Embed Size (px)
DESCRIPTION
EPA Compliant Fuel Systems IBEX Oct 18, 2011 Sean Whelan P.E. 1. Agenda. I have chosen a Diurnal path, now what? Validation and Testing Common Pitfalls to Avoid. 2. Planning Overview. Diurnal Refueling Venting Engine Compatibility. Validation Performance Field Liability - PowerPoint PPT Presentation
Citation preview

1
EPA Compliant Fuel SystemsIBEX Oct 18, 2011
Sean Whelan P.E.

2
Agenda
1. I have chosen a Diurnal path, now what?
2. Validation and Testing
3. Common Pitfalls to Avoid

3
Planning Overview
1. Diurnal
2. Refueling
3. Venting
4. Engine
Compatibility
1. 3rd party
2. Internal
1. Validation
2. Performance
3. Field Liability
4. EPA compliance
5. ABYC Compliance
1. Validation
2. Performance

4
1. Validation
2. Performance
3. Field Liability
4. EPA compliance
5. ABYC Compliance
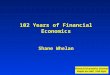
FMEA
Failure Modes
DVPR
Validation Plan
Project# PARTICIPANTS:
Responsible UPDATED: 6/2/2011
ID Procedure Validation Description Method Acceptance Criteria Target RequirementsValidation
ResponsibilityValidation Resource Phase Duration
Available Start
Required Completion
Part Number/ Design Status Report No. Actual Results Status
Re-validate Trace Notes
If RequiredDescribe the product constraint or
product improvement opportunity that Design or Engineering must consider
(T)est(O)bserve(R)euse(A)nalyze(D)emo
Quantify cycles, hours, volts, minimum value, no failure, etc.
Accountable for completion and interpretation of this activity (Must be name)
Facility, Department, or outside resource which will perform actual activity
QtySample Size
Rev
TYPEProto1st ShotsPre-PilotPilotProduction(O)ther
Cavity #
Program or build phase to be performedExample: Phase 2, DV1,BM (benchmark), PV1, CV1
From beginning ofpreparation to results
Projected earliest available start referencing predecessor
Latest possible completion to maintain established program timing
Identifying number, Change Level, design phase or other indicator that can discriminatepre-production parts
Identify the report no. that supports the test results.- Location if not part of controlled repository
Summarize results in terms of Acceptance Criteria
P = PassDNP = Did Not PassR = Retest RequiredI = In ProcessD = DelayedBlank - Not due
DVP&R Item number of required retesting
Describe or elaborate on unique criteria, results, etc.
System Verification
DV1
Automatic Nozzle Shut Off
Conduct L18 orthoginal array DOE to determine feasability of automatic nozzle shut off.
TestNo liquid spitback or wellback
Sean Stant18 systems
NA Proto NA DV 12 week 9/16/2010 12/16/2010 NADOE file & PAC presentations
ICV required1.5" hose workssmall/med/large tanks workhose length works from 6" to 15'hose routing criticalAll deckfills workFLVV & snorkle work……..
P
DV2
Snorkle Performance
Conduct DOE to determine fill level repeatability performance evaluation of snorkle and FLVV
Test
ExperimentalTank level repeatability +/- 0.5%
Sean/ Adrian Stant 3 Systems NA Proto NA Phase 3 4 week 3/14/2010 4/14/2010 NA
DOE files NPD
PROJECTS\FUEL_HARDWARE
_FISHING\Fuel\Integrated
Fuel\Proj#537 Next Gen Marine
Fuel System\Engineering
Data\DOE Fill Level
Snorkle could not prevent liquid gasoline from passing.
DV3Next Gen Deckfill Fill Performance
Conduct confirmation filling events to prove deckfill geometry can contribute to propoer nozzle shut off. Required for both straight and angled deckfill bodies
Test
No liquid spitback or wellback
Sean/ TonyAttwood Boat Yard
6 Proto NA Phase 3 4 week 4/15/2010 5/15/2010 FDM proto NA No spitback or wellback P
DV4 Fire TestConduct fire test on tank asm with FLVV, GRV, ICV, FDV on tank
Test Must remain sealed after test
Chris TSG 2 systems NA Various NA Phase 3 8 week 3/5/2010 5/5/2010 Parts remained sealed P
DV5Pressure Lifecycle
Conduct lifecycle durability study on entire fuel system to proove out feasability of PRV system.
TestNo vapor or liquid liquid leak at end of test.
7500 cycles (20.5 years) Sean/ ChrisAttwood Test Lab
3 systems 6months 10/20/2010 4/13/2011 TR2010-555 pMoeller Low Perm Tank, leaks through FLVV screw holes post cycling
DV5-1Pressure Lifecycle
Conduct lifecycle durability study on entire fuel system to proove out feasability of PRV system.
TestNo vapor or liquid liquid leak at end of test.
Attwood 3 systems TR2010-572 p TR2011-75FMT Aluminum Tanks: leak through FLVV screw holes
DV5-2Pressure Lifecycle
Conduct lifecycle durability study on entire fuel system to proove out feasability of PRV system.
TestNo vapor or liquid liquid leak at end of test.
Attwood 3 systems TR2010-639 p Inca Fuel tanks
DV5-3Pressure Lifecycle
Conduct lifecycle durability study on entire fuel system to proove out feasability of PRV system.
TestNo vapor or liquid liquid leak at end of test.
Attwood 2 systems TR2010-688 p RDS aluminum fuel tanks
DV5-4Pressure Lifecycle
Conduct lifecycle durability study on entire fuel system to proove out feasability of PRV system.
TestNo vapor or liquid liquid leak at end of test.
Attwood 2 systems TR2011-75 pRetest of TR2010-572(FMT aluminum fuel tanks; "new gaskets"
DV5-5Pressure Lifecycle
Conduct lifecycle durability study on entire fuel system to proove out feasability of PRV system.
TestNo vapor or liquid liquid leak at end of test.
Attwood 3 systems TR2011-178 pKracor Fuel tanks(two FLVV's leak at weld post 10,000 cycles at ambient
DV6 Fill Level Prediction DOE
Study the repeatability & predictability of fuel fill levels with known system design variables.
TestExperimental
Tank level repeatability +/- 0.5%
Attwood Boat Yard
20 systems
pull aheads Proto NA 4 6weeks p Not DueNo longer required due to DV13-DV18
DV7 Component Contributions
Sigularly quantify the individual backpressure vs flow performance for each component in the next gen fuel system
Test
ExperimentalAttwood Test Lab
3 per component
pull aheads Proto NA 4 12 weeks 12/2/2010 3/3/2011 TR2010-642 pWaiting on additional deckfills(SS)
DV8
Jerry Can filling
Attempt to fill a fuel system via a 5gal commercially available jerry can.
TestSystem must not over pressurize to a pressure 0.5kpa greater than intended (i.e. 0psi or 1.1psi). Liquid must not exit the fuel system in any mannor that may result in liquid in the bilge.
TSG (Or Attwood if we simulate 5% expansion)
6 systems representing best and worst case of each architecture
Pull Aheads proto NA 4 4 weeks 11/4/2010 12/15/2010 TR2010-628 p
TR628 need additional samples(components) RFQ#TSG 0C277ANeed test report from TSG; need to review TSG report for clarification. Contacted TSG, they are working on updating their report for clarification
DV8-1 Jerry Can filling
Attempt to fill a fuel system via a 5gal commercially available jerry can.
TestSystem must not over pressurize to a pressure 0.5kpa greater than intended (i.e. 0psi or 1.1psi). Liquid must not exit the fuel system in any mannor that may result in liquid in the bilge.
TSG (Or Attwood if we simulate 5% expansion)
4 systems representing best and worst case of each architecture
4 4 weeks 8/29/2011 TR2011-420(TSG-1C630A)
p
DV9
Hot Fuel Handling
Build various systems with current & next gen fuel components. Measure pressure drop.Reference Mercury FS.M.11
Test
Experimentalless than 1kPa total backpressure at flow rate between 0-250lph
Eric & Josh Stillwater 13 Pull Aheads Proto NA 4 4weeks 8/9/2010 1/7/2011 pReceived data from Eric(3/5/2011); need to review.
DV10
Thermal expansion
Fill tanks to predetermined liquid level with low temperature fuel and warm fuel system to understand actual affects of thermal expansion on the system.
Test
Experimental TSG3 systems per tank material
Pull ahead proto NA 4weeks 11/4/2010 12/3/2010TR2010-619, TR2010- 684
pTested Low perm plastic PRV and CC and aluminum PRV and CC systems.
DV11
Vapor condensation
Determine how much vapor can condence in a vapor line and study the affects of liquid in vapor line.
Test
ExperimentalAttwood or TSG
12/4/2010 12/16/2010 TR2010-629 p Complete
Design Validation Plan and Report
VALIDATION REPORT
Sample
VALIDATION PLAN
Project# PARTICIPANTS:
Responsible UPDATED: 6/2/2011
ID Procedure Validation Description Method Acceptance Criteria Target RequirementsValidation
ResponsibilityValidation Resource Phase Duration
Available Start
Required Completion
Part Number/ Design Status Report No. Actual Results Status
Re-validate Trace Notes
If RequiredDescribe the product constraint or
product improvement opportunity that Design or Engineering must consider
(T)est(O)bserve(R)euse(A)nalyze(D)emo
Quantify cycles, hours, volts, minimum value, no failure, etc.
Accountable for completion and interpretation of this activity (Must be name)
Facility, Department, or outside resource which will perform actual activity
QtySample Size
Rev
TYPEProto1st ShotsPre-PilotPilotProduction(O)ther
Cavity #
Program or build phase to be performedExample: Phase 2, DV1,BM (benchmark), PV1, CV1
From beginning ofpreparation to results
Projected earliest available start referencing predecessor
Latest possible completion to maintain established program timing
Identifying number, Change Level, design phase or other indicator that can discriminatepre-production parts
Identify the report no. that supports the test results.- Location if not part of controlled repository
Summarize results in terms of Acceptance Criteria
P = PassDNP = Did Not PassR = Retest RequiredI = In ProcessD = DelayedBlank - Not due
DVP&R Item number of required retesting
Describe or elaborate on unique criteria, results, etc.
System Verification
DV1
Automatic Nozzle Shut Off
Conduct L18 orthoginal array DOE to determine feasability of automatic nozzle shut off.
TestNo liquid spitback or wellback
Sean Stant18 systems
NA Proto NA DV 12 week 9/16/2010 12/16/2010 NADOE file & PAC presentations
ICV required1.5" hose workssmall/med/large tanks workhose length works from 6" to 15'hose routing criticalAll deckfills workFLVV & snorkle work……..
P
DV2
Snorkle Performance
Conduct DOE to determine fill level repeatability performance evaluation of snorkle and FLVV
Test
ExperimentalTank level repeatability +/- 0.5%
Sean/ Adrian Stant 3 Systems NA Proto NA Phase 3 4 week 3/14/2010 4/14/2010 NA
DOE files NPD
PROJECTS\FUEL_HARDWARE
_FISHING\Fuel\Integrated
Fuel\Proj#537 Next Gen Marine
Fuel System\Engineering
Data\DOE Fill Level
Snorkle could not prevent liquid gasoline from passing.
DV3Next Gen Deckfill Fill Performance
Conduct confirmation filling events to prove deckfill geometry can contribute to propoer nozzle shut off. Required for both straight and angled deckfill bodies
Test
No liquid spitback or wellback
Sean/ TonyAttwood Boat Yard
6 Proto NA Phase 3 4 week 4/15/2010 5/15/2010 FDM proto NA No spitback or wellback P
DV4 Fire TestConduct fire test on tank asm with FLVV, GRV, ICV, FDV on tank
Test Must remain sealed after test
Chris TSG 2 systems NA Various NA Phase 3 8 week 3/5/2010 5/5/2010 Parts remained sealed P
DV5Pressure Lifecycle
Conduct lifecycle durability study on entire fuel system to proove out feasability of PRV system.
TestNo vapor or liquid liquid leak at end of test.
7500 cycles (20.5 years) Sean/ ChrisAttwood Test Lab
3 systems 6months 10/20/2010 4/13/2011 TR2010-555 pMoeller Low Perm Tank, leaks through FLVV screw holes post cycling
DV5-1Pressure Lifecycle
Conduct lifecycle durability study on entire fuel system to proove out feasability of PRV system.
TestNo vapor or liquid liquid leak at end of test.
Attwood 3 systems TR2010-572 p TR2011-75FMT Aluminum Tanks: leak through FLVV screw holes
DV5-2Pressure Lifecycle
Conduct lifecycle durability study on entire fuel system to proove out feasability of PRV system.
TestNo vapor or liquid liquid leak at end of test.
Attwood 3 systems TR2010-639 p Inca Fuel tanks
DV5-3Pressure Lifecycle
Conduct lifecycle durability study on entire fuel system to proove out feasability of PRV system.
TestNo vapor or liquid liquid leak at end of test.
Attwood 2 systems TR2010-688 p RDS aluminum fuel tanks
DV5-4Pressure Lifecycle
Conduct lifecycle durability study on entire fuel system to proove out feasability of PRV system.
TestNo vapor or liquid liquid leak at end of test.
Attwood 2 systems TR2011-75 pRetest of TR2010-572(FMT aluminum fuel tanks; "new gaskets"
DV5-5Pressure Lifecycle
Conduct lifecycle durability study on entire fuel system to proove out feasability of PRV system.
TestNo vapor or liquid liquid leak at end of test.
Attwood 3 systems TR2011-178 pKracor Fuel tanks(two FLVV's leak at weld post 10,000 cycles at ambient
DV6 Fill Level Prediction DOE
Study the repeatability & predictability of fuel fill levels with known system design variables.
TestExperimental
Tank level repeatability +/- 0.5%
Attwood Boat Yard
20 systems
pull aheads Proto NA 4 6weeks p Not DueNo longer required due to DV13-DV18
DV7 Component Contributions
Sigularly quantify the individual backpressure vs flow performance for each component in the next gen fuel system
Test
ExperimentalAttwood Test Lab
3 per component
pull aheads Proto NA 4 12 weeks 12/2/2010 3/3/2011 TR2010-642 pWaiting on additional deckfills(SS)
DV8
Jerry Can filling
Attempt to fill a fuel system via a 5gal commercially available jerry can.
TestSystem must not over pressurize to a pressure 0.5kpa greater than intended (i.e. 0psi or 1.1psi). Liquid must not exit the fuel system in any mannor that may result in liquid in the bilge.
TSG (Or Attwood if we simulate 5% expansion)
6 systems representing best and worst case of each architecture
Pull Aheads proto NA 4 4 weeks 11/4/2010 12/15/2010 TR2010-628 p
TR628 need additional samples(components) RFQ#TSG 0C277ANeed test report from TSG; need to review TSG report for clarification. Contacted TSG, they are working on updating their report for clarification
DV8-1 Jerry Can filling
Attempt to fill a fuel system via a 5gal commercially available jerry can.
TestSystem must not over pressurize to a pressure 0.5kpa greater than intended (i.e. 0psi or 1.1psi). Liquid must not exit the fuel system in any mannor that may result in liquid in the bilge.
TSG (Or Attwood if we simulate 5% expansion)
4 systems representing best and worst case of each architecture
4 4 weeks 8/29/2011 TR2011-420(TSG-1C630A)
p
DV9
Hot Fuel Handling
Build various systems with current & next gen fuel components. Measure pressure drop.Reference Mercury FS.M.11
Test
Experimentalless than 1kPa total backpressure at flow rate between 0-250lph
Eric & Josh Stillwater 13 Pull Aheads Proto NA 4 4weeks 8/9/2010 1/7/2011 pReceived data from Eric(3/5/2011); need to review.
DV10
Thermal expansion
Fill tanks to predetermined liquid level with low temperature fuel and warm fuel system to understand actual affects of thermal expansion on the system.
Test
Experimental TSG3 systems per tank material
Pull ahead proto NA 4weeks 11/4/2010 12/3/2010TR2010-619, TR2010- 684
pTested Low perm plastic PRV and CC and aluminum PRV and CC systems.
DV11
Vapor condensation
Determine how much vapor can condence in a vapor line and study the affects of liquid in vapor line.
Test
ExperimentalAttwood or TSG
12/4/2010 12/16/2010 TR2010-629 p Complete
Design Validation Plan and Report
VALIDATION REPORT
Sample
VALIDATION PLAN
Project# PARTICIPANTS:
Responsible UPDATED: 6/2/2011
ID Procedure Validation Description Method Acceptance Criteria Target RequirementsValidation
ResponsibilityValidation Resource Phase Duration
Available Start
Required Completion
Part Number/ Design Status Report No. Actual Results Status
Re-validate Trace Notes
If RequiredDescribe the product constraint or
product improvement opportunity that Design or Engineering must consider
(T)est(O)bserve(R)euse(A)nalyze(D)emo
Quantify cycles, hours, volts, minimum value, no failure, etc.
Accountable for completion and interpretation of this activity (Must be name)
Facility, Department, or outside resource which will perform actual activity
QtySample Size
Rev
TYPEProto1st ShotsPre-PilotPilotProduction(O)ther
Cavity #
Program or build phase to be performedExample: Phase 2, DV1,BM (benchmark), PV1, CV1
From beginning ofpreparation to results
Projected earliest available start referencing predecessor
Latest possible completion to maintain established program timing
Identifying number, Change Level, design phase or other indicator that can discriminatepre-production parts
Identify the report no. that supports the test results.- Location if not part of controlled repository
Summarize results in terms of Acceptance Criteria
P = PassDNP = Did Not PassR = Retest RequiredI = In ProcessD = DelayedBlank - Not due
DVP&R Item number of required retesting
Describe or elaborate on unique criteria, results, etc.
System Verification
DV1
Automatic Nozzle Shut Off
Conduct L18 orthoginal array DOE to determine feasability of automatic nozzle shut off.
TestNo liquid spitback or wellback
Sean Stant18 systems
NA Proto NA DV 12 week 9/16/2010 12/16/2010 NADOE file & PAC presentations
ICV required1.5" hose workssmall/med/large tanks workhose length works from 6" to 15'hose routing criticalAll deckfills workFLVV & snorkle work……..
P
DV2
Snorkle Performance
Conduct DOE to determine fill level repeatability performance evaluation of snorkle and FLVV
Test
ExperimentalTank level repeatability +/- 0.5%
Sean/ Adrian Stant 3 Systems NA Proto NA Phase 3 4 week 3/14/2010 4/14/2010 NA
DOE files NPD
PROJECTS\FUEL_HARDWARE
_FISHING\Fuel\Integrated
Fuel\Proj#537 Next Gen Marine
Fuel System\Engineering
Data\DOE Fill Level
Snorkle could not prevent liquid gasoline from passing.
DV3Next Gen Deckfill Fill Performance
Conduct confirmation filling events to prove deckfill geometry can contribute to propoer nozzle shut off. Required for both straight and angled deckfill bodies
Test
No liquid spitback or wellback
Sean/ TonyAttwood Boat Yard
6 Proto NA Phase 3 4 week 4/15/2010 5/15/2010 FDM proto NA No spitback or wellback P
DV4 Fire TestConduct fire test on tank asm with FLVV, GRV, ICV, FDV on tank
Test Must remain sealed after test
Chris TSG 2 systems NA Various NA Phase 3 8 week 3/5/2010 5/5/2010 Parts remained sealed P
DV5Pressure Lifecycle
Conduct lifecycle durability study on entire fuel system to proove out feasability of PRV system.
TestNo vapor or liquid liquid leak at end of test.
7500 cycles (20.5 years) Sean/ ChrisAttwood Test Lab
3 systems 6months 10/20/2010 4/13/2011 TR2010-555 pMoeller Low Perm Tank, leaks through FLVV screw holes post cycling
DV5-1Pressure Lifecycle
Conduct lifecycle durability study on entire fuel system to proove out feasability of PRV system.
TestNo vapor or liquid liquid leak at end of test.
Attwood 3 systems TR2010-572 p TR2011-75FMT Aluminum Tanks: leak through FLVV screw holes
DV5-2Pressure Lifecycle
Conduct lifecycle durability study on entire fuel system to proove out feasability of PRV system.
TestNo vapor or liquid liquid leak at end of test.
Attwood 3 systems TR2010-639 p Inca Fuel tanks
DV5-3Pressure Lifecycle
Conduct lifecycle durability study on entire fuel system to proove out feasability of PRV system.
TestNo vapor or liquid liquid leak at end of test.
Attwood 2 systems TR2010-688 p RDS aluminum fuel tanks
DV5-4Pressure Lifecycle
Conduct lifecycle durability study on entire fuel system to proove out feasability of PRV system.
TestNo vapor or liquid liquid leak at end of test.
Attwood 2 systems TR2011-75 pRetest of TR2010-572(FMT aluminum fuel tanks; "new gaskets"
DV5-5Pressure Lifecycle
Conduct lifecycle durability study on entire fuel system to proove out feasability of PRV system.
TestNo vapor or liquid liquid leak at end of test.
Attwood 3 systems TR2011-178 pKracor Fuel tanks(two FLVV's leak at weld post 10,000 cycles at ambient
DV6 Fill Level Prediction DOE
Study the repeatability & predictability of fuel fill levels with known system design variables.
TestExperimental
Tank level repeatability +/- 0.5%
Attwood Boat Yard
20 systems
pull aheads Proto NA 4 6weeks p Not DueNo longer required due to DV13-DV18
DV7 Component Contributions
Sigularly quantify the individual backpressure vs flow performance for each component in the next gen fuel system
Test
ExperimentalAttwood Test Lab
3 per component
pull aheads Proto NA 4 12 weeks 12/2/2010 3/3/2011 TR2010-642 pWaiting on additional deckfills(SS)
DV8
Jerry Can filling
Attempt to fill a fuel system via a 5gal commercially available jerry can.
TestSystem must not over pressurize to a pressure 0.5kpa greater than intended (i.e. 0psi or 1.1psi). Liquid must not exit the fuel system in any mannor that may result in liquid in the bilge.
TSG (Or Attwood if we simulate 5% expansion)
6 systems representing best and worst case of each architecture
Pull Aheads proto NA 4 4 weeks 11/4/2010 12/15/2010 TR2010-628 p
TR628 need additional samples(components) RFQ#TSG 0C277ANeed test report from TSG; need to review TSG report for clarification. Contacted TSG, they are working on updating their report for clarification
DV8-1 Jerry Can filling
Attempt to fill a fuel system via a 5gal commercially available jerry can.
TestSystem must not over pressurize to a pressure 0.5kpa greater than intended (i.e. 0psi or 1.1psi). Liquid must not exit the fuel system in any mannor that may result in liquid in the bilge.
TSG (Or Attwood if we simulate 5% expansion)
4 systems representing best and worst case of each architecture
4 4 weeks 8/29/2011 TR2011-420(TSG-1C630A)
p
DV9
Hot Fuel Handling
Build various systems with current & next gen fuel components. Measure pressure drop.Reference Mercury FS.M.11
Test
Experimentalless than 1kPa total backpressure at flow rate between 0-250lph
Eric & Josh Stillwater 13 Pull Aheads Proto NA 4 4weeks 8/9/2010 1/7/2011 pReceived data from Eric(3/5/2011); need to review.
DV10
Thermal expansion
Fill tanks to predetermined liquid level with low temperature fuel and warm fuel system to understand actual affects of thermal expansion on the system.
Test
Experimental TSG3 systems per tank material
Pull ahead proto NA 4weeks 11/4/2010 12/3/2010TR2010-619, TR2010- 684
pTested Low perm plastic PRV and CC and aluminum PRV and CC systems.
DV11
Vapor condensation
Determine how much vapor can condence in a vapor line and study the affects of liquid in vapor line.
Test
ExperimentalAttwood or TSG
12/4/2010 12/16/2010 TR2010-629 p Complete
Design Validation Plan and Report
VALIDATION REPORT
Sample
VALIDATION PLAN
Project# PARTICIPANTS:
Responsible UPDATED: 6/2/2011
ID Procedure Validation Description Method Acceptance Criteria Target RequirementsValidation
ResponsibilityValidation Resource Phase Duration
Available Start
Required Completion
Part Number/ Design Status Report No. Actual Results Status
Re-validate Trace Notes
If RequiredDescribe the product constraint or
product improvement opportunity that Design or Engineering must consider
(T)est(O)bserve(R)euse(A)nalyze(D)emo
Quantify cycles, hours, volts, minimum value, no failure, etc.
Accountable for completion and interpretation of this activity (Must be name)
Facility, Department, or outside resource which will perform actual activity
QtySample Size
Rev
TYPEProto1st ShotsPre-PilotPilotProduction(O)ther
Cavity #
Program or build phase to be performedExample: Phase 2, DV1,BM (benchmark), PV1, CV1
From beginning ofpreparation to results
Projected earliest available start referencing predecessor
Latest possible completion to maintain established program timing
Identifying number, Change Level, design phase or other indicator that can discriminatepre-production parts
Identify the report no. that supports the test results.- Location if not part of controlled repository
Summarize results in terms of Acceptance Criteria
P = PassDNP = Did Not PassR = Retest RequiredI = In ProcessD = DelayedBlank - Not due
DVP&R Item number of required retesting
Describe or elaborate on unique criteria, results, etc.
System Verification
DV1
Automatic Nozzle Shut Off
Conduct L18 orthoginal array DOE to determine feasability of automatic nozzle shut off.
TestNo liquid spitback or wellback
Sean Stant18 systems
NA Proto NA DV 12 week 9/16/2010 12/16/2010 NADOE file & PAC presentations
ICV required1.5" hose workssmall/med/large tanks workhose length works from 6" to 15'hose routing criticalAll deckfills workFLVV & snorkle work……..
P
DV2
Snorkle Performance
Conduct DOE to determine fill level repeatability performance evaluation of snorkle and FLVV
Test
ExperimentalTank level repeatability +/- 0.5%
Sean/ Adrian Stant 3 Systems NA Proto NA Phase 3 4 week 3/14/2010 4/14/2010 NA
DOE files NPD
PROJECTS\FUEL_HARDWARE
_FISHING\Fuel\Integrated
Fuel\Proj#537 Next Gen Marine
Fuel System\Engineering
Data\DOE Fill Level
Snorkle could not prevent liquid gasoline from passing.
DV3Next Gen Deckfill Fill Performance
Conduct confirmation filling events to prove deckfill geometry can contribute to propoer nozzle shut off. Required for both straight and angled deckfill bodies
Test
No liquid spitback or wellback
Sean/ TonyAttwood Boat Yard
6 Proto NA Phase 3 4 week 4/15/2010 5/15/2010 FDM proto NA No spitback or wellback P
DV4 Fire TestConduct fire test on tank asm with FLVV, GRV, ICV, FDV on tank
Test Must remain sealed after test
Chris TSG 2 systems NA Various NA Phase 3 8 week 3/5/2010 5/5/2010 Parts remained sealed P
DV5Pressure Lifecycle
Conduct lifecycle durability study on entire fuel system to proove out feasability of PRV system.
TestNo vapor or liquid liquid leak at end of test.
7500 cycles (20.5 years) Sean/ ChrisAttwood Test Lab
3 systems 6months 10/20/2010 4/13/2011 TR2010-555 pMoeller Low Perm Tank, leaks through FLVV screw holes post cycling
DV5-1Pressure Lifecycle
Conduct lifecycle durability study on entire fuel system to proove out feasability of PRV system.
TestNo vapor or liquid liquid leak at end of test.
Attwood 3 systems TR2010-572 p TR2011-75FMT Aluminum Tanks: leak through FLVV screw holes
DV5-2Pressure Lifecycle
Conduct lifecycle durability study on entire fuel system to proove out feasability of PRV system.
TestNo vapor or liquid liquid leak at end of test.
Attwood 3 systems TR2010-639 p Inca Fuel tanks
DV5-3Pressure Lifecycle
Conduct lifecycle durability study on entire fuel system to proove out feasability of PRV system.
TestNo vapor or liquid liquid leak at end of test.
Attwood 2 systems TR2010-688 p RDS aluminum fuel tanks
DV5-4Pressure Lifecycle
Conduct lifecycle durability study on entire fuel system to proove out feasability of PRV system.
TestNo vapor or liquid liquid leak at end of test.
Attwood 2 systems TR2011-75 pRetest of TR2010-572(FMT aluminum fuel tanks; "new gaskets"
DV5-5Pressure Lifecycle
Conduct lifecycle durability study on entire fuel system to proove out feasability of PRV system.
TestNo vapor or liquid liquid leak at end of test.
Attwood 3 systems TR2011-178 pKracor Fuel tanks(two FLVV's leak at weld post 10,000 cycles at ambient
DV6 Fill Level Prediction DOE
Study the repeatability & predictability of fuel fill levels with known system design variables.
TestExperimental
Tank level repeatability +/- 0.5%
Attwood Boat Yard
20 systems
pull aheads Proto NA 4 6weeks p Not DueNo longer required due to DV13-DV18
DV7 Component Contributions
Sigularly quantify the individual backpressure vs flow performance for each component in the next gen fuel system
Test
ExperimentalAttwood Test Lab
3 per component
pull aheads Proto NA 4 12 weeks 12/2/2010 3/3/2011 TR2010-642 pWaiting on additional deckfills(SS)
DV8
Jerry Can filling
Attempt to fill a fuel system via a 5gal commercially available jerry can.
TestSystem must not over pressurize to a pressure 0.5kpa greater than intended (i.e. 0psi or 1.1psi). Liquid must not exit the fuel system in any mannor that may result in liquid in the bilge.
TSG (Or Attwood if we simulate 5% expansion)
6 systems representing best and worst case of each architecture
Pull Aheads proto NA 4 4 weeks 11/4/2010 12/15/2010 TR2010-628 p
TR628 need additional samples(components) RFQ#TSG 0C277ANeed test report from TSG; need to review TSG report for clarification. Contacted TSG, they are working on updating their report for clarification
DV8-1 Jerry Can filling
Attempt to fill a fuel system via a 5gal commercially available jerry can.
TestSystem must not over pressurize to a pressure 0.5kpa greater than intended (i.e. 0psi or 1.1psi). Liquid must not exit the fuel system in any mannor that may result in liquid in the bilge.
TSG (Or Attwood if we simulate 5% expansion)
4 systems representing best and worst case of each architecture
4 4 weeks 8/29/2011 TR2011-420(TSG-1C630A)
p
DV9
Hot Fuel Handling
Build various systems with current & next gen fuel components. Measure pressure drop.Reference Mercury FS.M.11
Test
Experimentalless than 1kPa total backpressure at flow rate between 0-250lph
Eric & Josh Stillwater 13 Pull Aheads Proto NA 4 4weeks 8/9/2010 1/7/2011 pReceived data from Eric(3/5/2011); need to review.
DV10
Thermal expansion
Fill tanks to predetermined liquid level with low temperature fuel and warm fuel system to understand actual affects of thermal expansion on the system.
Test
Experimental TSG3 systems per tank material
Pull ahead proto NA 4weeks 11/4/2010 12/3/2010TR2010-619, TR2010- 684
pTested Low perm plastic PRV and CC and aluminum PRV and CC systems.
DV11
Vapor condensation
Determine how much vapor can condence in a vapor line and study the affects of liquid in vapor line.
Test
ExperimentalAttwood or TSG
12/4/2010 12/16/2010 TR2010-629 p Complete
Design Validation Plan and Report
VALIDATION REPORT
Sample
VALIDATION PLAN
Project# PARTICIPANTS:
Responsible UPDATED: 6/2/2011
ID Procedure Validation Description Method Acceptance Criteria Target RequirementsValidation
ResponsibilityValidation Resource Phase Duration
Available Start
Required Completion
Part Number/ Design Status Report No. Actual Results Status
Re-validate Trace Notes
If RequiredDescribe the product constraint or
product improvement opportunity that Design or Engineering must consider
(T)est(O)bserve(R)euse(A)nalyze(D)emo
Quantify cycles, hours, volts, minimum value, no failure, etc.
Accountable for completion and interpretation of this activity (Must be name)
Facility, Department, or outside resource which will perform actual activity
QtySample Size
Rev
TYPEProto1st ShotsPre-PilotPilotProduction(O)ther
Cavity #
Program or build phase to be performedExample: Phase 2, DV1,BM (benchmark), PV1, CV1
From beginning ofpreparation to results
Projected earliest available start referencing predecessor
Latest possible completion to maintain established program timing
Identifying number, Change Level, design phase or other indicator that can discriminatepre-production parts
Identify the report no. that supports the test results.- Location if not part of controlled repository
Summarize results in terms of Acceptance Criteria
P = PassDNP = Did Not PassR = Retest RequiredI = In ProcessD = DelayedBlank - Not due
DVP&R Item number of required retesting
Describe or elaborate on unique criteria, results, etc.
System Verification
DV1
Automatic Nozzle Shut Off
Conduct L18 orthoginal array DOE to determine feasability of automatic nozzle shut off.
TestNo liquid spitback or wellback
Sean Stant18 systems
NA Proto NA DV 12 week 9/16/2010 12/16/2010 NADOE file & PAC presentations
ICV required1.5" hose workssmall/med/large tanks workhose length works from 6" to 15'hose routing criticalAll deckfills workFLVV & snorkle work……..
P
DV2
Snorkle Performance
Conduct DOE to determine fill level repeatability performance evaluation of snorkle and FLVV
Test
ExperimentalTank level repeatability +/- 0.5%
Sean/ Adrian Stant 3 Systems NA Proto NA Phase 3 4 week 3/14/2010 4/14/2010 NA
DOE files NPD
PROJECTS\FUEL_HARDWARE
_FISHING\Fuel\Integrated
Fuel\Proj#537 Next Gen Marine
Fuel System\Engineering
Data\DOE Fill Level
Snorkle could not prevent liquid gasoline from passing.
DV3Next Gen Deckfill Fill Performance
Conduct confirmation filling events to prove deckfill geometry can contribute to propoer nozzle shut off. Required for both straight and angled deckfill bodies
Test
No liquid spitback or wellback
Sean/ TonyAttwood Boat Yard
6 Proto NA Phase 3 4 week 4/15/2010 5/15/2010 FDM proto NA No spitback or wellback P
DV4 Fire TestConduct fire test on tank asm with FLVV, GRV, ICV, FDV on tank
Test Must remain sealed after test
Chris TSG 2 systems NA Various NA Phase 3 8 week 3/5/2010 5/5/2010 Parts remained sealed P
DV5Pressure Lifecycle
Conduct lifecycle durability study on entire fuel system to proove out feasability of PRV system.
TestNo vapor or liquid liquid leak at end of test.
7500 cycles (20.5 years) Sean/ ChrisAttwood Test Lab
3 systems 6months 10/20/2010 4/13/2011 TR2010-555 pMoeller Low Perm Tank, leaks through FLVV screw holes post cycling
DV5-1Pressure Lifecycle
Conduct lifecycle durability study on entire fuel system to proove out feasability of PRV system.
TestNo vapor or liquid liquid leak at end of test.
Attwood 3 systems TR2010-572 p TR2011-75FMT Aluminum Tanks: leak through FLVV screw holes
DV5-2Pressure Lifecycle
Conduct lifecycle durability study on entire fuel system to proove out feasability of PRV system.
TestNo vapor or liquid liquid leak at end of test.
Attwood 3 systems TR2010-639 p Inca Fuel tanks
DV5-3Pressure Lifecycle
Conduct lifecycle durability study on entire fuel system to proove out feasability of PRV system.
TestNo vapor or liquid liquid leak at end of test.
Attwood 2 systems TR2010-688 p RDS aluminum fuel tanks
DV5-4Pressure Lifecycle
Conduct lifecycle durability study on entire fuel system to proove out feasability of PRV system.
TestNo vapor or liquid liquid leak at end of test.
Attwood 2 systems TR2011-75 pRetest of TR2010-572(FMT aluminum fuel tanks; "new gaskets"
DV5-5Pressure Lifecycle
Conduct lifecycle durability study on entire fuel system to proove out feasability of PRV system.
TestNo vapor or liquid liquid leak at end of test.
Attwood 3 systems TR2011-178 pKracor Fuel tanks(two FLVV's leak at weld post 10,000 cycles at ambient
DV6 Fill Level Prediction DOE
Study the repeatability & predictability of fuel fill levels with known system design variables.
