Embed Size (px)
Citation preview
Solid-Liquid SeparationCake Washing & Drying Technologies
9123-115 Monroe RoadCharlotte, NC 28270Tel 704.845.1190Fax 704.845.1902e-mail [email protected] www.bhs-filtration.com
Evaluating thin-cakepressure filtration
using the BHSAutopress technology
By Barry A. Perlmutter, Managing Director
Thin-cake pressure filtration technology offers an alternative to agitated nutsche filters and
centrifuges for solid-liquid separation,cake washing, and drying
© 2002, Putnam Media Inc. Reprinted with permission
www.chemicalprocessing.com
April 2002
Evaluating thin-cake pressure filtrationusing the BHS Autopress technology
Thin-cake pressure filtration technology offers an alternative to agitated nutschefilters and centrifuges for solid-liquid separation, cake washing, and drying.
Solid-liquid separation andcake washing are integralsteps in the production of
bulk or final pharmaceutical prod-ucts. Each step must be optimized,along with the downstream dryer.
Complicating this process is thenumber of competing technologiesand options that can be employedto accomplish these steps. Forexample, most pharmaceuticalprocesses will use either an agitat-ed nutsche filter or a centrifuge forthe separation and washing step.
This article discusses the use ofthe thin-cake Autopress pressurefilter as an alternative to agitatednutsche filters and centrifuges.The results are applicable to spe-cialty chemical and other applica-tions with similar process crystalsand requirements.
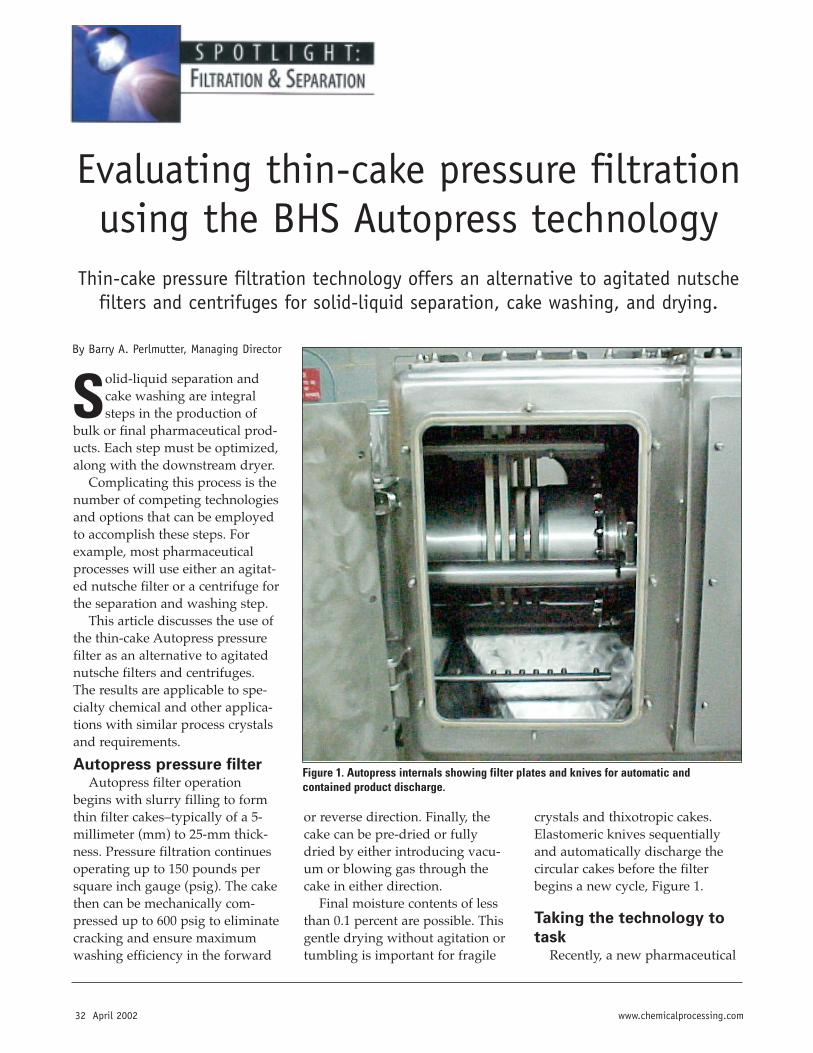
Autopress pressure filterAutopress filter operation
begins with slurry filling to formthin filter cakes–typically of a 5-millimeter (mm) to 25-mm thick-ness. Pressure filtration continuesoperating up to 150 pounds persquare inch gauge (psig). The cakethen can be mechanically com-pressed up to 600 psig to eliminatecracking and ensure maximumwashing efficiency in the forward
or reverse direction. Finally, thecake can be pre-dried or fullydried by either introducing vacu-um or blowing gas through thecake in either direction.
