Embed Size (px)
Citation preview

Evaluating Hydrostatic Test Corrosion Inhibitors and Hydrostatic Test Conditions
John Wulterkens Cortec Corporation
4119 White Bear Parkway St. Paul, MN 55110
USA
Casey Heurung Cortec Corporation
4119 White Bear Parkway St. Paul, MN 55110
USA
ABSTRACT
Systems such as pipes, heat exchangers, and storage tanks are often subject to hydrostatic testing after fabrication. Corrosion inhibitors may be added to the hydrostatic test solution to provide corrosion protection prior to the installation and use of these systems. Effectiveness of these corrosion inhibitors has been well documented and proven, however the parameters of the hydrostatic test and the effect of those parameters on the performance of the corrosion inhibitor performance are not well studied. This paper will assess a unique test method to simulate hydrostatic testing and the corrosion protection offered by a corrosion inhibitor. The effects of various hydrostatic test parameters on the performance of the corrosion inhibitor will also be studied.
Key words: Corrosion Inhibitor, Volatile Corrosion Inhibitor, VCI, Hydrostatic Test, Hydrotest,
INTRODUCTION
Hydrostatic testing is a universally accepted process in which systems such as pipes, heat exchanges, storage tanks, and other vessels are filled with water and pressurized to test the system for strength and leaks. This process is vital for quality control during product and use of these different systems.1
The use of water in hydrostatic testing is economical and efficient, however because most of these systems are manufacturing using carbon steel the introduction of water into these systems can cause corrosion on the metals’ surface. The electrochemical corrosion reaction occurs in three stages at the
1
Paper No.C2020-14849
©2020 by NACE International.Requests for permission to publish this manuscript in any form, in part or in whole, must be in writing toNACE International, Publications Division, 15835 Park Ten Place, Houston, Texas 77084.The material presented and the views expressed in this paper are solely those of the author(s) and are not necessarily endorsed by the Association.

metal surface, forming iron (II) hydroxide (Reaction 1), iron (III) hydroxide (Reaction 2), and eventually various iron oxides, or rust (Reaction 3).2 2Fe + 2H2O + O2 → 2Fe(OH)2 (1) 4Fe(OH)2 + O2 + 2H2O → 4Fe(OH)3 (2) 2Fe(OH)3 → Fe2O3 · nH2O + (3-n)H2O (3) It is known that temperature, pH, oxygen concentration, dissolved salts, and acids can affect the rate, and possibly the mechanism, of this reaction.2,3 Corrosion inhibitors have been used for decades to prevent corrosion in these systems, especially in the oil and gas industry.4 These corrosion inhibitors may be classified as inorganic or organic corrosion inhibitors, and more specifically as inorganic – anodic, inorganic – cathodic, inorganic – mixed, and organic – adsorption. These organic corrosion inhibitors which protect against corrosion by adsorbing on to the metal surface, forming a hydrophobic layer that effectively inhibitors or stops Reaction 1. The efficacy of these inhibitors depends on factors like the chemical structure, concentration in the surrounding media, affinity for the metal surface, and so on. The concentration of corrosion inhibitor in the media is critical to its ability to protect a metal surface.5 As organic corrosion inhibitors, specifically volatile organic corrosion inhibitors (VCIs) have shown to be useful in hydrostatic testing applications,6 work has not been done to study the effects of different hydrostatic testing parameters on corrosion inhibitor function. Parameters like conditioning time (length of time of the hydrostatic test), temperature of the test fluid/water, test pressure, and water quality are considered important variables to control in a hydrostatic test, but the effect of these parameters on corrosion inhibitor efficiency has not been studied. While corrosion inhibitors or VCIs will provide varying levels of protection based on concentration and formulation, this study will focus specifically on the effect of water quality and corrosion inhibitor concentration on a specific VCI hydrostatic test additive (henceforth referred to as “VCI” or “VCI Product”). Chlorides are a common corrosive contaminate in hydrostatic test water, as brackish or sea water is often used for hydrostatic testing in areas where fresh water is sufficient quantities is unavailable or too expensive. It has been shown that a likely mechanism for chloride catalysis of corrosion reactions is through adsorption onto the metals surface.3 Because organic VCIs, and the VCI Product used in this experiment, operate by adsorption, it could be expected that these mechanisms for catalysis and corrosion protection compete in solution. A better understanding of this reaction and relationship between the competing adsorption of chlorides and the corrosion protection offered by VCIs can provide valuable insight into the optimization of VCI dosage and better understanding of corrosion inhibitor needs with different levels of water quality. The best corrosion protection should be visualized at lowest chloride and higher VCI concentrations and the worst corrosion protection should be visualized at the highest chloride and lowest VCI concentrations. This paper will use standard test procedures, including immersion testing based on ASTM(1) G317 and electrochemical Tafel polarization testing, as well as a novel test procedure which is used to better simulate the conditions after a hydrostatic test in order to better evaluate the corrosion protection provided by the VCI Product. The testing conducted will assess the corrosion protection provided by VCI used at a variety of concentrations and at a variety of chloride levels.
