Embed Size (px)
Citation preview

2003 Progress Report
Environment, Health,andSafety

1 To Our StakeholdersA Message from the Chairman and Chief Executive Officer
2 About This ReportFor More Information
3 Executive Summary2002 Highlights
4 Company ProfileXerox at a Glance
5 Policy, Goals, and Strategy Integrating Environmental, Health, and Safety Considerationsinto Xerox Business
10 Waste-Free ProductsSustainable Design
18 Translating Policy Into PracticeWaste-Free Product Showcase
20 Accessible Products Designing for Universal Use
21 Waste-Free FacilitiesAn Ongoing Commitment
27 Environmental RemediationCompliance Penalties
28 Employee Well-BeingHealth and Safety at Xerox
32 Employee and Community InvolvementPartnerships for Progress
Contents
Corporate Environmental, Health, and Safety Policy
• Protection of the environment and the health and safety of Xerox employees, customers, and neighborsfrom unacceptable risks takes priority over economic considerations and will not be compromised.
• Xerox operations must be conducted in a manner that safeguards health, protects the environment,conserves valuable materials and resources, and minimizes risk of asset losses.
• Xerox is committed to designing, manufacturing, distributing, and marketing products and processes to optimize resource utilization and minimize environmental impact.
• All Xerox operations and products are, at a minimum, in full compliance with applicable governmentalrequirements and Xerox standards.
• Xerox is dedicated to continuous improvement of its performance in environment, health, and safety.
Xerox Corporation is committed to the protection of the environment and the health and safetyof its employees, customers, and neighbors. This commitment is applied worldwide. The followingprinciples shall govern all business practices in the design, manufacture, procurement, marketing,distribution, maintenance, reuse/recycling, and disposal of products and related services:

1
For more than 40 years, Xerox has adhered to a set of core values that include succeedingthrough satisfied customers, valuing our employees, and behaving responsibly as a corporate citizen. These beliefs infuse everything we do at Xerox — including our firmcommitment to protecting the environment and the health and safety of our employees.Embodied in our environmental, health, and safety policy is a central principle that ourcompany will not take unacceptable risks with the environment or people’s health andsafety in pursuit of economic gain. This policy is put into practice by the talented andenergetic people of Xerox. Employees across the company invest their time and energytoward the success of programs such as Zero Injury, Emergency Preparedness, andWaste-Free. Their involvement reflects the shared responsibility we practice each day inupholding our corporate values.
Protecting Xerox employees from harm in the workplace is among my highest priorities.Our Zero Injury program, designed to prevent workplace injuries and illnesses, has yielded good results. Accident and illness rates have dropped by 50 percent since theprogram’s inception in 1997. I will not be satisfied until we reach benchmark levels ofemployee protection. Like other companies, our focus on emergency preparedness hasbeen heightened since September 11, 2001. While more work is yet to be done, thecomprehensive deployment of our emergency response standard has made us better prepared than ever to deal with incidents that could potentially harm our employees orthe surrounding communities.
Xerox’s environmental programs illustrate that good values and good business are notonly possible but synergistic. Our goal — simply stated — is to make Waste-FreeProducts in Waste-Free Factories to help our customers attain Waste-Free Workplaces. In 2002 alone, our pioneering efforts in remanufacturing and parts reuse diverted 161 million pounds of waste from landfills and saved our company several hundred million dollars. You’ll find many similar success stories throughout this report.
There is only one constant in today’s business world — and it is change. Regulatoryschemes are more complicated. Customer expectations have grown. Pressing environmental problems of the 21st century, such as global climate change and rapiddeforestation, pose a sense of urgency. In response, our company has committed to twonew initiatives in 2003. First, we have made formal a continuing commitment to reduceour energy consumption and associated greenhouse gas emissions across the company.Second, we have deployed a stringent set of requirements to companies that supplypaper to Xerox for resale. These requirements will ensure that Xerox paper is sourcedfrom sustainably managed forests. Additionally, we are investing in technology to reducethe environmental impact of our products. We are also designing products and solutionsthat are usable by a greater base of potential customers, including those with disabilities.
I believe passionately that good citizenship is good business. It’s good for our communities, good for our people . . . and, ultimately, good for Xerox. It means protecting our employees, our communities, and the environment from harm, and itmeans striving toward a sustainable world. I pledge that Xerox will continue to worktoward these goals — it is part of our heritage and our future.
To Our Stakeholders
A Message from the Chairman and Chief Executive Officer
“I believe passionately that good citizenship is good business. It’s good for our communities, good for ourpeople . . . and, ultimately, good for Xerox.”
Sincerely,
Anne M. Mulcahy
Chairman and Chief Executive Officer
2
About This Report
Xerox’s 2003 Environment, Health, and Safety Progress Report is the ninth in a series of annual reports documenting our progress toward goals for protecting the environment and safeguarding the health and safety of Xerox employees,customers, and neighbors.
This report reviews worldwide performance during the 2002 calendar year. Italso includes some discussion of 2003 goals and activities. Safety performancedata cover Xerox operations and subsidiaries during the 2002 time period.Environmental results show full-year performance of Xerox manufacturing,research and development, and equipment recovery/recycle operations.
Xerox changed the scope of its manufacturing operations significantly in 2001,outsourcing most office equipment production to Flextronics International, a global electronics manufacturing services company. Starting in 2002, Xerox performance data — with the exception of solid waste data — do not includeresults for these transferred operations.
This report supports our continued efforts to maintain an open dialogue with audiences interested in Xerox’s environmental, health, and safety initiatives,including employees, customers, investors, government agencies, non-governmentalorganizations, and the media. Each year, Xerox strives to enhance the value of this report, incorporating international reporting best practices and feedback fromreaders. Please send your comments and suggestions to:
Xerox North America Environment, Health, and SafetyXerox Corporation 800 Phillips Road, Bldg. 205-99FWebster, New York 14580 U.S.A.Telephone: (800) 828-6571TTY: (866) 375-4134E-mail: [email protected]
Xerox Europe Environment, Health, and SafetyBessemer RoadWelwyn Garden CityHertfordshire AL7 1HEEnglandTelephone: 44 1707 353434E-mail: [email protected]
For More Information
The following environmental, health, and safety materials are available from the Xerox contacts listed atright or the Internet: www.xerox.com/environment.
Xerox Environment, Health, and Safety Progress Reports, 2000-2003
Material Safety Data Sheets
Product Safety Data Sheets
Business Guide to Waste Reduction and Recycling
Brochures:• Because We Can’t Remanufacture the Earth
• Environment, Health, and Safety: A Record of Progress
• Facts About the Safety of Xerox Products
• Facts About Ozone
• Protecting our Planet is a Group Project: Join In
The 2002 Xerox annual report and information aboutcorporate commitments to social responsibility anddiversity are available from www.xerox.com.

3
Goal: Waste-Free Products• Prevented 161 million pounds of material from entering landfills through the
reuse and recycling of Xerox equipment and supplies.
• Enabled energy savings of 51 million therms (1.5 million megawatt hours)through the reuse of parts and the sale of ENERGY STAR® products.
• One hundred percent of eligible new Xerox products met the stringent requirements of the international ENERGY STAR and Canada’s EnvironmentalChoice EcoLogo. Fifty percent complied with Germany’s Blue Angel.
• One hundred percent of new products offered two-sided (duplex) capability,promoting efficient use of paper.
Goal: Safe and Accessible Products• Designed the Xerox Copier Assistant software as an alternative to the
touchscreen interface, making it easier for customers with disabilities to operate Xerox products.
• Designed all new products to include requirements consistent with the U.S.Government’s Section 508 accessibility standards for people with disabilities.
Goal: Waste-Free Facilities• Beneficially managed 97 percent of hazardous waste through treatment,
recycling, or energy recovery through fuels blending.
• Recycled 92 percent of non-hazardous solid waste generated in all Xerox facilities. Xerox’s worldwide equipment recovery and recycle operationsachieved a 96 percent recycle rate.
• Maintained ISO 14001 certification for global manufacturing sites.
Goal: Safe Workplace and Healthy Workforce• Maintained injury levels well below industry averages. Further improved our
safety record with a 7 percent reduction in the rate of Total RecordableIncidents and a 2 percent decline in the Day Away from Work case rate.
• Continued the global deployment of our emergency preparedness standard,verifying that all operations have documented emergency response plans in place.
Xerox demonstrated continued progress toward key environmental, health, and safety goals in 2002, improvingthe performance of our products and facilities for the benefit of our customers, employees, and neighbors.
Ener
gy S
avin
gs (M
illio
ns o
f The
rms)
50
40
30
20
10
091 98 99 00 01 02
8
32
4044
49 51
//
1000
800
600
400
200
0
Avoi
ded
CO2
Emis
sion
s (T
hous
ands
of T
ons)
46
294
426544
632698
Energy Saved in Use (ENERGY STAR)Energy Saved in Manufacture (Parts Reuse)
10
22
18
22
27
17 1614
33 37
Avoided CO2 Emissions
2002 Hazardous Waste Management
3% Disposed
75%Treated On-Site
10%Fuels Blended
4%Recycled Off-Site
3% Treated Off-Site
5%Recycled On-Site
Workplace Injury Rates
Per 1
00 E
mpl
oyee
s 3
2
1
096 98 99 00 01 02
Total Recordable IncidentsDay Away From Work Cases
2.401.85
1.561.05 .81 .69 .57
1.28
.62
1.3 1.19
.56
//
Product Energy Savings
Executive Summary 2002 Highlights
Xerox Copier Assistant
Company Profile Xerox at a Glance
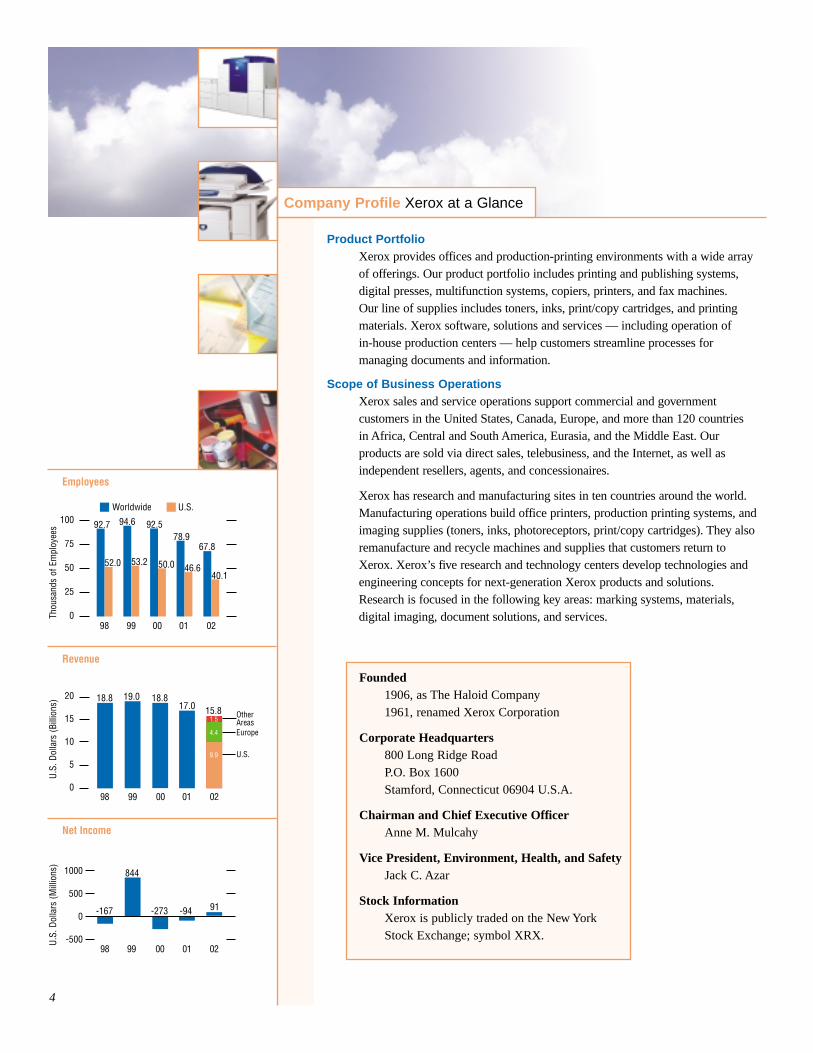
Product PortfolioXerox provides offices and production-printing environments with a wide arrayof offerings. Our product portfolio includes printing and publishing systems,digital presses, multifunction systems, copiers, printers, and fax machines. Our line of supplies includes toners, inks, print/copy cartridges, and printingmaterials. Xerox software, solutions and services — including operation of in-house production centers — help customers streamline processes for managing documents and information.
Scope of Business OperationsXerox sales and service operations support commercial and government customers in the United States, Canada, Europe, and more than 120 countries in Africa, Central and South America, Eurasia, and the Middle East. Our products are sold via direct sales, telebusiness, and the Internet, as well as independent resellers, agents, and concessionaires.
Xerox has research and manufacturing sites in ten countries around the world.Manufacturing operations build office printers, production printing systems, andimaging supplies (toners, inks, photoreceptors, print/copy cartridges). They also remanufacture and recycle machines and supplies that customers return to Xerox. Xerox’s five research and technology centers develop technologies andengineering concepts for next-generation Xerox products and solutions. Research is focused in the following key areas: marking systems, materials,digital imaging, document solutions, and services.
4
Employees
98 99 00 01 02
18.8 19.0 18.817.0
Revenue
U.S.
Dol
lars
(Bill
ions
)
15.8
Net Income
U.S.
Dol
lars
(Mill
ions
)Th
ousa
nds
of E
mpl
oyee
s
100
75
50
25
098 99 00 01 02
Worldwide U.S.
92.7 94.6 92.578.9
52.0 53.2 50.0 46.6
67.8
40.1
20
15
10
5
0
98 99 00 01 02
-167
844
-273 -94 91
1000
500
0
-500
OtherAreasEurope
U.S.
1.5
4.4
9.9
Founded1906, as The Haloid Company1961, renamed Xerox Corporation
Corporate Headquarters800 Long Ridge RoadP.O. Box 1600Stamford, Connecticut 06904 U.S.A.
Chairman and Chief Executive OfficerAnne M. Mulcahy
Vice President, Environment, Health, and SafetyJack C. Azar
Stock InformationXerox is publicly traded on the New York Stock Exchange; symbol XRX.

