Embed Size (px)
Citation preview

UNIVERSIDADE ESTADUAL DE CAMPINAS
Faculdade de Engenharia de Alimentos
KARLA ARIANE SILVEIRA MUNHOZ
ESTUDO DA CINÉTICA DE DEGRADAÇÃO DA COR,
ÁCIDO ASCÓRBICO E CONSISTÊNCIA AO LONGO DA
CADEIA DE PROCESSAMENTO INDUSTRIAL DE POLPA
CONCENTRADA DE TOMATE
CAMPINAS
2016

KARLA ARIANE SILVEIRA MUNHOZ
ESTUDO DA CINÉTICA DE DEGRADAÇÃO DA COR,
ÁCIDO ASCÓRBICO E CONSISTÊNCIA AO LONGO DA
CADEIA DE PROCESSAMENTO INDUSTRIAL DE POLPA
CONCENTRADA DE TOMATE
Dissertação apresentada à Faculdade de Engenharia de Alimentos da Universidade Estadual de Campinas como parte dos requisitos exigidos para a obtenção do título de Mestra em Tecnologia de Alimentos.
Orientador: Prof. Dr. Flávio Luís Schmidt
ESTE EXEMPLAR CORRESPONDE À VERSÃO FINAL DA DISSERTAÇÃO DEFENDIDA PELA ALUNA KARLA ARIANE SILVEIRA MUNHOZ, E ORIENTADA PELO PROF. DR. FLÁVIO LUÍS SCHMIDT.
CAMPINAS
2016

COMISSÃO EXAMINADORA
Dr. Flávio Luís Schmidt (Orientador)
Faculdade de Engenharia de Alimentos - UNICAMP
Dr. Pedro Esteves Duarte Augusto (Titular)
Escola Superior de Agricultura Luiz de Queiroz - USP
Dra. Rosiane Lopes da Cunha (Titular)
Faculdade de Engenharia de Alimentos - UNICAMP
Dr. Alfredo de Almeida Vitali (Suplente)
Pesquisador
Dra. Priscila Efraim (Suplente)
Faculdade de Engenharia de Alimentos - UNICAMP
A ata da defesa com as respectivas assinaturas dos membros encontra-se no
processo de vida acadêmica do aluno.

À minha família, pelo amor incondicional, incentivo e ensinamentos de
perseverança, honestidade e dedicação aos estudos.

AGRADECIMENTOS
Agradeço a Deus, acima de tudo, por iluminar o meu caminho,
preparando-me para cada oportunidade e fortalecendo-me para enfrentar os
desafios.
Agradeço aos meus pais pelo amor com que sempre me incentivaram nos
estudos e no trabalho, respeitando e honrando minhas escolhas. Sem a ajuda,
companheirismo e inspiração de vocês, nenhuma das minhas conquistas teria sido
possível.
Ao meu esposo Renato, pela parceria, paciência e amor em todos os
momentos, desde o princípio.
Ao meu orientador, professor Flávio, pela confiança, otimismo e paciência
com que me guiou, desde a graduação e em cada passo deste trabalho. Obrigada
por toda a ajuda, pela generosidade e leveza com que compartilhou comigo seus
valiosos conhecimentos.
À querida amiga Simone, que compartilhou comigo as primeiras ideias, e
depois as ansiedades e a alegria de concluir mais uma importante etapa de nossas
vidas profissionais.
À Cargill, por disponibilizar a estrutura de laboratórios, informações e
insumos para a execução deste estudo. Ao meu gestor Marcos Guirardello, pela
confiança, incentivo e todo o conhecimento compartilhado.
Aos meus companheiros de equipe, Tatiana e Vanúcio, por me ensinarem
diariamente e por me ajudarem em todas as etapas do trabalho desenvolvidas na
fábrica de Goiânia. Muito obrigada também a todos os profissionais da Cargill
Goiânia que compartilharam comigo seu tempo e conhecimento.
À equipe do Centro de Inovação, pelo suporte desde o início, em especial
aos companheiros do laboratório de Convenience: Sérgio, Carime, Marília, Lucas,
Gustavo, Marina, Silvana e Jéssica.
Aos membros da comissão examinadora, pela revisão criteriosa e pela
contribuição valiosa nas discussões dos resultados.
Agradeço a todas as muitas outras pessoas que de alguma forma
contribuíram para o desenvolvimento deste trabalho e fizeram parte desta conquista!

RESUMO
O tomate é largamente consumido no mundo e a polpa concentrada é o
principal produto derivado do tomate cultivado para fins industriais. Um dos maiores
desafios da indústria é tornar a cadeia produtiva mais sustentável e eficiente para
atender simultaneamente às demandas de redução de custos e melhoria de
qualidade. Este trabalho teve como objetivo indicar alternativas reais de melhoria do
processo industrial de produção de polpa concentrada de tomate, através do estudo
da influência da temperatura ao longo da cadeia de processamento nos principais
parâmetros de qualidade: (1) ácido ascórbico, importante indicador de qualidade de
processo; (2) cor, parâmetro que influencia diretamente a aceitação de todos os
produtos derivados de tomate e (3) consistência, determinante na aceitação pelo
consumidor, e de especial relevância para o desenvolvimento de produtos como
molhos e ketchup. Amostras de polpa de tomate concentrada a 29°Brix foram
submetidas a tratamento térmico em banho termostático com recirculação de água a
60 e 70°C por 96h e a 80°C por 48h. Amostras foram retiradas em tempos
intermediários, resfriadas e analisadas quanto ao teor de ácido ascórbico, cor
CIELAB (L*a*b*, a*/b* e TPS), consistência em consistômetro Bostwick e textura em
texturômetro TA XT Plus. Foram comparados os mesmos atributos em amostras de
polpa com diferentes tempos de armazenamento para correlação dos dados
cinéticos com os resultados reais. Tanto a degradação do ácido ascórbico quanto a
degradação dos parâmetros de cor foram bem descritas por modelos cinéticos de
primeira ordem e a dependência da temperatura foi satisfatoriamente representada
pela lei de Arrhenius. Tanto a consistência Bostwick quanto os atributos de firmeza e
consistência medidos em texturômetro não foram afetados significativamente pela
temperatura de tratamento térmico. O método de Bostwick mostrou-se satisfatório
para avaliação da textura e controle de qualidade em polpa de tomate, apresentando
resultados comparáveis aos obtidos em texturômetro. A partir dos parâmetros D e z
obtidos e do mapa térmico do processamento industrial da polpa concentrada foram
calculados os valores F, ou seja, o efeito da temperatura, em cada etapa do
processamento, tornando possível a identificação das etapas de esterilização e
armazenamento como críticas para a degradação da vitamina C e dos parâmetros
instrumentais de cor. Diferentes cenários de melhoria da etapa de esterilização e

das condições de armazenagem foram propostos, oferecendo à indústria uma
avaliação crítica do processo e informações confiáveis para fomentar a melhoria da
qualidade sensorial da polpa concentrada de tomate, aliada à segurança do
alimento.
Palavras-chave: Polpa de tomate, vitamina C, cor, textura, tratamento térmico.
ABSTRACT
Tomato is widely consumed in the world and its concentrated paste
represents the main derived product from industrial tomato cultivars. One of
industry’s biggest challenges is to produce in a sustainable and effective chain to
simultaneously fulfill the cost reduction and quality improvement demands. This study
aimed, therefore, to propose real alternatives for industrial processing improvement,
focused on tomato paste main quality attributes: (1) ascorbic acid content, important
process quality indicator; (2) color, main parameter influencing majority of tomato
products customer’s acceptance and (3) consistency, determinant customer’s
acceptance factor and especially relevant in the development of products such as
sauces and ketchup. Samples of tomato paste (29°Brix) were subjected to thermal
treatment in thermostatic water bath with recirculation at 60 and 70°C for 96h and at
80°C for 48h. Samples were collected at intermediate times, cooled down and
analyzed for ascorbic acid content, CIELAB color values (L*a*b*, a*/b* and TPS),
consistency measured in Bostwick consistometer and texture parameters measured
with TA XT Plus Texture Analyzer. Also, tomato paste samples with different storage
times were compared as to the same attributes, to correlate kinetic data with real
process results. Both ascorbic acid and instrumental color parameters degradation
were well described by first-order kinetic models. Temperature dependence was
satisfactory represented by Ahrrenius law. Either Bostwick consistency as firmness
and consistency attributes measured by the texture analyzer equipment weren’t
affected by thermal treatment temperature. The Bostwick method was satisfactory for
texture evaluation and quality control in tomato paste, showing comparable results to
those obtained in texturometer. From D and z parameters obtained from kinetic study
along with the thermal map of tomato paste industrial processing, F values for each
processing step were calculated, representing the effect of temperature. Through
that, it became possible to identify sterilization and storage as critical steps to the
degradation of vitamin C and instrumental color parameters. Different scenarios for
improving sterilization step and storage conditions have been proposed, offering the
industry a critical assessment of the process and reliable information to foster
improvement in sensory quality of concentrated tomato paste, ensuring food safety.
Keywords: Tomato paste, vitamin C, color, texture, thermal treatment.
LISTA DE ILUSTRAÇÕES
Figura 1 - Estrutura básica do fruto do tomate. ........................................................ 19
Figura 2 - Fluxograma genérico do processamento da polpa concentrada de tomate. .................................................................................................................................. 24
Figura 3 - Estrutura molecular do licopeno (C40H56). ................................................ 26
Figura 4 - Estruturas de isômeros cis e trans do licopeno. ...................................... 28
Figura 5 - Consistômetro Bostwick. .......................................................................... 32
Figura 6 - Diagrama esquemático do teste de retroextrusão. ................................... 33
Figura 7 - Curva típica resultante de testes de retroextrusão. .................................. 33
Figura 8 - Mecanismo de conversão do ácido L-ascórbico. ...................................... 35
Figura 9 - Representação gráfica da ordem das reações, sendo ʋ a taxa e a a
concentração do reagente. ........................................................................................ 37
Figura 10 - Localização do município de Hidrolândia. .............................................. 40
Figura 11 - Fluxograma do processamento da polpa concentrada de tomate,
contendo etapas de coleta de amostras para correlação com as condições reais do processo industrial destacadas. ................................................................................ 41
Figura 12 - Representação gráfica do teste de retroextrusão. .................................. 46
Figura 13 - Cinética de degradação do ácido ascórbico em polpa de tomate a 60, 70 e 80°C (média ± desvio padrão). ............................................................................... 48
Figura 14 - Comparação gráfica entre diferentes modelos cinéticos para descrever a degradação de ácido ascórbico em polpa de tomate concentrada ........................... 50
Figura 15 - Relação linear para determinação do parâmetro k de degradação do ácido ascórbico. ........................................................................................................ 53
Figura 16 - Representação gráfica de Arrhenius da constante cinética de primeira
ordem para degradação do ácido ascórbico em polpa de tomate ............................. 53
Figura 17 - Curva da retenção de ácido ascórbico para o cálculo do valor D para a degradação do ácido ascórbico ................................................................................. 54
Figura 18 - Curva de resistência térmica para o cálculo do valor z para a degradação do ácido ascórbico. ................................................................................ 54
Figura 19 - Relações linearizadas para determinação dos parâmetros k para cada
atributo de cor. .......................................................................................................... 59
Figura 20 - Representação gráfica de Arrhenius para degradação dos parâmetros instrumentais de cor em polpa de tomate.................................................................. 60

Figura 21 - Curva de resistência térmica para o cálculo do valor z para a
degradação de cor. ................................................................................................... 60
Figura 22 - Curvas da retenção de cor para o cálculo do valor D para a degradação
de cor. ....................................................................................................................... 61
Figura 23 - Evolução da consistência Bostwick ao longo do tempo de aquecimento às três temperaturas estudadas. ............................................................................... 65
Figura 24 - Curvas resultantes do ensaio de retroextrusão em Texturômetro TA XT
Plus. .......................................................................................................................... 65
Figura 25 - Evolução da força máxima medida em Texturômetro após tratamento térmico a 60 e a 70°C por diferentes intervalos de tempo. ........................................ 66
Figura 26 - Evolução da consistência medida em Texturômetro após tratamento térmico a 60 e a 70°C por diferentes intervalos de tempo. ........................................ 67
Figura 27 - Representação gráfica das temperaturas mínimas, máximas e médias
mensais no município de Goiânia, GO ...................................................................... 68
Figura 28 - Gráfico de vida de prateleira para alterações de vitamina C e cor. ........ 69
Figura 29 - Comparação do parâmetro de cor TPS no tempo inicial e final para
polpas com diferentes vidas-de-prateleira. ................................................................ 70
Figura 30 - Comparação da consistência Bostwick no tempo inicial e final para polpas com diferentes vidas-de-prateleira. ................................................................ 70
Figura 31 - Comparação dos teores finais de vitamina C em polpas com diferentes
períodos de armazenamento. .................................................................................... 71
Figura 32 - Mapa térmico do processo produtivo de polpa de tomate concentrada. 73
Figura 33 - Gráfico da taxa letal para o cálculo do valor F para a degradação de
vitamina C. ................................................................................................................ 74
Figura 34 - Gráfico da taxa letal para cálculo do valor F para a degradação de cor.74
Figura 35 - Relação entre tempo de aquecimento e temperatura de processo para
(1) redução de 5D de esporos de B. coagulans, (2) cor correspondente a a*/b* = 1,8 e (3) 90% de retenção de vitamina C. ....................................................................... 86

LISTA DE TABELAS
Tabela 1 - Dados de produção dos últimos três anos e previsão para 2015 referentes aos dez maiores produtores mundiais, em mil toneladas . ....................... 22
Tabela 2 - Tempos e temperaturas definidos em ensaios cinéticos preliminares. .... 43
Tabela 3 - Índices de cor e cálculo correspondente .................................................. 45
Tabela 4 - Caracterização físico-química da polpa utilizada no estudo cinético. ...... 47
Tabela 5 - Concentrações de ácido ascórbico (mg/ 100g) durante o aquecimento a diferentes temperaturas............................................................................................. 48
Tabela 6 - Comparação entre os modelos de ordem zero e primeira ordem para descrever a cinética de degradação de ácido ascórbico em polpa de tomate concentrada. .............................................................................................................. 49
Tabela 7 - Comparação da qualidade do ajuste de modelos de ordem zero, primeira,
½, 1 ½ e segunda ordem para descrever a cinética de degradação do ácido
ascórbico em polpa de tomate concentrada. ............................................................. 50
Tabela 8 - Parâmetros cinéticos para a degradação de ácido ascórbico em polpa de
tomate concentrada. .................................................................................................. 55
Tabela 9 - Resultados obtidos para os parâmetros de cor L*, a*, b*, TPS e a*/b*
durante o aquecimento da polpa de tomate a diferentes temperaturas. ................... 57
Tabela 10 - Comparação entre os modelos de ordem zero e primeira ordem para descrever a cinética degradação dos parâmetros de cor em polpa de tomate concentrada. .............................................................................................................. 58
Tabela 11 - Parâmetros cinéticos para a degradação de cor em polpa de tomate concentrada. .............................................................................................................. 63
Tabela 12 - Resultados obtidos de consistência Bostwick durante o aquecimento da polpa de tomate a 60, 70 e 80°C. .............................................................................. 64
Tabela 13 - Resultados obtidos de firmeza, ou força máxima, medida em
Texturômetro, após tratamento térmico a 60 e a 70°C por diferentes intervalos de tempo. ....................................................................................................................... 66
Tabela 14 - Resultados obtidos de consistência, medida em Texturômetro, após
tratamento térmico a 60 e a 70°C por diferentes intervalos de tempo. ...................... 67
Tabela 15 - Comparação de resultados analíticos de polpas de tomate concentradas
produzidas em três diferentes safras......................................................................... 69
Tabela 16 - Efeito da temperatura de cada etapa do processamento da polpa de tomate concentrada na degradação da vitamina C. .................................................. 75
Tabela 17 - Efeito da temperatura de cada etapa do processamento da polpa de
tomate concentrada no parâmetro de cor L*. ............................................................ 76

Tabela 18 - Efeito da temperatura de cada etapa do processamento da polpa de
tomate concentrada no parâmetro de cor a*. ............................................................ 77
Tabela 19 - Efeito da temperatura de cada etapa do processamento da polpa de
tomate concentrada no parâmetro de cor b*. ............................................................ 78
Tabela 20 - Efeito da temperatura de cada etapa do processamento da polpa de tomate concentrada no parâmetro de cor TPS. ......................................................... 79
Tabela 21 - Efeito da temperatura de cada etapa do processamento da polpa de
tomate concentrada no parâmetro de cor a*/b*. ........................................................ 80
Tabela 22 - Resumo dos valores z e F para cada parâmetro avaliado. .................... 81
Tabela 23 - Simulação do valor F da etapa de armazenagem para 4 propostas de
melhoria das condições atuais de armazenagem da polpa de tomate concentrada. 81
Tabela 24 - Simulação do valor F da etapa de esterilização (holding) para 5 propostas de melhoria na etapa de esterilização da polpa de tomate concentrada. . 83
Tabela 25 - Simulação do efeito das propostas de armazenagem nos parâmetros
TPS e a*/b*. ............................................................................................................... 85
Tabela 26 - Simulação do efeito das propostas de esterilização nos parâmetros TPS
e a*/b*........................................................................................................................ 85
Tabela 27 - Resultados das análises de Brix, umidade, teor de vitamina C e consistência Bostwick realizadas nas amostras coletadas ao longo do processo produtivo de polpa de tomate concentrada. .............................................................. 87
Tabela 28 - Resultados das análises de cor realizadas nas amostras coletadas ao longo do processo produtivo de polpa de tomate concentrada. ................................ 87

SUMÁRIO
1. INTRODUÇÃO GERAL ....................................................................................... 16
2. OBJETIVOS ........................................................................................................ 18
2.1. Objetivo geral ................................................................................................ 18
2.2. Objetivos específicos .................................................................................... 18
3. REVISÃO BIBLIOGRÁFICA ............................................................................... 19
3.1. Tomate.......................................................................................................... 19
3.2. Produção e consumo .................................................................................... 21
3.3. Processamento de tomates no Brasil ........................................................... 22
3.4. Atributos de qualidade do tomate e seus produtos ....................................... 26
3.4.1. Cor (Licopeno) ....................................................................................... 26
3.4.2. Textura................................................................................................... 30
3.4.3. Ácido Ascórbico (Vitamina C) ................................................................ 34
3.5. Cinética Química .......................................................................................... 36
4. MATERIAL E MÉTODOS ................................................................................... 40
4.1. Obtenção da matéria-prima .......................................................................... 40
4.2. Armazenamento ........................................................................................... 42
4.3. Análises físico-químicas para caracterização da matéria-prima ................... 42
4.3.1. pH .......................................................................................................... 42
4.3.2. Sólidos solúveis totais (ºBrix) ................................................................. 42
4.3.3. Acidez titulável total ............................................................................... 42
4.3.4. Umidade ................................................................................................ 43
4.4. Determinação dos parâmetros cinéticos ....................................................... 43
4.5. Análise instrumental de cor em Colorímetro Hunter Lab .............................. 44
4.6. Determinação de ácido ascórbico (vitamina C) ............................................ 45
4.7. Análise de consistência ................................................................................ 45
4.8. Análise de textura ......................................................................................... 45
4.9. Correlação da análise teórica com as condições reais de processo ............ 46
4.10. Forma de análise dos resultados .................................................................. 46
5. RESULTADOS E DISCUSSÕES ........................................................................ 47
5.1. Cinética de degradação do ácido ascórbico ................................................. 47
5.2. Cinética de degradação da cor ..................................................................... 56
5.3. Cinética de degradação da textura ............................................................... 63

5.4. Vida-de-prateleira e correlação com resultados reais ................................... 68
5.5. Simulações de condições de processo e armazenamento ........................... 71
5.6. Correlação do estudo cinético com condições reais do processo industrial . 87
6. CONCLUSÕES ................................................................................................... 89
6.1. Sugestões para a continuidade dos estudos ................................................ 89
7. REFERÊNCIAS .................................................................................................. 91
16
1. INTRODUÇÃO GERAL
O tomate é largamente consumido no mundo e, no Brasil, é cultivado
predominantemente na região central do país. Os cultivos de tomate são destinados
ao consumo in natura e ao abastecimento industrial, constituindo-se em duas
cadeias produtivas distintas desde as variedades utilizadas, formas de cultivo até o
consumo final. Por ser um fruto de durabilidade limitada e período de produção
agrícola curto, grande parte do tomate produzido para fins industriais é transformada
em polpa concentrada, que é reconstituída ao longo do ano, principalmente durante
a entressafra, para a fabricação dos produtos processados a base de tomate
(BRITO; CASTRO, 2010; CHANFORAN et al., 2012; CLEMENTE; BOITEUX, 2012).
Dentre os parâmetros de qualidade essenciais para a classificação e
aceitação dos produtos industrializados de tomate estão a cor e a consistência. O
padrão de cor desejável tanto em tomates in natura quanto na polpa concentrada,
vermelho-intensa e uniforme, se deve à presença de carotenoides, dos quais o
licopeno representa cerca de 80%. A manutenção da cor em produtos de tomate
depende diretamente do controle de fatores de processo que desencadeiam a
oxidação ou a isomerização térmica dos carotenoides originalmente presentes no
fruto. Ao longo da cadeia de processamento da polpa concentrada, a presença de
oxigênio é limitada, fazendo do aquecimento a principal causa de alterações de cor.
O controle da degradação e da isomerização do licopeno, originalmente na forma
trans, para a estrutura cis (menos vermelha) pode ser alcançado através do correto
dimensionamento das etapas de processo que envolvem a aplicação de
temperaturas elevadas, como a inativação enzimática, a concentração e a
esterilização, visando preservar a cor e melhorar a qualidade dos produtos de
tomate em geral (BARREIRO; MILANO; SANDOVAL, 1997; SHI; MAGUER, 2000;
SMITH; MORRIS, 1998; MOTAMEDZADEGAN; TABARESTANI, 2011).
A consistência em produtos de tomate está intimamente ligada ao custo,
além da aceitação sensorial. Os principais fatores que afetam a consistência da
polpa concentrada de tomate são: as diferenças de composição entre cultivares; a
variação de composição a diferentes estágios de maturação do fruto; o conteúdo de
sólidos totais e sólidos insolúveis; a distribuição do tamanho de partículas e o
formato das partículas insolúveis; o binômio tempo/ temperatura do tratamento

17
térmico inicial (hot break ou cold break) (HAYES; SMITH; MORRIS, 1998; SÁNCHEZ
et al., 2012).
Apesar de conter quantidades moderadas de ácido ascórbico (vitamina
C), o tomate é considerado uma importante fonte desta vitamina devido a seu alto
consumo, tanto fresco como na forma de produtos processados. A vitamina C é
relativamente termo lábil e considerada um dos nutrientes mais sensíveis a
condições adversas, por isso seu teor é frequentemente tomado como indicador de
alterações gerais de qualidade em alimentos processados (KOH;
CHAROENPRASERT; MITCHELL, 2011; BENASSI, 1990). (HAYES; SMITH;
MORRIS, 1998; STEVENS, 2006).
Para prever realmente a degradação de determinado nutriente em
condições conhecidas de processamento e compreender como processos industriais
podem afetar os teores e a estabilidade de compostos bioativos, bem como outros
parâmetros importantes de qualidade, o estudo cinético mostra-se um dos métodos
mais eficazes para a escolha de melhores processos e operações.
A cadeia produtiva de polpa concentrada no Brasil enfrenta atualmente o
desafio da busca pela produção sustentável, concomitantemente à necessidade de
aumento de competitividade no crescente mercado interno, através da redução de
custos e melhoria da qualidade. A perda de qualidade da polpa de tomate
concentrada gera impacto direto em produtos derivados como molhos prontos,
extratos e ketchup, cuja qualidade é percebida e avaliada diretamente pelos
consumidores finais. Espelhados na Califórnia, Estado norte-americano responsável
por expressivos 35% da produção mundial, os grandes produtores brasileiros optam
pelo sistema menos custoso de armazenamento, em condições não controladas, ou
seja, a temperatura ambiente em pátios abertos. Como as safras brasileira e
americana ocorrem no mesmo período do ano, o produto americano permanece
exposto às condições ambientais brandas do inverno do sul dos Estados Unidos,
enquanto o produto brasileiro é submetido às condições drásticas do verão na região
Centro-Oeste. Por esse motivo, esse sistema de armazenamento, apesar de
eficiente em custos, contribui para a deterioração da polpa concentrada nacional ao
longo de sua vida-de-prateleira, exposta ao calor e à luz solar direta.
O tempo máximo de estocagem nas condições citadas é estabelecido, em
média, em 24 meses. Pode-se ainda somar à vida-de-prateleira da polpa

18
concentrada mais 12 a 18 meses, considerando-se os casos em que esta é utilizada
no processamento de produtos de tomate, como molhos e extratos, durante a
entressafra. Nestes casos, a perda de qualidade da polpa é percebida diretamente
nos produtos que chegam à mesa do consumidor, refletindo em grande variabilidade
nos parâmetros de qualidade dos produtos processados de tomate ao longo do ano.
O presente trabalho deve, portanto, auxiliar a indústria na identificação ao
longo da cadeia de processamento industrial de polpa concentrada de tomate, das
etapas críticas para a degradação dos principais atributos de qualidade: cor,
consistência e teor de vitamina C. O estudo da cinética de degradação deve prover
dados para direcionar a aplicação de melhorias no processamento, manipulação e
armazenamento da polpa concentrada de tomate, aliando segurança de alimentos e
qualidade sensorial.
2. OBJETIVOS
2.1. Objetivo geral
Identificar as etapas críticas do processamento da polpa concentrada de
tomate em relação à qualidade do produto.
2.2. Objetivos específicos
Obter parâmetros cinéticos de degradação de vitamina C, cor e
consistência da polpa de tomate concentrada.
Estudar o efeito da temperatura ao longo da cadeia de processamento da
polpa de tomate concentrada nos parâmetros: cor, consistência e vitamina C.
Dar indicativos para a melhoria do processo.