Final moisture contents of lessthan 0.1 percent are possible. Thisgentle drying without agitation ortumbling is important for fragile
crystals and thixotropic cakes.Elastomeric knives sequentiallyand automatically discharge thecircular cakes before the filterbegins a new cycle, Figure 1.
Taking the technology totask
Recently, a new pharmaceutical
Figure 1. Autopress internals showing filter plates and knives for automatic and contained product discharge.
32 April 2002 www.chemicalprocessing.com
By Barry A. Perlmutter, Managing Director

biomass product was being devel-oped at a specialty chemical facili-ty. The process steps includedmixing with methanol, filtrationand washing. The final drynessspecification was less than 20 per-cent before the product was direct-ly discharged into the downstreamdryer.
Initially, the plant engineersexamined nutsche filtration andcentrifugation. The initial testworkon agitated nutsche filters andcentrifuges produced very longcycle times and low washing effi-ciencies. The filtration and wash-ing flux rates were much slowerthan that required to meet thebatch times.
The product crystals are“straight” in shape and, as aresult, tended to pack together,resulting in a low-permeabilitycake. For a nutsche filter to beeffective, cake depth typically isgreater than 150 mm. In this case,the filtration rate was very slow ata depth greater than 25 mm.
In the centrifuge, these needle-like crystals–as a result of the highg-forces–also resulted in pluggedfilter cloth and low permeability
for filtration and washing. Basedon these results, the plant engi-neers decided to investigate a fil-tration technology that wouldallow pressure filtration with acake depth of less than 25 mm.
The Autopress technology con-sists of specially designed verticalcircular filter plates with syntheticor sintered metal filter media. Thefilter plates are sealed to each
other using specially designedU.S. Food and DrugAdministration (FDA)-approvedelastomers to eliminate solid, gasor liquid bypass. The elastomericspacers, unlike nutsche filters orcentrifuges, also ensure absolutereproducible cake thickness.
The filter plates are contained ina pressurized filter housing, wherea gas-inflated membrane seals theannular space between the housingand the filter plates, shown inFigure 2. All operations are con-tained from full vacuum to 150psig. The entire filter housing isenclosed in a pressure-tight outerhousing for complete product con-tainment, Figure 3.
Autopress filter testworkTo evaluate an Autopress filter,
the initial testwork generally isconducted using a pressurizedpocket-leaf filter with 20 squarecentimeters (cm2) of filter area,Figure 4. These tests can be con-ducted either in the customer’s labor in the manufacturer’s laborato-ry. The pocket-leaf filter is used togather the basic filtration, washing
Figure 2. Autopress internals showing filter plates and pressurized filter platehousing.
Figure 3. Autopress for complete product containment.
www.chemicalprocessing.com April 2002 33

and drying data.In the pharmaceutical biomass
application, the product wasmixed with methanol, filtered andwashed. The final dryness had tobe less than 20 percent before theproduct was directly dischargedinto the downstream dryer. Theslurry was prepared with dry prod-uct and mixed with cold methanol(less than 20˚ C) for 30 minutes.Slurry density was 180 grams/liter.The filter media tested–a sintered-metal screen–had a removal ratingof 2 microns (µm) to 5 µm.