More Than a Decade of Progress
Vision and GoalsThe value of responsible corporate citizenship has been firmly embedded inXerox culture since the company’s inception. We consider protection of the environment and the health and safety of our people to be fundamental components of our commitment to good corporate citizenship.
Xerox’s environmental, health, and safety policy, established in 1991, provides a solid foundation for the development of goals applicable to our global operations. Today, Xerox’s strategic environmental, health, and safety goals areorganized into five categories: Safe Workplace and Healthy Workforce,Waste-Free Facilities, Safe Products, Accessible Products, and Waste-FreeProducts. While there is still work to be done, we have made significantadvances toward these goals, as shown below.
Provide Value to Customers
Safe Products
AccessibleProducts
Waste-FreeProducts
Vision Goals Performance
Provide Value to Employees and Society
Safe Workplace& HealthyWorkforce
Waste-FreeFacilities
Results of the Zero Injury program, initiated in 1997:• 50% reduction in Total Recordable Injury rate.• 47% reduction in Day Away From Work case rate.
92% reduction in air emissions from facilities that manufacture Xerox supplies (our most chemicallyintensive operations) since 1991.
Improvement in non-hazardous solid waste recycling rate from 56% to 92% since 1991.
94% or more of hazardous waste managed beneficially since 1999 through treatment, recycling,or fuels blending.
19% reduction in water use since 1999.
18% decrease in energy consumption since 1999.
ıEnergy consumption of the Xerox CopyCentre C32 Color digital copier compared to the Xerox 5034, introduced in 1990. Customer use patterns affect energy consumption.
Design requirements for materials safety, mechanical and electrical safety, and ergonomics are integratedinto the Xerox product development process. No product is launched until these criteria are satisfied.
Products are designed to be usable by a wide range of customers, including those with disabilities.Starting in 2002, all product designs included requirements consistent with the U.S. Government’sSection 508 accessibility standards. Xerox Copier Assistant software, introduced in 2003, makes it easier for people with disabilities to use the copy function of Xerox office products.
Nearly 1.4 billion pounds of waste diverted from landfills since 1991 through equipment end-of-life strategies.
Up to 80% reduction in product energy consumption since 1990.ı
Product features such as duplex copying/printing help customers make efficient use of paper. 100% of products introduced in 2002 offered duplex capability.
Xerox has achieved its goal of minimizing product emissions of ozone and dust. Today’s emission levels are well below the strictest regulatory limits.
Policy, Goals, and Strategy Integrating Environmental, Health, and Safety Considerationsinto Xerox Business
5
6
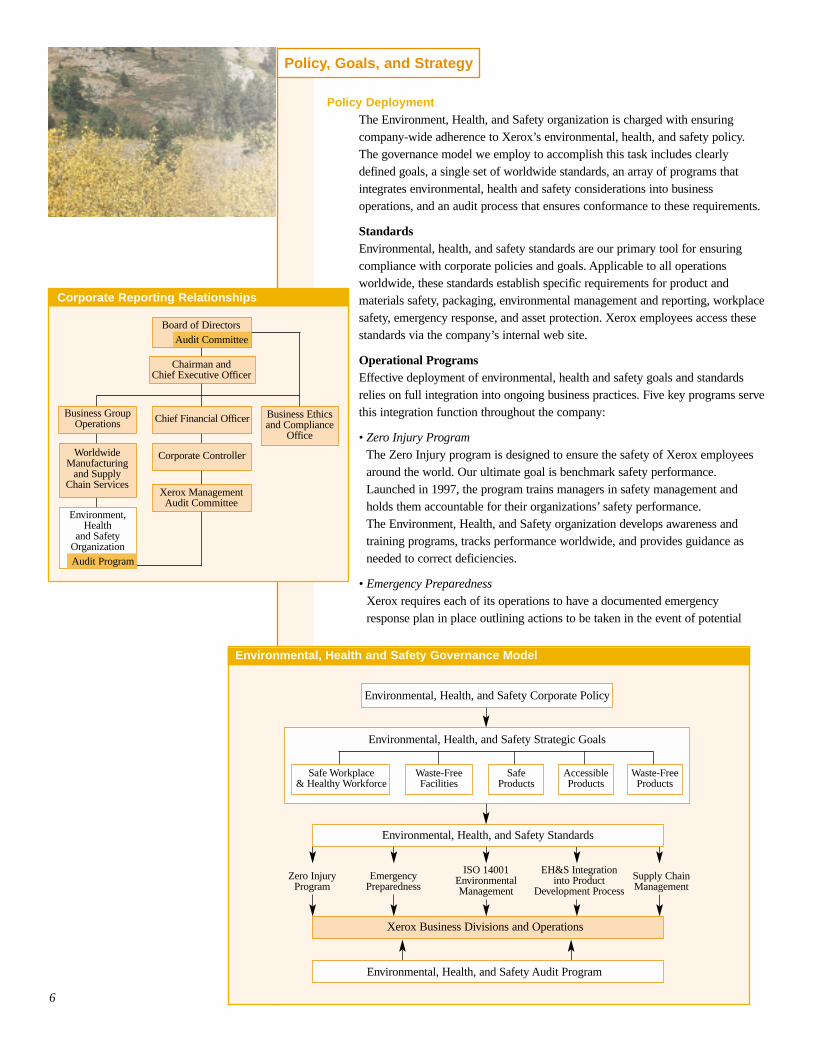
Corporate Reporting Relationships
Xerox ManagementAudit Committee
Chairman and Chief Executive Officer
Business Group Operations
WorldwideManufacturing
and SupplyChain Services
Policy, Goals, and Strategy
Policy DeploymentThe Environment, Health, and Safety organization is charged with ensuring company-wide adherence to Xerox’s environmental, health, and safety policy.The governance model we employ to accomplish this task includes clearlydefined goals, a single set of worldwide standards, an array of programs that integrates environmental, health and safety considerations into business operations, and an audit process that ensures conformance to these requirements.
StandardsEnvironmental, health, and safety standards are our primary tool for ensuring compliance with corporate policies and goals. Applicable to all operations worldwide, these standards establish specific requirements for product and materials safety, packaging, environmental management and reporting, workplacesafety, emergency response, and asset protection. Xerox employees access thesestandards via the company’s internal web site.
Operational ProgramsEffective deployment of environmental, health and safety goals and standardsrelies on full integration into ongoing business practices. Five key programs servethis integration function throughout the company:
• Zero Injury ProgramThe Zero Injury program is designed to ensure the safety of Xerox employeesaround the world. Our ultimate goal is benchmark safety performance.Launched in 1997, the program trains managers in safety management andholds them accountable for their organizations’ safety performance. The Environment, Health, and Safety organization develops awareness andtraining programs, tracks performance worldwide, and provides guidance asneeded to correct deficiencies.
• Emergency PreparednessXerox requires each of its operations to have a documented emergencyresponse plan in place outlining actions to be taken in the event of potential
Environmental, Health and Safety Governance Model
Environmental, Health, and Safety Strategic Goals
Xerox Business Divisions and Operations
Zero Injury Program
ISO 14001 EnvironmentalManagement
EH&S Integration into Product
Development Process
Supply ChainManagement
Safe Workplace & Healthy Workforce
Waste-FreeFacilities
SafeProducts
AccessibleProducts
Waste-FreeProducts
Environmental, Health, and Safety Corporate Policy
Environmental, Health, and Safety Audit Program
EmergencyPreparedness
Environmental, Health, and Safety Standards
Chief Financial Officer
Corporate Controller
Business Ethicsand Compliance
Office
Environment,Health
and SafetyOrganizationAudit Program
Board of DirectorsAudit Committee

