Embed Size (px)
Citation preview

ESTUDO DA UTILIZAÇÃO DE ANFO NA MINA DE CARVÃO
DO RECREIO, BUTIÁ, RS
Enrique Munaretti, Departamento de Engenharia de Minas, Universidade Federal do RioGrande do Sul, Dr.,Eng. de Minas, [email protected] Carlos Koppe Departamento de Engenharia de Minas, Universidade Federal do Rio Grandedo Sul, Dr., Eng. de Minas/Geólogo, [email protected]ão Felipe Coimbra Leite Costa. Departamento de Engenharia de Minas, Universidade Federaldo Rio Grande do Sul, PhD, Eng. de Minas, [email protected]ão Francisco Linck Feijó, Copelmi Mineração Ltda., Eng. de Minas, [email protected]
RESUMO
A utilização de ANFO têm sido fundamental no desenvolvimento da indústria mineira,permitindo redução de custos e aumento na segurança. Tradicionalmente o setor de carvão noBrasil vem utilizando nitroglicerinados e emulsões. Esse trabalho apresenta os resultados dodesenvolvimento de misturas de diferentes tipos de nitrato de amônio e óleo na Mina doRecreio, Butiá, RS, no intuito de obter-se a melhor fragmentação com o menor custo.Investigaram-se os principais parâmetros que podem afetar o desempenho do ANFO, como tipode óleo, nitrato de amônio, carga iniciadora e densidade de mistura. Além da melhoria nodesmonte, a introdução na mina das modificações sugeridas pela pesquisa, permitiu umaredução de 33% no custo de desmonte de rocha, quando comparado à situação anterior,desmonte com emulsão.
Palavras-chave: Desmonte de rochas, Explosivos, ANFO, Carvão.
ABSTRACT
The ANFO utilization has been fundamental in the development of the mining industry,allowing reduction of costs and improving safety. The Brazilian coal sector traditionally usesnitroglycerin and emulsion. This work shows the development of mixtures from differentammonium nitrate prill grades and oils at Mina do Recreio, Butiá, RS, to achieve the highestfragmentation and the lowest cost. An investigation of the main parameters that may affect theperformance of an ANFO such as oil type, ammonium nitrate grade, primer and loading densitywas carried out. In practice, the introduction of the modifications suggested by the research,allowed best blasting and a 33% decrease in blasting costs compared to the former situation,blasting using emulsion.

2
1. INTRODUÇÃO
A introdução dos materiais explosivos feitos a base de nitrato de amônio foi considerada omais importante desenvolvimento da indústria de explosivos no século 20. Esses avanços temsido de incalculável valor para a sociedade moderna, permitindo a redução de custos dedesmonte, a melhoria da segurança das operações com explosivos e o desenvolvimento denovas jazidas, as quais talvez não fossem acessíveis se apenas pudessem ser lavradasusando-se explosivos nitroglicerinados de alto custo. Deve-se salientar, porém que, agentesexplosivos como ANFO (“ammonium nitrate – fuel oil”) possuem uma grande restrição, a totalfalta de resistência ao ataque da água, que torna a mistura pouco sensível, impedindo-a dedetonar. Essa propriedade forçou o desenvolvimento e a evolução do ANFO, na forma demisturas à base de nitrato de amônio de maior resistência à água, surgindo então o aquagel e aemulsão, porém ainda com custos superiores ao ANFO.
Nitrato de amônio (NA) foi primeiramente sintetizado em 1659, quando J. R. Glaubercombinou ácido nítrico e carbonato de amônio. Durante os séculos XVIII e XIX foi utilizadocomo medicamento e finalmente como fertilizante no início do século XX. NA tem sido umingrediente de agentes explosivos desde 1870, quando numerosas patentes mostrandomisturas de nitrato de amônio e combustíveis foram registradas (Hopler, 1993). Em 1867, doiscientistas suecos, C. J. Ohlsson e J. H. Norrbin patentearam um explosivo chamado deAmmoniakkrut, o qual consistia de NA misturado a carvão vegetal, serragem, naftaleno, ácidopicrítico, nitroglicerina (NG) ou nitrobenzeno. Mais tarde, devido ao alto custo de produção denitroglicerina para as Dinamites, Alfred Nobel pesquisou diversos candidatos a substituto dessasubstância, quando então comprou a patente do uso de nitrato de amônio (cristalino) comoexplosivo em 1870, e o utilizou como substituto de parte da NG da Dinamite (Davis, 1943).
Alguns desastres chamaram a atenção da opinião pública mundial para o uso do ANFOcomo potencial agente explosivo no inicio do século XX, porém somente a partir da utilizaçãoda tecnologia de peloteamento (prilling) após a I Guerra Mundial, é que esse sal foiefetivamente utilizado na forma de ANFO. Os registros mostram que em 1953, Robert Akre daMaumee Collieries, Indiana, USA, patenteou NA e negro do fumo (“carbon black”) chamado amistura de "Akremite", logo depois comercializada em larga escala pela DuPont Hopler (1999) eSutton & Pugsley (1964). Rapidamente, produtores da industria de fertilizantes iniciaram aprodução do nitrato de amônio em grãos (prills) para uso como explosivo, e aos poucos óleocombustível e diesel substituíram o negro do fumo. A abreviação ANFO se popularizou etambém gerou novos tipos de NA, como o “prill poroso”, de menor densidade e quantidade dematerial anti-empedrante (anti-caking), que absorve óleo mais rapidamente.

