Embed Size (px)
Citation preview
A
CORPORACIÓN MEXICANA DE INVESTIGACIÓN EN MATERIALES
DIVISIÓN DE ESTUDIOS DE POST-GRADO
"EVALUACIÓN DE PROPIEDADES MECÁNICAS DE UNIONES PORBRAZING AL VACÍO EN ACEROS INOXIDABLES 304"
POR
ING. ISIDRO GUZMAN FLORES
MONOGRAFÍA
EN OPCIÓN COMO ESPECIALISTA EN TECNOLOGÍA DELA SOLDADURA INDUSTRIAL
SALTILLO, COAHUILA, MÉXICO A 21 DE FEBRERO DEL 2009
CORPORACIÓN MEXICANA DE INVESTIGACIÓN EN MATERIALES
DIVISIÓN DE ESTUDIOS DE POST-GRADO
"EVALUACIÓN DE PROPIEDADES MECÁNICAS DE UNIONES PORBRAZING AL VACÍO EN ACEROS INOXIDABLES 304"
POR
ING. ISIDRO GUZMAN FLORES
MONOGRAFÍA
EN OPCIÓN COMO ESPECIALISTA EN TECNOLOGÍADE LA SOLDADURA INDUSTRIAL
SALTILLO, COAHUILA, MÉXICO A 21 DEFEBRERO DEL 2009
Corporación Mexicana de Investigación en Materiales.
Gerencia de Desarrollo del Factor Humano
División de Estudios de Postgrado
Los miembros del Comité Tutorial recomendamos que la monografía
"Evaluación de propiedades mecánicas de uniones por brazing al vacío en
aceros inoxidables 304", realizada por el alumno Isidro Guzmán Flores sea
aceptada para su defensa como Especialista en Tecnología de la Soldadura
Industrial.
El Comité Tutorial
Tutor Académico
Ing. Víctor López Cortéz
lanta
López Ruíz
Claudia
Coord
Rodríguezostgrado
AsesorDr. Felipe Arturo Reyes Valdez
Corporación Mexicana de Investigación en Materiales.
Gerencia de Desarrollo Humano
División de Estudios de Postgrado
Los abajo firmantes, miembros del Jurado del Examen de Grado del alumno Isidro
Guzmán Flores, una vez leída y revisada la monografía titulada "EVALUACIÓN
DE PROPIEDADES MECÁNICAS DE UNIONES POR BRAZING AL VACÍO
EN ACEROS INOXIDABLES 304", aceptamos que la referida monografía
revisada y corregida sea presentada por el alumno para aspirar al grado Especialista
en Tecnología de la soldadura industrial durante el Examen de Grado
correspondiente.
Y para que así conste firmamos la presente a los diecisiete días del mes de febrero del
año dos mil nueve.
Dr. Eduardo Valdez Covarrubias Dr. Felipe J. García Vázquez
Presidente
eyes Valdés M.C. Víctor Hugo López Cortéz
Vocal Vocal
AGRADECIMIENTOSA dios a mis padres y a mi esposa por darme su apoyo para seguir
estudiando, al Dr. Arturo Reyes por compartirme sus conocimientos y al
ingeniero Victor López por sus consejos y aportaciones para elaborar esta
monografía.
Y a todos los maestros que de alguna forma m e motivaron y me brindaron
su incondicional apoyo y conocimiento.
ÍNDICE
RESUMEN 7
JUSTIFICACIÓN 8
OBJETIVOS 9
IMPACTOS ESPERADOS 10
CAPITULO 1 INTRODUCCIÓN 11
CAPITULO 2 ESTADO DEL ARTE 13
2.1 Principios físicos del brazing 13
2.2 Reacciones interfaciales que ocurren durante el brazing 16
2.3 Efecto del ángulo de separación de la unión
después del brazing 18
2.4Tipos de brazing 19
2.4.1 Brazing al horno 19
2.4.2 Brazing al vacío 21
2.5. Criterio para aplicar brazing en horno de vacío 25
2.5.1 Parámetros del proceso 29
2.6 Aceros inoxidables: Características del metal base 31
2.6.1 Aceros inoxidables austeniticos 33
2.6.2 Brazing en aceros inoxidables 33
2.6.3 Soldabilidad de los aceros inoxidables 304 34
2.6.3.1 ¿Como evitar óxidos
durante el proceso brazing? 34
2.6.4 Características del metal base 35
2.7 Metales de aporte 36
2.7.1 Metales de aporte base Cobre 36
2.7.2 Metales de aporte base Níquel 36
CAPITULO 3. Evaluación de propiedades mecánicas de aceros
inoxidables 304 unidos por brazing 38
3.1 Relación esfuerzo - deformación 42
3.2 Relación esfuerzo deformación entre el metal
de aporte y el metal base 43
3.3Mecanismos de fractura 45
CAPITULO 4. Resultados experimentales obtenidos
en la estadía realizada en AIMEN 46
4.1. Resultados del ensayo de fatiga realizado con
diferentes metales de aporte 49
4.2. Resultados del ensayo de tensión para los diferentes
metales de aporte 51
4.3. Efecto del contenido de Si sobre la resistencia a la tensión
en uniones de acero inoxidable AISI 304 52
CAPITULO 5 ANÁLISIS Y DISCUSIONES 54
CONCLUSIONES 56
BIBLIOGRAFÍA 57
LISTA DE FIGURAS 59
LISTA DE TABLAS 62
RESUMEN.
Actualmente, en la literatura existe poca información sobre el proceso de
soldadura brazing al vacío en acero inoxidable AISI 304, y el
comportamiento mecánico que estos exhiben al ser unidos por este método.
En este trabajo se hace una revisión del estado del arte con la finalidad de
evaluar las propiedades mecánicas que se obtienen en la unión después de
realizar el brazing al vacío en aceros inoxidables AISI 304.
Existen muchos materiales de aporte los cuales se pueden aplicar al proceso
de soldadura brazing al vacío en aceros AISI 304, entre los mas importantes,
se encuentran los materiales de aporte base Níquel y base Cobre, dichos
materiales de aporte exhiben un comportamiento diferente en cuanto a
propiedades mecánicas, después de ser unidos y su aplicación esta en
función de su uso posterior.
Los materiales de aporte que exhiben un buen comportamiento durante las
pruebas de tensión, son los base Ni, obteniendo en la unión una resistencia
a la tensión superior a los 240 MPa.
Dentro del análisis de la información se demostró que el ángulo de contacto
está en función de la temperatura y estos dos parámetros influyen
directamente sobre la resistencia de la unión entre el metal base y el metal
de aporte.
En el ensayo de fatiga, otro de los metales de aporte analizado que nos da
un buen comportamiento son los base Cobre, teniendo una resistencia
mayor a 208 MPa .
JUSTIFICACIÓN
Para que un proceso de brazing de aceros inoxidables 304 sea exitoso una
parte muy importante es la selección de un metal de aporte adecuado, ya
que de las propiedades que este obtenga durante el proceso dependerá el
desempeño de la pieza en condiciones de servicio. Sin embargo,
actualmente en la literatura la evaluación de las propiedades mecánicas de
metales de aporte específico para este tipo de aleaciones es limitada. Por lo
tanto, con este tema de investigación se pretende evaluar las diferentes
materiales de aporte con la finalidad de encontrar el adecuado que otorgue
las mejores propiedades mecánicas a la unión, para su aplicación en
componentes de acero inoxidable AISI 304.
8
OBJETIVOS
Objetivo general.
Realizar un estudio del estado del arte, enfocado determinar el material de
aporte que otorgue las mejores propiedades mecánicas a una unión por
brazing al vacío de aceros inoxidables AISI 304.
Objetivos específicos.
Análisis de los parámetros de proceso apropiados y las condiciones de
prueba para llevar a cabo el brazing en vacío de aceros inoxidables 304.
Describir el método de prueba usado de acuerdo al estado del arte para
obtener datos confiables de resistencia de uniones por brazing de aceros
inoxidables AISI 304.
9
IMPACTOS ESPERADOS.
1.-Generación de información con respecto a las propiedades mecánicas
de varios materiales de aporte para aceros inoxidables 304.
2.-De acuerdo a la información obtenida por el estudio del estado del arte, se
determinará cuál es el mejor material de aporte para su aplicación
posterior en componentes de turbinas de gas industrial.
3.-Formar parte de un proceso general de reparación de componentes de
turbinas por brazing de COMIMSA.
10
1.INTRODUCION
El Brazing es un proceso en el cual dos o más metales se unen utilizando
calor, y un metal de aporte que funde y fluye por capilaridad hacia la junta
ensamblada, estrechamente entre los metales y ocurre a temperaturas
mayores de 450 °C, pero abajo del punto de fusión del metal base que esta
siendo unido.
Mediante la revisión del estado del arte se puede determinar el material de
aporte que otorgue las mejores propiedades mecánicas de uniones por
brazing al vacío en aceros AISI 304.
Es importante mencionar los principios fundamentales del brazing, los cuales
influyen de manera importante para que la unión se lleve acabo de manera
exitosa, el principio físico de capilaridad, la línea de reacción que se forma
durante el proceso de soldadura brazing entre el metal base y el metal de
aporte y el ángulo de mojado que se obtiene, dicho ángulo deberá ser
menor a 90° para que el brazing sea exitoso.
El proceso de brazing al vacío es un proceso en el cual se obtiene mínima
distorsión de la pieza después de aplicar el aporte. Entre otras de las
ventajas de hacer el proceso de brazing al vació, es que se evito la
formación de óxidos, los cuales, se forman a partir del punto de rocío de
-80 °C, este tipo de proceso nos permite trabajar con un punto de roció de
-40 °C lo cual nos indica que no se presentaran óxidos en este punto.
Otro de los parámetros a controlar en el proceso brazing es la temperatura a
la cual esta en función de la temperatura del liquídus del metal de aporte.
11
Los aceros inoxidables AISI 304 son aceros austeníticos, muestran un
excelente comportamiento a ser unidos por el proceso de brazing al vacío,
además muestran una muy buena afinidad con diferentes materiales de
aporte.
Por otra parte, la selección del metal de aporte es muy importante, por que
de este depende el comportamiento mecánico de la unión. En el presente
trabajo se presentan dos tipos, los base Níquel (Au-Ni) y los base Cobre
(BCu), cada uno muestra diferentes propiedades mecánicas en cuanto a
tensión y fatiga, la selección de uno u otro esta en función de su uso o
aplicación en campo de la pieza a unir.
Los materiales de aporte base Cobre muestran un excelente
comportamiento y resistencia a la fatiga mayor a los 280 MPa en uniones
de aceros inoxidables AISI 304, por otra parte, los materiales de aporte base
Níquel en comparación con los base Cobre, mostraron una resistencia
mayor a los 230 MPa en la unión, en una prueba de tensión.
12
2. ESTADO DEL ARTE.
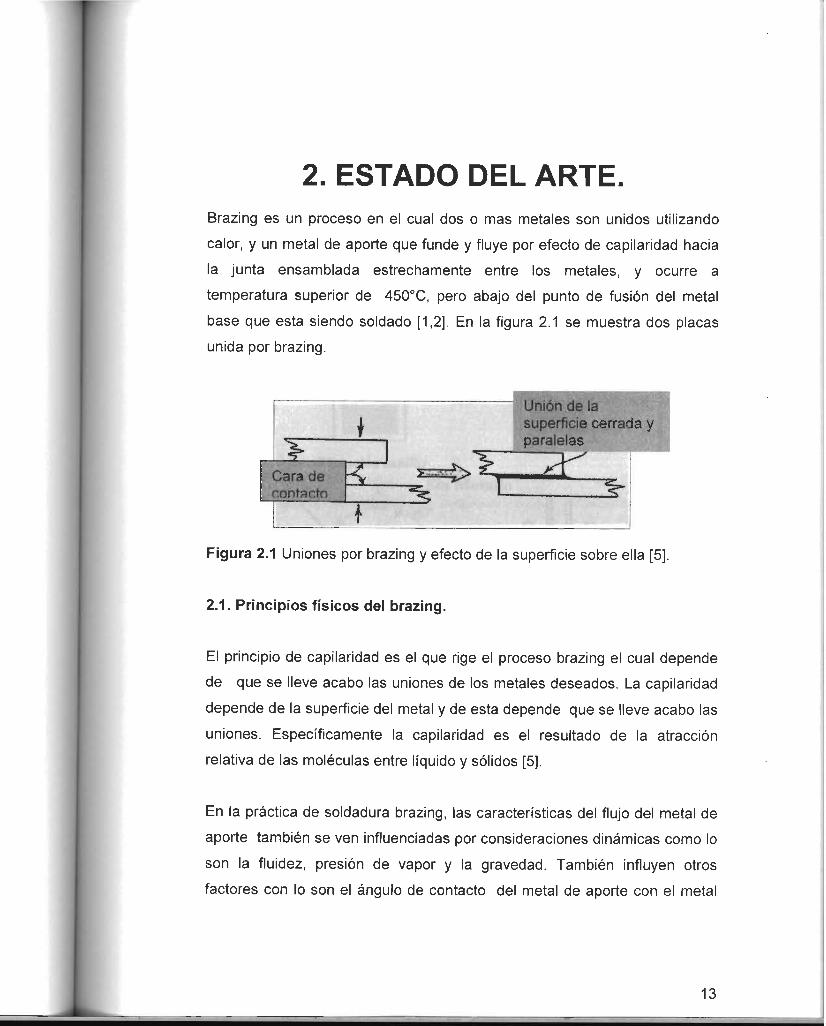
Brazing es un proceso en el cual dos o mas metales son unidos utilizando
calor, y un metal de aporte que funde y fluye por efecto de capilaridad hacia
la junta ensamblada estrechamente entre los metales, y ocurre a
temperatura superior de 450°C, pero abajo del punto de fusión del metal
base que esta siendo soldado [1,2]. En la figura 2.1 se muestra dos placas
unida por brazing.
iCara de
contactoK =$>T.
Unión de la
superficie cerra¡paralelas
aday
It
Figura 2.1 Uniones por brazing y efecto de la superficie sobre ella [5].
2.1. Principios físicos del brazing.
El principio de capilaridad es el que rige el proceso brazing el cual depende
de que se lleve acabo las uniones de los metales deseados. La capilaridad
depende de la superficie del metal y de esta depende que se lleve acabo las
uniones. Específicamente la capilaridad es el resultado de la atracción
relativa de las moléculas entre líquido y sólidos [5].
En la práctica de soldadura brazing, las características del flujo del metal de
aporte también se ven influenciadas por consideraciones dinámicas como lo
son la fluidez, presión de vapor y la gravedad. También influyen otros
factores con lo son el ángulo de contacto del metal de aporte con el metal
13
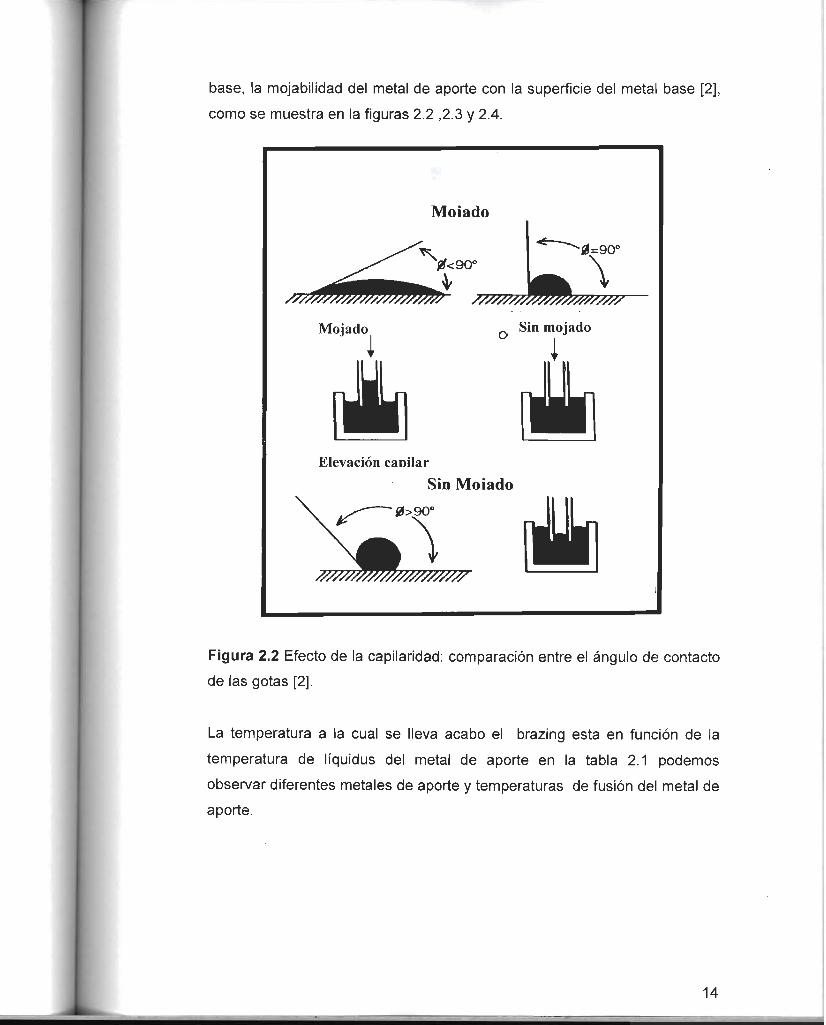
base, la mojabilidad del metal de aporte con la superficie del metal base [2],
como se muestra en la figuras 2.2 ,2.3 y 2.4.
Moiado
#<90°•0=90°
V
Mojado Sin mo
l
Sin mojado
Elevación canilar
Sin Moiado
0>9O°
//////////////y//////////
Figura 2.2 Efecto de la capilaridad: comparación entre el ángulo de contacto
de las gotas [2].
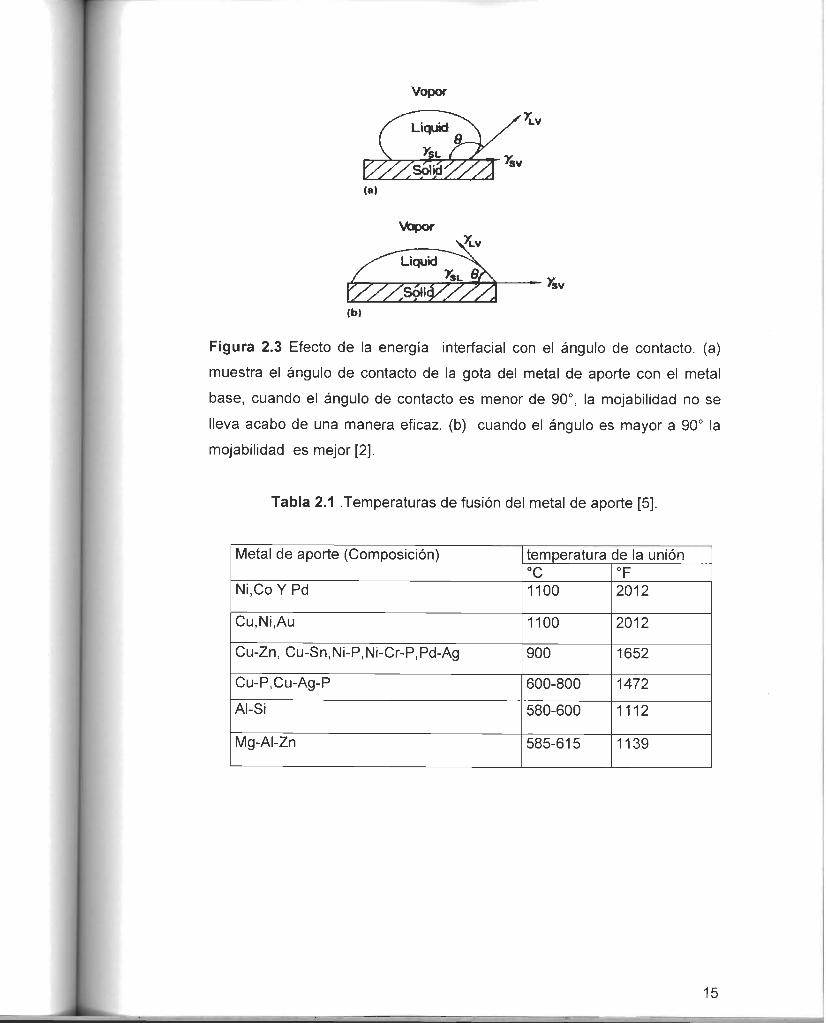
La temperatura a la cual se lleva acabo el brazing esta en función de la
temperatura de líquidus del metal de aporte en la tabla 2.1 podemos
observar diferentes metales de aporte y temperaturas de fusión del metal de
aporte.
