Embed Size (px)
Citation preview

1
TESIS
MAESTRO EN
MANUFACTURA AVANZADA
PRESENTA
ING. JOSÉ LUIS ESCOTO GARCÍA
QUERÉTARO, QRO. A 12 DE MARZO DE 2015
DISEÑO DE UNA MÁQUINA DESPALILLADORA DE RACIMOS DE UVA PARA LA
ELABORACIÓN DE VINO ARTESANAL
PARA OBTENER EL GRADO DE

ii
TÍTULO
“DISEÑO DE UNA MÁQUINA DESPALILLADORA DE RACIMOS DE UVA PARA LA
ELABORACIÓN DE VINO ARTESANAL”
i

iii
RESUMEN
El objetivo de la presente tesis es el de diseñar una máquina de bajo volumen de
producción, capaz de realizar una de las labores más complejas dentro de la
elaboración del vino, que es el despalillado o separación de la uva (baya) del palillo
(raspón) del racimo, lo cual tiene como función el evitar que el material leñoso del
racimo entre en contacto con los jugos y productos de la fermentación del mosto de la
uva, el cual forma parte del proceso de elaboración del vino, y de cuya observación y
cuidado se determinan las cualidades del vino elaborado.
La presente tesis demuestra que es posible contar con una maquina cuya fabricación
sea de bajo costo, enfocada a un segmento de productores artesanales de vino. Para
efecto de obtener un diseño óptimo de la máquina que cumpla con los objetivos de
costo, el presente estudio incorpora resultados obtenidos por otros autores respecto a
la caracterización físico-mecánica de la uva así como de su piel y del pedicelo (palillo)
que las une al racimo, para efecto de determinar la fuerza necesaria para separarla
del racimo, así como identificar los parámetros de resistencia de la piel exterior para
resistir la acción mecánica externa que lastime lo menos posible tanto el fruto como a
su vez provocando el menor daño al pedicelo para evitar que las partículas separadas
del mismo, traspasen el tamiz de la despalilladora, y terminen mezclándose y
contaminando los jugos en su posterior proceso de fermentación.

iv
ÍNDICE DE CONTENIDO
Página
Portada
Título ------------------------------------------------------------------------------------------ i
Resumen -------------------------------------------------------------------------------- ii
Índice de contenido ------------------------------------------------------------- iii
• Figuras ----------------------------------------------------------------------- vi
• Tablas ----------------------------------------------------------------------- viii
Glosario --------------------------------------------------------------------------------- ix
• Acrónimos ----------------------------------------------------------------------- x
• Símbolos y Abreviaciones --------------------------------------------------- x
Capítulo 1 Introducción ------------------------------------------------------------- 1
1.1 Antecedentes ------------------------------------------------------------- 1
1.2 Definición del problema ------------------------------------------ 8
1.2.1 Requerimientos del diseño -------------------------------- 10
1.2.2 Proceso de vinificación -------------------------------- 12
1.3 Justificación ------------------------------------------------------------- 16
1.4 Objetivos ----------------------------------------------------------------------- 19
1.5 Hipótesis ----------------------------------------------------------------------- 21
Capítulo 2 Marco teórico ------------------------------------------------------------- 22
2.1 El procesamiento de la uva ------------------------------------------ 22
2.2 Composición química de los racimos de uva ------------- 22
2.3 Caracterización físico-mecánica de la uva ----------------------- 24
2.4 Proceso de despalillado ------------------------------------------- 25
2.4.1 Principio de separación con el uso de rejilla -------------- 26
2.4.2 Principio de separación por tambor perforado y paletas 27
2.4.3 Principio de separación por tenazas y superficie vibratoria 28
2.5 Pruebas de desprendimiento del pedicelo ------------------------ 30
Capítulo 3 Procedimiento de investigación --------------------------------- 35
3.1 Alcances ------------------------------------------------------------------------ 35
3.2 Criterios para la selección del método de despalillado ---- 36

v
3.3 Experimentación -------------------------------------------------------------- 40
3.4 Análisis funcional de la máquina despalilladora -------------- 51
3.5 Partes de la máquina ----------------------------------------------------- 54
3.5.1 Tambor-rejilla ----------------------------------------------------- 54
3.5.2 Paletas despalilladoras ------------------------------------------- 55
3.5.3 Eje de las paletas (flecha) ---------------------------------- 56
3.5.4 Protector del tambor-rejilla --------------------------------- 56
3.5.5 Motor eléctrico y reductor de velocidad -------------- 56
3.5.6 Estructura metálica y soporte --------------------------------- 57
3.5.7 Tolva de alimentación ------------------------------------------- 57
3.5.8 Proceso de despalillado ------------------------------------------- 58
3.5.9 Especificaciones de diseño --------------------------------- 59
3.5.10 Diseño de la máquina despalilladora ----------------------- 60
Capítulo 4 Resultados -------------------------------------------------------------- 61
4.1 Criterios de selección ---------------------------------------------------- 61
4.2 Características físico-mecánicas de la uva ------------- 61
4.3 Selección de materiales ------------------------------------------ 64
4.3.1 Materiales grado alimenticio -------------------------------- 64
4.3.2 El acero Inoxidable en la industria alimentaria ------------- 65
4.3.3 Materiales estructurales y varios --------------------------------- 68
4.4 Diseño de detalle ---------------------------------------------------- 69
4.4.1 Tambor de media caña ------------------------------------------- 69
4.4.1.1 Dimensiones generales --------------------------------- 69
4.4.1.2 Rejilla giratoria --------------------------------- 71
4.4.1.3 Rejilla estática --------------------------------- 72
4.4.1.4 Forma de las perforaciones del tamiz ---- 73
4.4.1.5 Tamaño de las perforaciones de la rejilla ---- 75
4.4.2 Paleta de impacto ------------------------------------------- 78
4.4.3 Tolva -------------------------------------------------------------- 81
4.4.4 Motor eléctrico ---------------------------------------------------- 84
4.4.4.1 Potencia requerida --------------------------------- 84
4.4.4.2 Velocidad de rotación ----------------------- 86

vi
4.4.4.3 Razón de alimentación de la máquina --- 89
4.4.4.4 Potencia requerida del motor ------------- 91
4.4.4.5 Dimensiones del motor ----------------------- 93
4.4.4.6 Fuente de alimentación ----------------------- 94
4.4.5 Flecha -------------------------------------------------------------- 94
4.4.6 Chumaceras ---------------------------------------------------- 97
4.4.7 Selección de reductor de velocidad ------------- 99
4.4.8 Soporte-bastidor de la máquina ---------------------- 103
4.4.9 Cajón recolector ------------------------------------------ 106
4.5 Modelado de componentes individuales en 3D --- 107
4.5.1 Tambor de media caña --------------------------------- 108
4.5.2 Eje y paletas ------------------------------------------ 108
4.5.3 Tolva ---------------------------------------------------- 109
4.5.4 Cajón recolector ------------------------------------------ 109
4.5.5 Soporte-bastidor ------------------------------------------ 110
4.5.6 Máquina completa -------------------------------- 111
4.5.7 Máquina descubierta -------------------------------- 112
4.6 Dibujos de los componentes -------------------------------- 114
4.7 Dibujo de ensamble ------------------------------------------ 120
4.8 Análisis de resultados ------------------------------------------ 122
Conclusiones --------------------------------------------------------------------------------- 125
Recomendaciones ----------------------------------------------------------------------- 127
Referencias bibliográficas ------------------------------------------------------------- 128
Anexos -------------------------------------------------------------------------------- 130
vii
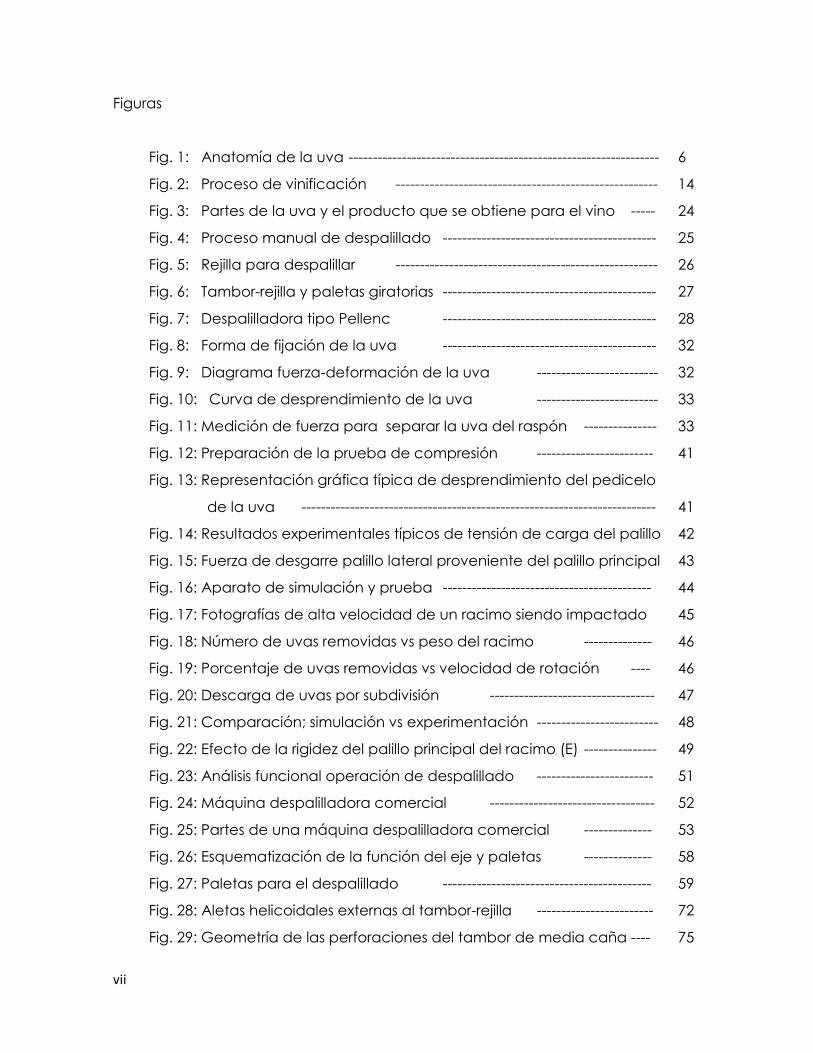
Figuras
Fig. 1: Anatomía de la uva ---------------------------------------------------------------- 6
Fig. 2: Proceso de vinificación ------------------------------------------------------ 14
Fig. 3: Partes de la uva y el producto que se obtiene para el vino ----- 24
Fig. 4: Proceso manual de despalillado -------------------------------------------- 25
Fig. 5: Rejilla para despalillar ------------------------------------------------------ 26
Fig. 6: Tambor-rejilla y paletas giratorias -------------------------------------------- 27
Fig. 7: Despalilladora tipo Pellenc -------------------------------------------- 28
Fig. 8: Forma de fijación de la uva -------------------------------------------- 32
Fig. 9: Diagrama fuerza-deformación de la uva ------------------------- 32
Fig. 10: Curva de desprendimiento de la uva ------------------------- 33
Fig. 11: Medición de fuerza para separar la uva del raspón --------------- 33
Fig. 12: Preparación de la prueba de compresión ------------------------ 41
Fig. 13: Representación gráfica típica de desprendimiento del pedicelo
de la uva ------------------------------------------------------------------------- 41
Fig. 14: Resultados experimentales típicos de tensión de carga del palillo 42
Fig. 15: Fuerza de desgarre palillo lateral proveniente del palillo principal 43
Fig. 16: Aparato de simulación y prueba ------------------------------------------- 44
Fig. 17: Fotografías de alta velocidad de un racimo siendo impactado 45
Fig. 18: Número de uvas removidas vs peso del racimo -------------- 46
Fig. 19: Porcentaje de uvas removidas vs velocidad de rotación ---- 46
Fig. 20: Descarga de uvas por subdivisión ---------------------------------- 47
Fig. 21: Comparación; simulación vs experimentación ------------------------- 48
Fig. 22: Efecto de la rigidez del palillo principal del racimo (E) --------------- 49
Fig. 23: Análisis funcional operación de despalillado ------------------------ 51
Fig. 24: Máquina despalilladora comercial ---------------------------------- 52
Fig. 25: Partes de una máquina despalilladora comercial -------------- 53
Fig. 26: Esquematización de la función del eje y paletas -------------- 58
Fig. 27: Paletas para el despalillado ------------------------------------------- 59
Fig. 28: Aletas helicoidales externas al tambor-rejilla ------------------------ 72
Fig. 29: Geometría de las perforaciones del tambor de media caña ---- 75

viii
Fig. 30: Arreglo de perforaciones en el tambor de media caña ---- 77
Fig. 31: Paletas de impacto; disposición helicoidal ------------------------ 79
Fig. 32: Geometría paletas de impacto ------------------------------------------- 80
Fig. 33: Modelado de la tolva ----------------------------------------------------- 82
Fig. 34: Calculo de la geometría de la tolva --------------------------------- 83
Fig. 35: Reductor de velocidad ----------------------------------------------------- 84
Fig. 36: Diagrama para la flecha ----------------------------------------------------- 90
Fig. 37: Dimensionamiento de las paletas ---------------------------------- 91
Fig. 38: Representación general de la paleta ---------------------------------- 91
Fig. 39: Motor asíncrono --------------------------------------------------------------- 93
Fig. 40: Flecha y poleas --------------------------------------------------------------- 95
Fig. 41: Esquema fuerzas actuantes en la flecha ------------------------ 95
Fig. 42: Esquema y partes de una chumacera tipo UPC -------------- 97
Fig. 43: Reductor de velocidad ----------------------------------------------------- 99
Fig. 44: Tambor de media caña ----------------------------------------------------- 108
Fig. 45: Flecha y paletas --------------------------------------------------------------- 108
Fig. 46: Tolva y cubierta --------------------------------------------------------------- 109
Fig. 47: Cajón recolector --------------------------------------------------------------- 109
Fig. 48: Soporte Bastidor --------------------------------------------------------------- 110
Fig. 49: Máquina despalilladora ----------------------------------------------------- 111
Fig. 50: Máquina descubierta ----------------------------------------------------- 112
Fig. 51: Máquina descubierta: vista trasera --------------------------------- 113
Fig. 52: Dibujo tambor de media caña ------------------------------------------- 115
Fig. 53: Dibujo eje y paletas ----------------------------------------------------- 116
Fig. 54: Dibujo tolva ------------------------------------------------------------------------ 117
Fig. 55: Dibujo cajón recolector ----------------------------------------------------- 118
Fig. 56: Dibujo soporte-bastidor ----------------------------------------------------- 119
Fig. 57: Dimensiones generales de la despalilladora ------------------------ 121

ix
Tablas:
Tabla 1: Cuadro comparativo y criterios de selección ------------------------ 38
Tabla 2: Densidad de la uva ----------------------------------------------------- 40
Tabla 3: Resultados experimentales de la compresión de la uva ----- 40
Tabla 4: Resultados del desprendimiento del pedicelo de la uva ----- 42
Tabla 5: Resultados experimentales de tensión de carga del palillo ----- 42
Tabla 6: Fuerza de desgarre ----------------------------------------------------- 43
Tabla 7: Porcentaje de uvas y número de brazos por racimo en cada
charola recolectora ----------------------------------------------------- 50
Tabla 8: Resumen de características de los racimos de uva -------------- 62
Tabla 9: Propiedades del Acero Inoxidable AISI 304L y 316L -------------- 67
Tabla 10: Dimensiones de tambores en máquinas comerciales ---- 71
Tabla 11: Tamaños de uva de diferentes cepas ----------------------- 75
Tabla 12: Características morfológicas del racimo de uva tempranillo 87
Tabla 13: Comparativo potencia de motores --------------------------------- 92
Tabla 14: Características de la chumacera de 38 [mm] --------------------- 98
Tabla 15: Pesos estimados de componentes individuales -------------- 103
Tabla 16: Resumen de costos de materiales y componentes varios ---- 122
Tabla 17: Costos indirectos de fabricación --------------------------------- 123

x
Glosario:
Mosto: Zumo exprimido de la uva, antes de fermentar y hacerse vino.
Pedicelo: Soporte delgado y alargado que sostiene una sola flor o un solo fruto.
Pedúnculo: Ramificación del sarmiento que constituye la base del racimo.
Palillo: Estructura vegetal del racimo. Sinónimos: raspa, raspón, escobajo o
rampojo de las uvas.
Baya: Uva. Grano del racimo. Tipo de fruto carnoso con semillas rodeadas de
pulpa. (Diccionario de la lengua española)
Taninos: Sustancia astringente contenida en la nuez de agallas, en las cortezas de
la encina, olmo, sauce y otros árboles, y en la raspa y hollejo de la uva y
otros frutos.
Cepa: Designa también una variedad de planta de viña. Existe un sinfín de
cepas, creadas por la evolución y la selección natural de la viña.
Varietal: Vino elaborado a partir de una sola variedad de uva o en el que sólo
interviene en una proporción mínima del 85 %.
Enología: Conjunto de conocimientos y técnicas relativos a los procesos de
elaboración y crianza de vinos.
Enólogo: Persona que estudia el cultivo de la vid y la elaboración de vinos
(enología). Es el responsable, principalmente, de todos los procesos que
se realizan en la bodega desde que entra la uva hasta que sale el vino.
Virola: Anillo bi-cónico utilizado en instalaciones de procesamiento y
fermentación de vino mediante el que se unen 2 estanques a presión
para el proceso de vinificación.

xi
Acrónimos:
DEM: Discrete Element Modeling (Modelo de Elementos Discretos)
FDA: Food & Drugs Administration (Administración de Alimentos y Drogas; EEUU)
PTR: Perfil Tubular Rectangular
ASTM: American Society for Testing and Materials (Sociedad Americana para Pruebas y
Materiales)
AISI: American Iron and Steel Institute
TIG: Tungsten Inert Gas (Gas de Tungsteno Inerte). Procedimiento de soldadura con
electrodo refractario bajo atmósfera gaseosa donde la protección del baño de
fusión se encomienda al establecimiento de una atmósfera artificial mediante
un gas protector (argón), y el empleo de un electrodo no consumible
(tungsteno).
Símbolos y Abreviaciones:
I Momento de Inercia
A Distancia entre ejes
E Rigidez
c Factor de corrección
K Relación de transmisión
N Número de revoluciones (velocidad)
SO2 Anhídrido Sulfuroso
pH Porcentaje de acidez
VTolva Volumen de la tolva
ρ Densidad
σcrit Tensión crítica de ruptura de la bóveda
H (θ) Factor de inclinación
V Velocidad
σmax Esfuerzo cortante
Pc Potencia corregida

1
CAPÍTULO 1: INTRODUCCIÓN
1.1 ANTECEDENTES
Del proceso de fermentado de la uva se obtienen diversas bebidas con grados
alcohólicos variables, ejemplos de estos están los brandis, oportos y los vinos tintos,
blancos y rosados. Dentro de estas bebidas, el vino es sin duda el que tiene más
variables atribuidas no solo al clima, y terreno donde se produce la uva, sino a cada
uno de los procesos de su cosecha, preparación, extracción de jugos, fermentación,
añejamiento y conservación.
El vino tiene su origen en Egipto, 4000 A.C., donde existen primitivos registros de su
fabricación documentadas en las pinturas de los sepulcros de los faraones, donde
muestran la elaboración del vino, aunque hay que aclarar que entonces se cree no se
destinaba para su consumo diario, pues este se ofrendaba a los dioses y se colocaba
en la tumba de los faraones para que se sostuvieran en la otra vida [1]. El vino jugó un
importante papel ceremonial en la antigua Grecia, particularmente en el culto a
Dionisio, Dios del vino, entonces, beber sin medida inspiraba ritos frenéticos y a
menudo, violentos y sangrientos. Al vino desde entonces se le reverenciaba por sus
cualidades embriagantes y su simbólica conexión con la tierra y la fertilidad.
Al desarrollarse las antiguas culturas griega y romana, las orgías dionisíacas
comenzaron a ser mal vistas y acabaron por estar prohibidas. Pero la viticultura y la
vinicultura se expandieron y florecieron en torno al mar Mediterráneo, y de los antiguos
griegos y los romanos en especial nos llega la primera muestra detallada de que el vino
se bebía y disfrutaba en todos los niveles de la sociedad, y de la diversificación de los
estilos de vino.
Los romanos llevaron los vinos y su elaboración por el Imperio, hasta que a todos los
ciudadanos de las provincias –no solo a los romanos- se les permitió elaborar vino.
Roma comenzó a importar vinos, en particular de Iberia (España y Portugal) y de la

2
Galia (Francia), y las diferencias en el estilo de los vinos producidos para los gustos
locales, más que para romanos expatriados, comenzaron a ser apreciadas. Más con la
caída de Roma en el siglo V, decayó el intercambio de mercancías entre los países. Los
monjes entonces, asumieron el cuidado de los viñedos, refinaron la viticultura y crearon
muchos de los estilos de hoy. Al terminar la edad media, el vino circulo otra vez entre
países. Ahí nació el famoso Burdeos en el siglo XII, con lo que el comercio del vino
arranco en serio; después por toda Europa los distintos gustos por los diferentes estilos
iban y venían.
En América, empezaron a crecer comercialmente nuevos viñedos y bodegas tras la
segunda Guerra Mundial (y la prohibición en Estados Unidos). A diferencia de los
europeos, los vinicultores del Nuevo Mundo –de Australia y California en particular– no
estaban atribulados por la tradición local, así que voltearon al mercado de la
exportación, identificaron los estilos preferidos de los consumidores y elaboraron vinos a
la medida [1].
La globalización ha dejado huella en el vino, hoy día, los productores comparten sus
ideas y tecnología, y mientras las casas de champán francesas establecen viñedos en
California y Chile, los viajeros vinicultores australianos y neozelandeses dejan su huella
en las denominaciones francesas. En este mismo tenor, en México es que hace más de
un siglo se asientan en las tierras de Baja California principalmente, siendo el corredor
Ensenada-Tecate el más prolifero del país, donde se establece el Valle de Guadalupe
las principales casas vinícolas nacionales, otros lugares donde hoy existen productores
y bodegas nacionales son en los estados de Coahuila, Zacatecas, Aguascalientes y
Querétaro, este último particularmente en los municipios de San Juan del Río, Ezequiel
Montes y Tequisquiapan.
El clima y suelo de estas tierras han invitado a productores internacionales como es el
caso de La Finca Doña Dolores donde se establece uno de los productores Ibéricos
más importantes como lo es Cavas Freixenet. Estos, así como otros 2 productores
locales establecieron bodegas en el estado. Durante los años recientes, México ha
experimentado un importante auge en el consumo de vinos en sus distintas variedades,

3
un sinnúmero de factores han contribuido al creciente aumento del mercado
consumidor de vinos en todas sus diferentes variedades, tales como:
• Eliminación de aranceles para la importación de vinos
• Mercadotecnia destinada a la atracción de consumidores jóvenes
• Aumento de la producción de uva a nivel mundial
• Una mayor difusión de las propiedades del vino como una bebida de
moderación
• Globalización y acceso a la información a un clic de distancia
Una vez introducido al mundo de los vinos, el consumidor; fundamentalmente
motivado por conocer la gran cantidad de variedades de uva, sus mezclas, zonas
geográficas y factores que definen el sabor de una bebida tan sencilla en su
elaboración pero tan compleja en las características que determinan sus atributos de
calidad, hacen del vino una fuente interminable de conocimientos, desde las técnicas
y procesos más modernos, hasta las practicas ancestrales de su elaboración, que por
siglos han sido celosamente transmitidos de generación en generación hasta llegar a
ser la gran industria mundial que es hoy en día.
El vino es un líquido muy complejo que es mucho más que una solución alcohólica
diluida. Es una de las únicas bebidas naturales capaces de ofrecer una multiplicidad
de olores y sabores complejos que pueden ser identificados; verdaderamente grandes
vinos se caracterizan por la complejidad y facetas que están más allá de las
capacidades de lenguaje descriptivo. La fascinación por el vino es quizás atribuible a
la complejidad de su elaboración, la diversidad de los resultados y el placer que trae.
Las variedades de uva, la tierra donde crecieron en, el clima de ese año, las levaduras
que fermentan ellos, las habilidades del enólogo en el manejo de ellos, los años que
pasan en el roble o el vidrio: todos estos elementos y más entran en la calidad de una
consideración del vino y el mérito.