7
emergencies. Training programs ensure that employees are aware of the plansand understand evacuation procedures and rescue and response methods.Routinely scheduled management reviews, drills, and corporate audits ensurethat plans comply with Xerox standards and regulations.
• ISO 14001 Environmental Management SystemAll company manufacturing operations employ ISO 14001-conforming environmental management systems to ensure compliance with regulations andXerox standards, identify environmental impacts, and set reduction targets. Allof our major manufacturing operations have been certified to ISO 14001 since1997. In 2002, we completed the certification of all manufacturing operations.
• Product Development ProcessXerox integrates environmental, health, safety, and accessibility criteria into theearliest stages of Xerox product design and development. Products’ adherenceto safety standards, ecolabel criteria, accessibility requirements, and end-of-lifestrategies is reviewed at each major phase of the development process. Failureto meet these requirements can delay product launches.
• Supply Chain Environmental, Health, and Safety ManagementSince 1998, Xerox has asked its materials and components suppliers to meet specific environmental, health, and safety requirements. The requirements,updated in 2003, are part of our supplier assessment program and form the basisfor competitive assessments. Xerox’s primary contract manufacturer for officeproducts, Flextronics International, must also comply with strict standards forproduct safety. Any modifications to Flextronics’ product manufacturing process,including parts substitutions with a potential health or safety impact, must beapproved prior to implementation.
Xerox also carefully manages suppliers that provide recycling and waste disposal services. Xerox uses a well-established audit process to ensure thatthese vendors’ practices are safe, environmentally sound, and compliant with all regulations. Xerox requires these companies to document the final disposition of material, including electronic scrap, sent to their facilities.
Audit ProgramA well-established audit program measures our success in implementing environmental, health, and safety goals and targets. Research, manufacturing, andservice operations undergo audits at least once every three years. Xerox audit teams evaluate operations against Xerox standards, regulations, and industry guidelines to identify environmental, health, and safety risks and potential areas of non-compliance. Local managers, with the assistance of audit teams, developaction plans to correct deficiencies. Situations that pose a significant risk of environmental damage, injury to employees, or regulatory non-compliance receivespecial attention from senior management and are tracked for resolution. Theaudit program has proven to be an important mechanism for identifying and correcting performance gaps. At the same time, it offers a valuable opportunity toshare best practices among facilities.
Business Ethics and ComplianceIt is vital to create a corporate culture that supports managers and employees when the inevitable day-to-day conflicts with competing business objectives arise.Xerox’s code of conduct and related employee training, being deployed by theXerox Business Ethics and Compliance Office in 2003, give employees detailedguidance on maintaining this commitment in daily operations. The company CEO builds employees’ awareness of their responsibility to our corporate environmental, health and safety commitment through an annual ethics letter. Each employee must confirm his/her understanding of this commitment through a formal acknowledgment process.
Environmental Plank of Xerox’sEthics Policy
Xerox is committed to protecting the environment and the health and safety of its employees, customers, and the communities where it does business. Xerox will operate in a manner that conserves natural resources and will comply with all laws regulating these matters.
Environmental, Health, and SafetyRequirements for Xerox Materials andComponents Suppliers
• Comply with applicable government environmental, health and safety regulations.
• No ozone-depleting substances in manufacturing or processing ofparts/materials supplied to Xerox.
• No toxic heavy metals — includingcadmium, mercury, hexavalent chromium, and lead — in packaging.
• No polybrominated biphenyls or polybrominated diphenyl ethers inparts/materials supplied to Xerox.
• By January 1, 2005, eliminate cadmium, mercury, hexavalent chromium, and lead from parts/materials supplied to Xerox.
• Mark plastic parts with recycling codes,as defined by ISO standards.
Environmental, health,and safety goals are fullyintegrated into Xeroxoperations.
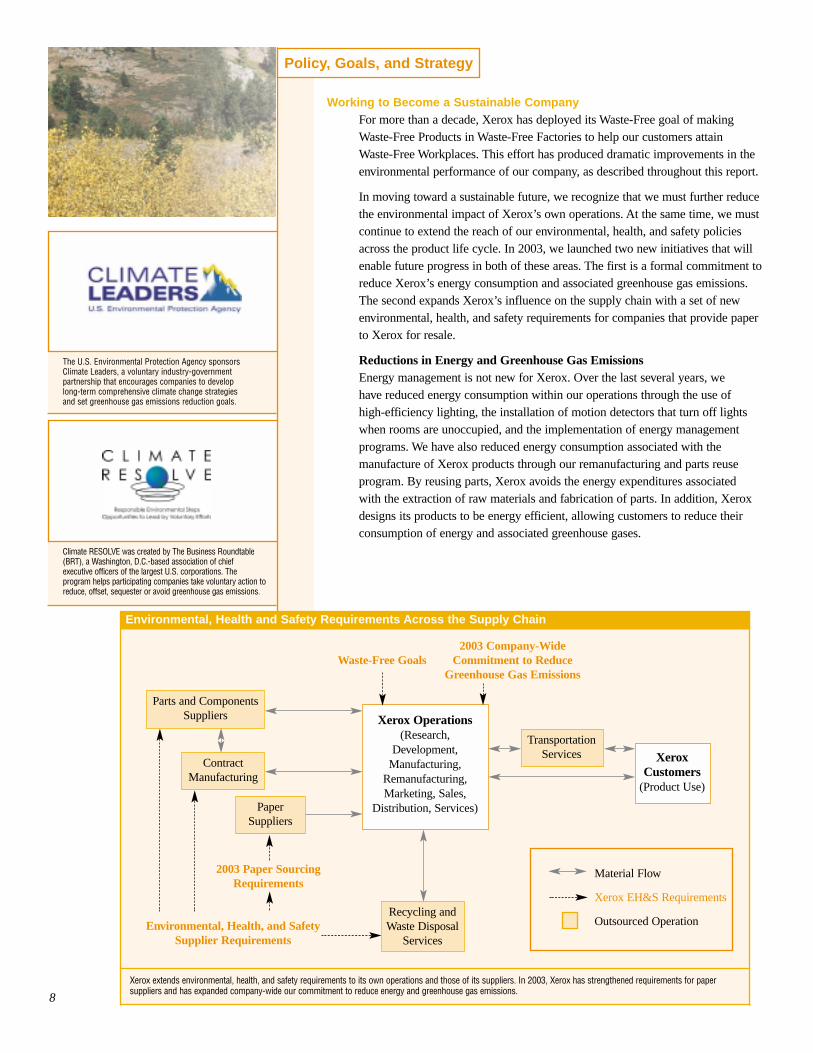
Working to Become a Sustainable CompanyFor more than a decade, Xerox has deployed its Waste-Free goal of makingWaste-Free Products in Waste-Free Factories to help our customers attain Waste-Free Workplaces. This effort has produced dramatic improvements in theenvironmental performance of our company, as described throughout this report.
In moving toward a sustainable future, we recognize that we must further reducethe environmental impact of Xerox’s own operations. At the same time, we mustcontinue to extend the reach of our environmental, health, and safety policiesacross the product life cycle. In 2003, we launched two new initiatives that willenable future progress in both of these areas. The first is a formal commitment toreduce Xerox’s energy consumption and associated greenhouse gas emissions.The second expands Xerox’s influence on the supply chain with a set of newenvironmental, health, and safety requirements for companies that provide paperto Xerox for resale.
Reductions in Energy and Greenhouse Gas EmissionsEnergy management is not new for Xerox. Over the last several years, we have reduced energy consumption within our operations through the use of high-efficiency lighting, the installation of motion detectors that turn off lightswhen rooms are unoccupied, and the implementation of energy management programs. We have also reduced energy consumption associated with the manufacture of Xerox products through our remanufacturing and parts reuse program. By reusing parts, Xerox avoids the energy expenditures associated with the extraction of raw materials and fabrication of parts. In addition, Xeroxdesigns its products to be energy efficient, allowing customers to reduce theirconsumption of energy and associated greenhouse gases.
Environmental, Health and Safety Requirements Across the Supply Chain
8
Parts and ComponentsSuppliers
ContractManufacturing
PaperSuppliers
TransportationServices
Recycling andWaste Disposal
Services
XeroxCustomers
(Product Use)
Xerox Operations(Research,
Development,Manufacturing,
Remanufacturing,Marketing, Sales,
Distribution, Services)
2003 Company-Wide Commitment to Reduce
Greenhouse Gas Emissions
Environmental, Health, and Safety Supplier Requirements
2003 Paper Sourcing Requirements
Material Flow
Xerox EH&S Requirements
Outsourced Operation
Policy, Goals, and Strategy
Waste-Free Goals
Xerox extends environmental, health, and safety requirements to its own operations and those of its suppliers. In 2003, Xerox has strengthened requirements for papersuppliers and has expanded company-wide our commitment to reduce energy and greenhouse gas emissions.
The U.S. Environmental Protection Agency sponsorsClimate Leaders, a voluntary industry-government partnership that encourages companies to develop long-term comprehensive climate change strategies and set greenhouse gas emissions reduction goals.
Climate RESOLVE was created by The Business Roundtable(BRT), a Washington, D.C.-based association of chief executive officers of the largest U.S. corporations. The program helps participating companies take voluntary action toreduce, offset, sequester or avoid greenhouse gas emissions.
In 2003, the Xerox Foundation has extended financial support to NatureServe, a nonprofit organization that isdeveloping tools to help forest managers identify plant and animal species and ecological communities requiring protection.
In 2003, Xerox strengthened its commitment to reducing energy consumptionand associated greenhouse gas emissions across all operations. We are nowdeveloping a company-wide methodology for measuring greenhouse gas emissions and establishing a baseline inventory. In 2004, Xerox will set corporatetargets for reducing greenhouse gas emissions through 2012.
Xerox recently joined the U.S. Environmental Protection Agency’s ClimateLeaders and The Business Roundtable’s Climate RESOLVE. Both programs are voluntary initiatives to help companies develop long-term climate change strategies.
Paper SourcingAs one of the largest brands of cut-sheet paper in the world, Xerox recognizes its obligation to ensure the responsible management of forests that provide raw materials for the production of paper. To this end, Xerox adopted in 2000 an environmental position on sourcing paper. The position states that our goal is to source paper from companies committed to sound environmental, health,and safety practices and sustainable forest management.
In support of our position, we have issued in 2003 a set of stringent requirementsfor companies who provide paper to Xerox for resale. The requirements, whichcover all aspects of papermaking, from forest management to production of finished goods, will be included in our existing supplier qualification process. AllXerox paper suppliers worldwide must meet these new requirements to continuedoing business with Xerox and must submit detailed documentation, on an annual basis, verifying conformance.
Key elements of the requirements include:
• Commitment to compliance with all applicable environmental, health, and safety regulatory requirements, including forestry codes of practice and regulations governing legal harvesting of wood.
• An effective mill environmental management system and objectives for continual improvement in environmental performance above and beyond regulatory compliance.
• An effective procurement process that:
• Ensures the exclusion of illegally harvested wood raw materials.
• Ensures the exclusion of wood raw materials derived from forest areas of significant ecological or cultural importance unless certified to a Xerox-accepted sustainable forest management standard.
• Encourages all suppliers of wood raw materials to practice sustainable forest management.
• Strict limits on the use of hazardous materials, including exclusion of elementalchlorine, in the processing and content of Xerox papers.
We recognize that one of the most significant challenges paper companies will face in meeting Xerox’s requirements will be to demonstrate that they are safeguarding forest areas of significant ecological or cultural importance. Xerox fully supports multi-stakeholder efforts to develop information sourcesand tools that will help suppliers identify these areas on their own forestlands and in their procurement of wood raw materials from third parties. Xerox expects its suppliers to take full advantage of these resources as part of their sustainable forestry efforts.
Xerox Position on Paper Sourcing
Xerox Corporation sources its paper from companies committed to sound environmental, health, and safety practicesand sustainable forest management intheir own operations and those of theirsuppliers. Our intent is to protect thehealth and integrity of forest ecosystems,conserve biological diversity and soil andwater resources, safeguard forest areas of significant ecological or cultural importance, and ensure sustainable yield. Companies must be committed to compliance with all applicable environmental, health, and safety regulatory requirements in the countrieswhere they operate.
Xerox is working toward a sustainable future byreducing the environmentalimpacts of its own operations and those of its suppliers.
9
10
Waste-Free Products Sustainable Design
Xerox’s commitment to becoming a Waste-Free company spans more than adecade. An ambitious set of Waste-Free goals and supporting programs havehelped us put this commitment into practice. As a result, each new generationof Xerox products offers increasing functionality while conserving energy and materials and requiring fewer hazardous substances throughout the product life cycle.
Xerox continued to make good progress toward our Waste-Free Product goals in 2002:
• Xerox equipment remanufacture and supplies reuse/recycle programs diverted161 million pounds of material from landfills.
• Energy-efficient product features enabled energy savings of 37 million therms (1.1 million megawatt hours). Parts reuse saved an additional 14 million therms(400,000 megawatt hours) of energy.
• All newly introduced products achieved Xerox’s strict standards for minimaluse of hazardous materials and emissions of noise, ozone, and dust.
The efforts of Xerox engineering teams to incorporate increasingly challengingtargets for energy efficiency, reuse/recycling, and minimized use of hazardousmaterials into future product designs will ensure continued advances in theseareas. The deployment in 2002 of a revised, more stringent environmental, health,and safety standard for Xerox packaging will drive progress in this area as well.
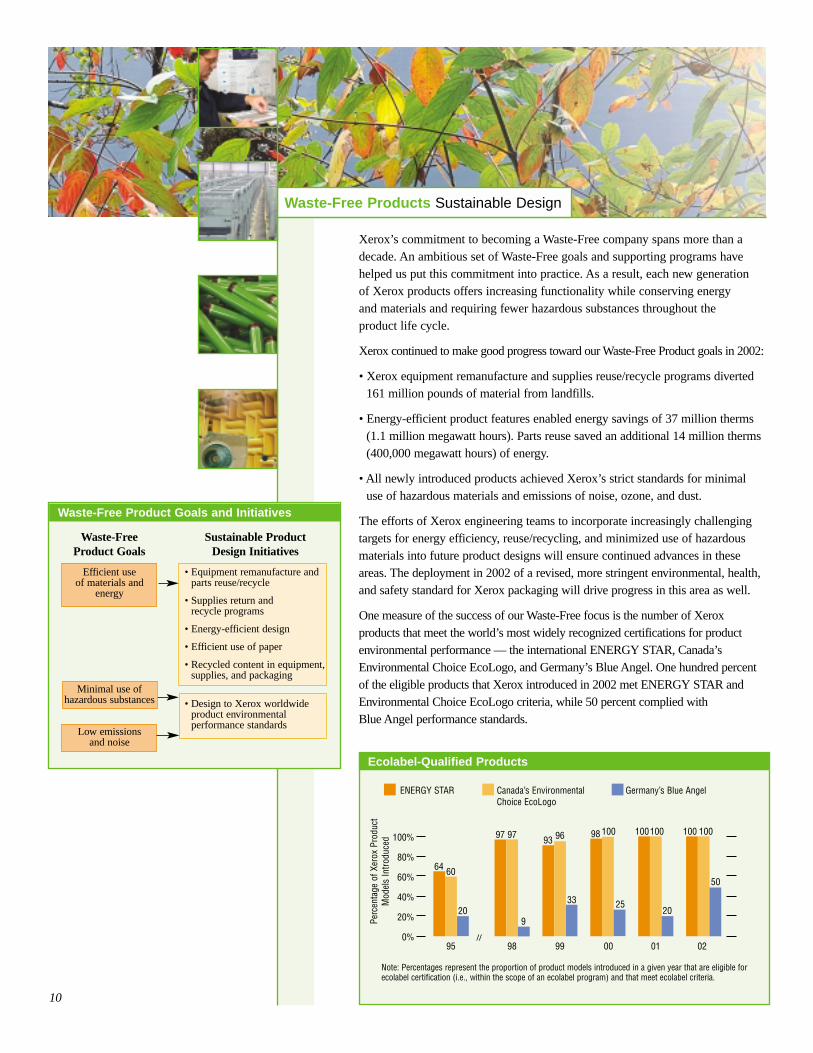
One measure of the success of our Waste-Free focus is the number of Xerox products that meet the world’s most widely recognized certifications for productenvironmental performance — the international ENERGY STAR, Canada’sEnvironmental Choice EcoLogo, and Germany’s Blue Angel. One hundred percent of the eligible products that Xerox introduced in 2002 met ENERGY STAR andEnvironmental Choice EcoLogo criteria, while 50 percent complied with Blue Angel performance standards.
Waste-Free Product Goals and Initiatives
• Equipment remanufacture and parts reuse/recycle
• Supplies return and recycle programs
• Energy-efficient design
• Efficient use of paper
• Recycled content in equipment,supplies, and packaging
• Design to Xerox worldwide product environmental performance standards
Sustainable ProductDesign Initiatives
Waste-FreeProduct Goals
Efficient use of materials and
energy
Minimal use of hazardous substances
Low emissions and noise
Perc
enta
ge o
f Xer
ox P
rodu
ctM
odel
s In
trodu
ced 100%
80%
60%
40%
20%
0%95 98 99 00 01 02
64 60
20
97 97
9
93 96
33
98 100
25
100100
20
100 100
50
ENERGY STAR Canada’s Environmental Choice EcoLogo
Germany’s Blue Angel
//
Ecolabel-Qualified Products
Note: Percentages represent the proportion of product models introduced in a given year that are eligible forecolabel certification (i.e., within the scope of an ecolabel program) and that meet ecolabel criteria.
Xerox conducts a careful review of the chemical composition of all Xerox products and supplies to ensurethat materials are safe for customer use.
Xerox test facilities ensure that products comply with thestrictest safety regulations. Our anechoic chamber inWebster, New York, measures product emissions of, andimmunity to, electromagnetic radiation.
11
Integrating Waste-Free Goals into Product DesignXerox recognized early in our drive for Waste-Free Products that the best results — both environmental and financial — are achieved when products aredesigned from the outset with Waste-Free goals in mind.
Customer feedback, combined with a forward-looking view of global trends intechnology, regulations, and ecolabels such as ENERGY STAR, has shaped thedevelopment of a comprehensive set of Xerox product environmental, health andsafety performance standards. The standards incorporate Waste-Free goals aswell as requirements encompassing electrical and mechanical safety, ergonomicdesign, electromagnetic emissions, fire resistance, and materials safety.
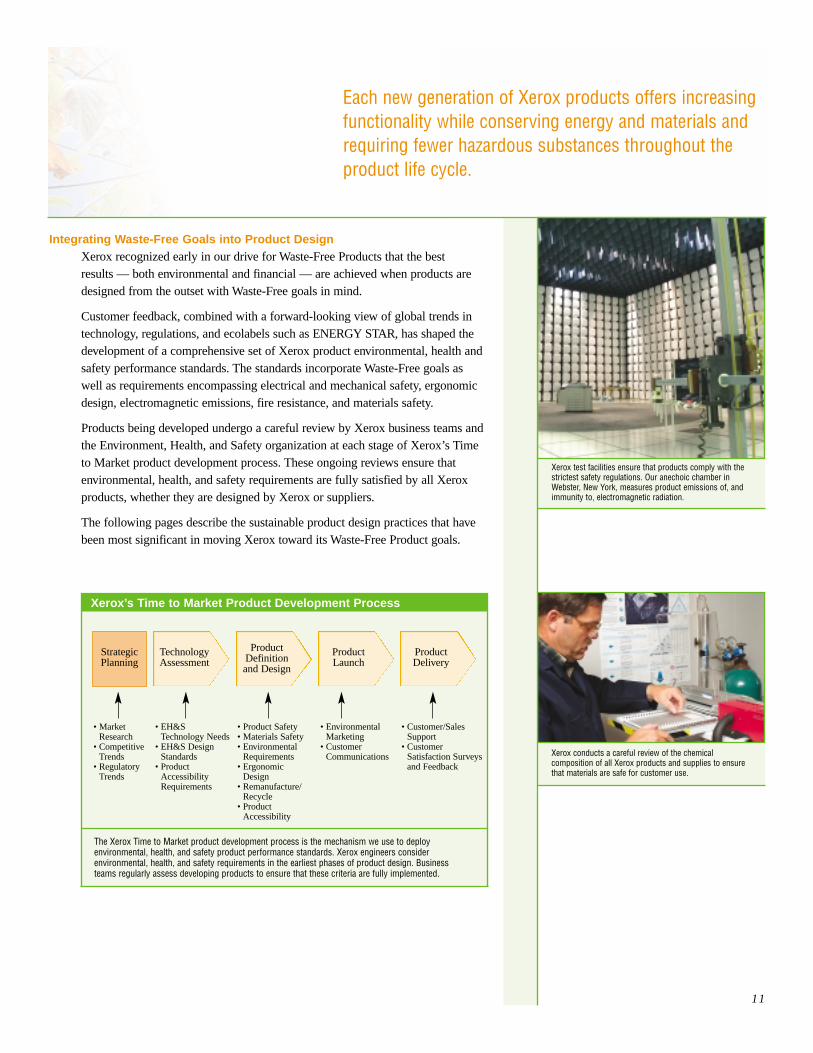
Products being developed undergo a careful review by Xerox business teams andthe Environment, Health, and Safety organization at each stage of Xerox’s Timeto Market product development process. These ongoing reviews ensure that environmental, health, and safety requirements are fully satisfied by all Xeroxproducts, whether they are designed by Xerox or suppliers.
The following pages describe the sustainable product design practices that havebeen most significant in moving Xerox toward its Waste-Free Product goals.
Each new generation of Xerox products offers increasingfunctionality while conserving energy and materials andrequiring fewer hazardous substances throughout theproduct life cycle.
The Xerox Time to Market product development process is the mechanism we use to deploy environmental, health, and safety product performance standards. Xerox engineers consider environmental, health, and safety requirements in the earliest phases of product design. Business teams regularly assess developing products to ensure that these criteria are fully implemented.
StrategicPlanning
TechnologyAssessment
ProductDefinition and Design
ProductLaunch
ProductDelivery
• Market Research
• CompetitiveTrends
• RegulatoryTrends
• EH&STechnology Needs
• EH&S DesignStandards
• ProductAccessibilityRequirements
• Product Safety• Materials Safety• Environmental
Requirements• Ergonomic
Design• Remanufacture/
Recycle• Product
Accessibility
• EnvironmentalMarketing
• CustomerCommunications
• Customer/SalesSupport
• CustomerSatisfaction Surveysand Feedback
Xerox’s Time to Market Product Development Process
12
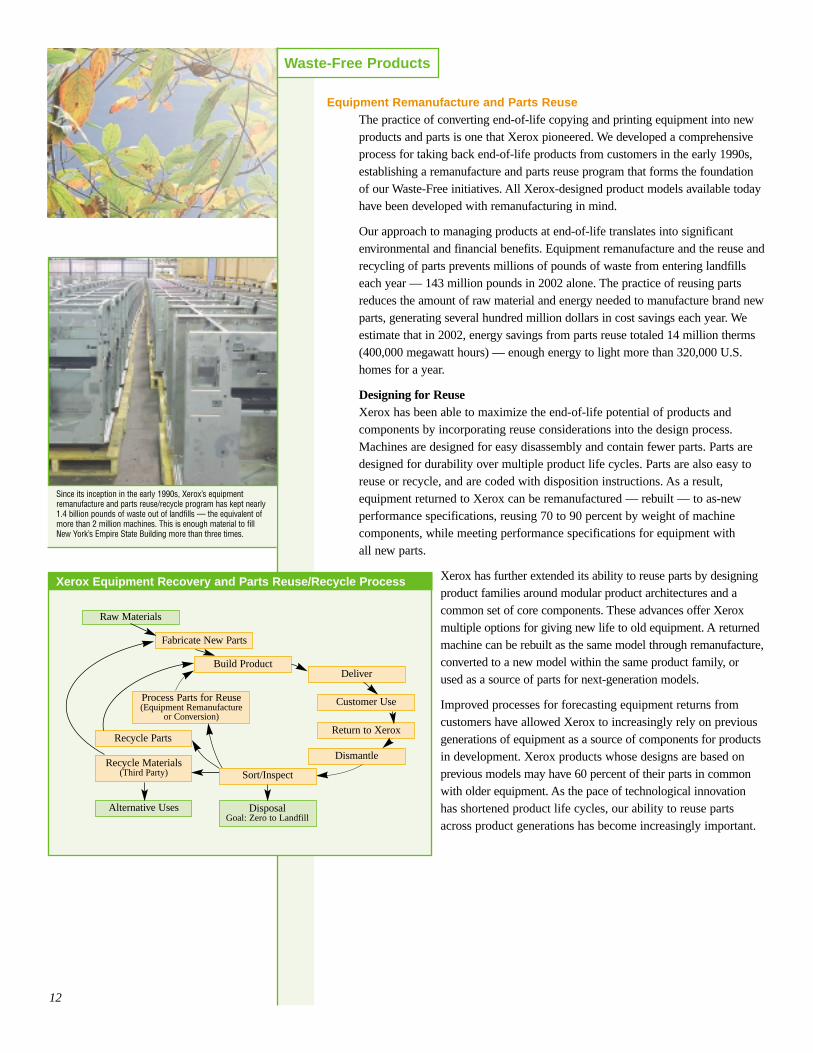
Equipment Remanufacture and Parts Reuse The practice of converting end-of-life copying and printing equipment into newproducts and parts is one that Xerox pioneered. We developed a comprehensiveprocess for taking back end-of-life products from customers in the early 1990s,establishing a remanufacture and parts reuse program that forms the foundationof our Waste-Free initiatives. All Xerox-designed product models available todayhave been developed with remanufacturing in mind.
Our approach to managing products at end-of-life translates into significant environmental and financial benefits. Equipment remanufacture and the reuse andrecycling of parts prevents millions of pounds of waste from entering landfillseach year — 143 million pounds in 2002 alone. The practice of reusing partsreduces the amount of raw material and energy needed to manufacture brand newparts, generating several hundred million dollars in cost savings each year. Weestimate that in 2002, energy savings from parts reuse totaled 14 million therms(400,000 megawatt hours) — enough energy to light more than 320,000 U.S.homes for a year.
Designing for ReuseXerox has been able to maximize the end-of-life potential of products and components by incorporating reuse considerations into the design process.Machines are designed for easy disassembly and contain fewer parts. Parts aredesigned for durability over multiple product life cycles. Parts are also easy toreuse or recycle, and are coded with disposition instructions. As a result,equipment returned to Xerox can be remanufactured — rebuilt — to as-new performance specifications, reusing 70 to 90 percent by weight of machine components, while meeting performance specifications for equipment with all new parts.
Xerox has further extended its ability to reuse parts by designingproduct families around modular product architectures and acommon set of core components. These advances offer Xeroxmultiple options for giving new life to old equipment. A returnedmachine can be rebuilt as the same model through remanufacture,converted to a new model within the same product family, orused as a source of parts for next-generation models.
Improved processes for forecasting equipment returns from customers have allowed Xerox to increasingly rely on previousgenerations of equipment as a source of components for productsin development. Xerox products whose designs are based onprevious models may have 60 percent of their parts in commonwith older equipment. As the pace of technological innovationhas shortened product life cycles, our ability to reuse partsacross product generations has become increasingly important.
Raw Materials
Fabricate New Parts
Build Product
Process Parts for Reuse(Equipment Remanufacture
or Conversion)
Deliver
Customer Use
Return to Xerox
Dismantle
DisposalGoal: Zero to Landfill
Alternative Uses
Recycle Materials(Third Party)
Recycle Parts
Sort/Inspect
Waste-Free Products
Since its inception in the early 1990s, Xerox’s equipment remanufacture and parts reuse/recycle program has kept nearly1.4 billion pounds of waste out of landfills — the equivalent ofmore than 2 million machines. This is enough material to fillNew York’s Empire State Building more than three times.
Xerox Equipment Recovery and Parts Reuse/Recycle Process