3
Atualmente a produção de NA, tanto tipo poroso quanto tipo denso está concentrada naEuropa, Leste Europeu e na América do Norte. A produção total internacional de nitrato deamônio (exceto paises asiáticos) é de pelo menos 12x106 t por ano (IFA, 2002). Devido aocusto relativamente baixo e alto desempenho, a utilização de ANFO tem crescido rapidamenteem todo o mundo. Em 2002, somente nos USA, uma grande quantidade de explosivos foiconsumida, 2,51 x 106 t. Desse valor, 98 % foi relativo a explosivos e agentes explosivosbaseados em NA, ou seja, 2,46 x 106 t (Kramer, 2002). Segundo Voss (2002),aproximadamente 80% do total de desmontes nos USA são feitos com ANFO, o que levaria aum valor de pelo menos 1.97 milhões de toneladas por ano naquele país. No Brasil, nãoexistem estatísticas oficiais disponíveis que mostrem o consumo de explosivos. Baseado nasestimativas da indústria Brasileira de explosivos, no Sindicato da Indústria de Adubos eCorretivos Agrícolas no Estado de São Paulo, o consumo de NA exclusivamente para desmonteé da ordem de 130.000 t por ano.
A crise do petróleo nos anos 70, a Guerra do Golfo nos anos 90 além de pressõesambientais, tem incentivado a constante busca por óleos combustíveis alternativos parasubstituir óleo diesel, normalmente utilizado no ANFO, principalmente em paises de grandedependência de importações de produtos derivados de petróleo. Em algumas operaçõesmineiras, o uso de óleo lubrificante de motor descartado (óleo queimado), tem sido testadocomo combustível para o ANFO. Esse procedimento oferece uma maneira econômica dedescartar a maior parte dos óleos lubrificantes gerados em uma mina, além de ajudar a protegero meio ambiente, já que evita que seja produzida mais óleo diesel para ANFO e aproveita óleolubrificante que estava disponível, porém teria que ser transportado e processado por terceirospara outras finalidades.
No Brasil, a falta de informação sobre utilização de ANFO pela maior parte de minas epedreiras ainda é uma realidade, onde poucas companhias de explosivos dividem o mercadode mineração e construção. Essas operações são completamente dependentes dos produtos epreços que a indústria de explosivos dita. Contrariamente, empresas que usam ANFO, de ummodo geral, têm custos de desmonte reduzidos, porém, nem sempre buscam alternativas desubstituição do óleo diesel no ANFO por não conhecem exatamente as vantagens em termosde desempenho na troca por outros combustíveis alternativos.
O objetivo desse trabalho foi desenvolver misturas diferentes de ANFO com nitrato deamônio tipo fertilizante (denso) ou explosivo (poroso) e óleo diesel ou lubrificante reutilizado,capazes de fornecer uma reação de detonação adequada para a operação de desmonte derochas. Para se obter o melhor custo-beneficio, ou seja, a melhor fragmentação com o menorcusto possível por metro cúbico desmontado, foi realizado: (i) caracterização detalhada dosnitratos de amônio, combustíveis e do maciço rochoso, (ii) testes de laboratório, planta piloto eescala de produção, (iii) métodos de avaliação de desempenho indicativos do potencial defragmentação das misturas, (iv) desenvolvimento de equipamento para medir desempenho, e(v) análise de custos.
A correta utilização de nitratos de amônio e combustíveis alternativos para preparar ANFOem minas e pedreiras pode resultar numa significante redução nos custos de desmonte epreocupações ambientais, refletindo diretamente no desenvolvimento da mineração no país.

4
2. METODOLOGIA
Para alcançar as misturas tipo ANFO mais adequadas, foram planejadas uma série detarefas onde se investigaram os parâmetros mais importantes que afetam a performance paraum agente explosivo de baixo custo, seguro e confiável. As misturas foram baseadas em nitratode amônio tipo denso e poroso, óleo diesel, óleo mineral reciclado ou sub produtos do refino deóleo vegetal. A pesquisa foi dividida em:
• Estudo do estado-da-arte com respeito a ANFO, nitrato de amônio, combustíveis,propriedades, processo de desmonte e avaliação de desempenho de explosivos;
• Diagnóstico da operação de desmonte na Mina do Recreio;• Pesquisa e testes de avaliação de desempenho com diversas misturas de produtos e
subprodutos do refino de óleo vegetal (soja) no Rock Mechanics Research Centre -RMERC da UMR, Rolla, MO, USA.
• Caracterização de nitratos de amônio, combustível e maciço rochoso;• Testes iniciais em laboratório (UFRGS) e planta piloto (Mina do Recreio);• Seleção de técnica de análise de desempenho e testes. A necessidade de medir
desempenho de cada diferente mistura e suas interações com o maciço rochosopermitiram o desenvolvimento de equipamento de medição de velocidade de detonaçãoe procedimento de medida (VAR);
• Análise de custos.
Para se preparar ANFO, é necessário 5,7% em peso de óleo combustível e 94,3% denitrato de amônio no formato de prill do tipo denso (fertilizante) ou baixa densidade (poroso). Deacordo com o United States Code of Federal Regulations (USCFR 2001), um agente explosivoé definido como qualquer material ou mistura consistindo de combustível e oxidante para usoem desmonte cujos ingredientes não são classificados como explosivos e que pode sermisturado e empacotado para uso ou transporte sem ser detonado por uma espoleta do tipo 8em ambiente não confinado. Pela legislação Brasileira (R105, 2000), o ANFO é classificadocomo “substância perigosa, subclasse 1.5” o que significa que é uma substância capaz deproduzir gases por reação química gerando danos. A subclasse 1.5, por sua vez, significa que asubstância é muito pouco sensitiva com baixa probabilidade de perigo de detonação quandomanuseada e transportada sob condições normais.
A reação de explosão de ANFO é considerada como não ideal e seu desempenho emtermos de fragmentação de material, é função das propriedades físicas e químicas da misturaassim como do ambiente onde ocorre o fenômeno. Essas propriedades incluem: diâmetro departícula, recobrimento, densidade, confinamento, diâmetro de carga, condição de água,acoplamento, iniciação, absorção (prill poroso) e adsorção (prill denso). Testes foram realizadosnas dependências do Laboratório de Pesquisa e Planejamento Mineiro – LPM da UFRGS e noRock Mechanics Explosives Research Centre da UMR. Além desses, o próprio laboratório daplanta de beneficiamento da Mina do Recreio foi utilizado de modo a investigar a viabilidade deuso do ANFO. As caracterizações do maciço rochoso, dos combustíveis e nitratos de amôniodisponíveis foram realizadas de modo a investigar a influência desses elementos no desmontecom ANFO. As misturas foram, posteriormente, testadas e comparadas por meio da medição davelocidade de detonação para diferentes tipos de prill de nitrato de amônio, óleos, densidades ecargas iniciadoras, in situ. Também, foram estudadas técnicas de encartuchamento quepermitissem o uso de ANFO pela empresa em condições não ideais, como por exemplo, altaumidade. A pesquisa permitiu uma diminuição de 33% no custo de desmonte da Mina doRecreio quando comparado à situação anterior de 1998 (emulsão). O processo deimplementação do ANFO iniciou em outubro de 1998, testando nitratos de amônio do tipo