4
Dentro de los factores que impulsan al consumidor de vino a adentrarse cada vez más
y más en los detalles de los factores que resultan en la amplia gama de experiencias
gustativas propias de esta bebida, de su sabores, colores y olores, no está limitado a el
conocimiento exclusivo de las variedades regionales de uva, y las características de
clima que definen el carácter del vino, estos factores hoy en día encuentran a el
entusiasta consumidor a experimentar también su proceso de elaboración,
determinando los factores del mismo que generan los mejores resultados.
Uno de los factores menos estudiados en la elaboración del vino, pero probablemente,
según los conocedores; uno de los más importantes, es sin duda el proceso de
despalillado de la uva, que básicamente consiste en separar, mediante medios
mecánicos, cada una de las uvas de su tallo (raspón o raspa) de la vid al que van
unidos, y mediante el cual forman la unidad básica de crecimiento de las uvas y que
se conoce como racimo.
Este proceso constituye una de las variables de mayor importancia para determinar la
calidad final del vino, principalmente debido a que este remueve los tejidos fibrosos de
la vid (raspón), que de otra manera, formarían parte del proceso de exprimido o
trituración de la uva, con lo que los jugos obtenidos, se verían contaminados por los
productos de la trituración del raspón (palillo).
En el caso de un productor local en el municipio de El Marqués, en el estado de
Querétaro, migrante de las Islas Canarias; de Tenerife para ser precisos, y que migró a
Querétaro hace 11 años y donde actualmente cuenta con un viñedo de
aproximadamente 200 parras que para este su 5° año ya produce por el orden de los
700 [kg] de uva. Se estima que la producción a plenitud de tamaño de sus parras
podría estar alcanzando 2 toneladas de uva por año, en 4 variedades diferentes,
Garnacha, Macabeo, Cabernet Sauvignon, y Tempranillo. Actualmente este
productor elabora cada temporada hasta 300 litros de vino tinto y 50 litros de vino
dulce. Su afición nace desde que vivía en España, donde prácticamente todos sus
vecinos construían sus propias bodegas, muchos de ellos plantaban sus parras y
elaboraban su propio vino usando para ello las recetas heredadas de sus padres, es

5
entonces donde el comenta que se enfrentó a un problema similar para el proceso de
despalillado de la uva, pero que en su momento pudo resolver dado que sus vecinos
compartían herramientas y maquinaria para la elaboración del vino, fue así que pudo
resolver este problema.
Desde que llego a Querétaro, el problema del despalillado de la uva ha ido en
crecimiento, pues los primeros años pudo resolverlo removiendo la uva con el uso de
un proceso manual, en el primer año utilizo tan solo100 [kg] de uva, esto represento un
problema manejable, para la vendimia del año pasado, tuvo que procesar 600 [kg] de
uva y no le quedó otra opción que pisar la misma con todo y el raspón, por tanto, no
pudo iniciar la fermentación del mosto como tradicionalmente lo hacía, el resultado no
ha sido de su agrado y los costos para financiar una máquina son inalcanzable, dado
que no produce vino para comercializar, sino lo utiliza para consumo propio.
Los factores mecánicos que intervienen en el proceso de despalillado, son
particularmente importantes debido a que dicho proceso debe garantizar el menor
daño de la uva, cuya piel exterior, también conocida como hollejo, es quien le
proporciona los taninos y pigmentación al vino, y que representa para el productor y
enólogo, un punto de inflexión en el proceso para producir un vino regular, de uno con
valiosos rasgos al paladar, grandemente perseguidos por aquellos que gustan de catar
una copa de vino.
Los antecedentes de este proceso, datan de épocas ancestrales, de Griegos y
Romanos, quienes por primera vez experimentaron las diferencias resultantes entre el
macerado y posterior fermentación de la uva con y sin los palillos del racimo. Desde
entonces, diversos países entre los que destacan Francia, España, Italia y Portugal han
desarrollado sus propias teorías sobre el impacto mayor o menor de esta práctica en
las distintas cepas de uva y los distintos tipos de vino.
El despalillado es una técnica que probablemente comienza a practicarse y a
extenderse en España entre finales del siglo XVIII y comienzos del XIX. Se desconoce
exactamente cuándo se introdujo en La Rioja. Sobre sus bondades había información

6
en el Monasterio de San Millán, pero curiosamente ha permanecido inédita hasta hace
bien poco. Este párrafo refiere a la Memoria de Francisco Cónsul Jove de 1786 en la
que se recomienda la introducción, aunque con cierto escepticismo, de esta técnica
de vinificación ampliamente extendida en Francia: ‘Esta operación tan útil o, por mejor
decir, necesaria no creo logre acogida entre nuestros cosecheros. Sin embargo, del
ejemplo que nos dan en la Borgoña, la Provenza, la Champagne y otras provincias de
Francia en donde, conociendo bien el arte de hacer y perfeccionar el vino, observan
escrupulosamente esta separación que con poco trabajo y gasto trae mucha utilidad,
pues, siendo la raspa una sustancia leñosa y de un gusto sumamente áspero e insípido,
si fermenta con el mosto le comunica sus malas propiedades y le perjudica’.
El empleo del despalillado es necesario para eliminar todo el material vegetal que
acompañan a la uva (raspón, hojas, pecíolos, trozos de sarmiento, etc.) así como la
gran variedad de cuerpos extraños que pueden estar presentes dentro de la vendimia
manual o mecanizada (ver Fig. 1).
wineandbar.blogspot.com
Fig. 1: Anatomía de la uva
La maquinaria industrial actualmente utilizada para este proceso son normalmente de
capacidades muy grandes, entre 5 a 15 [t/h], muy por encima de las necesidades
reales de un productor de vino artesanal y por ende, encima de la capacidad de

7
financiamiento de productores locales para justificar dicho monto de inversión, los
principales fabricantes de estas máquinas se encuentran en países con una larga
tradición vinícola, tales como España, Francia, Italia, Estados Unidos, Argentina, Chile y
Australia, los cuales son líderes productores de vino en el mundo por encima de
México.

8
1.2 DEFINICIÓN DEL PROBLEMA
El problema que se pretende resolver con el presente trabajo, es aquel al que se
enfrenta el productor de vino artesanal de no contar con los recursos suficientes para
adquirir una máquina comercial de despalillado, con la cual poder acceder a la
automatizar el proceso de despalillado de la uva. Se pretende encontrar una
alternativa factible, a un costo accesible, con lo cual, logre hacer eficiente el proceso
de elaboración del vino, que dé como resultado un vino de mejores cualidades.
Uno de los procesos consumidores mayores de tiempo dentro de la elaboración de
vino artesanal, ha sido históricamente el proceso de separar la uva del raspón. El
raspón, que es la estructura leñosa del racimo sobre la que penden las uvas, se
desecha y los granos de uva pasan primeramente a ser pisados o estrujados, antes de
iniciar el proceso de fermentación. Actualmente existen máquinas industriales que
realizan dicho trabajo de forma automatizada, pero cuyos elevados costos impiden al
productor de menor volumen el poder justificar inversiones tan grandes, dados los
volúmenes de cosecha de uva manejados.
Por desgranar o despalillar las uvas se entiende la separación de los granos de los
palillos por medio de un dispositivo mecánico, por ejemplo un martinete rotatorio.
Sobre todo los pedicelos no lignificados, inmaduros, verdes, confieren un sabor no
deseado al mosto, especialmente si la temperatura es elevada y si la presión de
prensado es elevada si el mosto empieza a fermentar. El desgranado despalillado evita
la lixiviación y el lavado de los palillos herbáceos y no lignificados y con ello la
absorción de sustancias hidrosolubles (taninos, jugos vegetales, pesticidas tóxicos) en el
mosto.
Es bien conocido que los palillos y pieles ceden sustancias gustativas al mosto que
aparecen como desagradablemente tánicas en la fracción del mosto. De esta forma,
es evidente que la eliminación previa de los palillos debe producir un mosto y vinos más
puros y limpios.

9
Las uvas recogidas del suelo, las que muestran podredumbre enfermedades del
pedúnculo, es mejor no desgranarlas, pues los pedúnculos podridos se rompen y no se
separan de los granos de uva. Y también existe el peligro de que junto con las uvas
entren piedras en las máquinas y estas puedan dañar los componentes internos de la
misma.
En cuanto a las uvas para vino tinto, que es el caso que nos interesa, ya que la
máquina que se diseñará en el presente proyecto es para ese tipo de vino, dichas uvas
deben ser desgranadas cuidadosamente, pues en caso contrario se obtienen vinos
tintos ásperos, duros, inarmónicos, tras el calentamiento la fermentación del mosto.
A lo que recurre el productor artesanal de vino es bien a separar manualmente la uva
del raspón, operación que es altamente consumidora de tiempo, o a la opción de
exprimir y fermentar la uva con todo y el raspón, operación que genera jugos para la
fermentación contaminados por las impurezas provenientes del estrujado de la materia
leñosa del raspón, lo que se traduce en un vino de menor calidad.
Con el despalillado se consigue también reducir volumen en un 25-30% lo cual reduce
la cantidad de contenedores para su fermentación, se evita que el vino adquiera
posibles sabores herbáceos del raspón y se aumenta la graduación alcohólica y el
color. Sin embargo, hay quienes prefieren vinificar con el racimo entero, pues así
aseguran se garantiza una mejor fermentación y prensado, por ejemplo.
En sus inicios, los primeros en elaborar industrialmente el vino utilizaban una rejilla
metálica sobre la cual se esparcía la uva a mano, y frotándola repetidas veces contra
la rejilla hasta que solo quede el palillo del racimo en la mano, pasándose
eventualmente por encima un rastrillo que tiene como objeto el que todos los restos de
la uva que se queden pegados en la rejilla caigan dentro del contenedor.
Tal como se comentaba en capítulos anteriores, existen máquinas despalilladoras
comerciales en el mercado, existen de diferentes tamaños y especificaciones para
bodegas que procesan hectáreas enteras de uva durante la época de vendimia.

10
Los parámetros de diseño de la máquina despalilladora parten de la caracterización
biomecánica de el racimo de la uva, para este efecto, se recurrió a un estudio
realizado por Lombard en el año 2011[9], de donde por primera vez se realizan intentos
por entender la mecánica del despalillado a través del uso de una herramienta de
análisis de elementos discretos (DEA) la cuál es calibrada mediante el uso de la
experimentación. De los resultados de dicho estudio, se extraen los principales
parámetros de velocidad, fuerza, geometría y forma de las paletas utilizadas en el
proceso para separar los palillos, los resultados se resumen a continuación y juntos
forman parte de la sustentación de los diversos parámetros de diseño escogidos por un
servidor para el diseño óptimo de la máquina.
1.2.1 Requerimientos del diseño
Se define que para efecto de poder determinar que se han alcanzado a cabalidad los
resultados de la presente tesis, se tomaron en consideración los siguientes
requerimientos del diseño:
- El costo de la materia prima y los componentes comerciales de la máquina no
deberá exceder de $10 000 MXN. Dicha cantidad corresponde al costo de 2
años de mano de obra necesaria para la separación de la uva de forma
manual, a una razón de 2 000 [kg/año]. Para este cálculo se consideró el costo
de mano de obra por 3 días.
- Debido al espacio disponible de almacenamiento en una bodega estándar de
producción de vino artesanal (25 m2), la máquina no deberá de exceder las
dimensiones siguientes: 1 500 x 600 x 1200 [mm] (Largo x Ancho x Altura).
- La capacidad de procesamiento de uva deberá ser de al menos 250 [kg/h], el
cual corresponde a la máxima cosecha esperada, por temporada (2 000 kg),
cuando las parras alcancen su mayor productividad.

11
- La máquina deberá utilizar la electricidad para procesar los racimos y activar los
dispositivos mecánicos de despalillado.
- La alimentación de la máquina deberá ser controlada de forma manual, esto
quiere decir que los contenedores que provienen de la cosecha, se viertan uno
por uno, para lo cual deberá contar con un dispositivo en la parte superior que
le permita su alimentación.
- La máquina deberá también contar con una primera salida para la uva
procesada (limpia), así como una segunda salida para los desperdicios de la
misma (palillos).
- La limpieza de la máquina después del despalillado deberá limitarse al uso de
agua corriente y un cepillo.
- Los materiales utilizados deberán ser de grado alimenticio (FDA) para no dañar
los jugos de la vendimia, estos materiales podrán ser: acero inoxidable, aluminio,
madera, nailon, otros plásticos como el polipropileno y/o polietileno. Y para el
caso de los componentes de la máquina que no estén en contacto con la
vendimia, se podrán utilizar: PTR de acero para la base y estructura, ruedas de
acero, poleas de metal y banda hecha de polímeros tales como termoplásticos
o elastómeros (goma).
- El ruido máximo generado por la máquina deberá ser controlado al mínimo; de
acuerdo a normas armonizadas europeas EN, así como de la Organización
Mundial de la Salud (OMS), la máquina se debe diseñar y fabricar de manera
que el ruido aéreo producido se reduzcan al nivel más bajo posible. (R.E.S.S. 1.5.8
del Anexo I del estándar). El nivel de presión acústica instantánea ponderado C
en el puesto de trabajo no deberá superar los 130 dB.
- La máquina deberá ser capaz de despalillar las cepas de uva más comunes de
la zona centro del país, como lo son: Cabernet Sauvignon, Tempranillo,
Garnacha y Macabeo.
- Para efecto de procesar diferentes cepas, con distintas durezas, la máquina
deberá contar idealmente con un control de velocidad.
- La vida útil de la máquina deberá ser de al menos 20 años de servicio.

12
- El mantenimiento requerido deberá ser mínimo (i.e. lubricación, limpieza).
- La máquina deberá contar con ruedas para proveerla de movilidad del lugar
de almacenamiento, al lugar de procesamiento de la uva en la bodega, estas
deberán el desplazamiento de la máquina por una sola persona, sobre
superficies planas.
1.2.2 Proceso de vinificación
Cuando se habla de proceso de vinificación o proceso de elaboración del vino, se
abre normalmente una amplia variedad de subprocesos que han sido desarrollados
por años de evolución en las diferentes zonas vitivinícolas del mundo, la diversidad de
métodos encontrados es tan amplia que requeriría una tesis completa para abordar
cada uno de ellos, en general, se entiende por vinificación, el proceso de
transformación del fruto de la vid en vino, sea este del tipo blanco, rosado, espumoso o
tinto.
En el mundo del vino, se habla también de que esto es cuestión de estilo: Para un vino
con alto contenido en taninos, el vinicultor fermenta la uva vendimiada con los palillos.
Una variante más suave del mismo se hace con uvas despalilladas. Como se sustentó al
inicio, si bien las propiedades cualitativas del vino serían necesarias para poder
desenredar de una vez por todas esta discusión que por siglos se ha tenido dentro de
los productores industriales y artesanales del vino respecto a un juicio de valor respecto
a la calidad del vino resultante y no de atributos subjetivos en la calificación del mismo.
Una de las razones de que los grandes vinos tintos de antes fueran imbebibles durante
mucho tiempo y no alcanzaran la fase de maduración hasta pasados muchos años
era que las uvas generalmente no se despalillaban. Al fermentar y vinificar el jugo de
uva con los palillos, el vino recibe una gran cantidad de taninos. Su sabor sólo se
suavizaba guardando el vino en la bodega, pero conferían al vino una prolongada

13
longevidad. Sigue habiendo productores aferrados a la tradición o que al menos
fermentan una parte de su cosecha con los palillos. Porque a algunos vinos les viene
bien algo de tanino adicional. Pero hoy generalmente se emplean máquinas
despalilladoras.
Por medios mecánicos, los palillos de mayor tamaño se extraen de la uva molida y
luego se separan del jugo, los hollejos y las pepitas en una centrifugadora. A
continuación empieza, en el caso del vino tinto, el encubado, es decir, la fermentación
sobre los hollejos, mientras que la uva blanca pasa al estrujado. El jugo se extrae y se
fermenta, los restos de mayor tamaño se quedan en la prensa. Cuando se vendimia
con cosechadoras, generalmente ya no es necesario despalillar. Los métodos de
vinificación en los que las uvas no se muelen antes de la fermentación, como por
ejemplo el prensado de uva entera en el caso de los blancos, o bien la fermentación
carbónica en el de los tintos, también vuelven superfluo el despalillado.
De acuerdo al proceso tradicional de vinificación, se procura que toda la cosecha de
uva se despalille en un mismo día, esto con la intención de hacer eficiente al máximo
los procesos subsecuentes, tales como el prensado de la uva o pisado, así como para
que el inicio del proceso de fermentación, que le puede llevar hasta 15 días para el
caso de los tintos, se lleve a cabo en una sola pasada. La cantidad total de vino a ser
procesada en una bodega, está siempre ligada al número de barriles o contendedores
del que se disponga, siendo algo no recomendable el dejar un barril incompleto, pues
el vino que contiene, entraría en contacto con una gran cantidad de aire.

14
El proceso de vinificación de la uva se puede esquematizar de la siguiente forma (ver
Fig. 2):
Fig. 2: Proceso de vinificación [2]

15
El proceso donde se centrara la atención de la presente tesis se limita al del
despalillado de los racimos de la uva, de cuya importancia en el resultado final del
proceso total de vinificación fue previamente abordada en el párrafo 1.1 de
antecedentes. Cabe mencionar también que algunos de los aspectos investigados y
abordados en el presente estudio podrían ser útiles en el caso de otros trabajos que
tratasen sobre algún otro proceso mecanizado dentro de la larga cadena de la
producción del vino.

16
1.3 JUSTIFICACIÓN
El presente tesis se justifica por el creciente interés despertado a nivel nacional por el
consumo, la degustación, el conocimiento, maridaje y elaboración de distintas
variedades de vinos, tintos, blancos, rosados, espumosos, etc. El consumidor de vinos, a
diferencia de los consumidores de otro tipo de bebidas alcohólicas, desarrollan un
interés creciente a conocer no solo las distintas cepas de uva, las diferentes zonas y
climas vitivinícolas, así como sus procesos de elaboración que determinan el carácter
del vino, sino también desarrollan, interés por la elaboración artesanal de fermentados
de uva a través de la siembra y cultivo de la vid, así como el subsecuente proceso de
elaboración del vino.
El creciente interés de pequeños productores de uva por explorar los procesos para la
elaboración de vinos artesanales de baja producción, han encontrado en el proceso
de separar la uva del raspón, el principal reto para lograr vinos de mejor calidad sin
tener que dedicar largos periodos de tiempo a la operación manual de limpieza de la
uva o el tener que sacrificar la calidad del vino por realizar la operación de prensado
de la uva junto con el raspón.
Es evidente que si no se realiza el despalillado, proporciones altas de palillos y tiempos
largos de contacto con el mosto pueden dar lugar a verdor, amargor y astringencia
excesivos en los vinos, con especial riesgo en los blancos, por lo que hay que controlar
muy de cerca este proceso y el posterior proceso de limpieza de mostos previo a la
fermentación alcohólica (desfangado). El palillo también tiene un efecto diluyente del
color del vino y del grado alcohólico, aunque puede ayudar a fijar taninos y otros
compuestos fenólicos. El despalillado puede realizarse antes o después del estrujado,
pero es mucho más habitual y adecuado hacerlo antes para aprovechar los beneficios
que aporta al proceso.
Sin ser este el objetivo del presente trabajo, y solo para efectos de ejemplificación, al
poner algunos números se puede demostrar que la fabricación artesanal les permitiría

17
a los productores generar una atractiva ganancia. En el caso de la uva fina, con lo
cosechado por cada hectárea pueden obtenerse aproximadamente 6 000 litros de
vino. Si la uva se vende sin elaborar (en bruto), el productor puede obtener
aproximadamente $1 500 dólares americanos. Si por el contrario, le entrega la uva a
una cooperativa para que le produzca el vino a granel la facturación puede elevarse,
dependiendo claro del tipo de uva de que se trate y al momento en que esta se haya
cosechado, a aproximadamente $2 500 dólares americanos una vez vendido el vino.
Mientras que con la venta del vino propio, y con un esquema de comercialización bien
armado, podría llegar a facturar hasta $16 500 dólares americanos por hectárea. La
intención de algunos productores de menor volumen de producción, es comenzar a
destinar a la elaboración propia una parte de la producción de sus mejores uvas, la
cual iría aumentando con el tiempo.
Por ejemplo, comenzando conservadoramente con un 10% de la producción total,
equivalente a 600 litros, si el productor tomara la decisión de procesar su propio vino,
estaría generando aproximadamente $1 650 dólares americanos, el cual, comparado
con lo que le generaría vendiendo la misma cantidad de uva a granel, estaría
obteniendo $1 400 dólares americanos más de ganancia, de aquí que, al pensar en
una inversión para la fabricación de una máquina despalilladora, con una inversión
estimada de $754 dólares americanos o $10 000 MXN (considerando solo el costo de
materia prima y componentes comerciales), a este ritmo, el productor podría amortizar
rápidamente la inversión inicial. Cabe mencionar que la posibilidad de amortizar el
costo de la máquina no es el objetivo del presente estudio, sino más bien un dato de
referencia para ser considerado dentro de la justificación del mismo.
A través de este proyecto de tesis, se realizó la investigación de los principales métodos
de manipulación mecánica utilizados en el mundo para separar la uva de los racimos y
así entender aquellas características inherentes al diseño de la máquina, que arrojen
los mejores resultados en términos de costo-valor, así como identificar aquellos que
impacten en la calidad del vino. En base a este conocimiento, se diseñara una
máquina de bajo costo, capaz de automatizar el proceso de despalillado para
productores de menor volumen de producción, interesados en la elaboración de vinos

18
artesanales. Esto significara una alternativa real a productores locales nacionales de
acceder a tecnologías de calidad, y adaptadas a las necesidades de volumen de
producto por procesar, a su vez que contribuye a la difusión del conocimiento que en
materia de vinicultura se puede encontrar en países cuya tecnología experiencia y
conocimientos son mayores que lo que actualmente se puede encontrar en el país.

19
1.4 OBJETIVOS
Los objetivos del presente trabajo se enmarcan en la investigación exhaustiva de todas
las características bioquímicas, objetivas y subjetivas, que definen la calidad en el
proceso de elaboración del vino, incluyendo sus propiedades cualitativas de
caracterización de sus contenidos y de cómo dichos parámetros cualitativos se ven
impactados por la manipulación mecánica de la uva durante el proceso de
vinificación, en sus diferentes cepas.
Los objetivos de la presente tesis se centran en el diseño de una máquina
despalilladora de menor volumen de producción (2 toneladas por día), la cual cumpla
con el principal objetivo de causar el menor daño posible a la uva así como a los
desechos vegetales que den paso a que se añadan sabores no deseados o
contaminantes a los jugos a ser fermentados y haciendo más eficiente el proceso de
separación, dejando los menores residuos de impurezas en la uva separada, como
objetivo de diseño. El costo de la materia prima y componentes comerciales de la
máquina deberá estar por debajo de los $10 000 MXN.
Se sabe que este costo se compone básicamente del costo de materiales y
componentes comerciales, del costo de fabricación, de la ganancia del fabricante y
otros. Tomando en cuenta que los costos mencionados, excepto los de materiales y
partes comerciales, están sujetos a gran variabilidad y son difíciles de cuantificar, para
fines de esta tesis se tomarán solamente estos últimos como uno de los objetivos de
diseño, suponiendo arbitrariamente que su valor representa el 50% del costo de la
máquina, es decir es de $10 000 MXN, de aquí que se considera que en realidad el
requerimiento es que el costo de la máquina no sobrepase el monto de $20 000 MXN
(sin IVA). Por lo tanto de aquí en adelante se considera que el objetivo de diseño es
que el costo de los materiales y componentes comerciales sea no mayor a $10 000
MXN.
20
No se puede dejar de lado el objetivo planteado con anterioridad sobre la posibilidad
de que esta máquina, logre ser considerada de bajo costo, cumpliendo al mismo
tiempo con los requerimientos del diseño establecidos en el capítulo 7 de la presente
tesis, es por tanto que se decide extender el alcance del presente estudio agregando
como uno más de sus entregables el modelado en tres dimensiones (3D) de la
máquina, así como los correspondientes dibujos de los componentes individuales más
importantes, así como del ensamble completo de la máquina.
El resultado de la presente tesis, propondrá el diseño, de la máquina, determinando las
especificaciones de calidad que deberán ser cubiertas para considerar características
y límites de aceptación o rechazo para la uva, posterior a la operación de limpieza.
Para efecto de evaluar los resultados de la presente tesis, se utilizarán parámetros
medibles continuos (cuantitativos) sobre lo que respecta a las especificaciones de la
misma, así como la opinión proveniente de la consulta de expertos en la materia
(vitivinicultores), los cuales también aportaran su experiencia y conocimientos sobre la
máquina desarrollada. En etapas posteriores; no incluidas dentro del alcance del
presente trabajo, será necesario llevar a cabo una validación a través de la
fabricación de un prototipo funcional con sus correspondientes pruebas.

