Embed Size (px)
Citation preview

i n t e r n a t i o n a l j o u r n a l o f h y d r o g e n e n e r g y 3 3 ( 2 0 0 8 ) 6 5 4 9 – 6 5 5 7
Avai lab le a t www.sc iencedi rec t .com
j ourna l homepage : www.e lsev ier . com/ loca te /he
Enhancing hydrogen production of Clostridium butyricumusing a column reactor with square-structuredceramic fittings
Markus Fritscha,**, Winfried Hartmeiera, Jo-Shu Changb,c,*aDepartment of Biotechnology, RWTH Aachen University, Sammelbau Biologie, Worringer Weg 1, D-52074 Aachen, GermanybDepartment of Chemical Engineering, National Cheng Kung University, No. 1 University Road, Tainan 701, TaiwancSustainable Environment Research Center, National Cheng Kung University, Tainan, Taiwan
a r t i c l e i n f o
Article history:
Received 27 April 2008
Received in revised form
13 July 2008
Accepted 14 July 2008
Available online 16 October 2008
Keywords:
Dark fermentation
Clostridium butyricum
Biohydrogen production
Monolith
* Corresponding author. Department of CheTaiwan. Tel.: þ886 62757575x62651; fax: þ88** Corresponding author. Tel.: þ49 2418027578
E-mail addresses: [email protected]/$ – see front matter ª 2008 Interndoi:10.1016/j.ijhydene.2008.07.070
a b s t r a c t
A new approach in bioreactor development for fermentative hydrogen production was
undertaken using monoliths (square-structured ceramic fittings) as seeds to enhance
bubble formation in the fermentation broth. Clostridium butyricum CGS2 was used
throughout the batch and continuous experiments on sucrose substrate. In a batchwise
column reactor with a COD of 20 g/L, the hydrogen-production performance increased and
caused a shift in the metabolism when the ceramic fittings were installed. Compared to the
stirred tank the H2 yield and the volumetric production rate were lower, but the specific
production rate turned out to be maximized using three monoliths. Continuous runs with
and without monoliths were carried out with various sucrose concentrations leading to
a COD loading of 10–40 g/L at an HRT of 5.5 h. Compared to the standard column reactor
(SCR), the novel monolith column reactor (MCR) showed a 35% increase in hydrogen-
production rate to 305 mL/L/h and a 30% increase in hydrogen yield to 0.92 mol per mol
hexose consumed. Most interestingly, the specific hydrogen-production rate increased by
about 60% to 292 mL/h/g CDW at a COD of 20 g/L. It is concluded that ceramic fittings in
fermentative biohydrogen production offer a great potential for further improvements
without the drawbacks of traditional methods to increase hydrogen-production
performance.
ª 2008 International Association for Hydrogen Energy. Published by Elsevier Ltd. All rights
reserved.
1. Introduction been applied to maximize H2 production. Especially high-cell-
In recent years several dark fermentative processes of
hydrogen production from sugars or waste materials have
been developed in labscale [1,2]. Different reactor configura-
tions ranging from stirred tanks [3–5] to reactors with artifi-
cially immobilized [6–8] and self-immobilized cells [9–11] have
mical Engineering, Natio6 62357146.; fax: þ49 2418022387.aachen.de (M. Fritsch), chational Association for H
density processes led to the highest hydrogen-production
rates [10–12].
Most of the microorganisms in dark fermentative
systems – either in pure or mixed cultures – belong to the
genera Clostridium and Enterobacter, and the fermentation
patterns are often similar. That is why those processes also
nal Cheng Kung University, No. 1 University Road, Tainan 701,
[email protected] (J.-S. Chang).ydrogen Energy. Published by Elsevier Ltd. All rights reserved.

i n t e r n a t i o n a l j o u r n a l o f h y d r o g e n e n e r g y 3 3 ( 2 0 0 8 ) 6 5 4 9 – 6 5 5 76550
often share the same limitations and problems: Clostridia –
produce hydrogen from anaerobic conversion of sugars to
organic acids, e.g., butyric and acetic acid. Other by-products –
depending on the strains, substrates and fermentation
conditions – could be other organic acids, lower alcohols or
solvents lowering the hydrogen yield [3,13–15]. While dark
fermentations are superior compared to other biological ways
in terms of hydrogen-production rate they suffer in low
hydrogen yield as defined by the amount of hydrogen
produced per substrate consumed [16,17].
Several carbon sources can be glycolytically degraded to
pyruvate and subsequently to acetyl-CoA. Thereby CO2,
reduced ferredoxin, NADH, and ATP are generated. Two
molecules of acetyl-CoA yield in butyric acid while consuming
NADH and thus regenerating NAD for glycolysis. Molecular
hydrogen is mainly produced by oxidation of the reduced
ferredoxin with ferredoxin:Hþ-oxidoreductase (hydrogenase).
No reoxidation of NADH to NAD occurs if acetic acid is the
only by-product. Therefore the redox state is not in balance.
Excess NADH has to be removed by oxidation using NADH:-
ferredoxin-oxidoreductase. Electrons are transferred to
ferredoxin which otherwise gets oxidized by hydrogenase
releasing additional molecular hydrogen [18]. But the electron
transfer from NADH to ferredoxin is only thermodynamically
feasible if the dissolved hydrogen concentration is below
a critical level. Angenent et al. [19] stated that, under standard
reaction conditions and gas-saturated liquid phase, the
hydrogen partial pressure in the reactor headspace must be
lower than 60 Pa. Then hydrogen formation can occur via the
NADH:ferredoxin-oxidoreductase pathway, and it can be
lower than 30 kPa, so that hydrogen is released via the pyr-
uvate:ferredoxin-oxidoreductase pathway. Higher yields and/
or production rates according to the law of Le Chatelier should
also be favoured at lower dissolved hydrogen concentrations
[4,20–23].