5
poroso (p), e denso (d), óleo diesel (FO), óleo lubrificante reutilizado (WO) e óleo de soja(SOY). Desde então, misturas tipo ANFO, ANWO e ANSOY foram testadas até alcançar a atualescala de produção, onde existe mão de obra treinada e adaptada para as técnicas necessáriasao uso de agentes explosivos desse tipo. O estudo permitiu, também, o desenvolvimento de umequipamento capaz de avaliar velocidade de detonação das misturas e poder compará-las.Essas medições permitiram aperfeiçoar cargas iniciadoras (primers), diferentes densidades eselecionar as misturas de maior VoD e menor custo por metro cúbico.
2.1 Diagnóstico da Operação de Desmonte na Mina do Recreio
As camadas de carvão encontradas na área pertencem a Formação Rio Bonito (Permo-carbonífero) e ocorrem intercaladas de folhelhos, siltitos, arenitos, calcários eparaconglomerados. As profundidades das camadas de carvão variam de 20 a 60 m, sendolavradas as de espessuras que excedem 0,25 metro.
O método de lavra utilizado na Mina do Recreio é “striping mining”, produzindo 2 x 106 tpor ano de ROM, ratio 7:1 (m3/t). Para extrair o carvão, 13 x 106 t de estéril devem serremovidas anualmente. O carvão e o estéril são detonados separadamente quando necessário,de modo a facilitar a escavação em bancadas descendentes. O carregamento do material éfeito por escavadeiras de 4 m3 de caçamba e o transporte por caminhões fora de estrada de 30t (estéril) e rodoviários de 15 t (carvão). O corte típico apresenta 120 m de largura por 3000 mde comprimento, profundidade máxima de 60 m, bancadas de 6 m de altura, bermas de 5 m einclinação de banco de 45º. A Mina do Recreio utiliza aproximadamente 260 t de ANFO por ano.As condições geológicas e climáticas permitem o uso de pelo menos 75% de ANFO e orestante é carregado com emulsão ou ANFO encartuchados. O objetivo principal do desmontede rochas na mina é “desagregar” o material rochoso de modo a facilitar a escavação. O planode fogo é planejado de modo a apenas “soltar” o material e não movê-lo, mantendo baixadiluição. A frota de perfuratrizes consiste em equipamentos pneumáticos para diâmetros de 76ou 89 mm, onde os furos podem alcançar 9 m de profundidade. A razão de carga é diferentepara cada tipo de rocha, entretanto essa relação varia entre 90 g/m3 e 200 g/m3, a malha é de3,5 por 3,5 m e o tampão é de 2 m preenchido com pó de furação. As detonações sãomonitoradas por sismógrafos em pontos base, sendo controlada a carga máxima por espera eminimizadas as vibrações decorrentes do uso de explosivos. A iniciação é pontual por tubo deplasma BRINEL (não-elétrica).
2.2 Caracterização de Maciço Rochoso, NA e combustível
No processo de detonação, as propriedades físicas e mecânicas do ambiente rochosoinfluenciam na formação de fraturas no entorno do furo. Gases em alta pressão são liberadosalguns instantes após a onda de choque, estendendo as fraturas e transferindo energia(cinética) para o material rochoso circundante. Essa fase é governada pelas propriedades doexplosivo e principalmente sua interação com o maciço rochoso, particularmente, com apresença de descontinuidades ou vazios (Scott, 1996). Índices de qualidade como RQD, Deere(1989) podem ser adaptados para definir domínios e áreas de diferente “desmontabilidade”, ouseja, capacidade de fragmentar e mover material no tamanho e local desejados. Corrêa (2000)descreve geomecanicamente a área, onde valores de RQD entre 21,4 e 63,1% podem serobtidos. Também foi utilizada a resistência a compressão Uniaxial (UCS) de 138 amostras,variando de 26,35 a 124,08 MPa. Esses valores indicam material considerado “brando”, sem anecessidade de uma reação explosiva de alta energia de choque para obter a fragmentaçãodesejada indicando que o agente explosivo tipo ANFO pode ser utilizado no desmonte derochas do local.

6
Três tipos de óleos combustíveis foram disponibilizados para uso no ANFO durante ostestes, óleo lubrificante de motor reutilizado das escavadeiras e caminhões da mina, óleo diesele subprodutos do refino do óleo de soja (metil-ésteres). Estes últimos infelizmente devido aocusto elevado passaram somente por testes de laboratório, onde a pesquisa não avançou paraescala de produção. Procedeu-se uma caracterização completa da composição química dosóleos, bem como, Ponto de Fulgor, Densidade, Viscosidade e Umidade. Óleo lubrificantereutilizado normalmente contém contaminantes que podem modificar a sensibilidade do ANFO.Partículas de quartzo, zinco acima de 15% e metais pesados com propriedades catalíticas ougasolina podem tornar o agente explosivo sensível a espoleta tipo 8, principalmente sobelevadas temperaturas. Alto conteúdo de água pode reduzir a sensibilidade, especialmente abaixa temperatura ambiente (Ruhe e Bajpayee, 1996). A Tabela 1 apresenta as principaiscaracterísticas físicas e os contaminantes encontrados, baseadas em analises de laboratóriosou revisões dos equipamentos a cada 250 hs. Nota-se que a concentração de zinco éextremamente baixa e que WO apresenta ponto de fulgor superior ao diesel, considerado comovantajoso do ponto de vista de segurança na preparação e armazenagem da mistura ANWO.Quanto às densidades de óleo, sabe-se que esse é fator importante para o processo dedetonação, visto que baixas densidades de óleo combustível significam menores energiasdisponíveis, o que ocorre com óleo diesel. Em relação à viscosidade, WO obteve valor 39 vezessuperior ao FO. Por sua reduzida viscosidade, o FO é provavelmente absorvido com maiorvelocidade pelo prill, entretanto quando exposto à alta temperatura pode evaporar, além desegregar mais facilmente. Óleo lubrificante reciclado apresentou maior quantidade de água emsolução, o que provavelmente dissolve uma parte do NA quando misturado (ANWO),deteriorando e reduzindo a sensibilidade da mistura.
Tabela 1. Características dos óleos testados para misturas tipo ANFO.Elemento Norma FO WO SOY
Ferro (ppm) ASTM B214 1,1 36,68 traçoCobre (ppm) “ 1,6 3,78 traçoAlumínio (ppm) “ traço 6,91 traçoZinco (ppm) “ traço 0,91 traçoArsênico (ppm) “ traço 1,46 traçoCádmio (ppm) “ traço 0,27 traçoChumbo (ppm) “ traço 5,10 traçoCromo (ppm) “ 2,0 2,79 TraçoPonto de Fulgor (oC min) ASTM D92 – D93 60 178 160Densidade (g/cm3) ASTM D5002-D4052 0,8154 0,8640 -Viscosidade a 40o C (cSt) ASTM D445 2.7 106.58 -Conteúdo de Água ASTM D1796 0,08 0,29 -
Os nitratos de amônio disponíveis para testes nesse trabalho foram tipo denso (d),fornecido por Pilar Química Ltda e tipo poroso (p); fornecido pela Ultrafertil S. A. As principaiscaracterísticas investigadas foram porosidade, recobrimento, absorção de óleo, segregação eretenção de óleo, densidade de carregamento e diâmetro de partícula (Tabela 2).
A partir de análises com Microscópio Eletrônico de Varredura e software AutoCAD-R14,foi possível avaliar o diâmetro dos poros e tamanho de prill denso e poroso (Figura 2). O prill dapresentou em média 2,46 mm e alguns poros de 7,90 µm, enquanto prill p apresentou 2,06mm no maior eixo e grande quantidade de poros de 7,82 µm nas suas superfícies.