19
3. REVISÃO BIBLIOGRÁFICA
3.1. Tomate
O tomate é um fruto de importância mundial, reconhecido por suas
propriedades nutricionais e amplamente consumido tanto in natura, quanto
processado na forma de suco, concentrados e polpas, molhos prontos, tomates
pelados enlatados, ketchup e sopas (CHANFORAN et al., 2012; KOH;
CHAROENPRASERT; MITCHELL, 2011; MIRONDO; BARRINGER, 2015;
MOTAMEDZADEGAN; TABARESTANI, 2011).
A estrutura básica do fruto do tomate, ilustrada na Figura 1, é composta
pelo pericarpo e pela polpa, que é constituída pela placenta e pelo tecido locular. Os
lóculos são envolvidos pelo pericarpo e incluem as sementes, envoltas por
membranas gelatinosas. O exocarpo ou pele, o mesocarpo e uma estrutura
unicelular que divide os lóculos, formam o pericarpo. O tomateiro (Solanum
lycopersicum L. = Lycopersicum esculentum Mill.) é cultivado comercialmente em
todos os continentes (BARRETT; GARCIA; WAYNE, 1998; CLEMENTE, 2015;
CLEMENTE; BOITEUX, 2012; KOH; CHAROENPRASERT; MITCHELL, 2011).
Figura 1 - Estrutura básica do fruto do tomate.
A temperatura é um dos fatores ambientais mais importantes para o
desenvolvimento do tomateiro, uma cultura de estação quente, que requer
temperaturas diurnas de 25 a 30°C e temperaturas noturnas de 16 a 20°C para obter
crescimento ótimo. O processo de maturação do fruto é especialmente influenciado
Sementes
Parede interna do
pericarpo
Cavidade locular (consistência gelatinosa, onde
ficam as sementes)
Parede externa do
pericarpo
Tecido placental

20
pela temperatura: temperaturas próximas a 10°C assim como superiores a 30°C
originam frutos de tonalidades amareladas ou manchadas, visto que a síntese de
licopeno é afetada nessas condições. A umidade relativa é outro importante fator
ambiental que influencia o desenvolvimento da planta. Umidades muito elevadas
favorecem o desenvolvimento de doenças, o aparecimento de rachaduras nos frutos
e dificultam a fecundação pela compactação do pólen. A umidade ótima para o
desenvolvimento do tomateiro, portanto, oscila entre 60 e 80% (CLEMENTE;
BOITEUX, 2012; GOULD, 2013; MOTAMEDZADEGAN; TABARESTANI, 2011).
Na região central do Brasil, o plantio de tomate se inicia em fevereiro e se
estende até junho. A colheita normalmente é iniciada em junho e segue até outubro.
O período de cultivo de tomate no Brasil é o mais extenso dentre as principais
nações produtoras e este fato se dá devido à ausência de fatores limitantes, tanto no
início quanto no final da safra. No entanto, nos extremos da safra existem fatores
restritivos que dificultam a produção e não permitem que a cultura de tomate alcance
todo o seu potencial produtivo e de qualidade. O principal fator restritivo é a forte
umidade presente no período de chuvas das regiões tradicionais de cultivo, que
atingem a cultura de tomate nas áreas iniciais transplantadas em fevereiro e podem
afetar a colheita planejada para outubro (BRASÍLIA, 2015; CLEMENTE; BOITEUX,
2012).
De forma geral, os períodos de colheita mais curtos, de cerca de 45 dias,
ocorrem na China, enquanto que os mais longos são observados em diversos
países da Europa, e duram entre 60 e 75 dias. Na Califórnia, principal região
produtora mundial, a colheita é distribuída em cerca de 90 a 100 dias. No cenário
nacional, em alguns casos o período de colheita fica próximo a 150 dias. A safra
longa tem como principal benefício o melhor aproveitamento da capacidade
instalada nas fábricas e das áreas irrigadas das fazendas produtoras; por outro lado,
tende a provocar maior variação dos principais indicadores da cadeia produtiva do
tomate industrial (produtividade, volume de safra, Brix, cor, etc.) (CLEMENTE;
BOITEUX, 2012).
Os cultivos de tomate são destinados ao consumo in natura e ao
abastecimento industrial, constituindo-se em duas cadeias produtivas distintas desde
as variedades utilizadas, formas de cultivo até o consumo final. Direcionadas em
atender a crescente demanda por produtos derivados de tomate, as empresas

21
processadoras, em parceria com produtores rurais, institutos de pesquisa e
fornecedores de insumos, desenvolveram lavouras específicas para abastecimento
das fábricas. A utilização de variedades próprias para processamento industrial, com
maior uniformidade de maturação, firmeza, cor, viscosidade e outros parâmetros
mais adequados a este mercado, bem como o cultivo em áreas mais extensas foram
práticas determinantes para o aumento de volume e da qualidade do tomate
produzido. Entre a segunda metade da década de 1990 e o início dos anos 2000, a
introdução e o rápido aumento da área plantada com híbridos, somados à utilização
do transplante de mudas, gerou também forte aumento da produtividade média de
tomates para processamento industrial no Brasil (BRITO; CASTRO, 2010;
CLEMENTE; BOITEUX, 2012).
3.2. Produção e consumo
A produção mundial de tomate em 2014, segundo o WPTC (World
Processing Tomato Concil) foi de quase 40 milhões de toneladas. Apesar de liderar
a produção de tomate para processamento industrial na América Latina, o Brasil
ocupa o sétimo lugar no ranking mundial dos maiores produtores, sendo responsável
por apenas 4% do total de tomates produzidos para industrialização.
A produção de tomate industrial no Brasil, o chamado tomate rasteiro,
teve início em Pernambuco, no final do século XVlll. A partir da década de 1950, a
cultura de tomate passou a se desenvolver no Estado de São Paulo, o que levou ao
processo de implantação das agroindústrias. Vislumbrando a possibilidade de cultivo
do tomate durante a maior parte do ano, com o intuito de reduzir o período de
ociosidade da indústria na entressafra, na década de 1980 a cultura de tomate foi
levada para a região Nordeste, principalmente para Pernambuco e norte da Bahia.
Atualmente, a produção agrícola de tomate no Brasil tem maior importância nas
regiões do Sudeste e Centro-Oeste. Em 2008 o Estado de Goiás detinha a maior
participação na produção nacional (29,7%), seguido por São Paulo (19,9%) e Minas
Gerais (12,0%), que juntos concentram cerca de 60% do total produzido no país. O
Estado de Goiás é líder absoluto na produção de tomate no país, responsável por
72% do volume nacional, e apresenta índice de produtividade (ton/ha)
significativamente maior que a média nacional (BRITO; CASTRO, 2010; DIEESE,
2010; REVISTA KLFF, 2015).

22
Tabela 1 - Dados de produção dos últimos três anos e previsão para 2015
referentes aos dez maiores produtores mundiais, em mil toneladas (WPTC, 2015).
País 2012 2013 2014 2015
(previsto) Média
2012 a 2015 Produção mundial
EUA (Califórnia) 11460 11020 12707 13607 11729 32%
China 3230 3850 6300 6500 4460 16%
Itália 4500 4080 4914 5000 4498 12%
Espanha 1935 1650 2700 2700 2095 7%
Iran 1750 1900 2200 2200 1950 6%
Turquia 1750 2150 1800 2500 1900 5%
Brasil 1294 1500 1400 1394 1398 4%
Portugal 1190 997 1197 1250 1128 3%
Chile 668 682 810 820 720 2%
Tunísia 840 618 720 850 726 2%
O sistema agroindustrial de tomate no País é caracterizado por uma
cadeia agroalimentar. A industrialização propriamente dita compreende a indústria
de transformação primária e a indústria de transformação secundária, as quais se
integram e se complementam (BRASÍLIA, 2015).
O setor de produtos atomatados, que movimenta mais de R$ 2,6 bilhões
por ano, passou por uma queda de 25% na safra de 2012, decorrente de problemas
climáticos. O crescimento constante na venda de extratos e molhos, de
aproximadamente 17% ao ano, tem garantido a manutenção da demanda por
matéria-prima. A indústria ainda importa por ano entre 60 e 70 toneladas de polpa
concentrada da fruta, originada principalmente do Chile e da China. Grande parte do
tomate industrial cultivado no Brasil é proveniente de híbridos desenvolvidos por
multinacionais como, por exemplo, a H. J. Heinz, com sede em Pittsburgh, nos
Estados Unidos. A Embrapa Hortaliça, localizada em Gama (DF), tem investido no
desenvolvimento de novas variedades de tomate industrial, a fim de suprir
nacionalmente as demandas do setor (SANTIAGO, 2013).
3.3. Processamento de tomates no Brasil
Por ser um fruto de vida-de-prateleira limitada e período de produção
agrícola curto, o consumo mais frequente se dá na forma de produtos processados,
23
que incluem extratos de tomate, suco de tomate, molhos prontos, tomate pelado
enlatado, ketchup, dentre outros (CHANFORAN et al., 2012).
Grande parte do tomate produzido para fins industriais é transformada em
polpa de tomate concentrada, que é reconstituída ao longo do ano, principalmente
durante a entressafra, para a fabricação dos produtos processados a base de
tomate. A polpa de tomate concentrada consiste numa dispersão de partículas
sólidas em um meio aquoso, também chamado soro, resultado da concentração do
suco de tomate após a remoção da pele e sementes. É produzida a partir de um
processo que tem como etapa mais importante o tratamento térmico inicial, que visa
à inativação enzimática, seguido de diversas etapas como refinação, evaporação e
esterilização, apresentadas na forma de fluxograma na Figura 2 (KOH;
CHAROENPRASERT, 2011; SÁNCHEZ et al., 2012).
A definição de concentrado de tomate, segundo a Agência Nacional de
Vigilância Sanitária, ANVISA (BRASIL, 2005), indica que o produto deve conter no
mínimo 6% de sólidos solúveis naturais de tomate e pode ser adicionado de sal e ou
açúcar. Depois de classificados, lavados e selecionados, os tomates passam por um
sistema conhecido como “break”, no qual os tomates são triturados para possibilitar
a posterior extração do suco. Os tomates selecionados podem ser processados por
dois métodos: “hot break” ou “cold break”. O processo de “hot break” envolve o
rápido aquecimento do tomate, durante ou imediatamente após a trituração, a
temperaturas que podem variar de 70 a 95°C. Este aquecimento preliminar visa à
inativação das enzimas pectinolíticas, poligalacturonase (PG) e pectina
metilesterase (PME), resultando em um produto de alta viscosidade, porém acarreta
perdas ou alterações de sabor. No sistema “cold break”, os tomates são submetidos
a temperaturas mais brandas de 60 a 65°C gerando um produto menos viscoso
devido à ação das enzimas pectinolíticas, mas com sabor e cor preservados
(GOULD, 2013; HUI; EVRANUZ, 2015; KOH; CHAROENPRASERT, 2011;
MOTAMEDZADEGAN; TABARESTANI, 2011; SÁNCHEZ et al., 2012;).

24
Figura 2 - Fluxograma genérico do processamento da polpa concentrada de tomate
(BRASÍLIA, 2015).
Recebimento dos tomates
Classificação
Descarga
Transporte Hídrico
Lavagem
Seleção
Lavagem
Trituração (“Chopping Pump”)
Tratamento Térmico “Hot Break” ou “Cold Break”
Tanque Pulmão
Despolpamento e refinação
Pele e sementes
Suco
Evaporação (Concentração)
Tratamento Térmico (Esterilização)
Resfriamento Asséptico
Enchimento Asséptico
Armazenagem

25
A etapa seguinte do processamento consiste na extração do suco através
dos processos de despolpamento e refinação, ou seja, extração do suco de tomate
da polpa aquecida e remoção da pele e sementes em extratores com peneiras
metálicas rotativas. A escolha do tamanho dos orifícios de abertura das peneiras de
refinação está geralmente associada à textura desejada à polpa concentrada final.
Esta etapa é crítica para a degradação da vitamina C, dada à extensa área de
exposição aos íons metálicos presentes nas peneiras e ao oxigênio do ar. Na etapa
seguinte, o suco obtido é concentrado por evaporação a uma pasta com teor de
sólidos solúveis de 28 a 30° Brix. A evaporação ou concentração é comumente
realizada em evaporadores de 2 a 4 efeitos, a baixas pressões e com sistemas de
reaproveitamento de vapor para aumento da eficiência energética do processo. No
processo asséptico, depois de concentrada, a polpa passa por um tratamento
térmico para esterilização a 105-110°C por até 10 minutos, é resfriada a 35-48°C e
envasada em bolsas laminadas assépticas. (HAYES; SMITH; MORRIS, 1998; KOH;
CHAROENPRASERT, 2011; SÁNCHEZ et al., 2012).
O futuro das empresas está orientado pelo trinômio básico da
competitividade, ou seja, produção sustentável, minimização de custos e otimização
da qualidade. Para se alcançar esses parâmetros, as condições de máxima
eficiência técnica e econômica são exigidas pela cadeia produtiva do tomate para
processamento, principalmente, nos setores à montante, no setor produtivo e de
processamento (MELO; VILELA, 2015).
Os produtos de tomate estão atualmente presentes nas mesas de famílias
de diversas classes sociais, em todas as regiões do país. Mesmo que o consumo
médio das famílias brasileiras ainda seja considerado baixo se comparado ao de
mercados consolidados de países desenvolvidos, observa-se contínuo crescimento
do mercado nacional de produtos atomatados. O crescimento do mercado interno
está associado principalmente à mudança do hábito de consumo dos brasileiros, que
tiveram seu poder de compra aumentado nos últimos anos. Além do crescimento da
produção e venda de produtos acabados, o Brasil é visto atualmente como potencial
exportador e alternativa de fornecimento de polpa de tomate para diversos países
consumidores que não contam com produção própria suficiente para o total
abastecimento de seus mercados. Este cenário motiva a busca por melhores
processos agrícolas, mas também traz a necessidade de busca de melhorias de
26
processo, qualidade e eficiência em toda a cadeia produtiva (CLEMENTE;
BOITEUX, 2012).
3.4. Atributos de qualidade do tomate e seus produtos
3.4.1. Cor (Licopeno)
A cor é um parâmetro essencial na classificação do fruto e dos produtos
industrializados de tomate. A influência da coloração dos frutos e dos produtos finais
processados vai além da aceitação do consumidor: a cor da polpa concentrada é um
dos fatores determinantes de seu preço (CLEMENTE; BOITEUX, 2012).
O padrão de cor desejável tanto em tomates in natura quanto na polpa
concentrada, vermelho-intensa e uniforme, interna e externamente, se deve à
presença de carotenoides, dos quais o licopeno representa cerca de 80% (HAYES;
SMITH; MORRIS, 1998).
Durante o amadurecimento, as clorofilas responsáveis pela cor verde dos
frutos são degradadas gradualmente devido ao desenvolvimento dos carotenoides,
sendo o licopeno o último a ser formado. Os carotenoides são moléculas orgânicas
altamente insaturadas, por isso são considerados muito reativos e susceptíveis à
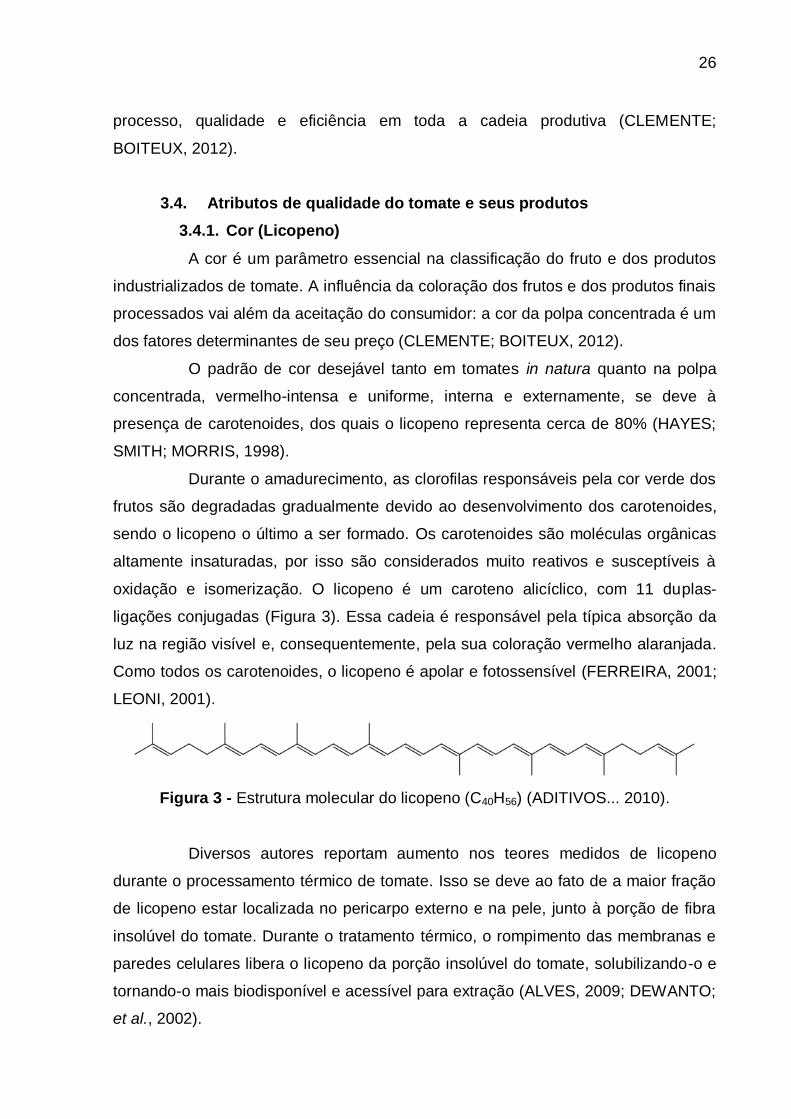
oxidação e isomerização. O licopeno é um caroteno alicíclico, com 11 duplas-
ligações conjugadas (Figura 3). Essa cadeia é responsável pela típica absorção da
luz na região visível e, consequentemente, pela sua coloração vermelho alaranjada.
Como todos os carotenoides, o licopeno é apolar e fotossensível (FERREIRA, 2001;
LEONI, 2001).
Figura 3 - Estrutura molecular do licopeno (C40H56) (ADITIVOS... 2010).
Diversos autores reportam aumento nos teores medidos de licopeno
durante o processamento térmico de tomate. Isso se deve ao fato de a maior fração
de licopeno estar localizada no pericarpo externo e na pele, junto à porção de fibra
insolúvel do tomate. Durante o tratamento térmico, o rompimento das membranas e
paredes celulares libera o licopeno da porção insolúvel do tomate, solubilizando-o e
tornando-o mais biodisponível e acessível para extração (ALVES, 2009; DEWANTO;
et al., 2002).
27
Os carotenoides presentes no tomate estão sujeitos à degradação
durante o processamento, sendo a oxidação a maior causa. Esta depende de alguns
fatores como: disponibilidade de oxigênio, baixa atividade de água, alta temperatura,
presença de íons metálicos, presença de antioxidantes e lipídios. A oxidação
durante o processamento do tomate em polpa concentrada ocorre principalmente na
etapa de extração e refinação do suco, devido à exposição ao ar e metais ao passar
pelas peneiras finas utilizadas na separação da pele e sementes (HAYES; SMITH;
MORRIS, 1998; MOTAMEDZADEGAN; TABARESTANI, 2011).
Outra importante reação envolvendo o pigmento avermelhado em
produtos de tomate é a isomerização do licopeno, originalmente na forma trans, para
a estrutura cis (menos vermelha), durante o aquecimento, resultando em mudança
de cor. Dentre as causas da isomerização do licopeno estão a exposição ao calor,
luz e ácidos. As estruturas dos isômeros do licopeno são mostradas na Figura 4.
Adicionalmente, a clorofila, que pode estar presente no suco devido à trituração de
tomates verdes durante o processo produtivo, é convertida a feofitina, de cor verde-
oliva. O controle do teor de clorofila presente no processamento inicial dos produtos
de tomate, bem como o controle do comportamento de isomerização do licopeno
pode preservar a cor e melhorar a qualidade dos produtos de tomate em geral
(BARREIRO; MILANO; SANDOVAL, 1997; SHI; MAGUER, 2000).

