Embed Size (px)
Citation preview

MEMORIAS DEL XXIV CONGRESO INTERNACIONAL ANUAL DE LA SOMIM 19 al 21 DE SEPTIEMBRE DE 2018 CAMPECHE, CAMPECHE, MÉXICO
Tema A1a Diseño Mecánico: Evaluación y selección del diseño.
“Evaluación y selección de diseño conceptual de dispositivo para embutido cilíndrico de láminas metálicas”
Limon Leyva Pablo Albertoa, Piña García Eduardo Fabiána, García Zugastia Pedro de Jesúsa, Juan
Gabriel Sandoval Granjab, Timoteo Gaytan Guerrerob, Carlos Bermúdez Martínezb.
aDivisión de Estudios de Posgrado e Investigación, Instituto Tecnológico de San Luis Potosí, Av. Tecnológico S/N, Col. UPA., C.P. 78437, Soledad de
Graciano Sánchez, S.L.P., México. bDepartamenteo de metal-mecánica, Instituto Tecnológico de San Luis Potosí, Av. Tecnológico S/N, Col. UPA., C.P. 78437, Soledad de Graciano
Sánchez, S.L.P., México.
*Piña García Eduardo Fabián. [email protected]
RESUMEN
El presente trabajo de investigación muestra la metodología utilizada para la evaluación del diseño conceptual y selección de
un prototipo de dispositivo para embutir láminas metálicas. La metodología utilizada es la presentada por Gerhard Pahl y Beitz
en su obra: ‘’Engineering Desing: A Systematic Approach’’. Los requerimientos de diseño considerados para el desarrollo del
prototipo contemplan las etapas del proceso de embutido, la función primordial, forma, manufactura, el ensamblaje,
mantenimiento, condiciones de operación y material. Siguiendo la metodología, se propusieron seis diseños preliminares, los
cuales fueron evaluados mediante los criterios de diseño establecidos. Para la selección del prototipo se implementó una matriz
de decisión el cual evalúa cada una de las variantes del prototipo asignando un valor escalar y un peso ponderado a cada criterio.
El prototipo el cual presento el puntaje más elevado fue seleccionado para su manufactura.
Palabras Clave: Diseño conceptual, Procesos de manufactura, Embutido cilíndrico, Troquel de embutido.
ABSTRACT
The present research work shows the methodology of conceptualization, evaluation and selection of the prototype for a metal
inlaying device. The methodology used for the development of this prototype is the one presented by Gerhard Pah and Beitzl
in his work: '' Engineering Design: A Systematic Approach ''. The design requirements considered for the prototype
development include the next drawing process stages; the primordial function, form, manufacturing, assembling,
maintenance, operating conditions and material selection. Following the methodology, six preliminary designs were
proposed, the designs were evaluated by design criteria. A decision matrix was implemented for the selection of the prototype,
it evaluates each one of the prototype variables assigning a scalar value and a weighted value to each criterion. The prototype
selected for its manufacture was the one that presented the highest score.
Keywords: Conceptual design, Manufacturing process, Cylindrical drawing, Die drawing.
ISSN 2448-5551 DM 247 Derechos Reservados © 2018, SOMIM
1. Introducción
El estudio de la plasticidad de los metales se ha efectuado
posterior del siglo XX con la finalidad de predecir el
comportamiento de los materiales para la obtención de sus
propiedades mecánicas y así aplicar los materiales de una
manera óptima a los procesos de metal formado. Desde la
época de Leonardo Da vinci (1452- 1519) hasta el 1784 a. c.
Se desarrollaron métodos experimentales para caracterizar
las propiedades físicas y mecánicas de los materiales,
sometiéndolos a cargas físicas, dentro de la zona elástica.A
inicios del siglo XIX se desarrolló el modelo matemático
para determinar la constante elástica y la parametrización de
la curva esfuerzo – deformación, dentro de la zona plástica,
para los metales.
En el periodo de los años 1868 hasta 1949, se
desarrollaron modelos fisicomatemáticos y métodos
experimentales los cuales describen el comportamiento de
las propiedades mecánicas de los aceros tales como: módulo
de esfuerzo cortante para comportamiento plástico, esfuerzo
de sedancia, ductilidad de los materiales, dislocación de las
estructuras cristalinas de los materiales [1].
En 1950 se desarrolló el método de elemento finito
(FEM) para el estudio del comportamiento de las estructuras
para aeroplanos. Este método fue desarrollado mediante la
división de múltiples elementos hipotéticos de una placa, en
donde cada uno de los elementos se encuentra unidos de
forma nodal. La ecuación de equilibro generada por este
planteamiento determina el desplazamiento de cada uno de
los nodos y solo se puede resolver si la ecuación se expresa
en términos lineales. A partir del planteamiento del FEM, se
desarrolló una extensión del método para determinar el
comportamiento elástico-plástico de los materiales [1].
A partir del siglo XXI, se están desarrollando nuevos
métodos experimentales y modelos matemáticos los cuales
están enfocados a la caracterización de las propiedades
mecánicas de nuevas aleaciones metálicas aplicadas en la
manufactura de productos para la industria automotriz y
aeroespacial. La finalidad de estas investigaciones es
determinar el comportamiento de los metales
implementados para la manufactura de piezas de chapa
metálica y parametrizar las propiedades óptimas
aplicándolas a los procesos de embutido [2, 3, 4, 5].
El formado de metal es el proceso el cual deforma
plásticamente la materia prima para obtener una forma
definida, sin cambiar la masa y el volumen del material. Este
método ofrece como ventajas: poco o nulo desperdicio de la
materia prima, mejores propiedades mecánicas y la taza de
producción es más rápida [6]. El formado de metal puede ser
clasificado en dos categorías básicas: deformación
volumétrica y trabajo de láminas metálicas.
1.1. Trabajo de láminas metálicas
Los procesos de trabajo de láminas metálicas, son
operaciones de formado de láminas, tiras y rollos de metal;
estás láminas son conformadas por un proceso previo de
rolado. La razón del área superficial y el volumen del
material es alta; por lo que esta relación permite distinguir
su deformación, no afecta al espesor de la lámina, pero si se
presenta un encuellamiento en el material de trabajo [6, 7].
Las operaciones de lámina metálica se pueden ejecutar en
frío, tibio y caliente; y se utilizan un juego de herramientas
llamadas punzón y troquel (matriz) las cuales determinan la
geometría del producto.