7
Figura 2. Prill tipo denso (acima), tipo poroso erespectivos poros em aumento de 25 e 500 vezes.
O prill denso apresentou carbonato de cálcio como material inerte (filler) na coberturaenquanto prill poroso apresentou kaolin, em menor quantidade percentualmente. Através decromatografia à gás foi encontrada pequena quantidade de ácidos graxos no NA tipo denso,principalmente cadeias de ácido carboxílicos saturados utilizados como agentes anti-cristalização (anti-caking). Quanto menor a cobertura, mais fácil a absorção de óleo e ou água.
Tabela 2 Características dos prills de AN utilizado nas misturas tipo ANFO.Propriedade NAd NA p
Recobrimento (%) 3,10 2,56Absorção de óleo (%) FO 7,44 18,31 WO 6,81 16,97Segregação de Óleo (48 hs) FO 1,1 0,7 WO 0,3 0Densidade de carregamento (g/cm3) 0,96 0,77Densidade nominal (g/cm3) 1,70 1,42Diâmetro de Partícula D50 (mm) 2 1,19
Como afirmado anteriormente, esse trabalho tinha como objetivo encontrar a melhormistura tipo ANFO para a Mina do Recreio em termos de custo – beneficio, preferencialmentereciclando algum tipo de óleo, vegetal ou mineral. A formulação inicial utilizada na minaconsistia de emulsão e ANFO industrial, ou seja, NCN (nitro-carbono-nitrato). Mais tardedurante o andamento dos testes, foram incluídos agentes explosivos com prill de baixa e altadensidade para testes. Aos poucos, o procedimento de desmonte original foi convertido entãopara utilizar as novas misturas, cujos testes preliminares permitiram que a planta piloto fosseconvertida em uma pequena planta de mistura de ANFO para suprir a mina em escala deprodução (Figura 1) e distribuir para outras operações vizinhas da empresa.

8
Figura 1. Planta para mistura de ANFO na Mina do Recreio.
Durante os testes alguns materiais foram testados buscando aumentar a sensibilidade,como alumínio, pó de NA e redutores de densidade para diminuir a energia da detonação,serragem e casca de arroz. Esse último provou ser bastante eficaz para as misturas com NAdenso, pois além de diminuir a quantidade de AN por furo, garantia a retenção de óleo namistura por adsorção, já que esse tipo de prill é inferior em termos de absorção de óleo secomparado ao AN poroso (Munaretti, 2002). Buscou-se também a mistura de maior resistênciaà água, porém mesmo com o melhor resultado de resistência media entre todas as misturas de1,15 min para o ANWOd, isso não é suficiente para permitir carregamento a granel em furosúmidos. Optou-se então por buscar proteção mecânica para o prill, por intermédio deencartuchamento ou encamisamento com filme plástico (liner). Todas as misturas foramconsideradas não sensíveis a detonação com espoleta, segundo o teste No 5-a, (Cap SensitivityTest) do manual das Nações Unidas (U.N., 1990).
Após os testes de laboratório, buscou-se medir o desempenho das misturas e a suainteração com o ambiente rochoso circunvizinho no desmonte. Segundo Cameron (1992) ePersson et al., (1994), ainda não existe um único método satisfatório para medir desempenhode ANFO, que englobe reprodutibilidade, baixo custo, simplicidade, medida de energia dechoque e de gás, que sustente reação completa e reflita as condições de campo. Mesmo quenão seja possível satisfazer todas as condições, é necessário realizar alguns experimentoscontrolados que podem ser úteis para estimar o potencial de quebra de um determinadomaterial explosivo. Dick (1972) e Scott (1996) sustentam que VoD indica a eficiência da reaçãopara determinada condição e explosivo. Foi então selecionada a técnica de medida develocidade de detonação como um indicativo do potencial de fragmentação das misturas. Paraisso foram criados novos procedimentos e um equipamento de medição de VoD confiável e decusto reduzido (VAR). O sistema VAR foi útil para identificar cargas iniciadoras adequadas,densidades e selecionar misturas de nitrato de amônio e óleo combustível. A patente paraequipamento e procedimento foi requerida (Munaretti, 2002a).

9
3. DISCUSSÃO DE RESULTADOS
Para determinar a melhor mistura, foi realizado uma campanha de testes de VoD onde sevariou o tipo de prill (poroso/denso), óleo (diesel/lubrificante reutilizado), densidade decarregamento e carga iniciadora (primer). Os testes foram executados em ambiente deconfinamento na rocha (Camada S12) 5 kg de mistura total para cada amostra, 2 m de tampão(pó de furação), furos de 76 mm por 5 m de profundidade, iniciação pontual com tubo deplasma BRINEL (1000 m/s) e emulsão encartuchada IBEGEL 64 mm (1,15 g/cm3) como cargainiciadora. Mais de 140 testes de VoD foram realizados, onde foram identificados diversosfatores controláveis e não controláveis (Ruído) que poderiam influenciar as medidas. Os fatoresRuído (umidade, temperatura, grau de fraturamento do maciço e segregação da mistura) foramidentificados a partir das experiências iniciais, porém, foi impossível executar todos os testesexatamente nas mesmas condições. Todos os fatores podem ser controláveis se a velocidadede detonação for tomada em ambiente de laboratório e condições atmosféricas controladas,entretanto o objetivo desse trabalho era investigar as misturas explosivas e sua interação com oambiente rochoso. Sabendo-se que os testes seriam realizados in situ, buscou-se minimizar oefeito dos fatores Ruído.
3.1 Misturas de Nitrato de Amônio e Óleo Combustível
Primeiramente buscou-se compreender o efeito do óleo, do nitrato e suas interaçõesatravés das técnicas descritas por Montgomery (2000), Projeto Fatorial de Dois Fatores e DoisNíveis (22) e Análise de Variância (ANOVA). Depois dessa primeira série de testes, foramanalisadas diferentes densidades de mistura e cargas iniciadoras a fim de determinar a misturade custo-beneficio ideal. Para os níveis a e b, e “n” repetições, número total de amostras “N” e“K” grupos o procedimento é o que segue na Tabela 3.
Tabela 3. Algoritmo Projeto Fatorial 22 com n repetições e Análise da Variância.Função Símbolo Cálculo
Termo de Correção TC (T...)2/abnSoma dos quadrados fator A SQA Σ ((Ti..)
2 / bn) - TCSoma dos quadrados fator B SQB Σ ((T.j.)
2 / an) - TCSoma dos quadrados interação AB SQAB Σ y2
ijk((Tij.)2 / n) – TC – SQA - SQB
Variabilidade Residual SQR Σ y2ijk - Σ (Tij.)
2 / nVariabilidade total SQTOT Σ y2
ijk - TCAnova / Análise de Variância Grau de liberdade Média quadrad. Teste F
SQA a-1 MQA MQA/MQRSQB b-1 MQB MQB/MQRSQAB (a-1)( b-1) MQAB MQAB/MQRSQR ab(n-1) MQRSQTOT abn-1Comparação Multipla de MédiasDesvio padrão das médias Sx (SQR/n)^1/2
Limite de decisão 3 x SD
A Tabela 4 mostra o banco de dados de velocidade de detonação media organizado parao experimento segundo a técnica de Projeto Fatorial 22, Fator A (Tipo de Óleo), Fator B (tipo deAN) e as repetições do teste para cada mistura. As densidades são regulares e a cargainiciadora é de 1040 g de emulsão encartuchada.