28
Figura 4 - Estruturas de isômeros cis e trans do licopeno (AGARWAL; RAO, 2000).
Shi e Maguer (2000) reportaram que a porcentagem de licopeno decresce
em longos períodos de estocagem com exposição a altas temperaturas e em
presença de oxigênio. Segundo os autores, o fator que mais contribui para a
degradação do licopeno durante a estocagem é a presença de oxigênio.
Sendo a cor e a aparência os primeiros atributos de qualidade que levam
os consumidores a comprar e apreciar um produto, décadas atrás a indústria de
tomate americana identificou a necessidade de utilizar uma metodologia mais rápida
e fácil de quantificar tais atributos que a análise sensorial. Em 1972, o United States
Department of Agriculture (USDA) e a Universidade da Califórnia, iniciaram um
estudo que tinha como objetivo correlacionar a classificação visual de produtos de
tomate com métodos instrumentais de medição de cor. Este estudo, que comparou
diversos instrumentos de medição de cor disponíveis à época, originou equações
utilizadas até os dias atuais para classificação instrumental de produtos de tomate

29
quanto à cor: os “índices de tomate processado” ou, originalmente, “Processed
Tomato Scores”. Foram geradas equações para calcular, a partir dos parâmetros de
cor medidos pelos sistemas Hunter Lab ou CIELAB, o índice de cor de diferentes
produtos de tomate: polpa (TPS), molho (TSS), ketchup (TCS) e suco (TJS)
(BARRETT; ANTHON, 2008).
Cada instrumento validado para medição de cor em produtos de tomate
possui equações próprias, como por exemplo:
UD Davis Reference LabScan 5100:
TPS = - 46,383 + 1,021 a + 10,607 b + 0,42198 b2 (Equação 1)
HunterLab LabScan XE:
TPS = - 40,926 + 1,061 a + 9,473 b – 0,346 b2 (Equação 2)
HunterLab ColorFlex:
TPS = - 81,852 + 1,069 a + 15,390 b – 0,591 b2 (Equação 3)
A definição de padrões de cor para produtos de tomate permitiu à
indústria classificar tanto a matéria-prima quanto os produtos acabados de acordo
com a mesma escala e, assim, oferecer ao consumidor produtos de qualidade visual
constante. Entretanto, além da cor, a quantificação e o monitoramento do teor de
licopeno em produtos de tomate vêm se tornando cada vez mais importantes num
mercado consumidor que busca cada vez mais atributos de saudabilidade e
produtos funcionais (BARRETT; ANTHON, 2008; ROLDÁN-GUTIÉRREZ; DE
CASTRO, 2007).
A estrutura química do licopeno faz com que este seja muito eficiente no
sequestro do oxigênio singleto e de radicais livres, sendo por isso reconhecido como
poderoso composto antioxidante. A propriedade antioxidante do licopeno é
associada à prevenção de inúmeras doenças, como alguns tipos de câncer,
arteriosclerose, catarata e doenças cardiovasculares (DA SILVA; SCHNEIDER,
2009; D'SOUZA; SINGHA; INGLE, MORRIS, 1992).
A determinação do licopeno utilizando métodos químicos ou
cromatográficos é reconhecidamente onerosa e pouco prática para a indústria e
produtores de tomate. Para tornar a quantificação de licopeno em produtos de
tomate mais acessível, diversos estudos têm sido conduzidos com o propósito de
30
correlacionar os valores L*, a* e b* obtidos pela leitura rápida, simples e pouco
custosa utilizando um colorímetro. Embora a absorbância possa ser atribuída a
diversos carotenoides, o licopeno é o carotenóide majoritariamente presente no
tomate e seus produtos. Por essa razão, observa-se que o método colorimétrico
pode apresentar boa correlação com métodos analíticos precisos, como a
cromatografia líquida de alta eficiência (CLAE) (ARIAS, 2000; DAVIS; FISH;
PERKINS-VEAZIE D'SOUZA, 2003; SINGHA; INGLE, Morris, 1992).
3.4.2. Textura
Apesar de o termo “textura” ser comumente associado a sólidos ou
semissólidos, as propriedades de textura de um alimento viscoelástico, como a
polpa concentrada de tomate, englobam a consistência e a viscosidade (BARRETT;
GARCIA; WAYNE, 1998).
A medida das propriedades de textura de um alimento pode ser feita por
métodos sensoriais ou objetivos. Os métodos objetivos, também chamados
instrumentais, podem ser agrupados em três classes: (1) Fundamentais: medem
propriedades reológicas bem definidas por engenheiros ou cientistas. Os métodos
fundamentais tem pouca correlação com avaliações sensoriais, visto que são
limitados a medir apenas uma propriedade isolada da amostra. (2) Imitativos:
simulam através de instrumentos o que ocorre na boca durante a mastigação do
alimento. (3) Empíricos: incluem uma variedade de testes rápidos, simples e pouco
custosos. Apesar de vagos quanto às propriedades que medem e seus fundamentos
teóricos, são de fácil aplicação e apresentam boa correlação com a percepção
sensorial da textura dos alimentos, por isso são os mais utilizados na indústria de
alimentos. Neste grupo são incluídos os métodos de avaliação de textura de
produtos de tomate mais populares na indústria (BARRETT; GARCIA; WAYNE,
1998; BOURNE, 2002).
A consistência é um dos parâmetros mais importantes na avaliação da
qualidade e na aceitabilidade de produtos industrializados de tomate (ALVIAR;
REID, 1990; MOHR, 1987; SÁNCHEZ et al., 2012).
O termo “consistência” está relacionado a fluidos não-Newtonianos ou
semissólidos, como molhos, purês e pastas, com partículas suspensas e moléculas
solúveis de cadeias longas. A consistência de um produto é tipicamente medida, na

31
prática, através da observação do escoamento ou espalhamento do mesmo
(BARRETT; GARCIA; WAYNE, 1998; TEHRANI; GHANDI, 2006).
Em produtos de tomate, polpas de alta consistência trazem redução de
custo aos fabricantes de molhos, extratos e ketchup. Como a legislação brasileira
apenas fixa um limite mínimo de sólidos de tomate para a categoria de produtos
concentrados de tomate, mas não para molhos, ketchups, sopas e demais
derivados, o objetivo principal da indústria quando se trata do desenvolvimento de
novos produtos atomatados é atender aos padrões de qualidade exigidos pelo
consumidor: consistência e cor. Dessa forma, uma polpa de alta consistência
permite obter a mesma viscosidade aparente com a adição de menor quantidade de
sólidos de tomate, reduzindo o custo da formulação. A consistência de concentrados
de tomate e seus produtos está relacionada, em maior parte, à quantidade de
sólidos insolúveis presentes, que incluem células íntegras ou fragmentos celulares,
polímeros de cadeias longas de lignina, celulose e hemicelulose, bem como
componentes pécticos. Tais partículas suspensas são altamente hidratadas e
ocupam grande volume, apesar de representarem baixo teor de sólidos (BARRETT;
GARCIA; WAYNE, 1998; HAYES; SMITH; MORRIS, 1998; TEHRANI; GHANDI,
2006).
Os principais fatores que afetam a consistência da polpa concentrada de
tomate são: as diferenças de composição entre cultivares; a variação de composição
a diferentes estágios de maturação do fruto; o conteúdo de sólidos totais e sólidos
insolúveis; a distribuição do tamanho de partículas e o formato das partículas
insolúveis; a temperatura do tratamento térmico inicial (hot break ou cold break)
(HAYES; SMITH; MORRIS, 1998; SÁNCHEZ et al., 2012).
Mohr (1987) comparou cinco diferentes métodos objetivos para medição
da consistência de suco e purê de tomate, sendo eles: consistômetro Bostwick,
viscosímetro Brookfield, Viscosímetro de fluxo direto (Efflux-tube), texturômetro
OTMS e viscosímetro Cannon-Fenske. O estudo comparativo demonstrou que a
consistência Bostwick e a medida da força máxima das curvas obtidas através do
teste de retroextrusão utilizando o texturômetro OTMS apresentaram melhor
correlação com a avaliação sensorial da consistência.
Apesar de não ser considerado um método oficial para a determinação de
consistência em polpa de tomate, o consistômetro Bostwick (Figura 5) tem sido

32
largamente utilizado na indústria e é o método recomendado pelo USDA (United
States Department of Agriculture) para determinação de consistência em produtos
de tomate. O instrumento foi desenvolvido por E. P. Bostwick especificamente para
medir a consistência de purê e pasta de tomate. O método Bostwick é atualmente o
mais difundido na indústria de tomates e consiste em colocar a amostra a 20°C, sem
incorporar bolhas, no compartimento do instrumento e liberar a pequena porta para
que o produto escorra pela escala graduada em centímetros, durante um período de
tempo controlado de 30 segundos (BARRETT; GARCIA; WAYNE, 1998; HAYES;
SMITH; MORRIS, 1998; TEHRANI; GHANDI, 2006; USDA, 1971).
Figura 5 - Consistômetro Bostwick.
O segundo método objetivo de medição de textura que mais se
correlaciona com avaliações sensoriais, citado por Mohr (1987), foi criado na década
de 60 a partir do desenvolvimento de instrumentos capazes de medir e registrar o
histórico de variação de força e deformação de diversos produtos, utilizando
diferentes células de prova. Neste grupo de instrumentos incluem-se desde o
popular medidor da qualidade de farinhas Brabender até os versáteis texturômetros
Instron Universal Testing Machine e Ottawa Texture Measuring System (OTMS)
(BARRETT; GARCIA; WAYNE, 1998).
De acordo com Alviar e Reid (1990), o teste de retroextrusão utilizando
um texturômetro é uma boa opção para determinar a consistência de produtos de
tomate para propósitos científicos, por ser capaz de retornar valores reológicos,
menos empíricos que o consistômetro Bostwick, porém mais acessível e simples de

33
operar que um reômetro rotacional. Bourne (2002) descrevem que o teste de
retroextrusão consiste na compressão da amostra, dentro de um recipiente, por um
pistão, forçando-a a se mover na direção oposta. As Figura 6 e 7 ilustram,
respectivamente, um diagrama esquemático do teste e a curva força x distância
tipicamente obtida a partir de testes de retroextrusão.
Figura 6 - Diagrama esquemático do teste de retroextrusão. (a) O disco de
compressão desce, entrando em contato com a superfície da amostra; (b) A amostra
é comprimida; (c) A amostra é extrusada através do ânulo. (BOURNE, 2002)
Figura 7 - Curva típica resultante de testes de retroextrusão. (A-B) A amostra é
deformada e comprimida no pequeno espaço sob o disco de compressão; (B-C)
Umidade da amostra começa a ser expelida até o ponto de ruptura C; (D) Início da
inversão do sentido de movimento do disco. (BOURNE, 2002)
Ânulo Disco ou pistão
Célula de extrusão
Alimento
a b c
Distância
Forç
a

34
Apesar de serem rápidos, constantes, de boa reprodutibilidade, fácil
manipulação e adaptáveis a diferentes tipos de amostras, instrumentos como o
texturômetro são custosos, exigem manutenção e não são portáteis (BARRETT;
GARCIA; WAYNE, 1998; BOURNE, 2002).
No estudo comparativo de Mohr (1987) citado anteriormente, o
instrumento desenvolvido por E. P. Bostwick foi recomendado para estudos de rotina
e controle de qualidade de produtos de tomate por apresentar, além de boa
correlação com resultados sensoriais, também ser um método versátil, simples de
utilizar e de baixo custo.
3.4.3. Ácido Ascórbico (Vitamina C)
Apesar conter quantidades moderadas de vitamina C, o tomate é
considerado uma importante fonte desta vitamina devido a seu alto consumo, tanto
fresco como na forma de produtos processados (HAYES; SMITH; MORRIS, 1998;
STEVENS, 2006).
Com o aumento do consumo de produtos processados na dieta ocidental,
tem-se buscado cada vez mais compreender como processos industriais podem
afetar os teores e a estabilidade de compostos bioativos, como a vitamina C, com o
objetivo de melhorar a qualidade dos produtos oferecidos aos consumidores. A
vitamina C é termo lábil e considerada um dos nutrientes mais sensíveis a condições
adversas, por isso seu teor é frequentemente tomado como indicador de alterações
gerais de qualidade em alimentos processados (KOH; CHAROENPRASERT;
MITCHELL, 2011; BENASSI, 1990).
A vitamina C tem sua atividade em alimentos associada ao conteúdo de
ácido L-ascórbico, Figura 8 (I), que pode ser facilmente oxidado, de modo reversível,
a ácido dehidroascórbico (DHAA), Figura 8 (II), quando exposto a fatores como luz,
temperatura, presença de enzimas oxidantes e catalizadores metálicos (Fe3+, Cu2+,
Zn2+). Sua atividade vitamínica é perdida quando o ácido dehidroascórbico é
convertido irreversivelmente em ácido 2,3 dicetogulônico (DKGA), Figura 8 (III), e por
fim a produtos de degradação de mais baixas massas moleculares (BENASSI,
1990).

35
Figura 8 - Mecanismo de conversão do ácido L-ascórbico (I) em ácido
dehidroascórbico (II) e ácido 2,3 dicetogulônico (III).
A presença de oxigênio, a exposição à luz, metais como cobre e ferro e
enzimas contendo cobre e ferro em seu grupo prostético são catalisadores eficientes
da decomposição da vitamina C. Em presença de oxigênio, a degradação do ácido
ascórbico ocorre simultaneamente por mecanismos anaeróbico e oxidativo, este
último com contribuição consideravelmente maior (CRUZ; VIEIRA; SILVA; 2008;
ROJAS; GERSCHENSO, 2001).
Estudos demonstram que em produtos processados de tomate, apenas
metade do conteúdo de ácido ascórbico presente nos frutos frescos é retido após o
processamento térmico. Koh, Charoenprasert e Mitchell (2012), em estudo sobre o
efeito do processamento industrial da pasta de tomate sobre a vitamina C,
reportaram que as maiores reduções no teor de vitamina C foram identificadas
durante a etapa de “hot break”. Os autores também identificaram perdas
significativas de vitamina C durante a estocagem prolongada à temperatura
ambiente por até 12 meses.
Para prever realmente a degradação de determinado nutriente em
condições conhecidas de processamento, o estudo da cinética de destruição mostra-
se um dos métodos mais eficazes para a escolha de melhores processos e
operações a fim de minimizar perdas de qualidade. Diversos autores estudaram a
cinética de degradação do ácido ascórbico em matrizes alimentícias, encontrando
resultados semelhantes. Lee et al. (1997) indicou que a degradação do ácido
ascórbico em suco de tomate em relação à temperatura, pH e catalisadores
metálicos seguia uma reação de primeira ordem. O modelo de reação de primeira
ordem também foi encontrado por Gabas, Telis-Romero e Menegalli (2003) e

36
Burdurlu, Koca e Karadeniz (2006) para descrever a cinética de degradação do
ácido ascórbico em função da temperatura em ameixas liofilizadas e sucos cítricos
concentrados, respectivamente.
3.5. Cinética Química
A palavra “cinética”, do grego kinesis, significa movimento. Cinética
química é o nome dado à ciência que estuda a velocidade com a qual as reações
químicas ocorrem, os fatores que as influenciam, bem como descreve as
características dessas reações na forma de modelos matemáticos (HOUSE, 2007;
PEDRO, 2009).
Durante o processo térmico e o armazenamento de alimentos, diversas
transformações, desejáveis e indesejáveis, ocorrem. Além da reação biológica
desejável de destruição ou inativação de microrganismos e enzimas, objetivada nos
processos térmicos de alimentos, outras transformações ocorrem, cujas velocidades
são afetadas pela temperatura. Exemplos de reações desejáveis no processamento
térmico de produtos de tomate são o amolecimento de tecidos devido ao cozimento,
a inativação de enzimas pectinolíticas e a inativação de microrganismos. Reações
indesejáveis, no entanto, podem ocorrer durante o processo térmico e durante o
período de armazenamento do alimento, como a degradação do sabor, a destruição
de vitaminas e carotenoides responsáveis pela cor avermelhada (TEIXEIRA NETO
et al., 1996).
O conhecimento das reações indesejáveis que podem ocorrer no alimento
a ser processado é imprescindível para a melhoria de processos térmicos e para a
determinação da vida-de-prateleira do alimento processado, bem como as condições
ideais de armazenamento. Todas essas reações, desejáveis ou indesejáveis, podem
ser representadas matematicamente. Os padrões de ordem zero ou de primeira
ordem descrevem a maioria das alterações observadas em alimentos. A Figura 9
traz um esquema gráfico das reações de zero, primeira e segunda ordem
(AZEREDO; BRITO, FARIA, 2004; TEIXEIRA NETO et al., 1996).

37
Figura 9 - Representação gráfica da ordem das reações, sendo ʋ a taxa e a a
concentração do reagente (HOUSE, 2007).
De forma simplificada, a taxa de degradação de determinado atributo de
qualidade em um alimento pode ser representada pelas equações:
(Equação 4)
(Equação 5)
De modo que seja (4) a definição da taxa de reação (r) como a redução
na concentração do reagente A em função do tempo (θ), e (5) a redução de atributos
desejáveis (A) em função do tempo (θ), k a constante aparente da reação (uma
constante de proporcionalidade entre a taxa de reação e a concentração dos
reagentes) (AZEREDO; BRITO, FARIA, 2004).
O efeito da temperatura sobre as taxas de reação são evidenciados pelos
mais antigos estudos cinéticos. Visto que a temperatura é um fator ambiental
possível de ser controlado, muitos métodos de estimativa de vida-de-prateleira de
alimentos são baseados na aplicação de modelos matemáticos cuja variável
principal é a temperatura. O modelo mais usado para este fim é a equação de
Arrhenius, que pode ser expressa através da Equação 6:
(Equação 6)
Ordem zero
1ª Ordem
2ª Ordem

38
Onde k representa a constante da reação; A = constante para cada
sistema, relacionada à frequência das colisões moleculares; EA representa a energia
de ativação, ou energia mínima necessária para o início da reação; R = constante
universal dos gases (8,31 J.mol-1.K-1) e T = temperatura absoluta, em Kelvin
(AZEREDO; BRITO, FARIA, 2004; TEIXEIRA NETO et al., 1996).
Alternativamente, é possível representar o efeito da temperatura na
velocidade das reações em alimentos utilizando-se o valor z, também chamado
“Método de Bigelow”, popular na área microbiológica e largamente utilizado em
cálculos de esterilização de alimentos. O valor z (geralmente expresso em °C)
representa o intervalo de temperatura que leva a uma variação de 10 vezes na
velocidade da reação e pode ser obtido a partir dos valores D (min). O valor D,
também denominado tempo de redução decimal, é definido como o tempo
necessário para reduzir a população microbiana a um décimo do valor inicial a
determinada temperatura ou, de forma genérica, é o tempo necessário para a
redução de 90% da concentração inicial do constituinte estudado a uma temperatura
constante (GERMER et al., 1995; TEIXEIRA NETO et al., 1996).
O conhecimento dos parâmetros cinéticos de degradação dos atributos
críticos de qualidade de um alimento possibilita a obtenção de equações para
predizer seu grau de deterioração em função de temperaturas variáveis e, desta
forma, prever sua vida-de-prateleira em diversas condições de distribuição e
armazenagem, ou ainda, identificar melhorias no processo e cadeia logística
(AZEREDO; BRITO, FARIA, 2004; TAOUKIS et al., 1997).
O parâmetro Q10 descreve como a velocidade de uma reação é alterada
pelo aumento da temperatura em 10°C, definido por Labuza (1982 apud PEDRO,
2009) como:
(Equação 7)
O valor de Q10 é frequentemente utilizado no desenvolvimento de
produtos na indústria alimentícia como forma alternativa de expressar mudanças de
temperatura. É também chamado de fator de aceleração em estudos de vida-de-
prateleira e relaciona-se com a equação de Ahrrenius conforme segue:
39
(Equação 8)
A utilização da Equação 8 para faixas amplas de temperaturas, no
entanto, pode induzir à obtenção de resultados errôneos. É prática usual na indústria
de alimentos, por exemplo, simplificar o conceito de Q10 para uma razão genérica na
qual a velocidade de qualquer reação dobra com o incremento de 10°C na
temperatura de estocagem. Esta regra empírica, porém, não se aplica para todos os
tipos de alterações em alimentos, podendo invalidar o estudo de vida-de-prateleira
de diversos produtos (AZEREDO; BRITO, FARIA, 2004; PEDRO, 2008; VAN
BOEKEL, 2008).

40
4. MATERIAL E MÉTODOS
4.1. Obtenção da matéria-prima
Para o estudo da cinética de degradação, polpa concentrada de tomate,
produzida a partir de variedades de tomate industrial plantadas em 2015 (N-901, H-
9553, H-9992, U-2006, IT-761, IT-619) foi cedida pela Cargill Agrícola. Foram
coletadas amostras de polpa concentrada das safras de 2013, 2014 e 2015,
envasadas em bolsas assépticas de aproximadamente 4 kg. Tomate in natura da
variedade N-901, que representa o maior volume colhido, foi coletado na fazenda
experimental da Cargill, localizada a 32 km da capital Goiânia, no município de
Hidrolândia, Goiás (Figura 10).
Figura 10 - Localização do município de Hidrolândia (Fonte: Raphael Lorenzeto de
Abreu/ CC-BY-2.5).
Amostras para correlação com as condições reais do processo industrial
foram cedidas pela empresa Cargill Agrícola, de sua planta de processamento de
produtos de tomate situada na cidade de Goiânia, GO. Foram coletadas amostras ao
longo da linha de produção de polpa de tomate concentrada em 4 etapas
independentes, destacadas no fluxograma da Figura 11: (1) tomates triturados
coletados de tanque pulmão após tratamento térmico para inativação enzimática, hot
break, a 70-90°C por 4-5 minutos; (3) suco de tomate após a separação da pele e
sementes; (4) polpa de tomate concentrada, após o último efeito do concentrador e

41
(5) polpa de tomate concentrada e esterilizada, após o enchimento asséptico, em
bolsas de aproximadamente 4 kg.
Figura 11 - Fluxograma do processamento da polpa concentrada de tomate,
contendo etapas de coleta de amostras para correlação com as condições reais do
processo industrial destacadas.
Recebimento dos tomates
Classificação
Descarga
Transporte Hídrico
Lavagem
Seleção
Lavagem
Trituração (“Chopping Pump”)
Tratamento Térmico “Hot Break”
Tanque Pulmão
Despolpamento e refinação
Pele e sementes
Suco
Evaporação (Concentração)
Esterilização (injeção direta de vapor)
Enchimento Asséptico
Armazenagem
70 - 90°C/
4 a 5 min
Máx.
24h
Máx. 10 min
3° efeito: 50-60°C 2° efeito: 60-70°C
1° efeito: 80-90°C
105 - 115°C
29-30°C/ 7 a 24 meses

42
4.2. Armazenamento
As amostras coletadas, com exceção da polpa concentrada esterilizada,
foram congeladas logo após a coleta e armazenadas a temperatura média de –15°C
até a execução dos ensaios. A polpa concentrada esterilizada, envasada em bolsas
assépticas, foi armazenada a temperatura ambiente até análise.
4.3. Análises físico-químicas para caracterização da matéria-prima
Foram avaliadas as características físico-químicas como pH, teor de
sólidos solúveis (ºBrix), acidez titulável e umidade do tomate in natura, da polpa de
tomate concentrada e das amostras coletadas ao longo do processamento industrial
da polpa de tomate concentrada.
4.3.1. pH
A concentração hidrogeniônica das amostras foi determinada por medida
direta em potenciômetro (Denver Instruments UB-10), calibrado com soluções
tampão pH 4 e 7, conforme manual do equipamento (INSTITUTO ADOLFO LUTZ,
2008).
4.3.2. Sólidos solúveis totais (ºBrix)
O teor de sólidos solúveis (°Brix) foi determinado por leitura direta em
refratômetro digital de bancada (Abee Mark II, Reichert Technologies), utilizando-se
uma a duas gotas da amostra homogeneizada, filtrada em algodão, para remover
pele e outros resíduos insolúveis que podem interferir na leitura. Os graus Brix
referem-se à porcentagem em massa de sacarose em solução a 20°C (INSTITUTO
ADOLFO LUTZ, 2008).
4.3.3. Acidez titulável total
A acidez titulável foi determinada por titulação com hidróxido de sódio 0,1
N, segundo método 942.15, AOAC, 2006.