Filtration. The first optimizationconcerned the cake depth vs. the fil-tration rate. Filtration was conduct-ed via pressure. A premeasuredamount of slurry was added from
the top, and the unit was pressur-ized. When the filtration began, theamount of filtrate vs. time wasrecorded at constant pressure. Otherparameters that were variedsequentially include cake depth, fil-tration pressure and filter media. Asstated earlier, cake depths can rangebetween 5 mm and 25 mm.
Washing. Displacement washingtests also were performed in thepocket-leaf filter. For accurate test-ing, it was necessary to ensure thecake did not crack before washing.To accomplish this, a pretest wasconducted to determine theamount of filtrate that is displacedbefore nitrogen breakthrough.Once this was determined, thewashing tests began. Filtration
was conducted until the filtratequantity was met. Then, a meas-ured amount of methanol washliquid was added carefully in apredetermined wash ratio so asnot to disturb the cake. Onceagain, pressure and time weremeasured.
Cake pressing. The Autopress fil-ter can perform cake squeezing, aspreviously described. To simulatethe pressing procedure, a “press-ing plug” was used with the pock-et-leaf filter. The pressing plugwas actuated by nitrogen pressureand squeezed the cake onto filtermedia (this can be accomplishedeither before or after washing orbefore drying).
Drying. Product drying in thepocket-leaf filter was tested byblowing ambient-temperature orhot gas through the cake. The pres-sure was kept constant and gasthroughput was measured vs. time.
After a preselected drying time,the cake was removed from thepocket-leaf filter. The cake depthwas determined, and the cake wasweighed and analyzed for mois-ture content. After several itera-tions, the drying times were opti-mized along with gas pressureand flow rate to achieve the better-than-20-percent final solvent con-tent in the cake.
ResultsTable 1 contains the test data andshows the process times, pressuresand results. The pocket tests illus-trate that the Autopress pressurefilter can yield the required prod-uct specifications.
Filtration, washing, pre-dryingand discharge times result in acycle time of 20 minutes. Residualmoisture can be achieved via cakecompression and gas blowing. The
Figure 4. BHS Pocket-Leaf Filter for bench-top testing for filtration, washing anddrying studies.
34 April 2002 www.chemicalprocessing.com

filtrate is visually clear, and prod-uct fine losses are less than 0.1percent. Cake discharge appearseasy without any sticking.
The required batch size is 3.5cubic meters (m3) of cake. The spe-cific capacity from the test resultsshows 70 liters of cake/squaremeter (m2) of filter area. The cycletime scaleup was approximately 11minutes. When filling, dischargeand miscellaneous activities areadded in, the result was a 20-minute cycle time, from Table 1.
The customer requirement wasto complete a reactor batch in sixhours, which leads to a Autopressfilter with 3.0m2 of filter area (70liters [l] of cake/m2 x 3m2 x 3 cyclesper hour [each cycle is 20 minutes]x 6 hours=3,780l or 3.780m3).
Pilot-scale testingBased on the successful pocket-
leaf filter results, the chemicalplant’s process engineers decided
to continue the test program witha pilot-scale Autopress filter unitwith 0.4m2 of filter area. The pilotunit is controlled by a program-mable logic controller (PLC) andfully automated, which allows foractual pilot-scale operation and issimilar to a production-size unit.
Initially, six test cycles wererun. After optimization, 31 cycleswere achieved during the testing.
Pilot-scale resultsFiltration:
• The average filtration ratescompared favorably to thebench-scale test work.
• Feed concentration did notimpact the filtration rates.
• Product fines and losses in thefiltrate were minimal.
Note: The plant determined that amass flow measurement wasimportant to ensure the plates arecompletely full of product foreffective filtration and washing.
Solids behavior. Heavy solidshave a high setting velocity andcan exhibit preferential buildupbetween the plates. The Autopressfilter was designed for special fill-ing techniques to overcome thehigh settling velocity. This is anadvantage the Autopress has overcentrifuges and nutsche filters.
www.chemicalprocessing.com April 2002 35
Autopress Filter Process OperationsThe Autopress process operations begin with filling and filtration.Filling is either via the bottom of the plates or top and bottom forfast setting products. Cake washing then can be in the forward orreverse direction.
