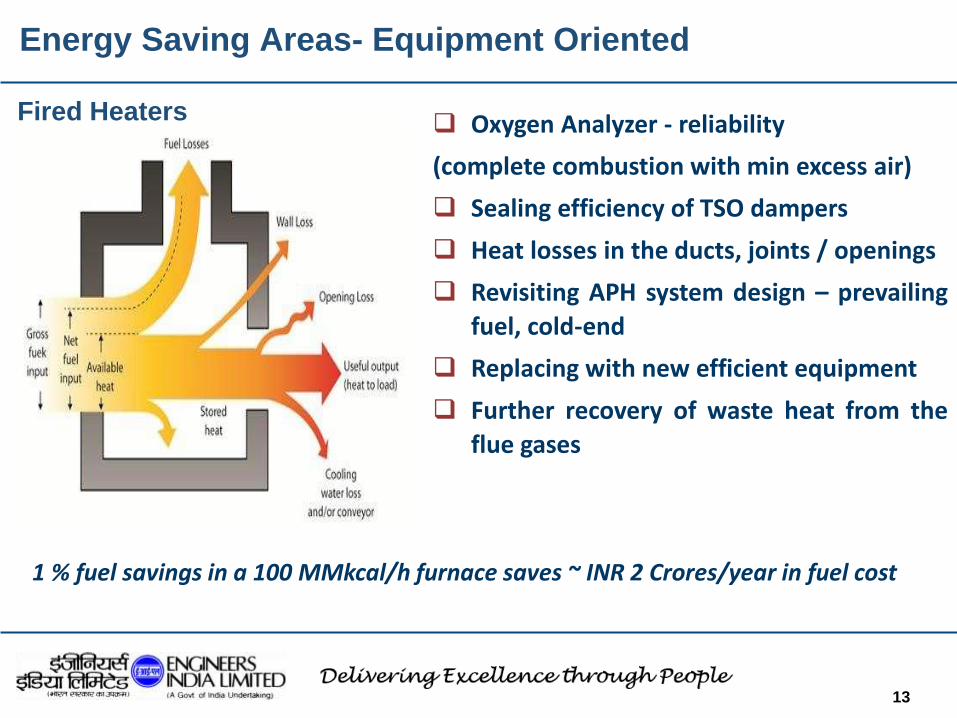
Energy Saving Areas- Equipment Oriented
1 % fuel savings in a 100 MMkcal/h furnace saves ~ INR 2 Crores/year in fuel cost
Oxygen Analyzer - reliability
(complete combustion with min excess air)
Sealing efficiency of TSO dampers
Heat losses in the ducts, joints / openings
Revisiting APH system design – prevailing
fuel, cold-end
Replacing with new efficient equipment
Further recovery of waste heat from the
flue gases
Fired Heaters
14
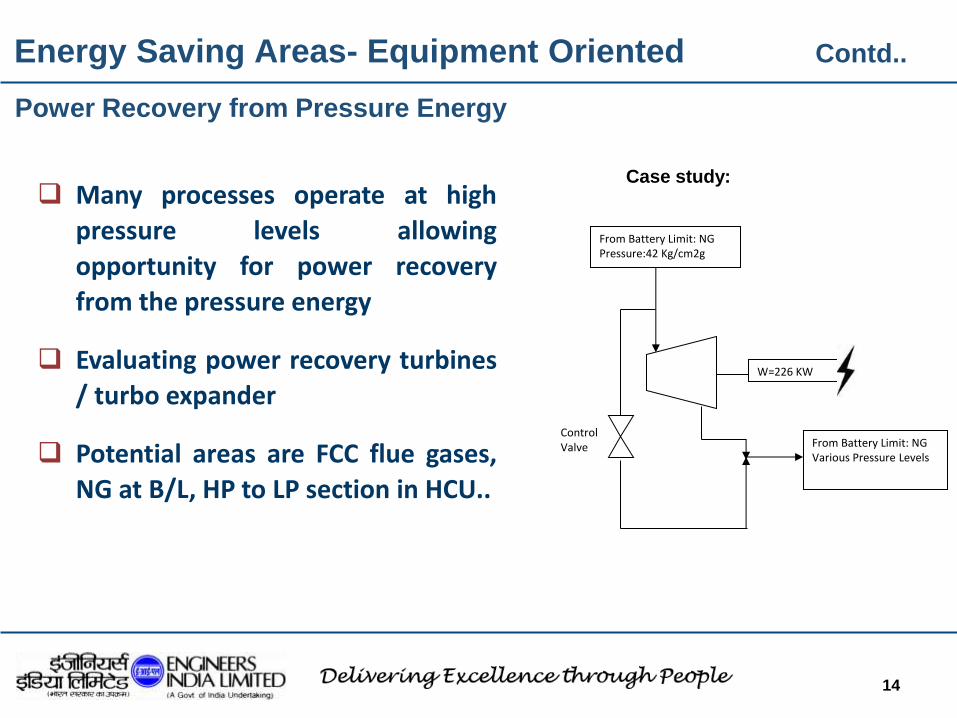
W=226 KW
From Battery Limit: NG Pressure:42 Kg/cm2g
From Battery Limit: NG Various Pressure Levels
Control Valve
Power Recovery from Pressure Energy
Many processes operate at high
pressure levels allowing
opportunity for power recovery
from the pressure energy
Evaluating power recovery turbines
/ turbo expander
Potential areas are FCC flue gases,
NG at B/L, HP to LP section in HCU..
