Embed Size (px)
Citation preview

55
화학공정에서의 래어 시스템 안 성 향상 방안
마병철․권혁면*․김영철†**
전남대학교 대학원 화학공학과․*한국산업안전보건공단 산업안전보건연구원**전남대학교 공과대학 응용화학공학부 및 촉매연구소
(2012. 4. 24. 접수 / 2012. 9. 27. 채택)
A Study on the Safety Improvement at the Flare System in the Chemical Process
Byung-Chol Ma․Hyuck-Myun Kwon*․Young-Chul Kim†**
Department of Chemical Engineering, Graduate School, Chonnam National University*Occupational Safety & Health Research Institute, KOSHA
**Faculty of Applied Chemical Engineering and the Research Institute for Catalysis, Chonnam National University(Received April 24, 2012 / Accepted September 27, 2012)
Abstract : The purpose of this study is to suggest new safety code to improve the safety of the flare safety system. Firstly, we analyzed the major accidents occurred at the flare system since 1996 and proposed 3 articles which is required to be added newly to the existing KOSHA code. Secondly, we also performed the HAZOP study for each study node and also suggested 5 articles. Finally, we analyzed the commented contents of PSM reports which have been submitted from the enterprise located in Honam province since 2005 and proposed 5 articles as well. We understand that all 13 articles proposed above, should be added to the KOSHA code in order to improve the safety in the flare system and to prevent the major fire and explosion accidents in the design stage. Key Words : flare system, KOSHA code, HAZOP study
1. 서 론*
플래어 시스템(flare system)은 안전밸브 등을 통해
분출되는 폐가스(off gas)를 플래어 헤더(flare hea-der), 녹아웃 드럼(knockout drum) 및 밀봉드럼(seal drum)을 거쳐 최종적으로 플래어 스택(stack)에서
연소 처리하는 일련의 과정 및 설비들을 말한다. 이러한 시스템은 화학공장에서의 정전, 외부화재, 장치 및 설비의 고장 또는 운전조작의 실수 등으로
발생하는 비정상적인 과압(over pressure)을 안전하
게 해소하여 대형 화재․폭발사고를 미연에 방지하
는 역할을 담당한다1). 이러한 플래어 시스템의 안
전성을 고려하기 위해 일반적으로 API(american pet-roleum institute)2) 등의 국외 기술기준을 많이 활용
하는데 그 내용이 광범위하여 안전과 관련된 내용
을 별도로 찾아 적용하기가 쉽지 않다. 반면, 국내 안
†To whom correspondence should be [email protected]
전기술기준인 KOSHA(korea occupational safety and health agency) Code3-5)는 안전 관련 내용들 위주로
작성되어 있어 사업장으로부터 그 활용도가 높은
편이다. 그렇기 때문에, KOSHA Code는 새로운 내
용을 지속적으로 추가시켜 안정성 향상을 위한 새
로운 정보를 제공하여야 하지만 이러한 기술기준이 주기적으로 개정되고 있지 않는 것이 현실이다.
따라서, 본 연구에서는 플래어 시스템의 설계 및 운전에 있어 안전성을 향상시키기 위한 추가적인
기술기준을 제안하고자 한다. 이를 위해, 동 공정
에서 발생한 사고사례를 분석하여 대책을 수립하
였고 HAZOP(hazard and operability) 위험성평가를
실시하여 새로운 위험성을 발굴하였으며 마지막으로, 호남권센터의 공정안전보고서 보완내용을 분석하
였다. 이러한 연구를 통해 도출된 내용을 KOSHA Code에 반영하여 플래어 시스템의 안전성을 더욱
향상시키는데 기여하고자 한다.

마병철․권혁면․김영철
Journal of the KOSOS, Vol. 27, No. 5, 201256
2. 연구방법
2.1. 국내 플래어 시스템 사고사례 분석
1996년 이후, 플래어 시스템에서 발생한 사고는
2건으로서, 파라 자일렌(p-xylene)의 누출 및 화재
사고 1건 및 상압증류설비(CDU) 플래어의 녹아웃
드럼 화재 1건이다. 이러한 2건의 중대산업사고 사
례를 분석하여 국내 KOSHA Code에 추가되어야
할 내용을 제시하였다6-7).
2.2. 소각공정의 HAZOP 위험성 평가
국․내외 기술기준이 잘 적용된 공정8)을 선택하
여 플래어 시스템을 구성하는 설비 및 장치들을
중심으로 HAZOP(hazard and operability) 위험성평
가를 실시하였다. 검토대상설비는 Table 1과 같이
플래어 헤더, 녹아웃 드럼, 밀봉드럼(seal drum) 및
플래어 스택을 선정하였다. 아래의 ‘Flare Header’ 구간은 Fig. 1과 같이 공정에서 발생한 폐가스가
안전밸브 및 파열판을 통해 분출되고 연결된 배관
을 따라 주 배관(main header)에 합류되어 녹아웃
드럼으로 향하는 공정이고, ‘Knockout Drum’ 구간
은 Fig. 2와 같이 폐가스가 플래어 헤더에서 녹아
Table 1. Study nodes for HAZOP
Study node Description
Flare Header 래어 가스가 배 을 통하여 녹아웃 드럼으로 유입되는 공정
Knockout Drum녹아웃 드럼에서 래어 가스 액체성분이 분리되어 액체는 드럼에 장되고 가스(증기) 성분만 래어 스택으로 유입되는 공정
Seal Drum래어 스택상부에서 발생한 화염이 역화되지
못하도록 드럼내에 물이 일정수 이상 채워져 있는 설비
Flare Stack 공정에서 발생한 폐가스가 스택상부에서 연소처리되는 공정
Fig. 1. Study node for flare header.
Fig. 2. Study node for knockout drum.