21
1.5 HIPÓTESIS
La presente investigación sustenta la hipótesis de que, conociendo todos aquellos
detalles que definen el correcto proceso de despalillado, y traduciendo estos a
especificaciones de diseño, es factible poder fabricar una máquina despalilladora de
bajo costo (menor a $10 000 MXN de materia prima y componentes comerciales), y
que garantice que las propiedades intrínsecas que proporcionan el sabor al vino sean
preservadas.
Si bien los bajos volúmenes de producción de vino le podrían permitir al productor
artesanal la omisión del proceso de despalillado de la uva, este proceso no tiene por
qué ser tan oneroso que no le permita el hacerse de una máquina que le ofrezca las
ventajas de la automatización mecánica, sin el inherente deterioro al que pudiese
exponerse el fruto.
22
CAPÍTULO 2: MARCO TEÓRICO
2.1 El procesamiento de la uva
Como fue tratado en el párrafo 1.1, la separación de la uva, que se encuentra dentro
del proceso de vinificación, se realiza desde tiempos ancestrales, este se realizaba
preponderantemente con el uso de un proceso manual, con el paso de los años, y
principalmente a partir de la época de despegue de las grandes bodegas de vino
Francesas y Españolas, Burdeos y La Rioja principalmente, se inicia una etapa de
industrialización del proceso en volúmenes de la vendimia donde ya no le fue posible
al productor cumplir con el manejo de grandes cantidades de uva provenientes de la
cosecha y es que se da inicio a el desarrollo y uso de maquinaria especializada en la
separación de la uva proveniente dela vendimia.
En la actualidad, el crecimiento y avance de la tecnología y el uso de máquinas cada
vez más sofisticadas y derivado de las cambiantes necesidades de la industria del vino,
los fabricantes comenzaron a buscar nuevas técnicas y procesos de separación de la
uva que derivaron en la actualidad en aproximadamente 14 distintas patentes de
diferentes países y regiones de donde se consolidaron grandes conglomerados
industriales que se especializaron en el diseño y fabricación de maquinaria para el
procesamiento de la uva. Francia e Italia destacan principalmente en este rubro a nivel
internacional, les siguen los Estados Unidos y Alemania como los mayores productores
de maquinaria en la industria vinícola.
2.2 Composición química de los racimos de uva
El racimo de uva está compuesto por un sinnúmero de compuestos químicos
provenientes de cada una de las partes que lo componen, a saber [3]:

23
Para empezar, el racimo se constituye principalmente de un 3-7% de palillos o raspón,
un 93-97% del grano de uva. Por su parte, la uva se compone de un 15-20% de hollejos
o piel, 75–80% de pulpa y 3-6% de semilla. Las proporciones varían respecto
evidentemente a la variedad de uva, teniendo que los pesos promedios de cada uva
son 1,32 [g] en Cabernet Sauvignon, 1,62 [g] en Merlot y de 1,60 [g] en Sauvignon.
La composición química de los hollejos:
- Pruina:Radler 2/3 ácido oleánolico,1/3 alcoholes, esteres ácidos grasos, aldehídos
- Agua: 40-80%
- Celulosa: 20-25%. Pectinas insolubles y sustancias proteicas 10-15%
- Azucares: 0,7 – 3 [g/kg]
- Ácidos y acidez: Acido málico en uva verde, tartárico, cítrico predominante
La composición química de la semilla:
- Agua 25-45 g/100 [g]
- Glúcidos 34-36 g/100 [g]
- Aceite: 13-20 g/100 [g]
- Sustancias tánicas 4,6 g/100 [g]
- Materias nitrogenadas 4-6,5 g/100 [g]
- Materias minerales 2-4 g/100 [g]
- Ácidos grasos 1 g/100 [g]
La composición química del mosto:
- Densidad 1 065 - 1 110 [g/l]
- Agua 700-800 [g/l]
- Azucares 150-210 [g/l]
- Ácido sulfúrico (H2SO4) 3-10 [g/l]
- PH 2,8-3,8
- Ácidos orgánicos (tartárico, málico y cítrico)
- Sustancias minerales 1-2%
- Nitrógeno total 800 - 1 200 [mg/kg]
- Materias pépticas 0,2-7 [g/l]

24
2.3 Caracterización físico-mecánica de la uva
Productos naturales, como las uvas, tienden a tener grandes variaciones en sus
propiedades físicas y químicas. Las uvas provenientes de la misma planta pueden
variar en propiedades y esta variación puede estar influenciada por factores tales
como la ubicación del racimo en la planta, el número de racimos por brote, por su
exposición a la luz solar, etcétera. Las propiedades de la uva en la misma viña pueden
variar debido a influencias tales como el cambio en la composición del suelo, riego
irregular y la exposición al viento.
Los enólogos tienen que utilizar varias muestras para determinar la sustancia química
composición de un lote. Otros factores que pueden influir en el estado de las uvas a
incluir están el sistema de conducción utilizado, el sistema de poda utilizado, la
presencia de enfermedades y virus en las viñas, las influencias atmosféricas durante el
crecimiento de los racimos y el tratamiento de las viñas [4].
Fig. 3: Partes de la uva y el producto que se obtiene para el vino [5]

25
2.4 Proceso de despalillado
Como se abordó en el capítulo de introducción, en sus inicios, la separación de la uva
se realizaba originalmente de forma puramente manual, la cual consistía en el
procesamiento individual del racimo pasando por hábiles manos de trabajadores
quienes una a una removían las uvas y las recolectaban en contenedores (ver Fig. 4).
Fig. 4: Proceso manual de despalillado
En la actualidad, existe una serie de conceptos de diseño para los mecanismos de
separación de uva abordados en un mismo número de diseños de máquinas
despalilladoras existentes comercialmente en el mercado, dentro de la investigación
realizada en el campo de las máquinas comerciales de despalillado de la uva, se
encontraron diversas patentes en bases de datos de España, Estados Unidos, Francia y
la Unión Europea. Dentro de los diferentes conceptos mecánicos para realizar la
separación de uvas de los palillos, se detallan a continuación los principales principios.
Dentro de los principios mecánicos de separación, funcionamiento y operación
encontrados en patentes y diseños utilizados por fabricantes comerciales de
maquinaria agrícola, estos se pueden clasificar de la siguiente manera:

26
2.4.1 Principio de separación con el uso de rejilla
Este es el método más básico y ampliamente utilizado en la elaboración artesanal de
vino, su principio es simple, dado que se trata de un procedimiento totalmente manual
consistente en utilizar una rejilla de plástico perforada, sobre la cual se frotan los
racimos de uva por medio de la mano en movimientos alternados de un lado hacia el
otro, con el objetivo de que las uvas se desprendan del racimo, y estas pasen a través
de la rejilla perforada, y estas se acumulen en un recipiente dispuesto para este efecto,
los materiales leñosos se desechan de forma manual en otro contenedor dispuesto
para este propósito. Este si bien es el método más simple de separación de hollejos,
también es el que más daña los frutos. La capacidad de procesamiento alcanza tan
solo los 100 [kg/h] máximo.
Adicionalmente, se entenderá porque es el método menos productivo y más
consumidor de tiempo dentro de los estudiados en la presente tesis, aunque por otro
lado, es el de menor costo entre las otras técnicas utilizadas. El método es el más
antiguo también ya que existen registros de su utilización desde los Egipcios en el año
150 AC con artefactos elaborados con varas de madera dispuestos en forma de rejilla
lo cual facilitaba la separación de las uvas y otros frutos.
Fig. 5: Rejilla para despalillar

27
2.4.2 Principio de separación por tambor perforado y paletas
La gran mayoría de las actuales despalilladoras utilizan el mismo principio básico
llamado principio Amos, desarrollado en la década de 1940 en Alemania [6]. Dicho
proceso implica primero separar los tallos y uvas antes que se trituren las mismas. Existe
una variante de esta máquina en donde las uvas una vez separadas, inmediatamente
son pasadas a través de unos rodillos quienes trituran las mismas para liberar su sumo
previo a la fermentación.
Existen entonces un la actualidad diversos dispositivos para separar las uvas de los
palillos, sin la trituración simultanea de las uvas. Dicho dispositivo utiliza un principio
consistente en un tambor perforado giratorio u estático, el cual está montado de forma
horizontal sobre un bastidor, en el centro se encuentra localizada una flecha giratoria
provista de paletas mecánicas dispuestas de forma helicoidal, las cuales se encargan
de golpear los racimos de uva, los cuáles son alimentados por uno de los extremos del
tambor (ver Fig. 6). Las capacidades comerciales disponibles de este tipo máquinas en
el mercado se encuentran hasta los 5 000 [kg/h].
Fig. 6: Tambor-rejilla y paletas giratorias
Los materiales de construcción deben ser inatacables por el mosto, generalmente de
acero inoxidable. Las paletas suelen ser de caucho para que no estrujen la vendimia. El

28
tamaño y forma de los orificios debe adaptarse al tipo de vendimia a despalillar. El
perímetro de los orificios debe ser redondeado o abocardado, evitando que se corten
los palillos, y pase el rabillo de la uva, además de que se atasquen dentro los palillos.
2.4.3 Principio de separación por tenazas y superficie vibratoria
Este concepto de funcionamiento se basa en una superficie horizontal plana la cual
esta provista de una banda de un material flexible que desplaza (arrastra) los racimos
de uva sobre unas aletas estáticas cuya disposición y altura permiten el paso del fruto
por la banda y el correspondiente corte del tallo (palillo) para depositar las uvas sobre
un contenedor al final de la banda giratoria (ver Fig. 7).
Fig. 7: Despalilladora tipo Pellenc [7]
El principio es patentado por la compañía Pellenc, y consta de una banda con un
gancho el cuál jala el racimo a través de un grupo de mordazas dispuestas en ambos
29
lados de la banda vibratoria y cuyo objetivo es el de golpear y prenderse de las uvas,
al mismo tiempo que ejercen una fuerza perpendicular con el objeto de separarlas del
cuerpo principal el racimo, las uvas caen a la rejilla receptora y estas son clasificadas
mediante el uso de tamices los cuales clasifican los frutos por su tamaño y forma. Este
tipo de maquinaria se utiliza principalmente en la industria vinícola, para grandes
bodegas, su capacidad de procesamiento de uva esta en los rangos de 3 000 a 10 000
[kg/h]. [8]

30
2.5 Pruebas de desprendimiento del pedicelo
Para efecto de obtener los datos necesarios para el diseño de la máquina, se procedió
a seguir el protocolo de pruebas definido en el trabajo de Lombard [9], el cuál consta
de 36 iteraciones diarias durante cinco días que dura el experimento. Entre las pruebas
realizadas, se destaca la referente al detalle del estudio densidad y resistencia a la
compresión de las uvas, continuando con pruebas de desprendimiento de las uvas,
tensión de carga y fuerza de desgarre para luego proceder con pruebas reales donde
se caracterizó el impacto de las paletas sobre los racimos de uva donde el parámetro
principal resultante fue el número de uvas desprendidas.
Dicho protocolo de pruebas termino con la realización de pruebas en una máquina
despalilladora comercial del tipo Amos [6]. La prueba de desprendimiento consistió en
tirar del pedúnculo hasta separarlo de la uva mediante el uso de un dispositivo
especialmente diseñado para dar cabida a las uvas y permitir la alineación del eje
longitudinal del pedicelo con la dirección de la tracción ejercida en este para efecto
de removerlo.
El dispositivo de prueba consiste en una pequeña estructura rectangular (ver Fig. 8),
construida en placas de acrílico con dimensiones de 10 [mm] de espesor y 60 [mm] de
ancho por 60 [mm] de largo y 100 [mm] de altura. Para dar cabida a la uva, un
agujero central biselado se fabricó con 5 [mm] de diámetro en la base y 20 [mm] de
ancho en la parte superior. El accesorio para la sujeción del pedicelo fue construido en
aluminio con unas dimensiones de 20 [mm] de ancho, 20 [mm] de largo y 70 [mm] de
altura con un perno a su vez para la fijación del montante. La estructura se acopla a
una célula de carga con una capacidad nominal de 50 [N], que se adjuntó al yugo de
una máquina universal de ensayo, equipado con software de adquisición de datos el
cuál es operado a través de un ordenador.
Una vez que la uva y el pedúnculo son colocados, la máquina fue operada mediante
el desplazamiento de la estructura rectangular a una velocidad constante de 1 [mm/s]

31
hasta que el total desprendimiento del pedicelo. Los valores de la fuerza y la
deformación se registraron a una tasa de adquisición de 20 [Hz].
Después se realizaron las pruebas para extraer las curvas de fuerza – deformación,
estas se generaron en la hoja de cálculo y se sometieron a una inspección visual
cuidadosa con el fin de identificar las regiones de comportamiento similar que harían
posibles las comparaciones entre las 36 iteraciones. Por lo tanto, las deformaciones de
0,3; 0,5; 1,0 y 1,2 [mm] se leyeron y se calcularon los valores de la fuerza y de los
promedios diarios. La variación de la fuerza con pequeñas deformaciones, 0,3 y 0,5
[mm], fueron estudiadas debido a que proporciona información relevante sobre el
comportamiento mecánico de los tejidos con el tiempo [10].
La fuerza media [N] a una deformación dada se propone como un índice de la
resistencia al desprendimiento de la uva y se usó para las comparaciones. Otro índice
propuesto fue dado por las relaciones medias entre la fuerza máxima y su deformación
correspondiente [N mm-1]. Este índice tiene ventajas con respecto al método de la
fuerza máxima generalmente utilizado [11], ya que muestra la diferencia de los eventos
que ocurren en la máxima resistencia contra los que se producen en diferentes
deformaciones, por lo que se considera un índice más significativo. Para aplicar este
índice, las pruebas que se consideraron fueron aquellas donde el pincel se despegó de
la uva, mientras que aquellos en los que el cepillo se rompió cerca de la inserción en la
almohadilla se descartaron.
Para la comparación temporal de los valores medios de la fuerza en una deformación
dada, la fuerza máxima y la relación entre la fuerza máxima y la deformación
correspondiente se realizaron mediante el análisis de varianza (ANOVA) y pruebas de
Tukey (p > 0,05) [12] utilizando los software estadístico ORIGEN 6.1, teniendo en cuenta
un diseño completamente al azar. La variabilidad de la resistencia a los índices de
deformación se analizó utilizando el coeficiente de variación [13].

32
Fig. 8: Forma de fijación de la uva [10]
La figura siguiente muestra el diagrama fuerza-deformación de la uva, se aprecia
que el desplazamiento máximo se obtiene a los 1,5 [mm]
Fig. 9: Diagrama fuerza-deformación de la uva [10]

33
Fig. 10: Curva de desprendimiento de la uva [10]
Otro procedimiento para la medición de la fuerza de separación de las uvas fue
realizado en 2005 por Fisher [14], este método consistía en el uso de un dinamómetro
asegurado al fruto mediante el uso de una pequeña capucha que envolvía la uva, su
posterior aplicación de la fuerza para desprender la uva es aplicada manualmente y
se colectan las lecturas también de forma manual (ver Fig. 11).
Fig. 11: Medición de fuerza para separar la uva del raspón [14]

34
Los resultados obtenidos de forma experimental son parte fundamental para entender
el principio mecánico que se lleva a cabo al interior de la máquina para efecto de
separar las bayas de la uva, dichos resultados serán comparados con los hallazgos de
Lombard [9] i.e. en el cálculo de la velocidad con la que el racimo tendría que ser
impactado para ser capaz de generar dichas fuerzas entre el palillo y la uva, todo esto
para efecto de ir determinando como se podría correlacionar dichos resultados para el
cálculo de cada uno de los parámetros y especificaciones que se generaran para el
diseño de detalle de la máquina.

35
CAPÍTULO 3: PROCEDIMIENTO DE INVESTIGACIÓN
3.1 Alcances
Se define a continuación que, con el objeto de identificar las características y atributos
mecánicos críticos de la máquina, los cuáles nos den como resultado los mejores
atributos a tomar en cuenta en el diseño de una máquina que realice el trabajo de
despalillado automatizado de la uva, a un bajo costo. Para esto se realizó
primeramente un estudio comparativo cualitativo detallado de los distintos métodos y
tecnologías utilizadas en la actualidad para la separación de la materia vegetal del
racimo de uva en la industria vitivinícola, de tal manera que, basándose en el
entendimiento de la mecánica del proceso de separación, junto con un detallado
entendimiento de las características físico-mecánicas de la uva que son más
apreciadas por el vitivinicultor.
Para propósitos de la presente tesis, se entiende como vinicultor artesanal modelo
aquel productor cuya cosecha promedio anual es de 2 toneladas máximo, de hasta 4
diferentes cepas de uva combinadas y cuya producción anual de vino no exceda los
500 litros, en cualquiera de sus variedades, tinto, rosado y blanco.
La presente tesis sustenta que si bien para los relativamente bajos volúmenes de
producción de vino en su modalidad artesanal le permitirían al productor la omisión del
proceso de despalillado de la uva, este proceso no tiene por qué ser tan oneroso que
no le permita el hacerse de una máquina que le ofrezca las ventajas de la
automatización mecánica del proceso, y de esta forma eliminar el inherente deterioro
o merma de calidad al que pudiese estar expuesto el vino elaborado, al no llevar a
cabo dicho proceso.

36
3.2 Criterios para la selección del método de despalillado
De la información extraída de fuentes como artículos científicos, patentes y mediante
el acceso a información proporcionada por los principales fabricantes de maquinaria
agrícola para la industria vitivinícola, se escogieron una serie de atributos intrínsecos al
diseño de los mecanismos para la separación de la uva en uso actualmente, esto entre
los tres principales métodos de despalillado, de aquí se partió para la realización de un
análisis comparativo y cualitativo, los resultados se describirán a continuación.
Para efecto de comparar los tres principales métodos utilizados para la separación de
las uvas, se utilizan criterios de selección basado en propiedades intrínsecas al método,
se seleccionaron las principales características de los mismos, y se evaluaron sus
correspondientes fortalezas y debilidades de cada uno de ellos, comparándolos entre
sí, los criterios que se seleccionaron para el presente estudio están firmemente ligados a
los requerimientos del diseño definidos al inicio de la presente tesis, cada uno de ellos
representa necesidades específicas del productor artesanal de vino, los criterios de
selección son los siguientes:
• Velocidad de procesamiento: Esta se define como el tiempo que tarda el
método de separación en procesar una determinada cantidad de uva.
• Daño a la uva: Se considera un atributo importante el mantener lo más posible
la integridad de la baya de la uva, definida como su forma esférica, mostrando
la menor ruptura de su piel exterior, esto es importante para iniciar de una
manera gradual el proceso posterior de fermentación.
• Daño al palillo: Del mismo modo que la uva, nos interesa que el palillo sufra el
menor daño posible, pero por razones diferentes, pues lo que se está
persiguiendo es que una menor cantidad de sustancias provenientes del mismo
se entremezclen con el zumo de la uva por un lado, y que a su vez no permitan
que pequeños trozos del pedicelo se agreguen al mosto.

37
• Complejidad del mecanismo: Esta es un atributo muy importante en la toma de
decisiones respecto al diseño de la máquina, particularmente cuando se parte
de la premisa de bajo costo, la cual está ligada directamente a una menor
complejidad de mecanismos.
• Costo: Este es un criterio básico para la toma de decisión para la selección del
método más óptimo para el mercado de productores de bajo volumen.
• Tamaño: Dado que el proceso de la vendimia sucede con una frecuencia
anual, es importante el poder mantener la máquina dentro de dimensiones que
le permitan al productor su almacenamiento en una bodega de menor tamaño,
sin que reste espacio para los demás equipos y al vino mismo que se encuentra
en etapa de maduración.
• Limpieza: Por definición este proceso se puede considerar como “sucio”, de
manera tal que es importante los atributos del método nos lleven idealmente a
que el proceso de limpieza sea lo menos complejo posible.
• Capacidad: Se define como la cantidad de uva que la máquina puede
procesar en forma instantánea o continua [kg/h], nuevamente se requiere que
la capacidad sea intermedia para que se adapte más a las necesidades de un
productor artesanal de vinos.
• Disponibilidad de materiales: Se define como la complejidad que pudieran tener
los diferentes materiales y componentes utilizados en la fabricación de los
diferentes dispositivos de separación, aquí nuevamente se está buscando
aquellos que estén más al alcance para cumplir con el requisito de bajo costo.
• Energía utilizada: Entendida como el consumo energético necesario para
realizar el trabajo mecánico de la separación de la uva, también aquí se está
buscando el uso más eficiente de la energía el cuál es muy importante en
bodegas pequeñas, y que se estima deberá ser menor a los 4 [kW/h] para lo
cual se tomó como referencia el consumo de una bomba de ½ [HP].

38
Se evaluaron los 3 principales métodos de separación de uvas contra cada uno de los
criterios anteriormente mencionados, la ponderación o calificación corresponde a el
resultado de una escala entre 1 a 10, donde 1 correspondería al método menos
eficiente o menos calificado para cumplir con los requisitos de diseño, y donde el 10
correspondería al método más eficiente o más calificado para cubrir nuestros requisitos
de diseño. Para efecto de validar las respectivas calificaciones, se tomó en cuenta la
participación de un productor local de vino artesanal, así como la de dos Ingenieros
Senior con más de 20 años de experiencia acumulada en diseño de máquinas. El
resultado de dicho estudio comparativo se presenta en la tabla siguiente.
Tabla 1: Cuadro comparativo y criterios de selección
El comparativo de criterios de selección muestra una ligera ventaja del método de
tambor y paletas, así como el de la rejilla manual, sus principales fortalezas son su bajo
costo (particularmente el de la rejilla), así como que causan el menor daño al palillo,
adicionalmente, la capacidad de procesamiento de racimos del método de tambor y
paletas podría ser el más indicado para el fabricante de vino artesanal, debido
también que se adapta fácilmente a diferentes cepas, así como su escalabilidad a
diferentes volúmenes de vendimia.
Aun cuando esto se trata de un comparativo cualitativo entre los principales métodos
de separación, el mismo nos ayuda a ponderar; dentro de los criterios de selección, a

39
los más importantes para el propósito y objetivos planteados inicialmente en esta tesis,
de modo tal que si se toman en cuenta criterios como:
a) Daño al palillo
b) El costo y
c) La disponibilidad de materiales
Se puede confirmar que el método de tambor y paletas es el que, si bien no es el
ganador en todas las categorías, si es el que en promedio provee de las mejores
ventajas (mayor eficiencia), para la consecución de los fines planteados. Cabe
mencionar también que es un método cuyas patentes permiten ya el uso de la
tecnología sin infringir las mismas.
De la tabla comparativa, se puede inferir que el método de despalillado utilizando el
tambor y paletas se podría adaptar mejor a las necesidades que son materia del
presente estudio, de modo que se podría partir de este método de separación, para la
definición del detalle de diseño de nuestra máquina despalilladora. Cabe hacer notar
que los criterios fueron consultados también con uno de los asesores en materia de
procesamiento de la vendimia para la elaboración del vino, y cuyos comentarios y
experiencia ayudaron a priorizar las características funcionales de la máquina e
identificar las más críticas en el proceso.

40
3.3 Experimentación
En el presente trabajo de tesis, se estableció desde un principio que para efecto de la
definición de los parámetros de diseño, y dimensionamiento de los elementos de la
máquina, se utilizaría información empírica y experimental disponible en fuentes
científicas, dentro de la información más destacada, se encontró el trabajo
desarrollado por Lombard [9], el cuál realizó un estudio para caracterizar la mecánica
de separación de las uvas, su trabajo se realizó apoyado en el modelado de
elementos discretos, para posteriormente correlacionar con resultados experimentales
(Fig. 12). De este trabajo se extrajeron los elementos más destacados que apoyan la
caracterización de la mecánica del proceso se separación de la uva.
Experimento Uvas Peso (g) Volumen (ml) Densidad (kg/m3)
1 300 448 398 1126
2 300 454 400 1135
Tabla 2: Densidad de la uva
Los experimentos sobre la resistencia de la uva incluyeron ensayos de densidad (Tabla
2) y de resistencia a la compresión (Tabla 3). La rigidez se supone lineal y se calculó
utilizando el desplazamiento y la fuerza en el punto de falla y dividiendo la fuerza
máxima por el desplazamiento máximo para determinar el gradiente de la línea de
rigidez. La rigidez calculada usando este método se denomina en este documento
como la fuerza de la rigidez.
Tabla 3: Resultados experimentales de la compresión de la uva
Batch 1 Batch 2 Average
Fuerza de Falla [N] 6,9 8,7 7,8
Energía Total [Joule] 1,2X10-2
1,3X10-2
1,2X10-2
Fuerza-Rigidez [N/m] 1400 2100 1750
Energía-Rigidez [N/m] 2100 3100 2600

41
Fig. 12: Preparación de la prueba de compresión [9]
Posteriormente, los ensayos de desprendimiento del pedicelo de la uva nos arrojan una
fuerza de falla promedio de 1,4 [N] que equivaldría a la fuerza unitaria para remover
una de su palillo, el cual como se ve en la gráfica se desplaza hasta 1,0 [mm] antes de
separarse completamente.
Fig. 13: Representación gráfica típica de desprendimiento del pedicelo de la uva [9]

42
Tabla 4: Resultados del desprendimiento del pedicelo de la uva
Ahora se realiza el experimento con el palillo, para encontrar la tensión máxima que
soporta antes de ceder, en este caso esta alcanza los 11,6 [MPa].
Fig. 14: Resultados experimentales típicos de tensión de carga del palillo [9]
Tabla 5: Resultados experimentales de tensión de carga del palillo [9]
Batch 1 Batch 2 Average
Fuerza de Falla [N] 1,1 1,6 1,4
Energía Total [Joule] 7,4 X10-3 1,3 X10-3 1,0 X10-3
Fuerza-Rigidez [N/m] 765 955 860
Energía-Rigidez [N/m] 825 1 010 918

43
Enseguida se realizaron ensayos de desprendimiento o desgarre de los ramales del
palillo, esto se realizó aplicando una fuerza perpendicular al tronco principal del palillo,
el resultado es de 8,8 [N] con un desplazamiento máximo de 0,8 [mm] (ver Fig. 15).
Fig. 15: Fuerza de desgarre palillo lateral proveniente del palillo principal [9]
Tabla 6: Fuerza de desgarre [9]
Como parte del estudio de Lombard [9], se realizó una validación experimental de su
modelo numérico (DEM), utilizando para tal efecto una representación simplificada de
la máquina de tambor y paletas, en dicho modelo tridimensional, simula con mucha
precisión la mecánica del desprendimiento de las uvas del racimo en el momento en
que este es impactado por la paleta, esto se logra alimentando el modelo de
simulación con datos del desprendimiento real de la uva obtenidos experimentalmente
mediante ensayos, no cuantifica sin embargo, la contribución que el movimiento

44
rotacional del tambor podría tener sobre la eficiencia del proceso total de
despalillado, el cual por sus características, se desprecia.
Fig. 16: Aparato de simulación y prueba [9]
Para los ensayos siguientes, Lombard [9] utilizo velocidades tangenciales de las paletas
de hasta 7,5 [m/s], sin embargo, el estudio no especifica detalles respecto a cuál sería
la velocidad tangencial optima, definida como aquella entre los rangos mínimo y
máximo de operación, para lograr una efectivo desprendimiento de uvas, y solo se
limita a la conclusión de que entre mayor sea la velocidad tangencial, mayor será el
número de uvas desprendidas, por tanto se definió usar el valor máximo utilizado
durante los ensayos como línea de partida, este es un dato crítico que será uno de los
valores de referencia que se utilizaran como base para los cálculos de parámetros de
diseño más delante para la máquina, ver capítulos 4.4.2 y 4.4.7.
En la Fig. 17, se muestran fotografías de alta velocidad (100 imágenes/s), las cuales
describen gráficamente el efecto del impacto de las paletas sobre el racimo, y como
este desata la separación de las uvas del racimo, también se puede observar como
son los primeros impactos de las paletas los que desprende la mayoría de las uvas en el
proceso.