TestExperimental
Tank level repeatability +/- 0.5%
Attwood Boat Yard
20 systems
pull aheads Proto NA 4 6weeks p Not DueNo longer required due to DV13-DV18
DV7 Component Contributions
Sigularly quantify the individual backpressure vs flow performance for each component in the next gen fuel system
Test
ExperimentalAttwood Test Lab
3 per component
pull aheads Proto NA 4 12 weeks 12/2/2010 3/3/2011 TR2010-642 pWaiting on additional deckfills(SS)
DV8
Jerry Can filling
Attempt to fill a fuel system via a 5gal commercially available jerry can.
TestSystem must not over pressurize to a pressure 0.5kpa greater than intended (i.e. 0psi or 1.1psi). Liquid must not exit the fuel system in any mannor that may result in liquid in the bilge.
TSG (Or Attwood if we simulate 5% expansion)
6 systems representing best and worst case of each architecture
Pull Aheads proto NA 4 4 weeks 11/4/2010 12/15/2010 TR2010-628 p
TR628 need additional samples(components) RFQ#TSG 0C277ANeed test report from TSG; need to review TSG report for clarification. Contacted TSG, they are working on updating their report for clarification
DV8-1 Jerry Can filling
Attempt to fill a fuel system via a 5gal commercially available jerry can.
TestSystem must not over pressurize to a pressure 0.5kpa greater than intended (i.e. 0psi or 1.1psi). Liquid must not exit the fuel system in any mannor that may result in liquid in the bilge.
TSG (Or Attwood if we simulate 5% expansion)
4 systems representing best and worst case of each architecture
4 4 weeks 8/29/2011 TR2011-420(TSG-1C630A)
p
DV9
Hot Fuel Handling
Build various systems with current & next gen fuel components. Measure pressure drop.Reference Mercury FS.M.11
Test
Experimentalless than 1kPa total backpressure at flow rate between 0-250lph
Eric & Josh Stillwater 13 Pull Aheads Proto NA 4 4weeks 8/9/2010 1/7/2011 pReceived data from Eric(3/5/2011); need to review.
DV10
Thermal expansion
Fill tanks to predetermined liquid level with low temperature fuel and warm fuel system to understand actual affects of thermal expansion on the system.
Test
Experimental TSG3 systems per tank material
Pull ahead proto NA 4weeks 11/4/2010 12/3/2010TR2010-619, TR2010- 684
pTested Low perm plastic PRV and CC and aluminum PRV and CC systems.
DV11
Vapor condensation
Determine how much vapor can condence in a vapor line and study the affects of liquid in vapor line.
Test
ExperimentalAttwood or TSG
12/4/2010 12/16/2010 TR2010-629 p Complete
Design Validation Plan and Report
VALIDATION REPORT
Sample
VALIDATION PLAN
Project# PARTICIPANTS:
Responsible UPDATED: 6/2/2011
ID Procedure Validation Description Method Acceptance Criteria Target RequirementsValidation
ResponsibilityValidation Resource Phase Duration
Available Start
Required Completion
Part Number/ Design Status Report No. Actual Results Status
Re-validate Trace Notes
If RequiredDescribe the product constraint or
product improvement opportunity that Design or Engineering must consider
(T)est(O)bserve(R)euse(A)nalyze(D)emo
Quantify cycles, hours, volts, minimum value, no failure, etc.
Accountable for completion and interpretation of this activity (Must be name)
Facility, Department, or outside resource which will perform actual activity
QtySample Size
Rev
TYPEProto1st ShotsPre-PilotPilotProduction(O)ther
Cavity #
Program or build phase to be performedExample: Phase 2, DV1,BM (benchmark), PV1, CV1
From beginning ofpreparation to results
Projected earliest available start referencing predecessor
Latest possible completion to maintain established program timing
Identifying number, Change Level, design phase or other indicator that can discriminatepre-production parts
Identify the report no. that supports the test results.- Location if not part of controlled repository
Summarize results in terms of Acceptance Criteria
P = PassDNP = Did Not PassR = Retest RequiredI = In ProcessD = DelayedBlank - Not due
DVP&R Item number of required retesting
Describe or elaborate on unique criteria, results, etc.
System Verification
DV1
Automatic Nozzle Shut Off
Conduct L18 orthoginal array DOE to determine feasability of automatic nozzle shut off.
TestNo liquid spitback or wellback
Sean Stant18 systems
NA Proto NA DV 12 week 9/16/2010 12/16/2010 NADOE file & PAC presentations
ICV required1.5" hose workssmall/med/large tanks workhose length works from 6" to 15'hose routing criticalAll deckfills workFLVV & snorkle work……..
P
DV2
Snorkle Performance
Conduct DOE to determine fill level repeatability performance evaluation of snorkle and FLVV
Test
ExperimentalTank level repeatability +/- 0.5%
Sean/ Adrian Stant 3 Systems NA Proto NA Phase 3 4 week 3/14/2010 4/14/2010 NA
DOE files NPD
PROJECTS\FUEL_HARDWARE
_FISHING\Fuel\Integrated
Fuel\Proj#537 Next Gen Marine
Fuel System\Engineering
Data\DOE Fill Level
Snorkle could not prevent liquid gasoline from passing.
DV3Next Gen Deckfill Fill Performance
Conduct confirmation filling events to prove deckfill geometry can contribute to propoer nozzle shut off. Required for both straight and angled deckfill bodies
Test
No liquid spitback or wellback
Sean/ TonyAttwood Boat Yard
6 Proto NA Phase 3 4 week 4/15/2010 5/15/2010 FDM proto NA No spitback or wellback P
DV4 Fire TestConduct fire test on tank asm with FLVV, GRV, ICV, FDV on tank
Test Must remain sealed after test
Chris TSG 2 systems NA Various NA Phase 3 8 week 3/5/2010 5/5/2010 Parts remained sealed P
DV5Pressure Lifecycle
Conduct lifecycle durability study on entire fuel system to proove out feasability of PRV system.
TestNo vapor or liquid liquid leak at end of test.
7500 cycles (20.5 years) Sean/ ChrisAttwood Test Lab
3 systems 6months 10/20/2010 4/13/2011 TR2010-555 pMoeller Low Perm Tank, leaks through FLVV screw holes post cycling
DV5-1Pressure Lifecycle
Conduct lifecycle durability study on entire fuel system to proove out feasability of PRV system.
TestNo vapor or liquid liquid leak at end of test.
Attwood 3 systems TR2010-572 p TR2011-75FMT Aluminum Tanks: leak through FLVV screw holes
DV5-2Pressure Lifecycle
Conduct lifecycle durability study on entire fuel system to proove out feasability of PRV system.
TestNo vapor or liquid liquid leak at end of test.
Attwood 3 systems TR2010-639 p Inca Fuel tanks
DV5-3Pressure Lifecycle
Conduct lifecycle durability study on entire fuel system to proove out feasability of PRV system.
TestNo vapor or liquid liquid leak at end of test.
Attwood 2 systems TR2010-688 p RDS aluminum fuel tanks
DV5-4Pressure Lifecycle
Conduct lifecycle durability study on entire fuel system to proove out feasability of PRV system.
TestNo vapor or liquid liquid leak at end of test.
Attwood 2 systems TR2011-75 pRetest of TR2010-572(FMT aluminum fuel tanks; "new gaskets"
DV5-5Pressure Lifecycle
Conduct lifecycle durability study on entire fuel system to proove out feasability of PRV system.
TestNo vapor or liquid liquid leak at end of test.
Attwood 3 systems TR2011-178 pKracor Fuel tanks(two FLVV's leak at weld post 10,000 cycles at ambient
DV6 Fill Level Prediction DOE
Study the repeatability & predictability of fuel fill levels with known system design variables.
TestExperimental
Tank level repeatability +/- 0.5%
Attwood Boat Yard
20 systems
pull aheads Proto NA 4 6weeks p Not DueNo longer required due to DV13-DV18
DV7 Component Contributions
Sigularly quantify the individual backpressure vs flow performance for each component in the next gen fuel system
Test
ExperimentalAttwood Test Lab
3 per component
pull aheads Proto NA 4 12 weeks 12/2/2010 3/3/2011 TR2010-642 pWaiting on additional deckfills(SS)
DV8
Jerry Can filling
Attempt to fill a fuel system via a 5gal commercially available jerry can.
TestSystem must not over pressurize to a pressure 0.5kpa greater than intended (i.e. 0psi or 1.1psi). Liquid must not exit the fuel system in any mannor that may result in liquid in the bilge.
TSG (Or Attwood if we simulate 5% expansion)
6 systems representing best and worst case of each architecture
Pull Aheads proto NA 4 4 weeks 11/4/2010 12/15/2010 TR2010-628 p
TR628 need additional samples(components) RFQ#TSG 0C277ANeed test report from TSG; need to review TSG report for clarification. Contacted TSG, they are working on updating their report for clarification
DV8-1 Jerry Can filling
Attempt to fill a fuel system via a 5gal commercially available jerry can.
TestSystem must not over pressurize to a pressure 0.5kpa greater than intended (i.e. 0psi or 1.1psi). Liquid must not exit the fuel system in any mannor that may result in liquid in the bilge.
TSG (Or Attwood if we simulate 5% expansion)
4 systems representing best and worst case of each architecture
4 4 weeks 8/29/2011 TR2011-420(TSG-1C630A)
p
DV9
Hot Fuel Handling
Build various systems with current & next gen fuel components. Measure pressure drop.Reference Mercury FS.M.11
Test
Experimentalless than 1kPa total backpressure at flow rate between 0-250lph
Eric & Josh Stillwater 13 Pull Aheads Proto NA 4 4weeks 8/9/2010 1/7/2011 pReceived data from Eric(3/5/2011); need to review.
DV10
Thermal expansion
Fill tanks to predetermined liquid level with low temperature fuel and warm fuel system to understand actual affects of thermal expansion on the system.
Test
Experimental TSG3 systems per tank material
Pull ahead proto NA 4weeks 11/4/2010 12/3/2010TR2010-619, TR2010- 684
pTested Low perm plastic PRV and CC and aluminum PRV and CC systems.
DV11
Vapor condensation
Determine how much vapor can condence in a vapor line and study the affects of liquid in vapor line.
Test
ExperimentalAttwood or TSG
12/4/2010 12/16/2010 TR2010-629 p Complete
Design Validation Plan and Report
VALIDATION REPORT
Sample
VALIDATION PLAN
Boat is a system
Fuel is a sub-system
Project#
Responsible PE, ME, QE UPDATED:
FMEA START DATE:
PARTICIPANTS: Results
Part/Design, orFunction
Potential Failure Mode
Potential Effect(s) of
Failure
Sev
Potential Cause(s) /
Mechanism(s) of Failure
Occur
Current Design Controls
Prevention
Current Design Controls Detection
Detec
RPN
Recommended Action(s)
Responsibility & Target Completion
DateNew Sev
New Occ
New Det
New RPN
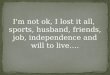
item SYSTEM
42Allows fuel to flow to engine for operation
Ethanol/water mix is picked up by engine feed line in lue of gasoline
Engine may not run: Engines overheat, improper lubrication, calibrations off etc 8
Phase separation due to water entering system from external environment 5
Design to Prevent water from entering system via P-trap and Teflon screen (use of existing water-resistant components)
PV builds, test fleets, DVP&R 8 320
Use (water resistant) Attwood P-Trap and (water resistant) Attwood Deck Fill Boat Builder 8 1 8 64
56Store Fuel Inside Vessel
May leak fuel into vessel
Gasoline in Bilge (inboard) 9
Tank is punctured by vibration of hull 4
Tank mounting scheme to eliminate tank movement
PV builds, test fleets, DVP&R…BOAT BUILDER 8 288
tank must be isolated from abrasive surfaces and prevented from movement Boat Builder 9 2 3 54
57Store Fuel Inside Vessel
May leak fuel into vessel
Gasoline in Bilge (inboard) 9
Routing of hoses coupled with vent locations (closing off the relief system) 4
Installation instructions, web based tool
PV builds, test fleets, DVP&R…BOAT BUILDER 8 288
Install OPR Deck Fill such that liquid gasoline will exit the vessel. Boat Builder 9 1 3 27
89Store Fuel Inside Vessel
Maximum fill level is too large (i.e. ullage is too small)
Consumer can overfill tank and result in fuel spilling out of system 8
Routing of hoses coupled with vent locations (closing off the relief system) 4
Fill level DOE. Use of web based design tool.
PV builds, test fleets, DVP&R 8 256
Install OPR Deck Fill such that liquid gasoline will exit the vessel Boat Builder 8 1 3 24
97Store Fuel Inside Vessel
Fuel may leak outside of vessel
Gasoline leak into exterior of deck (outboard) 8
Tank looses shape and is flexible not rigid 4
Use of existing Tank design and geometry
PV builds, test fleets, DVP&R 8 256
CFR33 3psi check fully installed. Include in installation check list Boat Builder 8 3 3 72
98Store Fuel Inside Vessel
Fuel may leak outside of vessel
Gasoline leak into exterior of deck (outboard) 8
Tank is punctured by vibration of hull 4
Use of existing Tank mounting scheme eliminates tank movement. Web based design tool.
PV builds, test fleets, DVP&R 8 256
tank must be isolated from abrasive surfaces and prevented from movement. Does web based design tool help here? Boat Builder 8 2 3 48
99Store Fuel Inside Vessel
Fuel may leak outside of vessel
Gasoline leak into exterior of deck (outboard) 8
Routing of hoses coupled with vent locations (closing off the relief system) 4
Installation instructions, web based design tool/approval
PV builds, test fleets, DVP&R 8 256
Install OPR Deck Fill such that liquid gasoline will exit the vessel. Boat Builder 8 1 3 24
58Store Fuel Inside Vessel
May leak fuel into vessel
Gasoline in Bilge (inboard) 9
Tank is punctured by deck screws 4
Clearance between deck and tank, installation instruction
PV builds, test fleets, DVP&R…BOAT BUILDER 7 252
CFR33 3psi check fully installed. Include in installation check list Boat Builder 9 2 5 90
Design Failure Modes and Effects Analysis (DFMEA)Project#
Responsible PE, ME, QE UPDATED:
FMEA START DATE:
PARTICIPANTS: Results
Part/Design, orFunction
Potential Failure Mode
Potential Effect(s) of
Failure
Sev
Potential Cause(s) /
Mechanism(s) of Failure
Occur
Current Design Controls
Prevention
Current Design Controls Detection
Detec
RPN
Recommended Action(s)
Responsibility & Target Completion
DateNew Sev
New Occ
New Det
New RPN
item SYSTEM
42Allows fuel to flow to engine for operation
Ethanol/water mix is picked up by engine feed line in lue of gasoline
Engine may not run: Engines overheat, improper lubrication, calibrations off etc 8
Phase separation due to water entering system from external environment 5
Design to Prevent water from entering system via P-trap and Teflon screen (use of existing water-resistant components)
PV builds, test fleets, DVP&R 8 320
Use (water resistant) Attwood P-Trap and (water resistant) Attwood Deck Fill Boat Builder 8 1 8 64
56Store Fuel Inside Vessel
May leak fuel into vessel
Gasoline in Bilge (inboard) 9
Tank is punctured by vibration of hull 4
Tank mounting scheme to eliminate tank movement
PV builds, test fleets, DVP&R…BOAT BUILDER 8 288
tank must be isolated from abrasive surfaces and prevented from movement Boat Builder 9 2 3 54
57Store Fuel Inside Vessel
May leak fuel into vessel
Gasoline in Bilge (inboard) 9
Routing of hoses coupled with vent locations (closing off the relief system) 4
Installation instructions, web based tool
PV builds, test fleets, DVP&R…BOAT BUILDER 8 288
Install OPR Deck Fill such that liquid gasoline will exit the vessel. Boat Builder 9 1 3 27
89Store Fuel Inside Vessel
Maximum fill level is too large (i.e. ullage is too small)
Consumer can overfill tank and result in fuel spilling out of system 8
Routing of hoses coupled with vent locations (closing off the relief system) 4
Fill level DOE. Use of web based design tool.
PV builds, test fleets, DVP&R 8 256
Install OPR Deck Fill such that liquid gasoline will exit the vessel Boat Builder 8 1 3 24
97Store Fuel Inside Vessel
Fuel may leak outside of vessel
Gasoline leak into exterior of deck (outboard) 8
Tank looses shape and is flexible not rigid 4
Use of existing Tank design and geometry
PV builds, test fleets, DVP&R 8 256
CFR33 3psi check fully installed. Include in installation check list Boat Builder 8 3 3 72
98Store Fuel Inside Vessel
Fuel may leak outside of vessel
Gasoline leak into exterior of deck (outboard) 8
Tank is punctured by vibration of hull 4
Use of existing Tank mounting scheme eliminates tank movement. Web based design tool.
PV builds, test fleets, DVP&R 8 256
tank must be isolated from abrasive surfaces and prevented from movement. Does web based design tool help here? Boat Builder 8 2 3 48
99Store Fuel Inside Vessel
Fuel may leak outside of vessel
Gasoline leak into exterior of deck (outboard) 8
Routing of hoses coupled with vent locations (closing off the relief system) 4
Installation instructions, web based design tool/approval
PV builds, test fleets, DVP&R 8 256
Install OPR Deck Fill such that liquid gasoline will exit the vessel. Boat Builder 8 1 3 24
58Store Fuel Inside Vessel
May leak fuel into vessel
Gasoline in Bilge (inboard) 9
Tank is punctured by deck screws 4
Clearance between deck and tank, installation instruction
PV builds, test fleets, DVP&R…BOAT BUILDER 7 252
CFR33 3psi check fully installed. Include in installation check list Boat Builder 9 2 5 90
Design Failure Modes and Effects Analysis (DFMEA)Project#
Responsible PE, ME, QE UPDATED:
FMEA START DATE:
PARTICIPANTS: Results
Part/Design, orFunction
Potential Failure Mode
Potential Effect(s) of
Failure
Sev
Potential Cause(s) /
Mechanism(s) of Failure
Occur
Current Design Controls
Prevention
Current Design Controls Detection
Detec
RPN
Recommended Action(s)
Responsibility & Target Completion
DateNew Sev
New Occ
New Det
New RPN
item SYSTEM
42Allows fuel to flow to engine for operation
Ethanol/water mix is picked up by engine feed line in lue of gasoline
Engine may not run: Engines overheat, improper lubrication, calibrations off etc 8
Phase separation due to water entering system from external environment 5
Design to Prevent water from entering system via P-trap and Teflon screen (use of existing water-resistant components)
PV builds, test fleets, DVP&R 8 320
Use (water resistant) Attwood P-Trap and (water resistant) Attwood Deck Fill Boat Builder 8 1 8 64
56Store Fuel Inside Vessel
May leak fuel into vessel
Gasoline in Bilge (inboard) 9
Tank is punctured by vibration of hull 4
Tank mounting scheme to eliminate tank movement
PV builds, test fleets, DVP&R…BOAT BUILDER 8 288
tank must be isolated from abrasive surfaces and prevented from movement Boat Builder 9 2 3 54
57Store Fuel Inside Vessel
May leak fuel into vessel
Gasoline in Bilge (inboard) 9
Routing of hoses coupled with vent locations (closing off the relief system) 4
Installation instructions, web based tool
PV builds, test fleets, DVP&R…BOAT BUILDER 8 288
Install OPR Deck Fill such that liquid gasoline will exit the vessel. Boat Builder 9 1 3 27
89Store Fuel Inside Vessel
Maximum fill level is too large (i.e. ullage is too small)
Consumer can overfill tank and result in fuel spilling out of system 8
Routing of hoses coupled with vent locations (closing off the relief system) 4
Fill level DOE. Use of web based design tool.
PV builds, test fleets, DVP&R 8 256
Install OPR Deck Fill such that liquid gasoline will exit the vessel Boat Builder 8 1 3 24
97Store Fuel Inside Vessel
Fuel may leak outside of vessel
Gasoline leak into exterior of deck (outboard) 8
Tank looses shape and is flexible not rigid 4
Use of existing Tank design and geometry
PV builds, test fleets, DVP&R 8 256
CFR33 3psi check fully installed. Include in installation check list Boat Builder 8 3 3 72
98Store Fuel Inside Vessel
Fuel may leak outside of vessel
Gasoline leak into exterior of deck (outboard) 8
Tank is punctured by vibration of hull 4
Use of existing Tank mounting scheme eliminates tank movement. Web based design tool.
PV builds, test fleets, DVP&R 8 256
tank must be isolated from abrasive surfaces and prevented from movement. Does web based design tool help here? Boat Builder 8 2 3 48
99Store Fuel Inside Vessel
Fuel may leak outside of vessel
Gasoline leak into exterior of deck (outboard) 8
Routing of hoses coupled with vent locations (closing off the relief system) 4
Installation instructions, web based design tool/approval
PV builds, test fleets, DVP&R 8 256
Install OPR Deck Fill such that liquid gasoline will exit the vessel. Boat Builder 8 1 3 24
58Store Fuel Inside Vessel
May leak fuel into vessel
Gasoline in Bilge (inboard) 9
Tank is punctured by deck screws 4
Clearance between deck and tank, installation instruction
PV builds, test fleets, DVP&R…BOAT BUILDER 7 252
CFR33 3psi check fully installed. Include in installation check list Boat Builder 9 2 5 90
Design Failure Modes and Effects Analysis (DFMEA)Project#
Responsible PE, ME, QE UPDATED:
FMEA START DATE:
PARTICIPANTS: Results
Part/Design, orFunction
Potential Failure Mode
Potential Effect(s) of
Failure
Sev
Potential Cause(s) /
Mechanism(s) of Failure
Occur
Current Design Controls
Prevention
Current Design Controls Detection
Detec
RPN
Recommended Action(s)
Responsibility & Target Completion
DateNew Sev
New Occ
New Det
New RPN
item SYSTEM
42Allows fuel to flow to engine for operation
Ethanol/water mix is picked up by engine feed line in lue of gasoline
Engine may not run: Engines overheat, improper lubrication, calibrations off etc 8
Phase separation due to water entering system from external environment 5
Design to Prevent water from entering system via P-trap and Teflon screen (use of existing water-resistant components)
PV builds, test fleets, DVP&R 8 320
Use (water resistant) Attwood P-Trap and (water resistant) Attwood Deck Fill Boat Builder 8 1 8 64
56Store Fuel Inside Vessel
May leak fuel into vessel
Gasoline in Bilge (inboard) 9
Tank is punctured by vibration of hull 4
Tank mounting scheme to eliminate tank movement
PV builds, test fleets, DVP&R…BOAT BUILDER 8 288
tank must be isolated from abrasive surfaces and prevented from movement Boat Builder 9 2 3 54
57Store Fuel Inside Vessel
May leak fuel into vessel
Gasoline in Bilge (inboard) 9
Routing of hoses coupled with vent locations (closing off the relief system) 4
Installation instructions, web based tool
PV builds, test fleets, DVP&R…BOAT BUILDER 8 288
Install OPR Deck Fill such that liquid gasoline will exit the vessel. Boat Builder 9 1 3 27
89Store Fuel Inside Vessel
Maximum fill level is too large (i.e. ullage is too small)
Consumer can overfill tank and result in fuel spilling out of system 8
Routing of hoses coupled with vent locations (closing off the relief system) 4
Fill level DOE. Use of web based design tool.
PV builds, test fleets, DVP&R 8 256
Install OPR Deck Fill such that liquid gasoline will exit the vessel Boat Builder 8 1 3 24
97Store Fuel Inside Vessel
Fuel may leak outside of vessel
Gasoline leak into exterior of deck (outboard) 8
Tank looses shape and is flexible not rigid 4
Use of existing Tank design and geometry
PV builds, test fleets, DVP&R 8 256
CFR33 3psi check fully installed. Include in installation check list Boat Builder 8 3 3 72
98Store Fuel Inside Vessel
Fuel may leak outside of vessel
Gasoline leak into exterior of deck (outboard) 8
Tank is punctured by vibration of hull 4
Use of existing Tank mounting scheme eliminates tank movement. Web based design tool.
PV builds, test fleets, DVP&R 8 256
tank must be isolated from abrasive surfaces and prevented from movement. Does web based design tool help here? Boat Builder 8 2 3 48
99Store Fuel Inside Vessel
Fuel may leak outside of vessel
Gasoline leak into exterior of deck (outboard) 8
Routing of hoses coupled with vent locations (closing off the relief system) 4
Installation instructions, web based design tool/approval
PV builds, test fleets, DVP&R 8 256
Install OPR Deck Fill such that liquid gasoline will exit the vessel. Boat Builder 8 1 3 24
58Store Fuel Inside Vessel
May leak fuel into vessel
Gasoline in Bilge (inboard) 9
Tank is punctured by deck screws 4
Clearance between deck and tank, installation instruction
PV builds, test fleets, DVP&R…BOAT BUILDER 7 252
CFR33 3psi check fully installed. Include in installation check list Boat Builder 9 2 5 90
Design Failure Modes and Effects Analysis (DFMEA)Project#
Responsible PE, ME, QE UPDATED:
FMEA START DATE:
PARTICIPANTS: Results
Part/Design, orFunction
Potential Failure Mode
Potential Effect(s) of
Failure
Sev
Potential Cause(s) /
Mechanism(s) of Failure
Occur
Current Design Controls
Prevention
Current Design Controls Detection
Detec
RPN
Recommended Action(s)
Responsibility & Target Completion
DateNew Sev
New Occ
New Det
New RPN
item SYSTEM
42Allows fuel to flow to engine for operation
Ethanol/water mix is picked up by engine feed line in lue of gasoline
Engine may not run: Engines overheat, improper lubrication, calibrations off etc 8
Phase separation due to water entering system from external environment 5
Design to Prevent water from entering system via P-trap and Teflon screen (use of existing water-resistant components)
PV builds, test fleets, DVP&R 8 320
Use (water resistant) Attwood P-Trap and (water resistant) Attwood Deck Fill Boat Builder 8 1 8 64
56Store Fuel Inside Vessel
May leak fuel into vessel
Gasoline in Bilge (inboard) 9
Tank is punctured by vibration of hull 4
Tank mounting scheme to eliminate tank movement
PV builds, test fleets, DVP&R…BOAT BUILDER 8 288
tank must be isolated from abrasive surfaces and prevented from movement Boat Builder 9 2 3 54
57Store Fuel Inside Vessel
May leak fuel into vessel
Gasoline in Bilge (inboard) 9
Routing of hoses coupled with vent locations (closing off the relief system) 4
Installation instructions, web based tool
PV builds, test fleets, DVP&R…BOAT BUILDER 8 288
Install OPR Deck Fill such that liquid gasoline will exit the vessel. Boat Builder 9 1 3 27
89Store Fuel Inside Vessel
Maximum fill level is too large (i.e. ullage is too small)
Consumer can overfill tank and result in fuel spilling out of system 8
Routing of hoses coupled with vent locations (closing off the relief system) 4
Fill level DOE. Use of web based design tool.
PV builds, test fleets, DVP&R 8 256
Install OPR Deck Fill such that liquid gasoline will exit the vessel Boat Builder 8 1 3 24
97Store Fuel Inside Vessel
Fuel may leak outside of vessel
Gasoline leak into exterior of deck (outboard) 8
Tank looses shape and is flexible not rigid 4
Use of existing Tank design and geometry
PV builds, test fleets, DVP&R 8 256
CFR33 3psi check fully installed. Include in installation check list Boat Builder 8 3 3 72
98Store Fuel Inside Vessel
Fuel may leak outside of vessel
Gasoline leak into exterior of deck (outboard) 8
Tank is punctured by vibration of hull 4
Use of existing Tank mounting scheme eliminates tank movement. Web based design tool.
PV builds, test fleets, DVP&R 8 256
tank must be isolated from abrasive surfaces and prevented from movement. Does web based design tool help here? Boat Builder 8 2 3 48
99Store Fuel Inside Vessel
Fuel may leak outside of vessel
Gasoline leak into exterior of deck (outboard) 8
Routing of hoses coupled with vent locations (closing off the relief system) 4
Installation instructions, web based design tool/approval
PV builds, test fleets, DVP&R 8 256
Install OPR Deck Fill such that liquid gasoline will exit the vessel. Boat Builder 8 1 3 24
58Store Fuel Inside Vessel
May leak fuel into vessel
Gasoline in Bilge (inboard) 9
Tank is punctured by deck screws 4
Clearance between deck and tank, installation instruction
PV builds, test fleets, DVP&R…BOAT BUILDER 7 252
CFR33 3psi check fully installed. Include in installation check list Boat Builder 9 2 5 90
Design Failure Modes and Effects Analysis (DFMEA)Project#
Responsible PE, ME, QE UPDATED:
FMEA START DATE:
PARTICIPANTS: Results
Part/Design, orFunction
Potential Failure Mode
Potential Effect(s) of
Failure
Sev
Potential Cause(s) /
Mechanism(s) of Failure
Occur
Current Design Controls
Prevention
Current Design Controls Detection
Detec
RPN
Recommended Action(s)
Responsibility & Target Completion
DateNew Sev
New Occ
New Det
New RPN
item SYSTEM
42Allows fuel to flow to engine for operation
Ethanol/water mix is picked up by engine feed line in lue of gasoline
Engine may not run: Engines overheat, improper lubrication, calibrations off etc 8
Phase separation due to water entering system from external environment 5
Design to Prevent water from entering system via P-trap and Teflon screen (use of existing water-resistant components)
PV builds, test fleets, DVP&R 8 320
Use (water resistant) Attwood P-Trap and (water resistant) Attwood Deck Fill Boat Builder 8 1 8 64
56Store Fuel Inside Vessel
May leak fuel into vessel
Gasoline in Bilge (inboard) 9
Tank is punctured by vibration of hull 4
Tank mounting scheme to eliminate tank movement
PV builds, test fleets, DVP&R…BOAT BUILDER 8 288
tank must be isolated from abrasive surfaces and prevented from movement Boat Builder 9 2 3 54
57Store Fuel Inside Vessel
May leak fuel into vessel
Gasoline in Bilge (inboard) 9
Routing of hoses coupled with vent locations (closing off the relief system) 4
Installation instructions, web based tool
PV builds, test fleets, DVP&R…BOAT BUILDER 8 288
Install OPR Deck Fill such that liquid gasoline will exit the vessel. Boat Builder 9 1 3 27
89Store Fuel Inside Vessel
Maximum fill level is too large (i.e. ullage is too small)
Consumer can overfill tank and result in fuel spilling out of system 8
Routing of hoses coupled with vent locations (closing off the relief system) 4
Fill level DOE. Use of web based design tool.
PV builds, test fleets, DVP&R 8 256
Install OPR Deck Fill such that liquid gasoline will exit the vessel Boat Builder 8 1 3 24
97Store Fuel Inside Vessel
Fuel may leak outside of vessel
Gasoline leak into exterior of deck (outboard) 8
Tank looses shape and is flexible not rigid 4
Use of existing Tank design and geometry
PV builds, test fleets, DVP&R 8 256
CFR33 3psi check fully installed. Include in installation check list Boat Builder 8 3 3 72
98Store Fuel Inside Vessel
Fuel may leak outside of vessel
Gasoline leak into exterior of deck (outboard) 8
Tank is punctured by vibration of hull 4
Use of existing Tank mounting scheme eliminates tank movement. Web based design tool.
PV builds, test fleets, DVP&R 8 256
tank must be isolated from abrasive surfaces and prevented from movement. Does web based design tool help here? Boat Builder 8 2 3 48
99Store Fuel Inside Vessel
Fuel may leak outside of vessel
Gasoline leak into exterior of deck (outboard) 8
Routing of hoses coupled with vent locations (closing off the relief system) 4
Installation instructions, web based design tool/approval
PV builds, test fleets, DVP&R 8 256
Install OPR Deck Fill such that liquid gasoline will exit the vessel. Boat Builder 8 1 3 24
58Store Fuel Inside Vessel
May leak fuel into vessel
Gasoline in Bilge (inboard) 9
Tank is punctured by deck screws 4
Clearance between deck and tank, installation instruction
PV builds, test fleets, DVP&R…BOAT BUILDER 7 252
CFR33 3psi check fully installed. Include in installation check list Boat Builder 9 2 5 90
Design Failure Modes and Effects Analysis (DFMEA)Project#
Responsible PE, ME, QE UPDATED:
FMEA START DATE:
PARTICIPANTS: Results
Part/Design, orFunction
Potential Failure Mode
Potential Effect(s) of
Failure
Sev
Potential Cause(s) /
Mechanism(s) of Failure
Occur
Current Design Controls
Prevention
Current Design Controls Detection
Detec
RPN
Recommended Action(s)
Responsibility & Target Completion
DateNew Sev
New Occ
New Det
New RPN
item SYSTEM
42Allows fuel to flow to engine for operation
Ethanol/water mix is picked up by engine feed line in lue of gasoline
Engine may not run: Engines overheat, improper lubrication, calibrations off etc 8
Phase separation due to water entering system from external environment 5
Design to Prevent water from entering system via P-trap and Teflon screen (use of existing water-resistant components)
PV builds, test fleets, DVP&R 8 320
Use (water resistant) Attwood P-Trap and (water resistant) Attwood Deck Fill Boat Builder 8 1 8 64
56Store Fuel Inside Vessel
May leak fuel into vessel
Gasoline in Bilge (inboard) 9
Tank is punctured by vibration of hull 4
Tank mounting scheme to eliminate tank movement
PV builds, test fleets, DVP&R…BOAT BUILDER 8 288
tank must be isolated from abrasive surfaces and prevented from movement Boat Builder 9 2 3 54
57Store Fuel Inside Vessel
May leak fuel into vessel
Gasoline in Bilge (inboard) 9
Routing of hoses coupled with vent locations (closing off the relief system) 4
Installation instructions, web based tool
PV builds, test fleets, DVP&R…BOAT BUILDER 8 288
Install OPR Deck Fill such that liquid gasoline will exit the vessel. Boat Builder 9 1 3 27
89Store Fuel Inside Vessel
Maximum fill level is too large (i.e. ullage is too small)
Consumer can overfill tank and result in fuel spilling out of system 8
Routing of hoses coupled with vent locations (closing off the relief system) 4
Fill level DOE. Use of web based design tool.
PV builds, test fleets, DVP&R 8 256
Install OPR Deck Fill such that liquid gasoline will exit the vessel Boat Builder 8 1 3 24
97Store Fuel Inside Vessel
Fuel may leak outside of vessel
Gasoline leak into exterior of deck (outboard) 8
Tank looses shape and is flexible not rigid 4
Use of existing Tank design and geometry
PV builds, test fleets, DVP&R 8 256
CFR33 3psi check fully installed. Include in installation check list Boat Builder 8 3 3 72
98Store Fuel Inside Vessel
Fuel may leak outside of vessel
Gasoline leak into exterior of deck (outboard) 8
Tank is punctured by vibration of hull 4
Use of existing Tank mounting scheme eliminates tank movement. Web based design tool.
PV builds, test fleets, DVP&R 8 256
tank must be isolated from abrasive surfaces and prevented from movement. Does web based design tool help here? Boat Builder 8 2 3 48
99Store Fuel Inside Vessel
Fuel may leak outside of vessel
Gasoline leak into exterior of deck (outboard) 8
Routing of hoses coupled with vent locations (closing off the relief system) 4
Installation instructions, web based design tool/approval
PV builds, test fleets, DVP&R 8 256
Install OPR Deck Fill such that liquid gasoline will exit the vessel. Boat Builder 8 1 3 24
58Store Fuel Inside Vessel
May leak fuel into vessel
Gasoline in Bilge (inboard) 9
Tank is punctured by deck screws 4
Clearance between deck and tank, installation instruction
PV builds, test fleets, DVP&R…BOAT BUILDER 7 252
CFR33 3psi check fully installed. Include in installation check list Boat Builder 9 2 5 90
Design Failure Modes and Effects Analysis (DFMEA)