웃 드럼으로 유입된 후, 밀봉드럼으로 향하는 공정
이다. 이때 폐가스는 녹아웃 드럼으로 유입되면서
기체(증기)성분과 액체가 분리되며, 기체(증기) 성분은 플래어 스택으로 유입되고 액체성분은 녹아
웃 드럼에 저장된다.또한, ‘Seal Drum’ 구간은 Fig. 3과 같이 폐가스
(기체 또는 증기 성분)가 녹아웃 드럼에서 밀봉드
Fig. 3. Study node for seal drum.
Fig. 4. Study node for flare stack.
화학공정에서의 플래어 시스템 안전성 향상 방안
한국안전학회지, 제27권 제5호, 2012년 57
럼을 거쳐 플래어 스택으로 향하는 구간이며, 마지
막으로, ‘Flare Stack’ 구간은 Fig. 4와 같이 밀봉드
럼을 통과한 폐가스가 플래어 스택의 버너 팁에서
최종 연소되는 공정이다.
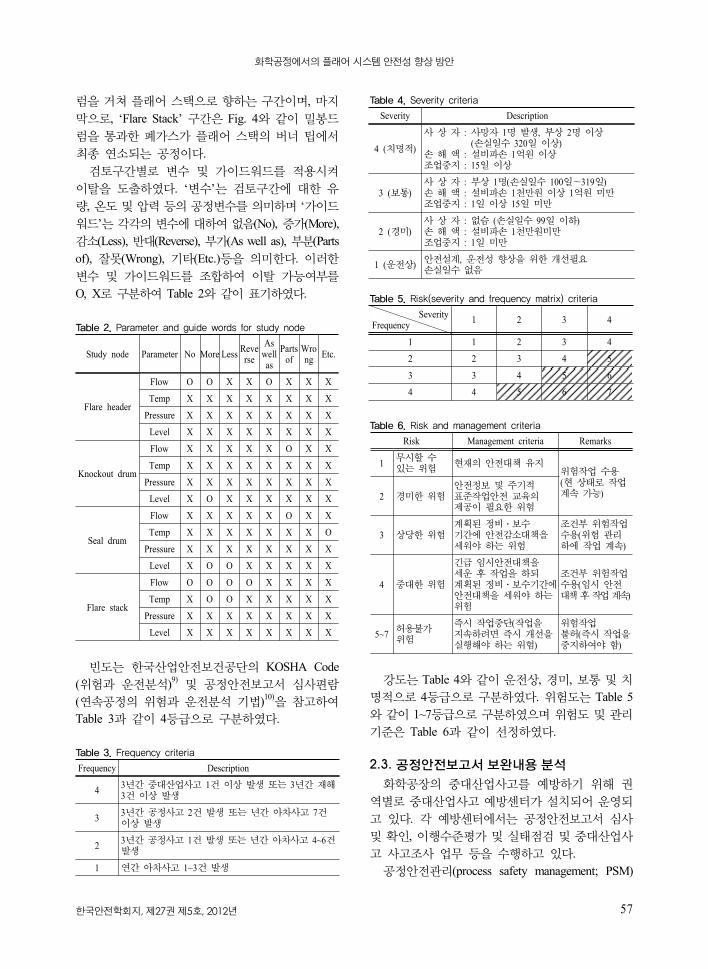
검토구간별로 변수 및 가이드워드를 적용시켜
이탈을 도출하였다. ‘변수’는 검토구간에 대한 유
량, 온도 및 압력 등의 공정변수를 의미하며 ‘가이드
워드’는 각각의 변수에 대하여 없음(No), 증가(More),
감소(Less), 반대(Reverse), 부가(As well as), 부분(Parts
of), 잘못(Wrong), 기타(Etc.)등을 의미한다. 이러한
변수 및 가이드워드를 조합하여 이탈 가능여부를
O, X로 구분하여 Table 2와 같이 표기하였다.
Table 2. Parameter and guide words for study node
Study node Parameter No More Less Reverse
As well as
Parts of
Wrong Etc.
Flare header
Flow O O X X O X X X
Temp X X X X X X X X
Pressure X X X X X X X X
Level X X X X X X X X
Knockout drum
Flow X X X X X O X X
Temp X X X X X X X X
Pressure X X X X X X X X
Level X O X X X X X X
Seal drum
Flow X X X X X O X X
Temp X X X X X X X O
Pressure X X X X X X X X
Level X O O X X X X X
Flare stack
Flow O O O O X X X X
Temp X O O X X X X X
Pressure X X X X X X X X
Level X X X X X X X X
빈도는 한국산업안전보건공단의 KOSHA Code(위험과 운전분석)9) 및 공정안전보고서 심사편람
(연속공정의 위험과 운전분석 기법)10)을 참고하여
Table 3과 같이 4등급으로 구분하였다.