43
4.3.4. Umidade
A umidade foi determinada pelo princípio de termogravimetria, com
secagem por halógeno, utilizando o analisador de umidade modelo HB43-S Mettler
Toledo®.
4.4. Determinação dos parâmetros cinéticos
Os parâmetros cinéticos k (min-1) ou D (min); e Ea (kJ/mol) ou z (°C) de
degradação da cor, vitamina C, consistência e textura foram determinados para a
polpa concentrada de tomate (29° Brix). Para tal foram realizados ensaios de
degradação térmica, conforme descrito na Tabela 2.
Onde:
k (min-1) = constante de velocidade de reação;
D (min) = tempo de redução decimal;
Ea (kJmol-1) = energia de ativação;
z (°C) = índice térmico.
Tabela 2 - Tempos e temperaturas definidos em ensaios cinéticos preliminares.
Temperatura (°C) Tempo (h)
60 0 12 24 36 48 60 72 84 96
70 0 12 24 36 48 60 72 84 96
80 0 6 12 24 30 36 48 - -
Devido à quantidade de amostra necessária para as análises de
consistência e textura e à dificuldade de colocar amostras viscosas de polpa
concentrada em pequenos tubos, acondicionaram-se as amostras em frascos
transparentes de poliestireno com tampa de rosca, de volume aproximado de 120
ml.
Os frascos foram submetidos a tratamento térmico imersos em banho
termostático com circulação de água, da marca Lauda, para aquecer as amostras
nas três temperaturas estudadas. Para minimizar variações de temperatura durante
o tempo de tratamento térmico das amostras, o banho foi mantido fechado com
tampa própria. A temperatura no centro dos frascos foi medida com auxílio de
termômetro de haste e, a cada intervalo de tempo estabelecido, os frascos foram

44
transferidos para um banho termostático frio, regulado a temperatura de 2°C, a fim
de interromper o tratamento térmico e, em seguida, analisados em triplicata.
Conforme sugerido por Barreiro et al. (1997), devido à quantidade de
amostra utilizada, as amostras foram pré-aquecidas em micro-ondas para acelerar a
transferência de calor, reduzindo assim o período de transição de temperatura da
amostra à temperatura do experimento. Para estabelecer o tempo de aquecimento,
testes de tentativa e erro foram conduzidos para determinar o tempo e a potência
necessários para que a amostra atingisse a temperatura do experimento ±2°C. A
temperatura da amostra foi medida depois de a mesma ter sido removida do forno
de micro-ondas, posicionando-se a haste do termômetro no centro geométrico do
recipiente, após homogeneização da amostra.
4.5. Análise instrumental de cor em Colorímetro Hunter Lab
A análise instrumental de cor foi realizada em colorímetro (Hunterlab®
modelo LabScan XE), através de cubeta de quartzo de 64 mm. O aparelho foi
calibrado para medição de reflectância (RSIN), no sistema de cor CIELAB (L*, a* e
b*), iluminante tipo C e ângulo do observador de 2°, conforme manual do
equipamento, para obtenção das coordenadas colorimétricas L*, a* e b* (onde L* =
Luminosidade; a* e b* = coordenadas cromáticas, sendo a* = intensidade de
vermelho e b* = intensidade de amarelo).
O equipamento foi calibrado com azulejos padrões preto e branco antes
das medições. Checagens com azulejo padrão vermelho (L*=26,18; a*= 27,3 e b*=
12,7) foram realizadas periodicamente. O azulejo padrão tem como função a
verificação da repetitividade do instrumento medidor. Industrialmente, a utilização do
azulejo padrão vermelho é importante para checar a reprodutibilidade de leitura de
diferentes colorímetros utilizados na classificação de produtos processados de
tomate (suco, polpa, molhos, dentre outros).
Os índices Fresh Tomato Score (FTS), Tomato Juice Score (TJS) e
Tomato Paste Score (TPS) foram calculados de acordo com as expressões contidas
na Tabela 3.

45
Tabela 3 - Índices de cor e cálculo correspondente (HUNTER LAB, 2015).
Produto Índice Cálculo
(Baseado nos valores L, a, b)
Suco de Tomate TJS 25.114 + 0.939a - 1.638b
Polpa de Tomate Concentrada TPS - 40.926 + 1.061a + 9.473b - 0.346b2
Tomate in natura TFS 100 ((21.6/L) – (7.5b/La))
A cada leitura a cubeta foi preenchida com o mesmo volume de amostra e
uma capa preta opaca foi posicionada sobre ela para prevenir interferência da luz
ambiente na medida.
4.6. Determinação de ácido ascórbico (vitamina C)
A determinação da vitamina C foi realizada por iodometria, segundo o
método 3664/IV, do Instituto Adolfo Lutz (2008).
Alíquotas de polpa adicionadas de solução de ácido sulfúrico a 20%,
solução de iodeto de potássio a 10% e solução indicadora de amido a 1% foram
tituladas em triplicata com solução de iodato de potássio (0,2 mM) até coloração
azul.
4.7. Análise de consistência
A determinação de consistência das amostras de polpa concentrada de
tomate foi realizada segundo metodologia descrita por Leonard, 1980. Utilizou-se
consistômetro Bostwick, modelo MA441 do fornecedor “Marconi Equipamentos para
Laboratório”, com capacidade de 75 mL de amostra. Para leitura, a concentração
das amostras de polpa concentrada de tomate foi padronizada, através de diluição a
12% NTSS (natural tomato soluble solids) ou 12°Brix com água deionizada. A
temperatura das amostras diluídas foi ajustada para 25°C para leitura da
consistência.
4.8. Análise de textura
As determinações de textura foram realizadas através de teste de
retroextrusão, com o auxílio do Texturômetro Universal Testing Machine, modelo TA
XT Plus, marca Stable Micro Systems. No teste de retroextrusão, um pistão é

46
forçado através da amostra e o produto é expelido ao redor do disco, conforme
mostra a Figura 12.
Figura 12 - Representação gráfica do teste de retroextrusão.
Após o tratamento térmico, as amostras foram resfriadas a 20°C para
análise da textura. As leituras foram feitas diretamente no pote de poliestireno de
diâmetro interno de 40 mm e altura 70 mm, onde as amostras foram acondicionadas
para o tratamento térmico. A geometria (probe) utilizada para o teste de
retroextrusão foi o disco de acrílico de 35 mm de diâmetro, código A/BE – d35.
4.9. Correlação da análise teórica com as condições reais de processo
Os parâmetros cinéticos de degradação da cor, da vitamina C e da
consistência foram comparados com as etapas do processamento industrial de
tomate. Durante o processo foram observados os tempos e temperaturas de
tratamento, desde o recebimento do tomate até o armazenamento em pátio ou
prateleiras, observando-se o quanto cada etapa influencia nestas características.
4.10. Forma de análise dos resultados
Todas as análises foram realizadas em triplicata, sendo considerado,
portanto, o resultado médio e o seu respectivo desvio padrão.
Quando aplicável, os resultados das determinações foram avaliados
estatisticamente, através de Análise de Variância ANOVA e Teste de Tukey ao nível
de significância de 5% para a comparação entre as médias.

47
5. RESULTADOS E DISCUSSÕES
Os estudos cinéticos de degradação de vitamina C, cor, consistência e
textura foram conduzidos a partir de polpa de tomate concentrada produzida na
safra de 2015, com as características descritas na Tabela 4.
Tabela 4 - Caracterização físico-química da polpa utilizada no estudo cinético.
Propriedades (*) Resultados
Umidade (% b.u.) 67,35 ± 0,23
Sólidos solúveis totais (ºBrix) 29,64 ± 0,10
pH 4,31 ± 0,01
Acidez titulável total (% ácido cítrico) 2,11 ± 0,06
(*) Valores expressos como média ± desvio padrão.
Os tempos de pré-aquecimento das amostras em micro-ondas, a fim de
atingir as temperaturas de tratamento térmico definidas para o estudo cinético foram
as seguintes: 5 minutos para atingir 60°C no centro geométrico, após
homogeneização; 7,5 minutos para atingir 70°C; e 9,5 minutos para atingir 80°C.
Frente aos tempos totais de aquecimento, 96 horas a 60 e a 70°C e 48 horas a
80°C, os tempos de pré-aquecimento podem ser considerados desprezíveis.
5.1. Cinética de degradação do ácido ascórbico
Os dados obtidos da degradação de ácido ascórbico nas três
temperaturas estudadas foram analisados quanto à ordem de reação e, em seguida
foram calculados os parâmetros cinéticos pelos métodos de Bigelow e de Arrhenius.
Para a determinação da ordem de reação, foram plotados os valores de
concentração de ácido ascórbico versus o tempo de aquecimento a cada
temperatura, como mostram a Tabela 5 e a Figura 13.

48
Tabela 5 - Concentrações de ácido ascórbico (mg/ 100g) durante o aquecimento a
diferentes temperaturas.
Ácido Ascórbico (mg/ 100g)
Tempo (h) 60°C 70°C 80°C
0 75,3 ± 0,9 75,3 ± 0,89 75,3 ± 0,89
6 45,9 ± 1,02
12 53,8 ± 1,1 46,1 ± 1,59 33,4 ± 0,49
24 51,7 ± 4,4 33,2 ± 1,04 21,9 ± 1,75
30 23,5 ± 1,08
36 42,4 ± 1,4 27,4 ± 1,07 20,8 ± 1,42
48 38,1 ± 1,5 22,0 ± 0,74 24,0 ± 3,38
60 37,2 ± 0,4 20,2 ± 0,69
72 33,6 ± 1,9 19,4 ± 0,99
84 26,7 ± 0,9 19,3 ± 1,19
96 21,2 ± 1,2 16,1 ± 0,78 (*) Valores expressos como média ± desvio padrão.
Figura 13 - Cinética de degradação do ácido ascórbico em polpa de tomate a 60, 70
e 80°C (média ± desvio padrão).
A concentração de ácido ascórbico nas amostras de polpa de tomate
concentrada diminuiu com o aumento do tempo de aquecimento nas três
0,00
10,00
20,00
30,00
40,00
50,00
60,00
70,00
80,00
0 20 40 60 80 100
Co
nce
ntr
açã
o á
c. a
scó
rbic
o (
mg
/ 1
00
g)
Tempo (horas)
60
70
80

49
temperaturas (60, 70 e 80°C), como era esperado. Mais de 50% do ácido ascórbico
inicialmente medido foi degradado nas condições estudadas (71,8% a 60°C, 78,6%
a 70°C e 68,1% a 80°C), o que permite concluir que os tempos de aquecimento
aplicados foram suficientes para avaliar a cinética da reação.
Taoukis e Labuza (1996) e Labuza (1984) mencionam que a maioria das
reações estudadas em alimentos são caracterizadas como cinéticas de ordem zero
ou primeira ordem. Ainda, Teixeira Neto et al. (1996) citam reações de primeira
ordem como as mais frequentes em alimentos, dentre as mais importantes:
desenvolvimento microbiano, degradação de vitaminas e pigmentos durante o
processamento e armazenamento, inativação enzimática e destruição de toxinas por
aquecimento. Com base na literatura, portanto, os resultados obtidos do estudo de
degradação térmica do ácido ascórbico foram testados nos modelos de ordem zero
e de primeira ordem, conforme evidencia a Tabela 6.
Tabela 6 - Comparação entre os modelos de ordem zero e primeira ordem para
descrever a cinética de degradação de ácido ascórbico em polpa de tomate
concentrada.
Ordem zero Primeira ordem
Temperatura (°C) Equação da reta R2 Equação da reta R2
60 y = -0,4705x + 64,802 0,91 y = -0,0049x + 1,8335 0,96
70 y = -0,4884x + 54,448 0,71 y = -0,0061x + 1,7303 0,86
80 y = -0,9245x + 55,573 0,64 y = -0,0102x + 1,7232 0,72
O exame visual da Figura 13 (modelo de ordem zero) e da
Figura 14 (II), (modelo de primeira ordem), bem como a avaliação
dos coeficientes de determinação (R2) mostrados na Tabela 6, não permitem
afirmar com certeza que o modelo de primeira ordem representa
satisfatoriamente a reação estudada. Por esse motivo, testou-se também os
resultados obtidos nos modelos de ½, 1 ½ e segunda ordem, cuja comparação
gráfica é exposta na
Figura 14. Os coeficientes de determinação (R2) de cada modelo são
comparados na Tabela 7.

50
Figura 14 - Comparação gráfica entre diferentes modelos cinéticos para descrever a
degradação de ácido ascórbico em polpa de tomate concentrada, sendo (I) modelo
de ½ ordem; (II) modelo de primeira ordem; (III) modelo de 1½ ordem e (IV) modelo
de segunda ordem.
Tabela 7 - Comparação da qualidade do ajuste de modelos de ordem zero, primeira,
½, 1 ½ e segunda ordem para descrever a cinética de degradação do ácido
ascórbico em polpa de tomate concentrada.
R2
Ordem da Reação 60°C 70°C 80°C
Zero 0,91 0,71 0,64
½ 0,94 0,79 0,68
Primeira 0,96 0,86 0,72
1 ½ 0,95 0,92 0,73
Segunda 0,91 0,95 0,74
Tanto a avaliação visual dos gráficos da Figura 14 quanto os coeficientes
de determinação (R2) sugerem que o modelo de primeira ordem descreve
satisfatoriamente a reação de degradação do ácido ascórbico em polpa de tomate
2,50
3,00
3,50
4,00
4,50
0 20 40 60 80 100
ln [ác. ascórb
ico]
Tempo (h)
0,00
0,15
0,30
0,45
0,60
0 20 40 60 80 100
2*[
ác. ascórb
ico]-
½
Tempo (h)
0,00
0,02
0,03
0,05
0,06
0 20 40 60 80 100
1/ [
ác. ascórb
ico]
Tempo (h)
0,00
4,00
8,00
12,00
16,00
0 20 40 60 80 100
2*[
ác. ascórb
ico]·½
Tempo (h)
(I) (II)
(III) (IV)

51
apenas à temperatura de 60°C. Para as temperaturas de 70 e 80°C, o modelo de
segunda ordem apresenta coeficientes de determinação mais próximos de 1, no
entanto, a representação gráfica não mostra dados organizados de forma
perfeitamente linear.
Robertson e Samaniego (1986) reportaram resultado semelhante ao
estudar a degradação de ácido ascórbico em suco de limão. Para Singh et al. (1976
apud ROBERTSON; SAMANIEGO, 1986) e para Lin e Agalloco (1079 apud
ROBERTSON; SAMANIEGO, 1986), a reação de primeira ordem é válida somente
quando o oxigênio está contido em abundância (degradação aeróbica) ou quando
está completamente ausente do meio (degradação anaeróbica). Quando oxigênio
está presente em concentrações limitadas, como no presente estudo em que a
incorporação de ar na amostra não foi controlada, os autores reportam que a
cinética de segunda ordem observada pode representar que a reação depende tanto
da concentração de oxigênio, quando da de ácido ascórbico.
Van Boekel (1996) sugere ainda que o conceito de ordem de reação é
puramente empírico e que o uso de modelos de ordem simples para descrever
reações complexas em alimentos é útil quando o interesse é prever a vida-de-
prateleira ou estudar alterações químicas durante o processamento, mas não é
recomendado para entender o mecanismo da reação química.
O modelo de segunda ordem não é frequentemente reportado na
literatura de ciência dos alimentos. Van Boekel (2008) reitera que, supondo que um
dos reagentes esteja presente em excesso, a constante de velocidade de reação de
segunda ordem pode ser simplificada para uma constante de “pseudo-primeira
ordem”. Isso reforça a tese de que a cinética observada experimentalmente não
necessariamente descreve bem o mecanismo da reação. Uma solução para essa
problemática pode ser a aplicação da modelagem multi-resposta, bastante utilizada
para explicar cientificamente os mecanismos de reação, muito embora não seja
frequentemente utilizada em aplicações práticas.
Com foco no objetivo principal de comparar as alterações de três
importantes parâmetros de qualidade ao longo do processamento e armazenagem
da polpa concentrada de tomate, a degradação anaeróbica do ácido ascórbico
melhor representa o comportamento da polpa de tomate durante o período de
estocagem após concentração e envase asséptico. Por esse motivo, selecionou-se
52
para este trabalho o modelo de primeira ordem. O modelo de primeira ordem
também foi utilizado para descrever a cinética de degradação do ácido ascórbico em
diferentes matrizes alimentícias, como apresentado por Lee et al.. (1997) em suco
de tomate, Gabas, Telis-Romero e Menegalli (2003) em ameixas liofilizadas,
Burdurlu, Koca e Karadeniz (2006) em sucos cítricos concentrados, Rajchl et al.
(2010) em ketchup e Pedro (2006) em extrato de tomate. A escolha da cinética de
primeira ordem permite ainda o cálculo das constantes cinéticas pelos modelos de
Arrhenius e Bigelow.
Dessa forma, as constantes cinéticas do modelo de Arrhenius foram
calculadas a partir da regressão linear da concentração de ácido ascórbico em
função do tempo para as três temperaturas, 60, 70 e 80°C. A inclinação das retas da
Figura 15 corresponde à constante da velocidade da reação k (h-1) a cada
temperatura.
Na Figura 16 observa-se o logaritmo da constante da velocidade em
função do inverso da temperatura absoluta, onde uma linha reta confirma que a
reação segue a equação de Arrhenius com bom ajuste linear (R2 = 0,94). A
inclinação representa E/R.

53
Figura 15 - Relação linear para determinação do parâmetro k de degradação do
ácido ascórbico (média ± desvio padrão).
Figura 16 - Representação gráfica de Arrhenius da constante cinética de primeira
ordem para degradação do ácido ascórbico em polpa de tomate (média ± desvio
padrão).
2,50
2,70
2,90
3,10
3,30
3,50
3,70
3,90
4,10
4,30
4,50
0 20 40 60 80 100
ln C
on
c. á
c. a
scó
rbic
o m
(mg
/ 1
00
g)
Tempo (horas)
60
70
80
R² = 0,9423
3
3,2
3,4
3,6
3,8
4
4,2
4,4
4,6
4,8
2,8 2,85 2,9 2,95 3 3,05
-ln
k (
h-1
)
1/T·103 (K-1)

54
As constantes cinéticas de degradação do ácido ascórbico foram
alternativamente determinadas pelo modelo de Bigelow, com a finalidade de avaliar
a intensidade do binômio tempo e temperatura. Para isso, os dados experimentais
foram plotados em escala logarítmica de base 10 versus o tempo de aquecimento
em horas.
Figura 17 - Curva da retenção de ácido ascórbico para o cálculo do valor D para a
degradação do ácido ascórbico (média ± desvio padrão).
Figura 18 - Curva de resistência térmica para o cálculo do valor z para a
degradação do ácido ascórbico (média ± desvio padrão).
1,00
1,10
1,20
1,30
1,40
1,50
1,60
1,70
1,80
1,90
2,00
0 20 40 60 80 100
log
Co
nc. á
c. a
scó
rbic
o (
mg
/ 1
00
g)
Tempo (horas)
60
70
80
R² = 0,9499
1,90
1,95
2,00
2,05
2,10
2,15
2,20
2,25
2,30
2,35
50 55 60 65 70 75 80 85
log
D (
h)
Temperatura (°C)

55
Um resumo dos parâmetros cinéticos calculados para a degradação do
ácido ascórbico é mostrado na Tabela 8.
Tabela 8 - Parâmetros cinéticos para a degradação de ácido ascórbico em polpa de
tomate concentrada.
Arrhenius Bigelow
k60°C 1,13 · 10-2 h-1 D60°C 203,22 h
k70°C 1,41 · 10-2 h-1 D70°C 163,18 h
k80°C 2,36 · 10-2 h-1 D80°C 97,65 h
ln ko 8,36 h-1 z 62,84 °C
Ea 35,70 kJ/mol
O resultado encontrado de energia de ativação difere da faixa citada por
Taoukis et al. (1997) para descrever reações de degradação de nutrientes, quando
obteve 100 kJ/mol, reportada também por Pedro (2006) em extrato de tomate. No
entanto, resultados de energia de ativação inferiores a 100 kJ/ mol foram também
obtidos por Rajchl et al. (2010) em ketchup, Zanoni (2003) em polpa de tomate e Lee
et al. (1977) em suco de tomate.
Os valores de D e z encontrados na literatura para degradação de ácido
ascórbico em produtos de fruta não estabelecem um padrão comum. Rajchl et al.
(2010) encontrou parâmetros cinéticos significativamente diferentes ao comparar
ketchups produzidos a partir da mesma polpa de tomate, com pequenas diferenças
de formulação. Este estudo exemplifica bem como a complexidade das matrizes
alimentícias, bem como as diferenças no processamento e condições de estudo
interferem nos resultados cinéticos observados. De maneira geral, os valores de k, D
e z obtidos no presente estudo demonstram dependência térmica dentro das faixas
reportadas em literatura para produtos semelhantes.
56
5.2. Cinética de degradação da cor
Os resultados obtidos para os parâmetros de cor L*, a*, b*, TPS e a*/b*
durante o aquecimento da polpa de tomate às três temperaturas estão apresentados
na Tabela 9.
Para a determinação da ordem de reação, foram plotados os valores de
cada parâmetro versus o tempo de aquecimento a cada temperatura. A Tabela 10
mostra que bons ajustes foram observados tanto para o modelo de ordem zero
quanto para o modelo de primeira ordem. Em uma reação de ordem zero, a
velocidade de conversão do reagente depende apenas do tempo, enquanto que em
uma reação de primeira ordem a velocidade depende também da concentração dos
reagentes envolvidos. O modelo de primeira ordem mostrou coeficientes de
determinação (R2) ligeiramente maiores ou iguais aos encontrados através do
modelo de ordem zero para todos os parâmetros. Por esse motivo, o modelo de
primeira ordem foi adotado para o cálculo dos parâmetros cinéticos de degradação
da cor. O comportamento de primeira ordem também foi observado por Barreiro et
al. (1997) e Rajchl et al. (2010) para degradação de cor em produtos de tomate.
Analogamente, Lee e Chen (2002) descreveram comportamento cinético de primeira
ordem para a degradação de licopeno em sistemas modelo em diferentes
temperaturas.