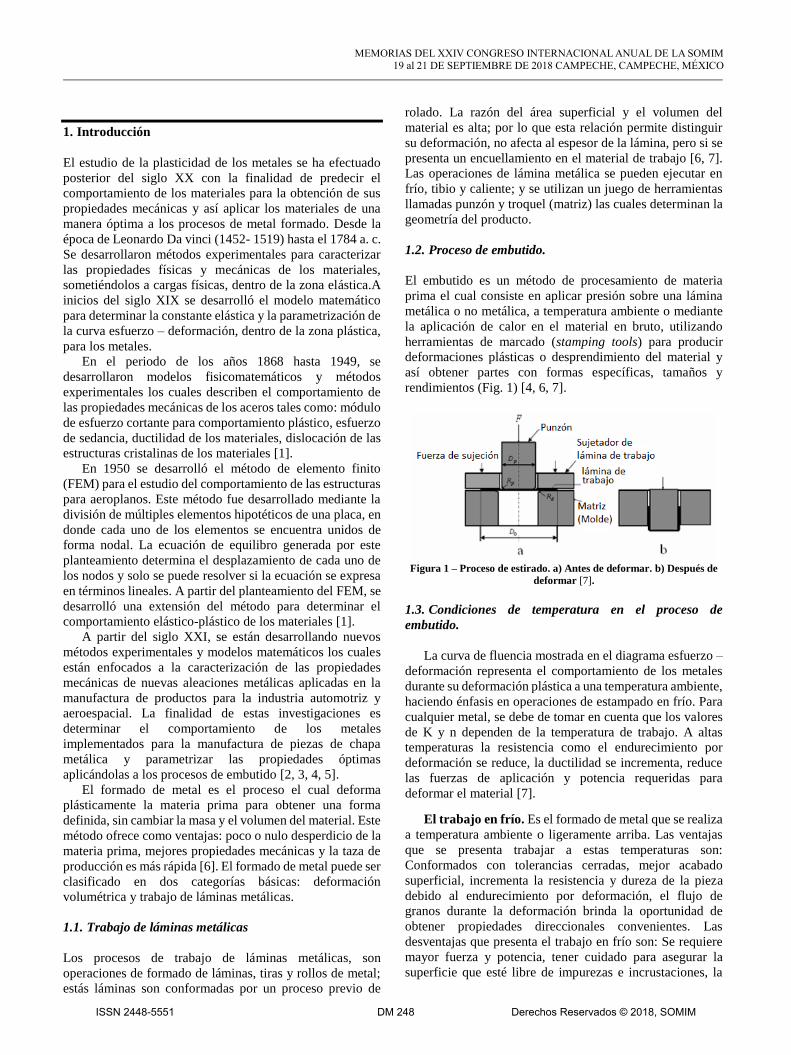
1.2. Proceso de embutido.
El embutido es un método de procesamiento de materia
prima el cual consiste en aplicar presión sobre una lámina
metálica o no metálica, a temperatura ambiente o mediante
la aplicación de calor en el material en bruto, utilizando
herramientas de marcado (stamping tools) para producir
deformaciones plásticas o desprendimiento del material y
así obtener partes con formas específicas, tamaños y
rendimientos (Fig. 1) [4, 6, 7].
Figura 1 – Proceso de estirado. a) Antes de deformar. b) Después de
deformar [7].
1.3. Condiciones de temperatura en el proceso de
embutido.
La curva de fluencia mostrada en el diagrama esfuerzo –
deformación representa el comportamiento de los metales
durante su deformación plástica a una temperatura ambiente,
haciendo énfasis en operaciones de estampado en frío. Para
cualquier metal, se debe de tomar en cuenta que los valores
de K y n dependen de la temperatura de trabajo. A altas
temperaturas la resistencia como el endurecimiento por
deformación se reduce, la ductilidad se incrementa, reduce
las fuerzas de aplicación y potencia requeridas para
deformar el material [7].
El trabajo en frío. Es el formado de metal que se realiza
a temperatura ambiente o ligeramente arriba. Las ventajas
que se presenta trabajar a estas temperaturas son:
Conformados con tolerancias cerradas, mejor acabado
superficial, incrementa la resistencia y dureza de la pieza
debido al endurecimiento por deformación, el flujo de
granos durante la deformación brinda la oportunidad de
obtener propiedades direccionales convenientes. Las
desventajas que presenta el trabajo en frío son: Se requiere
mayor fuerza y potencia, tener cuidado para asegurar la
superficie que esté libre de impurezas e incrustaciones, la
MEMORIAS DEL XXIV CONGRESO INTERNACIONAL ANUAL DE LA SOMIM19 al 21 DE SEPTIEMBRE DE 2018 CAMPECHE, CAMPECHE, MÉXICO
MEMORIAS DEL XXIV CONGRESO INTERNACIONAL ANUAL DE LA SOMIM
19 al 21 DE SEPTIEMBRE DE 2018 CAMPECHE, CAMPECHE, MÉXICO
ISSN 2448-5551 DM 248 Derechos Reservados © 2018, SOMIM
ductilidad y el endurecimiento por deformación limita la
cantidad de formado [7].
Trabajo en tibio. Se incrementa la temperatura del
material, antes de que ocurra un cambio en la estructura del
metal; para mejorar la ductilidad, reducir la resistencia y
endurecimiento por deformación [7].
Trabajo en caliente. El trabajo en caliente implica el
incremento de temperatura del material de trabajo por
encima de la temperatura de recristalización. El metal a
temperatura ambiente se localiza con una estructura tipo
ferrita, se incrementa la temperatura del material de trabajo
hasta completar la estructura cristalina tipo austenita y
decrementar abruptamente su temperatura para cambiar la
estructura a tipo martensita (tratamiento térmico de
templado) [8, 9].
Las ventajas que presentan las láminas metálicas al
someterlos a incrementos de temperatura son: La cantidad
de deformación que el metal puede soportar es
sustancialmente mayor, y las fuerzas y la potencia
requeridas para llevar a cabo el proceso se reducen [7].
Se debe de considerar el tipo de metal, y sus respectivas
aleaciones, debido a que cada material tiene distintas
propiedades físicas, mecánicas y distintas temperaturas para
su transformación de fase.
En el presente trabajo se muestra la conceptualización y
selección del troquel de estampado, que se utilizará como
banco de pruebas para la caracterización de láminas
metálicas de acero ASTM A36, 1018 y 1020 aplicadas al
proceso de embutido para la elaboración de tazones
cilíndricos.
2. Metodología del diseño.
2.1. Diseño conceptual de Gerhard Pahl y Beitz
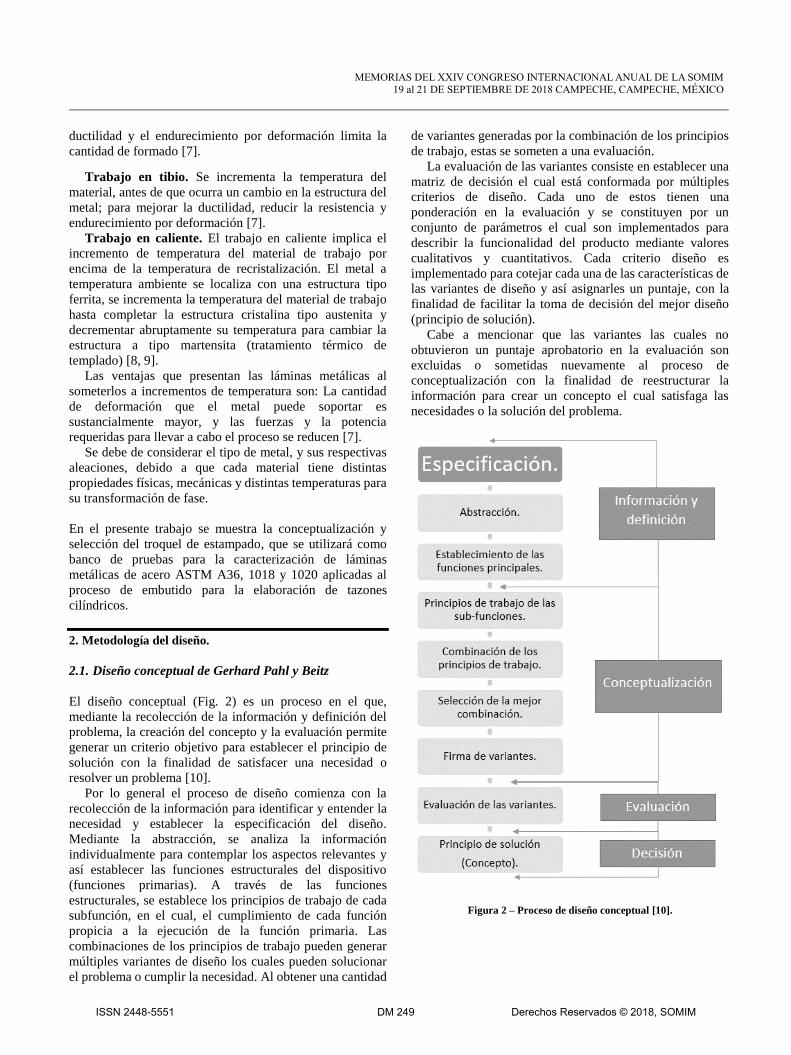
El diseño conceptual (Fig. 2) es un proceso en el que,
mediante la recolección de la información y definición del
problema, la creación del concepto y la evaluación permite
generar un criterio objetivo para establecer el principio de
solución con la finalidad de satisfacer una necesidad o
resolver un problema [10].