Table 3. Frequency criteria
Frequency Description
4 3년간 산업사고 1건 이상 발생 는 3년간 재해 3건 이상 발생
3 3년간 공정사고 2건 발생 는 년간 아차사고 7건 이상 발생
2 3년간 공정사고 1건 발생 는 년간 아차사고 4~6건 발생
1 연간 아차사고 1~3건 발생
Table 4. Severity criteria
Severity Description
4 (치명 )
사 상 자 : 사망자 1명 발생, 부상 2명 이상 (손실일수 320일 이상)
손 해 액 : 설비 손 1억원 이상조업 지 : 15일 이상
3 (보통)사 상 자 : 부상 1명(손실일수 100일~319일)손 해 액 : 설비 손 1천만원 이상 1억원 미만조업 지 : 1일 이상 15일 미만
2 (경미)사 상 자 : 없슴 (손실일수 99일 이하)손 해 액 : 설비 손 1천만원미만조업 지 : 1일 미만
1 (운 상) 안 설계, 운 성 향상을 한 개선필요손실일수 없음
Table 5. Risk(severity and frequency matrix) criteria
SeverityFrequency 1 2 3 4
1 1 2 3 4
2 2 3 4 5
3 3 4 5 6
4 4 5 6 7
Table 6. Risk and management criteria
Risk Management criteria Remarks
1 무시할 수 있는 험
재의 안 책 유지험작업 수용
( 상태로 작업 계속 가능)2 경미한 험
안 정보 주기 표 작업안 교육의 제공이 필요한 험
3 상당한 험계획된 정비․보수 기간에 안 감소 책을 세워야 하는 험
조건부 험작업 수용( 험 리 하에 작업 계속)
4 한 험
긴 임시안 책을 세운 후 작업을 하되 계획된 정비․보수기간에 안 책을 세워야 하는
험
조건부 험작업 수용(임시 안
책 후 작업 계속)
5~7 허용불가 험
즉시 작업 단(작업을 지속하려면 즉시 개선을 실행해야 하는 험)
험작업 불허(즉시 작업을
지하여야 함)
강도는 Table 4와 같이 운전상, 경미, 보통 및 치
명적으로 4등급으로 구분하였다. 위험도는 Table 5와 같이 1~7등급으로 구분하였으며 위험도 및 관리
기준은 Table 6과 같이 선정하였다.
2.3. 공정안전보고서 보완내용 분석
화학공장의 중대산업사고를 예방하기 위해 권
역별로 중대산업사고 예방센터가 설치되어 운영되
고 있다. 각 예방센터에서는 공정안전보고서 심사
및 확인, 이행수준평가 및 실태점검 및 중대산업사
고 사고조사 업무 등을 수행하고 있다.공정안전관리(process safety management; PSM)

마병철․권혁면․김영철
Journal of the KOSOS, Vol. 27, No. 5, 201258
Table 7. PSM sites in korea
Area No.
Business Category(7) Hazardous materialsBusiness소계
원유정제
석유정제
석유기
합성수지
비료농약제조
화약불꽃
계 941 152 22 8 48 55 2 6 11 789
남권 322 70 15 1 30 18 1 2 3 252
수도권 245 14 2 0 0 5 0 3 4 231
호남권 164 41 4 4 9 21 1 1 1 123
부권 210 27 1 3 9 11 0 0 3 183
대상 사업장은 Table 7과 같이 전국적으로 941개(11년 말 기준)이고 호남권내의 사업장은 164개로
서 약 17%의 점유율을 차지하며, 7개 화학업종 기
준으로는 152개사 중 41개로서 전국적으로 약 27%의 점유율을 갖는다. 비록 전국 대비 관할 사업장
수는 적지만 호남권 센터는 국내 최대 석유화학공
단인 여수산단을 관할하고 있고 호남권 사업장에
설치된 플래어 시스템은 그 설계 및 제작을 전국
단위인 전문설계회사 및 제작사 등에서 주로 실시
하므로 이러한 호남권 센터중심의 분석이 충분히
대표성이 있다고 판단된다.호남권 센터는 ‘05년 개소 이후부터 총 578건의
공정안전보고서를 심사하였고 보고서 내용 중, 플래어 시스템의 안전성 향상을 위하여 언급된 보완
내용은 총 203건 이었다11). 이러한 보완내용을 분
석하여 플래어 시스템의 안전성을 향상을 위한 내
용을 제시하였다.
3. 결과 및 고찰
3.1. 사고사례분석 결과
플래어 시스템에서 발생한 사고는 파라 자일렌의
누출 및 화재사고와 상압증류장치(CDU) 플래어의
녹아웃 드럼에서 발생한 화재이다. 먼저 파라 자일
렌 누출 및 화재사고는 파라 자일렌이 배수로로 누
출되어 점화원에 의해 화재가 발생한 사고로서, 녹아웃 드럼에서 밀봉드럼간의 거리가 너무 멀어 증
기의 재액화가 발생하고 재 액화된 파라 자일렌
액체가 배수로로 이송 중 그 양이 많아 월류(over-flow)되어 배수로 주변에서 화재가 발생한 사고이다.
또한, 상압증류장치 플래어 녹아웃 드럼 화재
사고는 녹아웃 드럼에 퇴적된 황화철 슬러지를 제
거하는 작업중에 황화철의 자연발화로 발생한 사
고이다. 이러한 사고가 재발되지 않기 위해서는 현
재의 KOSHA Code에 다음의 항목을 추가하는 것
이 절실하다고 판단된다.
1) 녹아웃 드럼에서 플래어 스택까지의 거리가 멀 경우에는 이송 중 재 액화될 수 있으므로, 녹아웃
드럼과 플래어 스택중간지점에 녹아웃 드럼을 추
가로 설치하는 것이 필요하다.2) 밀봉드럼의 월류관(overflow line)은 배수로
(ditch)에 직접 연결하고, 배출시 주위로 비산되지
않도록 Funnel의 직경 및 연결방법을 고려하는 것
이 필요하다.3) 황화철 등 자연 발화할 수 있는 물질을 포함
하는 녹아웃드럼을 개방하는 경우에는 가연성의
증기 또는 가스 등이 공기와 접촉하지 못하도록
질소 등의 불활성가스로 치환하고, 청소하는 경우
에는 탱크 내에 물을 충분히 채워 가연성의 증기
및 가스를 제거하는 것이 필요하다.