57
Tabela 9 - Resultados obtidos para os parâmetros de cor L*, a*, b*, TPS e a*/b* durante o aquecimento da polpa de tomate a
diferentes temperaturas.
Tempo (horas)
T (°C) Parâmetro 0 6 12 24 30 36 48 60 72 84 96
60
L* 23,93 ± 0,01 23,91 ± 0,03 23,81 ± 0,00 23,61 ± 0,05 23,6 ± 0,02 23,38 ± 0,00 22,86 ± 0,04 22,99 ± 0,02 22,64 ± 0,01
a* 22,98 ± 0,04 23,33 ± 0,07 23,06 ± 0,03 22,76 ± 0,02 22,28 ± 0,02 22,05 ± 0,02 21,49 ± 0,01 21,56 ± 0,01 21,23 ± 0,02
b* 13,79 ± 0,01 13,87 ± 0,02 13,79 ± 0,00 13,69 ± 0,01 13,65 ± 0,01 13,55 ± 0,01 13,22 ± 0,02 13,35 ± 0,01 13,16 ± 0,01
TPS 48,27 ± 0,06 48,63 ± 0,06 48,37 ± 0,06 48,07 ± 0,06 47,57 ± 0,06 47,3 ± 0,00 46,6 ± 0,00 46,77 ± 0,06 46,33 ± 0,06
a*/b* 1,67 ± 0,00 1,68 ± 0, 00 1,67 ± 0, 00 1,66 ± 0,00 1,63 ± 0,00 1,63 ± 0,00 1,63 ± 0,00 1,62 ± 0,00 1,61 ± 0,00
70
L* 23,93 ± 0,01 23,41 ± 0,04 23,07 ± 0,01 22,37 ± 0,01 21,56 ± 0,01 20,99 ± 0,02 20,16 ± 0,02 19,55 ± 0,01 19,14 ± 0,01
a* 22,98 ± 0,04 22,29 ± 0,07 21,79 ± 0,02 20,54 ± 0,00 19,08 ± 0,03 18,32 ± 0,02 16,97 ± 0,03 16,09 ± 0,02 15,48 ± 0,01
b* 13,79 ± 0,01 13,5 ± 0,06 13,41 ± 0,01 12,93 ± 0,01 12,43 ± 0,01 12,1 ± 0,02 11,57 ± 0,02 11,21 ± 0,02 10,94 ± 0,01
TPS 48,27 ± 0,06 47,53 ± 0,06 47, ± 0,00 45,5 ± 0,00 43,6 ± 0,00 42,5 ± 0,00 40,37 ± 0,06 38,87 ± 0,06 37,7 ± 0,00
a*/b* 1,67 ± 0,00 1,65 ± 0,00 1,63 ± 0,00 1,59 ± 0,00 1,54 ± 0,00 1,51 ± 0,00 1,47 ± 0,00 1,44 ± 0,00 1,41 ± 0,00
80
L* 23,93 ± 0,01 22,43 ± 0,01 21,34 ± 0,03 19,58 ± 0,01 18,82 ± 0,00 18,31 ± 0,02 17,04 ± 0,01
a* 22,98 ± 0,04 20,81 ± 0,02 19,04 ± 0,02 16,13 ± 0,02 15,19 ± 0,00 14,22 ± 0,02 12,61 ± 0,05
b* 13,79 ± 0,01 12,97 ± 0,01 12,33 ± 0,02 11,19 ± 0,01 10,82 ± 0,01 10,42 ± 0,01 9,66 ± 0,01
TPS 48,27 ± 0,06 45,81 ± 0,02 43,48 ± 0,02 38,86 ± 0,02 37,19 ± 0,01 35,29 ± 0,05 31,67 ± 0,07
a*/b* 1,67 ± 0,00 1,6 ± 0,00 1,54 ± 0,00 1,44 ± 0,00 1,4 ± 0,00 1,36 ± 0,00 1,31 ± 0,00
(*) Valores expressos como média ± desvio padrão.

58
Tabela 10 - Comparação entre os modelos de ordem zero e primeira ordem para
descrever a cinética degradação dos parâmetros de cor em polpa de tomate
concentrada.
Ordem zero Primeira ordem
Temp. (°C) Equação da reta R2 Equação da reta R2
L* 60 y = -0,014x + 24,085 0,92 y = -0,0003x + 1,3819 0,92
70 y = -0,0527x + 24,102 0,99 y = -0,0011x + 1,3838 0,99
80 y = -0,1405x + 23,338 0,97 y = -0,003x + 1,3701 0,99
a* 60 y = -0,0075x + 13,921 0,87 y = -0,0004x + 1,3692 0,92
70 y = -0,0316x + 13,947 0,99 y = -0,0019x + 1,3729 0,99
80 y = -0,0851x + 13,493 0,98 y = -0,0054x + 1,35 0,99
b* 60 y = -0,0075x + 13,921 0,87 y = -0,0002x + 1,1438 0,87
70 y = -0,0316x + 13,947 0,99 y = -0,0011x + 1,1464 0,98
80 y = -0,0851x + 13,493 0,98 y = -0,0032x + 1,1324 0,99
TPS 60 y = -0,0245x + 48,72 0,91 y = -0,0002x + 1,6878 0,91
70 y = -0,1174x + 49,117 0,98 y = -0,0012x + 1,6936 0,99
80 y = -0,3467x + 47,809 0,99 y = -0,0038x + 1,6835 1,00
a*/b* 60 y = -0,0008x + 1,6801 0,87 y = -0,0002x + 0,2254 0,87
70 y = -0,0028x + 1,6805 0,99 y = -0,0008x + 0,2264 0,99
80 y = -0,0076x + 1,6457 0,98 y = -0,0022x + 0,2175 0,99
Conforme esperado, todos os valores de cor (L*, a*, b*, a*/b* e TPS)
apresentaram decréscimo com o aumento do tempo de aquecimento, às três
temperaturas estudadas, decaindo de forma mais acentuada quanto maior a
temperatura.
As constantes cinéticas do modelo de Arrhenius foram calculadas a partir
da regressão linear dos valores de cor em função do tempo para as três
temperaturas. As inclinações das retas mostradas na Figura 19 correspondem às
constantes da velocidade da reação k (h-1) a cada temperatura.
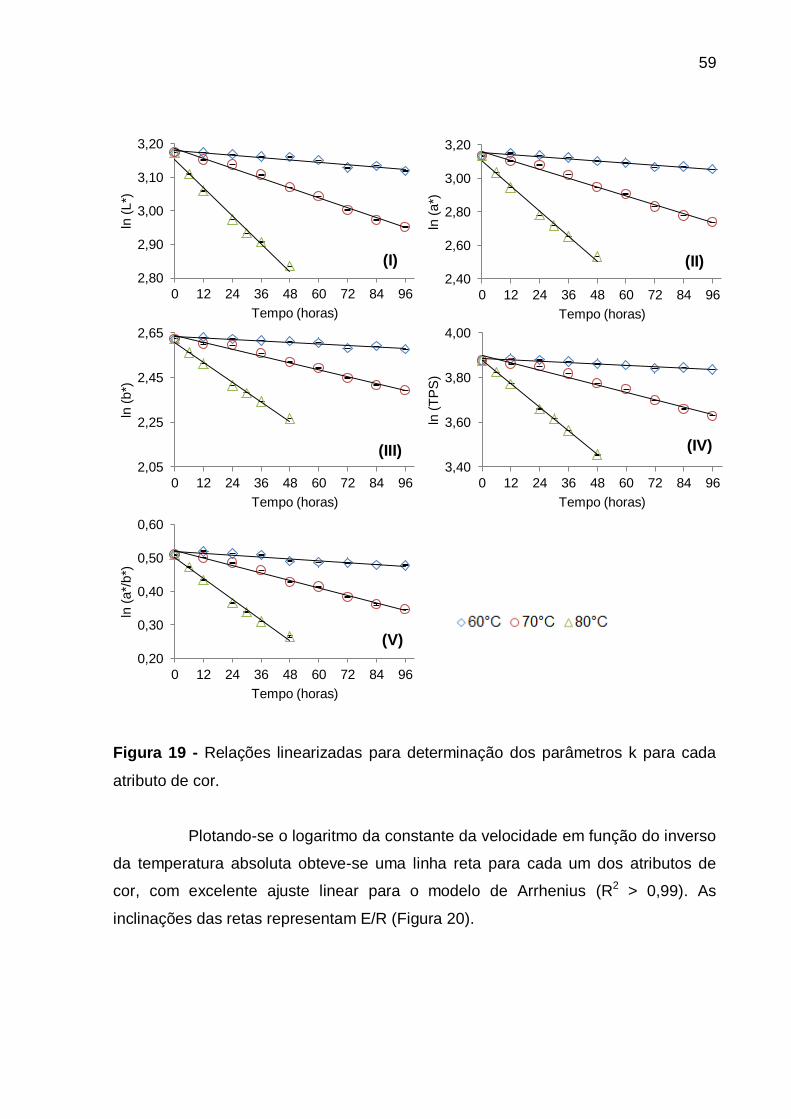
59
Figura 19 - Relações linearizadas para determinação dos parâmetros k para cada
atributo de cor.
Plotando-se o logaritmo da constante da velocidade em função do inverso
da temperatura absoluta obteve-se uma linha reta para cada um dos atributos de
cor, com excelente ajuste linear para o modelo de Arrhenius (R2 > 0,99). As
inclinações das retas representam E/R (Figura 20).
2,80
2,90
3,00
3,10
3,20
0 12 24 36 48 60 72 84 96
ln (
L*)
Tempo (horas)
(I) 2,40
2,60
2,80
3,00
3,20
0 12 24 36 48 60 72 84 96
ln (
a*)
Tempo (horas)
(II)
2,05
2,25
2,45
2,65
0 12 24 36 48 60 72 84 96
ln (
b*)
Tempo (horas)
(III) 3,40
3,60
3,80
4,00
0 12 24 36 48 60 72 84 96
ln (
TP
S)
Tempo (horas)
(IV)
0,20
0,30
0,40
0,50
0,60
0 12 24 36 48 60 72 84 96
ln (
a*/
b*)
Tempo (horas)
(V)

60
Figura 20 - Representação gráfica de Arrhenius para degradação dos parâmetros
instrumentais de cor em polpa de tomate.
Para avaliação da intensidade do binômio tempo e temperatura na
degradação da cor, foram determinadas as constantes cinéticas de degradação dos
atributos de cor também pelo modelo de Bigelow a partir dos gráficos das Figuras 21
e 22.
Figura 21 - Curva de resistência térmica para o cálculo do valor z para a
degradação de cor.
3
4
5
6
7
8
2,8 2,85 2,9 2,95 3 3,05
-ln
k (
h-1
)
1/T *103 (K-1)
L
a
b
TPS
a/b
2,00
2,20
2,40
2,60
2,80
3,00
3,20
3,40
3,60
3,80
55 60 65 70 75 80 85
log
D (
h)
Temperatura (°C)
L
a
b
TPS
a/b

61
Figura 22 - Curvas da retenção de cor para o cálculo do valor D para a degradação
de cor.
A alteração de cor ao longo do tempo de aquecimento pode também ser
verificada visualmente, conforme mostram as fotos do Quadro 1.
1,20
1,25
1,30
1,35
1,40
0 12 24 36 48 60 72 84 96
log (
L*)
Tempo (horas)
(I) 1,00
1,10
1,20
1,30
1,40
0 12 24 36 48 60 72 84 96
log (
a*)
Tempo (horas)
(II)
0,80
0,90
1,00
1,10
1,20
0 12 24 36 48 60 72 84 96
log (
b*)
Tempo (horas)
(III)
1,40
1,50
1,60
1,70
1,80
0 12 24 36 48 60 72 84 96
log (
TP
S)
Tempo (horas)
(IV)
0,10
0,15
0,20
0,25
0 12 24 36 48 60 72 84 96
log (
a*/
b*)
Tempo (horas)
(V)

62
Quadro 1. Comparação visual da evolução de cor ao longo do tempo de
aquecimento às três temperaturas estudadas (tubos de ensaio organizados do
tempo zero ao tempo final de aquecimento, da esquerda para a direita).
Temperatura Comparação fotográfica
60°C
70°C
80°C
A redução dos parâmetros instrumentais de cor pode ser comprovada
visualmente pelo escurecimento da polpa com o aquecimento às três temperaturas,
mais perceptivelmente a 70 e a 80°C.
Um resumo dos parâmetros cinéticos calculados para a degradação de
cor é mostrado na Tabela 11.
0h 12h 24h 36h
48h 60h 72h 84h 96h
0h 12h 24h 36h
48h 60h 72h 84h 96h
0h 6h 12h
24h 30h 36h 48h

63
Tabela 11 - Parâmetros cinéticos para a degradação de cor em polpa de tomate
concentrada.
Arrhenius Bigelow
Parâmetro k60°C
(h-1)
k70°C
(h-1)
k80°C
(h-1)
ln ko
(h-1)
Ea
(kJ/ mol)
D60°C
(h)
D70°C
(h)
D80°C
(h)
z
(°C)
L* 5,98 · 10-04 2,45 · 10-03 6,95 · 10-03 35,99 120,10 3850,15 938,63 331,34 18,78
a* 1,01 · 10-03 4,40 · 10-03 1,25 · 10-03 37,69 123,36 2283,52 522,72 183,98 18,28
b* 5,51 · 10-04 2,56 · 10-03 7,35 · 10-03 38,37 126,88 4177,45 899,62 183,98 14,75
TPS 5,16 · 10-04 2,73 · 10-03 8,76 · 10-03 42,57 138,71 4463,42 843,82 262,89 16,26
a*/b* 4,57 · 10-04 1,85 · 10-03 5,17 · 10-03 35,23 118,75 5036,76 1247,69 445,66 18,99
Apesar de reportar o mesmo perfil de degradação para todos os atributos
de cor em estudo semelhante com polpa de tomate, Barreiro et al. (1997) encontrou
parâmetros cinéticos que demonstram maior sensibilidade da cor à temperatura. Os
valores encontrados no presente estudo aproximam-se mais dos obtidos por Rajchl
et al. (2010) em ketchup. As divergências constatadas podem estar relacionadas às
condições do estudo (tempo de aquecimento, temperaturas avaliadas, aeração) e a
características de composição da matriz alimentícia utilizada.
5.3. Cinética de degradação da textura
A degradação térmica da textura foi avaliada através de dois métodos, o
primeiro mais comumente empregado na indústria de produtos atomatados
globalmente - a consistência Bostwick - e o segundo, mais preciso, que fornece
dados mais completos do ponto de vista científico.
Os resultados das medidas feitas em consistômetro Bostwick ao longo do
tempo de aquecimento às três temperaturas estudadas encontram-se expostos na
Tabela 12.
Observa-se que a 60 e 70°C os valores iniciais e finais de consistência
encontrados são idênticos. O consistômetro Bostwick é comumente utilizado para
monitoramento rápido de qualidade na linha de produção de produtos de tomate
como polpas, extratos, molhos prontos e ketchups, e sua escala é dividida em
intervalos de 0,5 cm. Tendo em vista a precisão da escala, não há diferença entre as

64
leituras feitas ao longo do tempo total de observação a 60 e 70°C. A diferença
estatística encontrada deve-se ao baixo desvio padrão entre as replicatas.
A 80°C a degradação da consistência foi observada a partir de 6 horas de
aquecimento. No entanto, não se constata diferença estatística entre as amostras
aquecidas por 6 a 48 h (tempo total do estudo a 80°C).
Desta forma, pode-se inferir que, em ambiente fechado e admitindo perda
de umidade insignificante, a temperatura de tratamento térmico exerce efeito muito
pequeno sobre a consistência da polpa de tomate concentrada. A Figura 23 ilustra
comparativamente os resultados de consistência Bostwick encontrados às três
temperaturas avaliadas.
Tabela 12 - Resultados obtidos de consistência Bostwick durante o aquecimento da
polpa de tomate a 60, 70 e 80°C.
Consistência Bostwick (cm/ 30s)
Tempo (min) 60°C 70°C 80°C
0 (4,0 ± 0,0) ab (4,0 ± 0,0) c (3,9 ± 0,0) c
6 (4,3 ± 0,1) b
12 (3,9 ± 0,1) ab (4,0 ± 0,0) bc (4,5 ± 0,0) ab
24 (3,9 ± 0,1) ab (4,0 ± 0,0) c (4,6 ± 0,1) a
30 (4,5 ± 0,0) ab
36 (4,1 ± 0,3) a (4,3 ± 0,1) a (4,5 ± 0,0) ab
48 (4,2 ± 0,0) a (4,2 ± 0,0) a (4,5 ± 0,0) ab
60 (4,0 ± 0,0) ab (4,2 ± 0,1) ab
72 (3,7 ± 0,1) b (4,2 ± 0,1) ab
84 (4,0 ± 0,0) ab (4,1 ± 0,0) bc
96 (4,0 ± 0,0) ab (4,0 ± 0,0) c
(*) Valores expressos como média ± desvio padrão.
(**) Valores em uma mesma coluna com a mesma letra não diferem significativamente
entre si ao nível de significância de 5% pelo teste de Tukey.

65
Figura 23 - Evolução da consistência Bostwick ao longo do tempo de aquecimento
às três temperaturas estudadas.
As análises feitas em Texturômetro TA XT Plus produziram as curvas
ilustradas na Figura 24, típicas de testes de retroextrusão. Os resultados das
amostras submetidas a tratamento térmico a 80°C não foram expostos, pois durante
o tratamento térmico a esta temperatura os frascos transparentes de poliestireno
deformaram-se, impedindo a comparação das leituras pela diferença de altura inicial
entre as amostras.
Figura 24 - Curvas resultantes do ensaio de retroextrusão em Texturômetro TA XT
Plus. (I) Amostras submetidas a tratamento térmico a 60°C e (II) Amostras
submetidas a tratamento térmico a 70°C.
0,0
0,5
1,0
1,5
2,0
2,5
3,0
3,5
4,0
4,5
5,0
0 6 12 24 30 36 48 60 72 84 96
Co
nsis
tên
cia
(cm
/ 3
0 s
)
Tempo (h)
60
70
80
(I) (II)

66
Tabela 13 - Resultados obtidos de firmeza, ou força máxima, medida em
Texturômetro, após tratamento térmico a 60 e a 70°C por diferentes intervalos de
tempo.
Força Máxima (gf)
Tempo (h) 60°C 70°C
0 (1070,12 ± 62,31) a (1070,12 ± 62,31) a
12 (999,51 ± 13,34) ab (1050,22 ± 39,86) a
24 (1029,17 ± 48,21) ab (1013,54 ± 21,66) ab
36 (1001,84 ± 37,60) ab (835,23 ± 26,79) c
48 (899,72 ± 16,90) b (844,58 ± 19,94) c
60 (976,49 ± 16,90) ab (914,91 ± 33,86) bc
72 (924,52 ± 55,13) b (924,52 ± 34,02) bc
84 (940,60 ± 20,33) ab (922,57 ± 20,72) bc
96 (929,48 ± 25,01) b (926,86 ± 7,68) bc
(*) Valores expressos como média ± desvio padrão.
(**) Valores em uma mesma coluna com a mesma letra não diferem significativamente entre si ao
nível de significância de 5% pelo teste de Tukey.
Nas curvas da Figura 24, o pico de força ao final da etapa de compressão
da amostra representa a firmeza. A área entre a curva e o eixo x representa a
consistência, medida em (gf·s).
Como mostra a Tabela 13, a degradação da firmeza foi observada a partir
de 48 horas de aquecimento a 60°C e a partir de 36 horas de aquecimento a 70°C.
No entanto, as amostras coletadas nos tempos seguintes, até o final do estudo, não
apresentaram diferença estatística entre si.
Figura 25 - Evolução da força máxima medida em Texturômetro após tratamento
térmico a 60 e a 70°C por diferentes intervalos de tempo.
0,00
200,00
400,00
600,00
800,00
1000,00
1200,00
0 12 24 36 48 60 72 84 96
Fo
rça
má
xim
a (
gf)
Tempo (h)
60°C
70°C

67
A degradação da consistência medida em Texturômetro (Tabela 14 e
Figura 26) mostrou comportamento similar ao observado para os parâmetros de
Firmeza e de consistência Bostwick, demonstrando pouca influência da temperatura
sobre os parâmetros de textura avaliados. É possível afirmar que o método de
Bostwick é satisfatório para avaliação da textura e controle de qualidade em polpa
de tomate. Apesar de pouco preciso, este equipamento simples e de baixo custo foi
capaz de demonstrar resultados comparáveis aos obtidos no Texturômetro,
equipamento mais preciso e sofisticado.
Tabela 14 - Resultados obtidos de consistência, medida em Texturômetro, após
tratamento térmico a 60 e a 70°C por diferentes intervalos de tempo.
Consistência (gf·s)
Tempo (h) 60°C 70°C
0 (25397,05 ± 1341,09) ab (25397,05 ± 1341,09) ab
12 (26900,77 ± 436,16) a (27539,50 ± 1889,89) a
24 (25877,92 ± 1081,45) ab (25497,97 ± 936,120) ab
36 (26701,58 ± 1269,80) a (21190,24 ± 694,58) c
48 (22058,57 ± 400,20) b (20453,27 ± 491,18) c
60 (24449,96 ± 400,20) ab (22700,57 ± 622,74) bc
72 (22235,77 ± 2083,87) b (22757,48 ± 1362,50) bc
84 (23926,52 ± 912,98) ab (23002,98 ± 834,63) bc
96 (23878,18 ± 999,10) ab (23216,42 ± 853,15) bc
(*) Valores expressos como média ± desvio padrão.
(**) Valores em uma mesma coluna com a mesma letra não diferem significativamente entre si ao
nível de significância de 5% pelo teste de Tukey.
Figura 26 - Evolução da consistência medida em Texturômetro após tratamento
térmico a 60 e a 70°C por diferentes intervalos de tempo.
0,00
5000,00
10000,00
15000,00
20000,00
25000,00
30000,00
35000,00
0 12 24 36 48 60 72 84 96
Co
nsis
tên
cia
(g
f·s)
Tempo (horas)
60°C
70°C