Por lo general el proceso de diseño comienza con la
recolección de la información para identificar y entender la
necesidad y establecer la especificación del diseño.
Mediante la abstracción, se analiza la información
individualmente para contemplar los aspectos relevantes y
así establecer las funciones estructurales del dispositivo
(funciones primarias). A través de las funciones
estructurales, se establece los principios de trabajo de cada
subfunción, en el cual, el cumplimiento de cada función
propicia a la ejecución de la función primaria. Las
combinaciones de los principios de trabajo pueden generar
múltiples variantes de diseño los cuales pueden solucionar
el problema o cumplir la necesidad. Al obtener una cantidad
de variantes generadas por la combinación de los principios
de trabajo, estas se someten a una evaluación.
La evaluación de las variantes consiste en establecer una
matriz de decisión el cual está conformada por múltiples
criterios de diseño. Cada uno de estos tienen una
ponderación en la evaluación y se constituyen por un
conjunto de parámetros el cual son implementados para
describir la funcionalidad del producto mediante valores
cualitativos y cuantitativos. Cada criterio diseño es
implementado para cotejar cada una de las características de
las variantes de diseño y así asignarles un puntaje, con la
finalidad de facilitar la toma de decisión del mejor diseño
(principio de solución).
Cabe a mencionar que las variantes las cuales no
obtuvieron un puntaje aprobatorio en la evaluación son
excluidas o sometidas nuevamente al proceso de
conceptualización con la finalidad de reestructurar la
información para crear un concepto el cual satisfaga las
necesidades o la solución del problema.
Figura 2 – Proceso de diseño conceptual [10].
MEMORIAS DEL XXIV CONGRESO INTERNACIONAL ANUAL DE LA SOMIM
19 al 21 DE SEPTIEMBRE DE 2018 CAMPECHE, CAMPECHE, MÉXICO
ISSN 2448-5551 DM 249 Derechos Reservados © 2018, SOMIM
2.2. Diseño conceptual de Shigley
El diseño es un proceso innovador e iterativo el cual es
implementado para la formulación de un plan con la
finalidad de satisfacer una necesidad o resolver un problema
específico [11, 12].
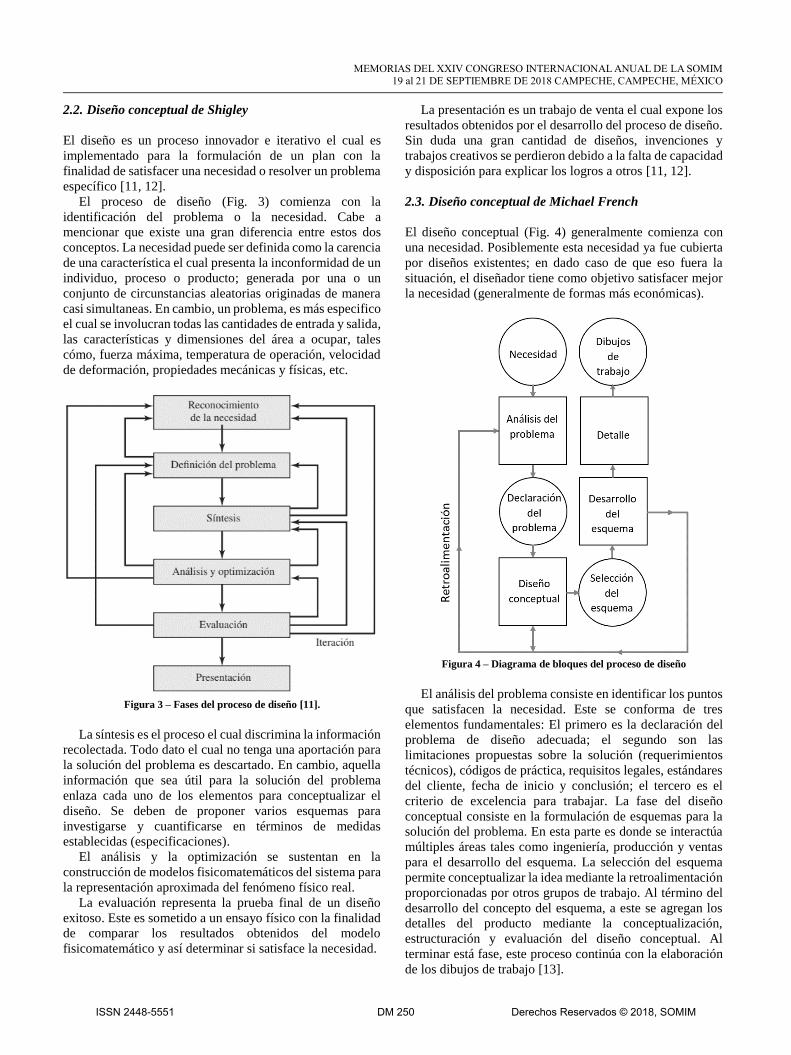
El proceso de diseño (Fig. 3) comienza con la
identificación del problema o la necesidad. Cabe a
mencionar que existe una gran diferencia entre estos dos
conceptos. La necesidad puede ser definida como la carencia
de una característica el cual presenta la inconformidad de un
individuo, proceso o producto; generada por una o un
conjunto de circunstancias aleatorias originadas de manera
casi simultaneas. En cambio, un problema, es más especifico
el cual se involucran todas las cantidades de entrada y salida,
las características y dimensiones del área a ocupar, tales
cómo, fuerza máxima, temperatura de operación, velocidad
de deformación, propiedades mecánicas y físicas, etc.
Figura 3 – Fases del proceso de diseño [11].
La síntesis es el proceso el cual discrimina la información
recolectada. Todo dato el cual no tenga una aportación para
la solución del problema es descartado. En cambio, aquella
información que sea útil para la solución del problema
enlaza cada uno de los elementos para conceptualizar el
diseño. Se deben de proponer varios esquemas para
investigarse y cuantificarse en términos de medidas
establecidas (especificaciones).
El análisis y la optimización se sustentan en la
construcción de modelos fisicomatemáticos del sistema para
la representación aproximada del fenómeno físico real.
La evaluación representa la prueba final de un diseño
exitoso. Este es sometido a un ensayo físico con la finalidad
de comparar los resultados obtenidos del modelo
fisicomatemático y así determinar si satisface la necesidad.
La presentación es un trabajo de venta el cual expone los
resultados obtenidos por el desarrollo del proceso de diseño.
Sin duda una gran cantidad de diseños, invenciones y
trabajos creativos se perdieron debido a la falta de capacidad
y disposición para explicar los logros a otros [11, 12].
2.3. Diseño conceptual de Michael French
El diseño conceptual (Fig. 4) generalmente comienza con
una necesidad. Posiblemente esta necesidad ya fue cubierta
por diseños existentes; en dado caso de que eso fuera la
situación, el diseñador tiene como objetivo satisfacer mejor
la necesidad (generalmente de formas más económicas).