EXPERIMENTAL PROCEDURE To evaluate the relationship between chloride concentration and corrosion inhibitor concentration, several solutions of varying chloride and corrosion inhibitor concentration are required. Solutions were
(1) ASTM International, 100 Barr Harbor Dr., West Conshohocken, PA 19428-2959.
2
©2020 by NACE International.Requests for permission to publish this manuscript in any form, in part or in whole, must be in writing toNACE International, Publications Division, 15835 Park Ten Place, Houston, Texas 77084.The material presented and the views expressed in this paper are solely those of the author(s) and are not necessarily endorsed by the Association.

made using deionized water with varying levels of chloride content and corrosion inhibitor content. Sodium chloride was selected as the chloride source as it is the most common source of chlorides in natural water systems.
Table 1 Sodium Chloride Used for Solution Preparation
Chloride Concentration
[ppm]
Sodium Chloride Used per 1000 grams of solution
[grams]
0 0
100 0.165
300 0.495
500 0.824
1000 1.65
5000 8.24
Table 2 VCI Product Used for Solution Preparation
VCI Product Concentration
VCI Product Used per 1000 grams of solution
[grams]
0.0% 0
0.3% 3.0
0.5% 5.0
0.75% 7.5
1.0% 10.0
The following solutions were made for evaluation in Immersion Testing, Electrochemical Corrosion Testing, and Simulation of Hydrostatic Testing. The following solutions were prepared and are referred to in the form of ([Salt Concentration], [VCI Concentration]). The following solutions were created:
Figure 1 Salt/Corrosion Inhibitor Solutions Used
• (0, 0.3)
• (100, 0.3)
• (300, 0.3)
• (500, 0.3)
• (1000, 0.3)
• (5000, 0.3)
• (0, 0.5)
• (100, 0.5)
• (300, 0.5)
• (500, 0.5)
• (1000, 0.5)
• (5000, 0.5)
• (0, 0.75)
• (100, 0.75)
• (300, 0.75)
• (500, 0.75)
• (1000, 0.75)
• (5000, 0.75)
• (0,1.0)
• (100, 1.0)
• (300, 1.0)
• (500, 1.0)
• (1000, 1.0)
• (5000, 1.0) Simulation of Hydrostatic Testing A novel method of testing was used to evaluate the effectiveness of the solutions as an additive to hydrostatic testing. Test panels (0.63” x 1” x 3” SAE(2) 1008/1010 cold rolled steel) were prepared by hand polishing both faces to a consistent finish with 240 grit aluminum oxide abrasive paper. Panels were cleaned with methanol, and three prepared panels were placed into each test solution in Figure 1 and allowed to condition. Three panels were tested in each test solution. After the conditioning time, panels were removed from the solution and immediately placed into a cylindrical glass cell, with a 5” height and 2” diameter, while still wet. At this point, 2.0 g ± 0.2 g of the test solution were placed into the test cell to maintain wet and humid conditions and simulate residual hydrostatic test water left in a system after the hydrostatic test. Glass test cells were sealed with a lid and Teflon tape, then placed in an oven to accelerate corrosion. The following parameters were kept constant throughout the testing, in order to isolate the interaction between product concentration and chloride concentration: Conditioning Time: 1 hour Solution Temperature: 21 °C ± 2 °C Pressure: Ambient Oven Temperature: 40 °C ± 2 °C
(2) SAE International (SAE), 400 Commonwealth Dr., Warrendale, PA 15096
3
©2020 by NACE International.Requests for permission to publish this manuscript in any form, in part or in whole, must be in writing toNACE International, Publications Division, 15835 Park Ten Place, Houston, Texas 77084.The material presented and the views expressed in this paper are solely those of the author(s) and are not necessarily endorsed by the Association.