68
5.4. Vida-de-prateleira e correlação com resultados reais
A partir dos modelos de cinética de reações pode-se obter o gráfico de
vida-de-prateleira, que permite uma correlação visual dos parâmetros mais
importantes na degradação da qualidade do produto.
No presente estudo, visto que a polpa é armazenada em pátio
descoberto, tomou-se como temperatura de referência a média anual das
temperaturas máximas diárias no município de Goiânia, GO segundo o CIIAGRO
(Centro Integrado de Informações Agrometeorológicas), de 28,7°C esquematizada
na Figura 27.
Figura 27 - Representação gráfica das temperaturas mínimas, máximas e médias
mensais no município de Goiânia, GO (período de 01/01/1961 até 03/05/2010)
(CIIAGRO, 2015).
A Figura 28 mostra o gráfico de vida-de-prateleira com seis retas distintas,
representando as alterações de vitamina C e dos 5 atributos de cor avaliados (L*, a*,
b*, TPS e a*/b*). Nota-se que à temperatura de referência de 28,7°C, ou seja, a
temperatura crítica de armazenamento da polpa concentrada durante a entressafra,
a alteração no conteúdo de vitamina C é mais relevante que as alterações de cor.
Apenas à temperatura de aproximadamente 85°C as alterações de cor é que
passam a ser mais relevantes para determinar a vida de prateleira do produto, com
destaque para o parâmetro a*, que representa a variação de cor verde (-)/ vermelho
(+) na escala Hunter.
0
5
10
15
20
25
30
35
1 2 3 4 5 6 7 8 9 10 11 12
Te
mp
era
tura
(°C
)
Mês
Máxima
Mínima
Média Diária

69
Figura 28 - Gráfico de vida de prateleira para alterações de vitamina C e cor.
É importante observar que modelos cinéticos, em teoria, restringem-se a
variações dentro faixa de temperatura estudada. A extrapolação dos resultados
obtidos para temperaturas fora da faixa estudada (60 a 80°C) é comumente utilizada
na indústria de alimentos em testes acelerados de estabilidade, com o objetivo de
reduzir o tempo requerido para se determinar a vida-de-prateleira de um produto. Os
resultados obtidos devem ser interpretados com cautela e, sempre que possível,
validados nas condições reais de estocagem.
A Tabela 15 traz a comparação de resultados analíticos de polpas de três
diferentes safras, ou seja, com diferentes vidas-de-prateleira. Os resultados do
tempo inicial foram extraídos dos laudos analíticos emitidos no dia de produção.
Para o conteúdo de vitamina C não há dados disponíveis para o tempo inicial, pois
este parâmetro não faz parte dos controles de rotina do fabricante.
Tabela 15 - Comparação de resultados analíticos de polpas de tomate concentradas
produzidas em três diferentes safras.
Parâmetro
Safra 2013 (27 meses)
Safra 2014 (16 meses)
Safra 2015 (3 meses)
Inicial* Final Inicial* Final Inicial* Final
Brix 28,8 29,4 29,3 29,3 29,6 29,6
Umidade - 66,1 - 66,1 - 66,4
Cor (TPS) 46,9 18,7 ± 0,0 46,2 41,5 ± 0,0 47,3 48,3 ± 0,1
Vitamina C (mg/ 100g ms) - 54,8 ± 3,1 - 66,6 ± 0,8 - 230,0 ± 0,8
Consistência (cm/ 30s) 3,5 5,5 ± 0,1 2,0 4,0 ± 0,1 3,0 4,1 ± 0,1 (*) Valor médio referente ao plano de amostragem fabril para garantia de qualidade da polpa de
tomate concentrada.
0
2
4
6
8
10
12
14
0 50 100 150 200
- ln
k
Temperatura (°C)
Vitamina C
L*
a*
b*
TPS
a*/b*
Tref28,7

70
Nota-se claramente através da Figura 29 a queda acentuada (60%) na
medida de cor TPS após 27 meses de armazenamento a temperatura ambiente.
Figura 29 - Comparação do parâmetro de cor TPS no tempo inicial e final para
polpas com diferentes vidas-de-prateleira.
Diferente do observado no estudo cinético, a Figura 30 mostra aumento
da consistência Bostwick com o aumento do tempo de armazenamento a
temperatura ambiente, ou seja, a polpa de tomate concentrada analisada mostrou-se
mais fluida quanto maior sua vida-de-prateleira. A diferença observada para a polpa
com 3 meses da data de produção pode ser atribuída a diferenças no equipamento
de medição. Após 27 meses da data de produção observou-se aumento de 56% na
medida de consistência Bostwick.
Figura 30 - Comparação da consistência Bostwick no tempo inicial e final para
polpas com diferentes vidas-de-prateleira.
Assim como previsto pelo estudo cinético, o teor de vitamina C mostrou
queda brusca ao longo do tempo de armazenamento da polpa (Figura 31).
0,0
10,0
20,0
30,0
40,0
50,0
3 16 27
Co
r (T
PS
)
Vida-de-prateleira (meses)
Inicial
Final
0,0
1,0
2,0
3,0
4,0
5,0
6,0
3 16 27Co
nsis
tên
cia
(cm
/ 3
0 s
eg
)
Vida-de-prateleira (meses)
Inicial
Final
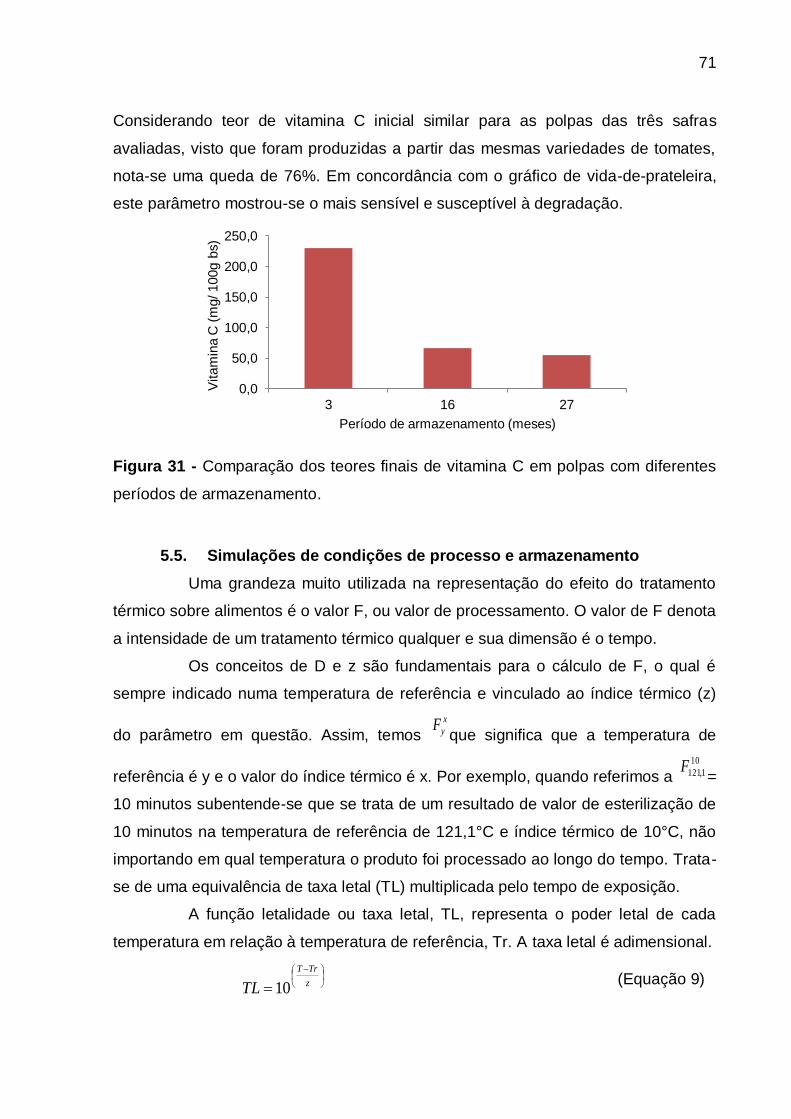
71
Considerando teor de vitamina C inicial similar para as polpas das três safras
avaliadas, visto que foram produzidas a partir das mesmas variedades de tomates,
nota-se uma queda de 76%. Em concordância com o gráfico de vida-de-prateleira,
este parâmetro mostrou-se o mais sensível e susceptível à degradação.
Figura 31 - Comparação dos teores finais de vitamina C em polpas com diferentes
períodos de armazenamento.
5.5. Simulações de condições de processo e armazenamento
Uma grandeza muito utilizada na representação do efeito do tratamento
térmico sobre alimentos é o valor F, ou valor de processamento. O valor de F denota
a intensidade de um tratamento térmico qualquer e sua dimensão é o tempo.
Os conceitos de D e z são fundamentais para o cálculo de F, o qual é
sempre indicado numa temperatura de referência e vinculado ao índice térmico (z)
do parâmetro em questão. Assim, temos x
yFque significa que a temperatura de
referência é y e o valor do índice térmico é x. Por exemplo, quando referimos a 10
1,121F=
10 minutos subentende-se que se trata de um resultado de valor de esterilização de
10 minutos na temperatura de referência de 121,1°C e índice térmico de 10°C, não
importando em qual temperatura o produto foi processado ao longo do tempo. Trata-
se de uma equivalência de taxa letal (TL) multiplicada pelo tempo de exposição.
A função letalidade ou taxa letal, TL, representa o poder letal de cada
temperatura em relação à temperatura de referência, Tr. A taxa letal é adimensional.
z
TrT
TL 10 (Equação 9)
0,0
50,0
100,0
150,0
200,0
250,0
3 16 27
Vitam
ina C
(m
g/ 100g b
s)
Período de armazenamento (meses)
72
A letalidade é a taxa da destruição ou inativação do parâmetro em
questão (microrganismo, vitamina, cor, etc.) referida a uma dada temperatura de
referência (Tr). Quando a temperatura T é igual à temperatura de referência, a taxa
letal é 1.
Com esta equação é possível determinar os valores equivalentes de
processo (taxa letal) a qualquer temperatura, desde que se conheça o valor z do
parâmetro em estudo. Este conceito é válido para o cálculo dos processos de
pasteurização, esterilização, ou outras reações de transformação de alimentos.
Quando a temperatura varia ao longo do tempo no processamento, para
calcular o valor F é necessário conhecer a variação da temperatura durante o
tratamento térmico. Utilizando-se o perfil de temperatura pode-se calcular o valor de
F pela integração numérica da taxa letal.
O método mais comum consiste em integrar ponto a ponto utilizando-se a
regra do trapézio. Patashnik (1953) desenvolveu esse método de cálculo do valor de
esterilização bem prático que trabalha direto com os dados da taxa letal. A partir do
perfil de temperatura experimental o valor de esterilização pode ser calculado
utilizandose a regra do trapézio, conforme Equação 10.
)2
...2
( 1221
0 n
nn
TLTLTLTLTL
TLtF
(Equação 10)
Onde,
Δt = incremento de tempo (minuto) ou (s)
TLi = taxa letal no intervalo i, na temperatura i, calculado conforme
Equação 9, com 0 i n
n = número de iterações.
A Figura 32 ilustra o mapa térmico do processo produtivo de polpa de
tomate concentrada, construído a partir de temperaturas e tempos médios de
processamento da polpa de tomate concentrada ao longo do período de safra. Os
tempos em cada etapa podem variar de acordo com vazão das linhas, que por sua
vez é regulada de acordo com a classificação do tomate recebido (concentração de
sólidos inicial, cor e consistência). Os valores utilizados na construção da Figura 32
e nos cálculos subsequentes foram coletados do sistema de registro de processo da
planta produtiva, considerando o cenário crítico de operação.

73
Figura 32 - Mapa térmico do processo produtivo de polpa de tomate concentrada.
20
30
40
50
60
70
80
90
100
110
23 24 25 26 27 28 29 30 31 32 33 34 35
Tem
pera
tura
(°C
)
Tempo (horas)
Esterilização
Resfriamento
Armazenagem
0
Colheita, transporte, recebimento, classificação,
lavagem e seleção
Trituração e inativação enzimática
Concentração 3° efeito
Concentração 2° efeito
Concentração 1° efeito
Envase asséptico
24 meses
Refinação

74
A partir do mapa térmico e do valor z de degradação do ácido ascórbico e
dos atributos de cor, calculou-se a taxa letal (TL) de cada etapa do processamento
da polpa de tomate concentrada. Tomou-se como temperatura de referência a
temperatura média do estudo cinético, de 70°C. A área de cada intervalo do gráfico
de TL versus tempo (Figuras 33 e 34) foi calculada pelo método de Patashnik (1953)
para obter o valor F e comparar, assim, como o tratamento térmico em cada etapa
do processo afeta os parâmetros de qualidade avaliados. Os resultados obtidos
estão expostos nas Tabelas 16 a 21.
Figura 33 - Gráfico da taxa letal para o cálculo do valor F para a degradação de
vitamina C.
Figura 34 - Gráfico da taxa letal para cálculo do valor F para a degradação de cor.
0
1
1
2
2
3
3
4
4
Taxa L
eta
l
Tempo de processo (horas)
Vitamina C
0
50
100
150
200
250
300
Texa L
eta
l
Tempo de processo (horas)
b
TPS
a
L
a/b

75
Tabela 16 - Efeito da temperatura de cada etapa do processamento da polpa de
tomate concentrada na degradação da vitamina C.
Etapa do processo Temperatura
(°C) Tempo
(h) TL TL·Δt
Efeito (%)
Colheita 28,7 0,00 0,22 0,00 0,0
Transporte do campo à fábrica 28,7 2,00 0,22 0,44 0,0
Recebimento e drenagem da carga 28,7 6,00 0,22 1,32 0,0
Amostragem e classificação 28,7 18,00 0,22 3,96 0,1
Transporte hídrico, lavagem, seleção 28,7 1,00 0,22 0,22 0,0
Trituração e aquecimento para inativação enzimática
77,5 0,08 1,32 0,67 0,0
Inativação Enzimática (holding) 77,5 0,42 1,32 0,55 0,0
Refinação 70,0 0,08 1,00 0,10 0,0
Armazenamento de suco (tanque pulmão)
70,0 1,00 1,00 1,00 0,0
Concentração 3° efeito 55,0 0,42 0,58 0,33 0,0
Concentração 2° efeito 75,0 0,42 1,20 0,37 0,0
Concentração 1° efeito 90,0 0,42 2,08 0,68 0,0
Tanque pulmão Flash Cooler 85,0 0,13 1,73 0,24 0,0
Aquecimento para esterilização 106,5 0,25 3,81 0,69 0,0
Esterilização Flash Cooler (holding) 106,5 0,13 3,81 0,51 0,0
Resfriamento e envase asséptico 36,5 0,25 0,29 0,51 0,0
Equilíbrio com temperatura ambiente 28,7 0,50 0,22 0,13 0,0
Armazenagem 28,7 17280 0,22 3800,85 99,7
Da Tabela 16 extrai-se que a perda de vitamina C ocorre quase que
exclusivamente durante o período de armazenamento da polpa concentrada. Isso se
deve ao alto valor z (62,84°C), que mostra que a cinética de degradação deste
nutriente é pouco dependente da temperatura. É importante ressaltar que a forma de
trabalho adotada no estudo cinético praticamente excluiu a influência do oxigênio,
buscando simular o que ocorre na maior parte do processo industrial, desde a etapa
inicial de concentração. Outra consideração importante feita é a de que a
concentração de sólidos não alterou substancialmente a cinética de reação, de
forma a possibilitar a comparação do processo desde a colheita, onde o fruto de
tomate apresenta concentração média de 4,6% de sólidos solúveis, até o
armazenamento da polpa concentrada a 29°Brix. Tal consideração é corroborada
por Torales e colaboradores (2008), que sugerem que a velocidade de degradação
independe da concentração de sólidos solúveis em estudo cinético da degradação
de ácido ascórbico em purê de pêssego a diferentes concentrações de sólidos.

76
Tomando-se para análise exclusivamente as etapas de processamento
industrial do tomate, ou seja, a partir da trituração dos frutos para inativação
enzimática até o envase asséptico da polpa concentrada, e recalculando o efeito da
temperatura, observa-se que a concentração e a esterilização são as etapas
térmicas de maior relevância na destruição da vitamina C, e contribuem
respectivamente com 46% e 21% para o valor F total do processo (excluindo-se a
etapa de armazenamento).
Tabela 17 - Efeito da temperatura de cada etapa do processamento da polpa de
tomate concentrada no parâmetro de cor L*.
Etapa do processo Temperatura
(°C) Tempo
(h) TL TL·Δt
Efeito (%)
Colheita 28,7 0,00 0,01 0,00 0,0%
Transporte do campo à fábrica 28,7 2,00 0,01 0,01 0,0%
Recebimento e drenagem da carga 28,7 6,00 0,01 0,04 0,0%
Amostragem e classificação 28,7 18,00 0,01 0,11 0,1%
Transporte hídrico, lavagem, seleção 28,7 1,00 0,01 0,01 0,0%
Trituração e aquecimento para inativação enzimática
77,5 0,08 2,51 1,25 0,8%
Inativação Enzimática (holding) 77,5 0,42 2,51 1,05 0,7%
Refinação 70,0 0,08 1,00 0,15 0,1%
Armazenamento de suco (tanque pulmão)
70,0 1,00 1,00 1,00 0,7%
Concentração 3° efeito 55,0 0,42 0,16 0,24 0,2%
Concentração 2° efeito 75,0 0,42 1,85 0,42 0,3%
Concentração 1° efeito 90,0 0,42 11,62 2,81 1,9%
Tanque pulmão Flash Cooler 85,0 0,13 6,29 1,12 0,7%
Aquecimento para esterilização 106,5 0,25 87,90 11,77 7,8%
Esterilização Flash Cooler (holding) 106,5 0,13 87,90 11,72 7,7%
Resfriamento e envase asséptico 36,5 0,25 0,02 10,99 7,3%
Equilíbrio com temperatura ambiente 28,7 0,50 0,01 0,01 0,0%
Armazenagem 28,7 17280 0,01 108,79 71,8%
Fazendo-se análise similar da Tabela 17, tem-se que o parâmetro de cor
L*, que representa a luminosidade e varia de preto (zero) a branco (100), também
tem sua maior degradação durante a armazenagem da polpa. Avaliando-se apenas
as etapas de processamento, os maiores índices térmicos são observados nas
etapas de esterilização. Fazendo uma correlação com o comportamento observado
no estudo cinético e comprovado visualmente, a cor do tomate ao longo do

77
processamento tende a ficar cada vez mais escura, assumindo valores menores de
L*. Para frear o escurecimento da polpa, conhecidamente rejeitado pelos
consumidores, deve-se focar em melhorias no binômio tempo e temperatura da
esterilização e, principalmente, nas condições de temperatura e no tempo máximo
de armazenamento da polpa concentrada.
Tabela 18 - Efeito da temperatura de cada etapa do processamento da polpa de
tomate concentrada no parâmetro de cor a*.
Etapa do processo Temperatura
(°C) Tempo
(h) TL TL·Δt
Efeito (%)
Colheita 28,7 0,00 0,01 0,00 0,0%
Transporte do campo à fábrica 28,7 2,00 0,01 0,01 0,0%
Recebimento e drenagem da carga 28,7 6,00 0,01 0,03 0,0%
Amostragem e classificação 28,7 18,00 0,01 0,10 0,1%
Transporte hídrico, lavagem, seleção 28,7 1,00 0,01 0,01 0,0%
Trituração e aquecimento para inativação enzimática
77,5 0,08 2,57 1,29 0,9%
Inativação Enzimática (holding) 77,5 0,42 2,57 1,07 0,8%
Refinação 70,0 0,08 1,00 0,15 0,1%
Armazenamento de suco (tanque pulmão)
70,0 1,00 1,00 1,00 0,7%
Concentração 3° efeito 55,0 0,42 0,15 0,24 0,2%
Concentração 2° efeito 75,0 0,42 1,88 0,42 0,3%
Concentração 1° efeito 90,0 0,42 12,41 2,98 2,1%
Tanque pulmão Flash Cooler 85,0 0,13 6,61 1,19 0,8%
Aquecimento para esterilização 106,5 0,25 99,14 13,22 9,3%
Esterilização Flash Cooler (holding) 106,5 0,13 99,14 13,22 9,3%
Resfriamento e envase asséptico 36,5 0,25 0,01 12,39 8,7%
Equilíbrio com temperatura ambiente 28,7 0,50 0,01 0,01 0,0%
Armazenagem 28,7 17280 0,01 94,93 66,7%
A coordenada a* é muito importante na avaliação da cor em produtos de
tomate, pois quantifica a variação de cores do verde (valores negativos) para o
vermelho (valores positivos). Como observado para o parâmetro L*, a armazenagem
é a etapa mais relevante para a degradação do componente a*. Na avaliação do
processo, é na esterilização que ocorrem as perdas mais significativas.
Analogamente, visando à manutenção da cor vermelha dos produtos de tomate,
maior atenção deve ser dada a estas duas etapas da obtenção da polpa
concentrada.

78
Tabela 19 – Efeito da temperatura de cada etapa do processamento da polpa de
tomate concentrada no parâmetro de cor b*.
Etapa do processo Temperatura
(°C) Tempo
(h) TL TL·Δt
Efeito (%)
Colheita 28,7 0,00 0,00 0,00 0,0%
Transporte do campo à fábrica 28,7 2,00 0,00 0,00 0,0%
Recebimento e drenagem da carga 28,7 6,00 0,00 0,01 0,0%
Amostragem e classificação 28,7 18,00 0,00 0,03 0,0%
Transporte hídrico, lavagem, seleção 28,7 1,00 0,00 0,00 0,0%
Trituração e aquecimento para inativação enzimática
77,5 0,08 3,23 1,61 1,0%
Inativação Enzimática (holding) 77,5 0,42 3,23 1,34 0,9%
Refinação 70,0 0,08 1,00 0,18 0,1%
Armazenamento de suco (tanque pulmão)
70,0 1,00 1,00 1,00 0,6%
Concentração 3° efeito 55,0 0,42 0,10 0,23 0,1%
Concentração 2° efeito 75,0 0,42 2,18 0,47 0,3%
Concentração 1° efeito 90,0 0,42 22,71 5,19 3,3%
Tanque pulmão Flash Cooler 85,0 0,13 10,40 2,07 1,3%
Aquecimento para esterilização 106,5 0,25 298,52 38,61 24,9%
Esterilização Flash Cooler (holding) 106,5 0,13 298,52 39,80 25,7%
Resfriamento e envase asséptico 36,5 0,25 0,01 37,32 24,1%
Equilíbrio com temperatura ambiente 28,7 0,50 0,00 0,00 0,0%
Armazenagem 28,7 17280 0,00 27,25 17,6%
A coordenada b* representa a variação de cor entre o azul (valores
negativos) e o amarelo (valores positivos). Observa-se que para este parâmetro o
período de armazenagem não exerce tanta influência na degradação térmica quanto
a etapa de esterilização. A degradação deste parâmetro reforça o aspecto visual
escurecido, pela maior presença do componente de cor azul. É possível minimizá-la
trabalhando em melhorias na etapa de esterilização, permitindo a manutenção do
prazo de estocagem atual, de 24 meses.