Figura 4 – Diagrama de bloques del proceso de diseño
El análisis del problema consiste en identificar los puntos
que satisfacen la necesidad. Este se conforma de tres
elementos fundamentales: El primero es la declaración del
problema de diseño adecuada; el segundo son las
limitaciones propuestas sobre la solución (requerimientos
técnicos), códigos de práctica, requisitos legales, estándares
del cliente, fecha de inicio y conclusión; el tercero es el
criterio de excelencia para trabajar. La fase del diseño
conceptual consiste en la formulación de esquemas para la
solución del problema. En esta parte es donde se interactúa
múltiples áreas tales como ingeniería, producción y ventas
para el desarrollo del esquema. La selección del esquema
permite conceptualizar la idea mediante la retroalimentación
proporcionadas por otros grupos de trabajo. Al término del
desarrollo del concepto del esquema, a este se agregan los
detalles del producto mediante la conceptualización,
estructuración y evaluación del diseño conceptual. Al
terminar está fase, este proceso continúa con la elaboración
de los dibujos de trabajo [13].
MEMORIAS DEL XXIV CONGRESO INTERNACIONAL ANUAL DE LA SOMIM
19 al 21 DE SEPTIEMBRE DE 2018 CAMPECHE, CAMPECHE, MÉXICO
ISSN 2448-5551 DM 250 Derechos Reservados © 2018, SOMIM
3. Conceptualización del dispositivo
Para el desarrollo del concepto del dispositivo para
embutir láminas metálicas se implementó el método de
Gerhard Pahl y Beitz, debido a que el procedimiento se
enfoca mayormente a los métodos utilizados para la
estructuración, selección y evaluación de diseño de
prototipos.
3.1. Propuesta de diseño
Se requiere un prototipo de un dispositivo el cual transmita
la fuerza del actuador de la prensa hidráulica JET HP-A35
para embutir láminas de acero AISI 1018, 1020 y ASTM
A36, con una geometría cilíndrica. El dispositivo debe tener
la capacidad de expulsar la pieza del herramental. Para
realizar el proceso de embutido se requiere de los siguientes
pasos:
1. Corte: La lámina de trabajo (Blank) se somete a un
proceso de corte para determinar su geometría.
2. Colocación: La lámina de trabajo es colocada mediante
un dispositivo para garantizar la posición y alineación.
3. Sujeción: Mediante la aplicación de la fuerza generada
por el actuador hidráulico, el dispositivo debe de sujetar
la lámina de trabajo antes de comenzar el proceso de
embutido.
4. Embutido: Mediante la aplicación de la fuerza generada
por el actuador hidráulico, el dispositivo debe de generar
un tazón de geometría cilíndrica.
5. Expulsión: Al liberar la carga generada por el actuador
hidráulico, el dispositivo debe de expulsar la pieza del
herramental de embutido.
Del proceso mencionado anteriormente cabe a resaltar
que, para el presente trabajo, solo se consideran los puntos
2, 3, 4 y 5, los cuales se llevarán a cabo en el prototipo.
3.2. Requerimientos de diseño
Los requerimientos de diseño es el conjunto de objetivos
individuales los cuales encaminan al cumplimiento del
objetivo principal y a la correcta ejecución de la función
primaria del dispositivo. La función de cada uno de los
objetivos no debe de influir entre sí.
Para establecer los requerimientos de una forma concreta
y objetiva es necesario especificar el objetivo principal por
el cual se está desarrollando el prototipo y las funciones
primarias. Estos se mostrarán a continuación:
• Objetivo principal: Diseño de experimento para simular
físicamente el proceso de embutido sometiendo bajo
incrementos de temperatura a los especímenes de estudio.
• Funciones primarias: Transmitir la fuerza del actuador al
troquel de embutido, generar embutidos cilíndricos son
exceder la fuerza del actuador, expulsar la pieza embutida
al liberar la carga ejercida por el actuador.
En función de cumplir los parámetros de calidad del
proceso de embutido, los requerimientos para el diseño del
prototipo se enlistan a continuación:
• Producción: n piezas producidas por día.
• Forma: geometría de la matriz y punzón, zona de trabajo
y configuraciones de troqueles permisibles.