Test cells were inspected daily for signs of corrosion appearing on panels. After the first 24 hours panels were inspected and corrosion was graded according to ASTM D6108. The time to the appearance of visual corrosion was noted. After six weeks of time in the 40 °C oven panels were removed, and a final inspection and grading was performed according to ASTM D610. Immersion Corrosion Testing Test was performed with combination of chloride concentration and inhibitor concentrations in Figure 1, including a control solution with no inhibitor and no chlorides. Each solution used in immersion test was used after the Hydrostatic Testing, detailed above. As such, some solutions used for immersion testing (particularly at chloride concentrations of 1000 ppm and 5000 ppm) contained some unmeasured level of iron oxide. The solutions were held in a cylindrical glass cell with a 5” height and 2” diameter. Approximately 200 g of each solution (enough to fully immerse the test panel) was used in each test cell to ensure full immersion of the tested panels (0.63” x 1” x 3” SAE 1008/1010 cold rolled steel). Panels were prepared by hand polishing both faces to a consistent finish with 240 grit aluminum oxide abrasive paper. Panels were cleaned with methanol, weighed to the nearest 0.1 mg, and placed into the respective solutions. Test cells were placed into a 40 ± 2 °C oven for approximately one week. At this time, panels were removed, rinsed with methanol, and oxides were removed from the surface with a cleaning solution detailed in ASTM G19, Section A1 C.3.5. Panels were immersed for 5 minutes to remove oxides then neutralized using an alkaline cleaner and cleaned with methanol. The panels were examined for mass loss and the rate of corrosion was calculated using the following formula from ASTM G31 (equation 2, Section 12.4):
(1)
‘W’ represents the mass loss in grams, ‘A’ is the panel surface area in cm2, ‘T’ is the duration of the test in hours, and ‘D’ is the metal density in grams per cubic centimeter (7.87 g/cm3 for SAE 1008/1010 steel). The corrosion rate reduction was also calculated by comparing the control sample to the test samples with the following formula:
(2)
Where ‘C’ represents the corrosion rate of the control sample and ‘R’ is the corrosion rate of the test sample. A single panel was prepared for each tested solution, along with a single panel to be tested in deionized water as a control. A single prepared, but untested, steel panel was prepared and subjected to the cleaning procedure as above. The mass loss of the cleaning procedure was determined, and this mass loss was subtracted from the mass loss measured in each tested panel, in order to determine the true mass loss from the immersion corrosion testing. Because testing was performed in “rounds”, a different control panel (with no chlorides or corrosion inhibitor) was tested with each set of testing. The average corrosion rate for each control was used for calculations of the corrosion rate reduction. Electrochemical Corrosion Testing Testing was performed on samples with a combination of chloride concentrations and inhibitor concentrations as defined in Table 1 and Table 2, including control solutions with no inhibitor. One liter of these solutions was placed in a glass electrochemical cell as described in ASTM G510 and stirred at
4
©2020 by NACE International.Requests for permission to publish this manuscript in any form, in part or in whole, must be in writing toNACE International, Publications Division, 15835 Park Ten Place, Houston, Texas 77084.The material presented and the views expressed in this paper are solely those of the author(s) and are not necessarily endorsed by the Association.