79
Tabela 20 - Efeito da temperatura de cada etapa do processamento da polpa de
tomate concentrada no parâmetro de cor TPS.
Etapa do processo Temperatura
(°C) Tempo
(h) TL TL·Δt
Efeito (%)
Colheita 28,7 0,00 0,00 0,00 0,0%
Transporte do campo à fábrica 28,7 2,00 0,00 0,01 0,0%
Recebimento e drenagem da carga 28,7 6,00 0,00 0,02 0,0%
Amostragem e classificação 28,7 18,00 0,00 0,05 0,0%
Transporte hídrico, lavagem, seleção 28,7 1,00 0,00 0,00 0,0%
Trituração e aquecimento para inativação enzimática
77,5 0,08 2,89 1,45 1,1%
Inativação Enzimática (holding) 77,5 0,42 2,89 1,21 0,9%
Refinação 70,0 0,08 1,00 0,16 0,1%
Armazenamento de suco (tanque pulmão)
70,0 1,00 1,00 1,00 0,8%
Concentração 3° efeito 55,0 0,42 0,12 0,23 0,2%
Concentração 2° efeito 75,0 0,42 2,03 0,45 0,3%
Concentração 1° efeito 90,0 0,42 16,98 3,96 3,1%
Tanque pulmão Flash Cooler 85,0 0,13 8,36 1,58 1,2%
Aquecimento para esterilização 106,5 0,25 175,62 23,00 17,9%
Esterilização Flash Cooler (holding) 106,5 0,13 175,62 23,42 18,3%
Resfriamento e envase asséptico 36,5 0,25 0,01 21,95 17,1%
Equilíbrio com temperatura ambiente 28,7 0,50 0,00 0,00 0,0%
Armazenagem 28,7 17280 0,00 49,69 38,8%
O índice TPS, utilizado para a classificação da polpa de tomate quanto à
cor, apresenta comportamento similar ao componente b* ao longo do processo. A
armazenagem exerce importante influência na degradação deste índice de cor, no
entanto, a intensidade da etapa de esterilização é ainda mais relevante. Utilizando-
se o mesmo racional exposto anteriormente, melhorias na etapa de esterilização
permitiriam melhora no índice TPS, ainda que a estocagem se prolongasse por 24
meses.
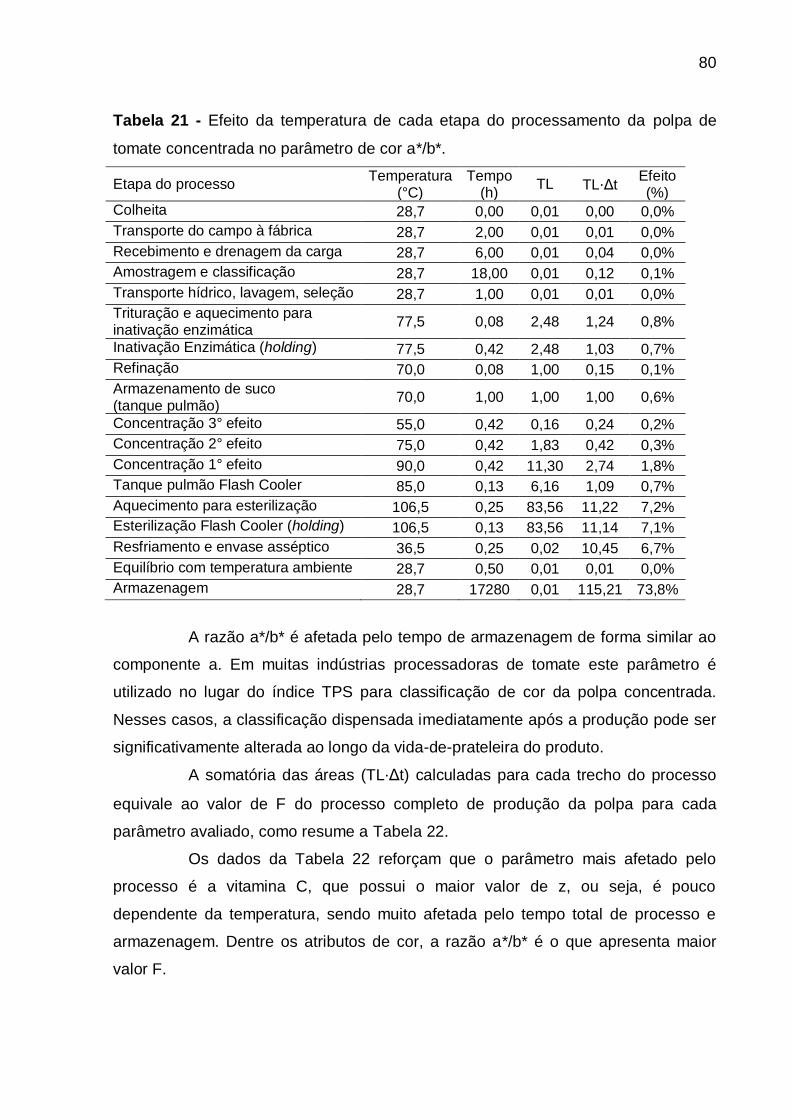
80
Tabela 21 - Efeito da temperatura de cada etapa do processamento da polpa de
tomate concentrada no parâmetro de cor a*/b*.
Etapa do processo Temperatura
(°C) Tempo
(h) TL TL·Δt
Efeito (%)
Colheita 28,7 0,00 0,01 0,00 0,0%
Transporte do campo à fábrica 28,7 2,00 0,01 0,01 0,0%
Recebimento e drenagem da carga 28,7 6,00 0,01 0,04 0,0%
Amostragem e classificação 28,7 18,00 0,01 0,12 0,1%
Transporte hídrico, lavagem, seleção 28,7 1,00 0,01 0,01 0,0%
Trituração e aquecimento para inativação enzimática
77,5 0,08 2,48 1,24 0,8%
Inativação Enzimática (holding) 77,5 0,42 2,48 1,03 0,7%
Refinação 70,0 0,08 1,00 0,15 0,1%
Armazenamento de suco (tanque pulmão)
70,0 1,00 1,00 1,00 0,6%
Concentração 3° efeito 55,0 0,42 0,16 0,24 0,2%
Concentração 2° efeito 75,0 0,42 1,83 0,42 0,3%
Concentração 1° efeito 90,0 0,42 11,30 2,74 1,8%
Tanque pulmão Flash Cooler 85,0 0,13 6,16 1,09 0,7%
Aquecimento para esterilização 106,5 0,25 83,56 11,22 7,2%
Esterilização Flash Cooler (holding) 106,5 0,13 83,56 11,14 7,1%
Resfriamento e envase asséptico 36,5 0,25 0,02 10,45 6,7%
Equilíbrio com temperatura ambiente 28,7 0,50 0,01 0,01 0,0%
Armazenagem 28,7 17280 0,01 115,21 73,8%
A razão a*/b* é afetada pelo tempo de armazenagem de forma similar ao
componente a. Em muitas indústrias processadoras de tomate este parâmetro é
utilizado no lugar do índice TPS para classificação de cor da polpa concentrada.
Nesses casos, a classificação dispensada imediatamente após a produção pode ser
significativamente alterada ao longo da vida-de-prateleira do produto.
A somatória das áreas (TL·Δt) calculadas para cada trecho do processo
equivale ao valor de F do processo completo de produção da polpa para cada
parâmetro avaliado, como resume a Tabela 22.
Os dados da Tabela 22 reforçam que o parâmetro mais afetado pelo
processo é a vitamina C, que possui o maior valor de z, ou seja, é pouco
dependente da temperatura, sendo muito afetada pelo tempo total de processo e
armazenagem. Dentre os atributos de cor, a razão a*/b* é o que apresenta maior
valor F.

81
Tabela 22 - Resumo dos valores z e F para cada parâmetro avaliado.
z (°C) F (h)
Vitamina C 62,84 3.812,57
L* 18,78 151,48
a* 18,28 142,25
b* 14,75 155,12
TPS 16,26 128,18
a*/b* 18,99 156,10
Identificadas as etapas críticas para a degradação dos parâmetros de cor
e vitamina C é possível simular cenários de esterilização e armazenagem da polpa
buscando minimizar os efeitos do processo.
A proposta mais simples, em teoria, é a melhoria das condições de
armazenagem da polpa concentrada. Considerando-se as opções de redução da
vida-de-prateleira e controle da temperatura de estocagem, foram construídas quatro
propostas. A Tabela 23 compara o resultado do valor F, considerando a etapa de
armazenagem das quatro propostas.
Tabela 23 - Simulação do valor F da etapa de armazenagem para 4 propostas de
melhoria das condições atuais de armazenagem da polpa de tomate concentrada.
Parâmetro
F (h)
Atual Proposta 1 Proposta 2 Proposta 3 Proposta 4
28,7°C/ 24 meses
28,7°C/ 18 meses
28,7°C/ 12 meses
23°C/ 24 meses
23°C/ 12 meses
Vitamina C 3.800,85 2.850,64 1.900,43 3.087,22 1.543,61
L* 108,79 81,59 54,39 54,24 27,12
a* 94,93 71,20 47,46 46,45 23,23
b* 27,25 20,44 13,63 11,24 5,62
TPS 49,69 37,27 24,84 22,25 11,12
a*/b* 115,21 86,41 57,60 57,90 28,95
No processo atual a polpa concentrada é envasada em embalagens
flexíveis assépticas com capacidade de 2 toneladas de polpa e armazenada em
grandes caixotes de madeira em pátio aberto, vulneráveis a variações da
temperatura ambiente, expostos à chuva e incidência de luz solar direta ao longo de
um período máximo de 24 meses. Para o cálculo de F para a condição atual de
armazenagem, considerou-se temperatura ambiente constante, em seu cenário mais

82
crítico. Desta forma, foi tomada como temperatura ambiente a média anual das
temperaturas máximas diárias no município de Goiânia (CIIAGRO, 2015).
Como esperado, a proposta 4, que considera a combinação do controle
da temperatura e redução do tempo máximo de armazenagem, mostrou a maior
redução do valor F, ou seja menor impacto na degradação dos atributos de cor e de
vitamina C. Nota-se que para a retenção de vitamina C, a redução da vida-de-
prateleira pela metade (proposta 2) já contribui para uma redução de quase 50% no
valor de F, reforçando a baixa dependência da temperatura. Levando-se em
consideração que a cor é um dos atributos de qualidade mais importantes em
produtos de tomate, as propostas 2 e 3 trariam resultados equivalentes de melhoria
para o produto ao fim de sua vida-de-prateleira.
A escolha entre uma das propostas dependerá da comparação entre
investimento e flexibilidade logística. A proposta 2 exige pouca ou nenhuma
alteração do modelo produtivo atual, no entanto, reduz pela metade a flexibilidade
logística. Essa escolha pode acarretar em prejuízos no caso de uma colheita ruim ou
de queda na produção de derivados da polpa, como molhos prontos e extratos. Já a
proposta 3, exige investimento inicial alto para controle da temperatura ambiente,
que exigiria a cobertura do pátio de estocagem atual e a instalação de ventiladores e
aspersores de água ou outro aparato de climatização. Um cenário intermediário é
simulado pela proposta 1, que visa manter a flexibilidade atual quanto ao
planejamento de produção, não exige investimentos e traz quase 10% de redução
do valor F para o parâmetro de cor TPS, crítico para todos os produtos a base de
tomate produzidos na entressafra.
A segunda etapa no processo da polpa concentrada a contribuir
relevantemente para a degradação da cor e, em menor escala, da vitamina C, é a
esterilização. Propostas de melhoria do binômio tempo/ temperatura devem
primordialmente considerar a eficácia do tratamento térmico da redução da carga
microbiana a níveis aceitáveis para o produto, consideradas suas condições de
armazenagem.
Para simulação de diferentes cenários de tratamento térmico considerou-
se a faixa de temperatura de operação do trocador de calor, de 104 a 108°C. O
tempo de residência do produto a cada temperatura foi calculado utilizando a
relação:

83
log(DT2/DT1) = (T1T2)/z (Equação 11)
O microrganismo alvo considerado foi o esporo de Bacillus coagulans,
relacionado a produtos derivados de tomate e de elevada resistência térmica. Os
valores de D 121,1°C referenciados na base de dados LDz Base (2015) variam
consideravelmente. Em literatura, para produtos de tomate, foram encontrados
valores de 0,07 min (STUMBO, 1973), 0,0211 min (MALLIDIS et al., 1990) e 0,013
min (PENG et al., 2012). Tomou-se para cálculo o valor médio de 0,347 min e z =
10°C. Foi considerado o nível de redução para deteriorantes de 5 ciclos decimais
preconizado pelo órgão americano FDA (Food and Drug Administration) para
produtos acidificados.
A partir dos dados expostos, foram construídas cinco propostas, descritas
no Quadro 2. Os valores de F do processo podem ser comparados na Tabela 24
Quadro 2 - Propostas de alteração no binômio tempo/ temperatura da
esterilização buscando melhoria na retenção de cor e vitamina C.
Propostas Binômio tempo/ temperatura
Processo Atual 106,5°C/ 8 min
Proposta 1 104°C/ 8,9 min
Proposta 2 105°C/ 7,07 min
Proposta 3 106°C/ 5,61 min
Proposta 4 107°C/ 4,46 min
Proposta 5 108°C/ 3,54 min
Tabela 24 - Simulação do valor F da etapa de esterilização (holding) para 5
propostas de melhoria na etapa de esterilização da polpa de tomate concentrada.
Parâmetro
F (h)
Atual Proposta 1 Proposta 2 Proposta 3 Proposta 4 Proposta 5
Vitamina C 0,51 0,52 0,42 0,35 0,29 0,24
L* 11,72 9,60 8,62 7,73 6,95 6,23
a* 13,22 10,73 9,67 8,70 7,85 7,07
b* 39,80 29,97 27,83 25,82 23,99 22,26
TPS 23,42 18,28 16,73 15,30 14,01 12,81
a*/b* 11,14 9,15 8,21 7,35 6,60 5,91
84
Devido à baixa dependência da temperatura, a melhoria observada na
retenção de vitamina C através da alteração do binômio tempo/ temperatura da
etapa de esterilização não é tão considerável quanto a observada nos parâmetros
de cor. Como previsto pelo princípio HTST (High Temperature, Short Time), os
menores danos térmicos são observados nas propostas que combinam
temperaturas mais altas e tempos de retenção mais curtos. É importante ressaltar
que os cinco cenários de otimização propõem o mesmo nível de redução de esporos
de B. coagulans, de 5 ciclos decimais. Dessa forma, o controle contínuo da carga
microbiológica inicial das matérias-primas e das Boas Práticas de Fabricação é
imprescindível para que os processos térmicos propostos garantam a segurança do
produto final.
Utilizando-se a Equação 12 e os valores de F calculados para as
diferentes propostas, é possível simular valores finais dos parâmetros de interesse.
log N0 – log N = 1/DT*t (Equação 12)
Substituindo N0 e N pelos valores inicial e final, respectivamente, do
parâmetro de cor TPS, considerando t = F e T = temperatura de referência = 70°C,
tem-se:
TPSf = 10^[log(TPS0)-1/(D70*F)] (Equação 13)
Aplicando-se a Equação12 para o parâmetro a*/b*, obtém-se:
a*/b*f = 10^[log(a*/b*0)-1/(D70*F)] (Equação 14)
Segundo os padrões de classificação de polpa concentrada de tomate
estabelecidos pela USDA, polpas com índice TPS de 45 a 50 são consideradas de
boa qualidade de cor. Já polpas com índice TPS abaixo de 39 são classificadas
como abaixo do padrão desejável por apresentarem coloração escurecida ou
amarronzada. Goose e Binstead (1973) citam que a relação a*/b* maior que 1,90
indica polpa de alta qualidade, já razões menores que 1,80 indicam que a polpa
pode ser inaceitável para produtos onde a cor vermelho vivo é desejada.
Tomando-se como exemplo de cálculo uma polpa de boa classificação de
cor, com TPS0 = 48 e a*/b*0 = 1,9, é possível simular a degradação da cor nas

85
etapas de armazenamento e de esterilização, a partir dos valores F calculados para
os diferentes cenários de melhoria de processo das Tabelas 23 e 24.
Tabela 25 - Simulação do efeito das propostas de armazenagem nos parâmetros
TPS e a*/b*.
Parâmetro
F (h)
Atual Proposta 1 Proposta 2 Proposta 3 Proposta 4
28,7°C/ 24 meses
28,7°C/ 18 meses
28,7°C/ 12 meses
23°C/ 24 meses
23°C/ 12 meses
TPSf 41,91 43,36 44,85 45,17 46,56
a*/b*f 1,54 1,62 1,71 1,71 1,80
Os cálculos da Tabela 25 mostram que, após 24 meses à temperatura
ambiente, ou seja, nas condições atuais de armazenagem, a polpa perde 14 pontos
(30%) no parâmetro de cor TPS, não merecendo mais a classificação de qualidade
inicialmente atribuída. Apenas nas propostas 3 e 5, que envolvem o controle da
temperatura de estocagem, a polpa ainda poderia ser considerada de alta qualidade
ao final da vida-de-prateleira. Efeito similar é observado para a relação a/b, utilizada
como parâmetro principal de classificação de cor por alguns produtores de polpa de
tomate concentrada. O valor F para a relação a*/b* reafirma a semelhança das
propostas 2 e 3 quanto ao efeito térmico na polpa de tomate.
Tabela 26 - Simulação do efeito das propostas de esterilização nos parâmetros TPS
e a/b.
Parâmetro
F (h)
Atual Proposta 1 Proposta 2 Proposta 3 Proposta 4 Proposta 5
106,5°C/ 8 min
104°C/ 8,9 min
105°C/ 7,07 min
106°C/ 5,61 min
107°C/ 4,46 min
108°C/ 3,54 min
TPSf 45,03 45,66 45,86 46,04 46,20 46,35
a*/b*f 1,86 1,87 1,87 1,87 1,88 1,88
As simulações calculadas na Tabela 26 mostram com maior clareza a
extensão da perda de cor na etapa de esterilização. O processo atual responde por
6% de redução do parâmetro TPS e 2% da razão a*/b*. As propostas 1 e 2 não
acarretam ganhos expressivos de cor, no entanto, maiores temperaturas
combinadas a tempos mais curtos têm menor impacto na degradação de cor. A
validação das propostas de melhoria da etapa de esterilização e a verificação dos
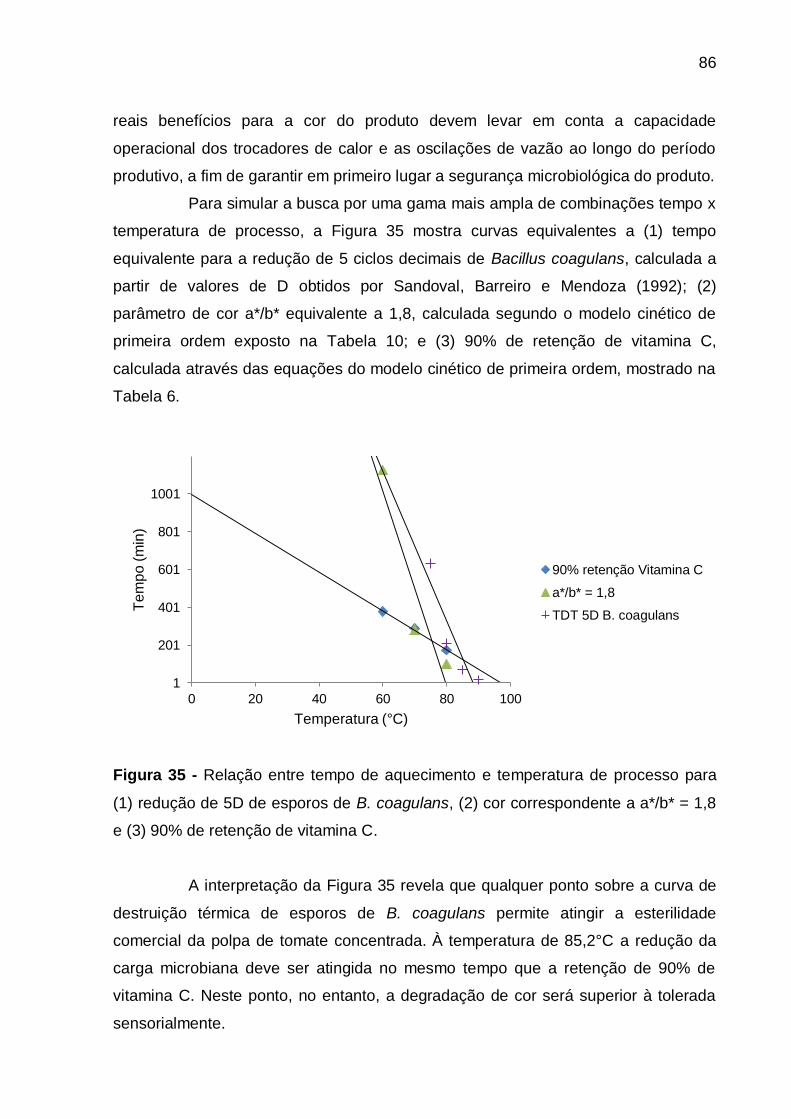
86
reais benefícios para a cor do produto devem levar em conta a capacidade
operacional dos trocadores de calor e as oscilações de vazão ao longo do período
produtivo, a fim de garantir em primeiro lugar a segurança microbiológica do produto.
Para simular a busca por uma gama mais ampla de combinações tempo x
temperatura de processo, a Figura 35 mostra curvas equivalentes a (1) tempo
equivalente para a redução de 5 ciclos decimais de Bacillus coagulans, calculada a
partir de valores de D obtidos por Sandoval, Barreiro e Mendoza (1992); (2)
parâmetro de cor a*/b* equivalente a 1,8, calculada segundo o modelo cinético de
primeira ordem exposto na Tabela 10; e (3) 90% de retenção de vitamina C,
calculada através das equações do modelo cinético de primeira ordem, mostrado na
Tabela 6.
Figura 35 - Relação entre tempo de aquecimento e temperatura de processo para
(1) redução de 5D de esporos de B. coagulans, (2) cor correspondente a a*/b* = 1,8
e (3) 90% de retenção de vitamina C.
A interpretação da Figura 35 revela que qualquer ponto sobre a curva de
destruição térmica de esporos de B. coagulans permite atingir a esterilidade
comercial da polpa de tomate concentrada. À temperatura de 85,2°C a redução da
carga microbiana deve ser atingida no mesmo tempo que a retenção de 90% de
vitamina C. Neste ponto, no entanto, a degradação de cor será superior à tolerada
sensorialmente.
1
201
401
601
801
1001
0 20 40 60 80 100
Te
mp
o (
min
)
Temperatura (°C)
90% retenção Vitamina C
a*/b* = 1,8
TDT 5D B. coagulans

87
5.6. Correlação do estudo cinético com condições reais do processo
industrial
As Tabelas 27 e 28 listam os resultados obtidos das análises de amostras
coletadas ao longo do processo produtivo de polpa de tomate concentrada. Para
evitar erros de interpretação provenientes da remoção de água ao longo do
processo quando comparados em resultados absolutos, o teor de vitamina C nas
amostras é apresentado em base seca.
Tabela 27 - Resultados das análises de Brix, umidade, teor de vitamina C e
consistência Bostwick realizadas nas amostras coletadas ao longo do processo
produtivo de polpa de tomate concentrada.
Sólidos solúveis (°Brix)
Umidade (%)
Vitamina C (mg/ 100g ms)
Consistência (cm/s)
Tomate in natura 4,1 94,6 406,21 ± 5,96
Hot Break 4,1 95,2 373,96 ± 4,39
Suco 4,0 95,1 379,13 ± 8,54
Concentrador 25,0 73,3 358,48 ± 8,53 3,90 ± 0,10
Polpa asséptica 28,8 68,4 236,67 ± 0,86 4,07 ± 0,09
Tabela 28 - Resultados das análises de cor realizadas nas amostras coletadas ao
longo do processo produtivo de polpa de tomate concentrada.
L* a* b* TPS a*/b*
Tomate in natura 18,34 ± 0,05 18,98 ± 0,01 9,20 ± 0,02 - 2,06 ± 0,00
Hot Break 23,71 ± 0,00 27,29 ± 0,01 12,79 ± 0,00 - 2,13 ± 0,00
Suco 23,02 ± 0,00 27,53 ± 0,01 12,60 ± 0,01 - 2,19 ± 0,00
Concentrador 23,76 ± 0,01 27,72 ± 0,01 13,92 ± 0,00 53,30 ± 0,00 1,99 ± 0,00
Polpa asséptica 23,92 ± 0,00 27,13 ± 0,00 14,01 ± 0,00 52,70 ± 0,00 1,94 ± 0,00
Chanforan et al. (2012) demonstrou que apenas metade do conteúdo
inicial de ácido ascórbico analisado no tomate in natura é preservado após o
processamento dos frutos em polpa de tomate e que a maior perda ocorre durante a
etapa de inativação enzimática. Comportamento semelhante foi reportado por
Abushita et al. (2000). No presente estudo observou-se perda de 42% quando
comparadas as concentrações de ácido ascórbico no fruto in natura e na polpa
asséptica, resultado condizente com os trabalhos anteriores.