Several researchers found hydrogen supersaturations in
the liquid of biogas and biohydrogen fermentations. The
degree of gas saturation was higher than expected from offgas
analytics: Pauss et al. [24] reported 35–70 times and Frigon and
Guiot [25] reported up to 13 times higher hydrogen concen-
trations in a methane reactor. Kraemer and Bagley [20] still
measured 11-fold H2 supersaturations in hydrogen dark
fermentations although nitrogen sparging was applied. Hence
it is essential to discriminate between dissolved hydrogen
concentrations and hydrogen partial pressures in the reactor
headspace and to point out that only the dissolved gas
concentrations are of importance for the microbial behaviour.
Different approaches have been tried in dark fermenta-
tions to reduce dissolved hydrogen concentrations, e.g.,
intensive stirring [26], stripping with inert or recycle gases
[4,27–30], headspace pressure reduction [22] and gas removal
via silicon hollow fibres in the reactor [31]. Although some of
those approaches showed significant increases in hydrogen
production, the most successful cases required considerable
energy or even gas input into the reactor and led to an increase
in production costs or a decrease in product concentrations.
None of those studies focussed directly on bubble forma-
tion in the liquid as a (or maybe the) crucial step in mass
transfer of gases out of the liquid. Pauss and Guiot [32] stated
that the only way to increase the mass transfer of hydrogen
out of supersaturated liquids is to increase the interphasic
specific area. Thus, gas supersaturations can be reduced by
nucleation (commonly known as bubble formation) at pre-
existing gas cavities or nucleation sites on surfaces. That
means if you have supersaturated solutions you can improve
bubbling with seeds in the liquid whereas there are several
possible mechanisms of nucleation [33]. Monoliths provide
very high specific surfaces with its uneven structure and thus
can be suitable for that purpose. Despite the fact that those
ceramic carriers have been originally used in catalytic reac-
tions only some reports on their application in bioprocesses
exist [34–36]. However, there is only one study using mono-
liths in anaerobic systems available [37]. No applications in
biohydrogen production have been reported.
Due to their properties monoliths should be ideal to opti-
mize hydrogen mass transfer by enhancing nucleation, even
without diluting the product or the necessity of an intensive
energy input, making them subject to our study on their effect
and potential application in a fermentative biohydrogen
process.
2. Materials and methods
2.1. Strain, medium and culture conditions
Clostridium butyricum CGS2, isolated from a high-rate anaer-
obic hydrogen-producing reactor as previously described [38]
and characterized by Lo et al. [39], was used for H2 production.
To provide a viable culture over a prolonged period cell
suspension was transferred monthly in sterile 100 mL argon
flushed serum vials containing fresh medium with the
following components (given in g/L): sucrose (15), (NH4)2SO4
(3), Na2HPO4 (5), KH2PO4 (1), NaCl (2), MgSO4$9H2O (0.1), agar
(2), Na2S (0.5), Resazurin (0.001). The transfer ratio was 1:25.
The preculture for the experiments was obtained by
transferring 1.2 mL of the culture into 30 mL of a modified
agar-free medium as described before, containing 17.81 g/L of
sucrose being equivalent to a COD of 20 g/L. Incubation
temperature was 37 �C for 48 h. For the inoculation of batch
and continuous experiments 30 mL of the preculture were
given into 270 mL of anaerobic production medium as
described by Wu et al. [11]. Sucrose concentration (as the sole
carbon source) varied in COD between 10 and 40 g/L in
continuous experiments and was set to COD-value of 20 g/L
for batch experiments. The fermentations were not pH
controlled.
2.2. Reactor setup
Two different reactors were used. For batch and continuous
experiments a column type reactor system as shown in Fig. 1
consisting of a glass column (22.5 cm� 4.5 cm) with
a maximum volume of 360 mL without any internals was
established. In continuous mode liquid left the reactor via an
overflow pipe which accounted for additional 130 mL of liquid
volume. The gas from the column and the overflow was
collected at the top of the reactor and went through a Ritter
TG01 gas meter (Bochum, Germany). The volumes were cali-
brated at 25 �C under normal atmospheric pressure.

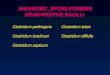
Fig. 1 – Scheme of the continuous monolith column reactor
(MCR). The total volume of the reactor including the volume
of the overflow varied between 460 and 490 mL, depending
on the number of monoliths applied to the column. For
batch experiments overflow and recycle connections were
closed and the initial liquid volume was set to 300 mL.