14
Vopor
W
Vapor
Figura 2.3 Efecto de la energía interfacial con el ángulo de contacto, (a)
muestra el ángulo de contacto de la gota del metal de aporte con el metal
base, cuando el ángulo de contacto es menor de 90°, la mojabilidad no se
lleva acabo de una manera eficaz, (b) cuando el ángulo es mayor a 90° la
mojabilidad es mejor [2].
Tabla 2.1 Temperaturas de fusión del metal de aporte [5].
Metal de aporte (Composición) temperatura de la unión°C °F
Ni.CoYPd 1100 2012
Cu,Ni,Au 1100 2012
Cu-Zn, Cu-Sn,Ni-P,Ni-Cr-P,Pd-Ag 900 1652
Cu-P,Cu-Ag-P 600-800 1472
Al-Si 580-600 1112
Mg-AI-Zn 585-615 1139
15
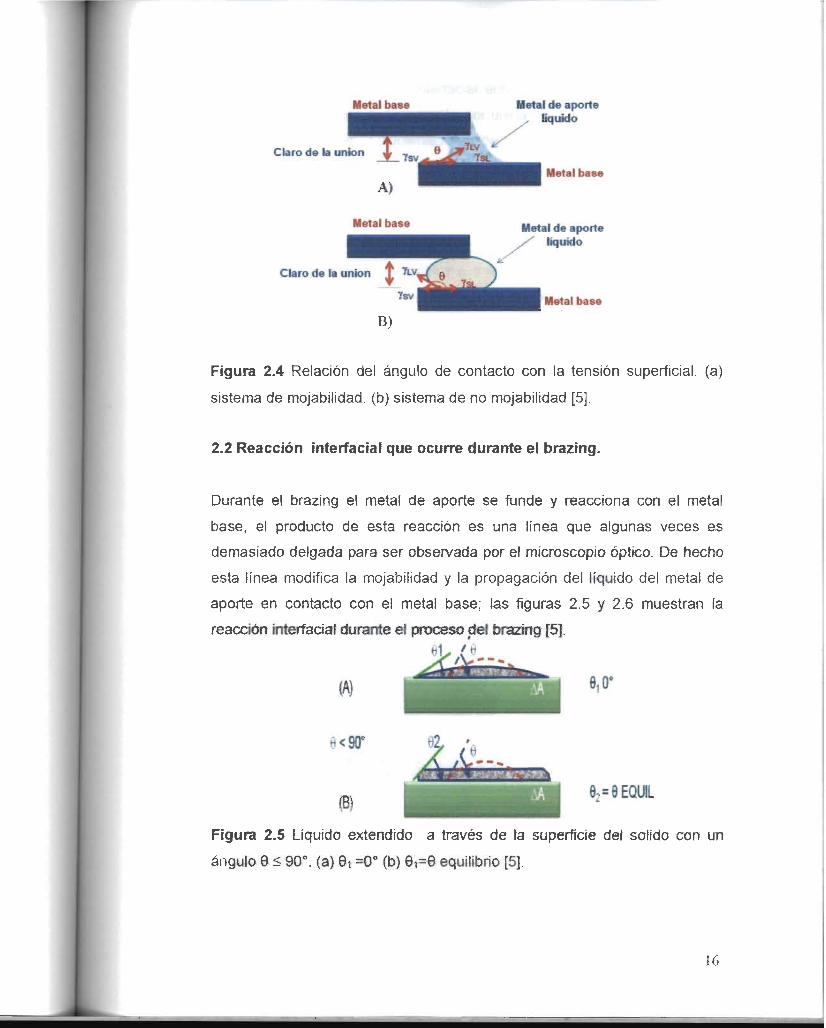
Metal base
Claro de la unión
Claro de la unión 7lv,
Metal de aporteliquido
Metal base
Metal de aporteliquido
Metal base
Figura 2.4 Relación del ángulo de contacto con la tensión superficial, (a)
sistema de mojabilidad. (b) sistema de no mojabilidad [5j.
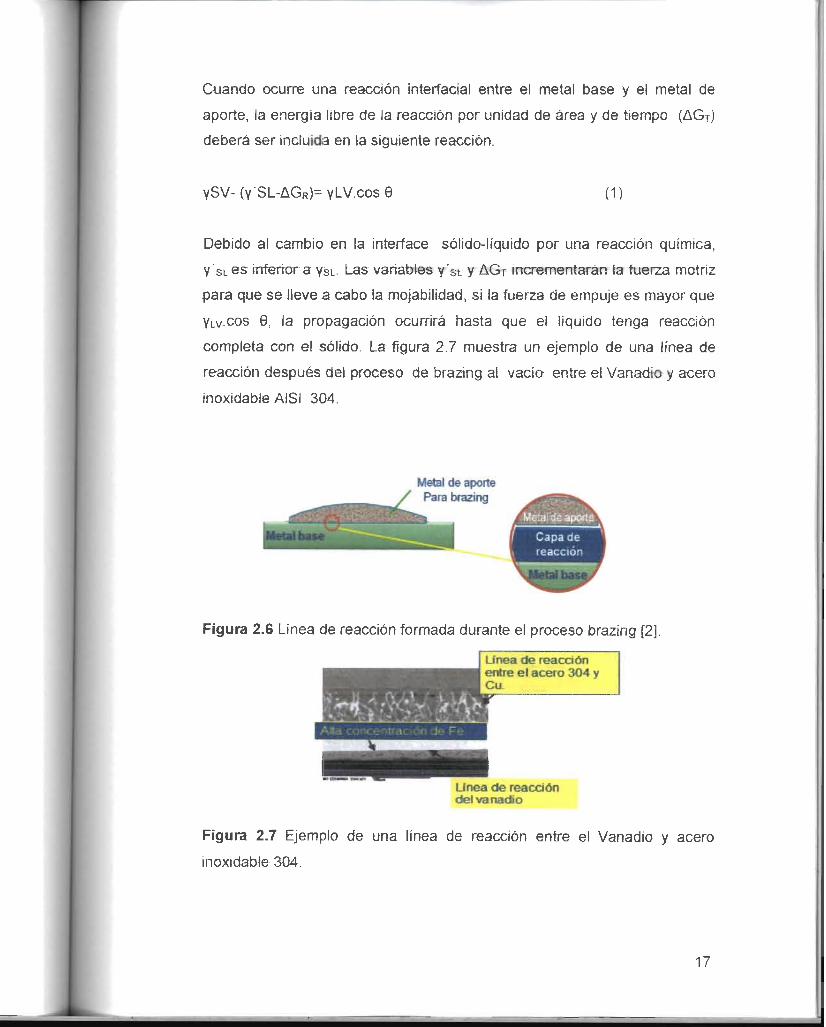
2.2 Reacción interfaciai que ocurre durante el brazing.
Durante el brazing el metal de aporte se funde y reacciona con el metal
base, el producto de esta reacción es una línea que algunas veces es
demasiado delgada para ser observada por eí microscopio óptico. De hecho
esta línea modifica la mojabilidad y la propagación del líquido del metal de
aporte en contacto con el metal base; las figuras 2.5 y 2.6 muestran la
reacción interfaciai durante eí proceso del brazing [5].
81
(A)•^*'A>,'fc • - >-*»^-
6,0'
h<9ct^\ / V» • • »
(B)M9EQUIL
Figura 2.5 Líquido extendido a través de la superficie def solido con un
ángulo 9 < 90°. (a) 9i =0° (b) G^e equilibrio [5J.
16
Cuando ocurre una reacción interfacial entre el metal base y el metal de
aporte, la energía libre de la reacción por unidad de área y de tiempo (AGt)
deberá ser incluida en la siguiente reacción.
YSV- (y'SL-AGr)= yLV.cos 6 (D
Debido al cambio en la interface sólido-líquido por una reacción química,
Y si.es inferior a ysl Las variables y'sl y AGt incrementarán la fuerza motriz
para que se lleve a cabo la mojabilidad, si la fuerza de empuje es mayor que
Ylv-Cos 9, la propagación ocurrirá hasta que el líquido tenga reacción
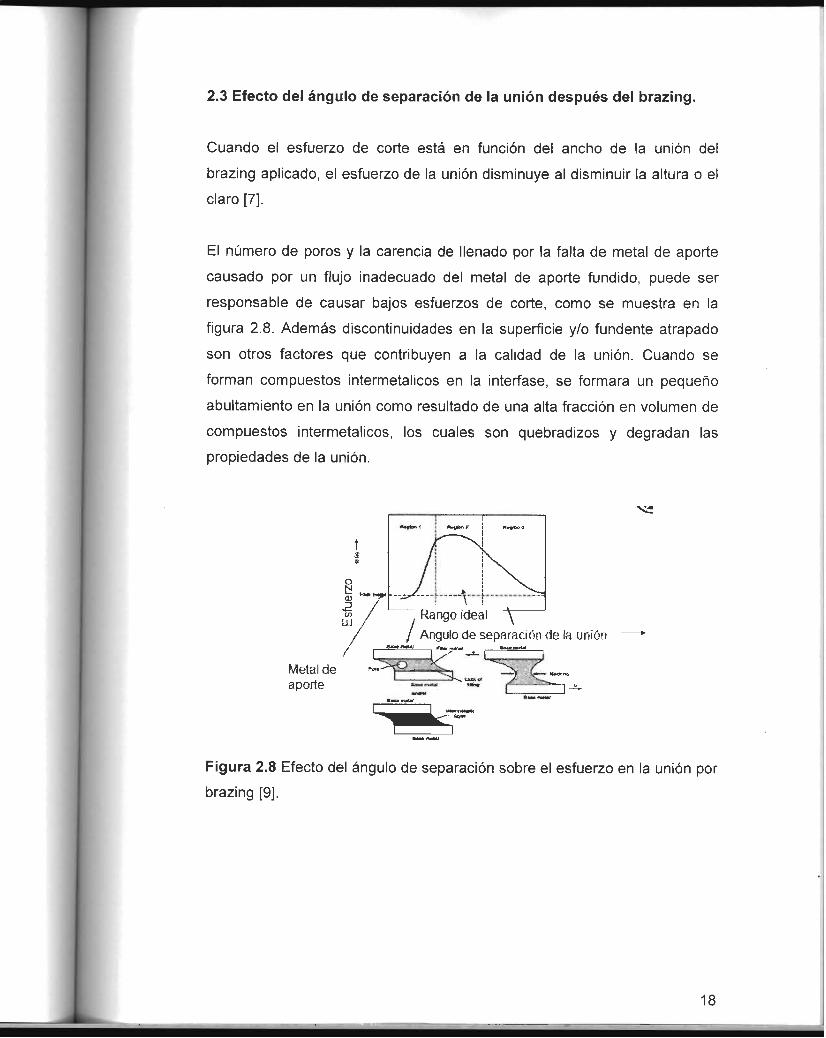
completa con el sólido. La figura 2.7 muestra un ejemplo de una línea de
reacción después del proceso de brazing al vacío entre el Vanadio y acero
inoxidable AISI 304.
•tai
Metal de aporte/ Para brazing
Metal de aporte
Capa dereacción
Figura 2.6 Línea de reacción formada durante el proceso brazing [2].
Línea de reacción
entre el acero 304 yCu
Linea de reaccióndel vanadio
Figura 2.7 Ejemplo de una línea de reacción entre el Vanadio y acero
inoxidable 304.
17
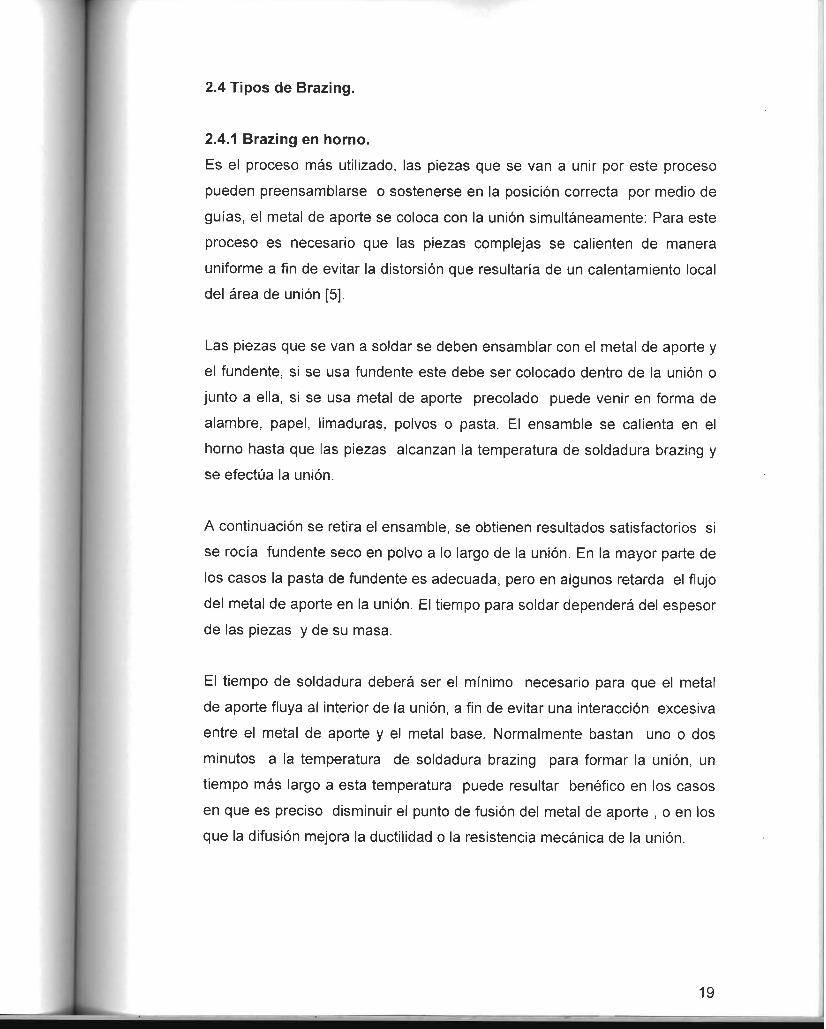
2.3 Efecto del ángulo de separación de la unión después del brazing.
Cuando el esfuerzo de corte está en función del ancho de la unión del
brazing aplicado, el esfuerzo de la unión disminuye al disminuir la altura o el
claro [7].
El número de poros y la carencia de llenado por la falta de metal de aporte
causado por un flujo inadecuado del metal de aporte fundido, puede ser
responsable de causar bajos esfuerzos de corte, como se muestra en la
figura 2.8. Además discontinuidades en la superficie y/o fundente atrapado
son otros factores que contribuyen a la calidad de la unión. Cuando se
forman compuestos intermetalicos en la interfase, se formara un pequeño
abultamiento en la unión como resultado de una alta fracción en volumen de
compuestos intermetalicos, los cuales son quebradizos y degradan las
propiedades de la unión.
Metal de
aporte
-v-¡-Rango ideal ~^~Ángulo de separación de la unión
l 3 —
Figura 2.8 Efecto del ángulo de separación sobre el esfuerzo en la unión por
brazing [9].
18
2.4 Tipos de Brazing.
2.4.1 Brazing en horno.
Es el proceso más utilizado, las piezas que se van a unir por este proceso
pueden preensamblarse o sostenerse en la posición correcta por medio de
guías, el metal de aporte se coloca con la unión simultáneamente: Para este
proceso es necesario que las piezas complejas se calienten de manera
uniforme a fin de evitar la distorsión que resultaría de un calentamiento local
del área de unión [5].
Las piezas que se van a soldar se deben ensamblar con el metal de aporte y
el fundente, si se usa fundente este debe ser colocado dentro de la unión o
junto a ella, si se usa metal de aporte precolado puede venir en forma de
alambre, papel, limaduras, polvos o pasta. El ensamble se calienta en el
horno hasta que las piezas alcanzan la temperatura de soldadura brazing y
se efectúa la unión.
A continuación se retira el ensamble, se obtienen resultados satisfactorios si
se rocía fundente seco en polvo a lo largo de la unión. En la mayor parte de
los casos la pasta de fundente es adecuada, pero en algunos retarda el flujo
del metal de aporte en la unión. El tiempo para soldar dependerá del espesor
de las piezas y de su masa.
El tiempo de soldadura deberá ser el mínimo necesario para que el metal
de aporte fluya al interior de la unión, a fin de evitar una interacción excesiva
entre el metal de aporte y el metal base. Normalmente bastan uno o dos
minutos a la temperatura de soldadura brazing para formar la unión, un
tiempo más largo a esta temperatura puede resultar benéfico en los casos
en que es preciso disminuir el punto de fusión del metal de aporte , o en los
que la difusión mejora la ductilidad o la resistencia mecánica de la unión.