88
A coleta de amostras de um processo industrial acarreta em uma melhor
avaliação das condições reais de produção, porém não permite a correlação direta
do tomate analisado com a amostra de polpa coletada ao fim do processo. A
concentração inicial de vitamina no tomate in natura mostrou-se mais baixa que
reportado em literatura, o que pode ser atribuído a diversos fatores, como variedade
do fruto, condições do solo e perdas por oxidação decorrentes do congelamento,
descongelamento e extração manual do suco para análise. O conteúdo de ácido
ascórbico analisado ao longo do processo demonstrou perdas maiores nas etapas
de inativação enzimática (Hot Break) e esterilização. Sabe-se também que a
degradação da vitamina C pode ser muito acelerada na presença de oxigênio. Essa
variável não foi controlada no presente estudo de degradação. É possível que
algumas etapas manuais de coleta e preparo de amostras tenham incorporado mais
oxigênio e, por outro lado, sabe-se que no processo industrial o contato com o ar
pode ser minimizado no transporte por tubulações.
A degradação da cor ao longo do processo é mais bem avaliada pela
relação a*/b* e pelo parâmetro L*, visto que o índice TPS é aplicado apenas a
produtos concentrados de tomate. As maiores variações são observadas após a
etapa de inativação enzimática, onde ocorre aumento do componente de cor L*, que
indica escurecimento da polpa, mas também aumento dos componentes a* e b*,
indicando aumento na intensidade de cor vermelha. A queda do índice TPS entre o
concentrador e o envase asséptico confirma o resultado do estudo cinético que
indica degradação da cor na etapa de esterilização.
A consistência Bostwick mostrou-se semelhante entre as amostras
retiradas logo após a concentração e após a esterilização. A pequena diferença
observada pode ser atribuída tanto à precisão do equipamento de medição quanto à
possível degradação das estruturas de pectinas e fibras durante o tratamento
térmico da etapa de esterilização.

89
6. CONCLUSÕES
Os resultados obtidos neste estudo permitem concluir que a cor e a
concentração de ácido ascórbico são parâmetros de qualidade críticos, que sofrem
alterações significativas ao longo do processo produtivo e do período de
armazenagem da polpa de tomate concentrada.
Tanto a degradação do ácido ascórbico quanto a degradação dos
parâmetros de cor foram bem descritas por modelos cinéticos de primeira ordem e a
dependência da temperatura foi satisfatoriamente representada pela lei de
Arrhenius.
A degradação do ácido ascórbico mostrou baixa dependência da
temperatura na faixa estudada. Apesar de ser um nutriente presente em importante
concentração no fruto in natura, a vitamina C apresenta perdas expressivas ao longo
do período de armazenamento da polpa concentrada, dificultando a preservação
deste nutriente em produtos industrializados de tomate, principalmente em períodos
de entressafra.
Os atributos de textura não foram afetados significativamente pela
temperatura de tratamento térmico. O estudo comparativo permitiu afirmar que o
método de Bostwick para controle da consistência, largamente utilizado na indústria,
é satisfatório para avaliação da textura e controle de qualidade em polpa de tomate,
sendo capaz de demonstrar resultados comparáveis aos obtidos em texturômetro.
Os cálculos do efeito da temperatura em cada etapa do processamento
da polpa concentrada permitiram a identificação das etapas de esterilização e de
armazenagem como responsáveis pela maior parcela da degradação dos atributos
de qualidade estudados. A proposta de diferentes cenários visando a preservação
principalmente da cor, atributo diretamente avaliado pelos consumidores finais de
produtos derivados de tomate, almeja auxiliar a indústria na avaliação crítica do
processo e na busca constante da manutenção da qualidade sensorial e da
flexibilidade produtiva, sempre priorizando a segurança do alimento.
6.1. Sugestões para a continuidade dos estudos
Para estudos futuros, sugere-se o acompanhamento das variações dos
parâmetros de cor, textura e consistência da polpa concentrada nas condições reais
de estocagem para melhor compreensão da influência do tempo e das variações

90
reais de temperatura ambiente sobre os atributos estudados. Adicionalmente, a
construção da curva térmica de aquecimento e resfriamento em diferentes tipos de
trocadores de calor utilizados para a esterilização de polpa de tomate concentrada
poderiam também agregar conhecimentos valiosos para a otimização desta etapa,
permitindo aliar estabilidade microbiológica e preservação dos atributos de
qualidade.
Estudos futuros com controle da presença de oxigênio no processo
podem dar informações adicionais importantes no que se refere à degradação da cor
e da vitamina C em produtos de tomate.
O acompanhamento das propriedades de textura ao longo do período de
armazenamento através da análise de viscosidade em cisalhamento, bem como o
estudo da hidrólise da pectina, podem elucidar as diferenças observadas nas polpas
testadas.

91
7. REFERÊNCIAS
AGARWAL, Sanjiv; RAO, Akkinappally Venketeshwer. Tomato lycopene and its
role in human health and chronic diseases. Canadian Medical Association
Journal, v. 163, n. 6, p. 739-744, 2000.
ALVES, Adriana Barreto. Compostos antioxidantes da polpa de tomate: efeito
do processamento e da estocagem. 2009. 163 f. Tese (Doutorado) -
Departamento de Faculdade de Engenharia de Alimentos, Universidade Estadual
de Campinas, Campinas, 2009.
ALVIAR, Maria Salome B.; REID, David S. Determination of rheological behavior
of tomato concentrates using back extrusion. Journal of Food Science, v. 55, n.
2, p. 554-555, 1990.
ANTHON, Gordon E. et al.. Thermal inactivation of pectin methylesterase,
polygalacturonase, and peroxidase in tomato juice. Journal of Agricultural and
Food Chemistry, v. 50, n. 21, p. 6153-6159, 2002.
AOAC - Association of Official Analytical Chemists. Official methods of Analysis.
18 ed. Washington DC USA, 2006.
ARIAS, Rosa et al.. Correlation of lycopene measured by HPLC with the L*, a*, b*
color readings of a hydroponic tomato and the relationship of maturity with color
and lycopene content. Journal of Agricultural and Food Chemistry, v. 48, n. 5,
p. 1697-1702, 2000.
AZEREDO, Henriette Monteiro Cordeiro; BRITO, Edy Souza; FARIA, José de
Assis Fonseca. Fundamentos de cinética de degradação e estimativa de vida
de prateleira. Fortaleza: Embrapa Agroindústria Tropical, p. 77-96, 2004.
BARREIRO, J. A.; MILANO, M.; SANDOVAL, A. J.. Kinetics of Colour Change of
Double Concentrated Tomato Paste During Thermal Treatment. Journal of Food
Engineering. Caracas, p. 359-371. 18 maio 1997.

92
BARRETT, Diane M.; GARCIA, Elisabeth; WAYNE, Jo Ellen. Textural modification
of processing tomatoes. Critical Reviews in Food Science and Nutrition, v. 38,
n. 3, p. 173-258, 1998.
BARRETT, Diane M.; ANTHON, Gordon E. Color Quality of Tomato Products. In:
Color Quality of Fresh and Processed Foods. Washington, DC, USA: American
Chemical Society, 2008. Cap. 10. p. 131-139.
BENASSI, Marta de Toledo. Análise do efeito de diferentes parâmetros na
estabilidade de vitamina C em vegetais processados. Campinas, SP:
UNICAMP, 1990. 159p. Dissertação de Mestrado.
BOURNE, Malcolm. Food texture and viscosity: concept and measurement.
Academic Press, 2002.
BRASIL. Agência Nacional de Vigilância Sanitária. Resolução da Diretoria
Colegiada - RDC n. 272, de 22 de setembro de 2005. Dispõe sobre o
“Regulamento Técnico para produtos de vegetais, produtos de frutas e
cogumelos comestíveis”, Diário Oficial da União, Brasília, DF, 2005.
BRASÍLIA. Embrapa Hortaliças. Cultivo de Tomate para Industrialização.
Disponível em:
<http://sistemasdeproducao.cnptia.embrapa.br/FontesHTML/Tomate/TomateIndus
trial_2ed/>. Acesso em: 16 set. 2015.
BRITO, Leila; CASTRO, Sergio Duarte de. Expansão da produção de tomate
industrial no Brasil e em Goiás. Conjuntura Econômica Goiana: Secretaria do
Planejamento e Desenvolvimento do Estado de Goiás, Goiânia, n. 16, p.43-52,
Dez. 2010. Boletim Trimestral. Disponível em:
<http://www.seplan.go.gov.br/sepin/down/conjuntura16.pdf>. Acesso em: 22 set.
2013.
BURDURLU, Hande Selen; KOCA, Nuray; KARADENIZ, Feryal. Degradation of
vitamin C in citrus juice concentrates during storage. Journal of Food
Engineering, v. 74, n. 2, p. 211-216, 2006.

93
CHANFORAN, Céline et al.. The impact of industrial processing on health-
beneficial tomato microconstituents. Food Chemistry, Avignon, p. 1786-1795. 15
out. 2012. Disponível em:
<http://www.sciencedirect.com/science/article/pii/S0308814612005602>. Acesso
em: 15 set. 2013.
CLEMENTE, Flávia Maria Vieira Teixeira. Árvore do conhecimento: Tomate.
Agência Embrapa de Informação Tecnológica. Disponível em:
<http://www.agencia.cnptia.embrapa.br/gestor/tomate/arvore/CONT000fa2h9h5i02
wx5eo01xezlseyfyo8e.html> Acesso em 25 abr 2015.
CLEMENTE, Flávia Maria Vieira Teixeira; BOITEUX, Leonardo Silva (Ed.).
Produção de tomate para processamento industrial. Brasília: Embrapa, 2012.
344 p.
CIIAGRO (Centro integrado de informações agrometeorológicas). Quadro de
Temperatura Média Mensal. Disponível em < http://www.ciiagro.sp.gov.br/ >.
Acesso em: 3.dez.2015.
CRUZ, Rui MS; VIEIRA, Margarida C.; SILVA, Cristina LM. Effect of heat and
thermosonication treatments on watercress (Nasturtium officinale) vitamin C
degradation kinetics. Innovative Food Science & Emerging Technologies, v. 9,
n. 4, p. 483-488, 2008.
DA SILVA, Alex Manoel; SCHNEIDER, Valeria Cristina; PEREIRA, Cíntia
Alessandra Matiucci. Propriedades químicas e farmacológicas do licopeno.
Revista Eletrônica de Farmácia, v. 6, n. 2, 2009.
DAVIS, Angela R.; FISH, Wayne W.; PERKINS-VEAZIE, Penelope. A rapid
spectrophotometric method for analyzing lycopene content in tomato and tomato
products. Postharvest Biology and Technology, v. 28, n. 3, p. 425-430, 2003.
DEWANTO, Veronica et al.. Thermal Processing Enhances the Nutritional Value
of Tomatoes by Increasing Total Antioxidant Activity. Journal of Agricultural and
Food Chemistry, New York, p. 3010-3014. 17 abr. 2002. Disponível em:
<http://dx.doi.org/10.1021/jf0115589>. Acesso em: 21 set. 2013.

94
DIEESE: Escritório Regional de Goiás. A Produção Mundial e Brasileira de
Tomate. Goiânia, 2010. 19 p.
D'SOUZA, Mervyn C.; SINGHA, Suman; INGLE, Morris. Lycopene concentration
of tomato fruit can be estimated from chromaticity values. HortScience, v. 27, n.
5, p. 465-466, 1992.
FERREIRA, José Emilson Macêdo. Cinética e fatores que influenciam na
degradação de carotenoides em sistemas modelos e alimentos. 2001. 96 f.
Dissertação (Mestrado) - Departamento de Faculdade de Engenharia de
Alimentos, Universidade Estadual de Campinas, Campinas, 2001.
GABAS, Ana Lúcia; TELIS-ROMERO, Javier; MENEGALLI, Florencia Cecilia.
CINÉTICA DE DEGRADAÇÃO DO ÁCIDO ASCÓRBICO EM AMEIXAS
LIOFILIZADAS. Ciência e Tecnologia de Alimentos, Campinas, 23 (Supl), p.66-
70, dez. 2003.
GERMER, S.P.M.; MOURA, S.C.S.R.; LEITÃO, M.F.F.; JUNQUEIRA, V.C.A.;
TEIXEIRA NETO, R.O.; GONÇALVES, J.R., JARDIM, D.C.P.; VITALI, A.A.
Princípios de esterilização de alimentos. 2.ed. Campinas: ITAL, 1995, 123p.
(Manual Técnico, 10).
GOOSE, Peter G.; BINSTED, Raymond. Tomato paste and other tomato
products. 1973.
GOULD, Wilbur A. Tomato production, processing and technology. Elsevier,
2013.
HAYES, W. A.; SMITH, P. G.; MORRIS, A. E. J. The Production and Quality of
Tomato Concentrates. Critical Reviews in Food Science and Nutrition,
Grimsby, p. 537-564. 1998. Disponível em:
<http://dx.doi.org/10.1080/10408699891274309>. Acesso em: 06 nov. 2013.
HOUSE, James E. Principles of Chemical Kinetics. 2nd Ed., Academic press,
Burlington, 2007.

95
HUI, Yiu H.; EVRANUZ, E. Özgül (Ed.). Handbook of vegetable preservation
and processing. CRC press, 2015.
HUNTER LAB: Tomato Scores. Application Note AN 1014.00. Disponível em:
<http://www.hunterlab.com/>. Acesso em: 15 jun 2015.
LEONI, C. et al.. Improving the nutritional quality of processed fruits and
vegetables: the case of tomatoes. Fruit and vegetable processing: improving
quality, p. 52-66, 2002.
LICOPENO: Fontes, propriedades e potencial. Fontes, propriedades e potencial.
Aditivos & Ingredientes, São Paulo, v. 1, n. 68, p.50-54, abr. 2010. Disponível
em: <http://www.insumos.com.br/aditivos_e_ingredientes/materias/169.pdf>.
Acesso em: 16 set. 2015.
KOH, Eunmi; CHAROENPRASERT, Suthawan; MITCHELL, Alyson E. Effects of
industrial tomato paste processing on ascorbic acid, flavonoids and carotenoids
and their stability over one-year storage. Journal of the Science of Food and
Agriculture, Davis, p. 23-28. 30 ago. 2011.
INSTITUTO ADOLFO LUTZ, Normas Analíticas do Instituto Adolfo Lutz: v. 1,
Métodos Químicos e Físicos para Análise de Alimentos, 4. ed. São Paulo:
Instituto Adolfo Lutz, 2008.p. 649-686.
LDz Base: Lemgo D and z value Database for Food – Hoshsule Ostwestfalen-
Lippe University of Applied Sciences. Disponível em: <http://www.hs-
owl.de/fb4/ldzbase/index.pl?link=New%20Search>. Acesso em: 24 jan 2016.
LEE, M. T.; CHEN, B. H. Stability of lycopene during heating and illumination in a
model system. Food Chemistry, v. 78, n. 4, p. 425-432, 2002.
LEE, Y. C. et al.. Kinetics and computer simulation of ascorbic acid stability of
tomato juice as functions of temperature, pH and metal catalyst. Journal of Food
Science, v. 42, n. 3, p. 640-643, 1977.

96
LEONARD, Sherman et al.. Procedures for evaluating utilization potential and
quality in processing tomatoes and tomato products. Dept. of Food Science
and Technology UC Davis, Davis, Calif, 1980.
MALLIDIS, C. G. et al.. Thermal treatment of aseptically processed tomato paste.
International Journal of Food Science & Technology, v. 25, n. 4, p. 442-448,
1990.
MELO, Paulo César T. de; VILELA, Nirlene Junqueira. Desafios e perspectivas
para a cadeia brasileira do tomate para processamento industrial. Horticultura
Brasileira, Brasília, v. 1, n. 23, p.154-157, jan-mar. 2015.
MIRONDO, Rita; BARRINGER, Sheryl. Improvement of Flavor and Viscosity in
Hot and Cold Break Tomato Juice and Sauce by Peel Removal. Journal of Food
Science, v. 80, n. 1, p. S171-S179, 2015.
MOHR, W. P. Measuring consistency of tomato thin pulp and puree. Canadian
Journal of Plant Science, v. 67, n. 3, p. 919-921, 1987.
MOTAMEDZADEGAN, Ali; TABARESTANI, Hoda Shahiri. Tomato Processing,
Quality, and Nutrition In: SINHA, Nirmal K. (Ed.). Handbook of Vegetables and
Vegetables Processing. Oxford, UK: Blackwell Publishing Ltda., 2011. Cap. 37,
p. 739-757.
OS DESAFIOS do tomate industrial no Brasil. Revista KLFF, [s. L.], n. 11, p.26-
31, 11 dez. 2015. Disponível em: <www.portalklff.com.br>. Acesso em: 25 mar.
2015.
PATASHNIK, M. A simplified procedure for thermal process evaluation. Food
Technology, v. 7, n. 1, p. 1-6, 1953.
PEDRO, A. M. K. Desenvolvimento do método multivariado acelerado para
determinação do prazo de validade de produtos unindo quimiometria e
cinética química. Tese [Doutorado]. Instituto de Química da Universidade
Estadual de Campinas, (Unicamp), 2009.

97
PENG, Jing et al.. Thermal inactivation kinetics of Bacillus coagulans spores in
tomato juice. Journal of Food Protection, v. 75, n. 7, p. 1236-1242, 2012.
RAJCHL, Aleš et al.. Stability of nutritionally important compounds and shelf life
prediction of tomato ketchup. Journal of Food Engineering, v. 99, n. 4, p. 465-
470, 2010.
RESENDE, Josane Maria et al.. Atividade de enzimas pectinametilesterase e
poligalacturonase durante o amadurecimento de tomates do grupo multilocular.
Horticultura Brasileira, v. 22, n. 2, p. 206-212, 2004.
ROBERTSON, G. L.; SAMANIEGO, C. M. L. Effect of initial dissolved oxygen
levels on the degradation of ascorbic acid and the browning of lemon juice during
storage. Journal of Food Science, v. 51, n. 1, p. 184-187, 1986.
ROJAS, Ana M.; GERSCHENSON, Lía N. Ascorbic acid destruction in aqueous
model systems: an additional discussion. Journal of the Science of Food and
Agriculture, v. 81, n. 15, p. 1433-1439, 2001.
ROLDÁN-GUTIÉRREZ, Jannat M.; DE CASTRO, Maria Dolores Luque.
Lycopene: The need for better methods for characterization and determination.
TrAC Trends in Analytical Chemistry, v. 26, n. 2, p. 163-170, 2007.
SANDOVAL, A. J.; BARREIRO, J. A.; MENDOZA, S. Thermal resistance of
Bacillus coagulans in double concentrated tomato paste. Journal of Food
Science, v. 57, n. 6, p. 1369-1370, 1992.
SANTIAGO, Darlene. A MULTIPLICAÇÃO DO TOMATE. Dinheiro Rural, São
Paulo, n. 100, Fev. 2013. Disponível em:
<(http://revistadinheirorural.terra.com.br/edicao/edicao-100) >> Agronegócios
(/secao/agronegocios/edicao/edicao-100)>. Acesso em: 22 set. 2013.
SÁNCHEZ, Ma Carmen et al.. Influence of processing on the rheological
properties of tomato paste. Journal of the Science of Food and Agriculture, v.
82, n. 9, p. 990-997, 2002.

98
SHI, John; MAGUER; Marc Le. Lycopene in Tomatoes: Chemical and Physical
Properties Affected by Food Processing, Critical Reviews in Food Science and
Nutrition. Guelph, 40:1, p. 1-42. 2000. Disponível em:
<http://dx.doi.org/10.1080/10408690091189275>. Acesso em: 10 nov. 2013.
STEVENS, Rebecca et al.. Technique for Rapid, Small-Scale Analysis of Vitamin
C Levels in Fruit and Application to a Tomato Mutant Collection. Journal of
Agricultural and Food Chemistry, Avignon, p. 6159-6165. 27 jul. 2006.
Disponível em: <http://dx.doi.org/10.1021/jf061241e>. Acesso em: 15 set. 2013.
STUMBO, C. R. Thermobacteriology in Food Processing, New York. 1973.
TAOUKIS, Petros S.; LABUZA, Theodore P. Summary: integrative concepts. Food
Chemistry, v. 3, p. 1013-1042, 1996.
TAOUKIS, Petros S.; LABUZA, Theodore P.; SAGUY, Israel Sam. Kinetics of food
deterioration and shelf-life prediction. In: Pages 361-403 in Handbook of Food
Engineering Practice. 1997.
TEHRANI, M. Mazaheri; GHANDI, A. Modification of Bostwick method to
determine tomato concentrate consistency. Journal of Food Engineering,
Mashaad, Iran, p. 1483-1486. 16 maio 2006.
TEIXEIRA NETO, R. O.; VITALI, A. A.; QUAST, D. G. Reações de
transformação e vida-de-prateleira de alimentos processados. Campinas:
ITAL, 1996. 74 p. (Manual Técnico, 6).
USDA. 1971. Methods of analysis for tomato products: Determination of
consistency. United States Department of Agriculture, Consumer Marketing
Service, Fruit and Vegetable Division, Processed Products Standardization and
Inspection Branch.
VAN BOEKEL, M. A. J. S. Statistical aspects of kinetic modeling for food science
problems. Journal of Food Science, v. 61, n. 3, p. 477-486, 1996.

99
VAN BOEKEL, M. A. J. S. Kinetic modeling of food quality: a critical review.
Comprehensive Reviews in Food Science and Food Safety, v. 7, n. 1, p. 144-
158, 2008.
WPTC (World Processing Tomato Council). World production estimate as of 18
February 2015. Avignon, France. Disponível em: <http://www.wptc.to/>. Acesso
em: 11 abr. 2015.