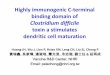
Fig. 2 – Top-view on a cylindrical monolith.
i n t e r n a t i o n a l j o u r n a l o f h y d r o g e n e n e r g y 3 3 ( 2 0 0 8 ) 6 5 4 9 – 6 5 5 7 6551
In continuous operation the feed entered the reactor in the
middle of the column, while liquid was recycled from the top
part of the column into the bottom part. Samples for optical
density (OD) measurement were taken out of the recycle loop
to prevent errors from cell sedimentation while samples for
HPLC were taken from the overflow outlet. In batch mode the
overflow, feed and recycle outlets were closed. At the top of
the reactor a pH probe (Mettler Toledo, Giessen, Germany) was
installed and connected to the Suntex pH-Controller PC3200
(Kunshan, Taiwan). Various numbers of cylindrical-shaped
monoliths kindly provided by Rauschert Kloster Veilsdorf
GmbH (Veilsdorf, Germany) made of highly porous cordierite
with a height of 35 mm and a diameter of 25 mm were put on
each other on a metal support at the bottom center of the
column. Each of them accounted for approximately 10 mL of
loss in liquid working volume. The capillary cells of the
monoliths were quadratic with a side length of 1.53 mm each
and walls of 0.26 mm thickness resulting in 200 cells per
square inch. A picture of the ceramic fitting is shown in Fig. 2.
Due to the different configurations we distinguish between
the standard column reactor (SCR) without monoliths and the
monolith column reactor (MCR). For comparable studies
a stirred batch reactor consisting of a standard 1 L bottle from
Schott (Mainz, Germany) was used. Adequate stirring was
accomplished with a magnetic stir bar at the bottom
(3.0 cm� 0.6 cm) rotating at 750 rpm. Both reactors were set
into a temperature controlled water bath.
2.3. Batch experiments
For column and stirred tank experiments the reactors
(including the monoliths if necessary) were autoclaved at
121 �C for 20 min. Two hundred seventy milliliters of sterile
production medium as described above was given into the
reactor. The initial pH value of the medium was adjusted to 7.1
using 2.55 mL of 5 N HCl. Thirty milliliters of inoculum were
given into the reactor followed by 5 min of argon flushing to
ensure anaerobic conditions in the reactor. After that the
reactor was put into a temperature controlled water bath at
37 �C. The initial batch reaction volume was 300 mL. Samples
of gas and liquid products were taken over the course of
fermentation.
2.4. Continuous experiments
Continuous studies were performed using the column reactor
only. The start-up was accomplished with an initial batch
phase as described before. After reaching a pH of 5.5 the
continuous feed was set to a dilution rate of 0.1 h�1 until
reaching steady-state conditions. After that the hydraulic
retention time (HRT) was set to 4 h, while varying the recycle
ratio (as defined by the ratio of the recycle flow rate divided by
the feed rate) between 3 and 10 and the sucrose concentra-
tions between 10 and 40 g COD/L. The pH of the feed was
adjusted to 9.3. Samples were taken under steady-state
conditions, meaning that gas production was nearly constant.
If not noted differently at least four samples in equilibrium
were taken until the next experiment was started.
2.5. Analytical methods
Gas composition (H2 and CO2) was measured with a gas
chromatograph (GC) equipped with a thermal conductivity
detector as described elsewhere [40]. Concentrations of
sucrose and organic acids in the filtered supernatant (0.2 mm)
of the fermentation broth were analyzed using HPLC (RID-10A,

ro
du
ctio
n [m
L]
150
200
250
300
350
i n t e r n a t i o n a l j o u r n a l o f h y d r o g e n e n e r g y 3 3 ( 2 0 0 8 ) 6 5 4 9 – 6 5 5 76552
Shimadzu, Tokyo, Japan). Detailed procedures and equipment
are reported in our recent work [39]. Optical density (OD) was
measured at 600 nm using a Hitachi U-2100 spectrophotom-
eter (Tokyo, Japan). Cell suspensions from steady-state
continuous cultures of a known OD and volume were centri-
fuged (3690 g, 10 min) and washed twice with tab water. The
pellet was dried at 105 �C for 48 h. The cell dry weight (CDW)
was calculated and resulted in 0.22 g/L per unit OD600.
H2 p
0
50
100 0 monoliths1 monolith2 monoliths3 monolithsstirred
Bio
mass co
ncen
tratio
n
[g
C
DW
/L
]
0,0
0,5
1,0
1,5
2,0 0 monoliths1 monolith2 monoliths3 monolithsstirred
Time [h]
10 15 20 25 30 35
Sp
ecific H
2 p
ro
du
ctio
n rate
[m
L/h
/g
C
DW
]
0
100
200
300
0 monoliths1 monolith2 monoliths3 monolithsstirred
Fig. 3 – Comparison of different column reactor designs
with various numbers of monoliths and a stirred reactor in
batch experiments regarding hydrogen production,
biomass concentration and specific hydrogen-production
rate. The initial pH of the culture was set to 7.1. The
temperature was controlled at 37 8C. The initial working
volume was 300 mL.
3. Results and discussion
3.1. The effect of monolith on batch H2 production
Fig. 3 compares the H2-production performance of column
batch experiments using various numbers of monoliths with
the stirred fermenter. Lag time varied between 12 and 18 h
until rapid gas production occurred, consisting only of H2 and
CO2. The control experiment without any monoliths or stir-
ring shows the lowest hydrogen-production rate and H2 yield.
Table 1 summarizes the production parameters estimated by
a modified Gompertz regression as described elsewhere [41].
While the stirred experiment still showed the highest
hydrogen-production rate and yield, the application of
monoliths in the column reactor increased the H2 yield about
50% from 0.55 to 0.82 mol per mol hexose consumed, whereas
the application of two and three monoliths gained similar
results. Sucrose conversion was incomplete, varying from 50.6
to 57.3%. Hence, the H2 yield from total sugar is slightly better
in the three-monolith experiment (0.46 mol per mol total
hexose) compared to the two-monolith experiment. Incom-
plete sucrose conversion seems to be due to a decreasing pH to
values around pH 5 and low contact between substrate and
cells or a substrate inhibition, since the medium composition
proved to be sufficient for total sugar conversion in various
studies before [6,11,39,42]. It is often reported that Clostridia
neither grow nor produce hydrogen at pH values around 5
[2,38,43,44].