45
Fig. 17: Fotografías de alta velocidad de un racimo siendo impactado [9]
Los ensayos incluyeron también la evaluación de cómo es que la masa o el tamaño
del racimo influía en el número de uvas liberadas con el impacto, de forma que, como
era de esperarse, se encontró una relación lineal entre estos dos factores, tal como se
aprecia en la Fig. 18.

46
Fig. 18: Número de uvas removidas vs. peso del racimo [9]
El siguiente ensayo comparo otros dos parámetros como lo son la velocidad de la
paleta, contra el porcentaje de uvas removidas, aquí también se encontró una
relación directa proporcional lineal, a mayor velocidad, se liberan más uvas, aunque
cabe señalar que sufren más daño, tanto las uvas como los palillos (ver Fig. 19). Hasta
aquí, aún no se podría indicar cuál sería la velocidad óptima de rotación del eje de la
máquina, será hasta el capítulo 4 donde se aborde este parámetro a detalle.
Fig. 19: Porcentaje de uvas removidas vs velocidad de rotación [9]

47
El último experimento de Lombard [9] que se destaca en el presente trabajo, se realizó
en una máquina despalilladora tipo tambor-rejilla y paletas, para dicho experimento,
se colocaron 5 contenedores justo debajo de la máquina despalilladora, colocados de
forma secuencial y numerados del 1 al 5, lo anterior con el objeto de poder medir el
número de uvas procesadas correspondientes a cada una de las zonas a lo largo de la
flecha soporte de las paletas, en donde la zona 1 corresponde a la de alimentación de
la máquina, y la zona 5 correspondería a la zona del extremo opuesto de entrada, justo
antes de que los palillos sean liberados por la máquina. Para dichos ensayos, el tiempo
de ciclo de procesamiento dentro de la máquina fue de 5 [s].
Posteriormente se procede a realizar corridas de alimentación de racimos, con la
máquina ajustada a diferentes velocidades de rotación, en este caso, el fabricante de
la máquina se reservó el derecho de divulgar los valores de rpm por considerarse
información confidencial, por tanto, se definió identificar las diferentes velocidades de
acuerdo al correspondiente número de la perilla selectora; a saber, velocidades 4, 6, 8
y 10. Los resultados del experimento se condensan en la tabla siguiente:
Nota: ‘Speed 4’ es el nivel más bajo; el 10 es el más alto
Fig. 20: Descarga de uvas por subdivisión [9]
Divisiones
Alimentación de
los Racimos
Vista Frontal

48
Se puede destacar como un resultado preliminar, que la influencia de la velocidad
tangencial del extremo de las paletas, no es un factor que tenga que ver con el hecho
de que en las primeras zonas de la máquina tenga verificación la mayor separación de
uvas, es más bien debido a que es en esta zona que el racimo recién entra a la
máquina completo, y que son los primeros impactos de las paletas los que logran
obtener el mayor éxito en lo que respecta a la separación de las uvas.
Fig. 21: Comparación; simulación vs experimentación [9]

49
En la figura anterior se puede apreciar, a través de la fotografía de alta velocidad (100
imágenes/s) la correlación que logro Lombard [9] entre su modelo de elementos
discretos (DEM), y su simulación experimental real, esto fue producto de distintas
iteraciones en donde tuvo que realizar un proceso de calibración para poder ajustar
dentro de un margen de error del 20% en la correlación con los modelos
correspondientes. En base a los resultados obtenidos, se pueden utilizar dichos
resultados como entradas a los parámetros de diseño para cada uno de los elementos
de la máquina despalilladora.
Fig. 22: Efecto de la rigidez del palillo principal del racimo (E) [9]
(Las uvas fueron ocultadas para mejorar la visualización)
a) E = 95 [MPa] y b) E = 500 [MPa]
En la Fig. 22, se muestra el efecto de la rigidez (E) del palillo principal del racimo en
respuesta al impacto de la paleta en el modelo simplificado de la despalilladora, de
ahí se realizaron ajustes para calibrar dicha respuesta del modelo respecto a la
realidad del proceso mecánico que se da lugar durante el despalillado. Este valor
adquiere relevancia en mi trabajo dado que establece un parámetro de referencia
sobre que comparar al momento de buscar la velocidad de la paleta que generara la
mayor deflexión en el palillo y por ende, el mayor desprendimiento de uvas.

50
En la tabla 7 se encuentra el resumen de la comparación entre ambos métodos; el
experimental y el modelado de elementos discretos respecto al número de uvas
removidas, como a los fragmentos de palillo desprendidos encontrados en cada uno
de los contenedores colocados debajo de la máquina, ambos resultados guardan una
correlación directa.
Tabla 7: Porcentaje de uvas y número de brazos por racimo en cada charola
recolectora [9]
El estudio concluye que el modelo discreto de la paleta-eje y del racimo de uva,
puede ser una herramienta eficaz en el modelado del mecanismo de despalillado de
la uva a la vez que demuestra una correlación de resultados contra los datos
obtenidos de la experimentación. Estas conclusiones nos permiten utilizar los resultados
parciales del estudio realizado por Lombard [9], como fuente de información invaluable
para la toma de decisiones en lo que respecta al diseño de detalle de los
componentes de la máquina.
Aspectos tales como el diámetro del tambor, el número y el paso de las paletas, el eje
de la despalilladora, el tamaño y la velocidad de rotación del tambor, la longitud del
mismo y el orificio de las rejillas del tambor pueden ser todas optimizadas para cada
tipo de cepa específica. La justificación y cálculos de cómo es que cada uno de
dichos parámetros de diseño se define y especifica respecto al objetivo primordial de
esta tesis, diseñar una máquina de bajo costo, serán abordados detalladamente
durante el desarrollo del capítulo 4: Resultados.

51
El uso de un modelo visco-elástico de material de que esta hecho el palillo, podría
aumentar la exactitud del Modelo de Elementos Discretos (DEM), esto nos permitirá la
simulación del fenómeno de separación de la uva de su racimo, para efecto de
predecir o correlacionar experimentalmente el proceso de despalillado, junto con un
modelo de enlace o unión mecánica uva-palillo en el cual el daño acumulado en la
baya de la uva conduce a un debilitamiento gradual del material del palillo.
3.4 Análisis funcional de la máquina despalilladora
El análisis funcional parte de la descripción general del proceso de despalillado, que
podría resumirse en separar las bayas de la uva del material leñoso del racimo (palillo),
con el objeto de obtener granos de uva limpios para iniciar el proceso de vinificación,
para esto, se utiliza el siguiente esquema para describir las funciones que se detallaran
durante el presente apartado:
Fig. 23: Análisis funcional operación de despalillado
La despalilladora comercial consta de un tambor horizontal de lámina, perforado en
toda su superficie con orificios. En la mayoría de los diseños, el cilindro despalillador gira

52
lentamente a una velocidad variable, en otros el tambor es estático, también para la
alimentación se identificaron dos métodos principales, uno donde penetra la vendimia
por un extremo del mismo, en otro, la alimentación es vertical sobre la primera hilera de
paletas, en ambos casos, saliendo los palillos por el extremo opuesto del tambor y
pasando la vendimia desgranada a través de los citados orificios, gracias a la acción
de un eje al cual se fijan una serie de paletas, que atraviesa el tambor de lado a lado,
y que gira en sentido contrario y a una velocidad superior (ver Fig. 27).
Fig. 24: Máquina despalilladora comercial [15]
Los materiales de construcción deben ser inatacables por el mosto, generalmente de
acero inoxidable. Las paletas suelen ser de caucho para que no estrujen la vendimia. El
tamaño y forma de los orificios debe adaptarse al tipo de vendimia a despalillar. El
perímetro de los orificios debe ser redondeado o abocardado, evitando que se corten
los palillos, y pase el rabillo de la uva, además de que se atasquen los palillos.
La despalilladora es una máquina que esencialmente consiste en un túnel perforado o
tambor desgranador, en el cual la baya de la uva es separada del raspón por medio
del golpeteo repetido del racimo contra las paletas acopladas de forma
perpendicular a un eje concéntrico o flecha, el cual es hecho girar mediante el uso de
un motor eléctrico de corriente alterna, y que gira en sentido contrario a las manecillas
del reloj, la importancia del el sentido de giro se abordara a detalle en capítulos

53
siguientes, tiene que ver con que la disposición helicoidal de las paletas tiene la función
secundaria de desplazar los palillos sueltos al extremo contrario por donde fueron
alimentados, función que no podría realizar si el motor mantiene un giro inverso. Todos
los elementos que estén en contacto con la uva deben ser preferentemente de acero
inoxidable como el AISI-304 o 316 u otros materiales que no sean afectados en sus
propiedades químicas y de demostrada durabilidad al contacto con los ácidos
orgánicos del jugo de la uva, o que preferentemente sean de grado alimenticio.
Para efectos del presente estudio, se decidió dividir la máquina despalilladora en los
siguientes subsistemas o partes básicas (ver Fig. 25):
1. Tambor-rejilla
2. Paletas despalilladoras
3. Eje de las paletas
4. Protector del tambor
5. Motor eléctrico y reductor de velocidad
6. Estructura soporte
7. Tolva de alimentación
Fig. 25: Partes de una máquina despalilladora comercial
1
6
5
7 4
3
2

54
3.5 Partes de la máquina
Para efectos de la presente tesis, se utilizara la nomenclatura homogeneizada para el
referirse a los componentes, y que es común entre los fabricantes de maquinaria para
la industria vinícola, dicha nomenclatura se basa en los atributos funcionales de cada
una de sus partes que la conforman, para el desglose de los componentes de la
máquina despalilladora, se utilizara el método de despalillado a base de tambor-
paletas, el cual es el modelo seleccionado al inicio de la presente tesis, a través de lo
que fue el análisis comparativo de atributos.
Cabe mencionar que el análisis detallado y la justificación de cada uno de los
parámetros de diseño y especificaciones de los componentes individuales de la
máquina se abordaran en el capítulo 4.1, correspondiente al diseño de detalle.
3.5.1 Tambor perforado
El tambor perforado tiene la función de recibir los racimos de la vendimia, de fungir
como un tamiz que impida el paso a materiales diferentes a la uva y jugos de la misma,
una vez estas han sido separadas del racimo (despalillado). Esta es sin duda una de las
partes más importantes de la máquina, pues no solo realiza funciones de dividir los
desechos de la materia que conformara el mosto, evitando que los desechos leñosos
del racimo terminen por mezclarse con los jugos de la uva, sino también realiza una
función de contener dentro de la máquina a los racimos mientras estos son impactados
por las paletas helicoidales de la máquina hasta que estos han sido desprendidos en su
totalidad de las uvas.
El tambor es la parte que se encuentra en constante contacto con las bayas de la uva,
por tanto, es indispensable que esta sea construida de materiales que sean
compatibles con alimentos y que no reaccionen con los mismos para que no los
contaminen, y por otro lado, los jugos ácidos de la uva no deterioren o degraden las
partes de la máquina, con lo que su vida útil podría sea limitada.

55
Dentro de la literatura consultada, el tambor es el medio por el cual se realiza una
segunda función dentro de la máquina y que es la de desplazar las uvas conforme
estas están siendo separadas, empujándolas hacia una ranura de salida colocada en
el extremo opuesto al de la alimentación por cuyo conducto se canalizan a un
contenedor. Esto es posible gracias a que el tambor puede girar también en el mismo
sentido que la flecha, esto con el objeto de que una aleta sinfín, soldada en la parte
exterior alrededor del tambor realice un movimiento de rotación con la que desplaza
las uvas. Esto se puede apreciar más a detalle en la Fig. 28 y Fig. 30, esta función es
particularmente importante cuando se procesan grandes volúmenes de la vendimia,
pues permiten un desplazamiento continuo uniforme de la uva hacia los contenedores
donde se bombean las bayas de la uva hacia los tanques de fermentación.
3.5.2 Paletas despalilladoras
Las paletas del eje son el medio mecánico por el cual se realiza la separación del fruto
(uva) de la estructura leñosa del racimo (palillo), estas tienen la función de separar las
uvas de los racimos, la cual se logra al hacerlos girar a cierta velocidad dentro del
tambor perforado, e impactar los racimos de uva de forma tal que tenga el efecto
resultante de separar las uvas debido al impacto. La geometría o la forma de las
paletas obedecen a diversos factores que responden a dos motivos fundamentales:
a) La forma que resulte más efectiva para desprender las uvas por impacto de los
racimos, y
b) La forma que permita el avance axial más eficiente a lo largo del tambor
perforado de los racimos que se encuentran siendo procesados, para efecto
que los palillos terminen justo al otro extremo de donde fueron alimentados.
Las paletas también están diseñados de 2 tipos de materiales diferentes, uno el
material rígido estructural cilíndrico unido a la flecha, y en el otro extremo de la paleta,
otro material diferente, un elastómero más suave que tiene como función la de tratar
56
más gentilmente la baya de la uva para impedir; en lo posible, que se rompa
excesivamente la piel exterior de la uva, o se dañen severamente y que esto genere
que se desprendan anticipadamente sus jugos.
3.5.3 Eje de las paletas (flecha)
El eje o flecha, tiene la función de unir las paletas sobre un elemento común, el cual
será acoplado mecánicamente al motor eléctrico para hacerlo girar, el eje es un
elemento rígido, fabricado normalmente de materiales compatibles con los jugos
ácidos de la uva, este tiene la particularidad de ser el elemento que integra una polea
reductora, la cual transfiere la energía del motor, para hacer girar la flecha. Las paletas
son incrustadas y soldadas a lo largo de la misma, dispuestas de forma helicoidal; con
un paso tal que permite el montaje subsecuente de las paletas en el sentido contrario
al de las manecillas del reloj, tomando como punto de referencia el extremo de la
flecha que tiene la polea.
3.5.4 Protector del tambor-rejilla
El protector o tapa de la despalilladora se define como la cubierta que impide que
salgan al exterior de la máquina los palillos o las uvas una vez estas fueron removidas
del racimo, también cumple una función de protección de seguridad para el usuario
de la máquina al no permitir sean introducidos manos mientras se encuentra en
funcionamiento. También el protector forma parte de la tolva de alimentación por la
que se introducen los racimos de uva.
3.5.5 Motor eléctrico y reductor de velocidad
El motor eléctrico es el componente encargado de proveer de la energía motriz
rotativa a la flecha, movimiento que requieren las paletas para impactar los racimos de

57
uva, para dicha función, la flecha tiene acoplada a uno de sus extremos una polea la
cual tiene la función no solo de transmitir la energía, sino de servir como un reductor de
velocidad, el propósito de dicha disminución en las rpm del motor, es la de evitar que
la fuerza de impacto sea tal que lastime excesivamente las uvas y los materiales
leñosos que las mantienen unidas en el racimo sin que esto impida que realice su
función de desprenderlas del racimo.
3.5.6 Estructura metálica y soporte
El soporte de la máquina tiene la función de unir el conjunto de componentes y
elementos mecánicos en una unidad estructural, lo anterior con el objetivo que
desempeñen la operación para la cual fueron diseñado, de la misma forma, el soporte
es el medio por el cual, el conjunto de componentes individuales de la máquina sean
fáciles de transportar y almacenar, evitando que la máquina genere vibraciones
nocivas excesivas.
3.5.7 Tolva de alimentación
La tolva tiene la función de captar los racimos de uva de la vendimia, y ser el medio de
alimentación para la máquina en un punto fijo de entrada, debido a limitantes de
costo, se definió que el modo de alimentación a la máquina fuese de forma manual,
entendiéndose por esto que el operador de la máquina vierte los contenedores
provenientes de la vendimia, directamente sobre la tolva, de modo tal que esta tendrá
que ser dimensionada de manera tal que sea capaz, por una parte de ser lo
suficientemente grande como para captar los racimos de un contenedor de 20 litros.
Por otro lado, la tolva cumple una segunda función que es la de ser el medio por el
cual se dosifique la entrada de racimos al tanque de despalillado, esto se lograra a
través de dimensionar la boca de salida de la tolva, de manera que, de acuerdo al
tamaño promedio de los racimos, estos fluyan continuamente a una cierta razón de

58
volumen por unidad de tiempo razonable, para que estos a su vez inicien
gradualmente el proceso de despalillado.
La tolva permite también a la máquina, la característica de ser el medio por el cual se
logra una alimentación continua al proceso, ya que tendrá la capacidad de alojar un
contenedor de uva por evento, lo cual le permitirá al operador el tiempo suficiente
para poder liberar el contenedor vacío, y asirse de uno lleno para con esto maximizar
la eficiencia, manteniendo un flujo continuo de alimentación.
3.5.8 Proceso de despalillado
A medida que los racimos de uvas son traídos de la viña, estos son vertidos en la parte
superior de la máquina, en la tolva, estos descienden gradualmente a donde son
golpeados por paletas giratorias los cuales les extraen sus tallos.
Debido a que las paletas están dispuestas a lo largo de su eje en forma de espiral
helicoide, los tallos son empujados hacia uno de los extremos del tambor, mientras que
las uvas maceradas caen debajo de la máquina, a través de la rampa de acopio, la
cual es un recipiente de espera, del producto terminado (uvas separadas).
Fig. 26: Esquematización de la función del eje y paletas

59
3.5.9 Especificaciones de diseño
1) Diámetro del tambor-rejilla
2) Diámetro de las perforaciones del tambor-rejilla
3) Material del tambor-rejilla
4) Material de las paletas despalilladoras
5) Dimensiones (largo y ancho) de las paletas
6) Velocidades de rotación de las paletas
7) Material de la base/soporte
8) Altura y ancho del bastidor soporte
9) Potencia del motor eléctrico
10) Diámetro de poleas reductoras
11) Longitud de la banda, material
12) Diámetro de chumaceras para el eje
Fig. 27: Paletas para el despalillado

60
3.5.10 Diseño de la máquina despalilladora
Siguiendo con el proceso de diseño clásico de producto, mediante la información
obtenida de fabricantes comerciales de maquinaria y utilizando datos recolectados
por otros autores, se procede a abordar los detalles particulares para el diseño de los
diferentes componentes de la máquina, en el cuál, para su definición geométrica y
funcional se hacen uso de los cálculos correspondientes. Las fases de diseño utilizadas
se resumen a continuación:
1. Requerimientos de producto
2. Estudio del estado del arte
3. Principios electromecánicos para el diseño de máquinas
4. Reductores y actuadores mecánicos
5. Selección de materiales
6. Control de velocidad
7. Modelado 3D
8. Dibujos de componentes
9. Dibujo de ensamble
La información correspondiente al diseño de detalle de cada uno de los componentes
de la máquina será abordada en el capítulo 4. El cálculo independiente de cada
componente mecánico se incluirá como parte de la memoria descriptiva del presente
trabajo.