5
1. Validation
2. Performance
3. Field Liability
4. EPA compliance
5. ABYC Compliance
Example Validation Plans
BOAT MODEL XYZ VALIDATION PLANOne (1) DV Boatbuilt with each
unique EPA tank/system
Each Unique Model built with an EPA System?
(All DV Boats)Some PV Boats All PV Boats Some Production Boats All Production Boats
Pressure test - inspect for leaks Pass Pass Pass Pass Pass PassMercury/Attwood Fuel Vacuum Test Pass Pass Pass Pass Pass PassFill & Automatic Shut Off Test Pass Pass Pass Pass Pass PassDiurnal Test - 4 days on trailer @ 100% capacity Pass Pass Pass Pass Pass PassEndurance Test - 50 hours Pass Pass Pass Pass Pass Pass
Automatic Shut Off & No Spitback Test (At PD&E Center)One (1) DV Boatbuilt with each
unique EPA tank/system
Each Unique Model built with an EPA System?
(All DV Boats)Some PV Boats All PV Boats Some Production Boats All Production Boats
4 gpm @ static float Pass Pass Pass Pass Pass Pass4 gpm @ 4 Port Pass Pass Pass Pass Pass Pass4 gpm @ 4° Stbd Pass Pass Pass Pass Pass Pass4 gpm @ 4° Bow Up Pass Pass Pass Pass Pass Pass4 gpm @ 4° Bow Down Pass Pass Pass Pass Pass Pass10 gpm @ static float Pass Pass Pass Pass Pass Pass10 gpm @ 4° Port Pass Pass Pass Pass Pass Pass10 gpm @ 4° Stbd Pass Pass Pass Pass Pass Pass10 gpm @ 4° Bow Up Pass Pass Pass Pass Pass Pass10 gpm @ 4° Bow Down Pass Pass Pass Pass Pass Pass
Automatic Shut Off & No Spitback Test (At Gas Station)One (1) DV Boatbuilt with each
unique EPA tank/system
Each Unique Model built with an EPA System?
(All DV Boats)Some PV Boats All PV Boats Some Production Boats All Production Boats
X gpm @ static float Pass Pass Pass Pass Pass Pass
Automatic Shut Off & No Spitback Test (At Marina)One (1) DV Boatbuilt with each
unique EPA tank/system
Each Unique Model built with an EPA System?
(All DV Boats)Some PV Boats All PV Boats Some Production Boats All Production Boats
Y gpm @ static float (Assumes Y >> X) Pass Pass Pass Pass Pass Pass
Jerry Can Filling TestOne (1) DV Boatbuilt with each
unique EPA tank/system
Each Unique Model built with an EPA System?
(All DV Boats)Some PV Boats All PV Boats Some Production Boats All Production Boats
Trailer Pass Pass Pass Pass Pass PassStatic floating Pass Pass Pass Pass Pass Pass
Post Endurance TestsOne (1) DV Boatbuilt with each
unique EPA tank/system
Each Unique Model built with an EPA System?
(All DV Boats)Some PV Boats All PV Boats Some Production Boats All Production Boats
Z gpm @ static float (Z = 4, 10, X, or Y) Pass Pass Pass Pass Pass PassDiurnal Test - 4 days on trailer @ 100% capacity Pass Pass Pass Pass Pass PassMercury/Attwood Fuel Vacuum Test Pass Pass Pass Pass Pass Pass