13
Ensuring Product QualityXerox has developed unique processes and technologies to ensure that allXerox products, regardless of their reused/recycled part content, meet the samespecifications for performance, appearance, quality, and reliability. SignatureAnalysis is one such technology. It enables Xerox engineers to determine thelife expectancy of motors and other electromechanical components. Using thistechnology, we test new parts to determine a “signature” — an acceptablerange for the noise, heat, or vibration that parts produce while in use. We thentest the same characteristics in parts from returned equipment. Only thoseparts whose signatures are consistent with those of newly built parts areapproved and processed for reuse.
Xerox has been using Signature Analysis technology in its equipment disassembly and remanufacture operations since 1994. Prior to its introduction,the reuse potential of returned parts was predetermined based on average lifeexpectancy data. Some parts were consistently scrapped, while others wereconsistently approved for reuse. Today, using Signature Analysis, Xerox isable to identify unacceptable parts that might otherwise have been approvedfor reuse, improving equipment reliability and customer satisfaction. Xeroxalso identifies many useful parts that would otherwise have been scrapped,reducing unnecessary waste and eliminating costs associated with the purchase of new parts.
The full integration of equipment remanufacture and parts reuse processes with traditional manufacturing operations is another critical element of Xerox’s strategy for ensuring consistent quality for all products. Machines with reused/recycled parts are built on the same manufacturing lines as newly manufactured equipment, and they undergo the same rigorous quality assurance tests. As a result, products with reused/recycled parts carrythe same Xerox guarantees, warranties, and service agreements as Xerox equipment made from all new parts.
Meeting Customer RequirementsCustomer acceptance of reused/recycled parts was a significant challenge for Xerox’s program throughout the 1990s. Today, withmore than a decade of proof, we find that far fewer customers share the misperception that products with reused/recycled parts are inferior to thosebuilt from all new parts. Xerox continues to educate customers about the quality and reliability of reused parts. And, whenever necessary, we promoteenvironmentally responsible purchasing policies and practices that eliminatebarriers to reuse by focusing on the quality and performance of productsregardless of recycled content.
Note: Data cover the remanufacture and reuse/recycle ofXerox equipment and parts at Xerox facilities and those ofour contract office equipment manufacturer, Flextronics.
Note: Percentages are the proportion of Xerox-designedproduct models introduced each year that are designed forremanufacture. This metric was first developed in 1998.
ıEnergy savings represent the difference between the energy required to build new parts and the energy requiredto process parts for reuse, assuming an average machinecomposition of 60 percent plastic and 40 percent steel.Energy savings calculations encompass “feedstock energy” (the energy content of the petroleum and coal raw materials converted to plastic and steel, respectively) and energyrequired to process and transport materials throughout thelife cycle. Life cycle energy data was obtained from FranklinAssociates, Ltd. Energy savings were converted into avoidedemissions of carbon dioxide using a U.S. energy profile andemissions factors calculated by the U.S. EnvironmentalProtection Agency and Department of Energy. Feedstockenergy was excluded from this conversion.
Perc
enta
ge o
f Xer
oxPr
oduc
t Mod
els
Intro
duce
d
150
100
50
091 98 99 00 01 02
49
148 142 149145 143
Parts Recycled
PartsReused
91 98 99 00 01 02
8
22
17 1614
22
Ener
gy S
avin
gs(M
illio
ns o
f The
rms)
Avoi
ded
CO2
Emis
sion
s(T
hous
ands
of T
ons)
20
10
0 //
CO2 Emissions AvoidedFeedstock Energy Saved
Process and Transport Energy Saved
//
Waste Diverted from Landfillsthrough Parts Reuse/Recycle
98 99 00 01 02
90% 90% 90%100%
Products Designed for Remanufacture
100%
Reductions in Energy and CO2 Emissionsfrom Parts Reuse1
Mill
ions
of P
ound
s
100%
80%
60%
40%
20%
0%
105
38
46
Xerox uses Signature Analysis testing technology to determine the usable life of parts from returned equipment.
125
100 92 79
150
75
0
125
4
4
11 11
8 87
11 119
8 7
Xerox Green World Alliancewww.xerox.com/gwa
14
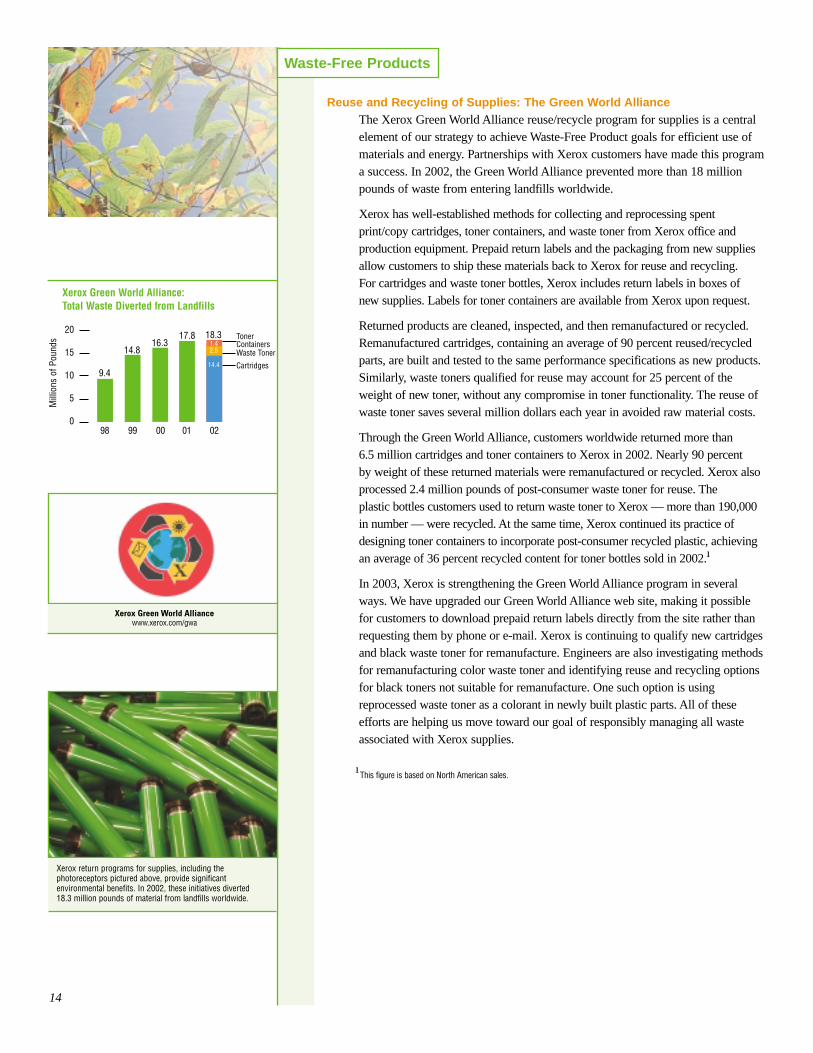
Reuse and Recycling of Supplies: The Green World AllianceThe Xerox Green World Alliance reuse/recycle program for supplies is a centralelement of our strategy to achieve Waste-Free Product goals for efficient use ofmaterials and energy. Partnerships with Xerox customers have made this programa success. In 2002, the Green World Alliance prevented more than 18 millionpounds of waste from entering landfills worldwide.
Xerox has well-established methods for collecting and reprocessing spentprint/copy cartridges, toner containers, and waste toner from Xerox office and production equipment. Prepaid return labels and the packaging from new suppliesallow customers to ship these materials back to Xerox for reuse and recycling. For cartridges and waste toner bottles, Xerox includes return labels in boxes of new supplies. Labels for toner containers are available from Xerox upon request.
Returned products are cleaned, inspected, and then remanufactured or recycled.Remanufactured cartridges, containing an average of 90 percent reused/recycledparts, are built and tested to the same performance specifications as new products.Similarly, waste toners qualified for reuse may account for 25 percent of theweight of new toner, without any compromise in toner functionality. The reuse ofwaste toner saves several million dollars each year in avoided raw material costs.
Through the Green World Alliance, customers worldwide returned more than 6.5 million cartridges and toner containers to Xerox in 2002. Nearly 90 percent by weight of these returned materials were remanufactured or recycled. Xerox alsoprocessed 2.4 million pounds of post-consumer waste toner for reuse. The plastic bottles customers used to return waste toner to Xerox — more than 190,000in number — were recycled. At the same time, Xerox continued its practice ofdesigning toner containers to incorporate post-consumer recycled plastic, achievingan average of 36 percent recycled content for toner bottles sold in 2002.ı
In 2003, Xerox is strengthening the Green World Alliance program in severalways. We have upgraded our Green World Alliance web site, making it possiblefor customers to download prepaid return labels directly from the site rather than requesting them by phone or e-mail. Xerox is continuing to qualify new cartridgesand black waste toner for remanufacture. Engineers are also investigating methodsfor remanufacturing color waste toner and identifying reuse and recycling optionsfor black toners not suitable for remanufacture. One such option is usingreprocessed waste toner as a colorant in newly built plastic parts. All of theseefforts are helping us move toward our goal of responsibly managing all wasteassociated with Xerox supplies.
ıThis figure is based on North American sales.
Waste-Free Products
Xerox return programs for supplies, including the photoreceptors pictured above, provide significant environmental benefits. In 2002, these initiatives diverted 18.3 million pounds of material from landfills worldwide.
98 99 00 01 02
9.4
14.816.3
17.8
Xerox Green World Alliance: Total Waste Diverted from Landfills
Mill
ions
of P
ound
s 18.320
15
10
5
0
TonerContainersWaste Toner
Cartridges
1.42.5
14.4
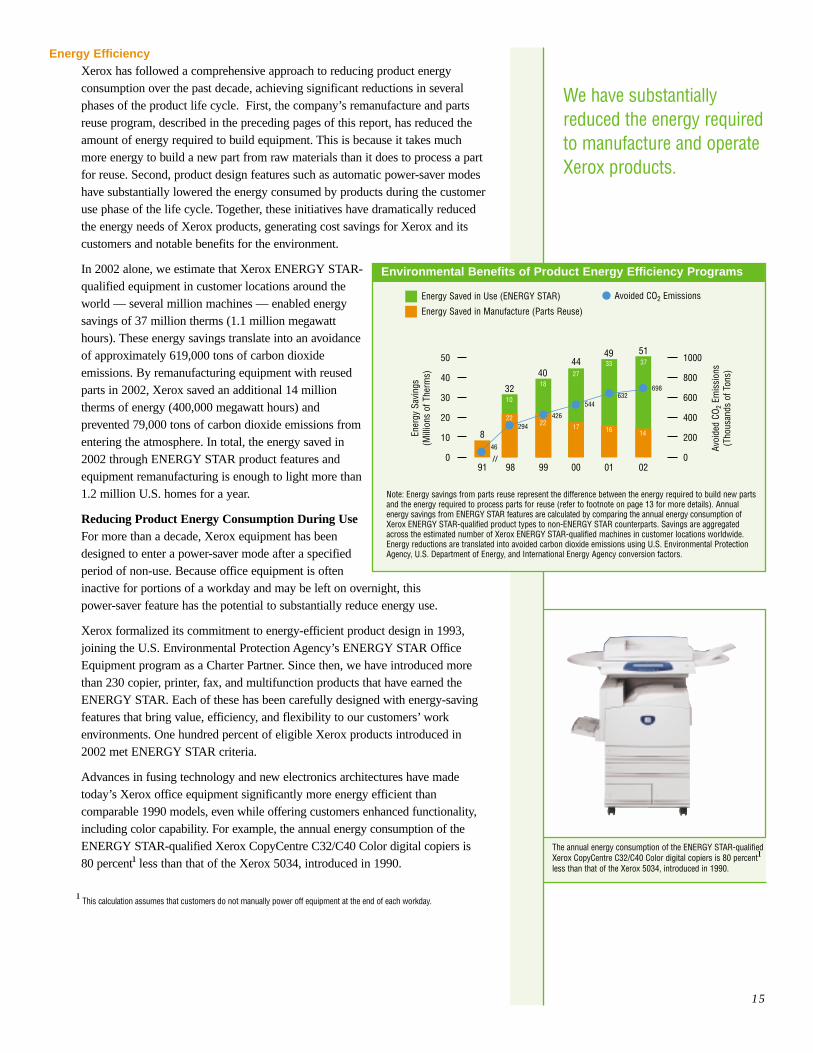
The annual energy consumption of the ENERGY STAR-qualifiedXerox CopyCentre C32/C40 Color digital copiers is 80 percentıless than that of the Xerox 5034, introduced in 1990.
15
Energy Efficiency Xerox has followed a comprehensive approach to reducing product energy consumption over the past decade, achieving significant reductions in severalphases of the product life cycle. First, the company’s remanufacture and partsreuse program, described in the preceding pages of this report, has reduced theamount of energy required to build equipment. This is because it takes muchmore energy to build a new part from raw materials than it does to process a partfor reuse. Second, product design features such as automatic power-saver modeshave substantially lowered the energy consumed by products during the customeruse phase of the life cycle. Together, these initiatives have dramatically reducedthe energy needs of Xerox products, generating cost savings for Xerox and itscustomers and notable benefits for the environment.
In 2002 alone, we estimate that Xerox ENERGY STAR-qualified equipment in customer locations around theworld — several million machines — enabled energysavings of 37 million therms (1.1 million megawatthours). These energy savings translate into an avoidanceof approximately 619,000 tons of carbon dioxide emissions. By remanufacturing equipment with reusedparts in 2002, Xerox saved an additional 14 milliontherms of energy (400,000 megawatt hours) and prevented 79,000 tons of carbon dioxide emissions fromentering the atmosphere. In total, the energy saved in2002 through ENERGY STAR product features andequipment remanufacturing is enough to light more than 1.2 million U.S. homes for a year.
Reducing Product Energy Consumption During UseFor more than a decade, Xerox equipment has beendesigned to enter a power-saver mode after a specifiedperiod of non-use. Because office equipment is ofteninactive for portions of a workday and may be left on overnight, this power-saver feature has the potential to substantially reduce energy use.
Xerox formalized its commitment to energy-efficient product design in 1993,joining the U.S. Environmental Protection Agency’s ENERGY STAR OfficeEquipment program as a Charter Partner. Since then, we have introduced morethan 230 copier, printer, fax, and multifunction products that have earned the ENERGY STAR. Each of these has been carefully designed with energy-savingfeatures that bring value, efficiency, and flexibility to our customers’ work environments. One hundred percent of eligible Xerox products introduced in2002 met ENERGY STAR criteria.
Advances in fusing technology and new electronics architectures have madetoday’s Xerox office equipment significantly more energy efficient than comparable 1990 models, even while offering customers enhanced functionality,including color capability. For example, the annual energy consumption of theENERGY STAR-qualified Xerox CopyCentre C32/C40 Color digital copiers is 80 percentı less than that of the Xerox 5034, introduced in 1990.
Ener
gy S
avin
gs(M
illio
ns o
f The
rms)
50
40
30
20
10
091 98 99 00 01 02
8
32
4044
49 51
//
Environmental Benefits of Product Energy Efficiency Programs
Note: Energy savings from parts reuse represent the difference between the energy required to build new partsand the energy required to process parts for reuse (refer to footnote on page 13 for more details). Annual energy savings from ENERGY STAR features are calculated by comparing the annual energy consumption of Xerox ENERGY STAR-qualified product types to non-ENERGY STAR counterparts. Savings are aggregatedacross the estimated number of Xerox ENERGY STAR-qualified machines in customer locations worldwide.Energy reductions are translated into avoided carbon dioxide emissions using U.S. Environmental ProtectionAgency, U.S. Department of Energy, and International Energy Agency conversion factors.
1000
800
600
400
200
0
Avoi
ded
CO2
Emis
sion
s(T
hous
ands
of T
ons)
46
294
426
544632
698
Energy Saved in Use (ENERGY STAR)
Energy Saved in Manufacture (Parts Reuse)
ıThis calculation assumes that customers do not manually power off equipment at the end of each workday.
10
22
18
22
27
17 16 14
33 37
Avoided CO2 Emissions
We have substantiallyreduced the energy requiredto manufacture and operateXerox products.