10
Tabela 4. Projeto Fatorial 22 para tipo de óleo e nitrato de amônio.Fator B (Tipo de AN)
Denso Poroso
Fator A(Tipo de Óleo)
FO 2986 2578 2892 3157 28323134 3017 2918 3281 2592
2411 3386 2876
2870 3336 2804 2954 2912 32802561 2838 2626 2999 2877
WO 2441 3181 2690 2949 15153164 3087 2877 2500 2800
2554
3102 3116 2980 2800 2809 29992916 2763 3088 2840 2691 2591
Parâmetro ResultadoK = 4 ; a = 2; b = 2; n = 11.75; N = 47TC 385299678.72SQ A 682572.26SQ B 24177.79SQ AB 2546459.57SQ R 1169809.66
SQ TOTAL4423019.28
ANOVA SQ GDL MQ Fcal Ftab
A (Oil type) 682572,26 1 682572,26 25,09 4,08 Fcal<<FtabB (AN grade) 24177,79 1 24177,79 0,89 4,08 Fcal>FtabAB 2546459,57 1 2546459,57 93,60 4,08 Fcal<<FtabR 1169809,66 43 27204,88Total 4423019,28 46 96152,59
Comparação Multipla de Médias
Sx 48,12Limite de decisão 144,35
De acordo com o procedimento descrito acima, as melhores misturas em termos de VoDsão ANFOp ou ANFOd e ANWOp, visto que estatisticamente não existe diferença significanteentre elas. Por outro lado, a mistura ANWOd que consiste em prill denso e óleo WO, mostroumenor VoD. O fator A (tipo de óleo) e, também, a sua interação com o fator B (tipo de nitrato deamônio) é significante, enquanto que o fator B isolado não mostrou significância para o teste.Para um limite de decisão de 144,35 m/s existe efeito significativo no tipo de óleo, tendo essefator influência direta no resultado de velocidade de detonação das misturas. O óleo dieselapresenta desempenho superior ao FO, resultado que demonstra que a maior umidade (3,5vezes superior) do WO tem influência negativa, além de ser mais viscoso, demorando maistempo para ser absorvido. Por outro lado, quando tratado o fator tipo de NA isoladamente, essemostrou pouca influência sobre o resultado. Ficou demonstrado que o NA tipo denso mesmotendo menor porosidade e menor absorção e retenção de óleo, não apresenta diferençassignificativas nas leituras de velocidade de detonação quando comparado ao NA poroso. AFigura 3 mostra as velocidades médias de todas as misturas e uma comparação entre asrespostas em termos de desempenho por velocidade de detonação.

11
Figura 2. Comparação múltipla de médias de velocidade dedetonação para tipo de nitrato de amônio e óleo combustível.
3.2 Carga Iniciadora Mínima
Foram testadas cargas iniciadoras mínimas buscando reduzir o custo por metro cúbicoem misturas de densidade regulares e assegurar reação eficiente de detonação. As amostrasforam preparadas com zero, 520 ou 1040 g de emulsão encartuchada. Para os testes comcarga iniciadora zero (somente espoleta), deflagração foi observada em todas as misturas.Devido a esse resultado a pesquisa foi concentrada na possibilidade de reduzir a cargainiciadora de 1040 g para 520 g. Utilizando a mesma técnica de Projeto Fatorial foramcomparadas as VoD obtidas com cargas iniciadoras de 520 e 1040 g. A Tabela 5 apresenta ocálculo para fatores carga iniciadora (C) e mistura (M), dois níveis para carga iniciadora (520,1040 g) e quatro níveis para mistura (ANFOp, ANWOp, ANFOd, ANWOd), sem repetições.
Tabela 5. Médias de leituras de VoD em m/s para 520 e 1040 g de carga iniciadora emulsão ecalculo estatístico por Projeto Fatorial 22 e Análise ANOVA
Primer 520 g 1040 gMistura VoD Num. Amostras VoD Núm AmostrasANFOp 2903,00 2 2914,30 11ANWOp 2638,17 6 2891,30 12ANFOd 2727,33 3 2927,70 13ANWOd 2839,75 4 2705.30 11
Parâmetro Resultadok = 8 ; p = 2; m = 4; n = 1; N = 8TC 63528992,00SQ C 13612,50SQ M 26499,00SQ CM ou R 47430,50SQ TOTAL 87542,00
ANOVA SQ GDL MQ Fcal Ftab
C 13612,50 1 13612,50 0,86 10,13 Fcal<<FtabM 26499,00 3 8833,00 0,56 9,28 Fcal<<FtabR 47430,50 3 15810,17Total 87542,00 7Comparação Multipla de Médias Sx 125,74Limite de decisão 377,22