Generally biomass concentrations were low. None of our
experiments showed the formation of granules, only sus-
pended cells were observed. The batch growth curves in Fig. 3
show the highest biomass concentrations during stirred and
non-stirred column fermentations whereas the monolith
experiments only reach lower values. Subsequently the
specific H2-production rates calculated from these numbers
show the highest value for the three-monolith experiment,
while the two-monolith experiment shows a comparable
range as the stirred reactor. Increasing the number of mono-
liths applied increased the specific hydrogen-production
rates. This indicates that the presence of monoliths improves
environmental conditions. Most likely the liquid concentra-
tions of hydrogen (and carbon dioxide) were lowered due to
the increased bubble formation. Thus enhancing the mass
transfer of the gaseous products out of the liquid lowers H2
inhibitions of the enzymatic hydrogen evolving steps in the
broth [23,26]. Although a better H2-production performance
was achieved in the stirred experiments, the monolith
experiments gained remarkable results without any addi-
tional energy input. That is why this configuration was chosen
for the continuous experiments. Given the fact that no stirring
or pH control was applied to the system the monolith exper-
iments led to noteworthy results in terms of specific
hydrogen-production rates [38,45].
3.2. Soluble metabolites in batch H2 fermentation
The final soluble metabolite concentrations of the performed
batch experiments are listed in Table 2. The supernatant only
contained lactate, formate, acetate, and butyrate. It can be
seen that butyrate was the main by-product followed by
formate and lactate in nearly equal amounts. Acetate turned

Table 1 – Patterns of H2 production in various batch reactors using 20 g COD/L
Monoliths vH2 max
[mL/L/h]x
H2
production [mL]YH2 [mol H2 per molhexose consumed]
Sucroseconversion [%]
Final pH
Column
reactor
0 140 173 0.55 52.0 4.99
1 195 217 0.70 50.6 4.93
2 230 278 0.82 53.4 5.06
3 210 280 0.81 56.8 4.94
Stirred tank 0 383 328 0.95 57.3 5.03
i n t e r n a t i o n a l j o u r n a l o f h y d r o g e n e n e r g y 3 3 ( 2 0 0 8 ) 6 5 4 9 – 6 5 5 7 6553
out to be the least produced metabolite. Whereas the
production of acetate or butyrate ideally lead to the formation
of 4 or 2 mol H2 per mol acid formed [46], respectively, other
metabolites as lactate and biomass as well consume hydrogen
or are unfavourable to H2 production when produced [46,47].
Thus, it is consistent that the experiments with the highest
hydrogen yields also show the highest butyrate production.
No clear trend can be seen in acetate production since its
concentration scatters around 0.82 g/L regardless of the
numbers of applied monoliths. It is also noted that for the
stirred reactor the acetate concentration was considerably
higher than for the unstirred ones.
Increased hydrogen yields can either be obtained by
a higher acetate and butyrate production or a smaller hydrogen
consumption through the production of less lactate. It could be
seen from our experiments that lactate concentrations also
gradually decreased up to 17% when more monoliths were
applied in the column. Similar observations were seen for
formate with an exception for the two-monolith batch.
Increased mass transfer by intensive stirring was found to
change the metabolic pattern of Clostridium batch fermenta-
tions elsewhere before [26]. Assuming that monoliths increase
bubble formation and decrease dissolved gas concentrations
in the liquid, our findings of lower lactate concentrations with
increasing number of monoliths applied can be interpreted as
the result of a lower tendency of C. butyricum CGS2 to regen-
erate NAD for glycolysis through electron transfer from NADH
on pyruvate. In addition, the lower dissolved hydrogen
concentrations shift the metabolism to a more butyrate-type
fermentation in batch experiments.
3.3. The effect of monoliths on continuous H2 production
Two separate sets of continuous hydrogen fermentations in
the standard column (SCR) and monolith column reactor
(MCR) were accomplished at different sucrose feed concen-
trations. Starting with a COD of 20 g/L the feed concentration
Table 2 – Final concentrations of soluble metabolites inbatch experiments
Monoliths Lactate[g/L]
Formate[g/L]
Acetate[g/L]
Butyrate[g/L]
Column
reactor
0 1.11 1.30 0.83 2.17
1 1.05 1.05 0.73 2.15
2 0.92 1.16 0.91 2.29
3 0.92 1.01 0.82 2.42
Stirred tank 0 0.93 1.03 1.02 2.45
was stepwise shifted to a COD of 40 g/L and then lowered to
10 g/L. Each shift was done after the previous experiment has
been measured under steady-state conditions. At a COD of
40 g/L the recycle ratio in the column was kept at 3 and 10 to
further investigate for mass transfer limitations. The
hydraulic retention time for all investigations was set to 5.5 h.
Table 3 summarizes the hydrogen-production character-
istics. The steady-state pH and optical density can be found in
Table 4. It turned out that the sugar conversion was incom-
plete in both investigated reactor configurations although the
pH value was ranging well above 5.5 in all experiments. The
sucrose conversion degree generally ranged between 43 and
99% and decreased with increasing substrate concentration.