• Ensamble: control de paralelismo entre las zapatas,
control de concentricidad de la matriz y punzón,
restricciones de ensamble de los postes y bujes guías,
configuraciones permisibles de postes y bujes guías.
• Manufactura: restricción de maquinados de cajas y
ranuras en las placas, selección de componentes
estandarizados, implementación de menor cantidad de
piezas, costo menor.
• Operación: operación manual, evitar lo mayormente
posible esfuerzos de flexión en los postes al ejecutar la
operación de embutido, sujetar y alinear la pieza,
expulsar la pieza al liberar la carga, flexibilidad de
cambio de profundidad de embutido.
• Mantenimiento: Información técnica de cada uno de los
componentes, refacciones estandarizadas, fácil montaje y
desmontaje de los elementos, lubricación.
• Materia de trabajo: Lámina calibre #22, dimensiones
120mm x 120mm, geometría de la lámina virgen, ángulo
de rolado de 0°, 45° y 90°.
3.3. Prototipos del dispositivo.
Considerando los requerimientos de diseñó se presentan 6
posibles soluciones mostradas en las Figuras 4, 5, 6, 7, 8 y
9. Los modelos mostrados satisfacen la función primordial
para el prototipo de troquel para embutido de tazones
cilíndricos. Estos serán descritos a continuación.
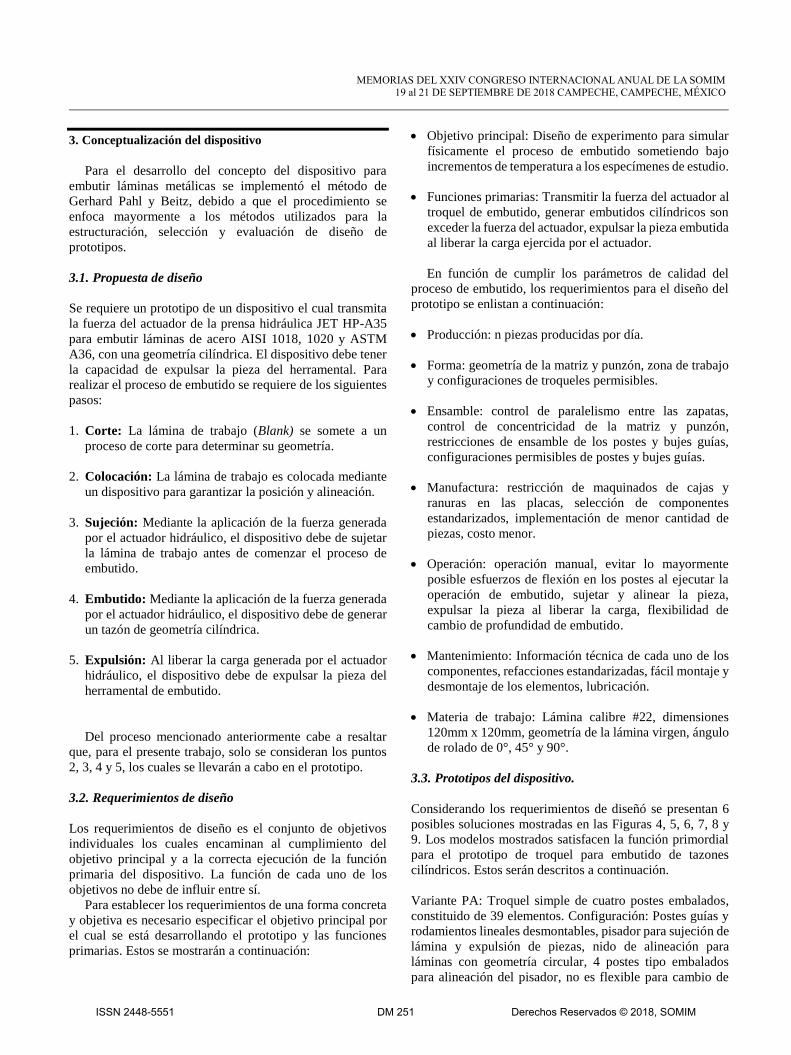
Variante PA: Troquel simple de cuatro postes embalados,
constituido de 39 elementos. Configuración: Postes guías y
rodamientos lineales desmontables, pisador para sujeción de
lámina y expulsión de piezas, nido de alineación para
láminas con geometría circular, 4 postes tipo embalados
para alineación del pisador, no es flexible para cambio de
MEMORIAS DEL XXIV CONGRESO INTERNACIONAL ANUAL DE LA SOMIM
19 al 21 DE SEPTIEMBRE DE 2018 CAMPECHE, CAMPECHE, MÉXICO
ISSN 2448-5551 DM 251 Derechos Reservados © 2018, SOMIM
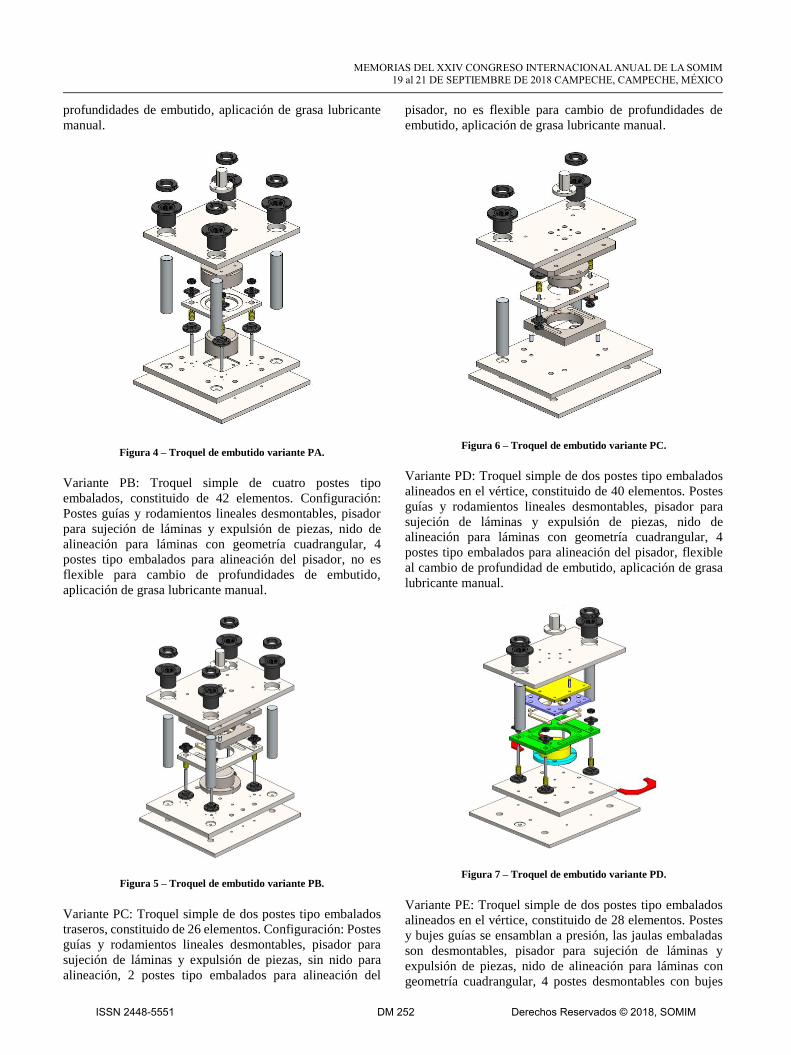
profundidades de embutido, aplicación de grasa lubricante
manual.
Figura 4 – Troquel de embutido variante PA.
Variante PB: Troquel simple de cuatro postes tipo
embalados, constituido de 42 elementos. Configuración:
Postes guías y rodamientos lineales desmontables, pisador
para sujeción de láminas y expulsión de piezas, nido de
alineación para láminas con geometría cuadrangular, 4
postes tipo embalados para alineación del pisador, no es
flexible para cambio de profundidades de embutido,
aplicación de grasa lubricante manual.
Figura 5 – Troquel de embutido variante PB.
Variante PC: Troquel simple de dos postes tipo embalados
traseros, constituido de 26 elementos. Configuración: Postes
guías y rodamientos lineales desmontables, pisador para
sujeción de láminas y expulsión de piezas, sin nido para
alineación, 2 postes tipo embalados para alineación del
pisador, no es flexible para cambio de profundidades de
embutido, aplicación de grasa lubricante manual.
Figura 6 – Troquel de embutido variante PC.
Variante PD: Troquel simple de dos postes tipo embalados
alineados en el vértice, constituido de 40 elementos. Postes
guías y rodamientos lineales desmontables, pisador para
sujeción de láminas y expulsión de piezas, nido de
alineación para láminas con geometría cuadrangular, 4
postes tipo embalados para alineación del pisador, flexible
al cambio de profundidad de embutido, aplicación de grasa
lubricante manual.
Figura 7 – Troquel de embutido variante PD.
Variante PE: Troquel simple de dos postes tipo embalados
alineados en el vértice, constituido de 28 elementos. Postes
y bujes guías se ensamblan a presión, las jaulas embaladas
son desmontables, pisador para sujeción de láminas y
expulsión de piezas, nido de alineación para láminas con
geometría cuadrangular, 4 postes desmontables con bujes
MEMORIAS DEL XXIV CONGRESO INTERNACIONAL ANUAL DE LA SOMIM
19 al 21 DE SEPTIEMBRE DE 2018 CAMPECHE, CAMPECHE, MÉXICO
ISSN 2448-5551 DM 252 Derechos Reservados © 2018, SOMIM
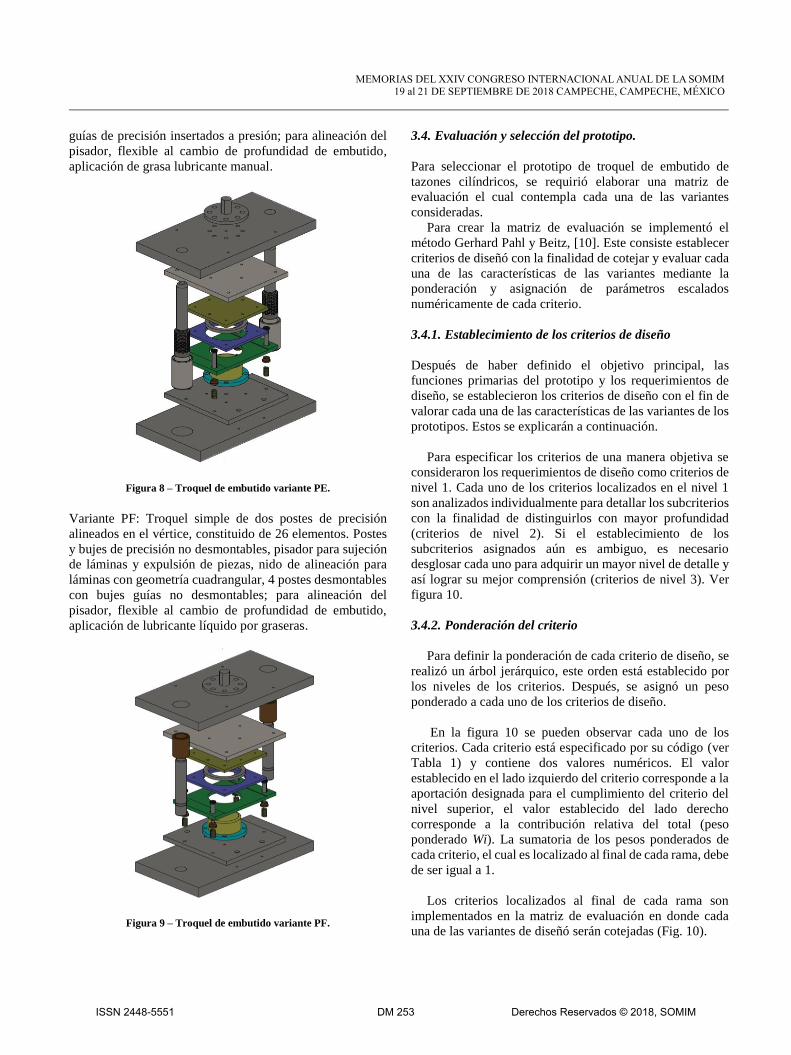
guías de precisión insertados a presión; para alineación del
pisador, flexible al cambio de profundidad de embutido,
aplicación de grasa lubricante manual.