6
1. Validation
2. Performance
3. Field Liability
4. EPA compliance
5. ABYC Compliance
Example Validation Plans DV
Project# PARTICIPANTS:
Responsible UPDATED: 6/2/2011
ID Procedure Validation Description Method Acceptance Criteria Target Requirements StatusRe-validate
Trace
If RequiredDescribe the product constraint or
product improvement opportunity that Design or Engineering must consider
(T)est(O)bserve(R)euse(A)nalyze(D)emo
Quantify cycles, hours, volts, minimum value, no failure, etc.
P = PassDNP = Did Not PassR = Retest RequiredI = In ProcessD = DelayedBlank - Not due
DVP&R Item number of required retesting
System Verification
DV1Automatic Nozzle Shut Off
Conduct L18 orthoginal array DOE to determine feasability of automatic nozzle shut off.
TestNo liquid spitback or wellback
P
DV2Snorkle Performance
Conduct DOE to determine fill level repeatability performance evaluation of snorkle and FLVV
TestExperimental
Tank level repeatability +/- 0.5%
DV3Next Gen Deckfill Fill Performance
Conduct confirmation filling events to prove deckfill geometry can contribute to propoer nozzle shut off. Required for both
Test No liquid spitback or wellback
P
DV4Fire Test
Conduct fire test on tank asm with FLVV, GRV, ICV, FDV on tank
Test Must remain sealed after test
P
DV5Pressure Lifecycle
Conduct lifecycle durability study on entire fuel system to proove out feasability of PRV system.
Test No vapor or liquid liquid leak at end of test.
7500 cycles (20.5 years) p
DV6Fill Level Prediction DOE
Study the repeatability & predictability of fuel fill levels with known system design variables.
TestExperimental
Tank level repeatability +/- 0.5%
p Not Due
DV7Component Contributions
Sigularly quantify the individual backpressure vs flow performance for each component in the next gen fuel
TestExperimental p
DV8Jerry Can filling
Attempt to fill a fuel system via a 5gal commercially available jerry can.
Test System must not over pressurize to a pressure 0.5kpa greater than
p
DV8-1 Jerry Can fillingAttempt to fill a fuel system via a 5gal commercially available jerry can.
Test System must not over pressurize to a pressure 0.5kpa greater than
p
DV9Hot Fuel Handling
Build various systems with current & next gen fuel components. Measure pressure drop.
TestExperimental
less than 1kPa total backpressure at flow rate between 0-250lph
p
DV10Thermal expansion
Fill tanks to predetermined liquid level with low temperature fuel and warm fuel system to understand actual affects of
TestExperimental p
DV11Vapor condensation
Determine how much vapor can condence in a vapor line and study the affects of liquid in vapor line.
TestExperimental p
DV12System level leak test Define the system acceptable leak rates to
meet CFR33 3psi check. Measure leak rate of each component at 3psi.
Test cummulative leak rate results in less than 0.1psi pressure loss in
0.1 p
DV13FLVV Shut Off Heights
fill (non-rigid) test tank with automatic nozzle and 2.3in FLVV
Test None- Experimenmtal only. Results will affect Fill Predictability DOE
Delta between fill heights of 2.3FLVV & 0.8FLVV shall be equal
p
DV14GRV Linearity between 0 and 3
Test tank with 0,1,2,& 3 GRV's, fill tank via automatic nozzle shut off
Test None- Experimenmtal only. Results will affect Fill Predictability DOE
Desired linear relationship of fuel volume to number of
p
DV15ICV Orientation
test typical system with ICV horizontal & verticle, determine
Test None- Experimenmtal only. Results will affect Fill Predictability DOE
oreintation shall not affect final voilume of fuel in tank
p
DV16ICV spring force- maximize force @ worst case 6"height
test system with 6" height (deckfill to tank top), flow at 4gpm,
Test None- Experimenmtal only. Results will affect Fill Predictability DOE
maximize spring torque value
p
DV17PRV vs CC. -
test typical system with CC and typical system with PRV and
Test None- Experimenmtal only. Results will affect Fill Predictability DOE
fill level shall be approximatly equal for both systems
p
DV18Tank Flex at FLVV-
test constrained FLVV & unconstrained, check that delta of
Test None- Experimenmtal only. Results will affect Fill Predictability DOE
delta of fill level heights between constrained and unconstrained shall
p
Fuel Sub-System
VALIDATION REPORTVALIDATION PLAN