Conversely pH rather increased with decreasing sucrose feed
concentration. Compared to the corresponding batch experi-
ments the hydrogen-production rates increased about 60 and
45% at a COD of 20 g/L without and with monoliths in the
continuous fermentations, respectively. Parallel the yields
increased about 29 and 13% which is due to the increased
levels of the pH in the continuous fermentations.
The maximum hydrogen-production rates reached
237 mL/L/h at a COD of 30 g/L for the SCR and 305 mL/L/h at
a COD of 20 g/L for the MCR. Generally the production rates for
hydrogen were in a narrow range for COD of 20–40 g/L, but
significantly above experiments with a COD of 10 g/L only.
Since the hydrogen yield and the sucrose conversion reach
maximum values at a COD of 20 g/L for both reactor configu-
rations, a substrate inhibition above a COD-value of 20 g/L is
seen to be the reason for the behaviour of C. butyricum CGS2.
Similar reports are available for the related strain CGS5 [38].
An insufficient contact between substrate and cells in the
column reactor cannot be the reason, since the increase in the
recycle ratio of reactor broth from 3 to 10 at a COD of 40 g/L
only showed a minor impact in the hydrogen-production
performance in the SCR.
Our investigations show that the MCR increased the
hydrogen-production performance compared to the SCR.
Hydrogen-production rates at optimum substrate concentra-
tion increased about 35% and the hydrogen yield about 30% to
0.92 mol hydrogen per mol of hexose consumed. Most inter-
estingly, as can be seen in Fig. 4, the specific hydrogen-
production rate at a COD of 20 g/L increased about 60% to
292 mL/h/g CDW which is a remarkable value for a non-stirred
and non-pH-controlled dark fermentation [45]. However, since
the optical density was rather low, the volumetric hydrogen-
production rate only increased from 225 mL/L/h to 305 mL/L/h.
The offgas only contained H2 and CO2 whereas the hydrogen
concentration varied between 48 and 58%, with similar
patterns in both reactor configurations. This implies that the

Table 3 – Hydrogen production in continuous dark fermentations under various sucrose influent concentrations anddifferent column reactor configurations
Reactor SucroseCOD [g/L]
Recycleratio
vH2
[mL/L/h]cH2 [%] Specific H2
production rateCDW [mL/h/g]
YH2 [mol H2 per molhexose consumed]
Sucroseconversion [%]
SCR 20 3 225� 7.2 52� 0.42 182� 4.0 0.71� 0.02 80� 0.46
30 3 237� 5.7 52� 0.27 206� 5.0 0.63� 0.02 58� 2.51
40 3 212� 6.8 52� 0.17 187� 4.1 0.62� 0.05 43� 2.16
10 3 61� 0.2 55� 0.98 63� 0.8 0.31� 0.01 99� 0.32
MCR 20 3 305� 8.6 52� 0.28 292� 25.7 0.92� 0.02 84� 0.96
30 3 300� 9.8 51� 0.48 278� 2.8 0.82� 0.02 61� 0.66
40 3 270� 7.5 51� 0.3 250� 10.2 0.65� 0.04 52� 2.91
10 3 88� 2.2 58� 1.2 121� 3.3 0.44� 0.02 90� 1.31
SCR 40 10 247� 6.8 48� 0.71 202� 3.4 0.64� 0.07 49� 5.00
MCRa 40 10 255� 7.8 52� 0.23 221� 6.1 0.59� 0.03 54� 1.25
a Deviation from two measurements.
i n t e r n a t i o n a l j o u r n a l o f h y d r o g e n e n e r g y 3 3 ( 2 0 0 8 ) 6 5 4 9 – 6 5 5 76554
ratio of produced H2 and CO2 was not affected, thus the slightly
higher pH values in the MCR fermentations were not due to
reactions between the CO2 and the bicarbonate buffer.
The enhanced specific hydrogen-production rate in the
MCR implies optimized fermentation conditions for C. butyr-
icum CGS2. We believe that the high specific surfaces of the
monoliths increased bubble formation in the liquid super-
saturated with hydrogen and thus decreased hydrogen
inhibitions.
3.4. Soluble metabolites in continuous H2 fermentation
Since the hydrogen-production characteristics in continuous
experiments differed from batch experiments it was likely to
detect changes in the concentrations of metabolic products. It
can be seen from Table 4 that the predominant soluble prod-
ucts were lactate followed by butyrate. While lactate
concentrations nearly quadrupled compared to batch experi-
ments at a COD of 20 g/L, butyrate concentrations only
increased about 24 and 52% with and without the use of
monoliths, respectively. Less formate was detected while the
concentration of acetate was in a comparable range as in
Table 4 – Soluble metabolites and growth parameters from conconcentrations and different column reactor configurations
Reactor SucroseCOD [g/L]
Recycleratio
Lactate[g/L]
Forma[g/L]
SCR 20 3 4.1� 0.09 0.7� 0
30 3 4.3� 0.20 0.7� 0
40 3 4.5� 0.24 0.6� 0.
10 3 3.4� 0.18 1.0� 0.
MCR 20 3 4.2� 0.13 0.4� 0.
30 3 4.7� 0.07 0.5� 0.
40 3 4.8� 0.19 0.4� 0.
10 3 5.2� 0.28 0.3� 0.
SCR 40 10 4.7� 0.30 0.6� 0
MCRa 40 10 5.1� 0.30 0.2� 0
a Deviation from two measurements.
batch experiments. The MCR showed higher acetate produc-
tion than the column reactor without monoliths. The strong
accumulation of organic acids is seen to be the major reason
for the low hydrogen yields.