12
Ficou demonstrado que não existem diferenças significativas em termos de VoD paracargas iniciadoras de 520 e 1040 g em todas as misturas possíveis de NA e óleo. Utilizando-seo limite de decisão de 377,22 m/s na comparação múltipla de médias, pode-se observar ocomportamento das misturas e cargas iniciadoras (Figura 3).
Figura 3. Comparação múltipla de médias para VoD e iniciação.
3.3 Redução de Densidade de Carregamento
Investigou-se a velocidade de detonação em misturas de baixa densidade com adição decasca de arroz, cujo objetivo principal foi redução de custo por m3. As misturas partiram dedensidades de carregamento 0,96 (original) até 0,85 e 0,75 g/cm3 no caso de ANWOd \ ANFOde 0,77 (original) até 0,65 g/cm3 para ANWOp \ ANFOp. Todas as amostras detonaram com1040g de emulsão (Tabela 6).
Tabela 6. Leituras de VoD medias para densidades de carregamento regulares ou modificadas.
Tipo de PrillDensidade
(g/cm3)VoD(m/s) Amostras
ANFOp Modificado 0,65 3211,67 3ANWOp Modificado 0,65 2130,00 3
Poroso ANFOp Regular 0,77 2914,30 11ANWOp Regular 0,77 2891,30 12ANFOd Modificado 0,75 2885,00 3ANWOd Modificado 0,75 2800,50 4
Denso ANFOd Modificado 0,85 2919,25 4ANWOd Modificado 0,85 2870,77 4ANFOd Regular 0,96 2927,70 13ANWOd Regular 0,96 2705,30 11
O procedimento de Projeto Fatorial e Análise da Variância – ANOVA, foi utilizado paraexaminar separadamente as variações de densidade de misturas com prill poroso e denso. AAnálise de Variância mostra que não existem diferenças significativas entre as misturas de prillporoso com densidade regular (0,77 g/cm3) e densidade modificada (0,65 g/cm3). Asdensidades podem ser reduzidas para até 0,65 g/cm3 sem prejuízo no desempenho em termosde VoD, utilizando-se um limite de decisão de 1588 m/s. No entanto, deve-se observar queocorreu deflagração para ANWOp, indicando que essa mistura com densidade reduzida não éconfiável. Quanto às misturas de prill denso, a redução da densidade para 0,75 g/cm3 tanto paramisturas com FO como WO, indica a possibilidade de uso. O mesmo pode ser observado paramistura de densidade reduzida a 0,85 g/cm3. Segundo o procedimento estatístico adotado, nãoforam encontradas diferenças significativas nas misturas de NA tipo denso e óleo cujasdensidades foram reduzidas.