7
1. Validation
2. Performance
3. Field Liability
4. EPA compliance
5. ABYC Compliance
Example Validation Plans PV
Project# PARTICIPANTS:
Responsible UPDATED: 6/2/2011
ID Procedure Validation Description Method Acceptance Criteria Target Requirements StatusRe-validate
Trace
If RequiredDescribe the product constraint or
product improvement opportunity that Design or Engineering must consider
(T)est(O)bserve(R)euse(A)nalyze(D)emo
Quantify cycles, hours, volts, minimum value, no failure, etc.
P = PassDNP = Did Not PassR = Retest RequiredI = In ProcessD = DelayedBlank - Not due
DVP&R Item number of required retesting
System Validation p
PV1Static Pressure & Leak test Install entire system per installation
instructions at high and low end of acceptable tolerances. Then conduct
Test no bubbles Pass
PV2Shock Test Reference CFR33 183.584
conduct leak test, 30day fuel soak, conduct 1000 25g load shock filled to
Test no bubbles Pass
PV3Pressure Impulse Reference CFR33 183.586
conduct leak test, 30day fuel soak, conduct 25,000 cycles from -0.15 to 3psig,
Test no bubbles Pass
PV4Slosh Reference CFR33 183.588
conduct leak test, pressure impulse, fill with 1/4 capicty with water and apply
Test no bubbles Pass
PV4-1
Slosh Reference CFR33 183.588conduct leak test, pressure impulse, fill with 1/4 capicty with water and apply 500,000 cycles rocking 15deg to each side, leak test
Test no bubbles Pass
PV5
Fire Reference CFR33 183.590conduct leak test, ignite fire undernethe tank asm , leak test
Test no bubbles Pass
PV6
Fuel feed line pressure Install each approved architecture with PV samples and measure vacuum required to flow fuel to engine. Reference DV test hot fuel handling.
Testunknown until we complete DV Hot fuel handling test
Pass
PV7
Refueling performance Install each approved architecture with PV samples at max & min conditions and measure refueling performance.Reference SAE J398) Insert nozzle into deckfill to maximum penetration then allow it to latch on the retention feature. Set and latch nozzle to maximum flow until nozzle shuts off automatically. After 5 seconds set and latch nozzle to minimum flow rate p
TestNo liquid spitback or wellback.
Pass
Fuel Sub-System
VALIDATION REPORTVALIDATION PLAN

8
1. Validation
2. Performance
3. Field Liability
4. EPA compliance
5. ABYC Compliance
How well does it perform?
High RVP fuels? Hot Days?
With Jerry Cans? At Marinas?
With engine? Etc…

9
1. Validation
2. Performance
3. Field Liability
4. EPA compliance
5. ABYC Compliance
Who Owns Liability
Who is responsible for
-over pressurization -Un-fillable
-diurnal performance -Customer Satisfaction
-leaks -USCG violation
-Engine compatibility -Etc…
Beware finger pointing

10
1. Validation
2. Performance
3. Field Liability
4. EPA compliance
5. ABYC Compliance
Who Owns EPA & ABYC Compliance
Who is responsible for
-diurnal performance -EPA filing
-EPA Audit -Certificate of Conformance
-Record retention -Exemption tracking
-ABYC H24 compliance -NMMA inspection
-Weathertight/ Watertight -3psi pressure test
Beware finger pointing
EPA Civil Penalty $32,500 per vessel (40CFR1068.101(a)(1))