3.2. HAZOP 위험성 평가결과
플래어 시스템에 대한 HAZOP 위험성평가는 4구간으로 구분하여 실시하였다. 첫 번째 ‘Flare Header’ 구간은 폐가스의 흐름을 중심으로 No(없음), More(증가), 부가(As well as)에 대한 가이드 워드
를 적용시켜 총 6개의 이탈을 도출하였고 각 이탈
에 따른 위험성평가 결과는 Table 8과 같다. 총 6건의 위험등급은 모두 4등급(중대한 위험)이었다. 또한, 5건의 개선권고사항이 도출되었으며 그 내
용은 다음과 같다.1) 안전밸브 후단의 밸브가 차단되지 않도록 유
지관리에 주의해야 한다.2) 플래어 헤더 내부에 액체 응축물이 고이지 않
도록 플래어 헤더에 경사를 두어 시공하고, 이를
도면에 표기해야 한다.3) 녹아웃 드럼 스팀공급 설비 및 회수설비에 설
치된 차단밸브는 CSO(car sealing open)로 유지해야 한다.
4) 녹아웃 드럼의 레벌 게이지 및 연동펌프
작동을 수시로 관리해야 한다.5) 플래어 헤더에 설치된 스펙터클 블라인드
spectacle blind)를 제거하거나, 정상 운전시 조작하
지 않도록 경고표지를 부착해야 한다.두 번째 ‘Knockout Drum’ 구간에서는 4개의 이
탈을 도출하였다. 각 이탈에 따른 위험성평가 결과
는 Table 9와 같다. 총 5개의 이탈의 위험등급은 3등급(상당한 위험) 2건, 4등급(중대한 위험)이 3건
이었다. 또한, 4건의 개선권고사항이 도출되었으며
그 내용은 다음과 같다.1) 녹아웃 드럼 레벨 감지기와 펌프가 연동되어

화학공정에서의 플래어 시스템 안전성 향상 방안
한국안전학회지, 제27권 제5호, 2012년 59
Table 9. HAZOP execution report for knockout drum
No. Deviation Cause Consequences SafeguardsRisk
RecommendationsF S R
1 More Level
1.1. 래어 헤더를 통하여 다량의 배출물이 녹아웃 드럼으로 일시에 유입
1.1.1. 녹아웃 드럼 용량이격하게 상승하여
효과 인 기액분리가 어렵고, 가스흐름에 비말동반된 액 을 포함
1. 벨 감지기 펌 연동설비
1 4 4
- 벨 감지기 펌 연동설비 유지 리
1.2. 정 발생으로 다량의 배출물이 녹아웃 드럼으로 유입되고 드럼 하부의 펌 가 작동되지 않아 벨이
격하게 상승
1.1.2. 가스 흐름속에 다량의 액체성분이 포함되며, 래어 스택에서는 Mist성분이 Burning Droplet을 형성하여 래어 스택 주 에 화재가 발생
1. 펌 는 비상 원을 연결하고, 가동상태를 DCS에서 확인할 수 있도록 조치2. 비용 펌 설치
1 4 4 -
1.3. 녹아웃 드럼의 벨을 감소시키기 해 드럼 하부의 펌 가 작동해야 하나, 펌
단에 설치된 블록밸 가 차단되어 펌 가 정상작동하지 않음
1.1.3. “1.1.2”와 동일
- 1 3 3
- 녹아웃 드럼 하부와 펌 사이에 설치된 블록밸 는 CSO(car seal open)으로 유지
1.4. 녹아웃드럼 벨 상승 동결로 인한 유입차단
1.1.4. 안 밸 후단 압력축 으로 인한 반응기 등의 열
1. 스 공 회수장치 설치 1 3 3
- 스 공 설비 회수설비에 차단밸 는 CSO로 유지
2 Parts of Flow
2.1. Funnel로 연결되는 배 으로다량의 인화성 액체가 통과할 경우, 병목 상으로 인해 일부 인화성 액체가 Funnel주 로 비산
2.1.1. Funnel 주 로 인화성 액체가 비산되어
형 화재․폭발 발생 - 1 4 4
- 녹아웃 드럼과 슬롭오일 탱크로 연결된 배 은 Funnel 형태가 아닌 직결식으로 연결
Table 8. HAZOP execution report for flare header
No. Deviation Cause Consequences SafeguardsRisk
RecommendationsF S R
1 No Flow
1.1. 래어 헤더 차단밸 닫힘
1.1.1. 안 밸 후단 압력축 으로 인한 반응기 등의 열
1. 안 밸 (복수) 후단의 시건 조치 1 4 4
- 안 밸 후단의 밸 가 차단되지 않도록 유지 리
1.2. 래어 헤더 열 ( 래어의 온도 압력을 고려하지 않은 배 재질 선정)
1.1.2. 열 부 로 험물(인화성 가스 등)
이 출되어 화재․폭발
1. 온 가스가 유입되는 래어 헤더는 별도로 연결
1 4 4 -
1.3. 래어 헤더에서 헤머링 상이 발생하여 배 의 굽힘
부 를 가격 후, 배 열
1.1.3. “1.1.2”과 동일 1. 인화성 액체가 배출되는 배 은 녹아웃 드럼으로 별도로 연결하고, 포켓부를 제거
1 4 4
- 래어 헤더내부에 액체 응축물이 고이지 않도록 래어 헤더에 경사를 두어 시공하고, 이를 도면에 표기
1.4. 녹아웃드럼 벨 상승 동결로 인한 유입차단
1.1.4. “1.1.1”과 동일 1. 스 공 회수장치 설치2. 벨게이지
1 4 4- 스 공 설비
회수설비에 차단밸 는 CSO로 유지
2 More Flow