Cake pressing can be used to prevent cracks from developing inthe cake. Cake drying is, as cake washing, in the forward or reversedirections and with or without cake squeezing. The cake is dis-charged and then, depending on the product requirements, a CIPoperation can occur or the filling cycle can begin again.
The six process modules can be run as a manual, semi-automat-ic or fully automatic sequence. The PLC provides the choices to theoperator with feedback to the plant’s distributed control system.Figure 5 shows a typical P & ID for an Autopress installation.
Figure 5. Typical P & ID for an Autopress Installation.
Table 1
Laboratory Data and ScaleupSuspension: Biomass ProductWashing liquid: Cold Methanol (less than 20˚C)Requirements: 1.Complete batch is to be processed in six (6) hours
2.Residual methanol to be less than 20 percent3.Product fines in filtrate should be “no detectable losses”
VentScraperKnives
Vacuum
Housing
RamforSqueezing
MembranePressureGas
Nitrogen
Wash
Slurry
Filtrateor
Nitrogen
Nitrogen Wash Drain Cake Discharge
Washing:• For maximum washing efficien-
cy, the plates must be full.• Cake compression is important
to eliminate cracks that canform in the cake.
• The ability to compress orsqueeze the cake at differenttimes in the process sequence,as well as at different squeezingpressures, is an importantprocess benefit.
• Two displacement-washingsteps were incorporated intothe process with squeezingbetween the steps; forward andreverse washing wereemployed.
• Cake analyses showed lowand/or nondetectable impuri-ties after the two washes.
• The washing pressure washigher than the filtration andfeeding pressures. Theseprocess capabilities can beincorporated into the PLC pro-gram for automatic operation.
Drying:• Drying and final moisture lev-
els were impacted by nitrogenflow rate, which was varied
between 5 standard cubic feetper minute (scfm) and 20 scfm.
• Nitrogen gas temperature,which was varied betweenambient and 60˚C, had littleimpact on the final moisture.
• Nitrogen blowing time had themost impact and was variedbetween 5 min. and 40 min.
• Gas pressure was held con-stant–generally below 30 psig.This was important for the frag-ile crystals.
• Channeling through the cakecould occur, but cake pressingeliminated this. This would bean advantage over nutschefilters.Figure 6. BHS PLC Control System.
36 April 2002 www.chemicalprocessing.com
Figure 7. BHS Process Piping, Valves, and Instrumentation Skid to complete theAutopress Installation.
Discharge:• Material discharged easily by
gravity and with the scraperknives.
• Product heel was minimal, andin some cases was eliminated.
ConclusionSide-by-side tests were conduct-
ed with an agitated nutsche filter,centrifuge and the Autopresspressure filter. Based on the labora-tory and pilot-plant tests, theAutopress pressure filter was thetechnology selected for the newprocess. The plant installed a totalof two Autopress filters for the bulkintermediate and the final product.
All products wetted parts werepolished stainless steel withrounded corners to eliminateproduct holdup. The seals consist-ed of all FDA-approved materials.The filter media selected was a 2-µm sintered stainless steel that iswelded to the filter plates. Allprocess and mechanical operationswere either pneumatic or electric,allowing a clean installation.
BHS provided the total processsolution including a PLC system,according to GAMP guidelines,shown in Figure 6. The processpiping, valves, and instrumenta-tion skid, in Figure 7, completedthe installation.