11
Components-
Carbon Canister, Deckfill, Fuel Tank, Valves, Pressure Release Valve etc.
11
Project#
Responsible PE, ME, QE UPDATED:
FMEA START DATE:
PARTICIPANTS: Results
Part/Design, orFunction
Potential Failure Mode
Potential Effect(s) of
Failure
Sev
Potential Cause(s) /
Mechanism(s) of Failure
Occur
Current Design Controls
Prevention
Current Design Controls Detection
Detec
RPN
Recommended Action(s)
Responsibility & Target Completion
DateNew Sev
New Occ
New Det
New RPN
item SYSTEM
42Allows fuel to flow to engine for operation
Ethanol/water mix is picked up by engine feed line in lue of gasoline
Engine may not run: Engines overheat, improper lubrication, calibrations off etc 8
Phase separation due to water entering system from external environment 5
Design to Prevent water from entering system via P-trap and Teflon screen (use of existing water-resistant components)
PV builds, test fleets, DVP&R 8 320
Use (water resistant) Attwood P-Trap and (water resistant) Attwood Deck Fill Boat Builder 8 1 8 64
56Store Fuel Inside Vessel
May leak fuel into vessel
Gasoline in Bilge (inboard) 9
Tank is punctured by vibration of hull 4
Tank mounting scheme to eliminate tank movement
PV builds, test fleets, DVP&R…BOAT BUILDER 8 288
tank must be isolated from abrasive surfaces and prevented from movement Boat Builder 9 2 3 54
57Store Fuel Inside Vessel
May leak fuel into vessel
Gasoline in Bilge (inboard) 9
Routing of hoses coupled with vent locations (closing off the relief system) 4
Installation instructions, web based tool
PV builds, test fleets, DVP&R…BOAT BUILDER 8 288
Install OPR Deck Fill such that liquid gasoline will exit the vessel. Boat Builder 9 1 3 27
89Store Fuel Inside Vessel
Maximum fill level is too large (i.e. ullage is too small)
Consumer can overfill tank and result in fuel spilling out of system 8
Routing of hoses coupled with vent locations (closing off the relief system) 4
Fill level DOE. Use of web based design tool.
PV builds, test fleets, DVP&R 8 256
Install OPR Deck Fill such that liquid gasoline will exit the vessel Boat Builder 8 1 3 24
97Store Fuel Inside Vessel
Fuel may leak outside of vessel
Gasoline leak into exterior of deck (outboard) 8
Tank looses shape and is flexible not rigid 4
Use of existing Tank design and geometry
PV builds, test fleets, DVP&R 8 256
CFR33 3psi check fully installed. Include in installation check list Boat Builder 8 3 3 72
98Store Fuel Inside Vessel
Fuel may leak outside of vessel
Gasoline leak into exterior of deck (outboard) 8
Tank is punctured by vibration of hull 4
Use of existing Tank mounting scheme eliminates tank movement. Web based design tool.
PV builds, test fleets, DVP&R 8 256
tank must be isolated from abrasive surfaces and prevented from movement. Does web based design tool help here? Boat Builder 8 2 3 48
99Store Fuel Inside Vessel
Fuel may leak outside of vessel
Gasoline leak into exterior of deck (outboard) 8
Routing of hoses coupled with vent locations (closing off the relief system) 4
Installation instructions, web based design tool/approval
PV builds, test fleets, DVP&R 8 256
Install OPR Deck Fill such that liquid gasoline will exit the vessel. Boat Builder 8 1 3 24
58Store Fuel Inside Vessel
May leak fuel into vessel
Gasoline in Bilge (inboard) 9
Tank is punctured by deck screws 4
Clearance between deck and tank, installation instruction
PV builds, test fleets, DVP&R…BOAT BUILDER 7 252
CFR33 3psi check fully installed. Include in installation check list Boat Builder 9 2 5 90
Design Failure Modes and Effects Analysis (DFMEA)Project#
Responsible PE, ME, QE UPDATED:
FMEA START DATE:
PARTICIPANTS: Results
Part/Design, orFunction
Potential Failure Mode
Potential Effect(s) of
Failure
Sev
Potential Cause(s) /
Mechanism(s) of Failure
Occur
Current Design Controls
Prevention
Current Design Controls Detection
Detec
RPN
Recommended Action(s)
Responsibility & Target Completion
DateNew Sev
New Occ
New Det
New RPN
item SYSTEM
42Allows fuel to flow to engine for operation
Ethanol/water mix is picked up by engine feed line in lue of gasoline
Engine may not run: Engines overheat, improper lubrication, calibrations off etc 8
Phase separation due to water entering system from external environment 5
Design to Prevent water from entering system via P-trap and Teflon screen (use of existing water-resistant components)
PV builds, test fleets, DVP&R 8 320
Use (water resistant) Attwood P-Trap and (water resistant) Attwood Deck Fill Boat Builder 8 1 8 64
56Store Fuel Inside Vessel
May leak fuel into vessel
Gasoline in Bilge (inboard) 9
Tank is punctured by vibration of hull 4
Tank mounting scheme to eliminate tank movement
PV builds, test fleets, DVP&R…BOAT BUILDER 8 288
tank must be isolated from abrasive surfaces and prevented from movement Boat Builder 9 2 3 54
57Store Fuel Inside Vessel
May leak fuel into vessel
Gasoline in Bilge (inboard) 9
Routing of hoses coupled with vent locations (closing off the relief system) 4
Installation instructions, web based tool
PV builds, test fleets, DVP&R…BOAT BUILDER 8 288
Install OPR Deck Fill such that liquid gasoline will exit the vessel. Boat Builder 9 1 3 27
89Store Fuel Inside Vessel
Maximum fill level is too large (i.e. ullage is too small)
Consumer can overfill tank and result in fuel spilling out of system 8
Routing of hoses coupled with vent locations (closing off the relief system) 4
Fill level DOE. Use of web based design tool.
PV builds, test fleets, DVP&R 8 256
Install OPR Deck Fill such that liquid gasoline will exit the vessel Boat Builder 8 1 3 24
97Store Fuel Inside Vessel
Fuel may leak outside of vessel
Gasoline leak into exterior of deck (outboard) 8
Tank looses shape and is flexible not rigid 4
Use of existing Tank design and geometry
PV builds, test fleets, DVP&R 8 256
CFR33 3psi check fully installed. Include in installation check list Boat Builder 8 3 3 72
98Store Fuel Inside Vessel
Fuel may leak outside of vessel
Gasoline leak into exterior of deck (outboard) 8
Tank is punctured by vibration of hull 4
Use of existing Tank mounting scheme eliminates tank movement. Web based design tool.
PV builds, test fleets, DVP&R 8 256
tank must be isolated from abrasive surfaces and prevented from movement. Does web based design tool help here? Boat Builder 8 2 3 48
99Store Fuel Inside Vessel
Fuel may leak outside of vessel
Gasoline leak into exterior of deck (outboard) 8
Routing of hoses coupled with vent locations (closing off the relief system) 4
Installation instructions, web based design tool/approval
PV builds, test fleets, DVP&R 8 256
Install OPR Deck Fill such that liquid gasoline will exit the vessel. Boat Builder 8 1 3 24
58Store Fuel Inside Vessel
May leak fuel into vessel
Gasoline in Bilge (inboard) 9
Tank is punctured by deck screws 4
Clearance between deck and tank, installation instruction
PV builds, test fleets, DVP&R…BOAT BUILDER 7 252
CFR33 3psi check fully installed. Include in installation check list Boat Builder 9 2 5 90
Design Failure Modes and Effects Analysis (DFMEA)Project#
Responsible PE, ME, QE UPDATED:
FMEA START DATE:
PARTICIPANTS: Results
Part/Design, orFunction
Potential Failure Mode
Potential Effect(s) of
Failure
Sev
Potential Cause(s) /
Mechanism(s) of Failure
Occur
Current Design Controls
Prevention
Current Design Controls Detection
Detec
RPN
Recommended Action(s)
Responsibility & Target Completion
DateNew Sev
New Occ
New Det
New RPN
item SYSTEM
42Allows fuel to flow to engine for operation
Ethanol/water mix is picked up by engine feed line in lue of gasoline
Engine may not run: Engines overheat, improper lubrication, calibrations off etc 8
Phase separation due to water entering system from external environment 5
Design to Prevent water from entering system via P-trap and Teflon screen (use of existing water-resistant components)
PV builds, test fleets, DVP&R 8 320
Use (water resistant) Attwood P-Trap and (water resistant) Attwood Deck Fill Boat Builder 8 1 8 64
56Store Fuel Inside Vessel
May leak fuel into vessel
Gasoline in Bilge (inboard) 9
Tank is punctured by vibration of hull 4
Tank mounting scheme to eliminate tank movement
PV builds, test fleets, DVP&R…BOAT BUILDER 8 288
tank must be isolated from abrasive surfaces and prevented from movement Boat Builder 9 2 3 54
57Store Fuel Inside Vessel
May leak fuel into vessel
Gasoline in Bilge (inboard) 9
Routing of hoses coupled with vent locations (closing off the relief system) 4
Installation instructions, web based tool
PV builds, test fleets, DVP&R…BOAT BUILDER 8 288
Install OPR Deck Fill such that liquid gasoline will exit the vessel. Boat Builder 9 1 3 27
89Store Fuel Inside Vessel
Maximum fill level is too large (i.e. ullage is too small)
Consumer can overfill tank and result in fuel spilling out of system 8
Routing of hoses coupled with vent locations (closing off the relief system) 4
Fill level DOE. Use of web based design tool.
PV builds, test fleets, DVP&R 8 256
Install OPR Deck Fill such that liquid gasoline will exit the vessel Boat Builder 8 1 3 24
97Store Fuel Inside Vessel
Fuel may leak outside of vessel
Gasoline leak into exterior of deck (outboard) 8
Tank looses shape and is flexible not rigid 4
Use of existing Tank design and geometry
PV builds, test fleets, DVP&R 8 256
CFR33 3psi check fully installed. Include in installation check list Boat Builder 8 3 3 72
98Store Fuel Inside Vessel
Fuel may leak outside of vessel
Gasoline leak into exterior of deck (outboard) 8
Tank is punctured by vibration of hull 4
Use of existing Tank mounting scheme eliminates tank movement. Web based design tool.
PV builds, test fleets, DVP&R 8 256
tank must be isolated from abrasive surfaces and prevented from movement. Does web based design tool help here? Boat Builder 8 2 3 48
99Store Fuel Inside Vessel
Fuel may leak outside of vessel
Gasoline leak into exterior of deck (outboard) 8
Routing of hoses coupled with vent locations (closing off the relief system) 4
Installation instructions, web based design tool/approval
PV builds, test fleets, DVP&R 8 256
Install OPR Deck Fill such that liquid gasoline will exit the vessel. Boat Builder 8 1 3 24
58Store Fuel Inside Vessel
May leak fuel into vessel
Gasoline in Bilge (inboard) 9
Tank is punctured by deck screws 4
Clearance between deck and tank, installation instruction
PV builds, test fleets, DVP&R…BOAT BUILDER 7 252
CFR33 3psi check fully installed. Include in installation check list Boat Builder 9 2 5 90
Design Failure Modes and Effects Analysis (DFMEA)Project#
Responsible PE, ME, QE UPDATED:
FMEA START DATE:
PARTICIPANTS: Results
Part/Design, orFunction
Potential Failure Mode
Potential Effect(s) of
Failure
Sev
Potential Cause(s) /
Mechanism(s) of Failure
Occur
Current Design Controls
Prevention
Current Design Controls Detection
Detec
RPN
Recommended Action(s)
Responsibility & Target Completion
DateNew Sev
New Occ
New Det
New RPN
item SYSTEM
42Allows fuel to flow to engine for operation
Ethanol/water mix is picked up by engine feed line in lue of gasoline
Engine may not run: Engines overheat, improper lubrication, calibrations off etc 8
Phase separation due to water entering system from external environment 5
Design to Prevent water from entering system via P-trap and Teflon screen (use of existing water-resistant components)
PV builds, test fleets, DVP&R 8 320
Use (water resistant) Attwood P-Trap and (water resistant) Attwood Deck Fill Boat Builder 8 1 8 64
56Store Fuel Inside Vessel
May leak fuel into vessel
Gasoline in Bilge (inboard) 9
Tank is punctured by vibration of hull 4
Tank mounting scheme to eliminate tank movement
PV builds, test fleets, DVP&R…BOAT BUILDER 8 288
tank must be isolated from abrasive surfaces and prevented from movement Boat Builder 9 2 3 54
57Store Fuel Inside Vessel
May leak fuel into vessel
Gasoline in Bilge (inboard) 9
Routing of hoses coupled with vent locations (closing off the relief system) 4
Installation instructions, web based tool
PV builds, test fleets, DVP&R…BOAT BUILDER 8 288
Install OPR Deck Fill such that liquid gasoline will exit the vessel. Boat Builder 9 1 3 27
89Store Fuel Inside Vessel
Maximum fill level is too large (i.e. ullage is too small)
Consumer can overfill tank and result in fuel spilling out of system 8
Routing of hoses coupled with vent locations (closing off the relief system) 4
Fill level DOE. Use of web based design tool.
PV builds, test fleets, DVP&R 8 256
Install OPR Deck Fill such that liquid gasoline will exit the vessel Boat Builder 8 1 3 24
97Store Fuel Inside Vessel
Fuel may leak outside of vessel
Gasoline leak into exterior of deck (outboard) 8
Tank looses shape and is flexible not rigid 4
Use of existing Tank design and geometry
PV builds, test fleets, DVP&R 8 256
CFR33 3psi check fully installed. Include in installation check list Boat Builder 8 3 3 72
98Store Fuel Inside Vessel
Fuel may leak outside of vessel
Gasoline leak into exterior of deck (outboard) 8
Tank is punctured by vibration of hull 4
Use of existing Tank mounting scheme eliminates tank movement. Web based design tool.
PV builds, test fleets, DVP&R 8 256
tank must be isolated from abrasive surfaces and prevented from movement. Does web based design tool help here? Boat Builder 8 2 3 48
99Store Fuel Inside Vessel
Fuel may leak outside of vessel
Gasoline leak into exterior of deck (outboard) 8
Routing of hoses coupled with vent locations (closing off the relief system) 4
Installation instructions, web based design tool/approval
PV builds, test fleets, DVP&R 8 256
Install OPR Deck Fill such that liquid gasoline will exit the vessel. Boat Builder 8 1 3 24
58Store Fuel Inside Vessel
May leak fuel into vessel
Gasoline in Bilge (inboard) 9
Tank is punctured by deck screws 4
Clearance between deck and tank, installation instruction
PV builds, test fleets, DVP&R…BOAT BUILDER 7 252
CFR33 3psi check fully installed. Include in installation check list Boat Builder 9 2 5 90
Design Failure Modes and Effects Analysis (DFMEA)
FMEA
Failure Modes
DVPR
Validation Plan
Project# PARTICIPANTS:
Responsible UPDATED: 6/2/2011
ID Procedure Validation Description Method Acceptance Criteria Target RequirementsValidation
ResponsibilityValidation Resource Phase Duration
Available Start
Required Completion
Part Number/ Design Status Report No. Actual Results Status
Re-validate Trace Notes
If RequiredDescribe the product constraint or
product improvement opportunity that Design or Engineering must consider
(T)est(O)bserve(R)euse(A)nalyze(D)emo
Quantify cycles, hours, volts, minimum value, no failure, etc.
Accountable for completion and interpretation of this activity (Must be name)
Facility, Department, or outside resource which will perform actual activity
QtySample Size
Rev
TYPEProto1st ShotsPre-PilotPilotProduction(O)ther
Cavity #
Program or build phase to be performedExample: Phase 2, DV1,BM (benchmark), PV1, CV1
From beginning ofpreparation to results
Projected earliest available start referencing predecessor
Latest possible completion to maintain established program timing
Identifying number, Change Level, design phase or other indicator that can discriminatepre-production parts
Identify the report no. that supports the test results.- Location if not part of controlled repository
Summarize results in terms of Acceptance Criteria
P = PassDNP = Did Not PassR = Retest RequiredI = In ProcessD = DelayedBlank - Not due
DVP&R Item number of required retesting
Describe or elaborate on unique criteria, results, etc.
System Verification
DV1
Automatic Nozzle Shut Off
Conduct L18 orthoginal array DOE to determine feasability of automatic nozzle shut off.
TestNo liquid spitback or wellback
Sean Stant18 systems
NA Proto NA DV 12 week 9/16/2010 12/16/2010 NADOE file & PAC presentations
ICV required1.5" hose workssmall/med/large tanks workhose length works from 6" to 15'hose routing criticalAll deckfills workFLVV & snorkle work……..
P
DV2
Snorkle Performance
Conduct DOE to determine fill level repeatability performance evaluation of snorkle and FLVV
Test
ExperimentalTank level repeatability +/- 0.5%
Sean/ Adrian Stant 3 Systems NA Proto NA Phase 3 4 week 3/14/2010 4/14/2010 NA
DOE files NPD
PROJECTS\FUEL_HARDWARE
_FISHING\Fuel\Integrated
Fuel\Proj#537 Next Gen Marine
Fuel System\Engineering
Data\DOE Fill Level
Snorkle could not prevent liquid gasoline from passing.
DV3Next Gen Deckfill Fill Performance
Conduct confirmation filling events to prove deckfill geometry can contribute to propoer nozzle shut off. Required for both straight and angled deckfill bodies
Test
No liquid spitback or wellback
Sean/ TonyAttwood Boat Yard
6 Proto NA Phase 3 4 week 4/15/2010 5/15/2010 FDM proto NA No spitback or wellback P
DV4 Fire TestConduct fire test on tank asm with FLVV, GRV, ICV, FDV on tank
Test Must remain sealed after test
Chris TSG 2 systems NA Various NA Phase 3 8 week 3/5/2010 5/5/2010 Parts remained sealed P
DV5Pressure Lifecycle
Conduct lifecycle durability study on entire fuel system to proove out feasability of PRV system.
TestNo vapor or liquid liquid leak at end of test.
7500 cycles (20.5 years) Sean/ ChrisAttwood Test Lab
3 systems 6months 10/20/2010 4/13/2011 TR2010-555 pMoeller Low Perm Tank, leaks through FLVV screw holes post cycling
DV5-1Pressure Lifecycle
Conduct lifecycle durability study on entire fuel system to proove out feasability of PRV system.
TestNo vapor or liquid liquid leak at end of test.
Attwood 3 systems TR2010-572 p TR2011-75FMT Aluminum Tanks: leak through FLVV screw holes
DV5-2Pressure Lifecycle
Conduct lifecycle durability study on entire fuel system to proove out feasability of PRV system.
TestNo vapor or liquid liquid leak at end of test.
Attwood 3 systems TR2010-639 p Inca Fuel tanks
DV5-3Pressure Lifecycle
Conduct lifecycle durability study on entire fuel system to proove out feasability of PRV system.
TestNo vapor or liquid liquid leak at end of test.
Attwood 2 systems TR2010-688 p RDS aluminum fuel tanks
DV5-4Pressure Lifecycle
Conduct lifecycle durability study on entire fuel system to proove out feasability of PRV system.
TestNo vapor or liquid liquid leak at end of test.
Attwood 2 systems TR2011-75 pRetest of TR2010-572(FMT aluminum fuel tanks; "new gaskets"
DV5-5Pressure Lifecycle
Conduct lifecycle durability study on entire fuel system to proove out feasability of PRV system.
TestNo vapor or liquid liquid leak at end of test.
Attwood 3 systems TR2011-178 pKracor Fuel tanks(two FLVV's leak at weld post 10,000 cycles at ambient
DV6 Fill Level Prediction DOE
Study the repeatability & predictability of fuel fill levels with known system design variables.
TestExperimental
Tank level repeatability +/- 0.5%
Attwood Boat Yard
20 systems
pull aheads Proto NA 4 6weeks p Not DueNo longer required due to DV13-DV18
DV7 Component Contributions
Sigularly quantify the individual backpressure vs flow performance for each component in the next gen fuel system
Test
ExperimentalAttwood Test Lab
3 per component
pull aheads Proto NA 4 12 weeks 12/2/2010 3/3/2011 TR2010-642 pWaiting on additional deckfills(SS)
DV8
Jerry Can filling
Attempt to fill a fuel system via a 5gal commercially available jerry can.
TestSystem must not over pressurize to a pressure 0.5kpa greater than intended (i.e. 0psi or 1.1psi). Liquid must not exit the fuel system in any mannor that may result in liquid in the bilge.
TSG (Or Attwood if we simulate 5% expansion)
6 systems representing best and worst case of each architecture
Pull Aheads proto NA 4 4 weeks 11/4/2010 12/15/2010 TR2010-628 p
TR628 need additional samples(components) RFQ#TSG 0C277ANeed test report from TSG; need to review TSG report for clarification. Contacted TSG, they are working on updating their report for clarification
DV8-1 Jerry Can filling
Attempt to fill a fuel system via a 5gal commercially available jerry can.
TestSystem must not over pressurize to a pressure 0.5kpa greater than intended (i.e. 0psi or 1.1psi). Liquid must not exit the fuel system in any mannor that may result in liquid in the bilge.
TSG (Or Attwood if we simulate 5% expansion)
4 systems representing best and worst case of each architecture
4 4 weeks 8/29/2011 TR2011-420(TSG-1C630A)
p
DV9
Hot Fuel Handling
Build various systems with current & next gen fuel components. Measure pressure drop.Reference Mercury FS.M.11
Test
Experimentalless than 1kPa total backpressure at flow rate between 0-250lph
Eric & Josh Stillwater 13 Pull Aheads Proto NA 4 4weeks 8/9/2010 1/7/2011 pReceived data from Eric(3/5/2011); need to review.
DV10
Thermal expansion
Fill tanks to predetermined liquid level with low temperature fuel and warm fuel system to understand actual affects of thermal expansion on the system.
Test
Experimental TSG3 systems per tank material
Pull ahead proto NA 4weeks 11/4/2010 12/3/2010TR2010-619, TR2010- 684
pTested Low perm plastic PRV and CC and aluminum PRV and CC systems.
DV11
Vapor condensation
Determine how much vapor can condence in a vapor line and study the affects of liquid in vapor line.
Test
ExperimentalAttwood or TSG
12/4/2010 12/16/2010 TR2010-629 p Complete
Design Validation Plan and Report
VALIDATION REPORT
Sample
VALIDATION PLAN
Project# PARTICIPANTS:
Responsible UPDATED: 6/2/2011
ID Procedure Validation Description Method Acceptance Criteria Target RequirementsValidation
ResponsibilityValidation Resource Phase Duration
Available Start
Required Completion
Part Number/ Design Status Report No. Actual Results Status
Re-validate Trace Notes
If RequiredDescribe the product constraint or
product improvement opportunity that Design or Engineering must consider
(T)est(O)bserve(R)euse(A)nalyze(D)emo
Quantify cycles, hours, volts, minimum value, no failure, etc.
Accountable for completion and interpretation of this activity (Must be name)
Facility, Department, or outside resource which will perform actual activity
QtySample Size
Rev
TYPEProto1st ShotsPre-PilotPilotProduction(O)ther
Cavity #
Program or build phase to be performedExample: Phase 2, DV1,BM (benchmark), PV1, CV1
From beginning ofpreparation to results
Projected earliest available start referencing predecessor
Latest possible completion to maintain established program timing
Identifying number, Change Level, design phase or other indicator that can discriminatepre-production parts
Identify the report no. that supports the test results.- Location if not part of controlled repository
Summarize results in terms of Acceptance Criteria
P = PassDNP = Did Not PassR = Retest RequiredI = In ProcessD = DelayedBlank - Not due
DVP&R Item number of required retesting
Describe or elaborate on unique criteria, results, etc.
System Verification
DV1
Automatic Nozzle Shut Off
Conduct L18 orthoginal array DOE to determine feasability of automatic nozzle shut off.
TestNo liquid spitback or wellback
Sean Stant18 systems
NA Proto NA DV 12 week 9/16/2010 12/16/2010 NADOE file & PAC presentations
ICV required1.5" hose workssmall/med/large tanks workhose length works from 6" to 15'hose routing criticalAll deckfills workFLVV & snorkle work……..
P
DV2
Snorkle Performance
Conduct DOE to determine fill level repeatability performance evaluation of snorkle and FLVV
Test
ExperimentalTank level repeatability +/- 0.5%
Sean/ Adrian Stant 3 Systems NA Proto NA Phase 3 4 week 3/14/2010 4/14/2010 NA
DOE files NPD
PROJECTS\FUEL_HARDWARE
_FISHING\Fuel\Integrated
Fuel\Proj#537 Next Gen Marine
Fuel System\Engineering
Data\DOE Fill Level
Snorkle could not prevent liquid gasoline from passing.
DV3Next Gen Deckfill Fill Performance
Conduct confirmation filling events to prove deckfill geometry can contribute to propoer nozzle shut off. Required for both straight and angled deckfill bodies
Test
No liquid spitback or wellback
Sean/ TonyAttwood Boat Yard
6 Proto NA Phase 3 4 week 4/15/2010 5/15/2010 FDM proto NA No spitback or wellback P
DV4 Fire TestConduct fire test on tank asm with FLVV, GRV, ICV, FDV on tank
Test Must remain sealed after test
Chris TSG 2 systems NA Various NA Phase 3 8 week 3/5/2010 5/5/2010 Parts remained sealed P
DV5Pressure Lifecycle
Conduct lifecycle durability study on entire fuel system to proove out feasability of PRV system.
TestNo vapor or liquid liquid leak at end of test.
7500 cycles (20.5 years) Sean/ ChrisAttwood Test Lab
3 systems 6months 10/20/2010 4/13/2011 TR2010-555 pMoeller Low Perm Tank, leaks through FLVV screw holes post cycling
DV5-1Pressure Lifecycle
Conduct lifecycle durability study on entire fuel system to proove out feasability of PRV system.
TestNo vapor or liquid liquid leak at end of test.
Attwood 3 systems TR2010-572 p TR2011-75FMT Aluminum Tanks: leak through FLVV screw holes
DV5-2Pressure Lifecycle
Conduct lifecycle durability study on entire fuel system to proove out feasability of PRV system.
TestNo vapor or liquid liquid leak at end of test.
Attwood 3 systems TR2010-639 p Inca Fuel tanks
DV5-3Pressure Lifecycle
Conduct lifecycle durability study on entire fuel system to proove out feasability of PRV system.
TestNo vapor or liquid liquid leak at end of test.
Attwood 2 systems TR2010-688 p RDS aluminum fuel tanks
DV5-4Pressure Lifecycle
Conduct lifecycle durability study on entire fuel system to proove out feasability of PRV system.
TestNo vapor or liquid liquid leak at end of test.
Attwood 2 systems TR2011-75 pRetest of TR2010-572(FMT aluminum fuel tanks; "new gaskets"
DV5-5Pressure Lifecycle
Conduct lifecycle durability study on entire fuel system to proove out feasability of PRV system.
TestNo vapor or liquid liquid leak at end of test.
Attwood 3 systems TR2011-178 pKracor Fuel tanks(two FLVV's leak at weld post 10,000 cycles at ambient
DV6 Fill Level Prediction DOE
Study the repeatability & predictability of fuel fill levels with known system design variables.
TestExperimental
Tank level repeatability +/- 0.5%
Attwood Boat Yard
20 systems
pull aheads Proto NA 4 6weeks p Not DueNo longer required due to DV13-DV18
DV7 Component Contributions
Sigularly quantify the individual backpressure vs flow performance for each component in the next gen fuel system
Test
ExperimentalAttwood Test Lab
3 per component
pull aheads Proto NA 4 12 weeks 12/2/2010 3/3/2011 TR2010-642 pWaiting on additional deckfills(SS)
DV8
Jerry Can filling
Attempt to fill a fuel system via a 5gal commercially available jerry can.
TestSystem must not over pressurize to a pressure 0.5kpa greater than intended (i.e. 0psi or 1.1psi). Liquid must not exit the fuel system in any mannor that may result in liquid in the bilge.
TSG (Or Attwood if we simulate 5% expansion)
6 systems representing best and worst case of each architecture
Pull Aheads proto NA 4 4 weeks 11/4/2010 12/15/2010 TR2010-628 p
TR628 need additional samples(components) RFQ#TSG 0C277ANeed test report from TSG; need to review TSG report for clarification. Contacted TSG, they are working on updating their report for clarification
DV8-1 Jerry Can filling
Attempt to fill a fuel system via a 5gal commercially available jerry can.
TestSystem must not over pressurize to a pressure 0.5kpa greater than intended (i.e. 0psi or 1.1psi). Liquid must not exit the fuel system in any mannor that may result in liquid in the bilge.
TSG (Or Attwood if we simulate 5% expansion)
4 systems representing best and worst case of each architecture
4 4 weeks 8/29/2011 TR2011-420(TSG-1C630A)
p
DV9
Hot Fuel Handling
Build various systems with current & next gen fuel components. Measure pressure drop.Reference Mercury FS.M.11
Test
Experimentalless than 1kPa total backpressure at flow rate between 0-250lph
Eric & Josh Stillwater 13 Pull Aheads Proto NA 4 4weeks 8/9/2010 1/7/2011 pReceived data from Eric(3/5/2011); need to review.
DV10
Thermal expansion
Fill tanks to predetermined liquid level with low temperature fuel and warm fuel system to understand actual affects of thermal expansion on the system.
Test
Experimental TSG3 systems per tank material
Pull ahead proto NA 4weeks 11/4/2010 12/3/2010TR2010-619, TR2010- 684
pTested Low perm plastic PRV and CC and aluminum PRV and CC systems.
DV11
Vapor condensation
Determine how much vapor can condence in a vapor line and study the affects of liquid in vapor line.
Test
ExperimentalAttwood or TSG
12/4/2010 12/16/2010 TR2010-629 p Complete
Design Validation Plan and Report
VALIDATION REPORT
Sample
VALIDATION PLAN
Project# PARTICIPANTS:
Responsible UPDATED: 6/2/2011
ID Procedure Validation Description Method Acceptance Criteria Target RequirementsValidation
ResponsibilityValidation Resource Phase Duration
Available Start
Required Completion
Part Number/ Design Status Report No. Actual Results Status
Re-validate Trace Notes
If RequiredDescribe the product constraint or
product improvement opportunity that Design or Engineering must consider
(T)est(O)bserve(R)euse(A)nalyze(D)emo
Quantify cycles, hours, volts, minimum value, no failure, etc.
Accountable for completion and interpretation of this activity (Must be name)
Facility, Department, or outside resource which will perform actual activity
QtySample Size
Rev
TYPEProto1st ShotsPre-PilotPilotProduction(O)ther
Cavity #
Program or build phase to be performedExample: Phase 2, DV1,BM (benchmark), PV1, CV1
From beginning ofpreparation to results
Projected earliest available start referencing predecessor
Latest possible completion to maintain established program timing
Identifying number, Change Level, design phase or other indicator that can discriminatepre-production parts
Identify the report no. that supports the test results.- Location if not part of controlled repository
Summarize results in terms of Acceptance Criteria
P = PassDNP = Did Not PassR = Retest RequiredI = In ProcessD = DelayedBlank - Not due
DVP&R Item number of required retesting
Describe or elaborate on unique criteria, results, etc.
System Verification
DV1
Automatic Nozzle Shut Off
Conduct L18 orthoginal array DOE to determine feasability of automatic nozzle shut off.
TestNo liquid spitback or wellback
Sean Stant18 systems
NA Proto NA DV 12 week 9/16/2010 12/16/2010 NADOE file & PAC presentations
ICV required1.5" hose workssmall/med/large tanks workhose length works from 6" to 15'hose routing criticalAll deckfills workFLVV & snorkle work……..
P
DV2
Snorkle Performance
Conduct DOE to determine fill level repeatability performance evaluation of snorkle and FLVV
Test
ExperimentalTank level repeatability +/- 0.5%
Sean/ Adrian Stant 3 Systems NA Proto NA Phase 3 4 week 3/14/2010 4/14/2010 NA
DOE files NPD
PROJECTS\FUEL_HARDWARE
_FISHING\Fuel\Integrated
Fuel\Proj#537 Next Gen Marine
Fuel System\Engineering
Data\DOE Fill Level
Snorkle could not prevent liquid gasoline from passing.
DV3Next Gen Deckfill Fill Performance
Conduct confirmation filling events to prove deckfill geometry can contribute to propoer nozzle shut off. Required for both straight and angled deckfill bodies
Test
No liquid spitback or wellback
Sean/ TonyAttwood Boat Yard
6 Proto NA Phase 3 4 week 4/15/2010 5/15/2010 FDM proto NA No spitback or wellback P
DV4 Fire TestConduct fire test on tank asm with FLVV, GRV, ICV, FDV on tank
Test Must remain sealed after test
Chris TSG 2 systems NA Various NA Phase 3 8 week 3/5/2010 5/5/2010 Parts remained sealed P
DV5Pressure Lifecycle
Conduct lifecycle durability study on entire fuel system to proove out feasability of PRV system.
TestNo vapor or liquid liquid leak at end of test.
7500 cycles (20.5 years) Sean/ ChrisAttwood Test Lab
3 systems 6months 10/20/2010 4/13/2011 TR2010-555 pMoeller Low Perm Tank, leaks through FLVV screw holes post cycling
DV5-1Pressure Lifecycle
Conduct lifecycle durability study on entire fuel system to proove out feasability of PRV system.
TestNo vapor or liquid liquid leak at end of test.
Attwood 3 systems TR2010-572 p TR2011-75FMT Aluminum Tanks: leak through FLVV screw holes
DV5-2Pressure Lifecycle
Conduct lifecycle durability study on entire fuel system to proove out feasability of PRV system.
TestNo vapor or liquid liquid leak at end of test.
Attwood 3 systems TR2010-639 p Inca Fuel tanks
DV5-3Pressure Lifecycle
Conduct lifecycle durability study on entire fuel system to proove out feasability of PRV system.
TestNo vapor or liquid liquid leak at end of test.
Attwood 2 systems TR2010-688 p RDS aluminum fuel tanks
DV5-4Pressure Lifecycle
Conduct lifecycle durability study on entire fuel system to proove out feasability of PRV system.
TestNo vapor or liquid liquid leak at end of test.
Attwood 2 systems TR2011-75 pRetest of TR2010-572(FMT aluminum fuel tanks; "new gaskets"
DV5-5Pressure Lifecycle
Conduct lifecycle durability study on entire fuel system to proove out feasability of PRV system.
TestNo vapor or liquid liquid leak at end of test.
Attwood 3 systems TR2011-178 pKracor Fuel tanks(two FLVV's leak at weld post 10,000 cycles at ambient
DV6 Fill Level Prediction DOE
Study the repeatability & predictability of fuel fill levels with known system design variables.
TestExperimental
Tank level repeatability +/- 0.5%
Attwood Boat Yard
20 systems
pull aheads Proto NA 4 6weeks p Not DueNo longer required due to DV13-DV18
DV7 Component Contributions
Sigularly quantify the individual backpressure vs flow performance for each component in the next gen fuel system
Test
ExperimentalAttwood Test Lab
3 per component
pull aheads Proto NA 4 12 weeks 12/2/2010 3/3/2011 TR2010-642 pWaiting on additional deckfills(SS)
DV8
Jerry Can filling
Attempt to fill a fuel system via a 5gal commercially available jerry can.
TestSystem must not over pressurize to a pressure 0.5kpa greater than intended (i.e. 0psi or 1.1psi). Liquid must not exit the fuel system in any mannor that may result in liquid in the bilge.
TSG (Or Attwood if we simulate 5% expansion)
6 systems representing best and worst case of each architecture
Pull Aheads proto NA 4 4 weeks 11/4/2010 12/15/2010 TR2010-628 p
TR628 need additional samples(components) RFQ#TSG 0C277ANeed test report from TSG; need to review TSG report for clarification. Contacted TSG, they are working on updating their report for clarification
DV8-1 Jerry Can filling
Attempt to fill a fuel system via a 5gal commercially available jerry can.
TestSystem must not over pressurize to a pressure 0.5kpa greater than intended (i.e. 0psi or 1.1psi). Liquid must not exit the fuel system in any mannor that may result in liquid in the bilge.
TSG (Or Attwood if we simulate 5% expansion)
4 systems representing best and worst case of each architecture
4 4 weeks 8/29/2011 TR2011-420(TSG-1C630A)
p
DV9
Hot Fuel Handling
Build various systems with current & next gen fuel components. Measure pressure drop.Reference Mercury FS.M.11
Test
Experimentalless than 1kPa total backpressure at flow rate between 0-250lph
Eric & Josh Stillwater 13 Pull Aheads Proto NA 4 4weeks 8/9/2010 1/7/2011 pReceived data from Eric(3/5/2011); need to review.
DV10
Thermal expansion
Fill tanks to predetermined liquid level with low temperature fuel and warm fuel system to understand actual affects of thermal expansion on the system.
Test
Experimental TSG3 systems per tank material
Pull ahead proto NA 4weeks 11/4/2010 12/3/2010TR2010-619, TR2010- 684
pTested Low perm plastic PRV and CC and aluminum PRV and CC systems.
DV11
Vapor condensation
Determine how much vapor can condence in a vapor line and study the affects of liquid in vapor line.
Test
ExperimentalAttwood or TSG
12/4/2010 12/16/2010 TR2010-629 p Complete
Design Validation Plan and Report
VALIDATION REPORT
Sample
VALIDATION PLAN
1. Validation
2. Performance