2.1. 안 밸 를 통하여 다량의 배출물이 통과
2.1.1. 녹아웃 드럼의 벨상승( 벨유지
실패시 인화성물질의 녹아웃드럼주 로 분출)
1. 드럼 벨게이지 연동 펌
2 3 4
- 벨게이지 연동펌 작동 수시
리
3 As well as flow
3.1. 래어 헤더라인에 설치된 스펙터클 블라인드의 잘못 취 으로 인해 외부 공기가 래어 헤더로 유입
3.1.1. 외부 공기가 래어 헤더로 유입되어 래어 헤더내
폭발범 를 형성하거나, 래어 헤더내의 인화성
가스가 외부로 출
- 1 4 4
- 래어 헤더에 설치된 스펙터클 블라인드를 제거하거나,정상운 시 조작하지 않도록 경고표지 부착
작동되도록 설비 유지관리를 실시해야 한다. 2) 녹아웃 드럼 하부와 펌프사이에 설치된 블록

마병철․권혁면․김영철
Journal of the KOSOS, Vol. 27, No. 5, 201260
Table 10. HAZOP execution report for seal drum
No. Deviation Cause Consequences SafeguardsRisk
RecommendationsF S R
1 More Level
1.1. 월류 (overflow tube) 라인에 설치된 블록밸 가 잠김
1.1.1. 드럼의 수 가 증가하여 녹아웃 드럼에서 유입되는 가스흐름이 차단
- 2 2 3
- 월류 라인에 설치된 블록밸 는 CSO으로 유지
1.2. 액 동결로 인한 액 벨 상승
1.1.2. 안 밸 후단 압력축 으로 인한 반응기 등의 열
1. 액 동결방지조치(스
공 )2 2 3 -
2 Less Level
2.1. 드럼 하부에서 폐수처리설비로 향하는 배 상에 설치된 블록밸 가 열림
2.1.1. 래어 헤더가 정상 으로 되지 않아 역화방지 기능이 상실되거나 공기가
래어 시스템으로 유입될 수 있음
1. 드럼 수 를 감지하고 수 가 낮을 경우, 알람이 울리고 물이 자동으로 유입됨
1 4 4
- 폐수처리설비로 연결되는 배 에 설치된 밸 에 해서
리 철 (필요시 CSC로 유지)
2.2. 드럼의 월류 배 에서 사이폰 상이 발생하여 드럼 내부의 액체가 폐수처리시설로 이송되어
벨이 감소
2.1.2. “2.1.1”과 동일 1. 드럼의 운 압력(수두)의 1.75배 이상으로 Loop 설치
1 2 2
- 드럼의 액 수 를 DCS에서 모니터링 할 수 있도록 조치( 벨이 낮을 경우 알람을 설정)
2.3. 녹아웃드럼 벨 상승 동결로 인한 유입차단
2.3.1. 안 밸 후단 압력축 으로 인한 반응기 등의 열
1. 스 공 회수장치 설치 1 4 4
- 스 공 설비 회수설비에 차단밸 는 CSO로 유지
3 Parts of Flow
3.1. Funnel로 연결되는 배 으로 다량의 인화성 액체가 통과할 경우, 병목 상으로 인해 일부 인화성 액체가 주 로 비산
3.1.1. Funnel 주 로 인화성 액체가 비산되어
형 화재․폭발 발생 - 1 4 4
- 드럼과 폐수처리시설로 연결된 배 은 Funnel 형태가 아닌 직결식으로 연결
Table 11. HAZOP execution report for flare stack
No. Deviation Cause Consequences SafeguardsRisk
RecommendationsF S R
1 More Flow
1.1. 다량의 안 밸 배출물이 래어 시스템으로 유입
1.1.1. 래어 상부의 불꽃높이가 높아지면서 불완 연소가 발생
1. 공기가 하게
혼합되도록 스 공
2 3 4
- 스 공 라인에 설치된 컨트롤 밸 의 Fail Position은 Fail Open으로 유지
2 Less Flow
2.1. 안 밸 배출물이 거의 없을 경우
2.1.1. 래어 가스의 속도가 낮고 외부의 공기가 유입되어 래어 시스템에서 화재 발생
1. 액 동결방지조치(스
공 ) 1 4 4 -
3 ReversFlow
3.1. 래어시스템에서 진공이 걸릴 경우
3.1.1. 진공이 걸려 외부의 공기가 유입되어 래어 시스템에서 화재․폭발 발생
1.배 을 액에 하여 진공이
걸리는 것을 방지 1 4 4
- 액을 일정수 로 유지하기 해서,
액을 공 하는 배 상에 설치된 컨트롤 밸 는 F․O로 유지
4 More Temp.
4.1. 다량의 안 밸 배출물이 래어 시스템으로 유입되어 래어 에서 일시에 연소
4.1.1. 일시에 많은 가스의 연소로 발생된 연소열로 인해 래어 손상
1. 스 을 스택 상부( 래어 ) 주변으로 공 하여 냉각효과 유지
2 2 3
- 스 공 라인에 설치된 컨트롤 밸 의 Fail Position은 Fail Open으로 유지
5 LessTemp.
5.1. 일럿 버 의 연료가 공 되지 않거나, 래어 의 불꽃이 화되지 않은 경우
5.1.1. 스택으로 유입된 가스가 연소되지 않은 상태로 기로 배출되어
형 화재․폭발이 발생
1. 래어 의 불꽃의 온도를 감지하기 한 온도센서 설치
1 4 4
- UV/IR 조합형 불꽃 감지기를 설치
밸브는 CSO로 유지해야 한다.3) 녹아웃 드럼 스팀공급 설비 및 회수설비에
설치된 차단밸브는 CSO로 유지해야 한다.