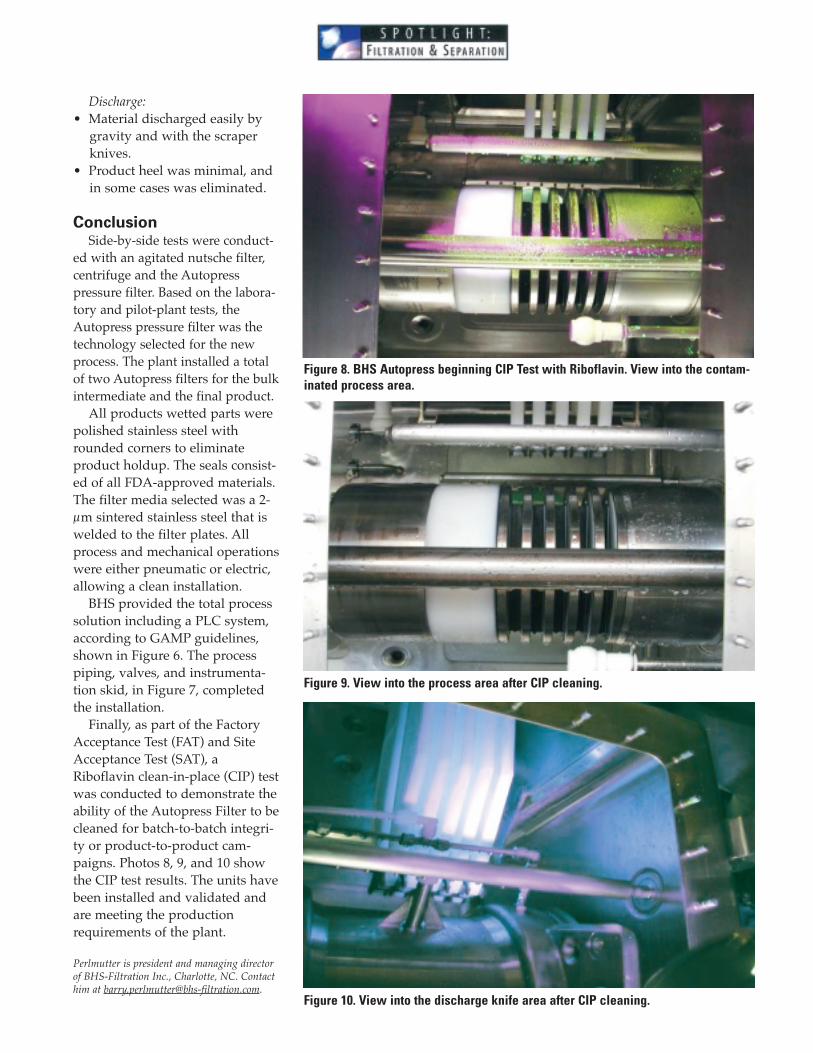
Finally, as part of the FactoryAcceptance Test (FAT) and SiteAcceptance Test (SAT), aRiboflavin clean-in-place (CIP) testwas conducted to demonstrate theability of the Autopress Filter to becleaned for batch-to-batch integri-ty or product-to-product cam-paigns. Photos 8, 9, and 10 showthe CIP test results. The units havebeen installed and validated andare meeting the productionrequirements of the plant.
Perlmutter is president and managing directorof BHS-Filtration Inc., Charlotte, NC. Contacthim at [email protected].
Figure 8. BHS Autopress beginning CIP Test with Riboflavin. View into the contam-inated process area.
Figure 9. View into the process area after CIP cleaning.
Figure 10. View into the discharge knife area after CIP cleaning.
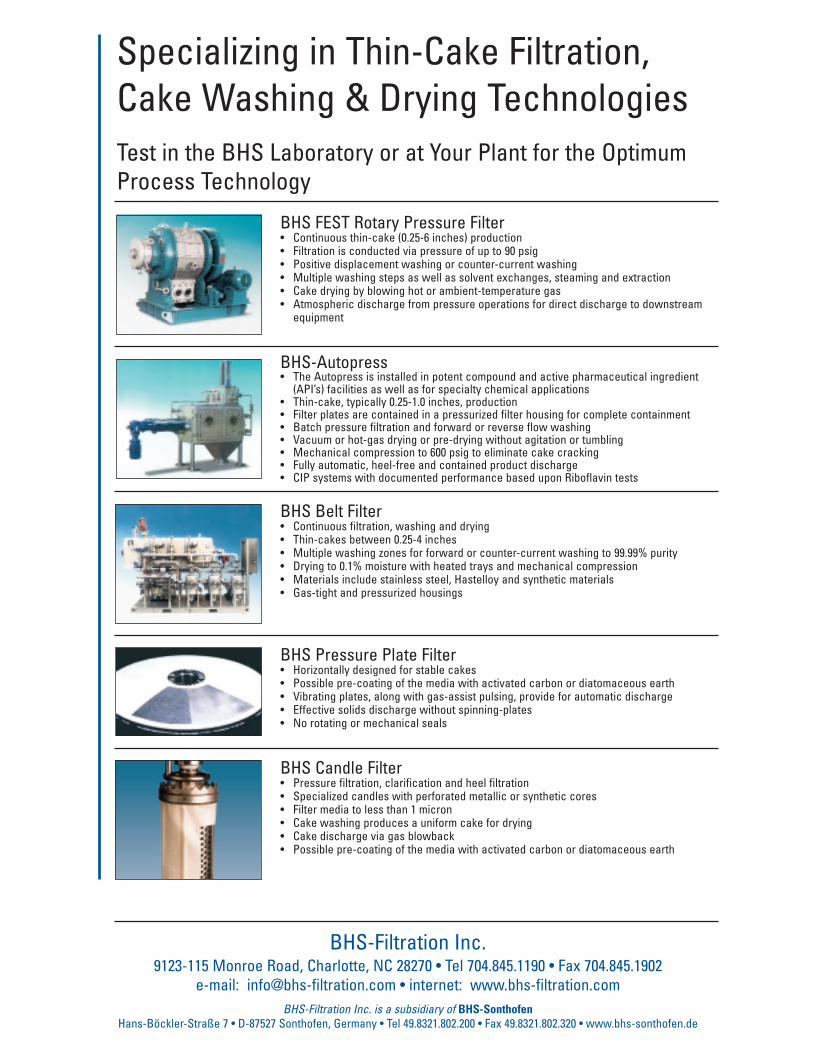
Specializing in Thin-Cake Filtration,Cake Washing & Drying TechnologiesTest in the BHS Laboratory or at Your Plant for the OptimumProcess Technology
BHS Candle Filter• Pressure filtration, clarification and heel filtration• Specialized candles with perforated metallic or synthetic cores• Filter media to less than 1 micron• Cake washing produces a uniform cake for drying• Cake discharge via gas blowback• Possible pre-coating of the media with activated carbon or diatomaceous earth
BHS Pressure Plate Filter• Horizontally designed for stable cakes• Possible pre-coating of the media with activated carbon or diatomaceous earth• Vibrating plates, along with gas-assist pulsing, provide for automatic discharge• Effective solids discharge without spinning-plates• No rotating or mechanical seals