300 rpm with a triangular stir bar throughout the experiment. SAE 1018 carbon steel plugs were prepared by ultrasonic cleaning in hexanes for three minutes prior to being wiped dry with lint-free laboratory tissues and placed in the electrochemical cell with the test solution. Tafel polarization curves were taken utilizing a freshly prepared steel plug for each measurement. The plugs were polarized with a Gamry Interface 1000E potentiostat across a potential range of ± 250 mV from the Open Circuit Potential (OCP). Polarization began after a three minute equilibration time once the variation in OCP settled to ±0.5 mV over 5-10 seconds. Tafel polarization proceeded at a rate of 1 mV/s with one measurement every two seconds. At each measured voltage, the corresponding current was recorded and plotted. Once the polarization measurement was complete, curve fitting was used to determine the anodic and cathodic Tafel slopes as well as the corrosion current density and corresponding corrosion rate.
RESULTS
Simulation of Hydrostatic Testing
For the hydrostatic testing simulation, panels were assessed by their time to failure (i.e. first visible signs of corrosion in the test cell), their corrosion rating (according to ASTM D610) after 24 hours, and a final evaluation of their corrosion rating (according to ASTM D610) after six weeks. The scale according to ASTM D610 starts at “10” indicating no corrosion going down to “0”, showing the most severe corrosion. Additional indications of “P”, “G”, and “S” indicate the type of corrosion as “pinpoint”, “general”, and “spot” corrosion, respectively. Table 3 below indicates the definition of corrosion grades according to ASTM D610. Table 4, summarizes data collected from this testing, providing the average time to corrosion and average corrosion rating after 24 hours and after six weeks; complete data can be found in Appendix, Tables A1-A4. Panels were inspected visually with the help of visual aids in the ASTM D610 standard to match the appearance of the corrosion.
Table 3 ASTM D610 Corrosion Grades
Rust Grade Percent of Surface
Rusted
10 <0.01%
9 0.01% - 0.03%
8 0.03% - 0.1%
7 0.1% - 0.3%
6 0.3% - 1.0%
5 1.0% - 3.0%
4 3.0% - 10.0%
3 10.0% - 16.0%
2 16.0% - 33.0%
1 33.0% - 50.0%
0 >50.0%
The first inspection after testing was made at varying times after the test procedure was carried out, typically within 24 hours. At the time of the first inspection (as shown below in Tables A1-A4), several different test cells showed corrosion. For this reason, if a test cell failed between the time of the test procedure and first inspection, the failure was listed as “less than 24 hours”. For testing carried out at 0.3% VCI concentration, the first inspection was not performed until 66 hours later (the test was set up at the end of day prior to a weekend); based on the trends found at other VCI concentrations, the time to failure was still listed as less than 24 hours for these tests.
5
©2020 by NACE International.Requests for permission to publish this manuscript in any form, in part or in whole, must be in writing toNACE International, Publications Division, 15835 Park Ten Place, Houston, Texas 77084.The material presented and the views expressed in this paper are solely those of the author(s) and are not necessarily endorsed by the Association.

Table 4
Hydrostatic Test Data Summary
Cl- Concentration [ppm]
VCI Concentration
Average Time to Corrosion
[hours]
Average Corrosion Rating
[24 hour]
Average Corrosion Rating
[6 weeks]
0
0.3%
573.7 10.0 9.0
100 46** 9.7 9.0
300 <24 7.0 6.3
500 <24 7.0 6.3
1000 0 4.3 3.7
5000 0 3.0 2.0
0
0.5%
>1000* 10.0 9.7
100 544 10.0 7.3
300 <24 6.7 7.0
500 <24 6.3 5.7
1000 <24 5.0 4.3
5000 0 2.3 1.0
0
0.75%
>1000* 10.0 9.3
100 262 10.0 8.7
300 38.7** 9.3 7.7
500 <24 7.3 6.0
1000 <24 6.0 5.0
5000 0 2.0 2.0
0
1.0%
>1000* 10.0 10.0
100 894.7 10.0 9.0
300 293.3 9.0 8.0
500 <24 8.7 6.0
1000 <24 6.7 5.7
5000 0 3.0 2.3 *Some or all of the tested panels did not show failure over the 6-week test period. **Two of three panels showed failure in less than 24 hours. The average time was calculated based on a “Time to Corrosion” of 24 hours.