4) 녹아웃 드럼과 슬롭오일 탱크로 연결된 배관
은 Funnel형태가 아닌 직결식으로 연결해야 한다. 세 번째 ‘Seal Drum’ 구간에서는 총 6개의 이탈

화학공정에서의 플래어 시스템 안전성 향상 방안
한국안전학회지, 제27권 제5호, 2012년 61
을 도출하였고, 각 이탈에 따른 위험성평가 결과는
Table 10과 같다. 총 6개의 이탈의 위험등급은 2등급(경미한 위험)이 1건, 3등급(상당한 위험) 2건, 4등급(중대한 위험)이 3건 이었다. 또한 개선 권고
사항은 총 5건이 도출되었으며 그 내용은 다음과
같다.1) 밀봉드럼 월류관에 설치된 블록밸브는 CSO
로 유지해야 한다.2) 폐수처리설비로 연결되는 배관에 설치된 밸
브에 대해서는 닫히지 않도록 관리를 철저히 해야
한다.3) 밀봉드럼의 밀봉액 수위를 중앙제어실(DCS)
에서 모니터링 할 수 있도록 조치해야 한다(수위
가 낮을 경우 알람이 울리도록 설정).4) 녹아웃 드럼 스팀공급 설비 및 회수설비에
설치된 차단밸브는 CSO로 유지해야 한다.5) 밀봉드럼과 폐수처리시설로 연결된 배관은
Funnel형태가 아닌 직결식으로 연결해야 한다.마지막으로, ‘Flare Stack’ 구간에서는 총 5개의
이탈을 도출하였고 각 이탈에 따른 위험성평가 결
과는 Table 11과 같다. 총 5개의 이탈의 위험등급
은 3등급(상당한 위험) 1건, 4등급(중대한 위험)이
4건이었다. 또한 개선 권고사항은 총 4건이 도출되
었으며 그 내용은 다음과 같다.1) 스팀공급라인에 설치된 컨트롤 밸브의 Fail
Position은 Fail Open으로 유지해야 한다(다량의 폐가
스가 플래어 스택으로 유입 되더라도 불완전연소가 발생하지 않도록 스팀을 지속적으로 공급하기 위함).
2) 밀봉액을 일정 수위이상으로 유지하기 위해, 밀봉액을 공급하는 배관상에 설치된 컨트롤 밸브
는 Fail Open으로 유지해야 한다.3) 스팀공급라인에 설치된 컨트롤 밸브의 Fail
Position은 Fail Open으로 유지해야 한다.(일시에 많
은 가스의 연소로 발생된 연소열로 인해 플래어
팁 상부가 손상되는 것을 방지하기 위함).4) 플래어 팁의 불꽃이 점화되지 않아, 플래어
스택으로 유입된 인화성가스가 연소되지 않은 상
태로 대기로 배출될 경우를 대비하기 위해 플래어
팁의 불꽃을 감지할 수 있는 불꽃감지기(UV/IR 조합형)를 설치해야 한다.
위 네 구간에 대한 HAZOP 위험성평가 결과, 총
18건의 개선권고사항이 도출되었고 이중 다음 5가지 항목은 KOSHA Code에 추가하는 것이 필요하
다고 판단된다.1) 플래어 헤더에 스펙터클 블라인드를 설치할
경우, 잘못 취급시 플래어헤더로 공기가 유입되어
대형 화재․폭발로 연결될 수 있어 설치하지 않는
것이 바람직하다. 다만, 하나의 플래어 스택에 둘
이상의 단위공정의 플래어 헤더를 연결하여 사용
할 경우에는 제어실에서 열림과 닫힘을 알 수 있는 차단밸브를 설치할 수 있는데, 이 경우에 한하여
차단밸브 바로 전단에 스펙터클 블라인드를 설치
할 수 있고, 이때는 정상 운전시에는 조작하지 않
도록 하고 운전 정지시에는 차단밸브를 닫은 후 스
펙터클 블라인드를 조작하도록 조치하여야 한다.2) 녹아웃 드럼의 내용물이 수분이 함유된 유체
의 경우 추운 날씨에 동결될 수 있으므로 이의 방지
를 위한 수단을 고려하여야 한다. 만약 스팀을 사용
하여 동결방지를 하고자 한다면, 스팀이 공급되는
배관에 설치된 차단밸브는 항상 열려 있도록 조치
하고 컨트롤 밸브가 설치된 경우에는 Fail position을 Fail open으로 조치하여야 한다.
3) 밀봉드럼의 수위가 증가하여 녹아웃 드럼에
서 유입되는 가스흐름을 방해할 수 있으므로 밀봉드
럼에는 월류관을 설치하고 배관에 설치된 차단밸
브는 CSO로 항상 열려 있도록 조치하여야 한다.4) 밀봉액을 일정수준 유지하기 위해서 밀봉액
을 공급하는 배관상에 설치된 컨트롤 밸브는 그 Fail position을 Fail open으로 하여야 한다.
5) 플래어 팁의 불꽃이 점화되지 않아, 플래어
스택으로 유입된 인화성가스가 연소되지 않은 채
로 대기로 배출될 경우를 대비하기 위해 플래어 팁
의 불꽃을 감지할 수 있는 불꽃감지기(UV/IR 조합
형)를 설치하여야 한다.
3.3. 공정안전보고서 보완내용 분석결과
총 203건의 보완내용을 분석한 결과 Table 12와
같이 크게 15가지로 분류되었다.위 보완내용 중, 대부분은 사고사례 분석 및 위
험성평가에서 도출된 내용에서 언급되었지만 다음
5항목은 KOSHA Code에 추가하는 것이 필요하다.1) 녹아웃 드럼에서 플래어 스택으로 가는 배관
에 U자형 포켓부분이 있을 경우 포켓부분에 응축
된 응축물에 의한 해머링 현상이 발생할 수 있으므
로 포켓부분을 제거해야 한다. 2) 프로필렌 볼탱크 등에 설치된 안전밸브가 작
동될 경우, 공정으로 가연성 가스가 유입되어 폭발
범위를 형성할 수 있으므로 프로필렌 볼탱크에 설
치된 안전밸브 후단을 플래어 스택으로 연결하여
안전하게 연소 처리하여야 한다(단, 플래어 헤더를

마병철․권혁면․김영철
Journal of the KOSOS, Vol. 27, No. 5, 201262
Table 12. Recommendations commented for incineration system
Recommendations No.