BHS Belt Filter• Continuous filtration, washing and drying• Thin-cakes between 0.25-4 inches• Multiple washing zones for forward or counter-current washing to 99.99% purity• Drying to 0.1% moisture with heated trays and mechanical compression• Materials include stainless steel, Hastelloy and synthetic materials• Gas-tight and pressurized housings
BHS-Autopress• The Autopress is installed in potent compound and active pharmaceutical ingredient
(API’s) facilities as well as for specialty chemical applications• Thin-cake, typically 0.25-1.0 inches, production• Filter plates are contained in a pressurized filter housing for complete containment• Batch pressure filtration and forward or reverse flow washing• Vacuum or hot-gas drying or pre-drying without agitation or tumbling• Mechanical compression to 600 psig to eliminate cake cracking• Fully automatic, heel-free and contained product discharge• CIP systems with documented performance based upon Riboflavin tests
BHS FEST Rotary Pressure Filter• Continuous thin-cake (0.25-6 inches) production• Filtration is conducted via pressure of up to 90 psig• Positive displacement washing or counter-current washing• Multiple washing steps as well as solvent exchanges, steaming and extraction• Cake drying by blowing hot or ambient-temperature gas• Atmospheric discharge from pressure operations for direct discharge to downstream
equipment
BHS-Filtration Inc.9123-115 Monroe Road, Charlotte, NC 28270 • Tel 704.845.1190 • Fax 704.845.1902
e-mail: [email protected] • internet: www.bhs-filtration.comBHS-Filtration Inc. is a subsidiary of BHS-Sonthofen
Hans-Böckler-Straße 7 • D-87527 Sonthofen, Germany • Tel 49.8321.802.200 • Fax 49.8321.802.320 • www.bhs-sonthofen.de