19
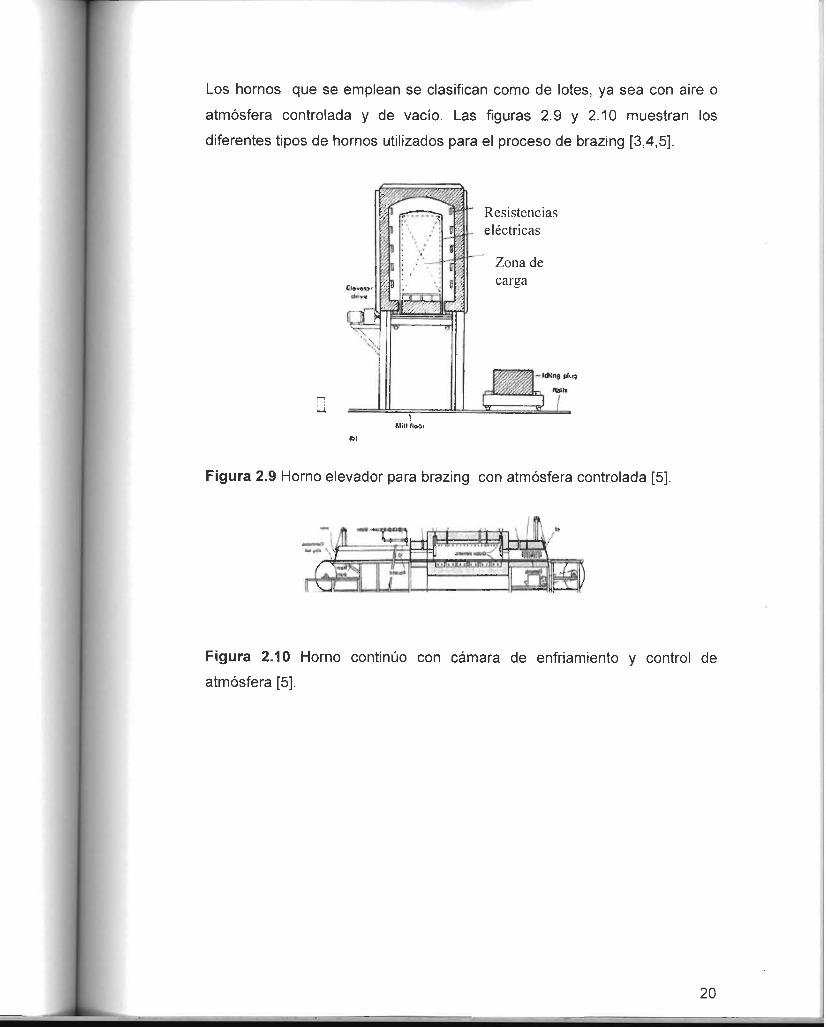
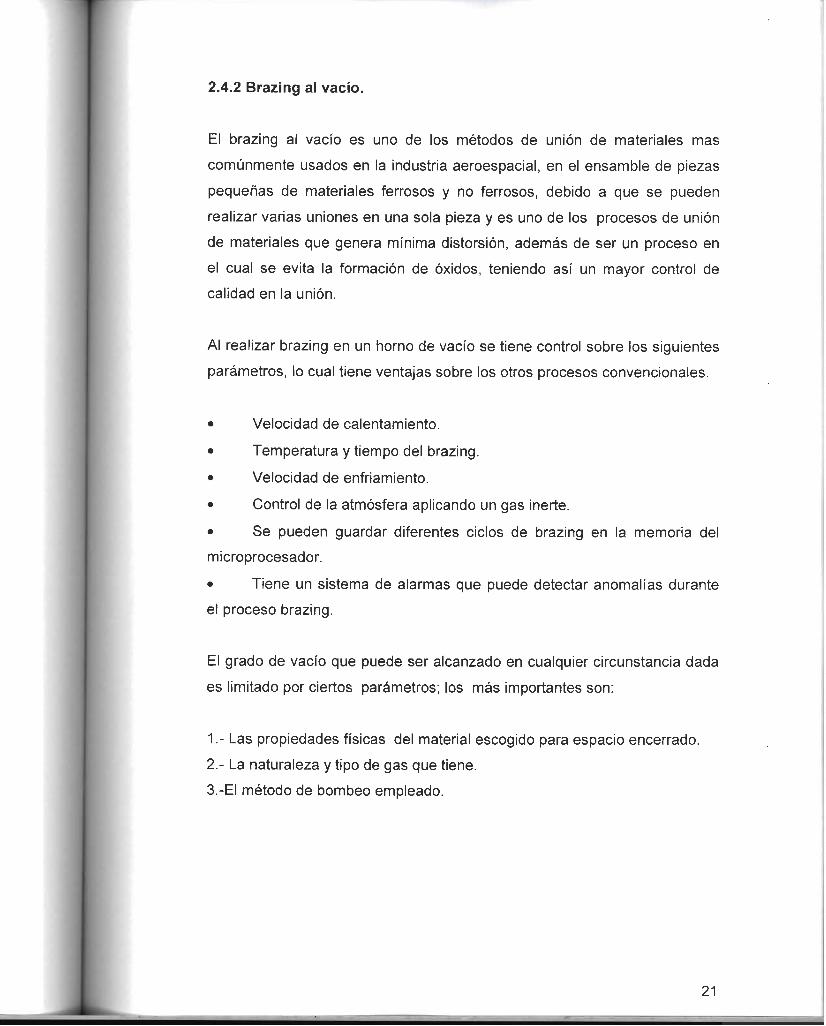
Los hornos que se emplean se clasifican como de lotes, ya sea con aire o
atmósfera controlada y de vacío. Las figuras 2.9 y 2.10 muestran los
diferentes tipos de hornos utilizados para el proceso de brazing [3,4,5].
Resistencias
eléctricas
Zona de
carga
Figura 2.9 Horno elevador para brazing con atmósfera controlada [5].
Figura 2.10 Horno continúo con cámara de enfriamiento y control de
atmósfera [5].
20
2.4.2 Brazing al vacío.
El brazing al vacío es uno de los métodos de unión de materiales mas
comúnmente usados en la industria aeroespacial, en el ensamble de piezas
pequeñas de materiales ferrosos y no ferrosos, debido a que se pueden
realizar varias uniones en una sola pieza y es uno de los procesos de unión
de materiales que genera mínima distorsión, además de ser un proceso en
el cual se evita la formación de óxidos, teniendo así un mayor control de
calidad en la unión.
Al realizar brazing en un horno de vacío se tiene control sobre los siguientes
parámetros, lo cual tiene ventajas sobre los otros procesos convencionales.
Velocidad de calentamiento.
Temperatura y tiempo del brazing.
Velocidad de enfriamiento.
Control de la atmósfera aplicando un gas inerte.
Se pueden guardar diferentes ciclos de brazing en la memoria del
microprocesador.
• Tiene un sistema de alarmas que puede detectar anomalías durante
el proceso brazing.
El grado de vacío que puede ser alcanzado en cualquier circunstancia dada
es limitado por ciertos parámetros; los más importantes son:
1.- Las propiedades físicas del material escogido para espacio encerrado.
2- La naturaleza y tipo de gas que tiene.
3.-El método de bombeo empleado.
21
Entrada para Materiales refractariosgases \l en la pared del horno
| 1 y-.
Sistema de
bombas de
vacío
Sujetadores de molibdeno para trabajara altas temperaturas
Resistencias paracalentamiento
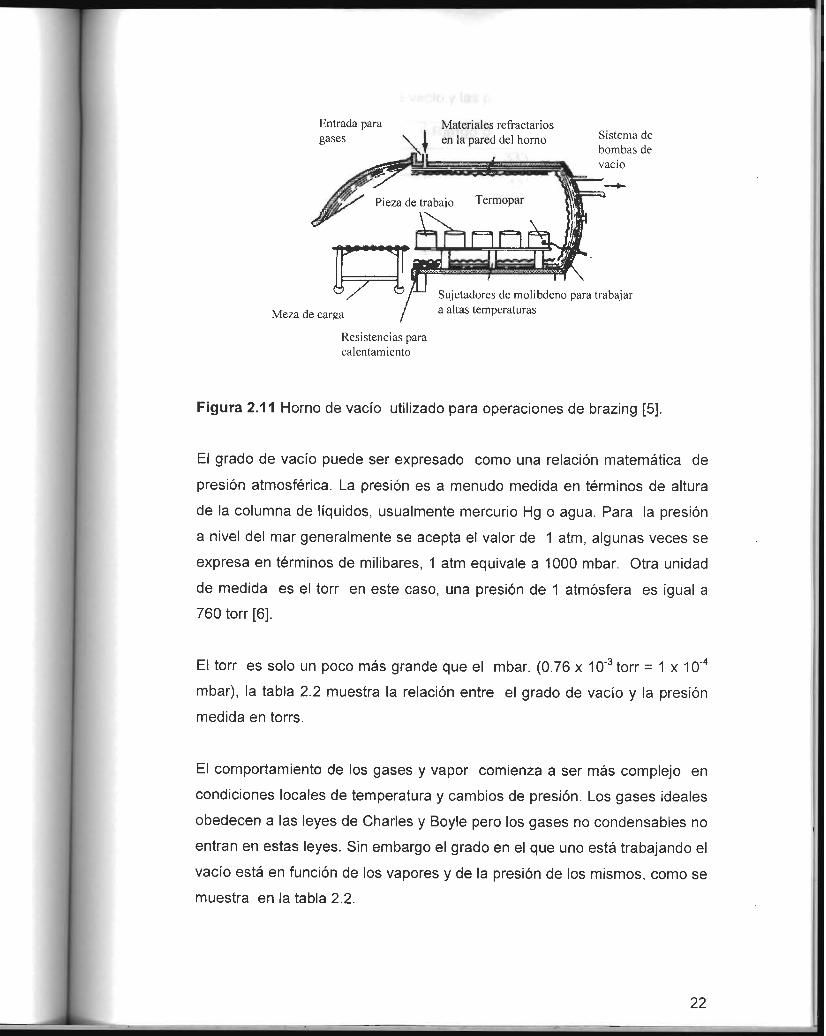
Figura 2.11 Horno de vacío utilizado para operaciones de brazing [5].
El grado de vacío puede ser expresado como una relación matemática de
presión atmosférica. La presión es a menudo medida en términos de altura
de la columna de líquidos, usualmente mercurio Hg o agua. Para la presión
a nivel del mar generalmente se acepta el valor de 1 atm, algunas veces se
expresa en términos de milibares, 1 atm equivale a 1000 mbar. Otra unidad
de medida es el torr en este caso, una presión de 1 atmósfera es igual a
760 torr [6].
El torr es solo un poco más grande que el mbar. (0.76 x 10*3 torr = 1 x 10"4
mbar), la tabla 2.2 muestra la relación entre el grado de vacío y la presión
medida en torrs.
El comportamiento de los gases y vapor comienza a ser más complejo en
condiciones locales de temperatura y cambios de presión. Los gases ideales
obedecen a las leyes de Charles y Boyle pero los gases no condensables no
entran en estas leyes. Sin embargo el grado en el que uno está trabajando el
vacío está en función de los vapores y de la presión de los mismos, como se
muestra en la tabla 2.2.
22
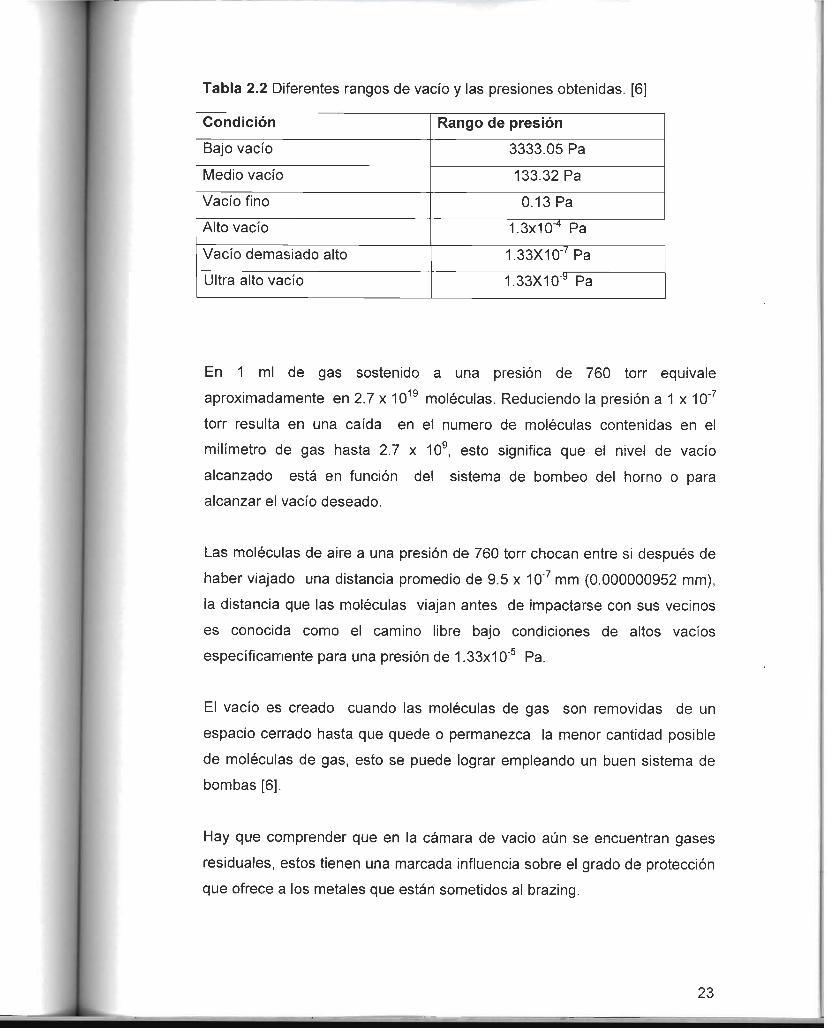
Tabla 2.2 Diferentes rangos de vacío y las presiones obtenidas. [6]
Condición Rango de presión
Bajo vacío 3333.05 Pa
Medio vacío 133.32 Pa
Vacío fino 0.13 Pa
Alto vacío 1.3x10"4 Pa
Vacío demasiado alto 1.33X10'7Pa
Ultra alto vacío 1.33X10a Pa
En 1 mi de gas sostenido a una presión de 760 torr equivale
aproximadamente en 2.7 x 1019 moléculas. Reduciendo la presión a 1 x 10"7
torr resulta en una caída en el numero de moléculas contenidas en el
milímetro de gas hasta 2.7 x 10a, esto significa que el nivel de vacío
alcanzado está en función del sistema de bombeo del horno o para
alcanzar el vacío deseado.
Las moléculas de aire a una presión de 760 torr chocan entre si después de
haber viajado una distancia promedio de 9.5 x 10~7 mm (0.000000952 mm),
la distancia que las moléculas viajan antes de impactarse con sus vecinos
es conocida como el camino libre bajo condiciones de altos vacíos
específicamente para una presión de 1.33x10"5 Pa.
El vacío es creado cuando las moléculas de gas son removidas de un
espacio cerrado hasta que quede o permanezca la menor cantidad posible
de moléculas de gas, esto se puede lograr empleando un buen sistema de
bombas [6].
Hay que comprender que en la cámara de vacio aún se encuentran gases
residuales, estos tienen una marcada influencia sobre el grado de protección
que ofrece a los metales que están sometidos al brazing.
23
Los gases residuales derivan de dos fuentes primarias [6].
1.- Fugas en el sistema del horno: ninguna cámara de vacio puede ser
perfecta para impedir las fugas. Otra fuente de gases puede ser por el
sistema de enfriamiento del horno, el principal contaminante será el oxigeno.
2 - Cuando el horno es abierto a atmosfera ambiente, son absorbidos gases,
y especialmente vapor de agua, y tienen que ser eliminados durante el
siguiente ciclo o proceso
Un ejemplo es cuando se hace brazing para un acero 304, se puede
alcanzar un vacío del .33x10"2 Pa la bomba de vacio puede tenerfugas, esto
significa que no se logra un vacío adecuado para el proceso y para que el
flujo de metal no sea bajo en una temperatura de 980 a 1020°C, en otras
palabas para alcanzar un vacío excelente libre de fugas el grado de este
deberá ser de 1.33 x 10 "2 Pa .
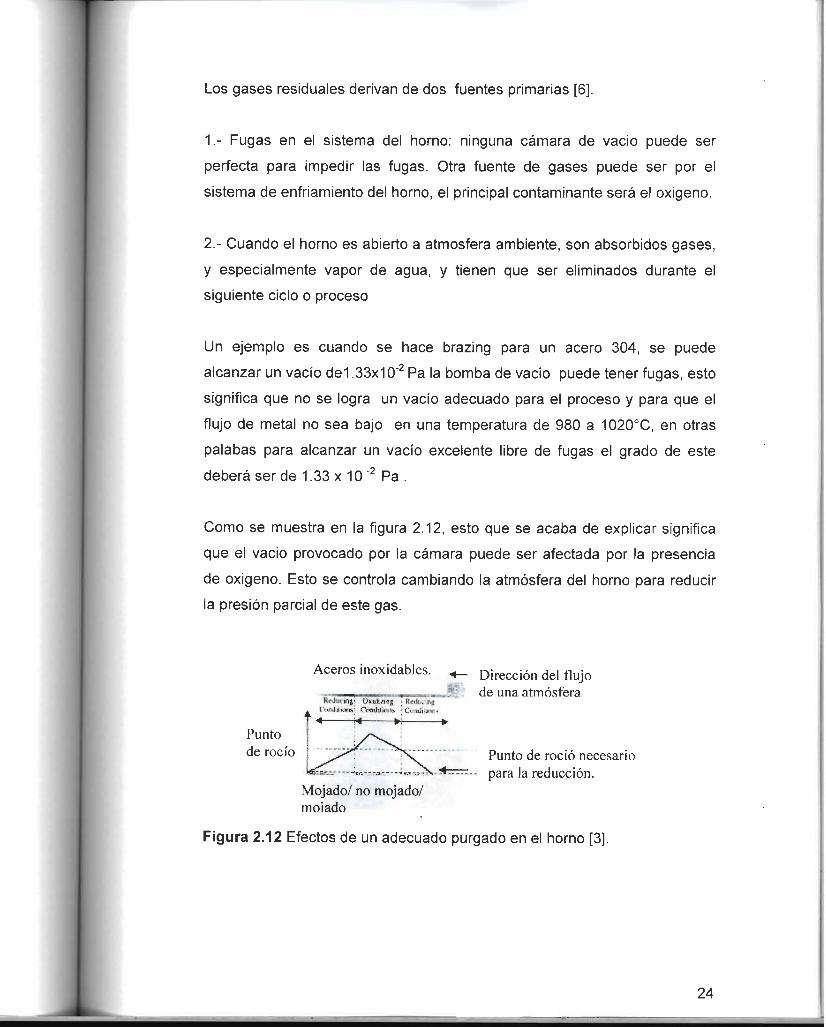
Como se muestra en la figura 2.12, esto que se acaba de explicar significa
que el vacio provocado por la cámara puede ser afectada por la presencia
de oxigeno. Esto se controla cambiando la atmósfera del horno para reducir
la presión parcial de este gas.
Punto
de rocío
Aceros inoxidables. *+— Dirección del flujor de una atmósfera
Punto de roció necesario
para la reducción.Mojado/ no mojado/moiado
Figura 2.12 Efectos de un adecuado purgado en el horno [3].
24
2.5 Criterio para usar un horno de vacío.
Con la aplicación de brazing al vacío se pueden obtener ventajas
importantes en los distintos materiales sometidos a este proceso.
1.-Mínima distorsión existente, controlando bien los parámetros, durante el
brazing se reducen gradientes térmicos y distorsiones. Las partes se
mantienen estáticas y reciben un calentamiento y enfriamiento homogéneo.
2. Debido a que se trabaja en condiciones de vacío la presencia de óxidos
es nula favoreciendo la capilaridad.
3. Es prácticamente imposible la porosidad en la unión debido a gases
atrapados.
Un sistema industrial moderno de vacío figura 2.13 y 2.11 pueden operar en
un rango de temperaturas entre 150 y 1400 °C, su operación está en función
de las características del metal de aporte.
Figura 2.13 Horno de vacío para el brazing.