13
3. 4 Análise de Custos
Foi feita uma cuidadosa análise de custos das configurações possíveis de desmonte(Tabela 7). A mistura ANWOp de densidade 0,65 g/cm3 foi retirada da análise exatamente pornão ser confiável. O menor custo por metro cúbico foi obtido com ANWOd (82,7%), com cargainiciadora de 17,3% de emulsão encartuchada. A razão de carga (RC) para essa mistura foi de0,14 kg/m3, obtida pela adição de casca de arroz até obter densidade de 0,75 g/cm3. O custopor metro cúbico obtido com essa configuração foi de R$ 0,117 para uma velocidade dedetonação de 2800 m/s (média). Por outro lado, a configuração cujo custo por metro cúbico foimais elevada, é obtida com ANFOp, (82,7%) iniciados com 17,3% de emulsão encartuchada. Arazão de carga (RC) nesse caso foi de 0,14 kg/m3 para densidade de carregamento regular em0,77 g/cm3. O custo por metro cúbico foi de R$ 0,153, obtendo velocidade de detonaçãosuperior de 2914 m/s.
Tabela 7. Configurações relativas de NA, óleo e emulsão e comparações de custo em ordemdescendente (maior e menor diferença em negrito).
MisturaQuantidade/Tipo
EmulsaoQuantidade
Densidade Razaode carga
Custo Dif. Custo.
(g/cm3) (Kg/m3) (R$/m3) %
82.7% ANWOd 17,3% 0,75 0,140 0,11782.7% ANFOd 17,3% 0,75 0,140 0,11790.6% ANWOd 9,4% 0,96 0,162 0,122 +4,2290.6% ANFOd 9,4% 0,96 0,162 0,122 +4,2282.7% ANWOd 17,3% 0,85 0,150 0,126 +7,7082.7% ANFOd 17,3% 0,85 0,150 0,126 +7,7082.7% ANWOd 17,3% 0,96 0,162 0,136 +16,2082.7% ANFOd 17,3% 0,96 0,162 0,136 +16,2090.6% ANWOp 9,4% 0,77 0,140 0,137 +17,0090.6% ANFOp 9,4% 0,77 0,140 0,137 +17,0082.7% ANFOp 17,3% 0,65 0,130 0,142 +21,3082.7% ANWOp 17,3% 0,77 0,140 0,153 +30,7082.7% ANFOp 17,3% 0,77 0,140 0,153 +30,71
De acordo com a Mineradora Copelmi Ltda, uma média de 3x106 m3 de rochas sãodesmontadas anualmente na Mina do Recreio. Baseado nessa constatação, uma comparaçãoentre o primeiro cenário (1998) e o plano de fogo com os refinamentos sugeridos, éapresentada na Tabela 8. No ano de 1998, a Mina do Recreio utilizou apenas emulsãoencartuchada para sua operação de desmonte de rochas. Em 2002, a operação da minaalcançou 68% de uso de ANWOp, com um custo por metro cúbico de R$ 0,169, ou seja, aempresa já obteve efetivamente uma redução de 33% no custo do desmonte. Esse trabalhosugere uma redução ainda maior se forem utilizadas pelo menos umas das treze configuraçõessugeridas na Tabela 8.
Quando comparados os agentes explosivos sugeridos em termos de óleo combustível,sempre foi preferido WO sobre óleo diesel. Em termos de desempenho, as misturas queutilizaram óleo diesel mostraram velocidades de detonação mais elevadas, porém a reciclagemde óleo lubrificante para utilização em ANWOp ou ANWOd e também, a economia da suautilização devem ser assinaladas. A economia na substituição de óleo diesel por lubrificantereutilizado nas misturas necessárias para desmontar 3x106 m3 de rocha anualmente na Mina doRecreio é de no mínimo R$ 15.000,00.
14
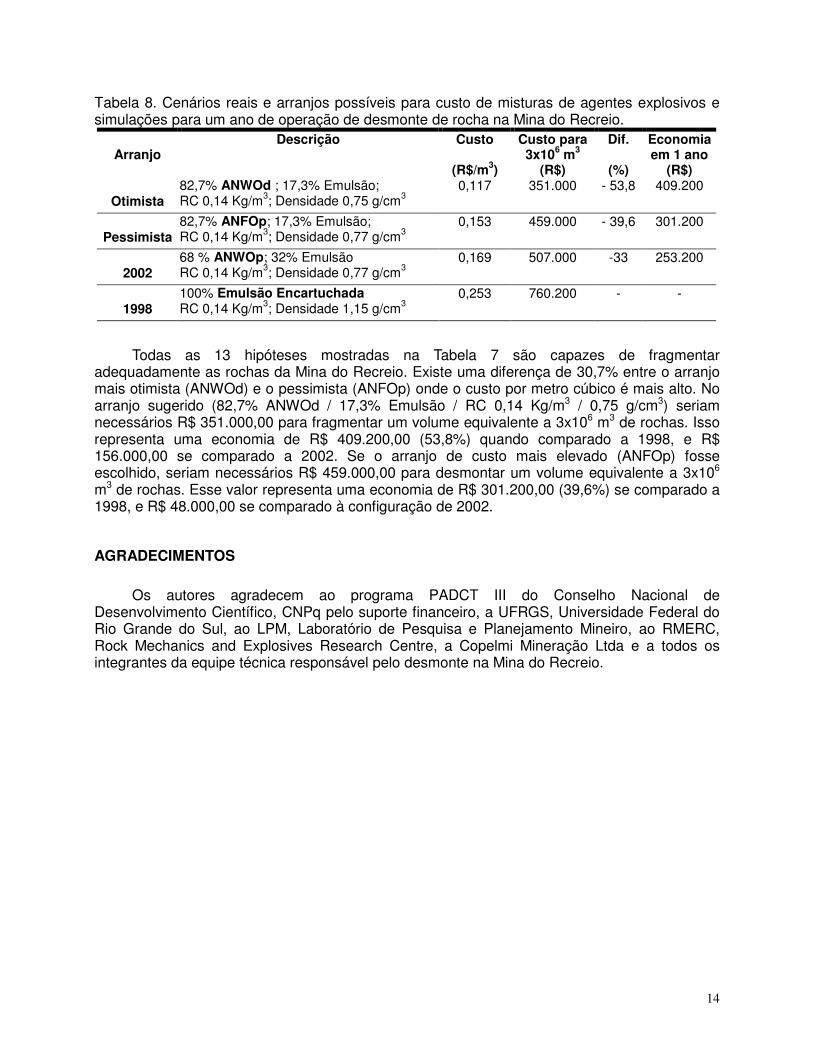
Tabela 8. Cenários reais e arranjos possíveis para custo de misturas de agentes explosivos esimulações para um ano de operação de desmonte de rocha na Mina do Recreio.
ArranjoDescrição Custo
(R$/m3)
Custo para3x106 m3
(R$)
Dif.
(%)
Economiaem 1 ano
(R$)
Otimista82,7% ANWOd ; 17,3% Emulsão;RC 0,14 Kg/m3; Densidade 0,75 g/cm3
0,117 351.000 - 53,8 409.200
Pessimista82,7% ANFOp; 17,3% Emulsão;RC 0,14 Kg/m3; Densidade 0,77 g/cm3
0,153 459.000 - 39,6 301.200
200268 % ANWOp; 32% EmulsãoRC 0,14 Kg/m3; Densidade 0,77 g/cm3
0,169 507.000 -33 253.200
1998100% Emulsão EncartuchadaRC 0,14 Kg/m3; Densidade 1,15 g/cm3
0,253 760.200 - -
Todas as 13 hipóteses mostradas na Tabela 7 são capazes de fragmentaradequadamente as rochas da Mina do Recreio. Existe uma diferença de 30,7% entre o arranjomais otimista (ANWOd) e o pessimista (ANFOp) onde o custo por metro cúbico é mais alto. Noarranjo sugerido (82,7% ANWOd / 17,3% Emulsão / RC 0,14 Kg/m3 / 0,75 g/cm3) seriamnecessários R$ 351.000,00 para fragmentar um volume equivalente a 3x106 m3 de rochas. Issorepresenta uma economia de R$ 409.200,00 (53,8%) quando comparado a 1998, e R$156.000,00 se comparado a 2002. Se o arranjo de custo mais elevado (ANFOp) fosseescolhido, seriam necessários R$ 459.000,00 para desmontar um volume equivalente a 3x106
m3 de rochas. Esse valor representa uma economia de R$ 301.200,00 (39,6%) se comparado a1998, e R$ 48.000,00 se comparado à configuração de 2002.
AGRADECIMENTOS
Os autores agradecem ao programa PADCT III do Conselho Nacional deDesenvolvimento Científico, CNPq pelo suporte financeiro, a UFRGS, Universidade Federal doRio Grande do Sul, ao LPM, Laboratório de Pesquisa e Planejamento Mineiro, ao RMERC,Rock Mechanics and Explosives Research Centre, a Copelmi Mineração Ltda e a todos osintegrantes da equipe técnica responsável pelo desmonte na Mina do Recreio.