Overall, more soluble metabolites were produced since
more sucrose was converted in the continuous runs than in the
batchwise reactions corresponding to the enhanced hydrogen-
production performance in the continuous system. This could
be due to the increased pH value in the reactor. Maybe the
higher pH also caused the shift to lactate production.
Each set of experiments with COD of 20–40 g/L shows
comparable metabolic profiles which also correlates to their
similar hydrogen-production profiles as reported in Section
3.3. Not only the runs with a COD of 10 g/L show much lower
concentrations of lactate and butyrate but also a much lower
gas production. In general, the continuous MCR shows higher
acetate and lactate concentrations while the concentrations
of formate were lower compared to the runs without mono-
liths. Since the lactate and butyrate levels are generally high it
is also possible that not a substrate but a product inhibition
caused by organic acids contributed for low conversions and
hydrogen production [4,48].
tinuous dark fermentations under various sucrose influent
te Acetate[g/L]
Butyrate[g/L]
Opticaldensity
pH
.03 0.7� 0.03 3.3� 0.12 5.6� 0.25 5.9� 0.02
.05 0.9� 0.04 3.5� 0.11 5.2� 0.21 5.9� 0.03
06 0.8� 0.07 3.1� 0.20 5.1� 0.20 5.8� 0.04
07 0.5� 0.05 1.8� 0.03 4.4� 0.09 6.3� 0.01
04 1.0� 0.05 3.3� 0.15 4.5� 0.19 6.1� 0.03
02 1.0� 0.07 3.4� 0.12 4.9� 0.10 6.1� 0.04
09 0.9� 0.03 3.4� 0.15 5.0� 0.23 6.1� 0.01
02 0.8� 0.03 2.9� 0.13 3.9� 0.17 6.7� 0.03
.07 1.0� 0.03 3.7� 0.19 5.6� 0.20 5.9� 0.01
.02 0.9� 0.05 3.1� 0.20 5.3� 0.14 6.0� 0.02

Fig. 4 – Specific production rates in continuous column
dark fermentations with and without the use of monoliths.
i n t e r n a t i o n a l j o u r n a l o f h y d r o g e n e n e r g y 3 3 ( 2 0 0 8 ) 6 5 4 9 – 6 5 5 7 6555
Although the batch monolith experiments showed
decreasing lactate concentrations with increasing numbers of
monoliths, in the continuous system no lactate decrease
could be detected. However, the application of monoliths still
increased the hydrogen production. Other possible reasons
therefore include favourable H2 production due to less
biomass growth, higher acetate and lower formate produc-
tion, and a better contact between cells and substrate. Further
investigations are necessary to understand those patterns.
3.5. Practical and future aspects for using monoliths indark H2 fermentation
Since we believe that the surface of the monoliths is impor-
tant for enhancing the nucleation of gaseous products in the
liquid, biofilm formation on the monoliths would limit this
effect. After 3 weeks of continuous fermentation we did not
observe any visible biofilms except only a staining of the
monoliths due to the presence of Na2S in the medium. This
finding has to be confirmed in future long-term studies. The
fact that we did not observe any biofilms also underlined that
our calculations of the specific hydrogen-production rates
based on the suspended cells was appropriate.
Although our batch studies using monoliths did not ach-
ieve a higher hydrogen-production performance than that of
the stirred reactor, we still believe that the application of
monoliths in dark fermentations can be of future impact since
no additional energy input in the reactor is necessary to gain
mass transfer enhancement. This and the fact of not diluting
the product gas are the major advantages of our system
compared to other methods used to increase hydrogen-
production yield like gas stripping or vacuum conditions
[4,20,22,27]. Since the stirred batch reactor showed the best
performance in this study, a combination of monoliths and
stirring might be a promising approach in the future. This
study was only preliminary and we expect big potential in
optimized reactor designs like stirred monolith reactors or
monoliths in the recycle loops of high-density column reac-
tors, which may lead to marked improvement in hydrogen
production.
4. Conclusions
This study was the first reported investigation of using
monoliths in dark hydrogen fermentation. Since those
ceramics have very high specific surfaces we wanted to see if
its tendency of enhancing bubble formation in supersaturated
liquids could be a benefit for bacterial hydrogen production in
a column reactor without the disadvantages of other mass
transfer enhancing strategies. C. butyricum CGS2 was chosen
for cultivation on sucrose and showed a mixed acid fermen-
tation pattern.
First we studied the effect of monoliths in batchwise
column reactions and compared them to a stirred fermenta-
tion. Although the stirred reaction showed slightly better
H2-producing performance, the application of monoliths
stepwise increased the hydrogen production in rate and yield
without any additional energy input. Also changes in the
metabolic pattern were observed when monoliths were
introduced. After that continuous column reactions with and
without monoliths were accomplished. This further enhanced
hydrogen production. Especially the specific hydrogen-
production rate was significantly enhanced through monolith
application. Using different sucrose feed concentrations it
turned out that the investigated strain is inhibited by sucrose
concentrations equivalent to a COD above 20 g/L.
Our study showed that monoliths are a novel promising
approach to enhance hydrogen production in dark fermenta-
tions without the drawbacks of energy or gas input and should
be further investigated in future studies of this context.