Los materiales de aporte para el brazing deberán tener una baja presión de
vapor; esto elimina cualquier aleación que contenga Cadmio, Zinc, o
25
Manganeso, los criterios metalúrgicos dictan que las aleaciones que son
comúnmente usadas tienen valores de solidus de 778°C o mayores, y la
temperatura del brazing puede exceder los 800°C, hay una notable
excepción a la regla que son las aleaciones como Aluminio-Sillico
,Aluminio-Silicio-Magnesio y materiales como Plata y Cobre que son de
sistemas ternarios y sus derivados. Todos estos materiales tienen altas
especificaciones de uso y pueden ser descritos como los que quedan fuera
del brazing al vacío. Debido a que la transferencia de calor durante el
brazing ocurre por radiación, metales de aporte base plata se volatilizan a
temperaturas de 1000°C, la aplicación de gases como argón, helio y
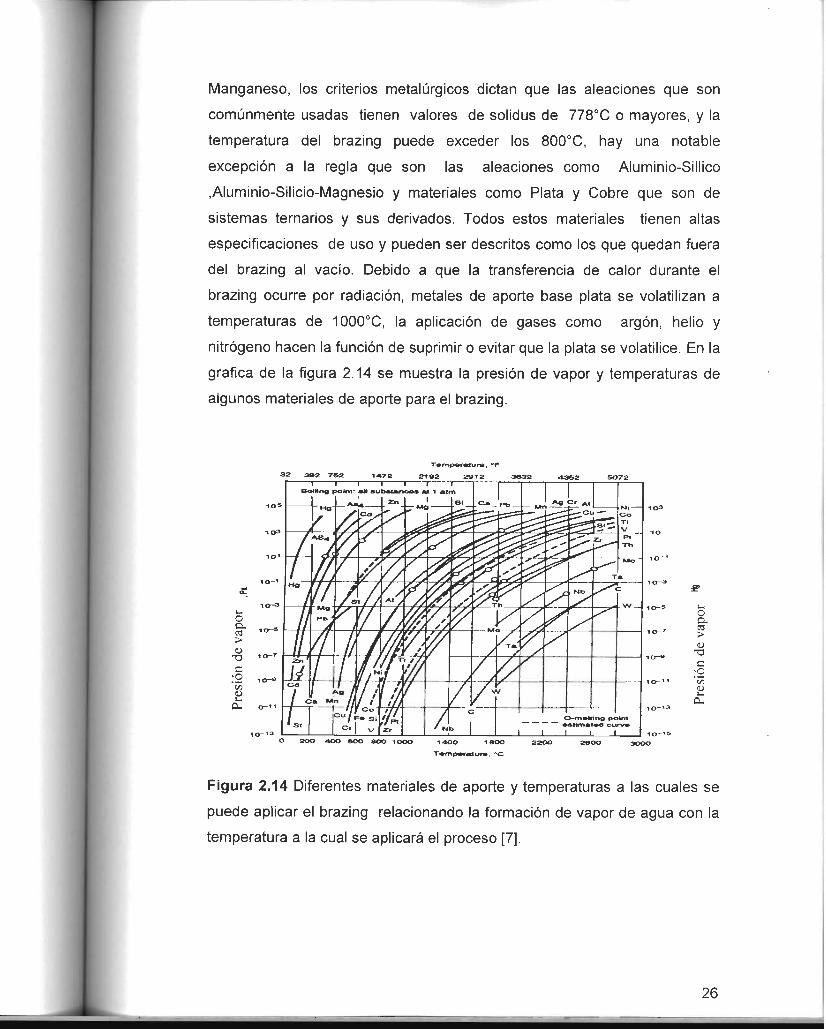
nitrógeno hacen la función de suprimir o evitar que la plata se volatilice. En la
gráfica de la figura 2.14 se muestra la presión de vapor y temperaturas de
algunos materiales de aporte para el brazing.
32 3»2 752
Tamperatum, *''F
?192 2»12 3632
c
>
a
Figura 2.14 Diferentes materiales de aporte y temperaturas a las cuales se
puede aplicar el brazing relacionando la formación de vapor de agua con la
temperatura a la cual se aplicará el proceso [7].
26
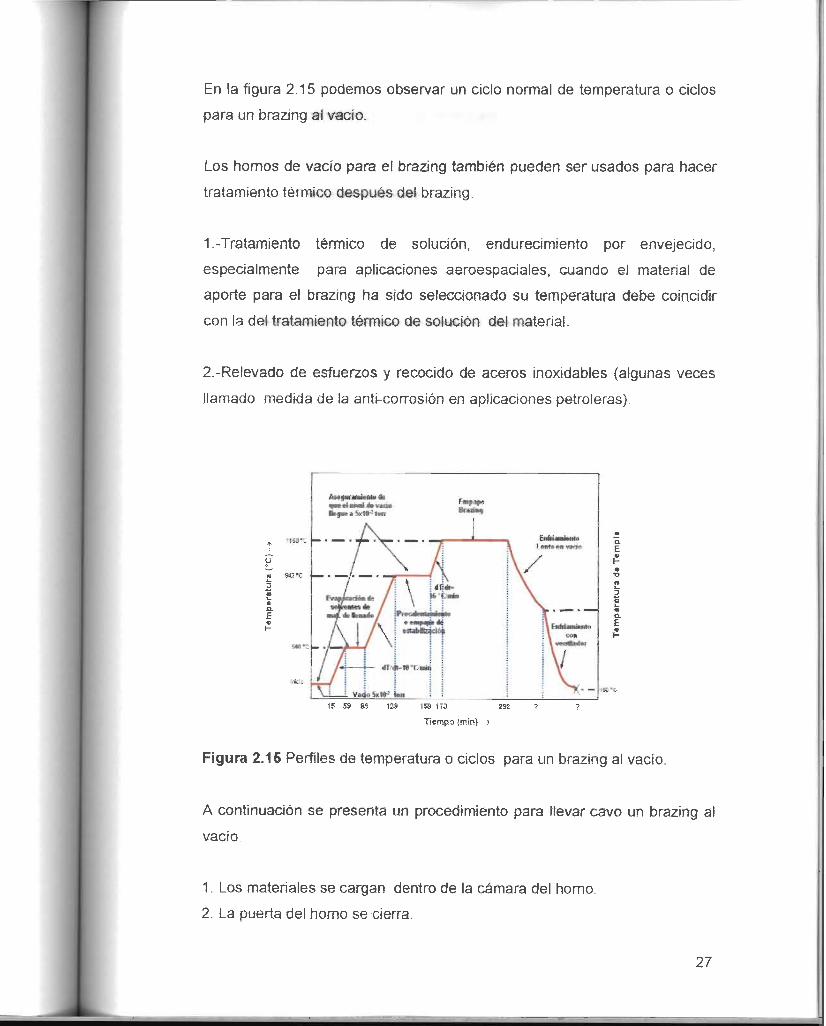
En la figura 2.15 podemos observar un ciclo normal de temperatura o ciclos
para un brazing al vacío.
Los hornos de vacío para el brazing también pueden ser usados para hacer
tratamiento térmico después de! brazing.
1.-Tratamiento térmico de solución, endurecimiento por envejecido,
especialmente para aplicaciones aeroespaciales, cuando el material de
aporte para el brazing ha sido seleccionado su temperatura debe coincidir
con la del tratamiento térmico de solución del material.
2.-Relevado de esfuerzos y recocido de aceros inoxidables (algunas veces
llamado medida de la anti-corrosión en aplicaciones petroleras)
tP
15 59 83 129 156 173 292
Tiempo jmin) s
E
Figura 2.15 Perfiles de temperatura o ciclos para un brazing a! vacío.
A continuación se presenta un procedimiento para llevar cavo un brazing al
vacío.
1. Los materiales se cargan dentro de la cámara del horno.
2. La puerta del horno se cierra.
27
3. Se enciende el sistema de bombeo.
4.-Cuando el nivel de vacío se ha alcanzado, se suministran gases inertes al
horno para eliminar los gases residuales y favorecer el fenómeno de la
capilaridad.
5.-El bombeo continua y el suministro de gas se corta desde la cámara de
vacío (este proceso podría ser repetido dos o tres veces dependiendo de las
circunstancias).
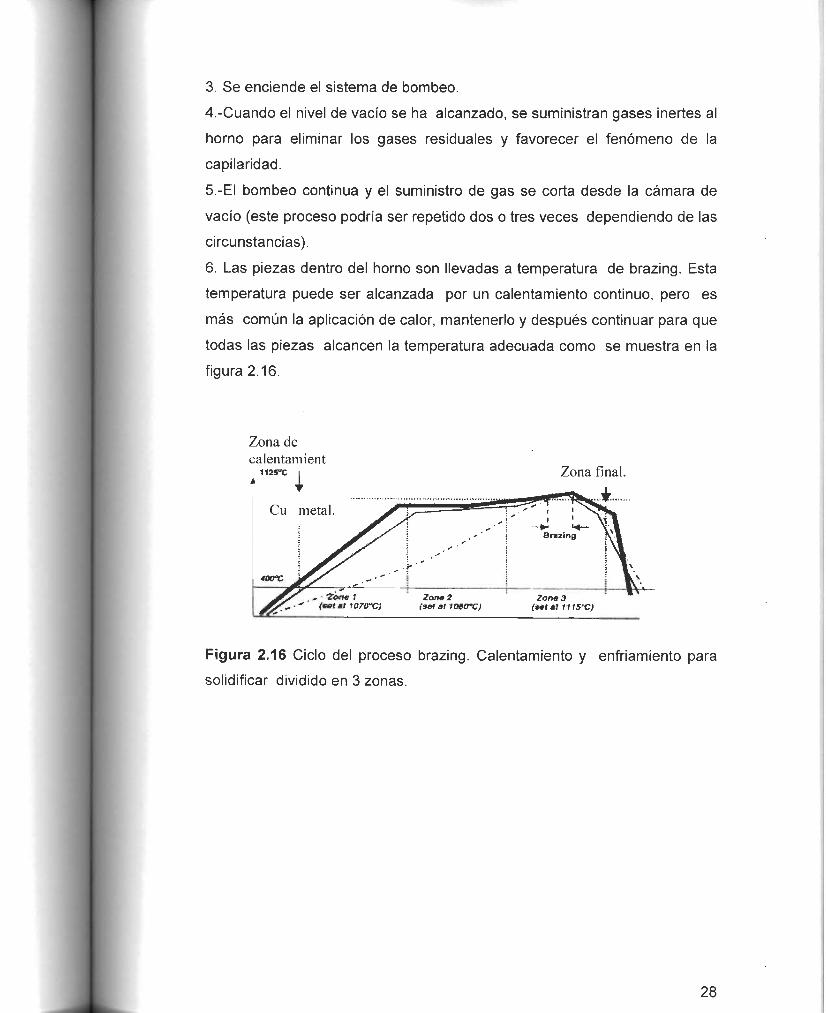
6. Las piezas dentro del horno son llevadas a temperatura de brazing. Esta
temperatura puede ser alcanzada por un calentamiento continuo, pero es
más común la aplicación de calor, mantenerlo y después continuar para que
todas las piezas alcancen la temperatura adecuada como se muestra en la
figura 2.16.
Zona de
calentamientiiarc
(asi mt lOfOX!) (sel Mi f 0WC; (Mt»t111S"C)
Figura 2.16 Ciclo del proceso brazing. Calentamiento y enfriamiento para
solidificar dividido en 3 zonas.
28
2.5.1 Parámetros del proceso
Este tipo de proceso, en comparación de un horno de lotes, trabaja bajo
condiciones de vacío. El vacío elimina la aparición de óxidos pero siempre y
cuando se mantenga un control de las fugas presentes, limpieza y otros
parámetros. Para un buen brazing es recomendable tener un vació de ser de
0.133 Pa.
Los gases reaccionan con los óxidos presentes en la superficie del metal
base y el material de aporte, removiendo estos por un proceso de reducción
química. También el vapor de agua presente en la atmosfera es un
parámetro crítico en términos de su habilidad de remover óxidos por este
mecanismo.
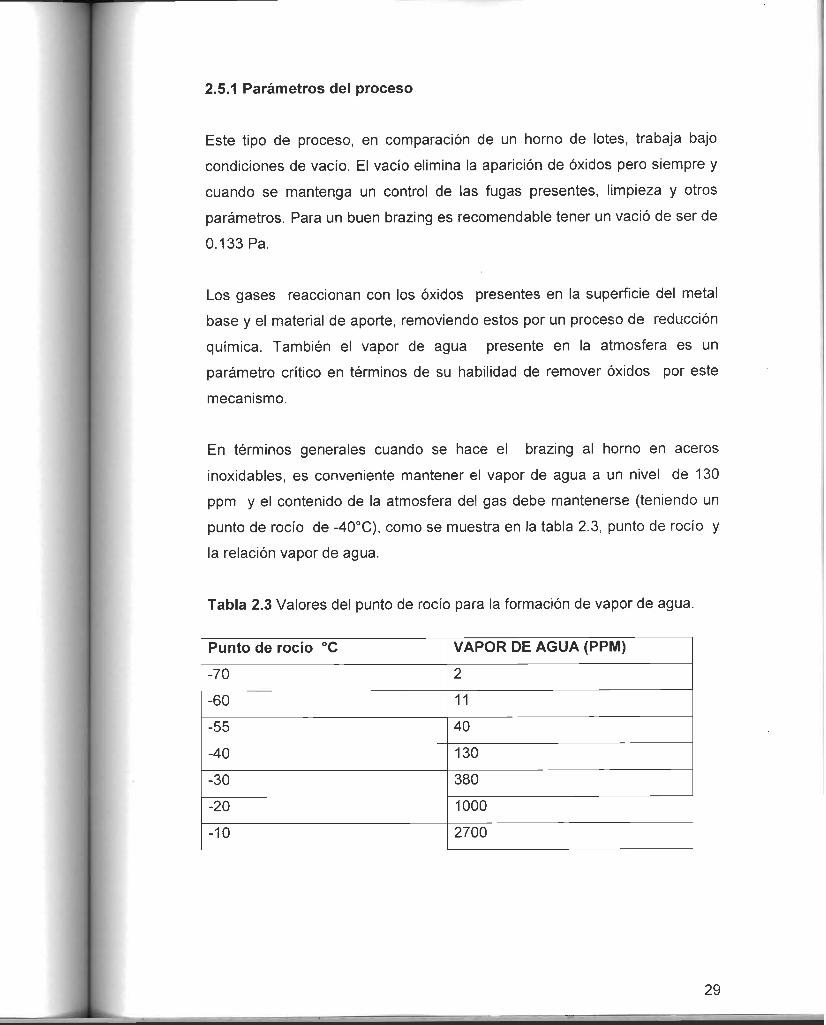
En términos generales cuando se hace el brazing al horno en aceros
inoxidables, es conveniente mantener el vapor de agua a un nivel de 130
ppm y el contenido de la atmosfera del gas debe mantenerse (teniendo un
punto de rocío de -40°C), como se muestra en la tabla 2.3, punto de rocío y
la relación vapor de agua.
Tabla 2.3 Valores del punto de rocío para la formación de vapor de agua.
Punto de rocío °C VAPOR DE AGUA (PPM)
-70 2
-60 11
-55 40
-40 130
-30 380
-20 1000
-10 2700
29
1
Es importante tener control sobre el punto de rocío, puesto que de aquí se
deriva la formación de vapor de agua, lo que produce un nivel de vacío no
apropiado y se forman partículas de óxidos sobre la superficie de los
materiales. La presencia de oxigeno al igual que la de nitrógeno, afectan
considerablemente la capilaridad por la formación de gases reductores, la
presencia de un buen vacio facilitará la formación de la capilaridad sacando
el aire, facilitando la mojabilidad y el flujo del metal de aporte.
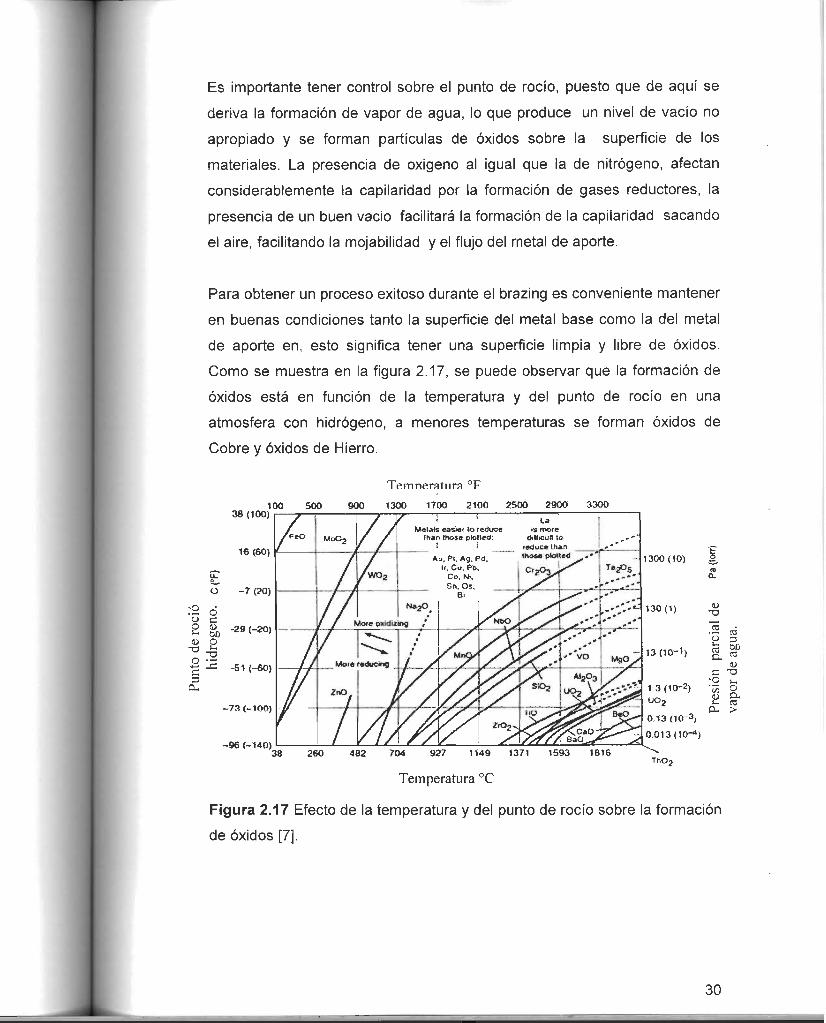
Para obtener un proceso exitoso durante el brazing es conveniente mantener
en buenas condiciones tanto la superficie del metal base como la del metal
de aporte en, esto significa tener una superficie limpia y libre de óxidos.
Como se muestra en la figura 2.17, se puede observar que la formación de
óxidos está en función de la temperatura y del punto de rocío en una
atmosfera con hidrógeno, a menores temperaturas se forman óxidos de
Cobre y óxidos de Hierro.
cE.o
y 53o <uC 00
1i
1003B(100)
16(60)
-7(20)
•29 (-20)
-51 (-«0)
.73 (-100)
-96 (-140)
500 900
Temneratnra °F
1300 1700 2100 2500 2900 3300
704 927 1149 1371
Temperatura °C
Figura 2.17 Efecto de la temperatura y del punto de rocío sobre la formación
de óxidos [7].