16
Xerox multifunction systems further reduce the amount of energy required to provide customers with copy, print, fax, scan, and e-mail capabilities by combiningthe functions of multiple products into one machine. The annual energy consumption of a Xerox WorkCentre or WorkCentre Pro multifunction system isapproximately 40 percent less than the combined annual energy consumption of
the individual ENERGY STAR-qualified copier, fax, and printers it replaces. Energy savings increase to 70 percent if a multifunctionsystem replaces individual products that arenot ENERGY STAR-qualified.ı
Product energy efficiency is becoming anincreasingly important customer consideration.Accordingly, Xerox continues to invest inbreakthrough technologies required toachieve further reductions in product energyconsumption. Current research is focused onfurther reducing fusing energy, developinglower-melting toners, and designing ultra-low power electronics.
PaperThe U.S. Environmental Protection Agency estimates that manufacturing a pieceof paper requires ten times more energy than making a copy. As a result, Xeroxproducts are designed with reliable two-sided (duplex) capability and other featuresthat allow customers to use paper efficiently. Xerox software products such asDocuShare and DigiPath also help customers reduce paper consumption by facilitating print-on-demand and distribute-then-print workflows.
In addition to designing equipment and software that help customers use paper efficiently, Xerox offers a wide array of paper products incorporating environmental considerations. We estimate that more than 95 percent of allXerox paper is manufactured using elemental chlorine-free (ECF) or totally chlorine-free (TCF) bleaching or de-inking processes. Xerox recycled papers aredesigned for optimal performance in our equipment and must meet the same performance specifications as virgin products. Today, Xerox offers multipurposepapers with up to 100 percent post-consumer recycled content. Transparencies,tabs, colored papers, and several premium products for digital color printingapplications contain 25 to 30 percent recycled content. Planet Light, a 70 gramper square meter (g/m2) paper available in Europe, achieves the same characteristics of a heavier-weight 80g/m2 sheet using less fiber. A new plasticpaper ream wrap that Xerox introduced in the U.S. in 2003 also conservesresources — it is 45 percent lighter than the wrap it replaces.
New environmental requirements2 that Xerox has issued to its paper suppliers in 2003 — encompassing sustainable forest management and fiber sourcing, strictlimits on the use of hazardous materials in the processing and content of Xeroxpaper, and reusable/recyclable packaging — will ensure continued advances inenvironmentally responsible paper design. Xerox has also committed to expanding its recycled product offerings in 2003 and 2004.
Waste-Free Products
ıThese calculations use U.S. Environmental Protection Agency energy data for non-ENERGY STAR products and incorporate Agency assumptions about customer usage patterns.
2 Refer to page 9 for additional detail about these requirements.
Xerox Multifunction Systems: Inherent Environmental Benefits
Annual energy consumptionof an office copier, four laserprinters and a fax: 1292 kWh
Annual energy consumptionof a multifunction system:772 kWh➡40% reduction
Digital Color Graphics(30% recycled content)
Multipurpose Recycled Paper (30% recycled content)
Planet+ (TCF)
Planet Light
100% Recycled

Xerox’s noise chamber and precision instruments evaluateproduct noise emissions from Xerox products and components (like the heat exhaust fan pictured above) toensure conformance with company standards.
17
Minimal Use of Hazardous SubstancesTo reduce the use of chemicals considered harmful to human health or the environment, Xerox has established a set of requirements that govern productdesign and materials selections. Xerox toxicologists conduct a comprehensiveassessment of all new products and materials to ensure conformance with these criteria.
In 2002 and 2003, Xerox’s efforts to eliminate materials of concern from our product line have focused on six chemicals — lead, mercury, cadmium,hexavalent chromium, and two types of bromine-based flame retardants. A newEuropean law bans these chemicals from information equipment beginning in July 2006. Xerox has already eliminated brominated flame retardants from itsproducts. We are now partnering with suppliers to identify and develop alternatives for parts containing the remaining materials. Since there is very littlecadmium or hexavalent chromium in our equipment, Xerox’s primary focus hasbeen on mercury and lead. We are phasing out the mercury-containing lamps that scan images and back-light user displays in some of our products. We are also investigating alternatives to lead-containing solders and wire insulation.
Low Emissions and Noise Xerox designs its products to strictly control emissions of chemicals and noise,consistent with the criteria of the world’s strictest ecolabels. As a result, currentproducts have achieved chemical emission levels that are well below global regulatory requirements — often at or near the detection limit of our measurementequipment — and are considered to have a negligible impact on customers’ work environments. Since 1991, ozone and dust emissions from office and productioncopying and printing systems have decreased by more than 50 percent. FutureXerox products will be developed to maintain these low levels.
Sophisticated noise prediction models developed by Xerox experts make it possible to identify potential noise sources in the earliest stages of product design,even before prototypes are available for testing. This modeling technology hasproven to be a cost-effective way of designing low-noise equipment. The XeroxDocuColor iGen3 Digital Production Press incorporates Xerox’s latest low-noiseinnovations. This color press exhibits noise levels that are 80 percent (7 decibels)lower than those of a traditional offset press.
Toward the Future Maintaining leadership in sustainable product design requires an ongoing effort. In2000, Xerox committed itself to a challenging new set of product environmentalgoals that parallel customer expectations. These goals exceed Xerox design standards and establish stretch targets for future products. A particular focus hasbeen placed on product energy efficiency, the elimination of hazardous materials,and reuse/recyclability of equipment and supplies. Each year since 2000, Xeroxhas reviewed and revised these goals to reflect the latest developments in technology and marketplace requirements.
As Xerox continues to expand its focus from copiers and printers to integrated document management solutions, we are able to combine Xerox equipment,software, and expertise to enable customers to share documents — and the information they contain — in ways that further minimize material and energyresources. And as Xerox scientists continue to develop innovative technologies,we are committed to maximizing their capability to transform the way societyworks, ultimately helping Xerox customers do more with less.
Environmental, Health, and Safety Requirements for Materials Used in XeroxEquipment and Supplies
• Compliance with applicable global registration,hazard communication, and waste handling and disposal regulations for materials of concern.
• No use of materials that:
• Are carcinogenic, mutagenic, or cause adverse developmental or reproductive effects.
• Pose a toxicity hazard to humans or aquaticspecies.
• Can cause a permanent adverse impact to the skin, eye, or respiratory system.
• Are considered hazardous waste.
• No use of asbestos, benzene, ozone depleting substances, polybrominated flame retardants,polychlorinated terphenyls, or polychlorinatedbiphenyls (PCBs).
• As of January 1, 2005, no use of cadmium,mercury, hexavalent chromium, or lead.
• Restricted use of 23 additional materials. Approval for use requires a Xerox-conducted safety assessment.

The Xerox DocuColor 3535 printer/copiers and CopyCentreC32/C40 Color copiers are among the latest products tofeature EA toner.
Under the direction of Dr. Hadi Mahabadi, pictured above,materials scientists at the Xerox Research Centre of Canadahave perfected new EA toner technology.
DocuColor iGen3 Digital Production Press
Translating Policy Into Practice Waste-Free Product Showcase
Digital Color Press TechnologyInnovative design features coupled with digital technology make Xerox’s newDocuColor iGen3 Digital Production Press an environmentally preferable choicefor the commercial printing industry.
Compared to traditional offset printing presses, the DocuColor iGen3 creates littlewaste, emits 80 percent less noise, and neither generates hazardous wasteı noruses hazardous materials.
• Up to 97 percent of the parts in this three-ton machine and 80 percent by weightof the waste it generates can be reused or recycled. This 80 percent figureincludes the machine itself, empty toner bottles, waste developer, and packaging.
• The dry inks are non-toxic and have a transfer efficiency rate of nearly 100 percent, reducing the potential for waste.
• Emissions of chemicals such as ozone and dust are strictly controlled to the samelevels achieved by Xerox office machines and are well below regulatory limits.
• Every part that is lifted, pushed, or pulled during machine assembly, operation,or service has been engineered and evaluated to minimize the risk of injury toXerox employees and customers.
• Digital print-on-demand technology reduces paper use and excess inventory bymaking it economical to print books and brochures as they are ordered.
Emulsion Aggregation Toner In July 2001, the Xerox Research Centre of Canada announced emulsion aggregation(EA) technology, a breakthrough process for producing color toner. Developed overeight years and protected by more than 100 patents, the EA method chemically buildstoner particles to any desired shape or size. Traditional toner manufacture involvesmechanical grinding of large particles of solid colored plastic into smaller ones,followed by a classification process which sorts out toner particles of the desired size.Compared to this conventional method, the more precise EA technology conservesenergy and nearly eliminates out-of-specification toner waste.
EA toner also reduces the amount of energy and waste associated with printing.The extremely small size and round shape of EA toners make it possible to moreuniformly charge these toners and transfer them efficiently to receiving paper. The result is sharper color images and fine lines, less toner per printed page, and asignificant reduction in toner waste. By eliminating fuser oil, EA technology conserves resources while eliminating potential service calls for oil streaks. EA toner also exhibits image fixing capability at lower temperatures, reducing per-page product energy consumption.
The Xerox CopyCentre C32/C40 Color copiers, DocuColor 3535 printer/copiers,and WorkCentre Pro 32/40 advanced multifunction systems are the latest Xerox color products to offer the environmental advantages of EA toner.
18 ıAccording to applicable national waste regulations worldwide.
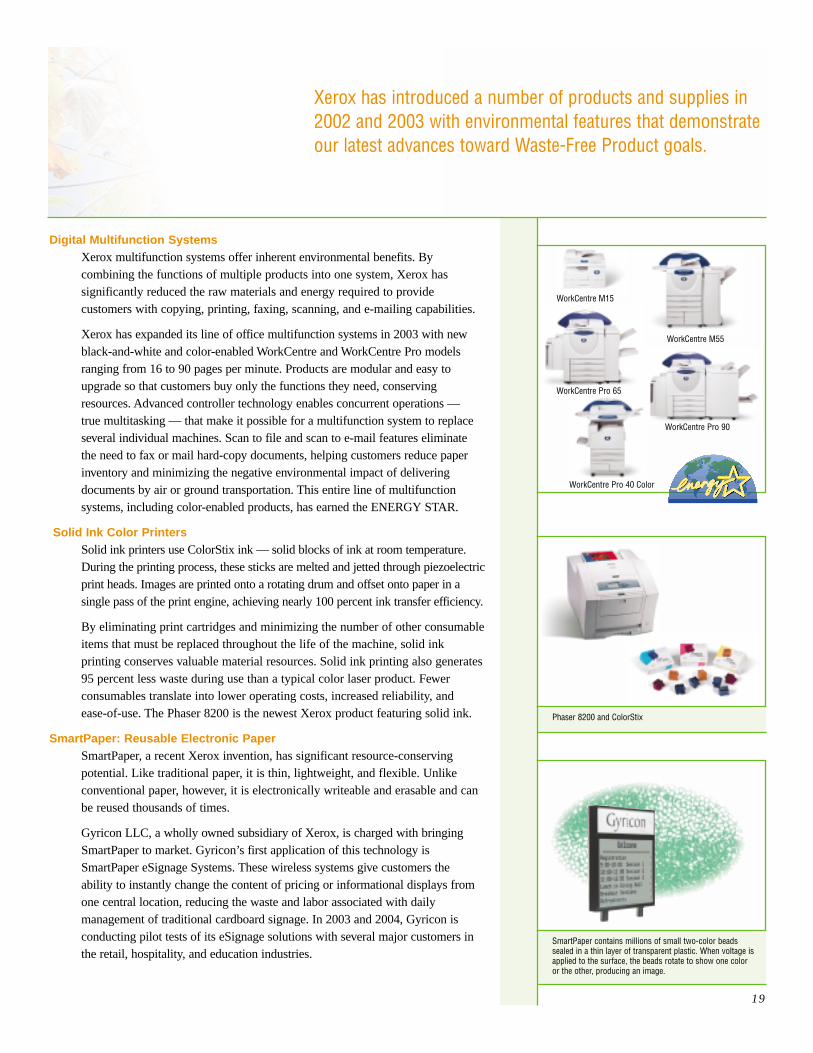
Phaser 8200 and ColorStix
Digital Multifunction SystemsXerox multifunction systems offer inherent environmental benefits. By combining the functions of multiple products into one system, Xerox has significantly reduced the raw materials and energy required to provide customers with copying, printing, faxing, scanning, and e-mailing capabilities.
Xerox has expanded its line of office multifunction systems in 2003 with newblack-and-white and color-enabled WorkCentre and WorkCentre Pro modelsranging from 16 to 90 pages per minute. Products are modular and easy toupgrade so that customers buy only the functions they need, conservingresources. Advanced controller technology enables concurrent operations — true multitasking — that make it possible for a multifunction system to replaceseveral individual machines. Scan to file and scan to e-mail features eliminate the need to fax or mail hard-copy documents, helping customers reduce paperinventory and minimizing the negative environmental impact of delivering documents by air or ground transportation. This entire line of multifunction systems, including color-enabled products, has earned the ENERGY STAR.
Solid Ink Color PrintersSolid ink printers use ColorStix ink — solid blocks of ink at room temperature.During the printing process, these sticks are melted and jetted through piezoelectricprint heads. Images are printed onto a rotating drum and offset onto paper in a single pass of the print engine, achieving nearly 100 percent ink transfer efficiency.
By eliminating print cartridges and minimizing the number of other consumableitems that must be replaced throughout the life of the machine, solid ink printing conserves valuable material resources. Solid ink printing also generates 95 percent less waste during use than a typical color laser product. Fewer consumables translate into lower operating costs, increased reliability, and ease-of-use. The Phaser 8200 is the newest Xerox product featuring solid ink.
SmartPaper: Reusable Electronic PaperSmartPaper, a recent Xerox invention, has significant resource-conservingpotential. Like traditional paper, it is thin, lightweight, and flexible. Unlike conventional paper, however, it is electronically writeable and erasable and canbe reused thousands of times.
Gyricon LLC, a wholly owned subsidiary of Xerox, is charged with bringingSmartPaper to market. Gyricon’s first application of this technology isSmartPaper eSignage Systems. These wireless systems give customers the ability to instantly change the content of pricing or informational displays fromone central location, reducing the waste and labor associated with daily management of traditional cardboard signage. In 2003 and 2004, Gyricon is conducting pilot tests of its eSignage solutions with several major customers inthe retail, hospitality, and education industries.
SmartPaper contains millions of small two-color beadssealed in a thin layer of transparent plastic. When voltage isapplied to the surface, the beads rotate to show one coloror the other, producing an image.
Xerox has introduced a number of products and supplies in2002 and 2003 with environmental features that demonstrateour latest advances toward Waste-Free Product goals.
WorkCentre M15
WorkCentre M55
WorkCentre Pro 65
WorkCentre Pro 90
WorkCentre Pro 40 Color
19