Figura 8 – Troquel de embutido variante PE.
Variante PF: Troquel simple de dos postes de precisión
alineados en el vértice, constituido de 26 elementos. Postes
y bujes de precisión no desmontables, pisador para sujeción
de láminas y expulsión de piezas, nido de alineación para
láminas con geometría cuadrangular, 4 postes desmontables
con bujes guías no desmontables; para alineación del
pisador, flexible al cambio de profundidad de embutido,
aplicación de lubricante líquido por graseras.
Figura 9 – Troquel de embutido variante PF.
3.4. Evaluación y selección del prototipo.
Para seleccionar el prototipo de troquel de embutido de
tazones cilíndricos, se requirió elaborar una matriz de
evaluación el cual contempla cada una de las variantes
consideradas.
Para crear la matriz de evaluación se implementó el
método Gerhard Pahl y Beitz, [10]. Este consiste establecer
criterios de diseñó con la finalidad de cotejar y evaluar cada
una de las características de las variantes mediante la
ponderación y asignación de parámetros escalados
numéricamente de cada criterio.
3.4.1. Establecimiento de los criterios de diseño
Después de haber definido el objetivo principal, las
funciones primarias del prototipo y los requerimientos de
diseño, se establecieron los criterios de diseño con el fin de
valorar cada una de las características de las variantes de los
prototipos. Estos se explicarán a continuación.
Para especificar los criterios de una manera objetiva se
consideraron los requerimientos de diseño como criterios de
nivel 1. Cada uno de los criterios localizados en el nivel 1
son analizados individualmente para detallar los subcriterios
con la finalidad de distinguirlos con mayor profundidad
(criterios de nivel 2). Si el establecimiento de los
subcriterios asignados aún es ambiguo, es necesario
desglosar cada uno para adquirir un mayor nivel de detalle y
así lograr su mejor comprensión (criterios de nivel 3). Ver
figura 10.
3.4.2. Ponderación del criterio
Para definir la ponderación de cada criterio de diseño, se
realizó un árbol jerárquico, este orden está establecido por
los niveles de los criterios. Después, se asignó un peso
ponderado a cada uno de los criterios de diseño.
En la figura 10 se pueden observar cada uno de los
criterios. Cada criterio está especificado por su código (ver
Tabla 1) y contiene dos valores numéricos. El valor
establecido en el lado izquierdo del criterio corresponde a la
aportación designada para el cumplimiento del criterio del
nivel superior, el valor establecido del lado derecho
corresponde a la contribución relativa del total (peso
ponderado Wi). La sumatoria de los pesos ponderados de
cada criterio, el cual es localizado al final de cada rama, debe
de ser igual a 1.
Los criterios localizados al final de cada rama son
implementados en la matriz de evaluación en donde cada
una de las variantes de diseñó serán cotejadas (Fig. 10).
MEMORIAS DEL XXIV CONGRESO INTERNACIONAL ANUAL DE LA SOMIM
19 al 21 DE SEPTIEMBRE DE 2018 CAMPECHE, CAMPECHE, MÉXICO
ISSN 2448-5551 DM 253 Derechos Reservados © 2018, SOMIM
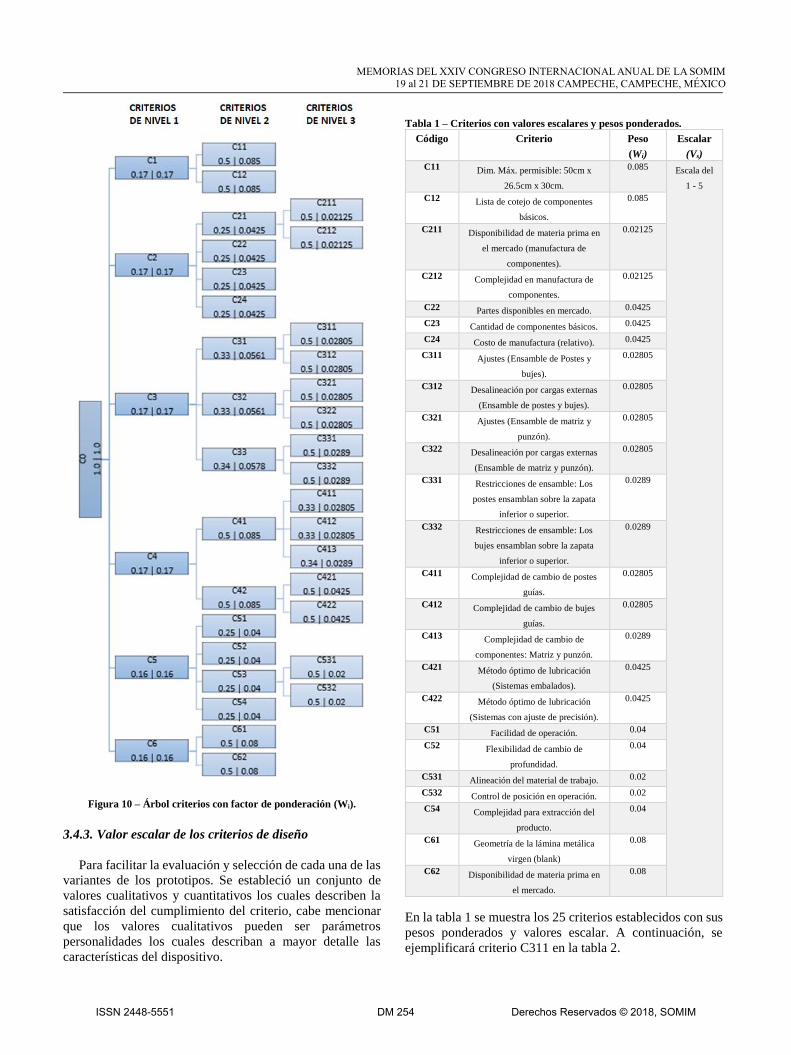
Figura 10 – Árbol criterios con factor de ponderación (Wi).
3.4.3. Valor escalar de los criterios de diseño
Para facilitar la evaluación y selección de cada una de las
variantes de los prototipos. Se estableció un conjunto de
valores cualitativos y cuantitativos los cuales describen la
satisfacción del cumplimiento del criterio, cabe mencionar
que los valores cualitativos pueden ser parámetros
personalidades los cuales describan a mayor detalle las
características del dispositivo.
Tabla 1 – Criterios con valores escalares y pesos ponderados.
Código Criterio Peso
(Wi)
Escalar
(Vs)
C11 Dim. Máx. permisible: 50cm x
26.5cm x 30cm.