1300(10)
130(1)
13(10-1)
eao-
u-a
05 ni
i §>O. «50)
c -o'O U,
13(10-2) •- ow 9-— nj
« 0- >0.13(10-3;
0.013(10"*)
30
La eliminación de óxidos en el brazing comienza a altas temperaturas, en
casos particulares se puede dar a bajas temperaturas para eliminar los
óxidos en la superficie del material, con esto se mejora la mojabilidad lo que
indica que, el ángulo de contacto será mejor y puede ocurrir el flujo
Cuando inicia el ciclo de calentamiento la temperatura de los componentes
es muy baja, antes de comenzar la limpieza existen óxidos en la superficie
del metal base y los aportes, los óxidos reaccionan con los gases presentes
formando una capa de óxidos sobre la superficie del metal base y el metal
de aporte. Durante el ciclo brazing los aceros inoxidables AISI 304 pierden
su brillo a temperaturas aproximadas a los 600°C -850°C.
Otra explicación de cómo remover los óxidos es que el material de aporte
fundido penetre a través de alguna discontinuidad del óxido. (La fuente de
discontinuidades tal vez se deba a que la partícula de óxido adopta el modo
de solución dentro del metal base). En términos generales la expansión
térmica de varios metales es típicamente de 4 a 5 veces mayor que la de los
óxidos presentes en su superficie. Varios parámetros tales como
composición química y temperatura del metal base y del metal de aporte,
favorecen el flujo del líquido bajo la superficie de la partícula para que ésta
flote o se desintegre.
Otro factor importante es el control del contenido de oxigeno dentro de la
cámara de vacío puesto que este es el principal elemento formador de
óxidos y en hornos continuos es muy común tener estos defectos.
2.6 Acero inoxidable AISI 304 (características del metal base).
Los aceros inoxidables han sido clasificados de acuerdo a su micro
estructura, y son descritos como ferríticos, martensíticos, austeníticos o
dúplex (austenita y ferrita) y aceros PH, los cuales son endurecidos por
precipitación y se obtienen de los martensíticos y ferríticos. Su soldabílidad
depende del contenido y tipo de elementos de aleación.
31
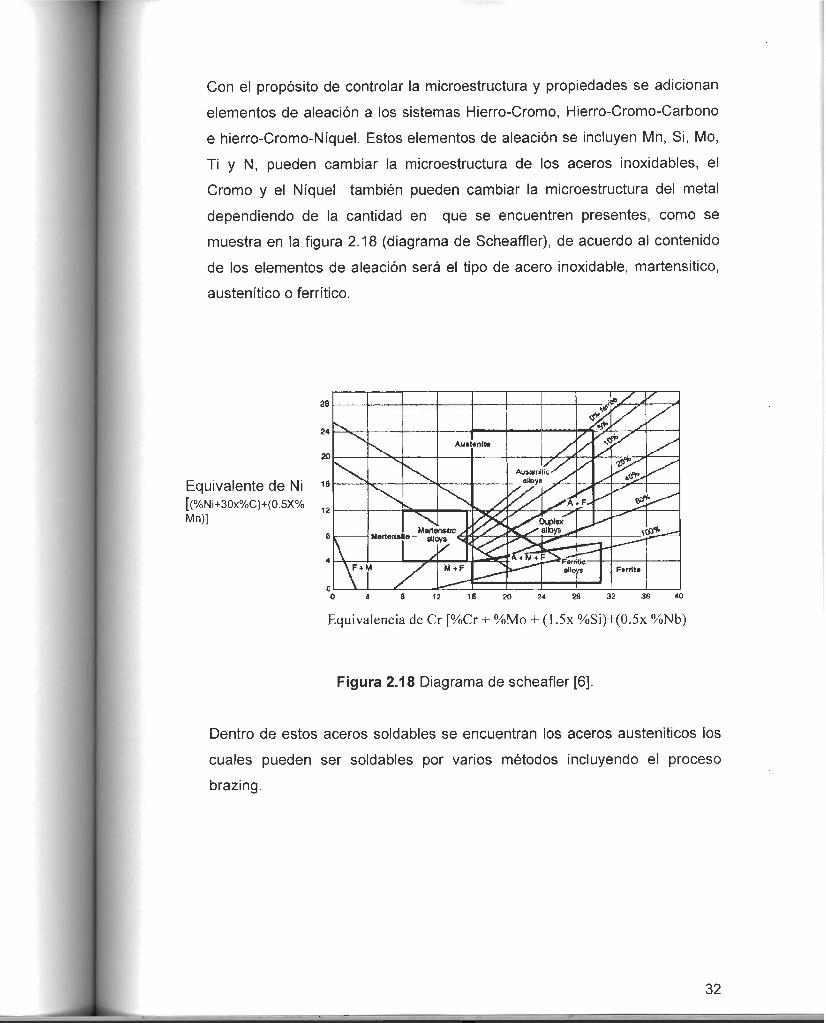
Con el propósito de controlar la microestructura y propiedades se adicionan
elementos de aleación a los sistemas Hierro-Cromo, Hierro-Cromo-Carbono
e hierro-Cromo-Níquel. Estos elementos de aleación se incluyen Mn, Si, Mo,
Ti y N, pueden cambiar la microestructura de los aceros inoxidables, el
Cromo y el Níquel también pueden cambiar la microestructura del metal
dependiendo de la cantidad en que se encuentren presentes, como se
muestra en la figura 2.18 (diagrama de Scheaffler), de acuerdo al contenido
de los elementos de aleación será el tipo de acero inoxidable, martensitico,
austenítico o ferrítico.
Equivalente de Ni 18[(%Ni+30x%C)+(0.5X%Mn)]
Equivalencia de Cr [%Cr + %Mo + (1.5x %Si)+(0.5x %Nb)
Figura 2.18 Diagrama de scheafler [6].
Dentro de estos aceros soldables se encuentran los aceros austenitícos los
cuales pueden ser soldables por varios métodos incluyendo el proceso
brazing.
32
2.6.1. Aceros inoxidables austeniticos.
Estos aceros exhiben una fase cúbica centrada en las caras (fcc), esta
estructura se mantiene en un amplío rango de temperatura, esta estructura
resulta de un balance de la adición de elementos de aleación que estabilizan
la fase austenitica a temperaturas elevadas o temperaturas criogénicas.
Estas aleaciones solo pueden ser endurecidas por de solución sólida o por
trabajado en frió ya que son primordialmente de fase simple. Los aceros
austeniticos inoxidables se desarrollaron para uso de media y alta
resistencia al ataque por corrosión. También son utilizados a temperaturas
criogénicas.
Los aceros inoxidables austeniticos se consideran como los más soldables
de los aceros de alta-aleación y se pueden soldar por todos los procesos de
soldadura de fusión y resistencia. Las aleaciones 304 y 304L son típicas de
los aceros inoxidables austeniticos.
Dos aspectos importantes se deben considerar al estar produciendo juntas
soldadas con los aceros inoxidables austeniticos son:
1) Preservar la resistencia a la corrosión.
2) Evitar las grietas.
2.6.2. Brazing en aceros inoxidables
El brazing es comúnmente usado para unir aceros inoxidables, aceros al
Carbono y materiales disímiles, aleaciones de Cobre y la combinación de
estas, produciendo uniones satisfactorias.
Existen en el mercado una gran variedad de metales de aporte para el
brazing con diferentes composiciones que alcanzan una buena combinación
de resistencia a la corrosión, resistencia al esfuerzo y otras propiedades que
se obtienen al unir materiales disímiles. Cuando se aplica las técnicas
33
apropiadas para unir metales con brazing se obtiene excelente resistencia a
la corrosión y aplicando el calor necesario, aun que las piezas que se unen
sean delgadas, no se distorsionan.
2.6.3. Soldabilidad de los aceros inoxidables a ser unidos por brazing.
Las altas cantidades de Cromo que están presentes en los aceros
inoxidables causan que se formen películas de óxidos de Cromo en la
superficie, así como la formación de películas de óxido de Titanio llamado
Titanio estabilizado, estos aceros formadores de estos compuestos son AISI
321. En el caso de que estos óxidos sean altamente refractarios y
fuertemente adherentes y difíciles de remover, evitarán que el metal de
aporte se funda dificultando la mojabilidad con el metal base y así evita que
se lleve acabo el fenómeno de capilaridad para unir al metal base con el
aporte, y se acelere la formación de óxidos de Cromo cuando son
calentados en aire.
2.6.3.1 ¿Como evitar los óxidos?
1.- Con una limpieza química a temperatura ambiente, seguida por un
calentamiento rápido en una atmósfera inerte (Argón).
2.-Calentando el acero a una temperatura muy elevada para tener una
atmósfera reductora y hacerla libre de hidrógeno, después aplicar limpieza
química y remover los óxidos para favorecer la mojabilidad.
3.-Recubrir el área a unir con agentes protectores tales como fundentes que
disuelven los óxidos, durante el calentamiento del brazing.
4.- Calentando en vacío después de la limpieza lo cual reduce la formación
de óxidos como los de Cromo y previene la formación de otros óxidos
gruesos.
5.- Seleccionando metales de aporte con bajo punto de fusión.
34
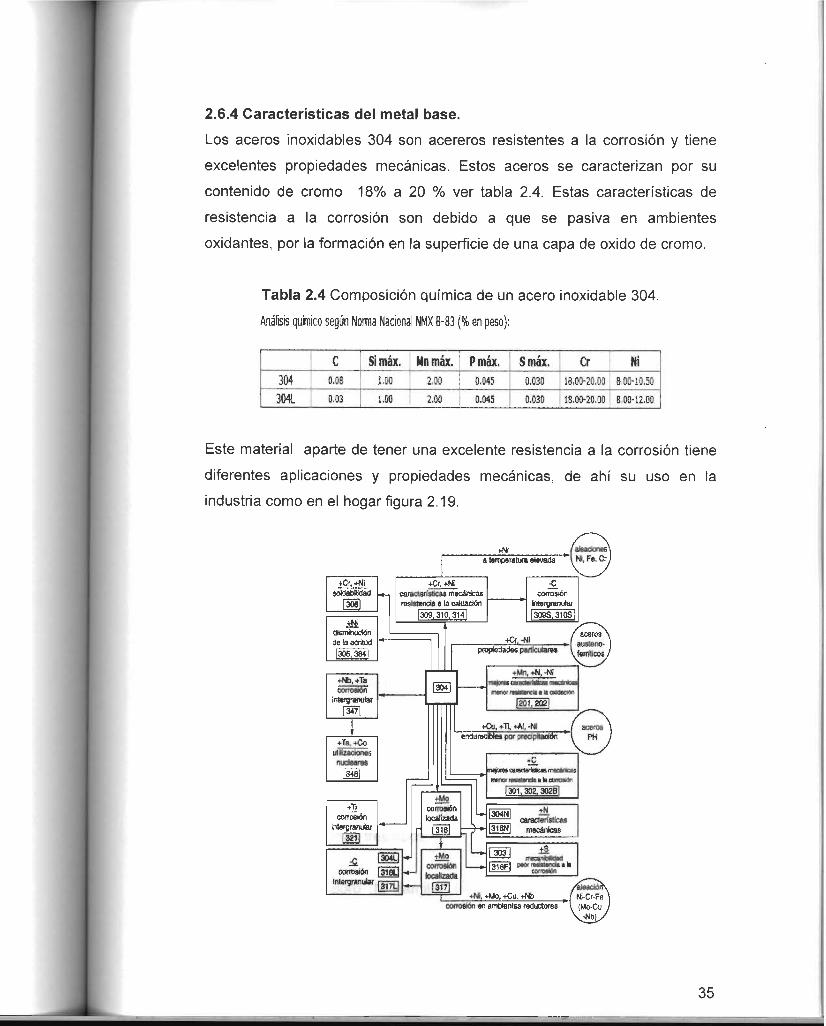
2.6.4 Características del metal base.
Los aceros inoxidables 304 son acereros resistentes a la corrosión y tiene
excelentes propiedades mecánicas. Estos aceros se caracterizan por su
contenido de cromo 18% a 20 % ver tabla 2.4. Estas características de
resistencia a la corrosión son debido a que se pasiva en ambientes
oxidantes, por la formación en la superficie de una capa de oxido de cromo.
Tabla 2.4 Composición química de un acero inoxidable 304.
Análisis químico según Norma Nacional NMX 8-83 (% en peso):
C Simáx. Mn máx. Pmáx. Smáx. Cr Ni
304 0,08 1.00 2,00 0,045 0.030 ! 18,00-20,00 8,00-10,50
r 304L 0.03 1.00 2,00 0.045 0,030 !18,00-20,00 ! 8,00-12,00
Este material aparte de tener una excelente resistencia a la corrosión tiene
diferentes aplicaciones y propiedades mecánicas, de ahí su uso en la
industria como en el hogar figura 2.19.
35
Figura 2.19 Importancia del acero inoxidable AISI 304. [5]
2.7 Metales de aporte
Los materiales de aporte base Cobre y base Níquel son los de mayor
empleo hoy en día en diferentes componentes pertenecientes al sector de
automatización. A continuación se muestran una serie de peculiaridades de
cada una de estas familias de aleaciones.
2.7.1 Base Cobre
Presenta una ductilidad excelente, costo medio y una "razonable" resistencia
a la corrosión. Muy utilizado en tubos EGR para aislar el circuito gas del
exterior. No obstante, debido a la presencia de sulfuros en el condensado de
gas de escape, no es aconsejable su utilización para aislar el circuito gas de
refrigerante debido a:
a) La extrema gravedad de una fuga de refrigerante
b) Las zonas frías son zonas de alta condensación.
2.7.2 Base Níquel
Presenta una baja ductilidad y un alto costo pero se obtiene una excelente
resistencia a la corrosión. Todos los metales de aporte están aleados con Cr
para mejorar las propiedades anti-corrosíón. Como las aleaciones Cromo-
Níquel tienen un punto de fusión muy alto (>1400 °C), es necesario recurrir a
mezclas que tengan un punto de fusión más bajo que permitan realizar el
"brazing" sin dañar el material base. Los elementos utilizados para disminuir
la temperatura de fusión son principalmente: Boro, Fósforo y Silicio. Todos
estos compuestos forman fases intermetálicas frágiles. Según el elemento
adicionado, se tendrían tres tipos:
1.- Adicionando Boro la familia (NiCrB), presentan dos limitaciones
Importantes:
36
Sensibiliza el metal base al formar boruros de cromo. Reacciona con el
nitrógeno de la atmosfera de los hornos continuos restringiendo su utilización
a los hornos de vacío.
2.- Adicionando Fósforo (NiCrP).
Son las más utilizadas ya que no reacciona con ninguno de los componentes
de la atmósfera reductora. El fósforo es muy eficaz disminuyendo el punto de
fusión del níquel.
3.- Adicionando Silicio (NiCrSi).
a) Capacidad para disminuir el punto de fusión es la más limitada de los
anteriores.
b) El elemento que presenta menor proporción de fases frágiles.
c) Para utilizar las ventajas de estos metales y reducir sus puntos débiles se
han generado nuevas familias de metales de aporte basados en la familia
NiCrP con una mejor tenacidad, en adelante NiCrPCu. Recientemente se ha
desarrollado una pasta intermedia entre la NiCrPCu y la NiCrSi, la NiCrPSi,
que presenta una mejor tenacidad que las NiCrP pero con un punto de
fusión más bajo que la NiCrSi.
37
3. EVALUACIÓN DE PROPIEDADES
MECÁNICAS DE ACEROS
INOXIDABLES 304 UNIDAS POR
BRAZING.
En la revisión bibliográfica se ha encontrado que en el proceso de brazing al
vacío existen diferentes metales de aporte para unir a los aceros inoxidables
AISI 304 depende del efecto de capilaridad que se tenga, todos estos
aportes reaccionan a diferentes temperaturas de unión.
Además existen diferentes combinaciones de tres tipos de metales de aporte
como lo son, Plata, Oro aleaciones de Níquel. Se pueden unir materiales
disímiles todo depende del metal de aporte para unir.
Un ejemplo, en la unión de materiales disímiles esta en las aleaciones de
Vanadio con acero inoxidable AISI 304, unido con Aui8Ni como metal de
aporte, al unirlo bajo condiciones de alto vacío este proceso proporciona
propiedades mecánicas excelentes dando un proceso de unión confiable .
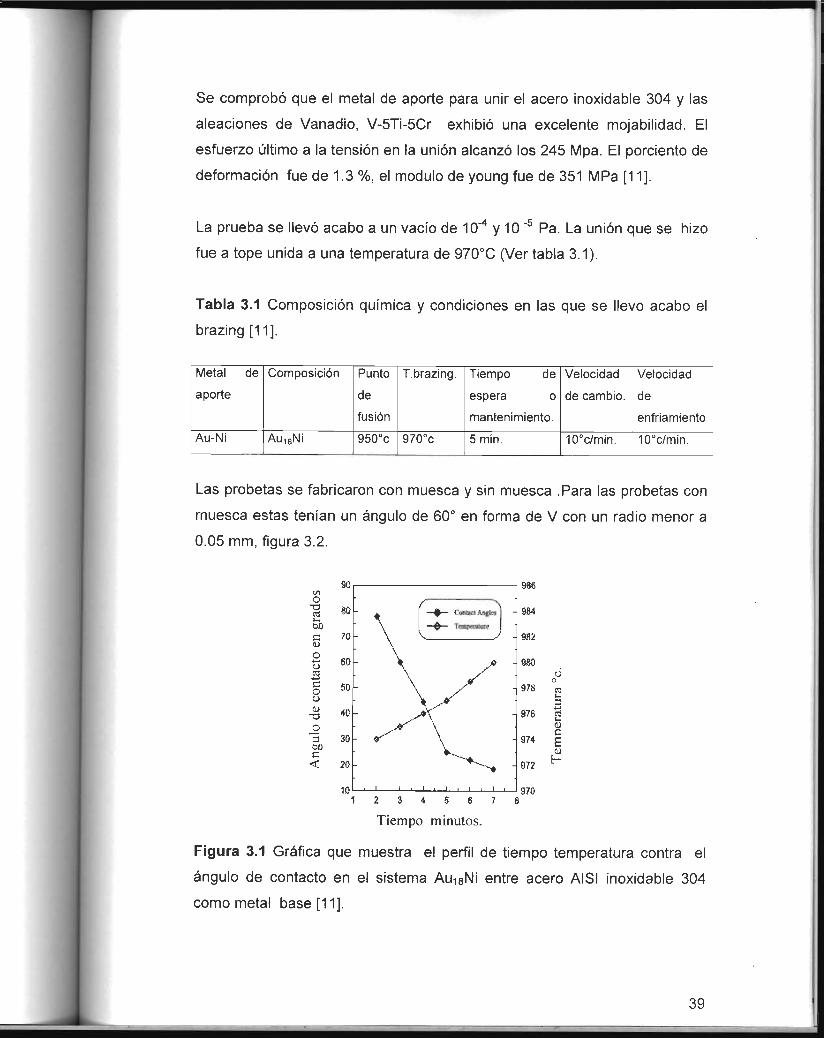
En el siguiente caso de estudio se muestra la relación del ángulo de
contacto y la mojabilidad del metal de aporte AuisNi en relación con el
tiempo [11].
Las pruebas de tensión se realizaron con muesca y sin muesca para
demostrar el comportamiento mecánico de los especímenes. Se identificaron
los mecanismos de fractura para cargas estáticas en la unión.