Responsible
ID Procedure Validation Description Status
If RequiredDescribe the product constraint or product improvement opportunity that Design or
Engineering must consider
P = PassDNP = Did Not PassR = Retest RequiredI = In ProcessD = DelayedBlank - Not due
Design Validation
Production Validation
1ASamples to be exposed in Xenon Test Chamber for 500 hours using the following cycle: 102 minutes of light at 0.55 W/m^2 at 340nm
Xenon Arc exposure test pass
1BSamples to be exposed in Xenon Test Chamber for 500 hours using the following cycle: 102 minutes of light at 0.55 W/m^2 at 340nm
Xenon Arc exposure test pass
1CSamples to be exposed in Xenon Test Chamber for 500 hours using the following cycle: 102 minutes of light at 0.55 W/m^2 at 340nm
Xenon Arc exposure test pass
2Samples to be exposed in Xenon Test Chamber for 120 hours using the following cycle: 102 minutes of light at 0.55 W/m^2 at 340nm
Xenon Arc exposure test pass
3AMercury LT.G.29 (900 hours) (include legacy product)Cap closed
UV exposure test (plastic and metal) pass
4Mercury LT.G.29 (216 hours) (include legacy product)Cap open
UV exposure test (plastic and metal) pass
5Dry air age samples at 210-212° F for 70 hours, then allow to cool at room temperature for a minimum of 2-3 hours, 30 day fuel soak at
Chemical exposure test to interior of assembly
pass
6Mercury test procedure LT.G.30a) Mercury Power Tune - Engine Cleaner P/N 92-802878 57
Chemical exposure test to exterior of assembly
pass
7AMercury M-074-TStress o-ring to max % strain (based on tolerance stack)
Ozone test pass
7CMercury M-074-TStress o-ring to max % strain (based on tolerance stack)
Ozone test pass
7CMercury M-074-TStress o-ring to max % strain (based on tolerance stack)
Ozone test pass
8Thermal shock at 80c for 10 min, lower temperature at a steady rate to -40c for 60 min, hold at -40c for 10 min, increase temperature at a
Thermo Testing - withstand temperatures encountered during storage / use
pass
9AES-310Perform external water sealing test before torque test
Body Strength Torque Test pass
11Precondition with 500 hour Xenon Arc & 900 hour UVPrecondition per exterior chemical test (LT.G.30)
Cap Impact Test pass
12Precondition with 500 hour Xenon Arc & 900 hour UVPrecondition per exterior chemical test (LT.G.30)
Cap Side Load Testing pass
13Precondition with 500 hour Xenon Arc & 900 hour UVPrecondition per exterior chemical test (LT.G.30)
Cap Step Test pass
14APrecondition per interior chemical resistance testPrecondition samples with ozone test in closed position
External Water Sealing Test pass
15SAE J19283 per assembly X 6 assemblies
Flame arrestingpass
16ATLP004Attwood 96 (plastic, stainless) 48 hour (zamak) hour salt spray
Corrosion Resistance (plastic and metal) pass
17A. Mount the straight assembly to a horizontal surfacde & the angled assembly to a 35° from horizontal surface, attach cap to the fill hose
Dust ingestion pass
COMPONENT VALIDATION PLAN
VALIDATION PLAN
Responsible
ID Procedure Validation Description Status
If RequiredDescribe the product constraint or product improvement opportunity that Design or
Engineering must consider
P = PassDNP = Did Not PassR = Retest RequiredI = In ProcessD = DelayedBlank - Not due
Design Validation
Production Validation
1ASamples to be exposed in Xenon Test Chamber for 500 hours using the following cycle: 102 minutes of light at 0.55 W/m^2 at 340nm
Xenon Arc exposure test pass
1BSamples to be exposed in Xenon Test Chamber for 500 hours using the following cycle: 102 minutes of light at 0.55 W/m^2 at 340nm
Xenon Arc exposure test pass
1CSamples to be exposed in Xenon Test Chamber for 500 hours using the following cycle: 102 minutes of light at 0.55 W/m^2 at 340nm
Xenon Arc exposure test pass
2Samples to be exposed in Xenon Test Chamber for 120 hours using the following cycle: 102 minutes of light at 0.55 W/m^2 at 340nm
Xenon Arc exposure test pass
3AMercury LT.G.29 (900 hours) (include legacy product)Cap closed
UV exposure test (plastic and metal) pass
4Mercury LT.G.29 (216 hours) (include legacy product)Cap open
UV exposure test (plastic and metal) pass
5Dry air age samples at 210-212° F for 70 hours, then allow to cool at room temperature for a minimum of 2-3 hours, 30 day fuel soak at
Chemical exposure test to interior of assembly
pass
6Mercury test procedure LT.G.30a) Mercury Power Tune - Engine Cleaner P/N 92-802878 57
Chemical exposure test to exterior of assembly
pass
7AMercury M-074-TStress o-ring to max % strain (based on tolerance stack)
Ozone test pass
7CMercury M-074-TStress o-ring to max % strain (based on tolerance stack)
Ozone test pass
7CMercury M-074-TStress o-ring to max % strain (based on tolerance stack)
Ozone test pass
8Thermal shock at 80c for 10 min, lower temperature at a steady rate to -40c for 60 min, hold at -40c for 10 min, increase temperature at a
Thermo Testing - withstand temperatures encountered during storage / use
pass
9AES-310Perform external water sealing test before torque test
Body Strength Torque Test pass
11Precondition with 500 hour Xenon Arc & 900 hour UVPrecondition per exterior chemical test (LT.G.30)
Cap Impact Test pass
12Precondition with 500 hour Xenon Arc & 900 hour UVPrecondition per exterior chemical test (LT.G.30)
Cap Side Load Testing pass
13Precondition with 500 hour Xenon Arc & 900 hour UVPrecondition per exterior chemical test (LT.G.30)
Cap Step Test pass
14APrecondition per interior chemical resistance testPrecondition samples with ozone test in closed position
External Water Sealing Test pass
15SAE J19283 per assembly X 6 assemblies
Flame arrestingpass
16ATLP004Attwood 96 (plastic, stainless) 48 hour (zamak) hour salt spray
Corrosion Resistance (plastic and metal) pass
17A. Mount the straight assembly to a horizontal surfacde & the angled assembly to a 35° from horizontal surface, attach cap to the fill hose
Dust ingestion pass
COMPONENT VALIDATION PLAN
VALIDATION PLAN
Responsible
ID Procedure Validation Description Status
If RequiredDescribe the product constraint or product improvement opportunity that Design or
Engineering must consider
P = PassDNP = Did Not PassR = Retest RequiredI = In ProcessD = DelayedBlank - Not due
Design Validation
Production Validation
1ASamples to be exposed in Xenon Test Chamber for 500 hours using the following cycle: 102 minutes of light at 0.55 W/m^2 at 340nm
Xenon Arc exposure test pass
1BSamples to be exposed in Xenon Test Chamber for 500 hours using the following cycle: 102 minutes of light at 0.55 W/m^2 at 340nm
Xenon Arc exposure test pass
1CSamples to be exposed in Xenon Test Chamber for 500 hours using the following cycle: 102 minutes of light at 0.55 W/m^2 at 340nm
Xenon Arc exposure test pass
2Samples to be exposed in Xenon Test Chamber for 120 hours using the following cycle: 102 minutes of light at 0.55 W/m^2 at 340nm
Xenon Arc exposure test pass
3AMercury LT.G.29 (900 hours) (include legacy product)Cap closed
UV exposure test (plastic and metal) pass
4Mercury LT.G.29 (216 hours) (include legacy product)Cap open
UV exposure test (plastic and metal) pass
5Dry air age samples at 210-212° F for 70 hours, then allow to cool at room temperature for a minimum of 2-3 hours, 30 day fuel soak at
Chemical exposure test to interior of assembly
pass
6Mercury test procedure LT.G.30a) Mercury Power Tune - Engine Cleaner P/N 92-802878 57
Chemical exposure test to exterior of assembly
pass
7AMercury M-074-TStress o-ring to max % strain (based on tolerance stack)
Ozone test pass
7CMercury M-074-TStress o-ring to max % strain (based on tolerance stack)
Ozone test pass
7CMercury M-074-TStress o-ring to max % strain (based on tolerance stack)
Ozone test pass
8Thermal shock at 80c for 10 min, lower temperature at a steady rate to -40c for 60 min, hold at -40c for 10 min, increase temperature at a
Thermo Testing - withstand temperatures encountered during storage / use
pass
9AES-310Perform external water sealing test before torque test
Body Strength Torque Test pass
11Precondition with 500 hour Xenon Arc & 900 hour UVPrecondition per exterior chemical test (LT.G.30)
Cap Impact Test pass
12Precondition with 500 hour Xenon Arc & 900 hour UVPrecondition per exterior chemical test (LT.G.30)
Cap Side Load Testing pass
13Precondition with 500 hour Xenon Arc & 900 hour UVPrecondition per exterior chemical test (LT.G.30)
Cap Step Test pass
14APrecondition per interior chemical resistance testPrecondition samples with ozone test in closed position
External Water Sealing Test pass
15SAE J19283 per assembly X 6 assemblies
Flame arrestingpass
16ATLP004Attwood 96 (plastic, stainless) 48 hour (zamak) hour salt spray
Corrosion Resistance (plastic and metal) pass
17A. Mount the straight assembly to a horizontal surfacde & the angled assembly to a 35° from horizontal surface, attach cap to the fill hose
Dust ingestion pass
COMPONENT VALIDATION PLAN
VALIDATION PLAN
Example Validation Plans
Responsible
ID Procedure Validation Description Status
If RequiredDescribe the product constraint or product improvement opportunity that Design or
Engineering must consider
P = PassDNP = Did Not PassR = Retest RequiredI = In ProcessD = DelayedBlank - Not due
Design Validation
Production Validation
1ASamples to be exposed in Xenon Test Chamber for 500 hours using the following cycle: 102 minutes of light at 0.55 W/m^2 at 340nm
Xenon Arc exposure test pass
1BSamples to be exposed in Xenon Test Chamber for 500 hours using the following cycle: 102 minutes of light at 0.55 W/m^2 at 340nm
Xenon Arc exposure test pass
1CSamples to be exposed in Xenon Test Chamber for 500 hours using the following cycle: 102 minutes of light at 0.55 W/m^2 at 340nm
Xenon Arc exposure test pass
2Samples to be exposed in Xenon Test Chamber for 120 hours using the following cycle: 102 minutes of light at 0.55 W/m^2 at 340nm
Xenon Arc exposure test pass
3AMercury LT.G.29 (900 hours) (include legacy product)Cap closed
UV exposure test (plastic and metal) pass
4Mercury LT.G.29 (216 hours) (include legacy product)Cap open
UV exposure test (plastic and metal) pass
5Dry air age samples at 210-212° F for 70 hours, then allow to cool at room temperature for a minimum of 2-3 hours, 30 day fuel soak at
Chemical exposure test to interior of assembly
pass
6Mercury test procedure LT.G.30a) Mercury Power Tune - Engine Cleaner P/N 92-802878 57
Chemical exposure test to exterior of assembly
pass
7AMercury M-074-TStress o-ring to max % strain (based on tolerance stack)
Ozone test pass
7CMercury M-074-TStress o-ring to max % strain (based on tolerance stack)
Ozone test pass
7CMercury M-074-TStress o-ring to max % strain (based on tolerance stack)
Ozone test pass
8Thermal shock at 80c for 10 min, lower temperature at a steady rate to -40c for 60 min, hold at -40c for 10 min, increase temperature at a
Thermo Testing - withstand temperatures encountered during storage / use
pass
9AES-310Perform external water sealing test before torque test
Body Strength Torque Test pass
11Precondition with 500 hour Xenon Arc & 900 hour UVPrecondition per exterior chemical test (LT.G.30)
Cap Impact Test pass
12Precondition with 500 hour Xenon Arc & 900 hour UVPrecondition per exterior chemical test (LT.G.30)
Cap Side Load Testing pass
13Precondition with 500 hour Xenon Arc & 900 hour UVPrecondition per exterior chemical test (LT.G.30)
Cap Step Test pass
14APrecondition per interior chemical resistance testPrecondition samples with ozone test in closed position
External Water Sealing Test pass
15SAE J19283 per assembly X 6 assemblies
Flame arrestingpass
16ATLP004Attwood 96 (plastic, stainless) 48 hour (zamak) hour salt spray
Corrosion Resistance (plastic and metal) pass
17A. Mount the straight assembly to a horizontal surfacde & the angled assembly to a 35° from horizontal surface, attach cap to the fill hose
Dust ingestion pass
COMPONENT VALIDATION PLAN
VALIDATION PLAN
1. Validation
2. Performance