0.085 Escala del
1 - 5
C12 Lista de cotejo de componentes
básicos.
0.085
C211 Disponibilidad de materia prima en
el mercado (manufactura de
componentes).
0.02125
C212 Complejidad en manufactura de
componentes.
0.02125
C22 Partes disponibles en mercado. 0.0425
C23 Cantidad de componentes básicos. 0.0425
C24 Costo de manufactura (relativo). 0.0425
C311 Ajustes (Ensamble de Postes y
bujes).
0.02805
C312 Desalineación por cargas externas
(Ensamble de postes y bujes).
0.02805
C321 Ajustes (Ensamble de matriz y
punzón).
0.02805
C322 Desalineación por cargas externas
(Ensamble de matriz y punzón).
0.02805
C331 Restricciones de ensamble: Los
postes ensamblan sobre la zapata
inferior o superior.
0.0289
C332 Restricciones de ensamble: Los
bujes ensamblan sobre la zapata
inferior o superior.
0.0289
C411 Complejidad de cambio de postes
guías.
0.02805
C412 Complejidad de cambio de bujes
guías.
0.02805
C413 Complejidad de cambio de
componentes: Matriz y punzón.
0.0289
C421 Método óptimo de lubricación
(Sistemas embalados).
0.0425
C422 Método óptimo de lubricación
(Sistemas con ajuste de precisión).
0.0425
C51 Facilidad de operación. 0.04
C52 Flexibilidad de cambio de
profundidad.
0.04
C531 Alineación del material de trabajo. 0.02
C532 Control de posición en operación. 0.02
C54 Complejidad para extracción del
producto.
0.04
C61 Geometría de la lámina metálica
virgen (blank)
0.08
C62 Disponibilidad de materia prima en
el mercado.
0.08
En la tabla 1 se muestra los 25 criterios establecidos con sus
pesos ponderados y valores escalar. A continuación, se
ejemplificará criterio C311 en la tabla 2.
MEMORIAS DEL XXIV CONGRESO INTERNACIONAL ANUAL DE LA SOMIM
19 al 21 DE SEPTIEMBRE DE 2018 CAMPECHE, CAMPECHE, MÉXICO
ISSN 2448-5551 DM 254 Derechos Reservados © 2018, SOMIM
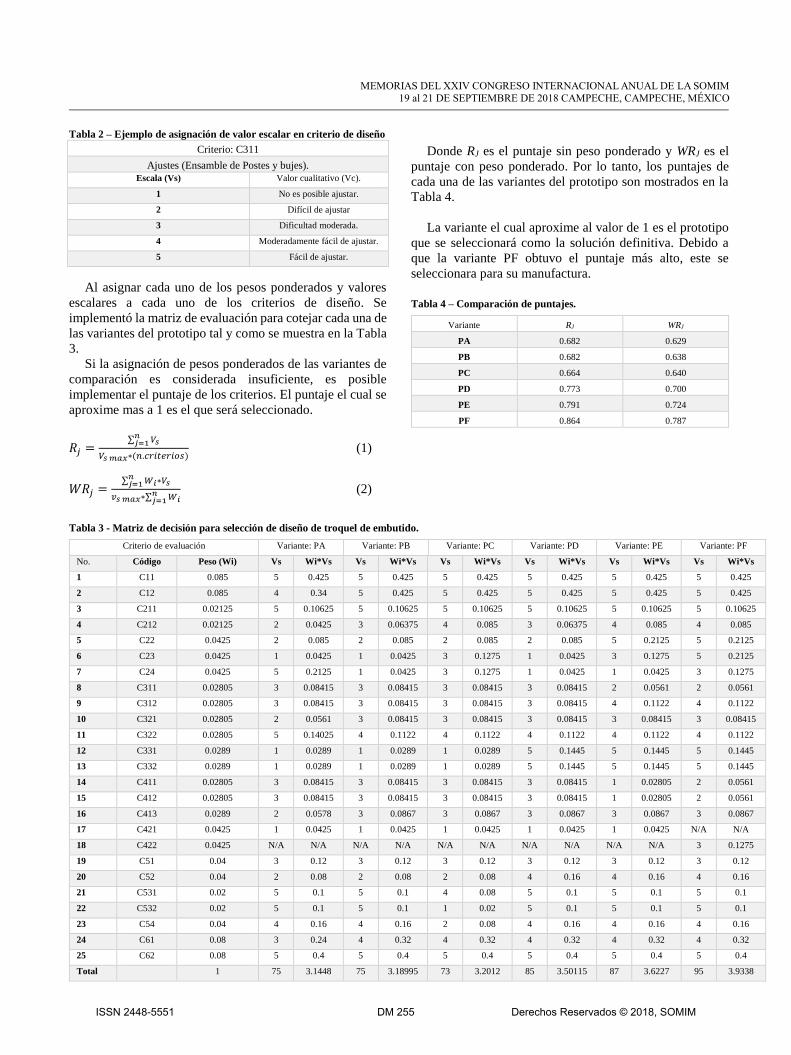
Tabla 2 – Ejemplo de asignación de valor escalar en criterio de diseño
Criterio: C311
Ajustes (Ensamble de Postes y bujes).
Escala (Vs) Valor cualitativo (Vc).
1 No es posible ajustar.
2 Difícil de ajustar
3 Dificultad moderada.
4 Moderadamente fácil de ajustar.
5 Fácil de ajustar.
Al asignar cada uno de los pesos ponderados y valores
escalares a cada uno de los criterios de diseño. Se
implementó la matriz de evaluación para cotejar cada una de
las variantes del prototipo tal y como se muestra en la Tabla
3.
Si la asignación de pesos ponderados de las variantes de
comparación es considerada insuficiente, es posible
implementar el puntaje de los criterios. El puntaje el cual se
aproxime mas a 1 es el que será seleccionado.
𝑅𝑗 =∑ 𝑉𝑠
𝑛𝑗=1
𝑉𝑠 𝑚𝑎𝑥∗(𝑛.𝑐𝑟𝑖𝑡𝑒𝑟𝑖𝑜𝑠) (1)
𝑊𝑅𝑗 =∑ 𝑊𝑖∗𝑉𝑠
𝑛𝑗=1
𝑣𝑠 𝑚𝑎𝑥∗∑ 𝑊𝑖𝑛𝑗=1
(2)
Donde RJ es el puntaje sin peso ponderado y WRJ es el
puntaje con peso ponderado. Por lo tanto, los puntajes de
cada una de las variantes del prototipo son mostrados en la
Tabla 4.
La variante el cual aproxime al valor de 1 es el prototipo
que se seleccionará como la solución definitiva. Debido a
que la variante PF obtuvo el puntaje más alto, este se
seleccionara para su manufactura.
Tabla 4 – Comparación de puntajes.
Variante RJ WRJ
PA 0.682 0.629
PB 0.682 0.638
PC 0.664 0.640
PD 0.773 0.700
PE 0.791 0.724
PF 0.864 0.787
Tabla 3 - Matriz de decisión para selección de diseño de troquel de embutido.