38
Se comprobó que el metal de aporte para unir el acero inoxidable 304 y las
aleaciones de Vanadio, V-5Tí-5Cr exhibió una excelente mojabilidad. El
esfuerzo último a la tensión en la unión alcanzó los 245 Mpa. El porciento de
deformación fue de 1.3 %, el modulo de young fue de 351 MPa [11].
La prueba se llevó acabo a un vacío de 10"4 y10 "5 Pa. La unión que se hizo
fue a tope unida a una temperatura de 970°C (Ver tabla 3.1).
Tabla 3.1 Composición química y condiciones en las que se llevo acabo el
brazing [11].
Metal de
aporte
Composición Punto
de
fusión
T.brazing. Tiempo de
espera o
mantenimiento.
Velocidad
de cambio.
Velocidad
de
enfriamiento
Au-Ni Au18Ni 950°c 970°c 5 min. 10°c/min. 10°c/min.
Las probetas se fabricaron con muesca y sin muesca .Para las probetas con
muesca estas tenían un ángulo de 60° en forma de V con un radio menor a
0.05 mm, figura 3.2.
íñ
O•a
2
cu
icoo
-o
3
C
<
'0
6 7
986
984
982
ü
978 °c¡i.
-1976 S
974
972
970
c
Eu
Tiempo minutos.
Figura 3.1 Gráfica que muestra el perfil de tiempo temperatura contra el
ángulo de contacto en el sistema Aui8Ni entre acero AISI inoxidable 304
como metal base [11].
39
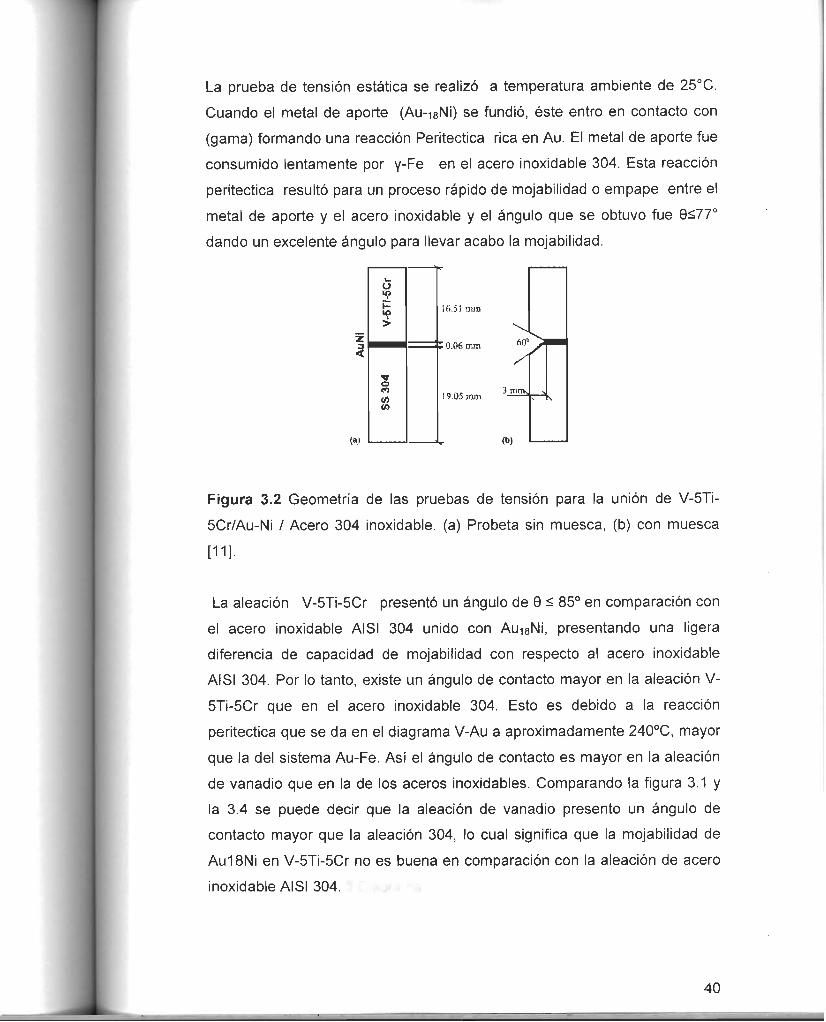
La prueba de tensión estática se realizó a temperatura ambiente de 25°C.
Cuando el metal de aporte (Au-i8Ni) se fundió, éste entro en contacto con
(gama) formando una reacción Peritectica rica en Au. El metal de aporte fue
consumido lentamente por y-Fe en el acero inoxidable 304. Esta reacción
peritectica resultó para un proceso rápido de mojabilidad o empape entre el
metal de aporte y el acero inoxidable y el ángulo que se obtuvo fue 8<77°
dando un excelente ángulo para llevar acabo la mojabilidad.
(•)
s
<J~¡
16.51 on
: 0.06 mm
19.05mm
Mr
' tl'.HK
(b)
Figura 3.2 Geometría de las pruebas de tensión para la unión de V-5TÍ-
5Cr/Au-Ni / Acero 304 inoxidable, (a) Probeta sin muesca, (b) con muesca
[11].
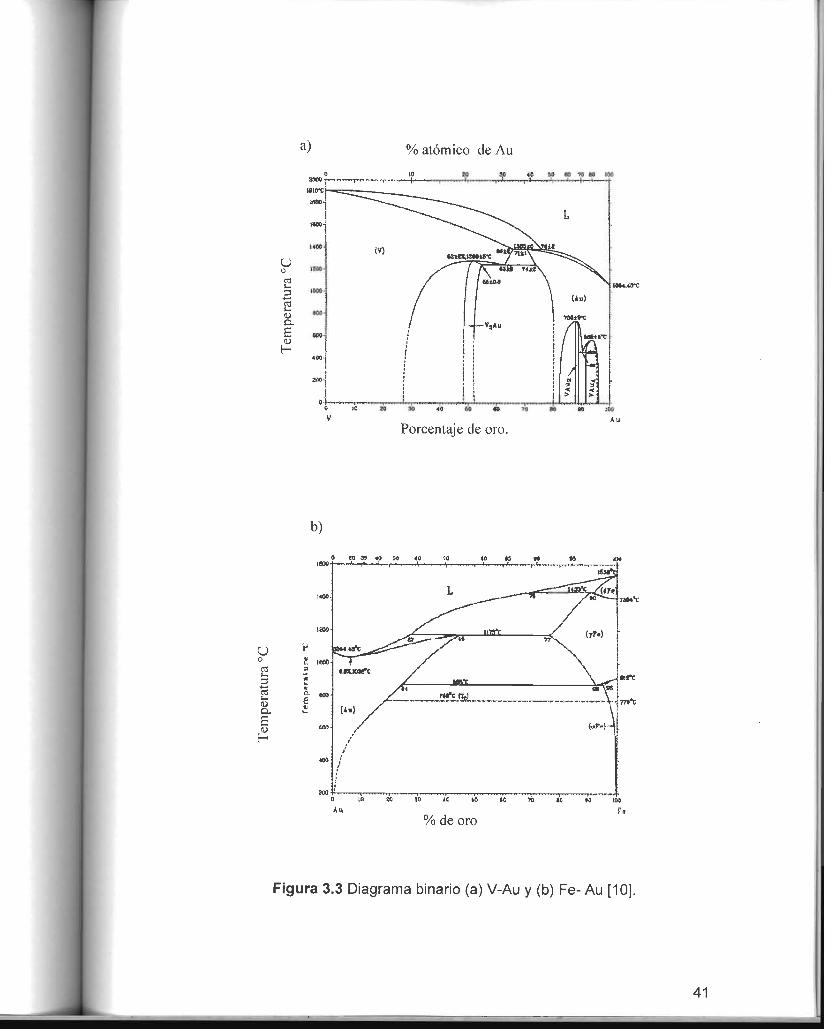
La aleación V-5Ti-5Cr presentó un ángulo de 9 < 85° en comparación con
el acero inoxidable AISI 304 unido con Aui8Ni, presentando una ligera
diferencia de capacidad de mojabilidad con respecto al acero inoxidable
AISI 304. Por lo tanto, existe un ángulo de contacto mayor en la aleación V-
5Ti-5Cr que en el acero inoxidable 304. Esto es debido a la reacción
peritectica que se da en el diagrama V-Au a aproximadamente 240°C, mayor
que la del sistema Au-Fe. Así el ángulo de contacto es mayor en la aleación
de vanadio que en la de los aceros inoxidables. Comparando la figura 3.1 y
la 3.4 se puede decir que la aleación de vanadio presento un ángulo de
contacto mayor que la aleación 304, lo cual significa que la mojabilidad de
Au18Ni en V-5Ti-5Cr no es buena en comparación con la aleación de acero
inoxidable AISI 304.
40
a)
uo
S-
3
u
O.
Eu
H
o
«
3
iuc
Eu
b)
% atómico de Au
se « » « » » w
Porcentaje de oro.
o te te so íc A
% de oro
tJMH:
II -r n. -,' »>
Fe
Figura 3.3 Diagrama binario (a) V-Au y (b) Fe- Au [10].
41
M
H
o" 70
•*->
5
a 60
BO n
<u-a 40
o
3 30
-t)
<N
_l I I 1_
9,-3
S74
97?
»70
968
*m
9fr4
MN
uo
03E¡4>O.
E
Tiempo (min)
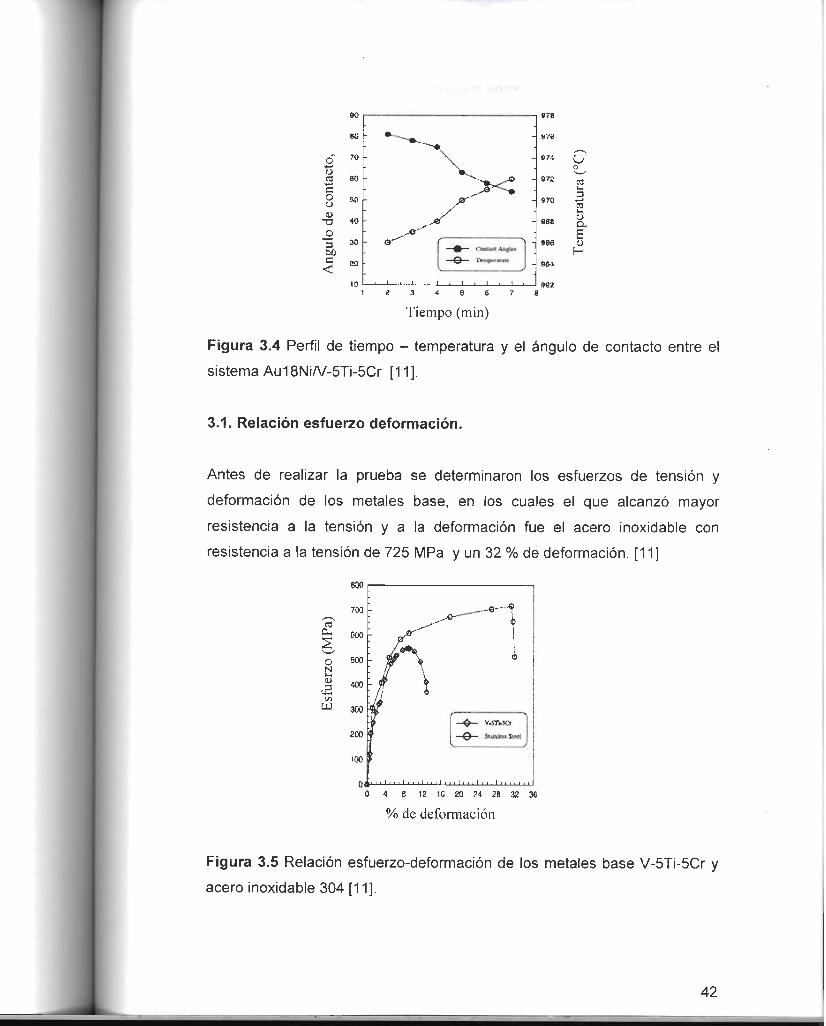
Figura 3.4 Perfil de tiempo - temperatura y el ángulo de contacto entre el
sistema Au18N¡A/-5Ti-5Cr [11].
3.1. Relación esfuerzo deformación.
Antes de realizar la prueba se determinaron los esfuerzos de tensión y
deformación de los metales base, en los cuales el que alcanzó mayor
resistencia a la tensión y a la deformación fue el acero inoxidable con
resistencia a la tensión de 725 MPa y un 32 % de deformación. [11]
800
C3
O
e
<£U
700
RIO
ÍOOf-
300
m
•oc
'-*" c)
-. ^
'•••f\ 1
: í¡ •wi Q V-sr»sür
f O SuiairssSt«4
f• I i • • .
12 16 20 24 28 32 36
% de deformación
Figura 3.5 Relación esfuerzo-deformación de los metales base V-5Ti-5Cr y
acero inoxidable 304 [11].
42
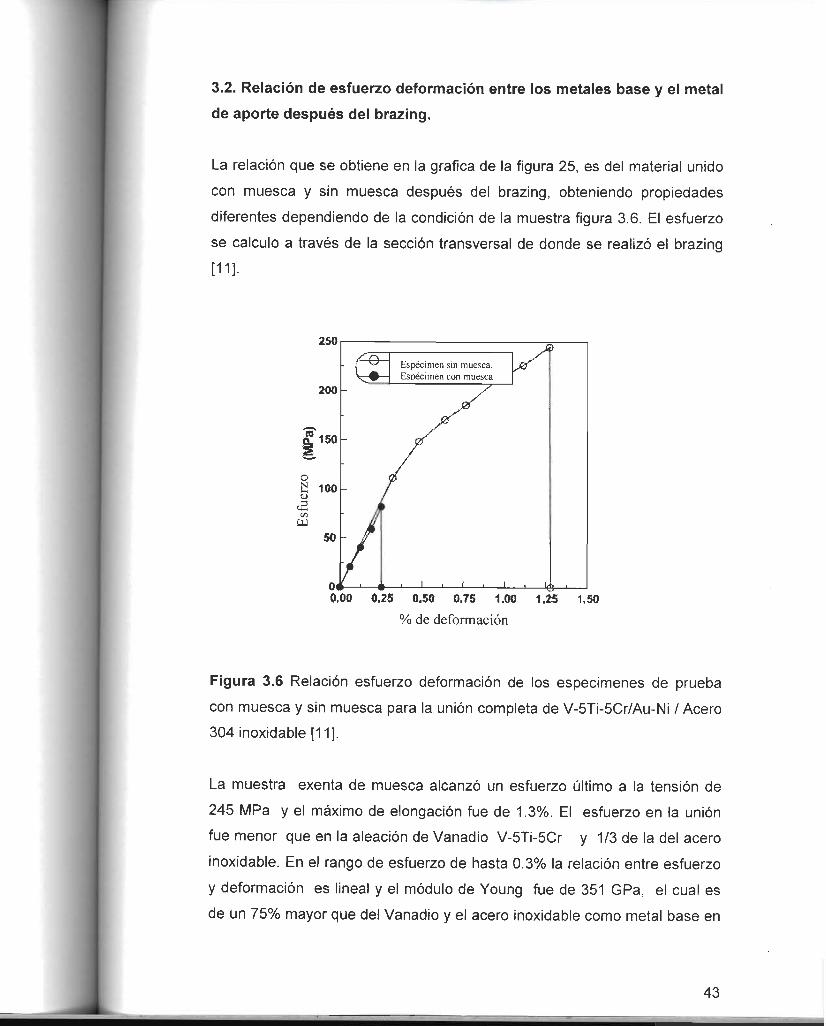
3.2. Relación de esfuerzo deformación entre los metales base y el metal
de aporte después del brazing.
La relación que se obtiene en la gráfica de la figura 25, es del material unido
con muesca y sin muesca después del brazing, obteniendo propiedades
diferentes dependiendo de la condición de la muestra figura 3.6. El esfuerzo
se calculo a través de la sección transversal de donde se realizó el brazing
[11].
250
Espécimen sin muesca.Espécimen con muesca
_L
0.00 0.25 0.50 0.75 1.00
% de deformación
1.25 1.50
Figura 3.6 Relación esfuerzo deformación de los especímenes de prueba
con muesca y sin muesca para la unión completa de V-5Ti-5Cr/Au-Ni / Acero
304 inoxidable [11].
La muestra exenta de muesca alcanzó un esfuerzo último a la tensión de
245 MPa y el máximo de elongación fue de 1.3%. El esfuerzo en la unión
fue menor que en la aleación de Vanadio V-5Tí-5Cr y 1/3 de la del acero
inoxidable. En el rango de esfuerzo de hasta 0.3% la relación entre esfuerzo
y deformación es lineal y el módulo de Young fue de 351 GPa, el cual es
de un 75% mayor que del Vanadio y el acero inoxidable como metal base en
43
el rango de deformación de 1.3% a 0.3% la relación de esfuerzo-
deformación mostró un comportamiento no lineal indicativo del limite de
deformación plástica. El espécimen con muesca mostró un comportamiento
completamente elástico y mucho más bajo esfuerzo de tensión y a la
fractura, en comparación con la prueba sin muesca.
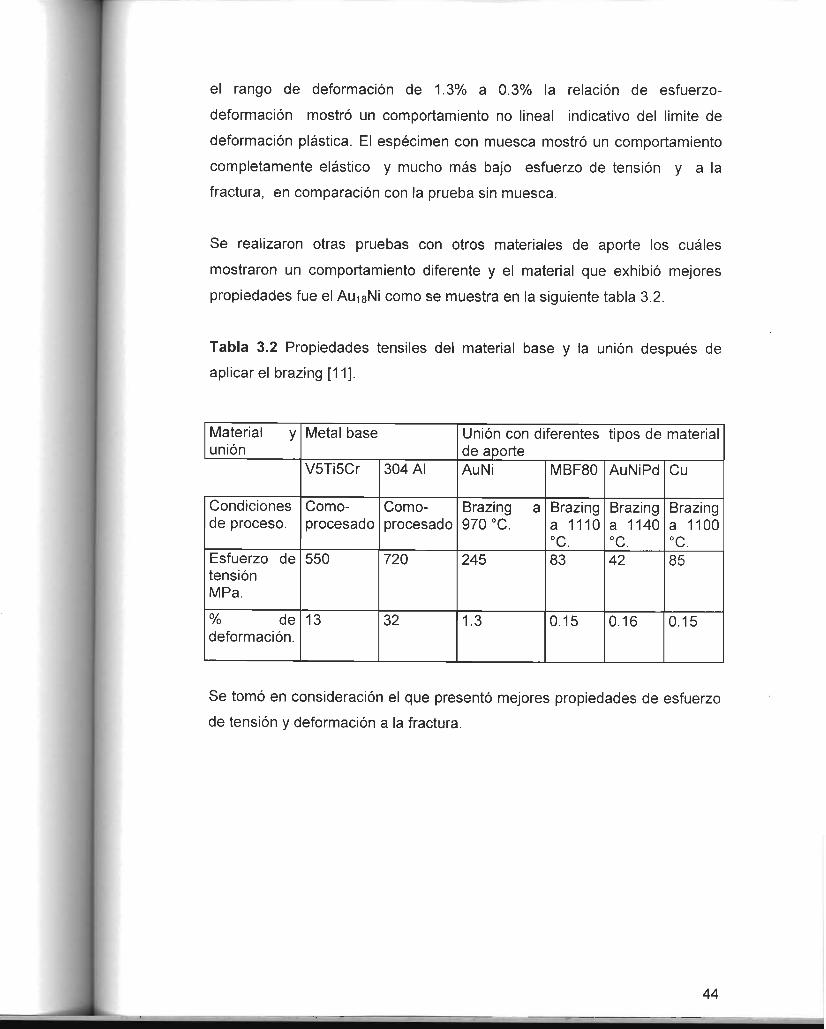
Se realizaron otras pruebas con otros materiales de aporte los cuáles
mostraron un comportamiento diferente y el material que exhibió mejores
propiedades fue el Aui8N¡ como se muestra en la siguiente tabla 3.2.