1) 안 밸 열 의 작동원인 배출용량(소요배출 정격배출)의 계산근거 미흡
119
2) 액상성분을 별도로 처리하는 녹아웃드럼 설치 용량검토 미흡
16
3) 안 밸 열 ․후단 래어 헤더에 차단밸 는 블라인드를 설치
15
4) 여러 개의 안 밸 를 통해 분출되는 래어량 래어스택 용량 계산미흡
11
5) 안 밸 에서 분출된 인화성물질을 연소설비로 연결하지 않고 기배출
8
6) 2개 이상의 안 밸 가 합류하는 배 의 단면 이 각각의 안 밸 단면 의 합보다 작은 경우
6
7) 래어스택의 복사열이 기 값(4000 kcal/m2․h)을 만족하는지 미검토
6
8) 녹아웃 드럼하부의 이송펌 를 설치하지 않았거나 펌 용량이 부족한 경우(이송펌 에 비상 원을 연결하지 않은 경우 포함)
4
9) 안 밸 열 선정(배압 향 미고려) 설치 치 미흡(안 밸 는 기상부에 설치하고
열 은 최 한 반응기와 근 하게 설치하여야 하나 미고려)
4
10) 래어스택 역화방지 조치( 드럼 미설치) 미실시
4
11) 안 밸 열 토출배 집합 과 국소배기장치 집합 미분리
3
12) 래어헤더를 통과하는 배출물이 임계속도 이하로 통과하는지 미검토
3
13) 드럼에 액 조 스 공 배 을 미설치하거나 조 밸 미설치
2
14) 래어 스택 Burner Tip 설계용량 미흡 1
15) 고착성물질을 취 하는 설비의 안 밸 어 헤더 고착방지 조치 미흡
1
연결할 경우에는 건식 Flare 계에 연결하여, 응축물
에 의한 해머링이 발생하지 않도록 조치해야 함).3) 파열판을 선정할 때 파열이 발생하는 낮은 온
도(토출부 막힘 등)에서도 용기를 보호할 수 있도
록 파열판을 선정하고 가능한 용기와 가까운 곳에
파열판을 설치하여야 한다(파열판은 온도에 따라
파열되는 압력이 변함).4) 안전밸브 후단의 재질변경지점을 표기하지 않
아, 성능이 낮은 재질로 변경할 경우 안전밸브 전
단의 밸브가 누설(passing)이 발생하여 후단의 밸
브틈새로 위험물이 누출될 수 있으므로 안전밸브
후단의 재질변경지점을 표기하고 고압공정에서 안
전밸브 전단을 CSC로 설정할 경우에는 그 후단을
CSO으로 설정하여 전단의 밸브에서 누설로 인한 고
압의 인화성 가스가 후단의 밸브에 의해 막혀 플
렌지 등으로 누출되는 것을 방지해야 한다.5) 파열판을 통해 토출된 인화성 증기가 헤더를
통해 이송 후 연소 또는 습식 처리되도록 된 경우
에는, 동일 헤더에 국소배기 흡입관을 연결하여 사
용하지 않도록 한다(연결된 경우에는 토출된 인화
성 증기성분이 흡입관(후드식)을 통해 다시 공정내
로 분출되어 대행 화재․폭발이 발생할 수 있음).
4. 결 론
본 연구는 플래어 시스템의 안전성을 향상시키
기 위해 국내기술기준에 추가되어야 할 내용을 제
시하고자 수행되었다. 이를 위해, 첫째로 플래어 시
스템에서 발생한 사고사례 내용을 분석하여 대책
에 따른 기술기준을 제시하였고 둘째로, 국내 화학
공장의 플래어 시스템 도면을 선정하여 HAZOP 위험성평가를 실시하여 개선대책을 도출하였으며 마
지막으로, 호남권센터에서 검토한 공정안전보고서
의 보완내용을 분석하였다. 그 결과 국내 안전기술
기준에 꼭 추가되어야 할 내용을 다음과 같이 제시
하였다.
1) 플래어 헤더에 스펙터클 블라인드를 설치할
경우, 잘못 취급시 플래어헤더로 공기가 유입되어
대형 화재․폭발로 연결될 수 있어 설치하지 않는
것이 바람직하다. 다만, 하나의 플래어 스텍에 둘
이상의 단위공정의 플래어 헤더를 연결하여 사용
할 경우에는 제어실에서 열림과 닫힘을 알 수 있는 차단밸브를 설치할 수 있는데, 이 경우에 한하여
차단밸브 바로 전단에 스펙터클 블라인드를 설치
할 수 있다. 이때는 정상운전시에는 조작하지 않도록 하고 운전 정지시에는 차단밸브를 닫은 후, 스펙터
클 블라인드를 조작하도록 조치하여야 한다.2) 파열판을 선정할 때 파열이 발생하는 낮은
온도(토출부 막힘 등)에서도 용기를 보호할 수 있
도록 파열판을 선정하고 가능한 용기와 가까운 곳
에 파열판을 설치하여야 한다(파열판은 온도에 따
라 파열되는 압력이 변함).3) 안전밸브 후단의 재질변경지점을 표기하지 않
아, 성능이 낮은 재질로 변경할 경우 안전밸브 전
단의 밸브가 누설(passing)이 발생하여 후단의 밸
브틈새로 위험물이 누출될 수 있으므로 안전밸브
후단의 재질변경지점을 표기하고 고압공정에서 안
전밸브 전단을 CSC로 설정할 경우에는 그 후단을
CSO으로 설정하여 전단의 밸브에서 누설로 인한

화학공정에서의 플래어 시스템 안전성 향상 방안
한국안전학회지, 제27권 제5호, 2012년 63
고압의 인화성 가스가 후단의 밸브에 의해 막혀
플렌지 등으로 누출되는 것을 방지해야 한다.4) 프로필렌 볼탱크 등에 설치된 안전밸브가 작
동될 경우, 공정으로 가연성 가스가 유입되어 폭발
범위를 형성할 수 있으므로, 프로필렌 볼탱크에 설
치된 안전밸브 후단을 플래어 스택으로 연결하여
안전하게 연소처리하여야 한다(단, 플래어 헤더를
연결할 경우에는 건식 플래어 계에 연결하여 응축
물에 의한 해머링이 발생하지 않도록 조치).5) 파열판을 통해 토출된 인화성 증기가 헤더를
통해 이송 후 연소 또는 습식 처리되도록 된 경우
에는, 동일 헤더에 국소배기 흡입관을 연결하여 사
용하지 않도록 한다(연결된 경우에는 토출된 인화
성 증기성분이 흡입관(후드식)을 통해 다시 공정내로 분출되어 대행 화재․폭발이 발생할 수 있음).