Acknowledgements
The authors appreciated the support of National Cheng Kung
University (Project No. A029), National Science Council of
Taiwan (Grant Nos. 96-2628-E-006-004-MY3, 96-2218-E-006-
295 and 95-2221-E-006-164-MY3) and the German Academic
Exchange Service (Grant No. 332 404 106). Also we like to thank
Mr. Yung-Chung Lo and Mrs. Yi-Chen Su for their assistance
with the experiments.
r e f e r e n c e s
[1] Hallenbeck PC, Benemann JR. Biological hydrogenproduction; fundamentals and limiting processes. Int JHydrogen Eng 2002;27(11–12):1185–93.
[2] Hawkes FR, Hussy I, Kyazze G, Dinsdale R, Hawkes DL.Continuous dark fermentative hydrogen production bymesophilic microflora: principles and progress. Int JHydrogen Eng 2007;32(2):172–84.
[3] Chen CC, Lin CY. Using sucrose as a substrate in ananaerobic hydrogen-producing reactor. Adv Environ Res2003;7(3):695–9.
[4] Kyazze G, Martinez-Perez N, Dinsdale R, et al. Influence ofsubstrate concentration on the stability and yield ofcontinuous biohydrogen production. Biotechnol Bioeng 2006;93(5):971–9.
[5] Zhang ZP, Show KY, Tay JH, Liang DT, Lee DJ, Jiang WJ. Rapidformation of hydrogen-producing granules in an anaerobic

i n t e r n a t i o n a l j o u r n a l o f h y d r o g e n e n e r g y 3 3 ( 2 0 0 8 ) 6 5 4 9 – 6 5 5 76556
continuous stirred tank reactor induced by acid incubation.Biotechnol Bioeng 2007;96(6):1040–50.
[6] Chang JS, Lee KS, Lin PJ. Biohydrogen production withfixed-bed bioreactors. Int J Hydrogen Eng 2002;27(11–12):1167–74.
[7] Wu SY, Lin CN, Chang JS, Chang JS. Biohydrogen productionwith anaerobic sludge immobilized by ethylene–vinyl acetatecopolymer. Int J Hydrogen Eng 2005;30:1375–81.
[8] Zhang ZP, Tay JH, Show KY, et al. Biohydrogen production ina granular activated carbon anaerobic fluidized bed reactor.Int J Hydrogen Eng 2007;32:185–91.
[9] Lee KS, Lin PJ, Chang JS. Temperature effects on biohydrogenproduction in a granular sludge bed induced by activatedcarbon carriers. Int J Hydrogen Eng 2006;31(4):465–72.
[10] Lee KS, Lo YC, Lin PJ, Chang JS. Improving biohydrogenproduction in a carrier-induced granular sludge bed byaltering physical configuration and agitation pattern of thebioreactor. Int J Hydrogen Eng 2006;31(12):1648–57.
[11] Wu SY, Hung CH, Lin CN, Chen HW, Lee AS, Chang JS.Fermentative hydrogen production and bacterial communitystructure in high-rate anaerobic bioreactors containingsilicone-immobilized and self-flocculated sludge. BiotechnolBioeng 2005;93(5):934–46.
[12] Lin CN, Wu SY, Chang JS. Fermentative hydrogen productionwith a draft tube fluidized bed reactor containing silicone-gel-immobilized anaerobic sludge. Int J Hydrogen Eng 2006;31(15):2200–10.
[13] Kleerebezem R, van Loosdrecht MC. Mixed culturebiotechnology for bioenergy production. Curr OpinBiotechnol 2007;18(3):207–12.
[14] Van Ginkel SW, Logan B. Increased biological hydrogenproduction with reduced organic loading. Water Res 2005;39(16):3819–26.
[15] Wu SY, Lin CN, Chang JS, Lee KS, Lin PJ. Microbial hydrogenproduction with immobilized sewage sludge. Biotechnol Prog2002;18(5):921–6.
[16] Das D, Veziroglu TN. Hydrogen production by biologicalprocesses: a survey of literature. Int J Hydrogen Eng 2001;26(1):13–28.
[17] Levin DB, Pitt L, Love M. Biohydrogen production: prospectsand limitations to practical application. Int J Hydrogen Eng2004;29(2):173–85.
[18] Jungermann K, Thauer RK, Leimenstoll G, Decker K. Functionof reduced pyridine nucleotide–ferredoxin oxidoreductasesin saccharolytic Clostridia. Biochim Biophys Acta 1973;305(2):268–80.
[19] Angenent LT, Karim K, Al-Dahhan MH, Domiguez-Espinosa R. Production of bioenergy and biochemicals fromindustrial and agricultural wastewater. Trends Biotechnol2004;22(9):477–85.
[20] Kraemer JT, Bagley DM. Supersaturation of dissolved H2 andCO2 during fermentative hydrogen production with N2
sparging. Biotechnol Lett 2006;28(18):1485–91.[21] Kraemer JT, Bagley DM. Improving the yield from
fermentative hydrogen production. Biotechnol Lett 2007;29(5):685–95.
[22] Mandal B, Nath K, Das D. Improvement of biohydrogenproduction under decreased partial pressure of H2 byEnterobacter cloacae. Biotechnol Lett 2006;28(11):831–5.
[23] Mizuno O, Dinsdale R, Hawkes FR, Hawkes DL, Noike T.Enhancement of hydrogen production from glucose bynitrogen gas sparging. Bioresour Technol 2000;73(1):59–65.