61
CAPÍTULO 4: RESULTADOS
4.1 Criterios de selección
De acuerdo a los detalles abordados en los capítulos anteriores, y teniendo en cuenta
que la metodología utilizada en el presente trabajo abarca las generalidades
primeramente del proceso de vinificación y de como este se ve afectado por el
proceso de despalillado, sobre todo en la potencial contribución de contenidos
indeseables en el mosto antes de su fermentación, pasando después a la
caracterización mecánica de la uva, para lo cual se utilizaron los resultados de estudios
previamente realizados, y donde se pudo extraer información valiosa tal como la
fuerza necesaria para la separación de la uva mediante un método de análisis discreto
de elementos con que se logró simular el fenómeno mecánico.
El objetivo es el de utilizar todo este conocimiento generado en capítulos anteriores,
como la guía para el detalle del diseño de la máquina y así poder alcanzar el objetivo
inicialmente definido sobre conceptualizar una máquina de despalillado para uso en la
elaboración de vino artesanal. De los resultados obtenidos mediante la
experimentación real y modelada sobre el proceso de despalillado, en este capítulo se
procede a desmenuzar cada una de esas características de diseño de detalle
aplicada a los componentes y funciones individuales de la misma.
4.2 Características físico-mecánicas de la uva
Para efecto del diseño de la máquina, se deben conocer las características físico-
mecánicas del fruto de la vid; la uva, sus propiedades están definidas como la dureza
de la baya o uva, así como la fuerza necesaria para ser removida del pedicelo,
parámetros que se debe caracterizar para alcanzar un entendimiento del fenómeno
físico que tiene a lugar en el proceso de remoción de las uvas, de acuerdo a los
estudios encontrados en la materia existen al menos 2 métodos para medir la dureza
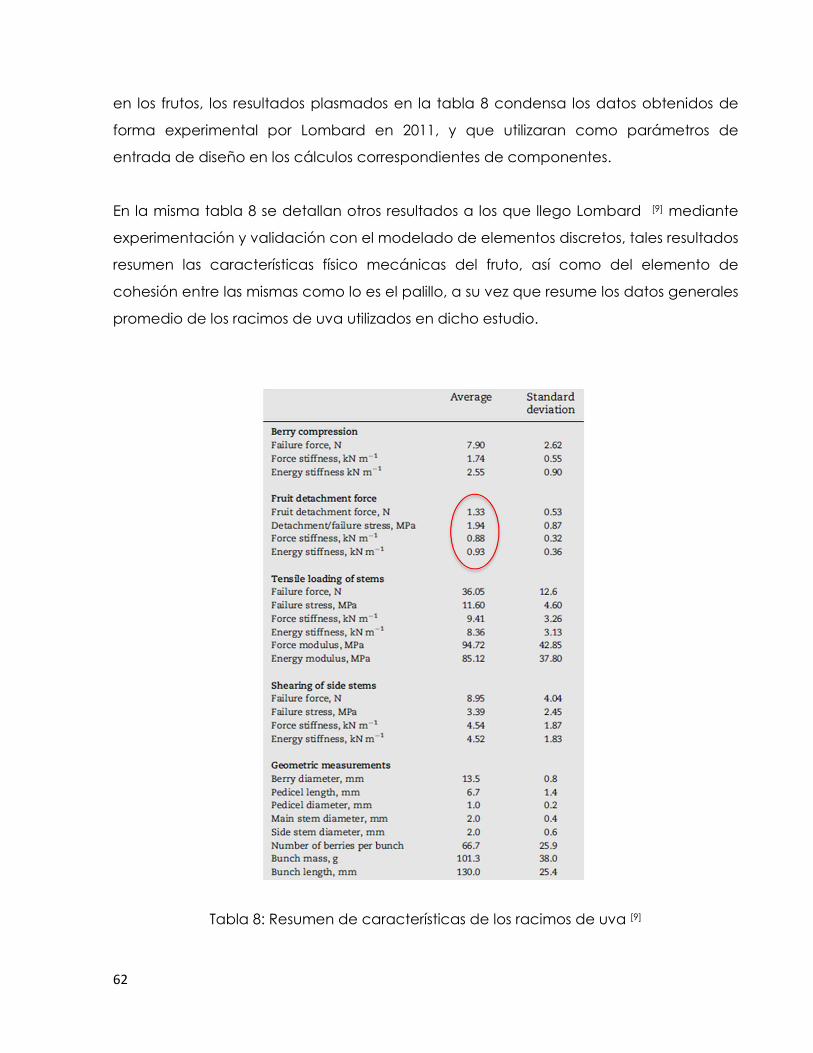
62
en los frutos, los resultados plasmados en la tabla 8 condensa los datos obtenidos de
forma experimental por Lombard en 2011, y que utilizaran como parámetros de
entrada de diseño en los cálculos correspondientes de componentes.
En la misma tabla 8 se detallan otros resultados a los que llego Lombard [9] mediante
experimentación y validación con el modelado de elementos discretos, tales resultados
resumen las características físico mecánicas del fruto, así como del elemento de
cohesión entre las mismas como lo es el palillo, a su vez que resume los datos generales
promedio de los racimos de uva utilizados en dicho estudio.
Tabla 8: Resumen de características de los racimos de uva [9]
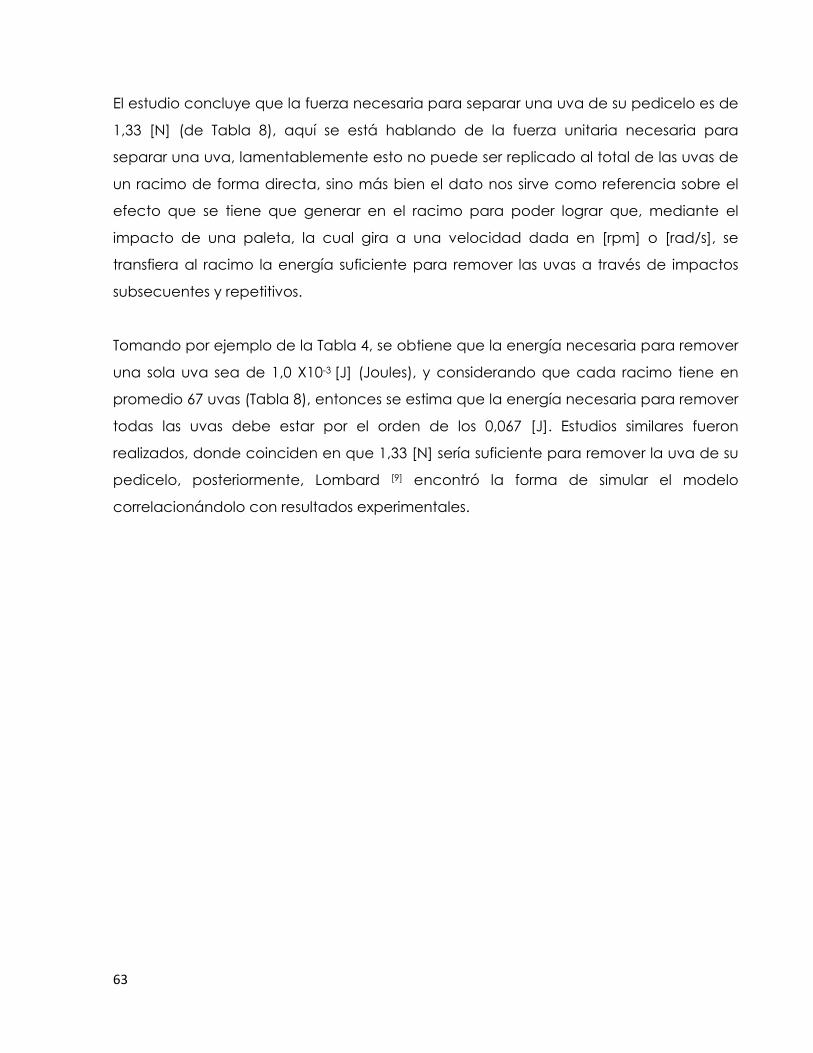
63
El estudio concluye que la fuerza necesaria para separar una uva de su pedicelo es de
1,33 [N] (de Tabla 8), aquí se está hablando de la fuerza unitaria necesaria para
separar una uva, lamentablemente esto no puede ser replicado al total de las uvas de
un racimo de forma directa, sino más bien el dato nos sirve como referencia sobre el
efecto que se tiene que generar en el racimo para poder lograr que, mediante el
impacto de una paleta, la cual gira a una velocidad dada en [rpm] o [rad/s], se
transfiera al racimo la energía suficiente para remover las uvas a través de impactos
subsecuentes y repetitivos.
Tomando por ejemplo de la Tabla 4, se obtiene que la energía necesaria para remover
una sola uva sea de 1,0 X10-3 [J] (Joules), y considerando que cada racimo tiene en
promedio 67 uvas (Tabla 8), entonces se estima que la energía necesaria para remover
todas las uvas debe estar por el orden de los 0,067 [J]. Estudios similares fueron
realizados, donde coinciden en que 1,33 [N] sería suficiente para remover la uva de su
pedicelo, posteriormente, Lombard [9] encontró la forma de simular el modelo
correlacionándolo con resultados experimentales.

64
4.3 Selección de materiales
Para el proceso de selección de los materiales de los que estarán hechas cada una de
las partes de la máquina, se han tomado en cuenta criterios específicos respecto a la
función a desempeñar de cada una de las partes de la misma, de lo cual se
desprende la idea de separar en 2 grandes categorías los materiales a ser utilizados en
la fabricación de la máquina, esto con el objeto de subdividir aquellas partes que
entraran en contacto con los jugos de la uva y aquellos que no, de tal forma resulta la
clasificación preliminar de la siguiente forma:
4.3.1 Materiales grado alimenticio
Dentro de esta categoría por el contrario, se debe tener el cuidado de no permitir que
aquellos componentes de la máquina que van a estar en contacto con el zumo de la
uva, debido al propio proceso de despalillado, cumplan con los requerimientos de
compatibilidad con los componentes específicos del zumo de la uva, entendiéndose
por “compatibilidad de materiales” como la determinada resistencia del mismo al
ataque químico: en ambas direcciones como producto de generación de óxidos
solubles que no solo reduzcan la vida útil del metal, sino que también terminen por
contaminar el zumo antes de comenzar su proceso de fermentación. El zumo de la
uva, al contener un alto porcentaje de acidez (pH), se considera particularmente
factible de ser un agente que tienda a atacar químicamente ciertos metales, por
tanto, durante el diseño de la máquina, se ha tenido particular cuidado en garantizar
la inocuidad de los alimentos, particularmente en los componentes de la máquina que
tendrán contacto con los mismos durante el proceso de despalillado.
De preferencia, si se utiliza metales los cuales en su forma natural no pueden estar en
contacto con alimentos, se usa un recubrimiento de barniz de grado alimenticio, de
preferencia, aprobado por la FDA (Food Drugs Administration) en Estados Unidos. El
barniz cumple su función de proteger una superficie metálica debido a las siguientes
cualidades:

65
- Resistencia térmica y química: El recubrimiento resiste la agresividad química del
alimento (acidez) y evita cualquier alteración de sabor y pérdida de integridad por
contacto con los mismos.
- Adherencia: Tiene buena adherencia al sustrato metálico y al barniz aplicado
interiormente.
- Flexibilidad: Presenta la suficiente flexibilidad para resistir las operaciones normales del
componente
4.3.2 El acero inoxidable en la industria alimentaria
El acero inoxidable es muy utilizado en otras industrias agroalimentarias no solo en la
vinícola, su empleo en enología pertenece al grupo de los no magnéticos y dentro de
éste, a los austeníticos, lo que significa que se trata fundamentalmente de una
aleación de hierro, cromo y níquel. Además, puede estar estabilizado, según el tipo,
con otros materiales como titanio y molibdeno. El cromo otorga al acero la resistencia
a la oxidación, el níquel aumenta la resistencia a la corrosión y el molibdeno le confiere
resistencia a los agentes reductores como el sulfuroso. El acero inoxidable forma
espontáneamente una capa superficial, muy fina, denominada capa pasiva, que le
otorga resistencia a las corrosiones.
En los depósitos de las bodegas, se utilizan dos calidades de acero inoxidable:
- AISI-304: 18% cromo y 9% níquel. Es fácil de soldar. Sólo resiste corrosiones medias. Se
emplea para las conducciones, almacenamientos de corta duración y en los depósitos
de fermentación.
- AISI-316: 19% cromo y 11% níquel. Es más resistente a la corrosión, se emplea para la
fermentación y conservación prolongada de mostos apagados y de vinos blancos
ácidos y sulfatados. Es un 25% más caro, por lo que no se suele utilizar para la totalidad

66
del depósito. Las concentraciones de sulfuroso que presenta el vino las podría resistir el
304, pero durante la fermentación, el desprendimiento de carbónico puede provocar
una acumulación de sulfuroso en la parte superior del depósito, razón por la cual los
depósitos de fermentación se construyen en 316 o bien en 304 con la última virola en
316.
Hay que tomar en cuenta que la aleación del AISI 304 es sensible al SO2 [16], por lo que
su empleo en la industria vinícola solo es aconsejable para vinos y mostos con bajo
contenido en sulfuroso. Para valores superiores a los 70 [mg/l] de SO2 es preferible
utilizar el AISI 316. Y complementa diciendo que en aquellas aplicaciones que se
requiera soldar, son recomendables los aceros con bajo contenido en carbono (AISI
304L y 316L) para reducir los riesgos de corrosión inter-granular.
El sulfatado consiste en la adición de anhídrido sulfuroso en el procesado de la uva, se
puede añadir a la uva, al mosto y al vino. Actualmente casi todos los vinos de mesa
reciben mayor o menor cantidad de anhídrido sulfuroso o SO2, en la vinificación y
durante su conservación.
Las principales propiedades que llevan a emplear el sulfuroso son:
• Efecto antioxidante, por su avidez por el oxígeno.
• Efecto antioxidásico, por su capacidad de inhibir las polifenoloxidasas.
• Efecto antiséptico, principalmente frente a bacterias.
En la mayoría de los procesos vinícolas industriales, la primera operación de sulfatado
tiene lugar en la tolva donde es adicionado anhídrido sulfuroso en forma de meta
bisulfito potásico esto principalmente como un agente antiséptico. Cuando las
vendimias llegan sanas la dosis de meta bisulfito potásico que se añade a la uva está
comprendida entre 5-7 [g/Hl]. En cambio, la dosis es mayor cuando el estado sanitario
de la vendimia no es el adecuado, ya que hay que asegurarse que la población de
levaduras es suficiente.

67
Para el caso particular de productores de menor volumen de vendimia, las
condiciones sanitarias de la vendimia se encuentran típicamente bajo un más cercano
control, lo cual permite al productor el poder omitir en la mayoría de las veces la
adición de sulfitos desde la tova, siendo hasta procesos subsecuentes de la vinificación
que se adicionan dichos agentes químicos al vino.
El 304 puede servir también para conducciones y almacenamientos de corta duración,
pero para fermentación y larga conservación se utiliza la combinación del 304 y el 316.
Las soldaduras deben hacerse con sumo cuidado para no perder las cualidades del
material. Se realizan bajo atmósfera de gas inerte (argón o mezcla helio-argón) y con
electrodo de tungsteno.
De acuerdo a lo anteriormente expuesto, y considerando que para nuestra aplicación
en el proceso de despalillado, se puede considera este un proceso intermedio de
paso, el cual tampoco estará expuesto al contacto con SO2, la decisión de fabricar las
partes de la máquina que estarán en contacto con el zumo es el AISI 304L con bajo
contenido de carbón, el cual cuenta adicionalmente un excelente grado de
soldabilidad y es un 25% más económico que el AISI 316L.
Tabla 9: Propiedades del Acero Inoxidable AISI 304L y 316L

68
4.3.3 Materiales estructurales y varios
La razón principal para que los componentes de la máquina se clasifiquen bajo esta
categoría, obedece al hecho de que, en general, los materiales estructurales puros son
más económicos que los materiales tratados específicamente para ser capaces del
manejo de alimentos, de esta forma, también impactan grandemente los procesos de
manufactura más especializados en su elaboración, pues se deben implementar
controles específicos dentro de las instalaciones donde estos son fabricados para evitar
contaminación con elementos externos.
Por el contrario, los materiales estructurales, cumplen una función específica dentro de
la máquina para lo cual no requieren cumplir con estrictos estándares de control de
contaminantes y o resistencia al medio ambiente, y cuyas especificaciones técnicas se
circunscriben al uso de ciertas aleaciones, como es el caso de los aceros estructurales,
en el tambor externo que se ocupa para recuperar las uvas ya separadas se utilizara
Acero Inoxidable (AISI 304), el cual puede ser fácilmente doblado, perforado,
embutido, ensamblado y fijado a las partes estructurales de la máquina, por tanto, el
acero inoxidable es el material más apropiado para desempañar la función deseada.
Por otro lado, la toma de decisión respecto al tambor rejilla es más compleja debido a
que en ella convergen otros factores tales como el manejo del fruto, por un lado, el
acabado del mismo para efecto que el contacto de la rejilla con los racimos no resulte
en un daño excesivo tanto a las uvas, como a los palillos.

69
4.4 Diseño de detalle
El diseño de la despalilladora dependerá principalmente de la velocidad de giro de las
paletas y de las fuerzas que ejercen las mismas sobre el material que se procesa y que
a su vez ejerce una resistencia contraria a la misma. En caso de nuestra aplicación, se
trata de materiales semi-húmedos de formas irregulares; racimos de uva, cuya
caracterización numérica representa un reto particular para efecto de generar un
modelo de cálculo.
4.4.1 Tambor-rejilla
Comenzando por el tambor o rejilla, resulta que este cumple funciones de tamiz para
efecto de mantener separados los palillos (dentro del tambor) de las bayas de las uvas
(contenedor de mosto), las cuales salen de la rejilla inferior para depositarse en la
charola recolectora y ser canalizados a un contenedor dispuesto en la parte inferior de
la máquina para dicho efecto. Existen principalmente dos tipos de rejilla, a saber, una
giratoria, y otra estática.
Para la definición de los detalles correspondientes al diseño del tambor-rejilla, se
tomaron en consideración los siguientes criterios en lo que respecta a su geometría,
tamaño y forma.
4.4.1.1 Dimensiones generales
Al hablar de las dimensiones del tambor, componente que es el centro donde se
realiza el proceso de despalillado, invariablemente viene a la cabeza la capacidad
del equipo, el cual es uno de los datos de entrada del diseño que junto con el de las
limitante de dimensiones máximas de la máquina 1 500 x 600 x 1 200 [mm], definen en
gran medida las dimensiones del tambor, se comentaba en capítulos anteriores que
dentro del amplio catálogo de fabricantes, un patrón que se repite es que conforme

70
las capacidades de las máquinas comerciales aumentan, el fabricante opta por
conservar el diseño de la parte motriz de la máquina, esto con el objeto de maximizar
la estandarización de partes, por ende, a lo que recurre es a manipular el diámetro del
tambor, la velocidad del rotor y el paso helicoidal de las paletas. Con el aumento de la
longitud de tambor se incrementa también el tiempo de ciclo, es decir el tiempo que
un racimo de uvas permanece dentro del tambor viajando a lo largo de su extensión y
teniendo oportunidad de ser golpeada un mayor número de veces por las paletas.
El parámetro principal del cual depende la función primaria de la máquina, que es
desprender las uvas de los palillos, es la velocidad lineal de los extremos de las paletas
[m/s]. Una velocidad lineal determinada se puede obtener con un sinnúmero de
combinaciones de diámetro de tambor y de las rpm de las paletas: en cuanto mayor
diámetro del tambor, menores rpm de las paletas. En cambio, en cuanto menor el
diámetro del tambor mayores rpm de las paletas y mayor aceleración normal y, como
consecuencia, mayor fuerza centrífuga que actúa sobre los racimos y uvas
presionándolos contra las paredes del tambor-rejilla. Con el incremento de velocidad,
cambia entonces el comportamiento del material procesado en el tambor, un
diámetro muy pequeño limitaría el movimiento de los racimos y aumentaría las
posibilidades de un atasco, por el contrario, un diámetro de tambor muy grande
podría exceder las limitantes de espacio de que se dispone o alcanzar un costo que;
de acuerdo a la capacidad real del productor de bajo volumen, no se justifique.
El máximo diámetro entonces lo determinara el volumen de uvas a procesar, lo cual es
2 toneladas por día = 0,25 [t/h], este dato se extrae de los requerimientos de entrada, y
considera un día laboral normal de 8[h]. A este dato se le aplica un factor de
continuidad de alimentación de 0,70, con lo que el volumen de uvas a considerar será
de 0,357 [t/h]. De acuerdo a datos de fabricantes comerciales de maquinaria, en la
tabla siguiente se muestra un resumen del diámetro y largo dl tambor, así como las
capacidades de las principales máquinas en el mercado:

71
Tabla 10: Dimensiones de tambores en máquinas comerciales
Dado que el requerimiento de capacidad para el proyecto es sumamente bajo (2
t/día ~ 0,25 t/h), se decide utilizar los datos de catálogo de despalilladoras comerciales
y partir de ahí con un dato que haga sentido para la definición de las dimensiones
para nuestra máquina, el resultado es un tambor de 900 [mm] de largo por 400 [mm]
de diámetro. Este tamaño cuenta con el volumen suficiente para procesar la cantidad
de uva; en volumen y masa, que se definió en la sección de requerimientos de diseño.
4.4.1.2 Rejilla giratoria
Este concepto consiste en un tambor cilíndrico perforado, que envuelve el eje de
paletas, y que gira en el mismo sentido de la flecha a través de un mecanismo de
engranes acoplado al tambor, y que también es accionado por el mismo motor
eléctrico que el eje. Esta rejilla rotativa desempeña la función de tamiz giratorio lo que
le permite a las uvas desprendidas el pasar a través de la rejilla y dirigirse al contenedor
de salida, sin dejar pasar otro tipo de materiales.
Cabe mencionar que al tambor perforado giratorio se le incorporan unas venas o
aletas exteriores helicoidales las cuales tienen la función de desplazar las uvas ya
sueltas hacia el otro extremo de la máquina para ser estas recolectadas (ver Fig. 28). El
análisis costo-beneficio realizado a dicho dispositivo, y basado en la hipótesis y
objetivos principales de la presente tesis, particularmente sobre las limitaciones de

72
costo total de materia prima, arroja que la incorporación de dicha característica de
tambor-rejilla rotativo no se justifica debido a los bajos volúmenes de procesamiento
requeridos, así como de la complejidad de manufactura de dicha aleta helicoidal, así
como del dispositivo de engranaje necesario para hacer girar el tambor perforado, de
ahí que se haya optado para dicho propósito, utilizar la caída libre de la uva a través
de un ducto único localizado en la parte inferior del tambor-rejilla, el que nos permitirá
la recolección de las uvas sueltas.
Esta decisión tendrá definitivamente un impacto respecto a la capacidad total de la
máquina, adicionalmente esta podría incidir en la calidad del proceso resultante (uvas
despalilladas), pero esto no podrá ser cuantificado sino hasta correr una validación a
través de la fabricación y puesta en marcha de un prototipo funcional, el cual no se
encuentra dentro del alcance del presente trabajo.
Fig. 28: Aletas helicoidales; externas al tambor
4.4.1.3 Rejilla estática
Dentro de las opciones de rejilla estática, existen también dos conceptos generales,
por un lado la opción de un tambor completo cilíndrico que envuelva el eje de

73
paletas, similar al concepto de rejilla giratoria, pero sin el movimiento rotativo, este
consta de un tambor estático perforado montado sobre el bastidor de la máquina, y
que realiza las funciones de tamiz a lo largo de toda la circunferencia del túnel de
procesamiento.
El concepto de tambor completo estático, representa también grandes retos en
cuestión de la manufactura, pues al no poder ser inyectado en plástico debido a sus
altos costos de fabricación de un molde, se recurre a el uso del método de fabricación
en base a una hoja de lámina de acero inoxidable, la cual se perfora en su estado
plano y luego se pasa a engargolarse en la unión para cerrar el cilindro. Este proceso
además de caro, trae consigo un reto de manufactura muy alto debido a que la unión
del cilindro deberá ser engargolada, por ende, la rigidez y deformación propia del
material no permitiría el material quedara en las mejores condiciones para asegurar
que la máquina de engargolado realice bien su trabajo. Así que se opta por el diseño
de media caña para la máquina.
Adicional a esta problemática de manufactura esta la limitante del costo, dentro de
las opciones evaluadas, se consideró que para el caso del concepto de tambor
estático, se necesitaría de tan solo la mitad inferior del cilindro o media caña, de modo
que esto simplificaría enormemente su manufactura al poder ser fabricada de una
hoja plana de acero inoxidable la cual al ser colocada dentro de la máquina, esta
adoptaría la forma cilíndrica en media caña, esta propuesta es una excelente
alternativa para alcanzar los objetivos de costo planteados.
4.4.1.4 Forma de las perforaciones del tamiz
Otro aspecto importante a considerar es la forma de las perforaciones del tambor de
media caña, encontrando básicamente dos opciones disponibles a saber:
• Forma cuadrada y
• Forma circular

74
La principal limitante para definir lo que mejor conviene al diseño de la máquina se
encuentra por el lado de la manufactura, siendo la forma cuadrada de las
perforaciones la más factible de realizarse en caso que se decidiera hacer el tambor
de un material termoplástico, por un método de inyección de todo el tambor de
media caña para ser más precisos, por el otro lado, la forma circular de las
perforaciones se presta más a un proceso de corte mediante laser o troquelado
progresivo, lo cual definitivamente es más factible de tomar en cuenta para máquinas
cuyo volumen de producción no alcanzara grandes lotes, sino por el contrario, son
máquinas más enfocadas a un sector muy reducido de viticultores artesanales y
entusiastas del vino.
De acuerdo a información encontrada, la tendencia más frecuentemente encontrada
en despalilladoras o trituradoras, es el uso de jaulas de plástico. Chantelle Reichwage
en G.W. Kent en Ypsilanti, Michigan, dijo que más y más gente se va por la opción de
jaula de plástico en la compra de las despalilladoras o trituradoras italianas que vende.
Las ventajas incluyen el ser más suaves con las uvas que las jaulas de acero inoxidable,
una mayor facilidad en la limpieza, y la disponibilidad en un número de diferentes
tamaños de los agujeros para adaptarse a los distintos tamaños de uva (cepas).
Al revisar toda la serie de máquinas disponibles en el mercado, sólo encontré una que
tenía agujeros cuadrados como una opción en la jaula", dijo Koenig, que dirige Syrah,
Merlot, Cabernet, Viognier, Chardonnay y Pinot Grigio a través de su DPN. "La jaula
tiene esquinas redondeadas y bordes, y las uvas se consiguen empujado de los tallos
en lugar de forzarlas pasar a través de los agujeros con una jaula tradicional de acero
inoxidable, donde son normalmente cortadas por los bordes."
“Los bordes de los orificios cuadrados no son tan agudos como en la mayoría de las
jaulas, por lo que la fruta no se daña tanto”. Este es sin duda un concepto importante a
tomar en cuenta durante el desarrollo del diseño de la máquina, aunque, aquí hay que
notar que la rejilla de perforaciones cuadradas se logra solamente mediante un
elaborado y caro proceso de inyección de plástico, mismo que no es posible justificar
su inversión para los fines perseguidos por la presente tesis (ver Fig. 29).
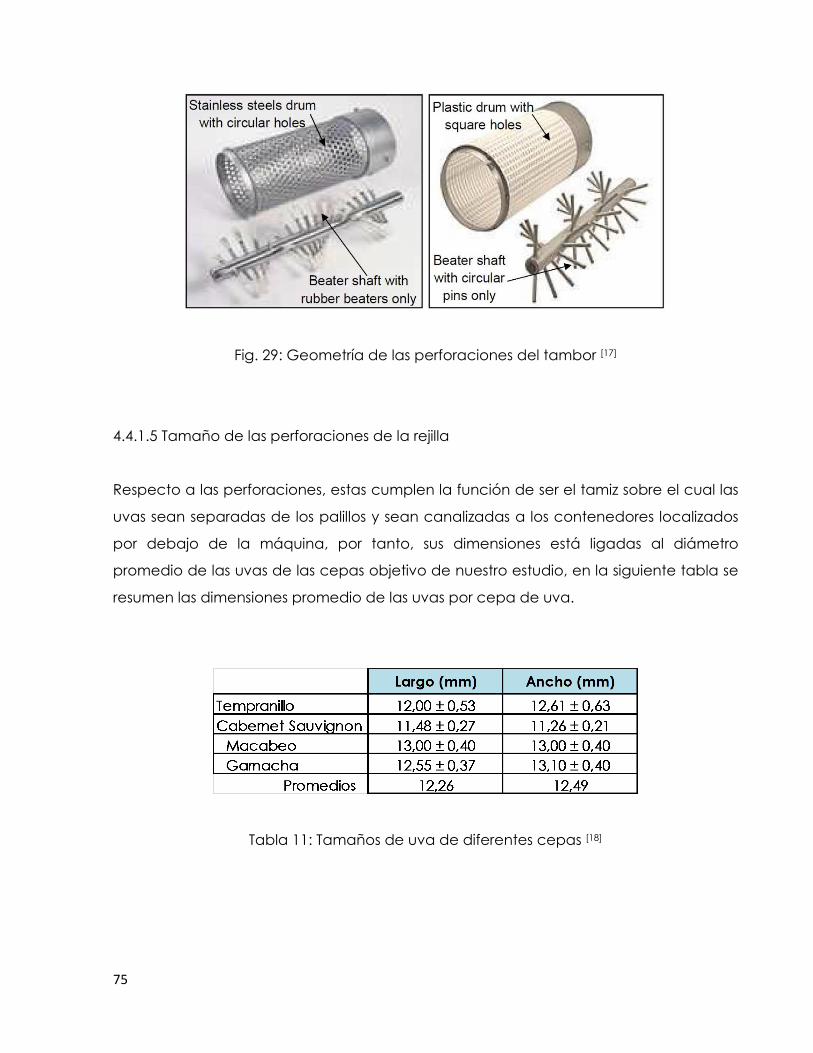
75
Fig. 29: Geometría de las perforaciones del tambor [17]
4.4.1.5 Tamaño de las perforaciones de la rejilla
Respecto a las perforaciones, estas cumplen la función de ser el tamiz sobre el cual las
uvas sean separadas de los palillos y sean canalizadas a los contenedores localizados
por debajo de la máquina, por tanto, sus dimensiones está ligadas al diámetro
promedio de las uvas de las cepas objetivo de nuestro estudio, en la siguiente tabla se
resumen las dimensiones promedio de las uvas por cepa de uva.
Tabla 11: Tamaños de uva de diferentes cepas [18]

76
Se observa que en el peor de los casos, el tamaño mayor de uvas que se podría
encontrar corresponde a la cepa Garnacha, la cual podría alcanzar diámetros de
hasta 13,50 [mm]. Cabe mencionar que además del diámetro máximo de la uva, es
importante que las perforaciones no sean lo suficientemente grandes que estas
permitan el paso de fragmentos del palillo cuyo tamaño y forma son sumamente
irregulares.
Por otro lado, los diámetros de las perforaciones de las rejillas se ofrecen como un
atributo adaptable a las necesidades de los clientes, para esto, los fabricantes
manejan 3 principales rangos de perforaciones, siendo estos: chico 20-25 [mm],
mediano 25-30 [mm] y grande 30-35 [mm]. Adicionalmente, el diámetro de las
perforaciones puede variar a lo largo del tambor de media caña, siendo ligeramente
más grandes a la entrada de la máquina, principalmente en el primer cuarto [6], donde
los racimos se encuentran en su estado más completo y los palillos se encuentran más
completos dado que aún no han sido sometidos a tantos impactos de las paletas, aquí
es también donde se remueven el mayor número de uvas, por tanto este arreglo de
perforaciones permite que las uvas se muevan a través de las perforaciones lo más
fácil y rápido posible, siendo el diámetro de barrenos más pequeño al final del tambor.
Para el caso particular de la máquina, se evaluaron las posibles complicaciones que
podría originar en la manufactura el fabricar las perforaciones de 2 tamaños diferentes,
el razonamiento de adoptar perforaciones un poco más grandes en el primer cuarto
del tambor de media caña, si bien requiere de algo de experimentación para poder
validar su efectividad, el argumento es técnicamente apropiado para justificar el
detalle, sin embargo, nuevamente el proyecto se enfrenta a la limitante del costo en la
manufactura; perforaciones de diámetros iguales vs de 2 diámetros diferentes, de
modo que, al final se define que las perforaciones deberán tener un diámetro único de
25 [mm] para efecto de cubrir las necesidades específicas de las cepas que están
dentro del requerimiento de diseño, así como de algunas otras que se cultivan
actualmente en la región.