Accessible Products Designing for Universal Use
Designing products that are user-friendly for a broad array of customers has beena standard practice at Xerox for more than three decades. Our engineers considerthe variation in customers’ physical characteristics and cognitive function from theearliest stages of product development. We create products that require minimalforce to push buttons, lift document covers, and open doors, and we place controlswithin reach for a wide range of people. User interfaces are designed for readingclarity under a variety of environmental conditions, and buttons are easy to identify and activate. Over the years, we have also developed dozens of accessories such as angled consoles, braille console labels, and “start print”footswitches to help customers with disabilities be more productive in the workplace. We are proud of these efforts. However, we recognize that there is stilla segment of our potential customer base — people with certain disabilities andage-related disorders — that may have trouble using our products.
Closing the GapsIn 2001, Xerox completed a thorough assessment of our products, including hardware and software, using the U.S. Government’s Section 508 accessibilitystandardsı as our guide. We found that our products met or exceeded many of therequirements of this standard. However, the assessment revealed some gaps in our
products. Our software and web interfaces, for example, werenot completely compatible with assistive technology such asscreen readers. In the last two years, we have made most ofthe necessary changes to make our products fully compatiblewith assistive technology. For future product designs, wehave incorporated product accessibility design requirements
into our Time To Market product development process.
One of the most difficult accessibility problems we encountered during the assessment process centered on the touchscreen technology that allows users toprogram copy, scan, and fax jobs on Xerox multifunction systems. While providingvaluable navigational capability on our feature-rich digital systems, the touchscreenis difficult to use by customers with certain disabilities including visual, tactile, andmobility impairments. Xerox solved this problem for the copy function with thedevelopment of the Xerox Copier Assistant. Designed with input from theAssociation for the Blind and Visually Impaired, the Xerox Copier Assistant helpsusers, regardless of their abilities, to easily program copy jobs. The Xerox CopierAssistant has earned awards from several organizations, including the InformationTechnology Association of America and the Regional Center for IndependentLiving. The Xerox Copier Assistant is available today for nearly all currently marketed Xerox office multifunction systems.
The Xerox Copier Assistant gives customers with disabilities an alternative to the touchscreen for programming copy jobs. Xerox Copier Assistant software is loaded on a personal computer that connects to a Xerox product through an existing external port. The software displays an enlarged user interface on the computer monitor. Embedded text-to-speech software gives a user voice directions for programming a job and reports the job’s status as it proceeds to completion.
20
ıIn 2001, amendments to the U.S. Rehabilitation Act of 1973 became effective requiring that electronic and information technology developed, procured, maintained, or used by the U.S. federal government be accessibleto all persons including those with disabilities. The U.S. Government Access Board developed Section 508accessibility standards in support of this amendment.
From the earliest stages of product development,engineering teams incorporate features that make Xerox products easy to operate.
The Xerox Copier Assistant
Xerox has developed the Xerox Copier Assistant as an alternative to the touchscreen interface, making it easier for a greater base of users to operate Xerox products.

21
Xerox manages environmental performance in its manufacturing operations to aninternal benchmark known as Waste-Free Factory. Our commitment to the goalsof this initiative, along with global implementation of an ISO 14001-compliantenvironmental management system, has driven environmental performanceimprovements for over a decade.
Note: Environmental performance data in this section represent total quantitiesfor manufacturing, research and development, and equipment recovery/recycleoperations. Starting in 2002, these data — with the exception of solid waste figures — no longer include Xerox office equipment manufacturing operationsoutsourced in late 2001 to Flextronics, a global electronics manufacturing servicescompany. Unless otherwise noted, all numbers represent worldwide totals.
Air EmissionsXerox facilities released 85 tons of chemicals and particulates to the air in 2002,a 54 percent decrease from 2001. Nearly all of this reduction is due to the outsourcing of Xerox’s office product manufacturing operations.
The majority of Xerox’s air emissions are from operations that manufactureXerox supplies — toners, inks, and photoreceptors. With a firm commitment toour Waste-Free Factory goals, these facilities have made tremendous progress inreducing air emissions over the last decade. Reduction, reuse and recyclingstrategies were put in place in the early 1990s and are responsible for reducingair emissions by 87 percent between 1991 and 1996. Since that time, productionlevel declines and continuous improvements in our processes have resulted in anadditional 5 percent reduction from 1991 levels.
The single largest component of Xerox’s air emissions is dichloromethane (methylene chloride), a necessary solvent for the manufacture of organic photoreceptors. Improvements to the efficiency of manufacturingprocesses, along with state-of-the-art emission control technologies, haveresulted in a 95 percent reduction of dichloromethane emissions to airsince 1991. Whereas a third of the dichloromethane waste generated wasreleased to air in 1991, only 3 percent is released today. The remainder iscaptured and collected for on-site reuse or off-site recycling. To date,we have not been able to identify another chemical as a suitable replacement, but the reduction of dichloromethane emissions to the air remains a priority.
Waste-Free Facilities An Ongoing Commitment
Dichloromethane Management: U.S. Facilities
Released to Air
Reused orRecycled
33%
67%
Perc
enta
ge o
f Was
teGe
nera
ted
100%
80%
60%
40%
20%
0%3%
97%
Air Emissions
91 98 99 00 01 02
701
118 114
260
Tons
76
198
800
600
400
200
0
78185
//58 85
Supplies Operations Worldwide
2002 Air Emissions: Distribution by Type
<1% Other Regulated Pollutants
63%Other VolatileOrganic Compounds
28%Dichloromethane
9%Particulates
Note: In late 2001, Xerox outsourced most of its office product manufacturing operations to Flextronics. Air emissions from these transferred operations are excluded from Xerox totals starting in 2002.This change in reporting accounts for nearly all of the reduction in airemissions from 2001 to 2002.
1991 2002
Waste-Free Factory goals and ISO 14001 have dramatically improvedour environmental performance.
22
Waste-Free Facilities
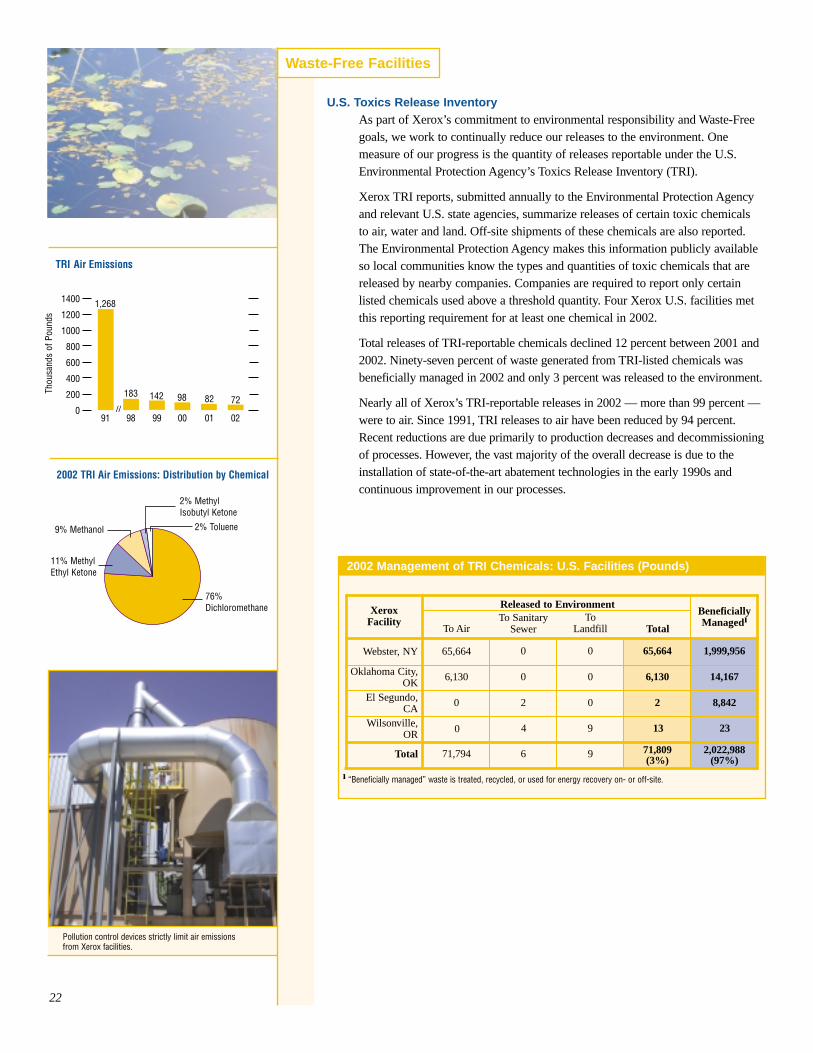
U.S. Toxics Release InventoryAs part of Xerox’s commitment to environmental responsibility and Waste-Freegoals, we work to continually reduce our releases to the environment. One measure of our progress is the quantity of releases reportable under the U.S.Environmental Protection Agency’s Toxics Release Inventory (TRI).
Xerox TRI reports, submitted annually to the Environmental Protection Agencyand relevant U.S. state agencies, summarize releases of certain toxic chemicals to air, water and land. Off-site shipments of these chemicals are also reported.The Environmental Protection Agency makes this information publicly availableso local communities know the types and quantities of toxic chemicals that arereleased by nearby companies. Companies are required to report only certain listed chemicals used above a threshold quantity. Four Xerox U.S. facilities metthis reporting requirement for at least one chemical in 2002.
Total releases of TRI-reportable chemicals declined 12 percent between 2001 and2002. Ninety-seven percent of waste generated from TRI-listed chemicals wasbeneficially managed in 2002 and only 3 percent was released to the environment.
Nearly all of Xerox’s TRI-reportable releases in 2002 — more than 99 percent —were to air. Since 1991, TRI releases to air have been reduced by 94 percent.Recent reductions are due primarily to production decreases and decommissioningof processes. However, the vast majority of the overall decrease is due to theinstallation of state-of-the-art abatement technologies in the early 1990s and continuous improvement in our processes.
65,664
6,130
0
71,794
0
0
2
6
0
0
0
9
65,664
6,130
2
71,809(3%)
1,999,956
14,167
8,842
2,022,988(97%)
ı “Beneficially managed” waste is treated, recycled, or used for energy recovery on- or off-site.
Webster, NY
Oklahoma City,OK
El Segundo,CA
Total
To AirTo Sanitary
SewerTo
Landfill Total
BeneficiallyManagedı
2002 TRI Air Emissions: Distribution by Chemical
11% Methyl Ethyl Ketone
9% Methanol 2% Toluene
2% MethylIsobutyl Ketone
76%Dichloromethane
Pollution control devices strictly limit air emissions from Xerox facilities.
Wilsonville,OR 0 4 9 13 23
2002 Management of TRI Chemicals: U.S. Facilities (Pounds)
91 98 99 00 01 02
TRI Air Emissions
Thou
sand
s of
Pou
nds
//
1400
1200
1000
800
600
400
200
0
1,268
142 98 8218372
Released to EnvironmentXeroxFacility
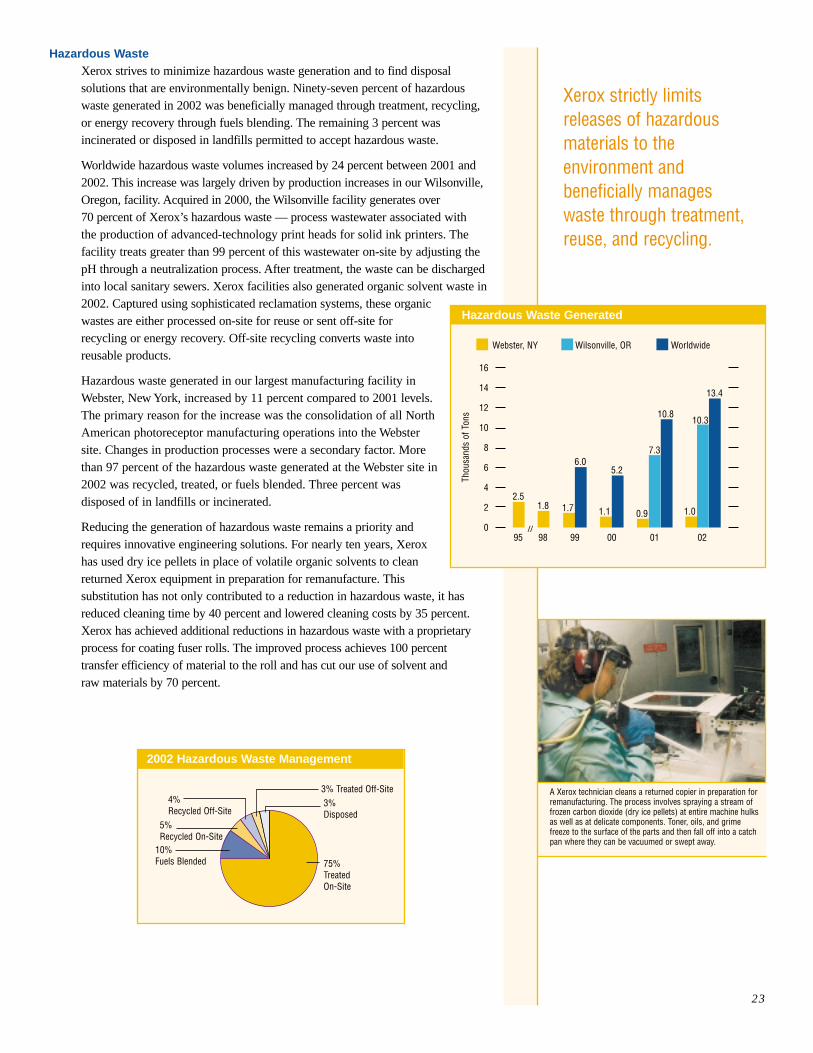
A Xerox technician cleans a returned copier in preparation forremanufacturing. The process involves spraying a stream offrozen carbon dioxide (dry ice pellets) at entire machine hulksas well as at delicate components. Toner, oils, and grimefreeze to the surface of the parts and then fall off into a catchpan where they can be vacuumed or swept away.
23
Hazardous WasteXerox strives to minimize hazardous waste generation and to find disposal solutions that are environmentally benign. Ninety-seven percent of hazardouswaste generated in 2002 was beneficially managed through treatment, recycling,or energy recovery through fuels blending. The remaining 3 percent was incinerated or disposed in landfills permitted to accept hazardous waste.
Worldwide hazardous waste volumes increased by 24 percent between 2001 and2002. This increase was largely driven by production increases in our Wilsonville,Oregon, facility. Acquired in 2000, the Wilsonville facility generates over 70 percent of Xerox’s hazardous waste — process wastewater associated with the production of advanced-technology print heads for solid ink printers. Thefacility treats greater than 99 percent of this wastewater on-site by adjusting thepH through a neutralization process. After treatment, the waste can be dischargedinto local sanitary sewers. Xerox facilities also generated organic solvent waste in2002. Captured using sophisticated reclamation systems, these organicwastes are either processed on-site for reuse or sent off-site for recycling or energy recovery. Off-site recycling converts waste intoreusable products.
Hazardous waste generated in our largest manufacturing facility inWebster, New York, increased by 11 percent compared to 2001 levels.The primary reason for the increase was the consolidation of all NorthAmerican photoreceptor manufacturing operations into the Webstersite. Changes in production processes were a secondary factor. Morethan 97 percent of the hazardous waste generated at the Webster site in2002 was recycled, treated, or fuels blended. Three percent was disposed of in landfills or incinerated.
Reducing the generation of hazardous waste remains a priority andrequires innovative engineering solutions. For nearly ten years, Xeroxhas used dry ice pellets in place of volatile organic solvents to cleanreturned Xerox equipment in preparation for remanufacture. This substitution has not only contributed to a reduction in hazardous waste, it hasreduced cleaning time by 40 percent and lowered cleaning costs by 35 percent.Xerox has achieved additional reductions in hazardous waste with a proprietaryprocess for coating fuser rolls. The improved process achieves 100 percent transfer efficiency of material to the roll and has cut our use of solvent and raw materials by 70 percent.
3% Disposed
75%Treated On-Site
10%Fuels Blended
4%Recycled Off-Site
3% Treated Off-Site
5%Recycled On-Site
Hazardous Waste Generated
Webster, NY WorldwideWilsonville, OR
Thou
sand
s of
Ton
s
16
14
12
10
8
6
4
2
095 98 99 00 01 02
2.5
//
1.8 1.7
6.0
1.1
5.2
0.9
10.8
7.3
1.0
13.4
10.3
Xerox strictly limits releases of hazardousmaterials to the environment and beneficially manages waste through treatment,reuse, and recycling.
2002 Hazardous Waste Management
24
Waste-Free Facilities
Non-Hazardous Solid WasteXerox’s Waste-Free Factory initiative has focused our efforts on reducing theamount of non-hazardous solid waste generated in Xerox operations, and responsibly managing waste that can not be eliminated. In 2002, Xerox operations worldwide collectively recycled 92 percent of their non-hazardoussolid waste.
In addition to the typical solid waste generated from manufacturing processesand construction and maintenance projects, Xerox manages thousands of end-of-life machines that Xerox customers return each year to our equipmentrecovery/recycle facilities. The portion of this returned equipment that can not bereused through remanufacture represents over 50 percent of the waste Xeroxoperations manage. We classify this material as “equipment waste.” Because ofthe unique challenges of managing electronic waste, the following sections present separate solid waste management results for Xerox equipmentrecovery/recycle operations that handle equipment waste and manufacturingoperations that manage process waste.
Equipment WasteEquipment that has reached the end of its useful life with a customer is returnedto Xerox equipment recovery/recycle facilities. To maximize environmental andfinancial benefits, Xerox first evaluates returned equipment for its reuse potential.Products suitable for reuse undergo the rigorous equipment remanufactureprocesses described on pages 12 and 13 of this report. Xerox’s equipment remanufacture program has given new life to the equivalent of more than 2 million copiers, printers, and multifunction systems while diverting hundreds of millions of pounds of potential waste from landfills.
Returned products that can not be remanufactured are designated as equipmentwaste. Xerox equipment recovery/recycle operations disassemble these machines,removing parts that can be processed for reuse according to stringent standardsfor quality and performance. The remaining components are recycled or disposed. In 2002, Xerox operations managing equipment waste were able toreuse or recycle 96 percent of this material.
2002 Non-Hazardous Solid Waste Management
39% ProcessWaste Reused orRecycled
6% Process WasteDisposed
53% EquipmentWaste Reused orRecycled
Xerox manages thousands of end-of-life machines that customers return each year to our equipment recovery/recycle facilities.
95 98 99 00 01 02
Non-Hazardous Solid Waste Recycle Rate:All Facilities
Perc
enta
ge R
ecyc
led
//
100%
80%
60%
40%
20%
0%
78%87%
80%90%87% 92%
Thou
sand
s of
Ton
s
60
40
20
095 98 99 00 01 02
Reused or Recycled Disposed
21
5 4 4 2 3
50 52
3745
36
2//
Equipment Waste:Equipment Recovery/Recycle Operations
2% EquipmentWaste Disposed
With the cooperation of local partners, Xerox operations inthe United Kingdom have developed a closed loop recyclingprocess for plastic parts. The plant recovers over 500 tonsof plastic from its equipment recovery operations annually.Nearly 400 tons of these recovered plastic parts are reused.The remainder — over 100 tons — are regranulated andformed into new parts by Xerox partners for ourWorkCentre family of products.
WorkCentre M55
Xerox’s Webster site earned the New York Water EnvironmentAssociation’s Silver Compliance Award in both 2001 and 2002.
25
Manufacturing Process WasteXerox manufacturing operations generated 45,000 tons of non-hazardoussolid waste in 2002. This waste stream consists primarily of paper,corrugated cardboard, wood pallets, and waste toner. Eighty-seven percent of this waste was reused or recycled.
• Toner WasteToner represents a significant portion of our solid waste stream. During conventional toner manufacture, large toner particles are mechanically groundand classified into the desired particle size. Toner particle size must be strictly controlled to ensure quality and performance. A by-product of the manufacturing process is toner “fines” that must be excluded from the finalproduct. Several years ago, Xerox achieved a major reduction in solid wastegeneration by developing a method to recycle these fines back into the manufacturing process. In 2002, the reuse of toner fines coupled with thereuse of post-consumer waste toner returned to Xerox from customer sites prevented the disposal of over 4,000 tons of solid waste. Starting in 2003, a newmethod of manufacturing toner will reduce the generation of toner waste. Xerox’snew emulsion aggregation technology chemically builds toner particles of thedesired size, nearly eliminating the generation of out-of-specification toner waste.
Despite these advances, not all toner can be reused, and to date, only limitedrecycling outlets have been identified. Meanwhile, several of our NorthAmerican plants are sending this waste toner to be burned to produce energy orto be recycled for use as a colorant in the manufacture of other products. Ourgoal is to reduce to zero the amount of waste toner sent to landfills.
Water Consumption and TreatmentWorldwide water consumption declined 13 percent between 2001 and 2002. Thisreduction was due to declines in production as well as outsourcing of operationsto Flextronics. Xerox’s largest manufacturing facility in Webster, New York,reduced its water consumption by 8 percent between 2001 and 2002 and by 45 percent since 1993. These reductions were due to both process improvementsand production decreases.
Wastewater from manufacturing processes is treated before discharge into localsanitary sewers. Xerox adjusts the pH of the wastewater and removes suspendedsolids as necessary. Xerox facilities have also put in place best management practices to prevent unwanted pollutants from entering waterways via surfacecontamination and run-off. Extensive sampling of wastewater discharges to bothsanitary and storm sewers ensures that discharged water meets Xerox’s strictrequirements. The Webster site was awarded the New York Water EnvironmentAssociation’s Silver Compliance Award in both 2001 and 2002. Xerox earned theaward by demonstrating greater than 99 percent compliance with all permittedwastewater discharge requirements, based on more than 1,700 samples annually.
Water Consumption
Mill
ions
of G
allo
ns
93 98 99 00 01 02
750
Webster, NY Worldwide
//
561533
898
461
831
450412
835724
1000
800
600
400
200
0
Thou
sand
s of
Ton
s
80
60
40
20
095 98 99 00 01 02
Reused or Recycled Disposed
44
14 10 1222
8
48
39
575962
6//
Process Waste: Manufacturing, Research, andDevelopment Operations
Closed-Loop Recycling