[24] Pauss A, Andre G, Perrier M, Guiot SR. Liquid-to-gas mass-transfer in anaerobic processes – inevitable transferlimitations of methane and hydrogen in the biomethanationprocess. Appl Environ Microbiol 1990;56(6):1636–44.
[25] Frigon JC, Guiot SR. Impact of liquid-to-gas hydrogen masstransfer on substrate conversion efficiency of an upflow
anaerobic sludge bed and filter reactor. Enz Microb Technol1995;17(12):1080–6.
[26] Lamed RJ, Lobos JH, Su TM. Effects of stirring and hydrogenon fermentation products of Clostridium thermocellum. ApplEnviron Microbiol 1988;54(5):1216–21.
[27] Kim DH, Han SK, Kim SH, Shin HS. Effect of gas sparging oncontinuous fermentative hydrogen production. Int JHydrogen Eng 2006;31(15):2158–69.
[28] Liu DW, Liu DP, Zeng RJ, Angelidaki I. Hydrogen andmethane production from household solid waste in thetwo-stage fermentation process. Water Res 2006;40(11):2230–6.
[29] Mizuno O, Ohara T, Shinya M, Noike T. Characteristics ofhydrogen production from bean curd manufacturing wasteby anaerobic microflora. Water Sci Technol 2000;42(3–4):345–50.
[30] Tanisho S, Kuromoto M, Kadokura N. Effect of CO2 removalon hydrogen production by fermentation. Int J Hydrogen Eng1998;23(7):559–63.
[31] Liang TM, Cheng SS, Wu KL. Behavioral study on hydrogenfermentation reactor installed with silicone rubbermembrane. Int J Hydrogen Eng 2002;27(11–12):1157–65.
[32] Pauss A, Guiot S. Hydrogen monitoring in anaerobic sludgebed reactors at various hydraulic regimes and loading rates.Water Environ Res 1993;65(3):276–80.
[33] Jones SF, Evans GM, Galvin KP. Bubble nucleation fromgas cavities – a review. Adv Coll Interface Sci 1999;80(1):27–50.
[34] Ebrahimi S, Kleerebezem R, Kreutzer MT, et al. Potentialapplication of monolith packed columns as bioreactors,control of biofilm formation. Biotechnol Bioeng 2006;93(2):238–45.
[35] Ebrahimi S, Picioreanu C, Xavier JB, et al. Biofilm growthpattern in honeycomb monolith packings: effect of shearrate and substrate transport limitations. Catalysis Today2005;105(3–4):448–54.
[36] Quan XC, Shi HC, Zhang YM, Wang JL, Qian Y.Biodegradation of 2,4-dichlorophenol in an air-lifthoneycomb-like ceramic reactor. Proc Biochem 2003;38(11):1545–51.
[37] Sun XR, Shan ZJ. Removal of di-n-butyl phthalate usingimmobilized microbial cells. Chin J Chem Eng 2007;15(2):167–71.
[38] Chen WM, Tseng ZJ, Lee KS, Chang JS. Fermentativehydrogen production with Clostridium butyricum CGS5isolated from anaerobic sewage sludge. Int J Hydrogen Eng2005;30(10):1063–70.
[39] Lo YC, Chen WM, Hung CH, Chen SD, Chang JS. Dark H2
fermentation from sucrose and xylose using H2-producingindigenous bacteria: feasibility and kinetic studies. WaterRes 2008;42(4–5):827–42.
[40] Lee KS, Wu JF, Lo YS, Lo YC, Lin PJ, Chang JS. Anaerobichydrogen production with an efficient carrier-inducedgranular sludge bed bioreactor. Biotechnol Bioeng 2004;87(5):648–57.
[41] Mu Y, Zheng XJ, Yu HQ, Zhu RF. Biological hydrogenproduction by anaerobic sludge at various temperatures. Int JHydrogen Eng 2006;31(6):780–5.
[42] Lee KS, Lo YS, Lo YC, Lin PJ, Chang JS. Operation strategies forbiohydrogen production with a high-rate anaerobic granularsludge bed bioreactor. Enz Microb Technol 2004;35(6–7):605–12.
[43] Lay JJ, Tsai CJ, Huang CC, et al. Influences of pH andhydraulic retention time on anaerobes converting beerprocessing wastes into hydrogen. Water Sci Technol2005;52(1–2):123–9.
[44] Ferchichi M, Crabbe E, Hintz W, Gil GH, Almadidy A.Influence of culture parameters on biological hydrogen

i n t e r n a t i o n a l j o u r n a l o f h y d r o g e n e n e r g y 3 3 ( 2 0 0 8 ) 6 5 4 9 – 6 5 5 7 6557
production by Clostridium saccharoperbutylacetonicum ATCC27021. World J Microbiol Biotechnol 2005;21(6–7):855–62.
[45] Bartacek J, Zabranska J, Lens PNL. Developments andconstraints in fermentative hydrogen production. Biofpr2007;1(3):201–14.
[46] Hallenbeck PC. Fundamentals of the fermentativeproduction of hydrogen. Water Sci Technol 2005;52(1–2):21–9.
[47] Li CL, Fang HHP. Fermentative hydrogen production fromwastewater and solid wastes by mixed cultures. Crit RevEnviron Sci Technol 2007;37(1):1–39.
[48] van Andel JG, Zoutberg GR, Crabbendam PM, Breure AM.Glucose fermentation by Clostridium butyricum grown underself generated gas atmosphere in chemostat culture. ApplMicrobiol Biotechnol 1985;23(1):21–6.