77
Sobre el arreglo de las perforaciones y de su distanciamiento se optó por un arreglo de
perforaciones redondas alternantes a 60°, que garantice el menor daño estructural al
tambor de media caña, de esta forma se está garantizando una franja de material de
al menos 10 [mm] entre barrenos, lo cual es un excelente margen estructural que
garantiza una superficie de 46,28% perforada, con 9,39 perforaciones por decímetro
cuadrado. El espesor de la lámina a utilizar es un grado ligero comercial calibre 24 (0,61
mm) de acero Inoxidable AISI 304, apropiado para tamiz.
Fig. 30: Arreglo de perforaciones en el tambor de media caña

78
4.4.2 Paleta de impacto
Para efecto de determinar la geometría y características de las paletas de la máquina,
el trabajo se basó principalmente en el análisis comparativo de los principales
fabricantes de despalilladoras en Francia, España e Italia, en donde, pude encontrar
que la forma y materiales de que está hecha la paleta también juegan un papel
importante en el efecto que estas provocan en el racimo, la relación de estos
parámetros está dada por 5 principios fundamentales:
a) La fuerza de impacto dependerá sobre todo de la velocidad lineal en el
extremo de la paleta.
b) La separación entre las paletas, una separación mayor disminuye el número
total de las mismas, así como la eficiencia total de la máquina.
c) Su forma o geometría, la cual logre generar el impacto más efectivo en el
racimo de uvas, sin llegar a lastimar la uva o el palillo excesivamente (ver Fig.
32). También este es el parámetro que determina el área de contacto con el
racimo.
d) El material con el que se elabora, materiales más duros tenderán a causar
más daño a las uvas y los palillos, que materiales suaves como el hule o
caucho.
e) El ángulo de impacto del área de contacto esta conceptualizada también
de forma que la fuerza resultante del mismo, permita a su vez a la masa que
se encuentra siendo procesada (uva y material leñoso), el moverse desde el
extremo de alimentación, hasta el de descarga, esto con el propósito de
mover el desperdicio de forma continua y evitar atascos (ver Fig. 31).

79
Fig. 31: Paletas de impacto; disposición helicoidal
Para el detalle de la geometría de la paleta, lo primero que se busca es la velocidad
con que se moverá el extremo de la paleta más alejado del eje de la flecha.
Partiendo de los resultados arrojados por Lombard [9], los cuales fueron analizados en el
capítulo 3.3 de experimentación, se tiene que la velocidad tangencial máxima
utilizada durante los ensayos es = 7,5 [m/s]. Adicionalmente, buscando en literatura de
máquinas comerciales existentes, se encontró que este es un dato que la gran mayoría
de las compañías se reservan publicar, de manera tal que solo ofrecen su producto
con la característica de ajuste de velocidad, lo cual implica el uso de un controlador o
variador de frecuencia, el cual encarece significativamente el costo, de manera tal
que, para efecto de este trabajo, se utilizara 7,5 [m/s] como velocidad máxima
tangencial de base de cálculos, como dato inicial recomendado.
La velocidad (N) en un juego de poleas está dada por la ecuación:
N = V/�D [rpm] [1]
Dónde:
V= 7,5 [m/s] = 450 [m/min]

80
D = 0,384 [m] (Diámetro de giro de las paletas).
Remplazando en la ecuación se tiene: N = 450 / (3,1416 x 0,384) = 374,019 ~373 [rpm]
Ya que se tiene la velocidad, se utilizan los cálculos del diámetro del tambor de media
caña = 400 [mm], y considerando un claro entre paletas y tambor de 8 [mm], se tiene
que el diámetro del eje con todo y paletas debe ser = 384 [mm], esto nos arroja una
longitud de la paleta de 192 [mm] medida al centro de la flecha.
Fig. 32: Geometría paletas de impacto
Los materiales a utilizar son el acero inoxidable AISI 304L para el vástago tubular, con un
diámetro exterior de 12,7 [mm] y espesor de pared de 2 [mm]. Para el extremo de la
paleta, se utilizara un material de Neopreno flexible de 70 X 50 [mm] y un espesor de 6
[mm], con dureza 50-60A. Para efecto de abatir los costos, se puede adquirir el material
en hoja y posteriormente hacer los recortes. Las paletas estarían soldadas a la flecha
utilizando una soldadura TIG para acero inoxidable con numero P=8 (sección IX de
Norma ASTM). El peso aproximado de cada paleta se estima en 0,2 [kg].
El acomodo de las paletas a lo largo de la flecha obedece a un arreglo helicoidal,
para lo cual se parte de los 360° que se debe abarcar para efecto de obtener una
flecha balanceada estáticamente, lo que contribuye a minimizar vibraciones, de
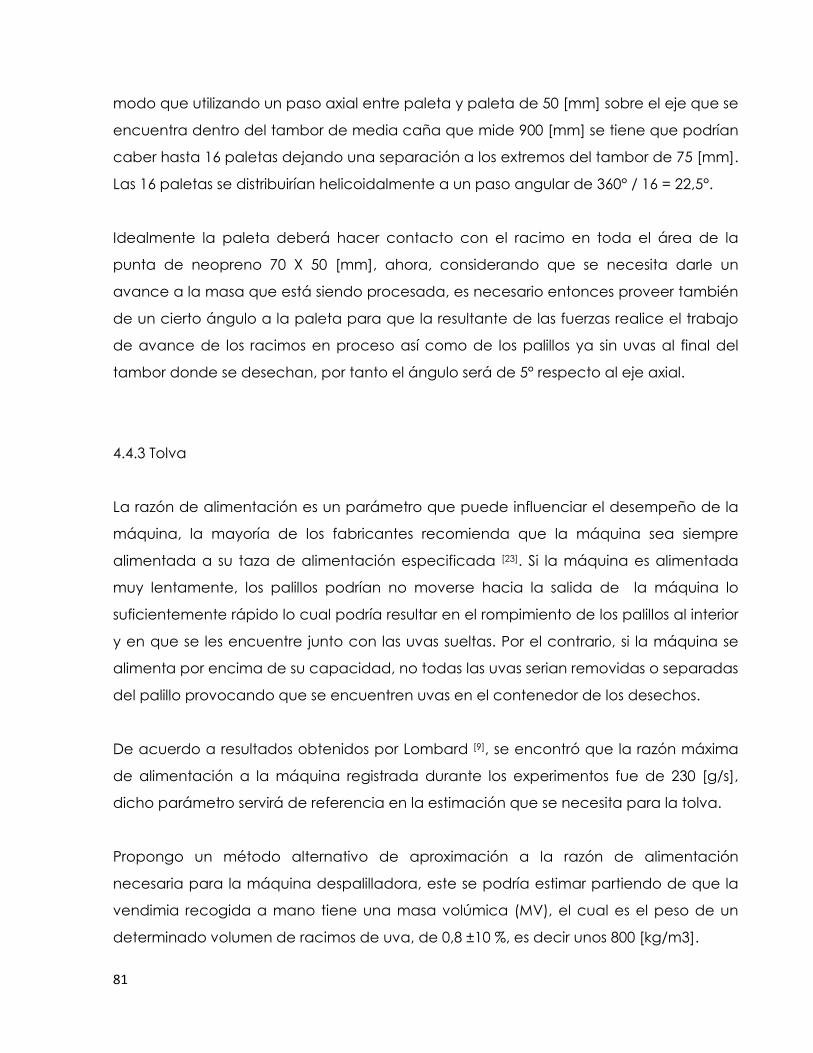
81
modo que utilizando un paso axial entre paleta y paleta de 50 [mm] sobre el eje que se
encuentra dentro del tambor de media caña que mide 900 [mm] se tiene que podrían
caber hasta 16 paletas dejando una separación a los extremos del tambor de 75 [mm].
Las 16 paletas se distribuirían helicoidalmente a un paso angular de 360° / 16 = 22,5°.
Idealmente la paleta deberá hacer contacto con el racimo en toda el área de la
punta de neopreno 70 X 50 [mm], ahora, considerando que se necesita darle un
avance a la masa que está siendo procesada, es necesario entonces proveer también
de un cierto ángulo a la paleta para que la resultante de las fuerzas realice el trabajo
de avance de los racimos en proceso así como de los palillos ya sin uvas al final del
tambor donde se desechan, por tanto el ángulo será de 5° respecto al eje axial.
4.4.3 Tolva
La razón de alimentación es un parámetro que puede influenciar el desempeño de la
máquina, la mayoría de los fabricantes recomienda que la máquina sea siempre
alimentada a su taza de alimentación especificada [23]. Si la máquina es alimentada
muy lentamente, los palillos podrían no moverse hacia la salida de la máquina lo
suficientemente rápido lo cual podría resultar en el rompimiento de los palillos al interior
y en que se les encuentre junto con las uvas sueltas. Por el contrario, si la máquina se
alimenta por encima de su capacidad, no todas las uvas serian removidas o separadas
del palillo provocando que se encuentren uvas en el contenedor de los desechos.
De acuerdo a resultados obtenidos por Lombard [9], se encontró que la razón máxima
de alimentación a la máquina registrada durante los experimentos fue de 230 [g/s],
dicho parámetro servirá de referencia en la estimación que se necesita para la tolva.
Propongo un método alternativo de aproximación a la razón de alimentación
necesaria para la máquina despalilladora, este se podría estimar partiendo de que la
vendimia recogida a mano tiene una masa volúmica (MV), el cual es el peso de un
determinado volumen de racimos de uva, de 0,8 ±10 %, es decir unos 800 [kg/m3].

82
Para la cosecha artesanal de la uva, se utilizan contenedores de 20 [kg], de aquí se
calcula que la capacidad de nuestra tolva debe ser de al menos el doble para efecto
de poder alojar el volumen de 2 acarreos manuales o 40 [kg], y asumiendo una
densidad de los racimos = 1 [kg/dm3]; el volumen de la tolva requerida (VTolva) de un
material contenido está dada por la ecuación:
VTolva = Volumen de uva / MV [2]
VTolva = 40 [dm3] / MV = 40 / 0,8 = 50 [dm3]
Modelando la tolva en la siguiente figura se tiene que:
Fig. 33: Modelado de la tolva
Ahora con los datos básicos de la geometría de la tolva definidos, se procede a
calcular la altura de la misma (h), en base a él volumen requerido:

83
Fig. 34: Calculo de la geometría de la tolva
De modo que, con la geometría descrita, el volumen total de la tolva = 50 [dm3], sería
suficiente para contener los 40 [kg] de uva requeridos.
El material seleccionado para la tolva, dado que es uno de los que más entrara en
contacto con los racimos de las uvas, es la lámina de acero inoxidable AISI 304, calibre
18 (1,21 mm). Para las uniones se recomienda utilizar soldadura TIG para preservar más
integras las cualidades de resistencia del acero inoxidable. La tolva se articulara
mediante el uso de 3 bisagras para soldar de acero inoxidable de 3 in de largo (ver
anexo A5), también se propone incorporar a la tolva de una manija de 120 [mm]
atornillada a uno de los extremos para efecto de abrir y cerrar la tolva.
[3]
[4]

84
4.4.4 Motor eléctrico
Uno de los parámetros o datos de entrada para el diseño abordados en el capítulo, fue
la energía eléctrica que se utilizaría para proveer de movimiento a la máquina durante
el proceso, del mismo modo, un motor eléctrico de corriente alterna es la opción más
viable y económica para este tipo de aplicaciones, un motor comercial se antoja la
elección más apropiada para esta máquina en particular, no solo por sus dimensiones
y construcción, sino también porque se pretende pueda utilizar la energía eléctrica
disponible en la bodega.
Para la selección del tipo y tamaño del motor eléctrico a ser utilizado, se tomaron las
siguientes consideraciones de diseño:
4.4.4.1 Velocidad de rotación
En principio se trata de acoplar la flecha de la máquina al motor, mediante un juego
de 2 poleas que actúan como un reductor de velocidad, dicho sistema se puede
apreciar en el esquema siguiente:
Fig. 35: Reductor de velocidad

85
Note que aún no se llega al punto de determinar la forma y tipo de la correspondiente
polea motriz, la cual se abordara en capítulos subsecuentes.
De la Fig. 35; la velocidad de salida de un juego de poleas está dada por la ecuación:
������� = �2 (��) / 1 [5]
Dónde:
�������= Número de revoluciones en el eje de paletas = 373 [rpm]
�2= Número de revoluciones en el motor = 1750 [rpm]
1= Relación de transmisión del primer juego de poleas.
Remplazando en la ecuación se tiene:
1= 1750 / 373 = 4,6916
Con los valores de 1 se encuentra el juego de poleas que cumplan con las relaciones
de transmisión.
Para la selección del primer juego de poleas en catálogo se escoge una de las
siguientes características.
�1= diámetro de la polea del motor = 50,8 [mm] = 2 [in]; (ver anexo A6).
Dado que el diámetro de la polea conducida está dado por la ecuación:
1=�1/�2=�2/�1 [6]
�2= 4,6916 x 50,8 = 238,34 [mm]
Del catálogo de poleas (ver anexo A7), se escoge un diámetro de polea estándar, el
cual se encuentre lo más cercano al diámetro calculado arriba:
d2catalogo= 254 [mm] = 10 [in]

86
De este modo usando [6], el número de revoluciones ajustado en eje de paletas será: ������� = 1 750 / (254/50,8) = 350 [rpm]
Ahora, una vez obtenida la velocidad rotacional requerida en la flecha porta paletas
se observa que esta no corresponde a una velocidad estándar en motores asíncronos,
de modo que se necesitará reducir la velocidad del motor a través del uso de un
sistema de poleas que se abordara más adelante.
4.4.4.2 Razón de alimentación de la máquina
Tal como se definió en el párrafo 4.4.2, el sistema de paletas está formado por un total
de 16 brazos acoplados a la flecha, dichas paletas se encargan de golpear la masa
de racimos de uva que se encuentran siendo procesados, esta masa varia por distintos
factores, uno de los más importantes es la razón de alimentación a la máquina.
Utilizando los resultados del párrafo 4.4.3 del cálculo de la tolva se encontró que los
racimos de uva fluirán por gravedad por la sección más reducida, equivalente a una
área cuadrada de 200 X 200 [mm], esta columna de salida tiene una altura de 100
[mm]. Se tiene que el flujo de vaciado en la tolva está dado por varios factores, entre
ellos el ángulo de inclinación de las paredes de la misma, el coeficiente de rozamiento
del material de las paredes, la sección transversal de la tolva, y las propiedades de los
materiales granulares contenidos los cuales, para nuestro caso, tienen un particular reto
dado que se trata de racimos de uva cuya forma es más bien irregular, con
propiedades de fluencia menos aptas que si se tratara de uvas sueltas, por tanto, más
susceptible a llegar a bloquear la salida de la tolva.
Inicialmente, para validar que dicha apertura fuese suficiente, se evaluó utilizar la
forma de aproximación de Jenike [19] de donde formula la siguiente relación en función
de la tensión crítica, la densidad aparente del sólido, de un factor que depende de la
inclinación de la tolva y de la gravedad: B = H (θ) σcrit / ρg [7]

87
Desafortunadamente, esta fórmula es aplicable a materiales como polvos y granos
finos, que para nuestro caso, donde se encontraron problemas fue para calcular
tensión crítica de ruptura de la bóveda σcrit, pues los racimos de uva tienen un
comportamiento diferente a este tipo de materiales, de la cual no encontré referencia
bibliográfica alguna. Así que aquí se realizó una aproximación empírica mediante el
cálculo de validación de la abertura a través de un método alternativo.
Utilizando los resultados del párrafo 4.4.3 del cálculo de la tolva se encontró que los
racimos de uva fluirán por gravedad por la sección más reducida, equivalente a una
área cuadrada de 200 X 200 [mm], esta columna de salida tiene una altura de 100
[mm]. Ahora, considerando el tamaño promedio de un racimo, en este caso, para el
caso crítico, correspondiente a los racimos más grandes de las 4 cepas objeto del
presente estudio, y que correspondería a un ramo de la variedad Tempranillo (ver
Tabla 12).
Tabla 12: Características morfológicas del racimo de uva tempranillo [18]
Utilizando la información de los tamaños máximos de los racimos, se podría confirmar
que para ninguno de los casos críticos, en donde por la tolva estarán fluyendo racimos
de dimensiones máximas de 190,0 X 104,3 [mm] se alcanza a obstruir la salida de la
misma, esto aunado al hecho de que se trata de una tolva de muy poca capacidad

88
cuya profundidad máxima es de 320 [mm], lo cual equivale a no más de 3 racimos
empalmados unos sobre otro, se podría concluir que las dimensiones de la boca de
salida de la misma serán suficientes para desempeñar el proceso de alimentación
continuo a la máquina.
Ahora, tomando en cuenta que de acuerdo a la Tabla 12, cada racimo pesa un
máximo de 320 [g] y que de acuerdo a sus dimensiones 190 x 107,2 [mm] ocupan cada
uno una área aproximada = 20 360 [mm2]; lo que quiere decir que en la boca de la
tolva cuya área es = 200 X 200 [mm] = 40 000 [mm2], se podrán hallar en forma
instantánea un máximo de 2 racimos a la vez = 640 [g]. Por tanto, haciendo una
aproximación del flujo másico de entrada a la máquina se tiene que:
Usando la fórmula del tiempo t que le lleva a un objeto recorrer una cierta distancia d
en caída libre se tiene que:
Tiempo (t) = √ ((2d)/g) [8]
Considerando que la distancia entre la boca de la tolva y las paletas de impacto de la
máquina es de 110 [mm] = 0,11 [m] se tiene que:
Tiempo (t) = √ ((2 x 0,11)/9,8) = 0,1498 [s]
Por otro lado, se tiene que el flujo másico por un ducto se debe calcular multiplicando
la masa lineal del material por metro del ducto y la velocidad del flujo.
La masa lineal (ML) de un sólido está dada por la ecuación:
ML = m / d [9]
ML = 640 [g] / 0,1072 [m] = 5 970,15 [g/m]
La velocidad del flujo de un material está dada por la ecuación:

89
V = d / t [10]
V = 0,11 [m] / 0,1498 [s] = 0,734 [m/s]
Por tanto, el flujo másico de un material se define por la siguiente ecuación:
Flujo másico libre = ML / t [11]
Flujo másico libre = 5 970,15 x 0,734 = 4 382,1 [g/s]
Cabe mencionar que en el cálculo anterior, se están despreciando los factores de
obstrucción de flujo, tales como la tensión crítica, densidad aparente del sólido y la
inclinación de la tolva, por tanto, para efecto de llevar este valor a un plano más real,
se decide el multiplicarlo por un factor de resistencia al flujo de 0,75 con lo que se
tiene:
Flujo másico ajustado = 4 382,1 x 0,75 = 3 286,57 [g/s]
Con los datos del flujo másico resultante, podemos concluir que la tolva; cuyas
características geométricas fueron definidas en el capítulo 4.4.3, es capaz de asegurar
una alimentación constante de racimos de uva al interior de la máquina, por encima
de su capacidad real de procesamiento.
Para efecto de calcular la cantidad máxima de uva en proceso, utilizando información
de los ensayos realizados por Lombard [9] y que fueron expuestos en el capítulo 3.3 de
experimentación, se asume un tiempo de ciclo dentro de la máquina de 5 [s]; donde,
en el caso más extremo, la masa máxima se define por la siguiente ecuación:
Máxima masa de uva en proceso = t ciclo * Flujo másico ajustado [12]
Máxima masa de uva en proceso = 5 [s] x 3 286,57 [g/s]=16 432,83 [g]= 16,433[kg]
4.4.4.3 Potencia requerida

90
Este es el parámetro básico de un motor eléctrico, esta medido en watts [W] o caballos
de potencia [HP] por sus siglas en inglés, para el caso de la máquina despalilladora, se
considera que el motor realiza el trabajo de transportar el material a lo largo del
tambor venciendo la resistencia del mismo. El motor también deberá ser capaz de
hacer girar la flecha con las paletas, las cuáles encontraran una resistencia provocada
por el golpeteo con los racimos de la uva, así como también vence la resistencia al
giro en los rodamientos causada por su peso estimado de la flecha con todo y paletas.
Utilizando la información del flujo másico de alimentación, y usando datos recopilados
por Lombard [9] se tiene que el 70% de las uvas se desprenden en la primera mitad del
tambor, en nuestro caso, por la acción de las primeras 8 paletas, por tanto, asumiendo
que la distribución de las fuerzas en las paletas va disminuyendo gradualmente en la
misma proporción se tiene que:
8 paletas procesan el 70% de la masa = 11,503 [kg], el cual dividido entre 8 = 1,4378
[kg]. Las otras 8 paletas se distribuyen la masa restante de 4,930 [kg] de modo que a
cada paleta soporta una masa de 0,61625 [kg] cada una.
Esquematizando las fuerzas se tiene que:
Fig. 36: Diagrama para la flecha
Ahora, se tiene que la longitud de las 16 paletas es la misma, la cual fue definida en el
párrafo 4.4.2 y es = 192 [mm].