26
Waste-Free Facilities
Energy ConsumptionWorldwide energy consumption decreased by 14 percent between 2001 and2002, primarily due to production decreases and outsourcing of operations toFlextronics. Because the generation and use of energy produces emissions of carbon dioxide — a gas that contributes to global climate change — Xerox alsotracks energy consumption in terms of equivalent carbon dioxide emissions. Our reduction in energy consumption from 2001 translated into a 20 percentdecrease in carbon dioxide emissions.
The implementation of ISO 14001-conforming environmental management systems in our worldwide manufacturing operations has helped maintain a focuson energy conservation. Our Webster, New York, manufacturing complexreduced energy consumption by 27 percent between 1996 and 2002. This reduction was achieved through investments in energy-efficient equipment andprocesses, as well as declines in production. Most recently, a Webster site photoreceptor manufacturing operation reengineered its air drying process andredesigned its piping system for chilled process water to achieve annual energysavings of 2 million kilowatt hours. The Webster site also saves energy through “free” cooling. In winter months, the facility cools process water by running it through pipes outdoors instead of using energy-consuming chillers (industrial air conditioners).
In Wilsonville, Oregon, a team of engineers recently implemented a number of energy-conserving projects, including a redesigned hot oil/glycol system for the solid ink manufacturing process, yielding annual energy savings of 3.8 million kilowatt hours.
Energy-efficient features of Xerox offices include high-efficiency lighting,motion detectors that turn lights off when rooms are unoccupied, extra insulation,and solar film on windows.
As described on page 8 of this report, Xerox committed in 2003 to a company-wide effort to reduce energy consumption and associated greenhousegas emissions. Specific reduction targets will be established in 2004.
2002 Energy Consumption in Equivalent Carbon Dioxide (CO2) Emissions
In Webster, New York, Xerox conserves energy through“free cooling.” During winter months, manufacturing operations cool process water in outdoor pipes instead ofusing energy-consuming chillers.
2002 Energy Use: Distribution by Type
Ener
gy C
onsu
mpt
ion
(Mill
ions
of T
herm
s)
Energy Consumption Webster, NY
Energy Consumption Worldwide
Energy Consumption and Equivalent Carbon Dioxide (CO2) Emissions
50%NaturalGas49%
Electricity
1%Fuel Oil
67%CO2 fromElectricity
32%CO2 fromNaturalGas
1%CO2 from Fuel Oil
70
60
50
40
30
20
10
0
CO2
Emis
sion
s (T
hous
ands
of T
ons)
96 98 99 00 01 02
17 18 1522
19
464244
525
450
375
300
225
150
75
0
403
16
36
468
341
429
//
<1%CO2 from Cleaning
CO2 Emissions Worldwide

27
Xerox’s proactive approach to the clean-up of contaminated sites spans nearly two decades. An initial survey of Xerox facilities conducted in the mid-1980s identified 68 sites with soil and/or groundwater contamination. Since then, Xeroxhas completed remediation activities at 49 sites, including a location in Brazil thatwas finished in 2002. The completion of one additional site is planned for 2003.
Xerox’s development of an innovative remediation technology called 2-PhaseExtraction has helped us meet the aggressive schedule we have established forcompleting remediation projects. The company is currently evaluating the potentialof bioremediation technology — the use of microorganisms to break down soil andgroundwater contaminants into benign compounds — to further strengthen ourability to return contaminated properties to a useful and beneficial state.
Xerox, along with many other companies, has also been identified as a potentially responsible party for non-Xerox sites where we once sent waste for disposal. These locations are part of the U.S. Superfund program, a government effort to clean up hazardous waste sites.
Through year-end 2002, Xerox had been notified of potential liability at 41Superfund sites. Xerox has fully satisfied its obligations at 26 of these sites, andwe are establishing our level of responsibility at ten more. Xerox does not expectto take further action at five sites where we believe we have no responsibility.
To reduce the risk of future contamination, Xerox has implemented environmental management systems in all manufacturing facilities worldwide. As a result, only one new contaminated Xerox site has been identified since 1992. We also have a well-established audit process to ensurethat companies providing waste disposal services to Xerox operate in an environmentally sound manner.
Two Xerox operations were assessed compliance penalties in 2002. The CaliforniaOccupational Safety and Health Administration (CalOSHA) issued an $18,000 citation to a Xerox distribution center in Compton, California, for failure to postclearance heights for powered industrial trucks. The citation was prompted by anaccident that occurred in 2001 when an employee driving a powered industrial truckfailed to clear an overhead storage rack. The distribution center also received a$375 citation for a minor deficiency in recordkeeping.
Xerox operations in Webster, New York, received a citation of $4,619 from theU.S. Environmental Protection Agency (EPA) for the omission of one chemicalfrom an EPA-required annual report of toxic releases for calendar year 1997.
In both cases, Xerox immediately implemented corrective actions to addressproblem areas. Coupled with regular reviews of proper Xerox operating procedures and routine auditing of operations, these actions minimize the possibility of future incidents.
Our goal is to complete 90 percent of remediation activities by 2007.
Environmental Remediation
Compliance Penalties
Contaminated Sites Remediated
93 98 99 00 01 02 03 07Outlook Goal
12
42 44 46
Cum
ulat
ive
Num
ber o
fSi
tes
Rem
edia
ted 48 49
70
60
50
40
30
20
10
0
50
61
//