15
CONCLUSÕES
Esse trabalho possibilitou o desenvolvimento de diferentes tipos de agentes explosivos abase de nitrato de amônio e óleo combustível. De acordo com medidas de VoD, tanto nitrato deamônio do tipo denso quanto do tipo poroso, podem ser utilizados nas misturas comdesempenho similar. Somando-se a isso, óleo lubrificante reutilizado pode ser uma alternativaao diesel, reduzindo custos e promovendo a conservação do meio ambiente, mesmo queapresentando desempenho inferior em termos de VoD. Se o setor mineiro reciclasse o óleolubrificante de motor durante o desmonte, provavelmente eliminaria a necessidade dedisposição e manipulação perigosa desses óleos, além da redução de custo com a nãoutilização de óleo diesel.
Ficou demonstrado que o óleo diesel (FO), apresenta desempenho superior ao óleolubrificante reutilizado (WO), principalmente devido à maior quantidade de água dispersa nesseúltimo. Entretanto, deve-se observar que o óleo diesel possui custo de aquisição superior aoóleo lubrificante reutilizado, além de ponto de fulgor menor, menor energia teórica e maiorpotencial de segregação, quando misturado a nitrato de amônio.
Em relação aos nitratos de amônio, percebeu-se que as qualidades consideradassuperiores do nitrato de amônio tipo poroso (p) não foram suficientes para sobreporsignificativamente o desempenho do nitrato de amônio denso (d) em relação à velocidade dedetonação para carregamento a granel. O nitrato de amônio p, mesmo oferecendo maiorporosidade, maior absorção de óleo, maior capacidade de retenção de óleo, apresentoudesempenho semelhante ao nitrato de amônio denso quando em carregamento a granel. Essecomo vantagem, apresentou maior resistência ao ataque da água, devido ao seu recobrimento,o que seria vantajoso do ponto de vista de transporte por longas distâncias e armazenamentopor longos períodos.
A carga mínima de emulsão para iniciar adequadamente as misturas desse trabalho foi de520 g, valor que fornece desempenho similar quando comparado à carga iniciadora de 1040 g.As misturas ANFOp, ANFOd, ANWOp apresentaram resultados similares. O mesmo nãoocorreu para ANWOd, que apresentou desempenho inferior em termos de VoD.
Todas as misturas podem obter redução na densidade de carregamento se utilizaremagentes do tipo casca de arroz. No caso de prill poroso, entretanto, a densidade da misturapode ser reduzida para 0,65 g/cm3 somente para ANFOp, não sendo essa modificaçãorecomendada para ANWOp devido à alta chance de deflagração. Para o nitrato de amônio tipodenso, porém, é possível reduzir a densidade de carregamento das misturas até 0,75 g/cm3
sem prejuízo no desempenho da velocidade de detonação.
Uma redução de 33% do custo de desmonte na Mina do Recreio foi alcançada com aintrodução da mistura ANWO em escala de produção. A equipe responsável pelo desmonte foitreinada e adaptada às técnicas necessárias para o uso correto das misturas. Baseado nosresultados iniciais positivos, a Mineração Copelmi Ltda. estendeu o conhecimento e atecnologia gerados para suas outras operações, reduzindo a dependência de fornecedores deexplosivos. Os experimentos mostraram ainda que é possível reduzir mais o custo do desmonteutilizando uma das 13 configurações sugeridas. Esses arranjos de misturas devem ser tratadoscomo metas, onde uma redução de 30,7% máxima no custo pode ser obtida se comparada àconfiguração atual. Uma mistura adequada para este propósito, parece ser uma mistura naproporção 82,7% de ANWOd com densidade 0,75 g/cm3 e 17,3% de emulsão encartuchadapara iniciação do conjunto.

16
REFERENCIAS BIBLIOGRÁFICAS
CAMERON, A. R., (1992) “Developments of Techniques for Evaluating the Performance of BulkCommercial Explosives.” PhD Thesis, University of Queensland, 435p.
CORRÊA, K.C.R., (2000) “Caracterização Geotécnica e Geomecânica de uma Lavra a CéuAberto Aplicada a Problemas Mineiros” Dissertação de Mestrado, Programa de PósGraduação em Engenharia Metalúrgica e dos Materiais, Universidade Federal do Rio Grandedo Sul, Porto Alegre, Brasil, 163p.
DICK, R. A. (1972) “Factors in Selecting And Applying Commercial Explosives and BlastingAgents.” U.S. Bureau of Mines Information Circular IC 8405, International Society of ExplosiveEngineers Reference Database on CD-ROM 2000, 26 p.
DAVIS, T. L., (1943) “The Chemistry of Powder and Explosives.” V.2, John Wiley & Sons Inc.,London, 500p. 1943
DEERE, D. U., (1989) “Rock Quality Designation (RQD) after 20 years.”, US Army CorpsEngineers Contract Report GL 89 1, Vicksburg, USA, 42p.
HOPLER, R. B., (1999) “History of the Development and Use of Bulk Loaded Explosives, fromBlack Powder to Emulsions.” Proceedings of the 19th General ISEE Annual Conference, SanDiego, USA, International Society of Explosive Engineers Reference Database on CD-ROM,14 p. 2000
KRAMER, D. A., Mineral Industry Surveys (2003): “Apparent Consumption of IndustrialExplosives and Blasting Agents in the United States.” United States Geological SurveyMinerals Yearbook, U. S. Government Publication, 5p.
MONTGOMERY, D. C. (2000) “Design and Analysis of Experiments” 5 ed. John Wiley & Sons,New York, NY, USA, 704p.
MUNARETTI, E. KOPPE, J. C., COSTA, J. F. C. L, THOMAS, C, K, (2002 a) “Desenvolvimentode Equipamento para Medidas de VoD na Mina do Recreio, Butiá RS.”, Anais do II CongressoBrasileiro de Mina a Céu Aberto e II Congresso Brasileiro de Mina Subterrânea, BeloHorizonte, Brasil, 13 p.
MUNARETTI, E. (2002 b), “Desenvolvimento e Avaliação de Desempenho de MisturasExplosivas a Base de Nitrato de Amônio e Óleo Combustível”, Tese de Doutorado,Universidade Federal do Rio Grande do Sul, Programa de Pós-Graduação em Engenharia deMinas, Metalúrgica e de Materiais, 249 p.
PERSSON, P. A., HOLMBERG, J. L., LEE, J., (1994) “Rock Blasting and ExplosivesEngineering.” CRC Press Inc, Boca Raton, FL, USA, 540p.
RUHE, C., BAJPAYEE, T. S., (1996) “Low Temperature Limits for Mixing Recycled Oil, DieselFuel and Ammonium Nitrate to Make ANFO Type Blasting Agents.” U S Bureau of Mines,Pittsburgh Research Centre, Pittsburgh, USA, 18p.
USCFR – “United States Code of Federal Regulations”, (2001), Title 29, Part 1910, Explosivesand blasting agents, Title 27, Part 55, Commerce in explosives, Title 30, Safety Guidelines forCompanies Authorized by the Mine Safety and Health Administration to Utilize Used VehicleEngine Oil in ANFO; The U S Government Printing Office, Washington, DC.
SCOTT, A., (Ed.), (1996) “Open pit blast design: analysis and optimization.” The University ofQueensland, Julius Kruttschnitt Mineral Research Centre (JKMRC), Brisbane, Australia, 338 p.
Subchefia para Assuntos Jurídicos, (2000) “Regulamento para a Fiscalização de ProdutosControlados, (2000), ANEXO R-105.”, Decreto Nº 3,665, de 20 de Novembro de 2000, DiárioOficial da União, 128p. Brasília.
SUTTON, A. R. S. M., PUGSLEY, T,F, (1964) “Ammonium Nitrate – Fuel Oil Blasting Agents.”,Mining Magazine, March, p 156-159, London, UK, 3 p.
UNITED NATIONS (1990) “Recommendations on the Transport of Dangerous Goods; Manual ofTests and Criteria -Orange Book.” 2.ed. Labelmaster, Chicago, USA, 145 p.
VOSS, B., (2002) “Contract Perspectives.” World Mining Equipment, Metal Bulletin, v.26, n.1,p.32-34, New York, 2 p.





