Tabla 3.2 Propiedades tensiles del material base y la unión después de
aplicar el brazing [11].
Material yunión
Metal base Unión con diferentes tipos de materialde aporte
V5Ti5Cr 304 Al AuNi MBF80 AuNiPd Cu
Condiciones
de proceso.Como-
procesadoComo-
procesadoBrazing a970 °C.
Brazinga 1110
°C.
Brazinga 1140
°C.
Brazinga 1100
°C.
Esfuerzo de
tensión
MPa.
550 720 245 83 42 85
% de
deformación.
13 32 1.3 0.15 0.16 0.15
Se tomó en consideración el que presentó mejores propiedades de esfuerzo
de tensión y deformación a la fractura.
44
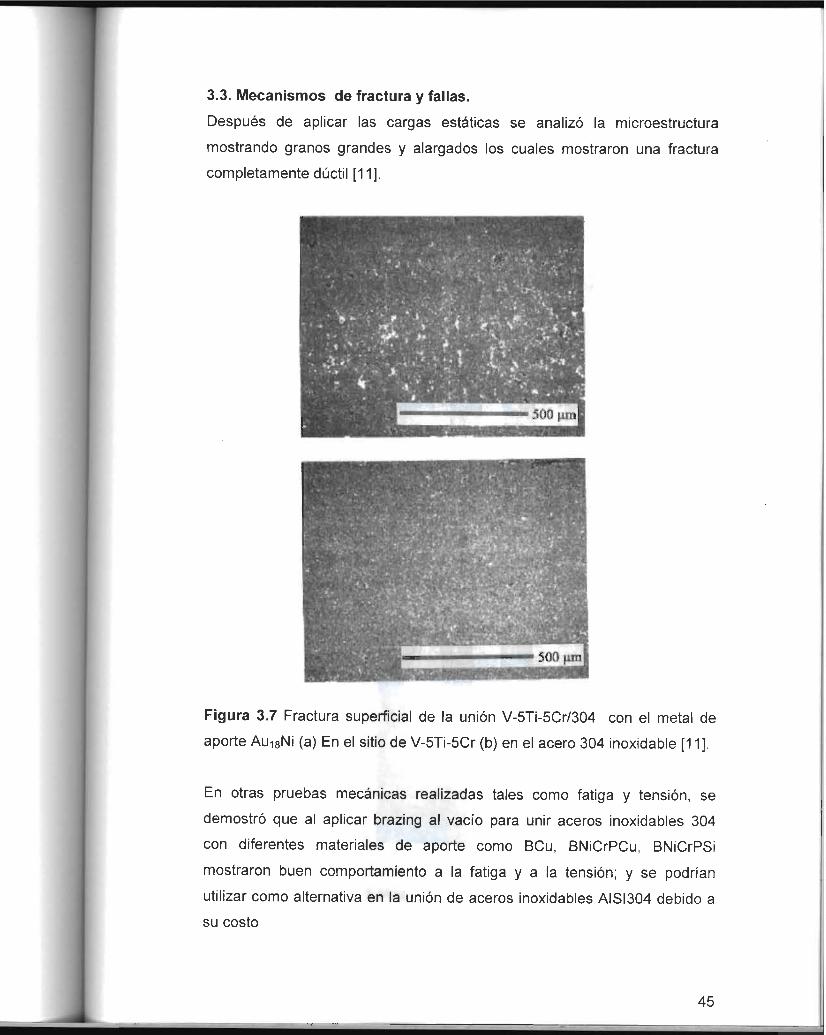
3.3. Mecanismos de fractura y fallas.
Después de aplicar las cargas estáticas se analizó la microestructura
mostrando granos grandes y alargados los cuales mostraron una fractura
completamente dúctil [11].
Figura 3.7 Fractura superficial de la unión V-5Ti-5Cr/304 con el metal de
aporte Aui8Ni (a) En el sitio de V-5Ti-5Cr (b) en el acero 304 inoxidable [11].
En otras pruebas mecánicas realizadas tales como fatiga y tensión, se
demostró que al aplicar brazing al vacío para unir aceros inoxidables 304
con diferentes materiales de aporte como BCu, BNiCrPCu, BNiCrPSi
mostraron buen comportamiento a la fatiga y a la tensión; y se podrían
utilizar como alternativa en la unión de aceros inoxidables AISI304 debido a
su costo
45
4. Resultados experimentales
obtenidos durante la estancia
realizada en (AIMEN).En el siguiente caso de estudio se hace un comparativo entre aportes base
Cobre y base Níquel unidos por el proceso brazing al vacío, con aceros
inoxidables 304, obteniendo como resultado que los materiales base Cobre
muestran excelentes propiedades mecánicas en lo que respecta al ensayo
de fatiga, comparándolos con los aportes (AuisNi) los cuales mostraron
excelentes propiedades mecánicas en tensión.
Cada unión soldada se caracterizó mecánicamente mediante ensayos de
cizalla y fatiga con el objetivo de controlar, por inspección visual, la calidad
de la unión (penetración, porosidad, etc.) y obtener la carga de rotura a fin
de efectuar un análisis comparativo entre los distintos materiales de aporte y
aperturas de la unión.
Figura 4.1 Maquina de ensayo de tensión MTS.
46
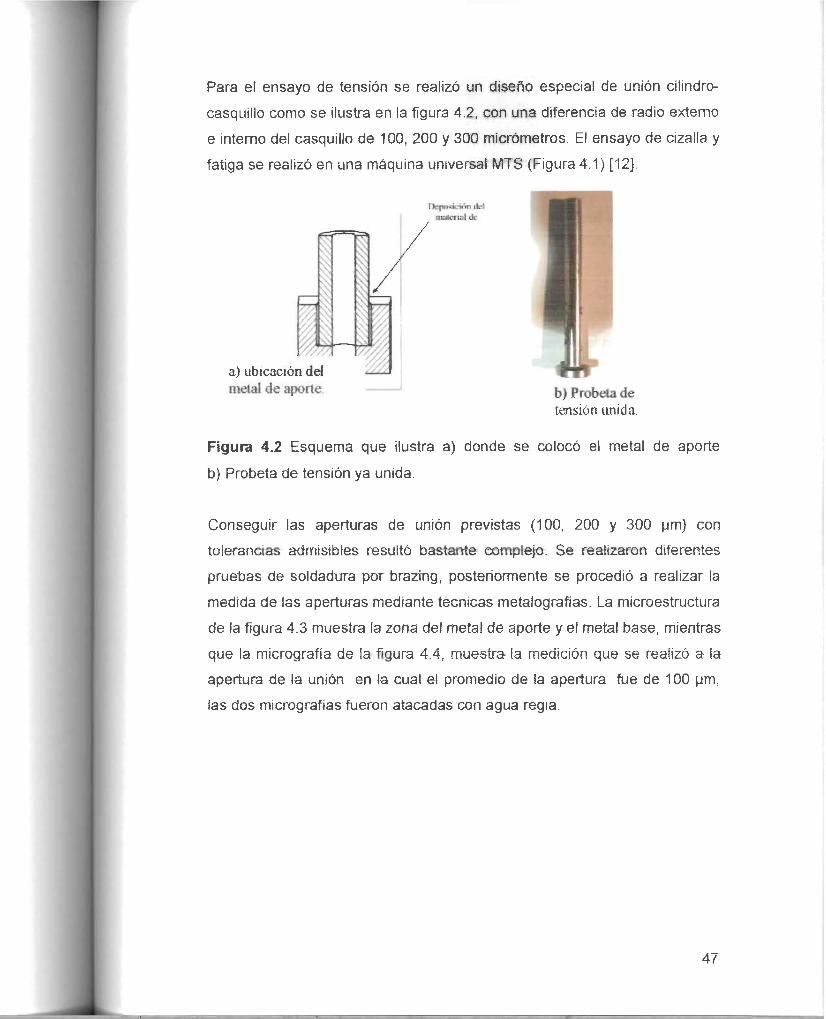
Para el ensayo de tensión se realizó un diseño especial de unión cilindro-
casquillo como se ilustra en la figura 4.2, con una diferencia de radio extemo
e interno del casquillo de 100, 200 y 300 micrómetros. El ensayo de cizalla y
fatiga se realizó en una máquina universal MTS (Figura 4.1) [12].
a) ubicación delmetal de aporte. b) Probeta de
tensión unida.
Figura 4.2 Esquema que ilustra a) donde se colocó el metal de aporte
b) Probeta de tensión ya unida.
Conseguir las aperturas de unión previstas (100, 200 y 300 um) con
tolerancias admisibles resultó bastante complejo. Se realizaron diferentes
pruebas de soldadura por brazing, posteriormente se procedió a realizar la
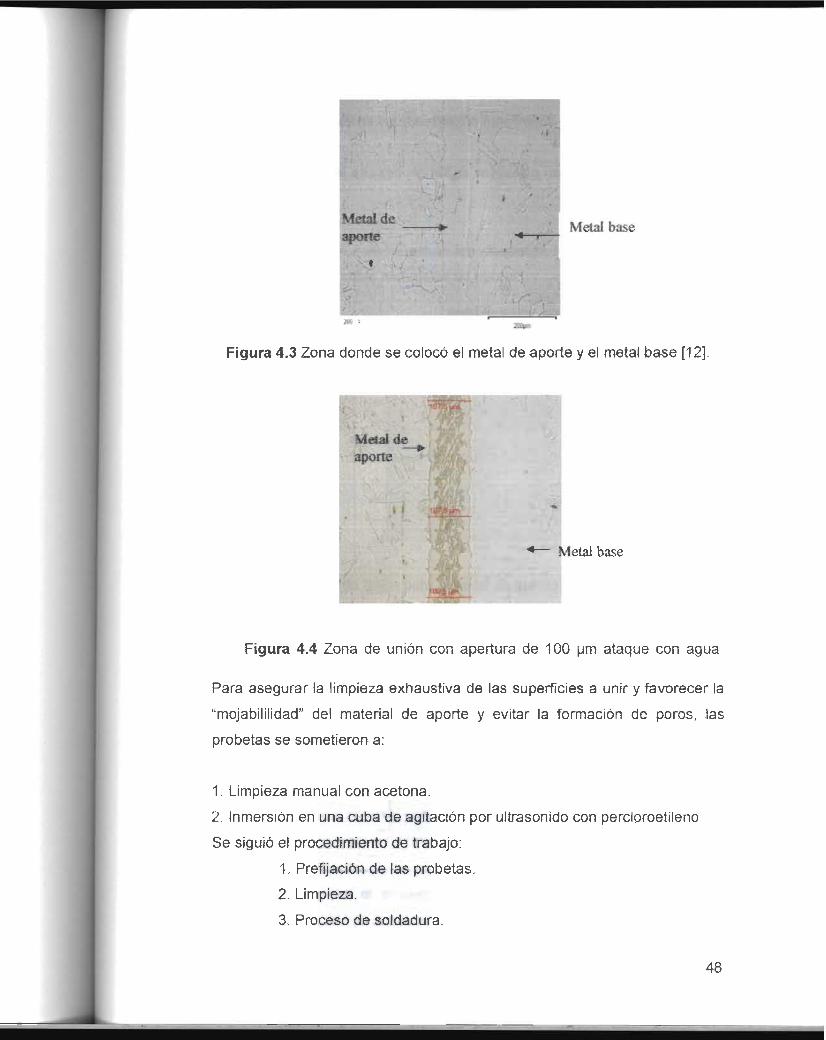
medida de las aperturas mediante técnicas metalografías. La microestructura
de la figura 4.3 muestra la zona del metal de aporte y el metal base, mientras
que la micrografía de la figura 4.4, muestra la medición que se realizó a ía
apertura de la unión en la cual el promedio de la apertura fue de 100 um,
las dos micrografías fueron atacadas con agua regia.
47
•
-
i
Metal de
aporte*-
t
.:.<••
Metal base
Figura 4.3 Zona donde se colocó el metal de aporte y el metal base [12].
_
Metal de
aporte
¡S-i i
•6
üp-*— íMetal base
Figura 4.4 Zona de unión con apertura de 100 um ataque con agua
Para asegurar la limpieza exhaustiva de las superficies a unir y favorecer la
"mojabililidad" del material de aporte y evitar la formación de poros, las
probetas se sometieron a:
1. Limpieza manual con acetona.
2. Inmersión en una cuba de agitación por ultrasonido con percloroetileno
Se siguió el procedimiento de trabajo:
1. Prefijación de las probetas.
2. Limpieza.
3. Proceso de soldadura.
48
4. Mecanizado de probetas.
5. Ensayos de caracterización mecánicos y microestructurales.
4.1 Resultados del ensayo de fatiga realizado con diferentes materiales
de aporte
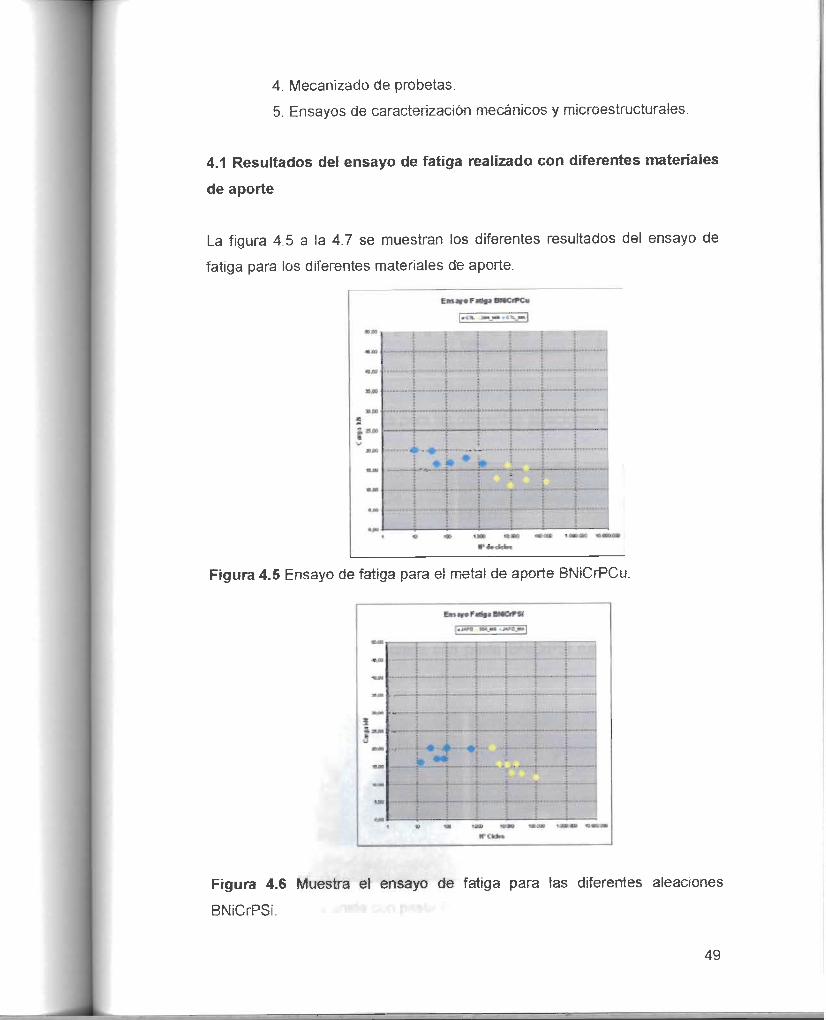
La figura 4.5 a la 4.7 se muestran los diferentes resultados del ensayo de
fatiga para los diferentes materiales de aporte.
C»^* F*•» OWCfPCw
!•«• —-— •<*•-«*]
«40
«3.00
Vfft
•31
• -• |•
ana
• ** i»
•
i « tvi imd «o a» **>«• »£*oar. «moo»
Figura 4.5 Ensayo de fatiga para eí metaí de aporte BNiCrPCu.
E**tv*F««f<BfvCrf>44
f*JAM MK_M -JAMJMt
... I .♦..4.... «L
rcun
Figura 4.6 Muestra el ensayo de fatiga para las diferentes aleaciones
BNiCrPSi.
49
Eni3Y#Fj***SCu
•».m | j : : ; : : ;
me»
s|„
«jO*
t tt «ou teoso «tas tama
•PCMM
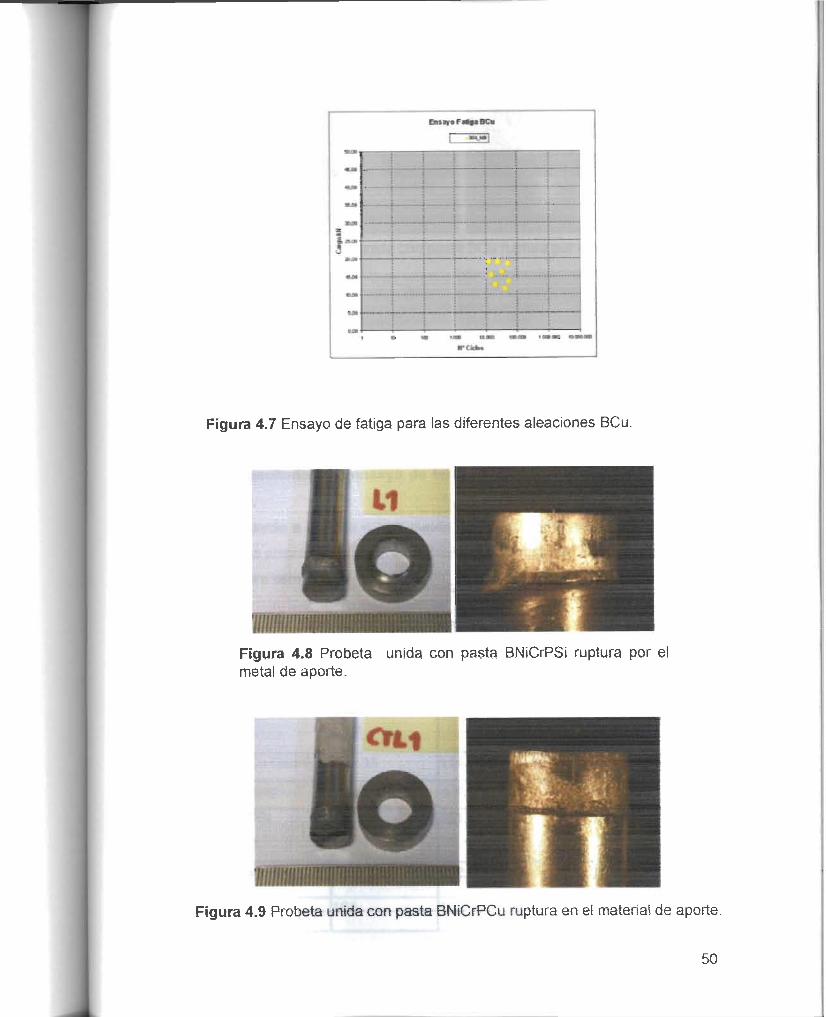
Figura 4.7 Ensayo de fatiga para las diferentes aleaciones BCu.