6) 녹아웃 드럼에서 플래어 스택까지의 거리가
멀 경우에는 이송 중 재 액화될 수 있으므로, 녹아웃 드럼과 플래어 스택중간지점에 녹아웃 드럼을 추
가로 설치하는 것이 필요하다.7) 녹아웃 드럼의 내용물이 수분이 함유된 유체
의 경우 추운 날씨에 동결될 수 있으므로 이의 방지
를 위한 수단을 고려하여야 한다. 만약 스팀을 사
용하여 동결방지를 하고자 한다면 스팀이 공급되
는 배관에 설치된 차단밸브는 항상 열려 있도록
조치하고 컨트롤 밸브가 설치된 경우에는 Fail position을 Fail open으로 하여야 한다.
8) 녹아웃 드럼에서 플래어 스택으로 가는 배관
에 U자형 포켓부분이 있을 경우 포켓부분에 응축된 응축물에 의한 해머링 현상이 발생할 수 있으므로
포켓부분을 제거해야 한다.9) 황화철 등 자연 발화할 수 있는 물질을 포함
하는 녹아웃 드럼을 개방하는 경우에는 가연성의
증기 또는 가스 등이 공기와 접촉하지 못하도록
질소 등의 불활성가스로 치환하고 청소하는 경우
에는 탱크 내에 물을 충분히 채워 가연성의 증기
및 가스를 제거하는 것이 필요하다.10) 밀봉드럼의 월류관은 배수로에 직접 연결하고
배출시 주위로 비산되지 않도록 Funnel직경 및 연
결방법을 고려하는 것이 필요하다.
11) 밀봉드럼의 수위가 증가하여 녹아웃 드럼에
서 유입되는 가스흐름을 방해할 수 있으므로 밀봉드
럼에는 월류관을 설치하고 배관에 설치된 차단밸
브는 CSO로 유지해야 한다.12) 밀봉액을 일정수준 유지하기 위해서 밀봉액
을 공급하는 배관상에 설치된 컨트롤 밸브는 그 Fail position을 Fail open으로 하여야 한다.
13) 플래어 팁의 불꽃이 점화되지 않아, 플래어
스택으로 유입된 인화성가스가 연소되지 않은 채로 대기로 배출될 경우를 대비하기 위해 플래어 팁의
불꽃을 감지할 수 있는 불꽃감지기(UV/IR 조합형)를 설치하여야 한다.
참고문헌
1) 이영순 등, “화공안전공학”, pp. 274~349, 1997.2) API, “Sizing, Selection, and Installation of Pressure-
Relieving Devices in Refineries(API 520, API 521, API R P 521)”, 2000.
3) KOSHA CODE D-32, “플래어시스템의 공정설계
기술지침”, 한국산업안전보건공단, 2003. 4) KOSHA CODE D-14, “안전밸브 등의 설정압력․
배출용량 산출 및 설치 등에 관한 기술지침”, 한국
산업안전보건공단, 2001. 5) 한국산업안전보건공단 전남동부지도원, “Flare
System 및 Vent Stack 설계”, 1998.6) 이하연, “사고사례를 통한 화학공장 안전”, 2006.7) 한국산업안전보건공단, “중대산업사고 조사보고
서”, 2009.8) oo화학, “플레어시스템 공정도면”, 2011.9) 한국산업안전보건공단, “위험과 운전분석”, 2006.10) 한국산업안전보건공단, “석유화학공정 심사기술
편람”, 2008.11) 한국산업안전보건공단, “호남권 중대산업사고예
방센터 보완요청서”, 2005~2011.





![BBT/BT/DV/IV CK보링 시스템 - big-daishowa.com · 2 황삭용 새로운 헤드 시리즈 추가로 보링 가공의 작업 효율이 더욱 향상! [섕크·홀더] [인써트·각종](https://img.pdfslide.net/doc/110x75/5b15e02c7f8b9a85498b8e9c/bbtbtdviv-ck-big-2-.jpg)















![[PHPFest 2013] PHP 성능 향상 방법](https://img.pdfslide.net/doc/110x75/5584c678d8b42aeb138b48b2/phpfest-2013-php-.jpg)




![3 . 시스템 구성 [ 데이타방송 시스템 ]](https://img.pdfslide.net/doc/110x75/56815759550346895dc502a6/3-56815759550346895dc502a6.jpg)
![[4]iv.경험디자인을 통한 생산성 향상 coex 110822](https://img.pdfslide.net/doc/110x75/557a9490d8b42a835f8b4581/4iv-coex-110822.jpg)