Energy Saving Areas- Equipment Oriented Contd..
Case study:
Hydrogen recovery from Refinery Off-gases by EngCryo™
# FG - H2 Purity: 40-80%, Pressure: 3.5, >6 kg/cm2g
Energy Saving Areas - Utility Oriented
13
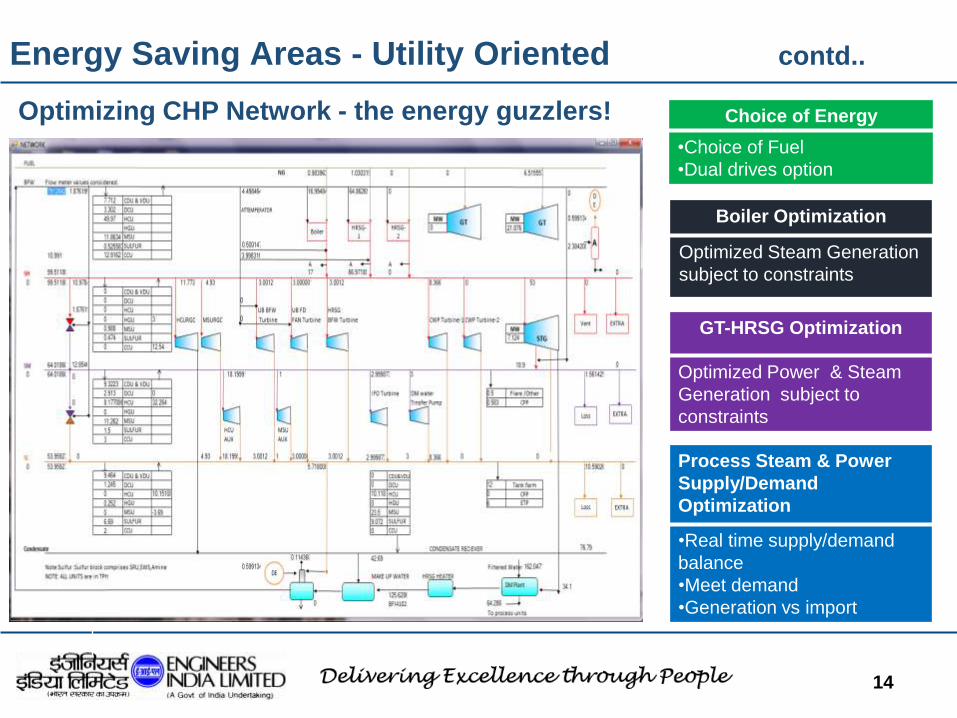
Optimizing CHP Network - the energy guzzlers! Choice of Energy
•Choice of Fuel
•Dual drives option
Boiler Optimization
Optimized Steam Generation
subject to constraints
GT-HRSG Optimization
Optimized Power & Steam
Generation subject to
constraints
Process Steam & Power
Supply/Demand
Optimization
•Real time supply/demand
balance
•Meet demand
•Generation vs import
Energy Saving Areas - Utility Oriented contd..
14
15
Additional Energy Saving Areas
o Energy saving opportunities in SRU
o Low temperature heat recovery (ORC, VAM…)
o Flare gas recovery
o Having most energy efficient equipment and technology in
the conceptualisation stage itself.
o Advanced reactor internals
o Considering energy efficient catalysts with improved yield
and selectivity
o Addressing un-touched Areas like Cooling water network,
Optimisation/rationalisation of feed/product tanks
o Integrating solar energy with process needs
Rationalisation of Units:
O2 enrichment of SRU (stopping low capacity unit/s)
Common manifolding for MAB and Incinerator air blower (reduction of blow-off to atm.)
Optimization:
Stoppage of acid gas and air preheaters when sour gases are not processed
Heat Integration:
Routing of hot quench water bleed from TGTU to SWSU
Supply of hot lean amine from ARU to user units
Raising the inlet temp of feed to amine regenerator and sour water stripper
Installation of Incinerator WHB
Upgradation Use of low temp Co-Mo catalyst in TGTU
Routing of rich amine flash drum off-gases to incinerator
18
Energy Saving Areas in SRUs
Availability of reliable/reconciled data – instrumentation etc.
Availability of design documents and updated As-built documents based on
subsequent modifications
Handling of vast amount of data/documents
Relatively less priority to CPP and Boiler house compared to other process
units.
Relatively less priority to energy improvement compared to sustenance of
operation
Retaining of experienced team members related to the Study
19
Challenges during Study
Execution of many Projects - Concept to commissioning
Many grass root, revamp & troubleshooting jobs across the globe
Experienced Process and Engineering groups
Large industrial data bank
Big registered vendor base Industry oriented R&D and tie-up with
other national & international R&D centres
Process licensor having a portfolio of various technologies
Dedicated Energy study team- BEE Certified Energy Auditors/
Managers coupled with other domain expertise.
Energy Efficiency studies for Oil & Gas sector in India and abroad
Page 20
EIL Experience & Expertise
Focus on energy efficiency improvement helps to reduce
Opex
Optimum utilities management to meet the process
requirement is important.
Incorporating continuous online monitoring tools to sustain
the benefits envisaged
Upgrading technology regularly for more profitability / GRM
In - Summary
21