Figura 4.8 Probeta unida con pasta BNiCrPSi ruptura por elmetal de aporte.
Figura 4.9 Probeta unida con pasta BNiCrPCu ruptura en el material de aporte.
50
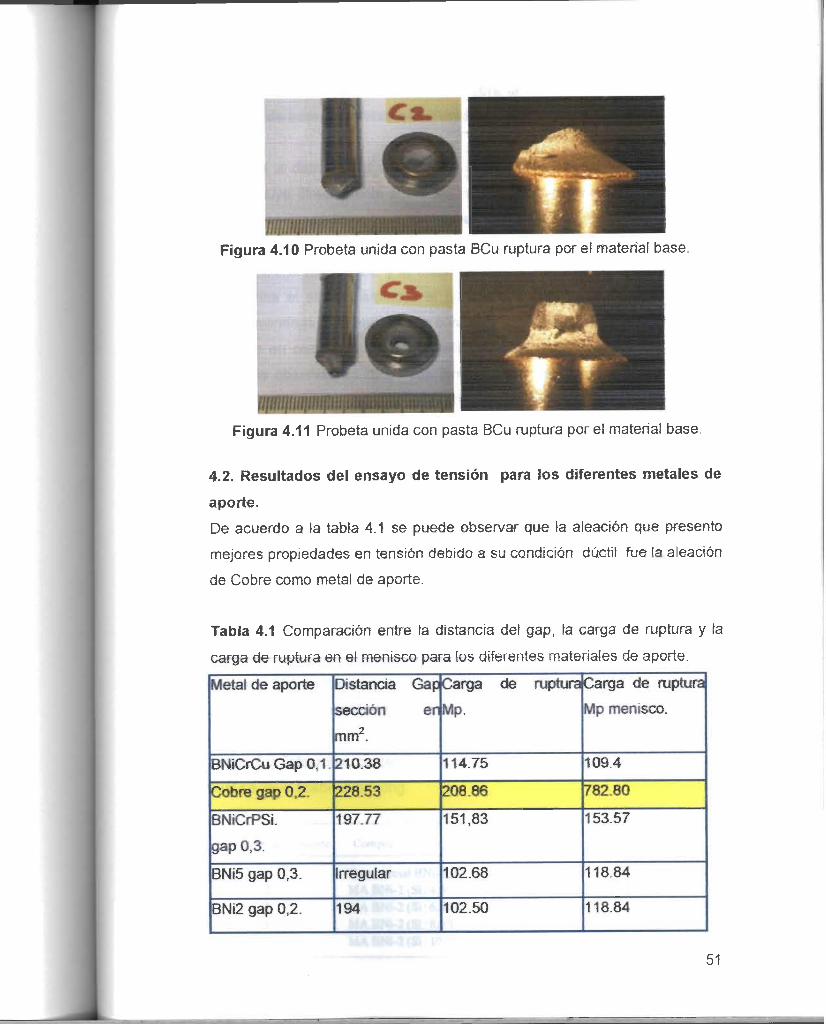
Figura 4.10 Probeta unida con pasta BCu ruptura por el material base.
Figura 4.11 Probeta unida con pasta BCu ruptura por el material base.
4.2. Resultados del ensayo de tensión para los diferentes metales de
aporte.
De acuerdo a la tabla 4.1 se puede observar que la aleación que presento
mejores propiedades en tensión debido a su condición dúctil fue la aleación
de Cobre como metal de aporte.
Tabla 4.1 Comparación entre la distancia del gap, la carga de ruptura y la
carga de ruptura en el menisco para los diferentes materiales de aporte.
Metal de aporte Distancia Gap
sección en
mm2.
Carga de ruptura
Mp.
Carga de ruptura
Mp menisco.
BNiCrCuGap0,1 210.38 114.75 109.4
Cobre gap 0,2. 228.53 208.86 782.80
BNiCrPSi.
gap 0,3.
197.77 151,83 153.57
BNi5 gap 0,3. Irregular 102.68 118.84
BNi2 gap 0,2. 194 102.50 118.84
51
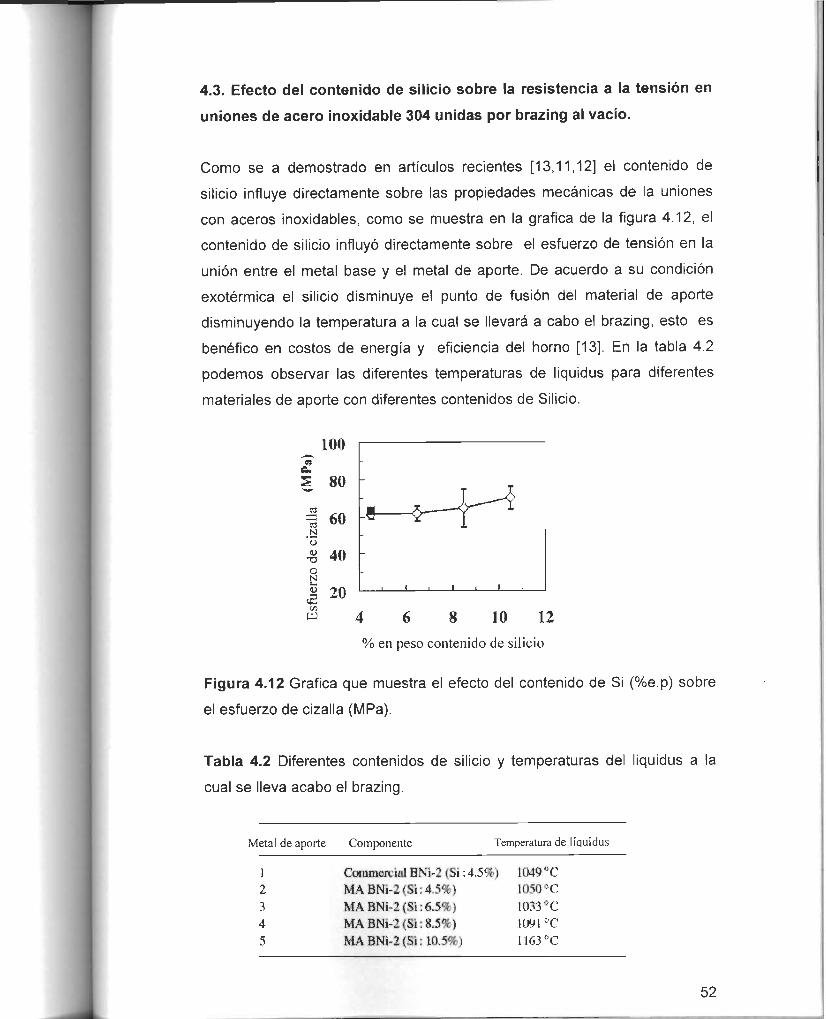
4.3. Efecto del contenido de silicio sobre la resistencia a la tensión en
uniones de acero inoxidable 304 unidas por brazing al vacío.
Como se a demostrado en artículos recientes [13,11,12] el contenido de
silicio influye directamente sobre las propiedades mecánicas de la uniones
con aceros inoxidables, como se muestra en la gráfica de la figura 4.12, el
contenido de silicio influyó directamente sobre el esfuerzo de tensión en la
unión entre el metal base y el metal de aporte. De acuerdo a su condición
exotérmica el silicio disminuye el punto de fusión del material de aporte
disminuyendo la temperatura a la cual se llevará a cabo el brazing, esto es
benéfico en costos de energía y eficiencia del horno [13]. En la tabla 4.2
podemos observar las diferentes temperaturas de liquidus para diferentes
materiales de aporte con diferentes contenidos de Silicio.
100
c
5 80"*
C3
"« 60N
O
u 40ON1.
3 20
w 4 6 8 10 12
% en peso contenido de silicio
Figura 4.12 Gráfica que muestra el efecto del contenido de Si (%e.p) sobre
el esfuerzo de cizalla (MPa).
Tabla 4.2 Diferentes contenidos de silicio y temperaturas del liquidus a la
cual se lleva acabo el brazing.
Metal de aporte Componente Temperatura de líquidus
1
2
3
4
5
CommeR ial BNi-2 (Si; 4.5%) 1049°CMA BNi-2 (Si: 4.5%) 1050 °C
MABNi-2 (Si:6.5%) 1033"CMA BNi-2 (Si: 8,5%) 1091°C
MA BNi-2 (Si: 10.5%) 1163°C
52
Para altos contenidos de silicio (10.5 % e.p), la temperatura del metal de
aporte es alta, lo que incrementa las velocidades de difusión del Cromo y
átomos de Hierro facilitando la difusión dentro de la unión del metal base y
mejorando el esfuerzo de corte o de tensión a la unión.
53
•M
5. ANÁLISIS Y DISCUSIONES
De los resultados obtenidos mediante la revisión del estado del arte
podemos analizar los siguientes:
En cuanto a las propiedades mecánicas obtenidas en las uniones entre
acero AISI 304 y Au-Ni como metal de aporte, se pude determinar:
• El esfuerzo último a la tensión en la unión alcanzó los 245 Mpa, con
una deformación de 1.3%. Cuando el metal de aporte Au-18Ni se funde,
este entra en contacto con y-Fe formando una reacción peritectica rica en
Au. El metal de aporte se consumió lentamente por y-Fe en el acero
inoxidable 304. Esta reacción peritectica resultó en un proceso rápido de
mojabilidad o empape entre el metal de aporte y el acero inoxidable y el
ángulo que se obtuvo fue 0<77°, el cual es excelente para llevar acabo la
mojabilidad.
• Otros metales de aporte empleados en esta prueba brazing, fueron
MDF 80, BCu, con resistencia a la tensión de 80 MPa y 83 MPa
respectivamente.
• En lo que respecta al ensayo de fatiga, realizada después de aplicar
el brazing al vacío, en acero inoxidable AISI 304 y con diferentes metales de
aporte, tales como, BNi2, BNi5, BNiCrPCu, BNiCrPSi y BCu, el metal de
aporte que mostró la mejor resistencia a la fatiga fue la aleación de BCu,
con un valor de 208 MPa, esto debido a la condición dúctil del Cobre como
metal de aporte.
54
• Los materiales de aporte base níquel mostrados anteriormente en su
mayoría, fracturaron de forma frágil al realizar el ensayo de fatiga, después
de someterlos al proceso de unión por brazing, la mayoría de ellos fracturó
en el metal de aporte.
• El contenido de silicio influye directamente sobre las propiedades
mecánicas de la unión con aceros inoxidables AISI 304. A mayor contenido
de silicio, la resistencia en el esfuerzo de cizalla aumenta hasta los 70 MPa,
esto va acompañado de un amento en la temperatura, favoreciendo la
difusión de los elementos de aleación que se encuentran presentes en el
metal de aporte. De acuerdo a su condición exotérmica, el silicio disminuye
el punto de fusión del material de aporte por lo que la temperatura a la cual
se llevará acabo el brazing será menor, esto beneficia en costos de energía
y eficiencia del horno.
• Se puede decir que en cuanto a resistencia a la tensión los materiales
de aporte base Níquel muestran un excelente comportamiento, después de
aplicar el brazing, mientras que los materiales de aporte base Cobre son
excelentes para componentes que son fabricados con acero inoxidable AISI
304 que están sometidos a ciclos de fatiga.
55
6. CONCLUSIONES
1.- El material de aporte que muestra mejores propiedades mecánicas es la
aleación de (Aui8Ni) con mejor resistencia a la tensión que el resto de los
aportes estudiados.
2.- El material de aporte base Cobre es el que presenta un mejor
comportamiento en cuanto al esfuerzo a la fatiga, produciéndose la rotura en
el material base.
3.- La elección del metal de aporte depende del tipo de material que se va
unir y la resistencia mecánica que se desea obtener.
4.-EI ángulo de mojado entre el metal base y el metal de aporte influye
directamente sobre las propiedades mecánicas de la unión, este deberá ser
menor a 90°.
Bibliografía.
56
[1]. W.h kohl, 1964,, solderíng and brazing, vacuum, vol 14p 175-198.
[2]. Metals handbook, 9th ed 1983 welding, brazing, and soldering, vol 6,
american society for metáis, p29-995.
[3]. W.r. jones, 1986 vacuum- another atmosphere, heat treat, oct, p 39-41
[4]. W.t. hooven and kww. nokes, oct 1990 make your vacuum brazing
furnaces user friendly, wel. I, , p 25-29.
[5]. Metal handbook vol.6 1993.welding, brazing and soldering asm published
[6]. Industrial brazing published in 2006 practice chapter 7 vacuum brazing..
[7]. Dr.milner and r.lapps 1969. Introduction to welding and brazing,
pergamon press .
[8]. Pr.sharps.a.p, and j.a pask 1981 wetting and spreading in cu-ag system,
acta metall, vol 29 (no.5), , p 855 - 865 ).
[9]. M.G nicholas and d.a mortimer, 1985 ceramíc-metal joining for structural
applications,mater, sci ,technol,vopl 1 (no.9), , p 657-665.
[10]. Alloy phase diagrams were published in 1992 as volume 3 of the asm
handbook.
[11]. Microstructure fracture toughness relationship of vanadium alloy steel
stainless brazed joints.Y.X Gan, H.A Agían ,R.V. Steward mechanical
engineering program 3001 Ross hall auburn university. August 2001.
57
[12]. J. C Sotelo Rodríguez 2008 Caracterización mecánica a diferentes
aperturas de unión de materiales de aporte BNÍ2, BNi5, Bcu, BNiCrPCu y
BNiCrPSi Dpto. Planta de Tecnologías de Unión de AIMEN
[13] J. S. O Jang, h. p. shih 2006 Shou University, Kaohsiung, Taiwan, and
Republic of China. Evolution of microstructure of AISI 304 stainless steel joint
brazed by mechanically alloyed nickel base filler with different silicon contení
58
Lista de figuras.Figura 2.1 Uniones por brazing y efecto de la superficie sobre
ella 13
Figura 2.2 Comparación entre el ángulo de contacto de las gotas con la
capilaridad 14
Figura 2.3 Efecto de la energía interfaciai con el ángulo de contacto, (a)
muestra el ángulo de contacto de la gota de metal de aporte con el metal
base, cuando el ángulo menor de 90 grados la mojabilidad no se lleva acabo
de una manera eficaz, (b) cuando el ángulo es mayor a 90 grados la
mojabilidad es mejor 15
Figura 2.4 Relación del ángulo de contacto con la tensión superficial. (A)
sistema de mojabilidad. (B) sistema de no mojabilidad 16
Figura 2.5 Muestra un liquido extendido a través de la superficie del solidó
con un ángulo 6 < 90°. (A) 9i 0o (B) 8i=6
Equilibrio 16
Figura. 2.6 Línea de reacción formada durante el proceso brazing 17
Figura 2.7 Ejemplo de una línea de reacción entre el vanadio acero
inoxidable 304 y Cu 304 17
Figura 2.8 Efecto del Ángulo de separación con respecto a la esfuerzo en el
brazing 18
Figura 2.9 Horno elevador para brazing con atmosfera controlada 20
Figura. 2.10 Horno continúo con cámara de enfriamiento y control de
atmósfera 20
Figura 2.11 Horno de vacío 22
Figura. 2.12 Efecto de un adecuado purgado en el horno 24
Figura 2.13 horno de vacío para el brazing 25
Figura 2.14 Diferentes materiales de aporte y temperaturas a las cuales se
puede aplicar el brazing relacionando la formación de vapor de agua con la
temperatura a la cual se aplicara el proceso 26
Figura 2.15 Perfiles de temperatura o ciclos para un brazing al vacío 27
Figura 2.16 Ciclo del proceso brazing, calentamiento y enfriamiento para
solidificar dividido en 3 zonas 28
59
Figura 2.17 Efectos de la temperatura y del punto de roció sobre la
formación de óxidos 30
Figura 2.18 Diagrama se scheafler 32
Figura 2.19 Importancia del acero inoxidable AISI 304 35
Figura 3.1 Gráfica que muestra el perfil de tiempo temperatura contra el
ángulo de contacto en el sistema Aui8N¡ entre acero AISI inoxidable 304
como metal base 39
Figura 3.2 Geometría de las pruebas de tensión para la unión de V-5Ti-
5Cr/Au-Ni / Acero 304 inoxidable.(a) probeta sin muesca,(b) con
muesca 40
Figura 3.3 Diagrama binario (A) V-Au y Fe-Au 41
Figura 3.4 Perfil de tiempo - temperatura y el ángulo de contacto entre el
sistema Au18NiA/-5Ti-5Cr 42
Figura 3.5 Relación esfuerzo deformación de los metales base V-5Ti-5Cr y
acero inoxidable 304 42
Figura 3.6 Relación esfuerzo deformación de los especímenes de prueba
con muesca y sin muesca para la unión completa de V-5Ti-5Cr/Au-Ni / Acero
304 inoxidable 43
Figura 3.7 Fractura superficial de la unión V-5Ti-5Cr/304 con el metal de
aporte Au-Ni (a) En el sitio de V-5Ti-5Cr (b) en el acero 304
inoxidable 45
Figura 4.1 Maquina de ensayo MTS 46
Figura 4.2 Esquema que ilustra a) donde se coloco el metal de aporte .b)
muestra la probeta de tensión ya unida 47
Figura 4.3 Zona donde se coloco el metal de aporte y el metal base 48
Figura 4.4 Zona de unión con apertura de 100 um ataque con agua 48
Figura 4.5 Ensayo de fatiga para el metal de aporte BNiCrPCu 49
Figura 4.6 Muestra el ensayo de fatiga para las diferentes aleaciones
BNiCrPSi 49
Figura 4.7 Ensayo de fatiga para el metal de aporte BCu 50
Figura 4.8 Probeta unida con pasta BNiCrPSi rupturapor el metal de aporte 50
Figura 4.9 Probeta unida con pasta BNiCrPCu ruptura en el material de
aporte 50
60
Figura 4.10 Probeta unida con pasta BCu ruptura por el material base 51
Figura 4.11 Probeta unida con pasta BCu ruptura por el material base 51
Figura 4.12 Efecto del contenido de silicio sobre la resistencia a la tensión en
uniones de acero inoxidable 304 unidas por brazing al vacío 52
61
LISTA DE TABLAS.
Tabla 2.1 Temperaturas del metal de aporte 15
Tabla 2.2. Muestra los diferentes rangos de vacío y las presiones obtenidas
de acuerdo a estos 23
Tabla 2.3 Valores de punto de rocío y sus equivalencias de vapor de agua
en (ppm) 29
Tabla 2.4 Composición química 35
Tabla 3.1 composición y las condiciones en las que se llevo acabo el brazing
se describen a continuación 39
tabla 3.2 Propiedades tensiles del material base y la unión después de
aplicar el brazing 44
Tabla 4.1 Comparación entre la distancia del gap , la carga de ruptura y la
carga de ruptura en el menisco para los diferentes materiales de
aporte 51
Tabla 4.2 Diferentes contenidos de silicio y temperaturas
del liquidus a la cual se lleva acabo el brazing 52
62





