Criterio de evaluación Variante: PA Variante: PB Variante: PC Variante: PD Variante: PE Variante: PF
No. Código Peso (Wi) Vs Wi*Vs Vs Wi*Vs Vs Wi*Vs Vs Wi*Vs Vs Wi*Vs Vs Wi*Vs
1 C11 0.085 5 0.425 5 0.425 5 0.425 5 0.425 5 0.425 5 0.425
2 C12 0.085 4 0.34 5 0.425 5 0.425 5 0.425 5 0.425 5 0.425
3 C211 0.02125 5 0.10625 5 0.10625 5 0.10625 5 0.10625 5 0.10625 5 0.10625
4 C212 0.02125 2 0.0425 3 0.06375 4 0.085 3 0.06375 4 0.085 4 0.085
5 C22 0.0425 2 0.085 2 0.085 2 0.085 2 0.085 5 0.2125 5 0.2125
6 C23 0.0425 1 0.0425 1 0.0425 3 0.1275 1 0.0425 3 0.1275 5 0.2125
7 C24 0.0425 5 0.2125 1 0.0425 3 0.1275 1 0.0425 1 0.0425 3 0.1275
8 C311 0.02805 3 0.08415 3 0.08415 3 0.08415 3 0.08415 2 0.0561 2 0.0561
9 C312 0.02805 3 0.08415 3 0.08415 3 0.08415 3 0.08415 4 0.1122 4 0.1122
10 C321 0.02805 2 0.0561 3 0.08415 3 0.08415 3 0.08415 3 0.08415 3 0.08415
11 C322 0.02805 5 0.14025 4 0.1122 4 0.1122 4 0.1122 4 0.1122 4 0.1122
12 C331 0.0289 1 0.0289 1 0.0289 1 0.0289 5 0.1445 5 0.1445 5 0.1445
13 C332 0.0289 1 0.0289 1 0.0289 1 0.0289 5 0.1445 5 0.1445 5 0.1445
14 C411 0.02805 3 0.08415 3 0.08415 3 0.08415 3 0.08415 1 0.02805 2 0.0561
15 C412 0.02805 3 0.08415 3 0.08415 3 0.08415 3 0.08415 1 0.02805 2 0.0561
16 C413 0.0289 2 0.0578 3 0.0867 3 0.0867 3 0.0867 3 0.0867 3 0.0867
17 C421 0.0425 1 0.0425 1 0.0425 1 0.0425 1 0.0425 1 0.0425 N/A N/A
18 C422 0.0425 N/A N/A N/A N/A N/A N/A N/A N/A N/A N/A 3 0.1275
19 C51 0.04 3 0.12 3 0.12 3 0.12 3 0.12 3 0.12 3 0.12
20 C52 0.04 2 0.08 2 0.08 2 0.08 4 0.16 4 0.16 4 0.16
21 C531 0.02 5 0.1 5 0.1 4 0.08 5 0.1 5 0.1 5 0.1
22 C532 0.02 5 0.1 5 0.1 1 0.02 5 0.1 5 0.1 5 0.1
23 C54 0.04 4 0.16 4 0.16 2 0.08 4 0.16 4 0.16 4 0.16
24 C61 0.08 3 0.24 4 0.32 4 0.32 4 0.32 4 0.32 4 0.32
25 C62 0.08 5 0.4 5 0.4 5 0.4 5 0.4 5 0.4 5 0.4
Total 1 75 3.1448 75 3.18995 73 3.2012 85 3.50115 87 3.6227 95 3.9338
MEMORIAS DEL XXIV CONGRESO INTERNACIONAL ANUAL DE LA SOMIM
19 al 21 DE SEPTIEMBRE DE 2018 CAMPECHE, CAMPECHE, MÉXICO
ISSN 2448-5551 DM 255 Derechos Reservados © 2018, SOMIM

4. Conclusión
Se presentó la metodología propuesta para evaluación del
diseño conceptual y selección de un prototipo para
embutir láminas metálicas, desarrollado a partir un
método genérico presentado por Gerhard Pahl.
El presente trabajo fue desarrollado en las instalaciones
del Instituto Tecnológico de San Luis Potosí, dicho
tecnológico, cuenta con registro (PRODEP) de la línea de
generación y aplicación del conocimiento, Diseño y
manufactura de partes mecánicas SLP- LGAC – 01-17, así
mismo se tiene registro para la LGAC – Diseño y
manufactura de herramentales, por lo tanto desarrollar y
aplicar una metodología que permita evaluar el diseño
conceptual de un prototipo para la selección y posterior
manufactura de la propuesta que satisfaga adecuadamente
los requerimientos de diseño, permitirá sentar las bases
para la estandarización de un proceso comúnmente
desarrollado en el instituto.
Mediante la metodología descrita es posible seleccionar
el prototipo del dispositivo para embutir láminas
metálicas óptimo, que satisfaga los requerimientos de
diseño.
El uso de programas de diseño asistido por computadora
(CAD) en el proceso de diseño, es una herramienta
beneficiosa. Ésta permite a los diseñadores observar
resultados sobre el avance del mismo, facilitando la
realización de cambios y toma de decisiones respecto a las
iteraciones que existen en el proceso de diseño, antes de
enviar a manufacturar cualquier pieza.
En el desarrollo del prototipo, se ha observado que la base
para obtener el diseño final requerido, es necesario
plantear los requerimientos de diseño y las funciones
primordiales adecuadas para aplicar en una forma clara y
precisa los criterios de diseño.
5. Referencias
[1] k. Osakada, «History of plasticity and metal forming analysis,»
Journal of Materials Processing Technology, vol. 210, nº 11, pp.
1436 - 1454, 2010.
[2] Y. Chang, C. Y. Wang, K. M. Zhao, H. Dong y J. W. Yan, «An
introduction tomedium-Mn steel:Metallurgy,mechanical
properties and warm stamping process,» Materials and Design,
vol. 94, pp. 424 - 432, 2016.
[3] H. Hagenah, M. Merklein, M. Lechner, A. Schaub y S. Lutz,
«Determination of the mechanical properties of hot stamped
parts from numerical simulations,» Procedia CIRP, vol. 33, pp.
167 - 172, 2015.
[4] P. Hu, L. Ying y B. He, Hot Stamping Advanced Manufacturing
Technology of Lightweight Car Body, Beijing, China: Springer,
2017.
[5] B. L. Ma, M. Wan, X. J. Li, X. D. Wu y K. S. Diao, «Evaluation
of limit strain and temperature history in hot stamping of
advanced high strength steels (AHSS),» International Journal of
Mechanical Sciences, Vols. %1 de %2128 - 129, pp. 607 - 613,
2017.
[6] P. M. Dixit y U. S. Dixit, Modeling of Metal Forming and
Machining Processes: by Finite Element and Soft Computing
Methods, Springer, 2008.
[7] M. P. Groover, Fundamentos de manufactura moderna, D. F.:
MCGraw-Hill, 2007.
[8] W. D. Callister, Jr., Ciencia e ingeniería de los materiales, Salt
Lake City, Utah : Reverté S. A..
[9] S. Kalpakjian y S. R. Schmid, Manufactura, ingeniería y
tecnología, Prentice Hall, 2008.
[10] G. Pahl y W. Beitz, Engineering Desing: A Systematic
Approach., Springer, 1996.
[11] R. G. Budynas y J. K. Nisbett, Diseño en ingeniería mecánica de
Shigley, México D. F.: McGraw-Hill, 2008.
[12] P. A. Limon Leyva, P. d. J. García Zugasti, A. d. J. Balvantín
García, J. Á. Diosdado De la Peña, E. H. Govea Valladares y P.
A. Pérez Olivas, «Presentado en CONGRESO
INTERNACIONAL ANUAL DE LA SOMIM,» de ''Diseño
conceptual y fabricación de un prototipo de dispositivo para el
engargolado de láminas metálicas'', Cuernavaca, Morelos,
México, 2017.
[13] M. French, Conceptual Design for Engineers, Lodon: Springer-
Verlag Berlin Heidelberg, 1985.
MEMORIAS DEL XXIV CONGRESO INTERNACIONAL ANUAL DE LA SOMIM
19 al 21 DE SEPTIEMBRE DE 2018 CAMPECHE, CAMPECHE, MÉXICO
ISSN 2448-5551 DM 256 Derechos Reservados © 2018, SOMIM