91
Fig. 37: Dimensionamiento de las paletas
De la figura anterior se encuentra el arreglo circunferencial de las paletas, de las cuales
se detallan en la siguiente figura las dimensiones de la paleta que se encargara de
hacer contacto con los racimos (ver Fig. 38).
Fig. 38: Representación general de la paleta
4.4.4.4 Potencia requerida del motor
Para la potencia requerida, se utilizara una aproximación basada en literatura
disponible de máquinas comerciales de despalillado existentes en el mercado, de las
cuales se extrae principalmente la potencia del motor utilizado. De acuerdo a la
información obtenida, se elaboró la siguiente tabla comparativa:
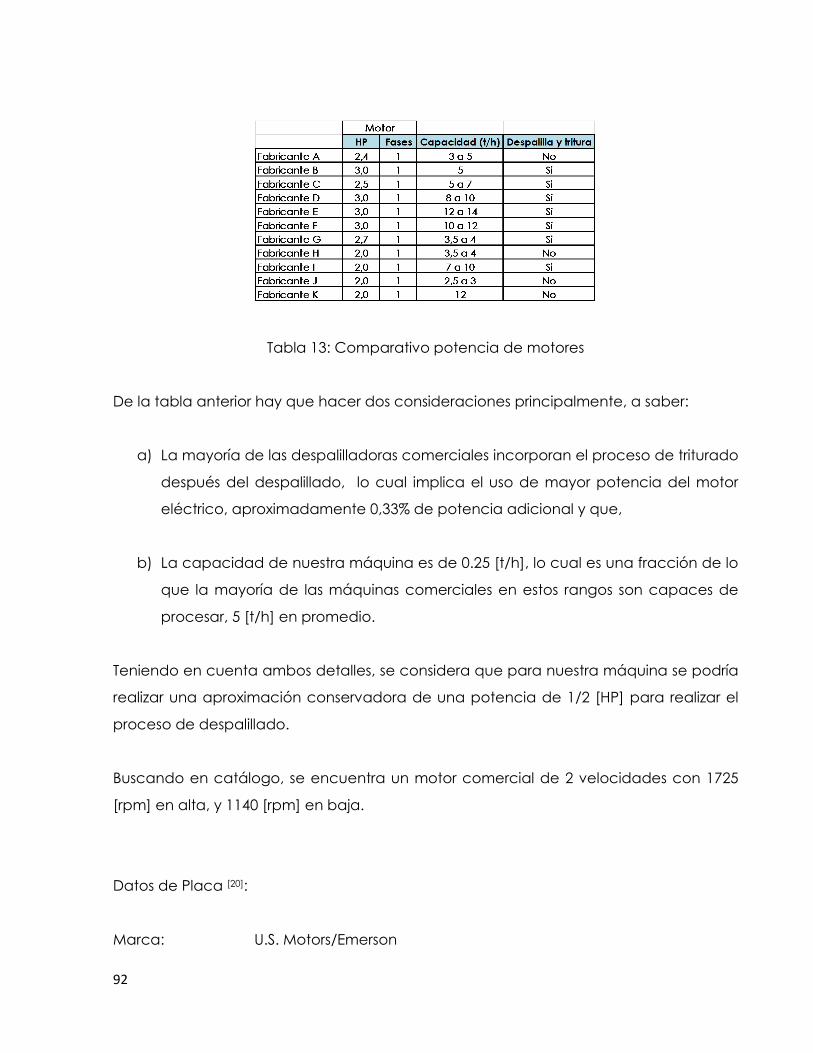
92
Tabla 13: Comparativo potencia de motores
De la tabla anterior hay que hacer dos consideraciones principalmente, a saber:
a) La mayoría de las despalilladoras comerciales incorporan el proceso de triturado
después del despalillado, lo cual implica el uso de mayor potencia del motor
eléctrico, aproximadamente 0,33% de potencia adicional y que,
b) La capacidad de nuestra máquina es de 0.25 [t/h], lo cual es una fracción de lo
que la mayoría de las máquinas comerciales en estos rangos son capaces de
procesar, 5 [t/h] en promedio.
Teniendo en cuenta ambos detalles, se considera que para nuestra máquina se podría
realizar una aproximación conservadora de una potencia de 1/2 [HP] para realizar el
proceso de despalillado.
Buscando en catálogo, se encuentra un motor comercial de 2 velocidades con 1725
[rpm] en alta, y 1140 [rpm] en baja.
Datos de Placa [20]:
Marca: U.S. Motors/Emerson

93
Modelo: 6765
HP: 1/2
rpm: 1725/1140
Volts: 115
Carcaza: 56Z
Amperes: 8,2
Longitud de Eje 1,6
Diámetro Eje: 0,5
Peso (lb): 7,26
Carcaza: Abierto a prueba de goteo
Tipo: Fase dividida
Fases: 1
Diámetro: 160 [mm]
Fig. 39: Motor asíncrono [20]
4.4.4.5 Dimensiones del motor
Para la geometría externa del motor, o máximo tamaño exterior, se toma en cuenta el
espacio disponible por debajo del tambor de media caña y el recolector de la

94
máquina, entre los soportes estructurales de la misma, de ahí se podría distinguir que el
espacio máximo disponible es de 400 x 1 000 x 600 [mm]. El cuál es suficientemente
amplio para alojar un motor de la potencia y características antes mencionadas.
4.4.4.6 Fuente de alimentación (voltaje y frecuencia)
Para el voltaje y frecuencia del motor, dado que esta máquina tiene como objetivo su
aplicación en México, se tiene que la línea de alimentación residencial de baja tensión
esta fija y corresponde a los 127 [VCA], a una frecuencia nominal de 60 [Hz]. Por tanto,
este es un parámetro eléctrico definido y fijo, el cual no puede ser cambiado además
de que forma parte de los datos de entrada del diseño bordados en los capítulos
iniciales de la presente tesis.
4.4.5 Flecha
Tal como se mencionó en el párrafo 4.3.2, todos los materiales utilizados que van a
estar en contacto con la uva o el mosto, deberán ser de grado alimenticio, por tanto,
se parte de la idea que también se tiene que utilizar el acero inoxidable AISI 304L para
el eje, al ser un pieza de gran volumen se tiene que analizar la posibilidad que fuese
hueca, esto para reducir su peso y por ende posiblemente su costo, el resultado de
dicha investigación arroja que, si bien las características mecánicas entre un eje hueco
y uno macizo pueden ser muy similares o en algunos casos hasta mejores, se halló que
es precisamente en el proceso de manufactura en donde la idea de usar ejes huecos
recibe pierde sus ventajas, por esta razón, su uso se justifica más en aplicaciones donde
el peso es un aspecto critico a cuidar en el diseño, el cual no es nuestro caso.

95
Fig. 40: Flecha y poleas
El cálculo de los parámetros de la flecha se basa en el diagrama de fuerzas mostrado
en la Fig. 41.
Fig. 41: Esquema fuerzas actuantes en la flecha

96
Se tiene que; de la Tabla 9, el Acero inoxidable AISI 304L tiene un límite de cedencia (Y
Strength) de 485 [MPa] a tracción, de donde:
Y Strength corte = Y Strength tensión x 0,58 (para el Acero Inoxidable) [13]
Y Strength corte = 485 [MPa] x 0,58 = 281,3 [MPa]
Recordar que el esfuerzo cortante a cualquier distancia del eje es:
σmax = Tc / J = T x r / J [14]
Dónde:
σmax = Limite de cedencia al corte
T = Torque aplicado
c = r = Radio del eje
J = Momento polar de inercia
De la fórmula de momento polar de inercia en un objeto circular se tiene que:
J = ½ πr4 [15]
Sustituyendo se tiene que:
σmax = T x r / ½ πr4 = 2T / πr3
Por tanto, para T = 57,198457 [�.] y despejando el radio (r), se tiene que:
rmin = 3� ������ � = 3� � � ��,������ [ .�]
���#$$$$$ [%�]�#,���& = 0,0050586 [m] = 5,06 [mm]
Por tanto el diámetro mínimo de la flecha sería de 10,12 [mm]

97
Tomando en cuenta que se requiere de una superficie lo suficientemente amplia para
soldar los tubos de las paletas de ½” de diámetro = 12,7 [mm], y debido a que su
separación entre paletas será de tan solo 50 [mm] entonces, necesariamente la flecha
deberá aumentar su diámetro exterior. El diámetro exterior de la flecha se define en
38,10 [mm] = 1,5”, el cual, con un peso de 8,950 [kg/m], resultaría en un eje de flecha
de 9,9524 [kg] de peso en acero inoxidable AISI 304L.
4.4.6 Chumaceras
Las chumaceras son elementos de apoyo económicos y de fácil mantenimiento, están
hechas de hierro colado o de acero prensado, estos pueden ser, de acuerdo al
catálogo SKF, las series SN, SNA y SD son útiles para nuestra necesidad, se decide usar
un soporte de pie SNA para rodamientos con manguillo de fijación (ver Fig. 42)
Fig. 42: Esquema y partes de una chumacera tipo UPC [21]

98
De acuerdo a lo expresado en el catálogo SKF, el tipo de soporte se escogerá en
función del lugar donde se pueda apoyar y su facilidad de montaje, después de
determinar las dimensiones del rodamiento se determina las dimensiones básicas de la
chumacera y así probar si es posible el acoplamiento entre las piezas, posteriormente
se determina la longitud total, distancias y diámetros de los alojamientos
correspondientes.
En base a estos criterios de velocidad máxima en caso de uso en condición límite de
500 [rpm] y a la carga máxima que generara el sistema de flecha paletas y polea, se
define la chumacera SKF SYKC 38 NTH con las siguientes características (ver Tabla 13):
Capacidades de carga básica
dinámica Ca 24,7 [kN]
estática C0 19 [kN]
Dimensiones principales
Dia. Int. 38 [mm]
Ancho 48 [mm]
Altura 99 [mm]
Altura Centro 49,2 [mm]
Largo 176 [mm]
Límite de velocidad con tolerancia de eje h6
2800 [rpm]
Masa
0,86 [kg]
Tabla 14: Características de la chumacera de 38 [mm]
Esta chumacera es auto lubricada de bajo mantenimiento y los materiales y lubricantes
son compatibles con medio ambiente que se procesen alimentos. Se requerirán 2 por
cada máquina las cuales se fijaran al bastidor a través de 2 tornillos de acero
inoxidable de 3/8” cabeza hexagonal.
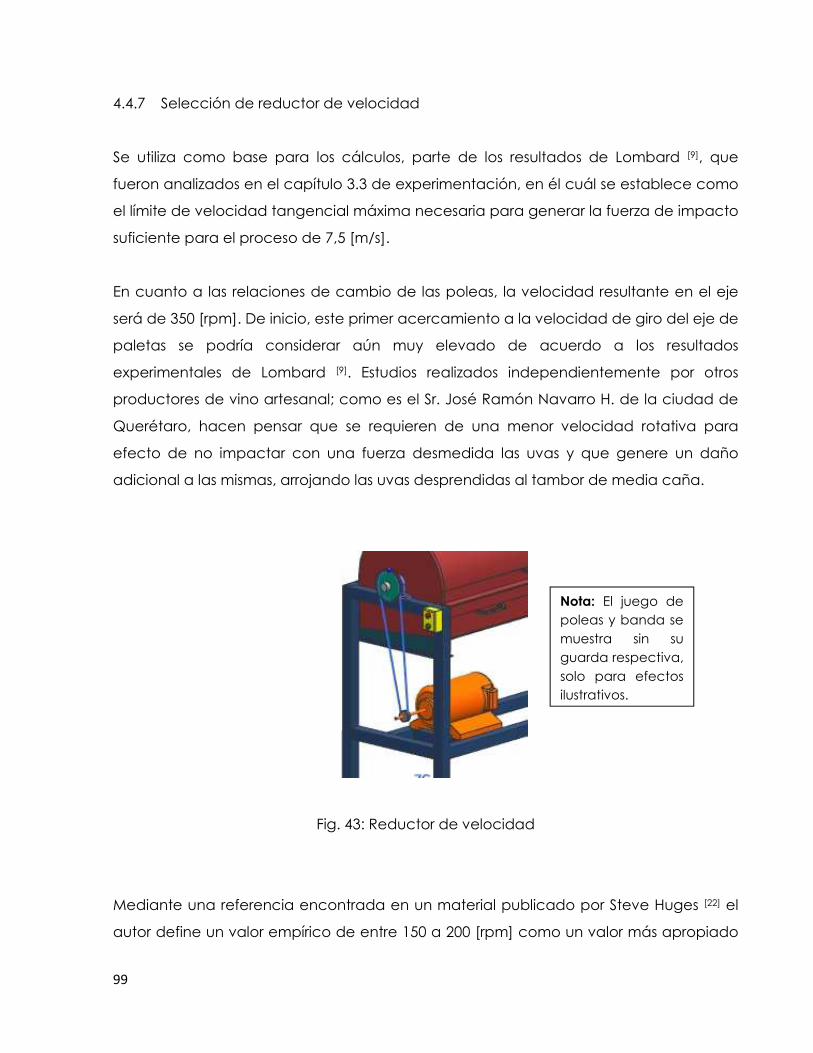
99
4.4.7 Selección de reductor de velocidad
Se utiliza como base para los cálculos, parte de los resultados de Lombard [9], que
fueron analizados en el capítulo 3.3 de experimentación, en él cuál se establece como
el límite de velocidad tangencial máxima necesaria para generar la fuerza de impacto
suficiente para el proceso de 7,5 [m/s].
En cuanto a las relaciones de cambio de las poleas, la velocidad resultante en el eje
será de 350 [rpm]. De inicio, este primer acercamiento a la velocidad de giro del eje de
paletas se podría considerar aún muy elevado de acuerdo a los resultados
experimentales de Lombard [9]. Estudios realizados independientemente por otros
productores de vino artesanal; como es el Sr. José Ramón Navarro H. de la ciudad de
Querétaro, hacen pensar que se requieren de una menor velocidad rotativa para
efecto de no impactar con una fuerza desmedida las uvas y que genere un daño
adicional a las mismas, arrojando las uvas desprendidas al tambor de media caña.
Fig. 43: Reductor de velocidad
Mediante una referencia encontrada en un material publicado por Steve Huges [22] el
autor define un valor empírico de entre 150 a 200 [rpm] como un valor más apropiado
Nota: El juego de poleas y banda se
muestra sin su guarda respectiva,
solo para efectos ilustrativos.
100
para realizar dicho proceso, la capacidad de la máquina referida se encuentra entre
las 1-3 [t/h], lo cual nos habla de una máquina por encima de la capacidad de la que
estoy diseñando. Dichos datos son referencias con las que se puede generar un criterio
de correlación con los resultados obtenidos experimentalmente por Lombard [9], y de
ninguna forma definen, al momento, la especificación respecto a la máquina.
Haciendo uso de esta nueva aproximación, además se encontraría que al hacer girar
el eje un poco más despacio, el impacto resultante sobre el racimo no proyectaría las
uvas forzándolas a pasar a través de la rejilla con una fuerza excesiva, lo cual
contribuiría a que el proceso resultara un trato menos agresivo a las uvas. También
encuentro que, como un efecto lateral, una excesiva velocidad podría resultar en que
el proceso pudiese dejar alguno que otro palillo aun unido a las uvas dentro del mosto,
lo cual nos obligaría a pasarlos a través de la máquina dos veces o, en su defecto, a
remover las uvas de forma manual en un paso posterior.
Se decide entonces utilizar un motor de dos velocidades, con velocidad nominal en
placa de 1750/1140 [rpm], el cual, utilizando una polea motriz de d1 = 50,8 [mm] = 2 [in]
de diámetro. Y una polea conducida de diámetro d2 = 254 [mm] = 10 [in] donde;
usando nuevamente la ecuación [6] se tiene que:
n1 x d1 = n2 x d2 [6]
Dónde:
n1= velocidad rotación polea motriz
d1= diámetro de la polea motriz
n2= velocidad rotación polea conducida
d2= diámetro de la polea conducida.
Sustituyendo, para n1 = 1 750 (alta) donde se tiene que:
n2 = n1 x d1 / d2
101
n2 (alta) = 1750 x (50,8 / 254) = 350 [rpm]
Sustituyendo, para n1 = 1 140 (baja) se tiene que:
n2 (baja) = 1 140 x (50,8 / 254) = 228 [rpm]
Este arreglo nos permitiría seleccionar a través de un interruptor acoplado al motor, la
velocidad más apropiada entre 350 o 228 [rpm], de acuerdo a el tipo de uva que se
esté procesando. Ambas velocidades obtenidas con el uso del mismo arreglo de
reductor de poleas y banda.
Para la selección de la banda, se usa la potencia calculada en el capítulo 4.4.4.4 de
P = 0,50 [HP], se tiene que, para un motor se debe aplicar una potencia corregida
usando la fórmula:
Pc = P x c [16]
c = factor de corrección
Para obtenerlo, se convierte la potencia a 0,507138 [CV] (únicamente para efecto de
entrar a la tabla 1 de Anexo A2) y con N2 = 1 750 [rpm] se tiene que:
Según Tabla 1 de Anexo A2, c = 1
Por tanto:
'( = 0,507138 [CV]
Usando '( y N2 de gráfico 1, Anexo A2 (catálogo de bandas) se obtiene banda tipo Z.
Distancia entre ejes (A):

102
Primero se calcula K usando la formula [6] K = Dmayor/Dmenor = 254[mm] / 50,8[mm] = 5
Para K > 3 entonces:
A >= Dmayor; por tanto:
A >= 254 [mm]
A asumido = 260 [mm]
Se calcula la longitud primitiva de la banda usando la siguiente fórmula:
L = 2 x I + 1,57 (dmayor + dmenor) + ((dmayor + dmenor)2 / 4* I) [17]
L =2 x (260[mm]) + 1,57(254[mm]+50,8[mm]) + ((254[mm] +50,8[mm])2 / 4 (260[mm]))
L = 999,12 [mm]
En catálogo de bandas (Anexo A3) con la longitud primitiva se escoge el valor
inmediato siguiente; L nominal primitiva = 1000 [mm]; banda tipo Z38 ¼
Para el cálculo de la distancia entre ejes corregida se usa la siguiente fórmula:
A corregida = A asumido ± (½ L nominal primitiva – L) [18]
Para A asumido = 260 [mm]
A corregida = 260 ± ½ (1000 [mm] - 999,12 [mm]) = 260,44 [mm]
La banda a ser utilizada es del tipo Z, con código Z38 ¼, de 10 [mm] de ancho, y
tomando en consideración una distancia entre ejes de 260,44 mínimo.

103
4.4.8 Soporte-bastidor de la máquina
Para el diseño de la parte estructural de la máquina, se necesita primeramente saber el
peso que necesita soportar, para esto, se realizó primeramente un análisis cuantitativo
de todas las piezas que comprenden la máquina, de las cuales se estimó el peso de
cada una de ellas, por un lado, mediante el uso de los volúmenes extraídos de los
modelos 3D para el caso de componentes manufacturados donde, conocidos los
materiales, se hace uso de sus densidades para el cálculo de su peso, y por otro lado,
a través de catálogo para los componentes comerciales. Los resultados del presente
análisis se condensan en la tabla siguiente:
Componente Cantidad Material Peso
[kg]
Tambor-media caña 1 Lamina Acero Inoxidable AISI 304; calibre 24 (0,61 mm) 5,35
Flecha con paletas 1 Barra de Acero Inoxidable y 16 paletas 16,15
Chumacera de base 2 SKF catalogo SYKC 38 NTH 2,62
Polea Motriz 1 2" dia. Acero AISI para banda Tipo Z 0,90
Polea Conducida 1 8" dia. Acero AISI para banda Tipo Z 1,35
Motor de 2 velocidades 1 Emerson. Modelo: 6765. [HP]: ½. 1725/1140 [rpm] 14,5
Banda 1 Tipo Z, Z38 ¼ 0,65
Tolva-cubierta 1 Lamina Acero Inoxidable AISI 304; Calibre 18 (1,21 mm) 17,3
Cajón recolector 1 Lamina Acero Inoxidable AISI 304; Calibre 18 (1,21 mm) 10,1
Soporte bastidor PTR 2 X 2” 58,0
Rieles para corredera 2 Lamina Acero Inoxidable AISI 304L; Calibre 18(1,21
mm) 0,70
Rodajas de goma 4 Lamina de acero galvanizado c/ goma 2" dia. 3,80
Bisagras 3 3" largo, Acero Inoxidable AISI 304L, para soldar 0,15
Pintura 1 Pintura acrílica gris 0
Masa Total 132,6
Tabla 15: Masa estimada de componentes individuales
Haciendo uso de la tabla anterior, se deduce que la masa que tendría que cargar el
bastidor es de 132,6 [kg]. Los soportes de este tipo, fallan por pandeo debido a que las
patas son estructuras esbeltas que trabajan a compresión y cuya condición de carga
es empotrado-empotrado.

104
Para la longitud de patas = 1 110 [mm] = 1,11[m]
Se tiene que la masa total de la máquina es de 132,6 [kg], el cual repartido en 4 patas
resulta:
Masa = 132,6 [kg] / 4 = 33,15 [kg] (c/pata) [19]
Sustituyendo en la fórmula para encontrarla fuerza F conociendo la masa tenemos:
F= mg = 33,15 x 9,81 = 325,2 [N] [20]
Utilizando PTR ASTM A36 tenemos que el límite de cedencia σF (yield strength) del
apéndice A8
σF = 36 [ksi] = 2 531 [kg/cm2] = 248,211 [MPa]
Ahora se calcula el momento de inercia (I) [cm4] necesario para impedir el pandeo de
un elemento esbelto, se utiliza la fórmula:
I = 1,2 x P x L2 [21]
I = 1,2 x (33,15 [kg]) x (1,11 [m])2 = 49,013 [cm4]
Si se utiliza un PTR de 2” (25,4 mm) calibre 14, con una sección de 3,66 [cm2]
(0,000366 [m2]), y usando la fórmula para módulo de esfuerzo:
σ = F/A [22]
σ= 325,2 [kg.m2/s] / 0,000366 [m2] = 888524,5901639 [Pa] = 888,5246 [kPa]
σF adm = σF / 1,71 [23]
σF adm = 2 531 [kg/cm2] / 1,71 = 1480,1465 [kg/cm2] =145,153 [MPa]

105
W = σFadm / σadm [24]
Donde σadm es σF, si I < 60
λ = Ip / i [25]
i = 0,84 [cm]
Ip = L/2 debido a que está en condición de carga empotrado-empotrado [26]
λ = 111 [cm]/2)/ 0,84 [cm] = 66,07
w = 1,16
Para que el elemento analizado no falle en pandeo, w x σ < σFadm
Que en nuestro caso; w x σ = 1,16 x 888,5246 [kPa] = 1030,6885 [kPa] = 1,0306885 [MPa]
Como: 1,0306885 [MPa] < 145,153 [MPa]
Por tanto, para nuestro caso, se cumple la condición y se confirma que se puede
utilizar PTR de 2x2” que es una medida comercial.
Con esto se confirma que la sección transversal de los soportes que se utilizaron en el
diseño del bastidor de la máquina es adecuada, de este modo se tiene que si se
utilizan ángulos de acero de PTR de 2x2” para los 4 soportes principales (patas). El
presente diseño propone utilizar también PTR de 1x2” para los travesaños que unen los
soportes principales, así como sirven de base para el tambor de media caña, el eje de
las paletas el motor y la tolva, de esta forma se obtendrá una sólida estructura soldada
que le permitirá a la máquina soportar los componentes, así como las funciones de
transmisión de fuerzas mecánicas generadas por el motor eléctrico y sus
correspondientes vibraciones.

106
4.4.9 Cajón recolector
El recolector cumple una función importante en el proceso, es encargado de canalizar
las uvas separadas hacia un contenedor localizado en la parte inferior de la máquina,
cuenta con guías para ser fácilmente removido de la máquina para realizar labores de
limpieza a la rejilla y al eje de paletas. También a su vez cumple la función de
encapsular el proceso para evitar que las uvas y jugos removidos se dispersen fuera de
la máquina.
El material seleccionado para el cajón recolector, dado que este entrara en contacto
con las uvas ya procesadas, es la lámina de acero inoxidable AISI 304L, calibre 18 (1,21
mm) que es el mismo material usado en la tolva. Para las uniones se recomienda utilizar
soldadura TIG para preservar más integras las cualidades de resistencia del acero
inoxidable. Adicionalmente se propone incorporar al cajón recolector de dos manijas
de 120 [mm] atornilladas sobre el extremo que se va a remover para efecto de permitir
la limpieza de la máquina.

107
4.5 Modelado de componentes individuales en 3D
Como parte de la tesis y a manera de validación dimensional, cada uno de los
componentes de la máquina así como del ensamble fueron modelados digitalmente,
para dicho propósito se utilizó la paquetería NX (© Unigraphics), en ella se detallaron
geométricamente los resultados del dimensionamiento individual que se realizó a cada
una de las partes, a su vez que se agregaron elementos de sujeción y montaje.
Se utilizó una herramienta de modelado asistido por computadora (CAD) para el
modelado y dimensionamiento en 3D de cada uno de los componentes de la
máquina, la herramienta de modelado en 3D nos permite hacer ajustes dimensionales
y geométricos a cada uno de los componentes con el objeto de asegurar que el
ensamble de los mismos se realice de forma precisa y sin errores de acoplamiento.
Adicionalmente se extrajeron datos de volumen de los diferentes componentes
basados en los modelos 3D, estos fueron particularmente útiles en la definición de su
peso, con los datos del material utilizado. En base a esto fueron realizados los estimados
de costo de materia prima.
Las siguientes imágenes nos dan una idea más clara de la forma en que luce la
máquina diseñada, así como de cada una de las funciones de sus componentes,
también estas contribuyeron enormemente a poder evaluar sus características
ergonómicas en lo que respecta a su operación, espacios y claros fueron sometidos a
análisis para efecto de identificar potenciales problemas en su operación o
interferencia entre componentes.