28
Employee Well-Being Health and Safety at Xerox
The protection of employee safety, health, and well-being is a fundamental element of responsible corporate citizenship. It is also critical to building the kindof world-class work environment that motivates employees to do their best. A comprehensive array of programs integrate this commitment into all facets ofXerox’s global operations.
Reducing Employee InjuriesXerox has established high expectations for safety performance with its ZeroInjury program. Introduced in 1997, the program’s goal is to reduce injuries tothe lowest possible levels among Xerox’s varied employee populations — manufacturing personnel, office workers, and technicians who operate and service equipment at customer sites. The Zero Injury program has helped Xeroxachieve a 50 percent reduction in our Total Recordable Incident (TRI) rate and a47 percent decline in our Day Away From Work (DAFW) case rate since 1996.
Xerox made further improvements in safety performance in 2002, although we fell short of our 10 percent year-over-year reduction target. Our TRI ratedecreased by 7 percent and our DAFW case rate dropped by 2 percent.
Making progress toward benchmark safety levels has been an ongoing challengefor Xerox, with each successive reduction in employee injuries more difficult toachieve. To date, we have instituted procedures for identifying and eliminatinghazards that can be addressed through engineering controls and process changes.We are also working to create a pervasive corporate culture that reinforces thevalue of safe work practices — each day and in each Xerox operation.
In 2003, Xerox is continuing training initiatives started in 2002 to strengthensupervisors’ commitment to their leadership role in promoting safety. We haveinstituted events, such as Xerox Safety Week and a safety awards program, toremind all Xerox employees of the importance of safety, and we are better integrating safety goals into existing management processes. Following an industrial fatality at Xerox’s Gyricon subsidiary in July 2003, we are also conducting a reassessment of potentially hazardous mechanical equipment in alloperations worldwide to ensure that appropriate safety measures are in place.Xerox will continue to strive toward industry benchmarks in safety and hasestablished a 10 percent improvement target for 2003.
Motor Vehicle SafetyWith a large population of Xerox service technicians who spend a significant partof their time driving to and from customer locations, motor vehicle safety is akey component of Xerox’s efforts to reduce employee injuries. Safety programsin place worldwide are tailored to local priorities and circumstances. The importance of these programs has been heightened as a result of several motorvehicle-related fatalities since 1998. Our North American sales and service operations, which employ more than 5,000 service technicians, conduct comprehensive driver training and annual reviews of employee driving records.
Workplace Fatalities
Industry Computer Xerox IndustryAverage and Office (U.S.) Benchmark2001 Equipment 2002 2002
2001
5.7
2.11.7
0.62
Workplace Safety Comparisons:U.S. Total Recordable Incidents
Per 1
00 E
mpl
oyee
s
6
5
4
3
2
1
0
Year Fatalities Cause
2003 1 Industrial equipment accident,(through September) Michigan, U.S.ı
2002 1 Motor vehicle accident,Jodhpur, India
2001 2 World Trade Center attack,New York, U.S.
2000 2 Motor vehicle accidents,Texas and Michigan, U.S.
1999 7 Workplace violence incident, Hawaii, U.S.
1998 1 Motor vehicle accident,Utah, U.S.
Note: All figures represent U.S. rates of injuries and illnesses reportable under the Occupational Safety andHealth Act (OSHA). Data is the most current available attime of publication.
ı This accident occurred at Gyricon LLC, a wholly ownedXerox subsidiary.
Xerox Workplace Injury Rates
Per 1
00 E
mpl
oyee
s 3
2
1
096 98 99 00 01 02 03
Target
Total Recordable IncidentsDay Away From Work Cases
2.401.85
1.561.05 .81 .69 .57
1.28
.62
1.3 1.19
.561.07
.50
//
29
Additionally, company vehicles incorporate safety features such as daytime running lights, side-impact air bags, and protective caging between car driversand parts storage areas.
ErgonomicsMusculoskeletal disorders represent more than 50 percent of our work-relatedinjuries and illnesses. As a result, the application of ergonomic principles isanother important element of our injury reduction program.
Workers’ compensation claims attributable to musculoskeletal disorders peakedin 1992. Since then, Xerox has taken significant steps to reduce these injuries,and has experienced a steady decline in the number of ergonomic cases and related costs as a result. For example, the rate of musculoskeletal injuries withinU.S. operations dropped 40 percent between 1992 and 2002.
The ergonomic assessments that have contributed to reductions in musculoskeletal disorders span the full range of Xerox operations.
• Manufacturing: Nearly every workstation in Xerox facilities worldwide hasbeen evaluated for ergonomic hazards. Ergonomically designed tools and assistdevices, such as tilt tables, lifts, and hoists, make it easier for employees tomaneuver parts and equipment during assembly.
• Office: Online ergonomic tools and assistance, including an office self-evaluation program, are available to employees worldwide. Office furniture standards include ergonomic design requirements, includingadjustable chairs and keyboard trays.
• Service: Periodic reviews of service technicians’ tools ensure they are designedwith ergonomics in mind. Tools posing an unacceptable safety risk are replaced.
In addition to correcting problems in existing jobs, Xerox integrates ergonomicconsiderations into the design of new products and manufacturing processes. The aim is to identify and eliminate potential safety hazards to Xerox employeeswho will assemble and service our equipment.
Medical ServicesXerox offers a broad spectrum of employee health and medical services. Medicalevaluations targeted to specific populations of Xerox employees are designed toensure fitness for work, promote good health, and provide early diagnosis andprompt medical intervention for potential health issues. All of our major locationsare staffed with professionals trained to respond to medical emergencies.
Xerox medical personnel monitor public health issues that have the potential toaffect Xerox people and business operations and then define appropriate protective measures. In 2003, Xerox closely followed the worldwide outbreak ofSevere Acute Respiratory Syndrome (SARS), issuing periodic travel advisories.
92 98 99 00 01 02
2.121.72 1.67 1.8
Musculoskeletal Injury Rate: U.S. Operations
Xerox employees use adjustable fixtures that rotate and reposition parts for easy accessibility during machine assembly. Ergonomic solutions like these have resulted in a 40 percent reduction in musculoskeletal injuries among U.S.employees between 1992 and 2002.
Per 1
00 E
mpl
oyee
s
1.44 1.27
The protection of employee safety, health and well-beingis fundamental to good corporate citizenship and tobuilding a work environment that motivates employees to do their best.
3
2
1
0 //
The National Irish Safety Organization and Northern IrelandSafety Group have recognized Xerox Technology Park inDundalk, Ireland, for excellence in occupational health andsafety. The Dundalk manufacturing site earned these groups’prestigious North East Regional Award in 2002 and the BestNew Entry (Large Size Company) Award in 2001.

Emergency Preparedness Xerox has established a comprehensive emergency preparedness and responseprogram to protect Xerox people and property, surrounding communities, and the environment. A Xerox corporate standard on emergency preparedness,revised in May 2000, requires all Xerox operations worldwide to have documented plans for responding to fires, chemical releases, natural disasters,and other potential incidents.
The terrorist attacks of September 11, 2001, followed by cases of anthrax in theU.S. postal system later that autumn, profoundly underscored the importance ofthese plans for all Xerox operations. These events have also prompted us to expandthe traditional scope of emergency planning beyond fires and chemical spills toevents not previously considered a potential risk. To do so, we are developing provisions for scenarios such as radiological or chemical incidents when it is saferfor employees to take shelter inside buildings than to evacuate.
Located within 10 miles of a nuclear power plant, our Webster, New York,manufacturing complex is one of the first sites to define detailed shelter-in-placeactions for radiological events. A team of safety, environmental, medical, security,and facilities personnel completed this activity in June 2003. A site-wide drillconducted in July confirmed that all key elements of the radiological emergencyresponse plan were in place. Several non-radiological incidents that haveoccurred since then have further tested Webster’s shelter-in-place procedures.While identifying areas for improvement, these events have also proven the valueof this unique planning.
All Xerox operations are integrating emergency preparedness and response planning into existing business review processes. Routinely scheduled management reviews, coupled with drills and corporate audits, verify that plansprovide adequate protection to Xerox and its people.
30
Employee Well-Being
Emergency Preparedness Requirements forXerox Facilities
• Perform a risk assessment of potential hazards,such as fire, explosion, chemicals, biologicalagents, radiation, natural disasters, andsecurity/violence issues.
• Develop and document a facility-specific emergency response plan to address all identifiedrisks, including provisions for:
• Emergency response coordination and support personnel.
• Facility shelter-in-place, evacuation and re-entry.
• Emergency alerts and employee communications (e.g. alarms).
• Auxiliary power for emergency lighting and alert systems.
• Communicate the plan to employees. Conducttraining in safe evacuation, shelter-in-place procedures, and rescue and response methods.
• Conduct annual drills to ensure plan readiness.
• Review risk assessment and emergency responseplan at least annually, revising as necessary.
Planning for Emergencies
BC
CM
ER
Emergency Response (ER)Crisis Management (CM)Business Continuity (BC)
Leve
l of A
ctiv
ity
Time
Emergency response is the initial set of actions taken in an emergency situation to protect Xerox people and property, surrounding communities,and the environment. Crisis management and business continuity planning ensure that Xerox has defined longer-term activities to protectour reputation and our ability to maintain business operations. Thisschematic demonstrates the relationship between these response phases.

Children of Xerox employees around the world participated inXerox’s 2003 Safety Week poster exhibition.
A Xerox safety engineer evaluates air quality in an electronics manufacturing “clean room” operation.
Xerox Limit
Dutch Limit
U.S. Limit
0 5 10 15Milligrams per Cubic Meter
Respirable Dust Total Dust
Workplace Exposure Limits
0.42.5
510
515
Monitoring Workplace ExposuresTo protect employees from unsafe exposures to chemicals and physical agentssuch as noise and radiation in the workplace, Xerox has defined strict exposurelimits for worldwide manufacturing, research, and service operations. For some materials — including toners, solvents, and metals — Xerox has established limits that go beyond even the strictest regulations and standards to provide additional employee protection.
Xerox facilities conduct routine monitoring of employees’ exposures to workplace chemicals. Monitoring conducted in 2002 indicated that 91 percent of employee exposures were within Xerox limits. Among the 9 percent of caseswhere chemical levels exceeded Xerox limits, two-thirds were “protected overexposures” — cases in which employees avoided unsafe exposures throughthe use of personal protective equipment such as respirators. The remaining one-third of overexposures were considered unprotected. In all instances, stepswere taken immediately to reduce overexposure through engineering controls oradherence to safe job procedures.
Health Studies: Establishing the Safety of TonerAs one of the world’s largest manufacturers and distributors of toners, Xerox haslong recognized its responsibility to establish the safety of these materials foremployees and customers. We initiated three major health studies nearly 20 yearsago to examine the potential long-term health effects of toner.
The first of these, completed in 1989, was a comprehensive laboratory study.Results indicated some health effects at very high levels of dust exposure, levelsunlikely to be experienced by workers in Xerox plants. Nonetheless, Xerox lowered toner dust levels in our factories at that time and instituted strict controlson dust emissions from Xerox products. Today’s machine emission limits aremuch lower than regulatory workplace exposure limits and the requirements ofthe strictest ecolabels.
The other two health studies focus on Xerox employees who manufacture tonerand service our equipment. One uses standardized techniques to compare thecauses of death for these Xerox populations to causes of death for the overall U.S. population in order to determine if there are any work-related mortality patterns. This study involves an evaluation of more than 32,000 people whoworked at Xerox between 1960 and 1982. The second study evaluates the potential health effects of toner on current Xerox manufacturing and serviceemployees exposed to toner, with a focus on the respiratory system. To date,neither of these studies has shown evidence of chronic health effects due to toner exposure.
Xerox will continue to evaluate the health effects of conventional toner, as well as new toner and ink technologies, through its ongoing studies.
Promoting Employee WellnessXerox encourages healthy behaviors and a proper balance between work and personal life in a number of ways. Tips on nutrition, fitness, self-care, and other aspects of healthy living are shared with employees through the Xerox intranet and other means. Each Xerox site tailors offerings such as health screenings, fitness classes, and instructional programs to meet localemployees’ needs and preferences.
31

32
Recognizing Employee ContributionsXerox employees form the backbone of our day-to-day efforts to achieve corporate safety goals and commitments to environmental and social responsibility. Working in Xerox facilities and surrounding communities, ourpeople invest their experience, creativity, and energy in putting these commitments into practice.
Earth Awards Xerox first established its Earth Awards program in 1990 to recognize grassrootsemployee efforts to practice the “Three Rs” — reduce, reuse, and recycle. Eachyear, teams and individuals from around the world are nominated in categoriessuch as energy and resource conservation, environmental leadership, and community involvement.
Showcasing environmental innovations throughout the global Xerox community,the Earth Awards program is an important communications vehicle. The programhas increased employee awareness of Xerox’s environmental goals and initiativesand inspired new efforts throughout the company.
Xerox presented Earth Awards to fifteen employee teams in 2003. Selected fromthirty-four nominations, these teams are responsible for substantial environmentalbenefits for local communities and cost savings of nearly $2 million for Xerox.
Safety AwardsModeled after the Earth Awards, Xerox’s Safety Awards program was institutedin 2003 to raise awareness of the importance of workplace safety. The programseeks out best practices in all areas of workplace safety, including fire protection,industrial hygiene, and ergonomics. In its first year, the program generated fifty-one nominations from employees around the world. Five individuals andeight teams were honored with awards, including:
• A team of employees from Xerox’s Rampur, India, manufacturing facility thatproactively identified and eliminated a potential safety hazard in a standardmaintenance procedure for toner manufacturing equipment. These efforts andothers have earned the plant an outstanding safety record and recognitionincluding the British Safety Council’s 2002 National Safety Award.
• A Xerox team from Mitcheldean, United Kingdom, that implemented a “360-degree” safety risk assessment program. In contrast to traditional evaluations limited to equipment hazards, the team’s approach gives equal consideration to the processes that employees follow when working with andaround equipment. More than 150 evaluations have identified risks and preventivemeasures for activities ranging from manufacturing tasks to motor vehicle safety.
• Bill Jackson, who developed a comprehensive safety program for Xerox’s NewYork/New Jersey service organization. By integrating safety considerations intoday-to-day business processes, Bill led this organization in reducing the severityof work-related injuries by 66 percent between 2001 and 2002.
Employee and Community Involvement Partnerships for Progress
The Xerox Earth Awards program recognizes employees’contributions to environmental protection.
Mike Payne (left), Brendan Carragher, and David McDermott(absent from photo) earned an Earth Award by developingnew processes for reusing parts, such as motors and solenoids, that were previously scrapped during the remanufacture of Xerox production printers in Dundalk,Ireland. The team’s efforts diverted over 6,700 pounds ofparts from landfills in 2002.
The Xerox Safety Awards recognize employees for leadershipefforts in promoting workplace safety. Some of our 2003award winners from Webster, New York, are pictured here.

In 2003, the Fire Department of New York City recognizedthe Xerox ambulance crew for their work at Ground Zerofollowing September 11, 2001.
More than 400 school children participated in Xerox EarthDay activities in Rampur, India.
Employee volunteers from the Xerox Technology Park inDundalk, Ireland, were involved in several community outreach programs in 2002, including the planting of awildflower garden three miles from the site. The facility’sefforts to share safety expertise with local organizationswere recognized with the Irish Health and Safety Authority’s2002 Good Neighbour Award.
33
Community Outreach As a global business leader, Xerox recognizes the importance of extending ourcommitment to sustainable growth beyond our corporate boundaries. This pagefeatures a few of the many outreach activities that Xerox and its people support.
Emergency ResponseAmong the many Xerox people who contributed to emergency response efforts in the days and months following September 11, 2001, were the members of the Xerox ambulance crew who traveled from our manufacturingplant in upstate New York to provide medical care for rescue workers at GroundZero. In recognition of these efforts, the Fire Department of New York City presented the crew with a letter and a plaque of commendation in 2003.
Earth DayXerox facilities around the world celebrate Earth Day each year, organizing localevents to promote environmental awareness among employees and surroundingcommunities. In 2003, our Rampur, India, manufacturing plant held its ninthannual Earth Day fair, featuring 3-D model and poster competitions and poetry recitations. In Canada, staff volunteers from the Xerox Research Centre participated in the City of Mississauga’s annual Earth Day clean-up activities.
Educational SupportXerox sponsors students, research, and coursework in environmental design andmanagement at institutions including Clarkson University in the United States,Imperial College and the University of Surrey in the United Kingdom, and theUniversity of Eindhoven in the Netherlands. Xerox is also working withSyracuse University on indoor air quality research.
In 2003, Xerox Brazil announced a partnership with SENAI-SP, Brazil’s top technical school, to start the largest professional educational center for digitalprinting in Latin America. The Digital Print Educational Center, opened this year,expects up to 1,800 students annually. The 7,500-square-foot facility houses leading-edge Xerox equipment and features classrooms and workshops for training and developing applications for digital printing technology.
Xerox Brazil also funds a range of children’s educational programs. Each year,the Mangueira Olympic Project gives more than 1,500 children the opportunityto participate in sports activities. Camp Mangueira trains young people preparingto enter the job market. Since the camp’s opening in 1988, over 5,000 adolescents have taken advantage of the program.
In the U.S., educational support is central to our community involvement programs. The Xerox Science Consultant Program is a partnership with local elementary schools that sends Xerox engineers and scientists into classroomstwice a month to engage young learners in biology, chemistry, and earth sciences.The program marks its thirty-fifth anniversary this year.

For more information about Xerox’senvironmental, health, and safety programs, please contact:
Xerox North America Environment, Health, and SafetyXerox Corporation 800 Phillips Road, Bldg. 205-99FWebster, New York 14580 U.S.A.Telephone: (800) 828-6571TTY: (866) 375-4134E-mail: [email protected]
Xerox Europe Environment, Health, and SafetyBessemer RoadWelwyn Garden CityHertfordshire AL7 1HEEnglandTelephone: 44 1707 353434E-mail: [email protected]
This report and other Xerox environmental,health, and safety materials are available onthe Internet:
www.xerox.com/environment
©2003 XEROX CORPORATION. Xerox®, The Document Company®, the digital X®, 2-Phase®, 3535®, 5034®, 5090®, ColorStix®, Color Xpressions®, DigiPath®, DocuShare®, Green World Alliance®, iGen3®, and WorkCentre® are registered trademarksand C32 Color™, C40 Color™, CopyCentre™, M15™, M55™, Planet Light™, Planet+™, and Xerox Copier Assistant™ are trademarks of Xerox Corporation in the United States and/or other countries. DocuColor® is a registered trademark licensed toXerox Corporation. SmartPaper® is a registered trademark of Gyricon LLC. ENERGY STAR® and the ENERGY STAR mark are registered U.S. marks. All rights reserved. 10/03 610P629200





