How well does component perform?
Vacuum pressure vs. volume flow rate
0
150
300
450
600
750
900
1050
1200
1350
1500
1650
1800
1950
0.1 0.3 0.5 0.7 0.9 1.1 1.3 1.5
vacuum, ΔP (kPa)
Vo
lum
e fl
ow
rat
e, V
(sl
ph
)
1 valve
3 valve
Max flow rate
Max restriction
Power packagePeak
power, P (hp)
Mass flow rate, m* (lbm/hr)
Volume flow rate, v (gal/hr)
Volume flow rate, v (L/min)
Volume flow rate, single, v1
(L/hr)
Volume flow rate, dual, v2 (L/hr)
Volume flow rate, triple, v3
(L/hr)
Volume flow rate, quad, v4
(L/hr)
Volume flow rate, quad, v5
(L/hr)
Volume flow rate, quad, v6
(L/hr)300 Verado 300 193.8 31.2 2.0 118.0 236.0 354.1 472.1 590.1 708.1
350 SCi Verado 350 213.5 34.4 2.2 130.0 260.0 390.0 520.1 650.1 780.1Yamaha F350 350 231.0 37.2 2.3 140.7 281.3 422.0 562.7 703.4 844.0
496 HO/502 HO 425 212.5 34.2 2.2 129.4 258.8 388.2 517.6 647.0 776.41200 SCi 1350 769.5 123.8 7.8 468.6 937.2 1405.8 1874.4 2343.0 2811.6
1. Validation
2. Performance

How well does component perform?
1. Validation
2. Performance

1. Do not assume water will act like gasoline.
2. Make sure all needs are met, not just one.
3. If boat refuels well at 70°F, do not assume it fills well at 90°F.
4. Don’t assume that an initial demonstration means that system will work after years on the water.
5. Verify plant installation early in process.
6. Consult with engine manufacturer and measure pressure drop at engine.
7. Plan for future CARB regulations now.
8. Do not underestimate the task of implementation.
Common Pitfalls to Avoid

16
Thank you
Questions?