108
4.5.1 Tambor de media caña
Fig. 44: Tambor de media caña
4.5.2 Flecha y paletas
Fig. 45: Flecha y paletas
Nota: El tambor 3D mostrado
corresponde al cilindro completo, el diseño final
contempla el mismo modelo pero solo en media caña.
Nota: El modelo 3D de la flecha se muestra sin sus
provisiones de montaje para la chumacera.

109
4.5.3 Tolva
Fig. 46: Tolva y cubierta
4.5.4 Cajón recolector
Fig. 47: Cajón recolector

110
4.5.5 Soporte bastidor
Fig. 48: Soporte Bastidor

111
4.5.6 Máquina completa
En la siguiente figura se muestra la máquina completa en 2 diferentes vistas, cabe notar que el cubo mostrado en la base simula el receptor de la uva procesada, también cabe notar que el juego de poleas y banda se muestra sin su guarda respectiva, solo para efectos ilustrativos.
Fig. 49: Máquina despalilladora

112
4.5.7 Máquina descubierta
En la figura siguiente se muestra la máquina con la cubierta en posición abierta, cabe notar que para efectos ilustrativos se muestra la configuración con el tambor completo, aun cuando se determinó que fuese el tambor de media caña el que se utilizara en la configuración final. Por otro lado, también cabe señalar que el cajón recolector está provisto de la capacidad de ser retirado para efectos de limpieza, pero para realizar dicha operación, es necesario remover antes la rejilla.
Fig. 50: Máquina descubierta

113
Fig. 51: Máquina descubierta; vista trasera
114
4.6 Dibujos de los componentes
Debido a la naturaleza del alcance del presente trabajo, se estableció como uno de
sus entregables la generación de dibujos de detalle de las piezas, los cuales, si bien
contienen detalles sobre la geometría y materiales a ser utilizados, se entiende que
estos no necesariamente tendrán el carácter de definición suficiente como para ser
considerados como planos de producción de los componentes. Los dibujos de detalle
sin embargo, nos permiten la definición individual mínima de cada uno de los
componentes de la máquina en su parte geométrica dimensional así como también
define aspectos básicos sobre los materiales a ser utilizados, como lo son su
clasificación de acuerdo a el tipo de aleación recomendada para el caso de los
aceros, siempre basados en las normas internacionales correspondientes y demás
especificaciones técnicas o requerimientos específicos con los que cada uno de ellos
debe cumplir para desempeñar la función requerida en la máquina, se debe tomar
siempre en cuenta que el dibujo es el documento formal donde se describen las
características indispensables del componente para su posterior fabricación.
La naturaleza de los dibujos individuales en el presente trabajo de tesis, se constituyen
como información complementaria para ser utilizada en futuras oportunidades que se
generen para poder construir un prototipo de la máquina, esto con el objeto de validar
los distintos componentes que la componen, así como su desempeño general, también
los dibujos fueron muy útiles para poder estimar costos de materia prima y
componentes comerciales, información indispensable para poder validar la hipótesis
inicialmente establecida en el presente estudio.
Para la elaboración de los dibujos, se utilizaron unidades del sistema internacional
[mm], y solo se referenciaron en algunos casos sus equivalentes en unidades del
sistema Ingles (pulgadas) cuando fuese estrictamente necesario o práctico. También
en cada plano se detallan algunas notas que definen materiales, así como alguna
característica o especificación propia del componente.

115
Fig. 52: Plano tambor de media caña

116
Fig. 53: Plano eje y paletas

117
Fig. 54: Plano tolva
Fig. 55: Plano cajón recolector

118
Fig. 56: Plano soporte-bastidor

119
4.7 Dibujo de ensamble
Como se comentó en la sección anterior, se utilizó una herramienta de modelado
asistido por computadora (CAD) en donde se construyeron uno por uno los
componentes de la máquina, ya que se tienen disponibles, estos se unen virtualmente
en un modelo 3D de la máquina completa. En este paso del proceso, se aprovecha
para validar algunas dimensiones y se llevan a cabo ajustes mínimos para garantizar
que existan los claros de diseño entre partes para poder obtener un buen ajuste en el
ensamble.
Ya que se han verificado y ajustado las partes, se procede a elaborar el plano de
ensamble del cual se acotan dimensiones generales de la máquina terminada, así
como distancias criticas inter-componentes que se deban guardar durante el montaje
de los mismos. A continuación se muestra el dibujo de ensamble correspondiente a la
máquina despalilladora de uvas.

120
Fig. 57: Dimensiones generales de la despalilladora

121
4.8 Análisis de resultados
Recordar que al inicio del presente trabajo se definieron ciertos objetivos de diseño,
uno de los más importantes es el costo de materiales y componentes comerciales,
clave en la definición de los criterios de aceptación de los resultados. Para la
validación de la hipótesis planteada inicialmente de diseñar una máquina
despalilladora cuyo costo de materiales y componentes comerciales estuviera dentro
de los $10 000 MXN, se utilizara principalmente el desglose de costos de materiales
obtenido durante la revisión individual de componentes, los costos estimados
corresponden a materiales, componentes comerciales y se basan en cotizaciones
extraídas de proveedores de comercio electrónico y catálogos disponibles en internet.
Componente Cantidad Material Costo
($MXN)
Tambor de media caña 1 Lamina de Acero Inoxidable AISI 304; calibre 24 (0,61mm) 1200
Flecha 1 Barra de Acero Inoxidable AISI 304; 1,5" dia. 800
Paleta solida 16 Tubo de Acero Inoxidable AISI 304; 0,5" dia. 600
Paleta flexible 16 Neopreno 70 X 50 X 6,5 [mm] 640
Chumacera de base 2 SKF catalogo SKF catalogo SYKC 38 NTH 300
Polea Motriz 1 2" dia. Acero AISI para banda Tipo Z 125
Polea Conducida 1 8" dia. Acero AISI para banda Tipo Z 175
Motor 2 velocidades 1 Emerson. Modelo: 6765. [HP]: ½. 1725/1140 [rpm] 1497
Banda 1 Tipo Z, Z38 ¼ 120
Tolva-cubierta 1 Lamina Acero Inoxidable AISI 304; Calibre 18 (1,21 mm) 1900
Cajón recolector 1 Lamina Acero Inoxidable AISI 304; Calibre 18 (1,21 mm) 700
Soporte bastidor
Tramo PTR 2X2"; 1,10 m 4 Calibre 14 Acero ASTM–A-36 laminado en caliente 750
Tramo PTR 2X2"; 1,35 m 4 Calibre 14 Acero ASTM–A-36 laminado en caliente 625
Tramo PTR 2X2"; 0,62 m 4 Calibre 14 Acero ASTM–A-36 laminado en caliente 400
Tramo PTR 2X2"; 0,33 m 2 Calibre 14 Acero ASTM–A-36 laminado en caliente 350
Rieles para corredera 2 Lamina Acero Inoxidable AISI 304; Calibre 18 (1,21 mm) 100
Rodajas de goma 4 Lamina de acero galvanizado c/ goma 2" dia. 600
Bisagras 2 3" largo, Acero Inoxidable AISI 304, para soldar 40
Pintura 1 Pintura acrílica gris 150
Costo Total 11 072
Tabla 16: Resumen de costos de materiales y componentes varios
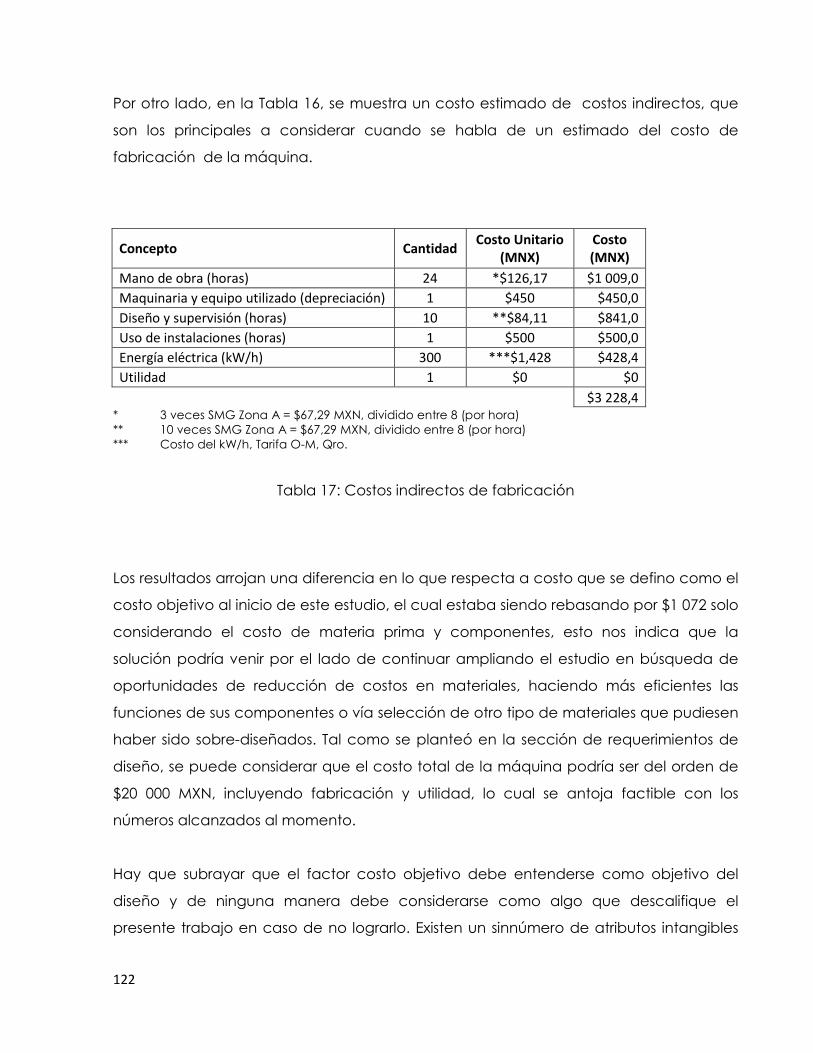
122
Por otro lado, en la Tabla 16, se muestra un costo estimado de costos indirectos, que
son los principales a considerar cuando se habla de un estimado del costo de
fabricación de la máquina.
Concepto Cantidad Costo Unitario
(MNX)
Costo
(MNX)
Mano de obra (horas) 24 *$126,17 $1 009,0
Maquinaria y equipo utilizado (depreciación) 1 $450 $450,0
Diseño y supervisión (horas) 10 **$84,11 $841,0
Uso de instalaciones (horas) 1 $500 $500,0
Energía eléctrica (kW/h) 300 ***$1,428 $428,4
Utilidad 1 $0 $0
$3 228,4 * 3 veces SMG Zona A = $67,29 MXN, dividido entre 8 (por hora) ** 10 veces SMG Zona A = $67,29 MXN, dividido entre 8 (por hora) *** Costo del kW/h, Tarifa O-M, Qro.
Tabla 17: Costos indirectos de fabricación
Los resultados arrojan una diferencia en lo que respecta a costo que se defino como el
costo objetivo al inicio de este estudio, el cual estaba siendo rebasando por $1 072 solo
considerando el costo de materia prima y componentes, esto nos indica que la
solución podría venir por el lado de continuar ampliando el estudio en búsqueda de
oportunidades de reducción de costos en materiales, haciendo más eficientes las
funciones de sus componentes o vía selección de otro tipo de materiales que pudiesen
haber sido sobre-diseñados. Tal como se planteó en la sección de requerimientos de
diseño, se puede considerar que el costo total de la máquina podría ser del orden de
$20 000 MXN, incluyendo fabricación y utilidad, lo cual se antoja factible con los
números alcanzados al momento.
Hay que subrayar que el factor costo objetivo debe entenderse como objetivo del
diseño y de ninguna manera debe considerarse como algo que descalifique el
presente trabajo en caso de no lograrlo. Existen un sinnúmero de atributos intangibles

123
de valor que también deben tomarse en cuenta, como los beneficios de calidad del
proceso de vinificación con el uso de la máquina, la calidad del vino resultante y el
hecho de que el tiempo empleado anteriormente para esta labor se estará ocupando
en otra labor igual de importante con lo que se lograría mejorar significativamente la
productividad del proceso total de elaboración del vino.
Dentro de los factores que más están impactando en el costo son a) el tipo de
materiales que se deben utilizar y b) el motor de 2 velocidades, para el primero,
principalmente el acero inoxidable dado que se trata de manejo de alimentos, y
donde si bien se decidió la utilización del material de menor costo y con resistencia
aceptable para la aplicación, como lo fue el AISI 304L, en el segundo, el motor de
velocidad variable es clave para el correcto funcionamiento de la máquina, en
resumen, estos dos aspectos principalmente impactan significativamente en el
resultado del costo.

124
CONCLUSIONES
Al inicio de la presente tesis, explicaba sobre la importancia del cuidado en la
separación de los pedicelos de la baya (uva), para efecto de lograr un más limpio
proceso de fermentación de los jugos de la uva, libres de contaminantes que alteren
de forma cualitativa el vino. Partiendo de este hecho, se dio a la tarea de investigar
sobre las diferentes metodologías que han sido utilizadas por diferentes fabricantes de
máquinas comerciales de despalillado, con el objetivo de encontrar aquellas
características que se adapten a la aplicación específica para bajos volúmenes de
procesamiento de uva; hasta 2 000 [kg/día], para la operación del despalillado.
Posteriormente se abordó la parte donde se investigó sobre las características físico-
mecánicas de la uva para efecto de determinar sus correspondientes límites
mecánicos requeridos para la separación del fruto, del pedicelo, y cuyos resultados
llevaron a determinar la fuerza del impacto necesaria para efecto de: por un lado,
lograr la separación del fruto del palillo, y por otro, causar el menor daño posible a la
piel de la uva y al pedicelo, buscando no afectar la calidad de los procesos
subsecuentes.
Al comparar las ventajas y desventajas de cada uno de los tres principales métodos de
separación de uva, se puede señalar que los resultados obtenidos por la presente tesis,
concluyen que el proceso que se adapta más a las necesidades del productor de vino
artesanal en aspectos como volumen de uva procesada y costo de máquina, es el
proceso de despalillado de eje rotativo de paletas tipo Amos [6], con disposición de eje
helicoidal horizontal.
De la misma manera, de acuerdo a los resultados observados utilizando información y
conclusiones alcanzadas por Lombard [9], de que es posible modelar un sistema de
desprendimiento de uvas de una máquina despalilladora mediante el uso del DEM,
dicho modelo, simula el proceso y mecanismo de desprendimiento de las uvas, los
resultados arrojados fueron utilizados en el presente trabajo de modo que se usaron

125
como parámetros de línea de base para definir cada una de las características del
diseño y los componentes propios de la máquina despalilladora.
Para el diseño de detalle de las principales partes de la máquina, fue posible poder
utilizar la información disponible en diversas publicaciones, y que sin duda
contribuyeron a la consecución del objetivo planteado, cabe mencionar que de la
información disponible en patentes, artículos, revistas y trabajos realizados alrededor
del mundo, se puede concluir que la gran mayoría proviene de países europeos (Italia,
España, Francia y Alemania), que es precisamente donde los elevados costos de la
mano de obra son los principales promotores para que este tipo de tecnologías se
desarrollen y encuentren los suficientes campos de aplicación para que se justifiquen
dichos proyectos productivos.
En el caso de México se encuentra que si bien existe una sólida industria vinícola en
constante crecimiento, aun no se encuentra dentro de la escala de los grandes países
productores de vino en el mundo, por tanto, este tipo de proyectos productivos como
el de la presente tesis, pueden encontrar tierra fértil para pensar en que podrían ser un
excelente fundamento para estudios más profundos que se realicen sobre la materia
en el futuro.
Las tendencias en el terreno de la industria vitivinícola en México permiten encontrar la
coyuntura ideal donde se conjugan y conviven de forma armónica por un lado la
necesidad por tecnología propia, y por otro, que dicha tecnología sea de bajo costo,
esto será posible lograrlo solo mediante el uso de las mejores prácticas en manufactura
del mundo, las cuales permitirán posicionar en un futuro muy cercano al campo
Mexicano como un promotor de la tecnificación del campo y los procesos
subsecuentes existentes en la industria alimentaria de bajo, medio y alto volumen de
producción.

126
RECOMENDACIONES
Basado en los resultados de la presente tesis, se pueden extraer diversas
recomendaciones que se correlacionan perfectamente con la hipótesis originalmente
planteada al inicio del presente estudio, por un lado, en base al análisis preliminar de
costos de materia prima elaborado en el capítulo 12, la máquina de despalillado de
bajo costo es factible y económicamente asequible a productores de bajo volumen
de producción, como aquellos que procesan la uva de modo artesanal para la
elaboración y consumo propio de vino.
Por otro lado, aún cuando no fue parte del alcance de esta tesis, utilizando los modelos
obtenidos en 3D de los componentes, se podrían realizar análisis de esfuerzo mecánico
estructural o análisis de elemento finito a cada uno de ellos, simulando las respectivas
cargas y esfuerzos, así como las principales propiedades mecánicas de los materiales
con el objeto de identificar los puntos estructurales y geométricos más críticos del
componente, particularmente en aquellos elementos que podrían afectar su
integridad respecto a la función desempeñada en la máquina, de modo que se
podrían afinar aún más las especificaciones técnicas de la máquina despalilladora de
uva, y con ello incrementar el nivel de diseño de detalle alcanzado en el presente
estudio, a la postre, esto puede servir como punto de partida a futuras investigaciones
en la materia.
Se recomienda también a su vez que se lleve a cabo la validación de la presente tesis
a través de la construcción y puesta en marcha de un prototipo funcional con el cual,
a través de un plan detallado de pruebas, utilizando una metodología similar a la
utilizada por Lombard [9], a manera de caracterizar y comparar resultados
experimentales contra el diseño obtenido de la máquina, de esta forma, sería posible
el confirmar aquellas variables y especificaciones de diseño que pudieran ser sujeto de
mejora respecto al resultado del presente trabajo.

127
REFERENCIAS BIBLIOGRÁFICAS
[1] Enología práctica: conocimiento y elaboración del vino
Jacques Blouin, Émile Peynaud (Mundi-Prensa, 2003)
[2] http://www.alfogon.com/guias/vinos/ (28/Ago/14)
[3] http://urbinavinos.blogspot.com/2011/03/tecnologias-para-determinar-
la.html?_sm_au_=iVVHnMZQ77054vs0 (17/Ago/14)
[4] Goussard, P.G. & Du Toit, W., 2010. Entrevista personal. Stellenbosch:
Department of Viticulture and Oenology, 26 Enero 2010.
[5] https://www.vinetur.com/20100429814/el-grano-de-uva.html (20/Sep/14)
[6] Mr. Helmut Amos, dueño de Magitec; Paarl, South Africa (2009)
[7] http://www.pellenc.com/agriculture/es/ (27/Ago/14)
[8] http://www.pellenc.com/agriculture/Systeme-de-tri-Selectiv-Process-Winery.aspx
(27/Ago/14)
[9] Experimental and Numerical Investigation into the Destemming of Grapes
Stephanus Gerhardus Lombard (March 2011) Copyright©2011 Stellenbosch University
[10] Mechanical behavior of 'Niagara Rosada' grape berry detachment; Daniel
Gomes; Antonio C. de O. Ferraz. 2001; ISSN 0100-6916
[11] GOMES. D. Efeito da vibração na qualidade da uva Niagara Rosada. 2006.
Dissertação (Mestrado) - Faculdade de Engenharia Agrícola, Universidade Estadual
de Campinas, Campinas, 2006.
[12] VIEIRA, S. Estadística experimental. 2ª ed. São Paulo: Atlas. 1999. 185 p. (Técnica
de ANOVA).
[13] SNEDECOR, G.W. Statistical methods. 7th. ed. Iowa State University, 1980.
[14] Jason Fisher; 2005; Paarl, South Africa
[15] http://www.visitaica.pe/index.php?do=servicios-tecnologicos ; 13/Ago/14
[16] Diseño Higiénico del Equipo de Procesado de Alimentos, Ernesto Castañeda
Martin, Monografía XXXI: Real Academia Nacional de Farmacia, 2010. ISBN: 978-84-
937389-9-0
[17] Zickler, 2009. Zickler. Accesible en: www.zickler-gmbh.de , (22/Sep/14).
[18] Estudio preliminar de la compacidad del racimo de la vid; Natalia Laguna Ullán,
Universidad de La Rioja, Servicio de Publicaciones, 2012

128
[19] JENIKE A.W., 1964. Storage and flow of solids. Bull. 123, Eng. Expt. Sta., Utah State
University
[20] http://www.emersonindustrial.com/en-
US/products/bytype/Pages/electricmotors.aspx. (14/Ago/14)
[21] www.ntnamericas.com (14/Ago/14)
[22] The Garagiste’s Destemmer; Steve Huges, 2011
[23] Phillips, C., 2005. Product Review: Destemmers. Wine Business Monthly, 15 June.
[24] http://ingemecanica.com/tutorialsemanal/tutorialn121.html , 14/Sep/14
[25] http://www.dunlop.com.ar/catalogos/Catalogo_Correas_industriales.pdf ,
23/Sep/14
[26] http://www.ahmsa.com/productos/perfiles-estructurales , 14/Sep/14
[27] http://www.bisagrasnormont.com.mx/hinge/?page=248 , 07/Ago/14
[28] http://www.emersonclimate.com/es-la/brands/pages/browning.aspx ,
07/Ago/14

129
ANEXOS
A1: Coeficientes de presión activa lateral en bandas en “V” [24]

130
A2: Valores de corrección de potencia [24]
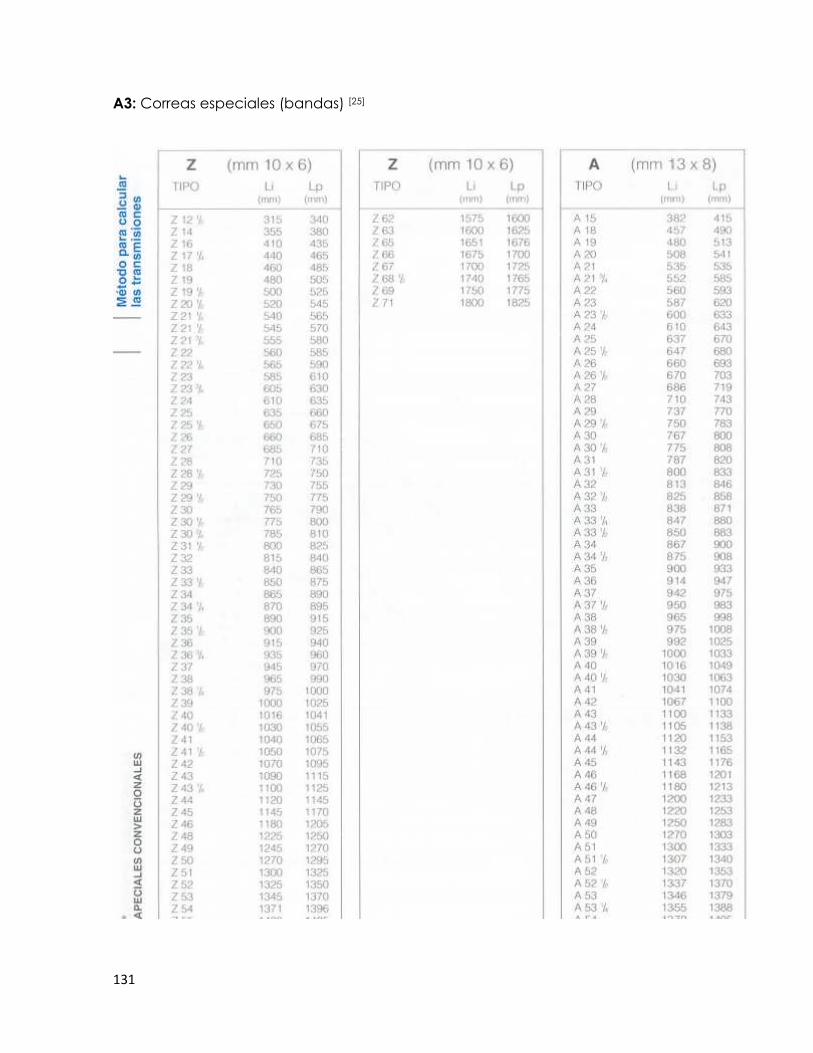
131
A3: Correas especiales (bandas) [25]

132
A4: Propiedades mecánicas de los aceros estructurales [26]

133
A5: Bisagra acero inoxidable para soldar [27]

134
A6: Polea Motriz [28]
A7: Polea Conducida