6
©2020 by NACE International.Requests for permission to publish this manuscript in any form, in part or in whole, must be in writing toNACE International, Publications Division, 15835 Park Ten Place, Houston, Texas 77084.The material presented and the views expressed in this paper are solely those of the author(s) and are not necessarily endorsed by the Association.

Immersion Corrosion Testing Immersion corrosion testing panels were compared to a control panel with no chlorides and no VCI content, in order to obtain corrosion rate reduction measurements. Three separate control panels were tested throughout the testing and the corrosion rate was averaged between the three control test panels. Because severe corrosion was observed during the hydrostatic testing for 0.3% VCI, 5000 ppm Cl-, this immersion test was not performed.
Table 5
Corrosion Rate Data from Immersion Testing
Cl- Concentration [ppm]
VCI Concentration
Corrosion Rate [mpy]
Corrosion Rate Reduction [%]
0 0 % 1.89* --
0
0.3 %
0 100.0
100 0 100.0
300 0.38 79.8
500 0.20 89.4
1000 0.48 74.5
5000 -- --
0
0.5 %
0.03 98.4
100 0.04 97.9
300 0.03 98.4
500 0.06 96.8
1000 0.1 92.5
5000 1.1 41.5
0
0.75 %
0.04 97.9
100 0.05 97.2
300 0.03 98.6
500 0.04 98.1
1000 0.13 93.0
5000 1.10 41.6
0
1.0 %
0.03 98.6
100 0.13 93.0
300 0.09 95.0
500 0.04 98.1
1000 0.06 96.6
5000 1.09 42.2
*Corrosion rate averaged between three separately tested control panels.
7
©2020 by NACE International.Requests for permission to publish this manuscript in any form, in part or in whole, must be in writing toNACE International, Publications Division, 15835 Park Ten Place, Houston, Texas 77084.The material presented and the views expressed in this paper are solely those of the author(s) and are not necessarily endorsed by the Association.

Electrochemical Corrosion Testing The calculated corrosion rates of test samples were compared to control samples of the same chloride concentration which did not receive VCI inhibitor to obtain corrosion rate reduction measurements. The overlaid Tafel polarization curves from this testing are available in Appendix, Tables A1-A5.
Table 6 Data from Tafel Polarization Testing
Cl- Concentration
[ppm]
VCI Concentration
[%]
Corrosion Rate
[mpy]
Corrosion Rate
Reduction [%]
5000
0 12.77 0.00
0.3 0.645 94.95
0.5 0.349 97.27
0.75 0.294 97.70
1.00 0.293 97.71
1000
0 7.357 0.00
0.3 0.074 98.99
0.5 0.191 97.40
0.75 0.108 98.53
1.00 0.089 98.79
500
0 3.700 0.00
0.3 0.044 98.81
0.5 0.057 98.46
0.75 0.063 98.30
1.00 0.035 99.05
300
0 1.358 0.00
0.3 0.117 91.38
0.5 0.046 96.61
0.75 0.044 96.76
1.00 0.040 97.05
100
0 2.357 0.00
0.3 0.035 98.52
0.5 0.025 98.94
0.75 0.047 98.01
1.00 0.039 98.35
8
©2020 by NACE International.Requests for permission to publish this manuscript in any form, in part or in whole, must be in writing toNACE International, Publications Division, 15835 Park Ten Place, Houston, Texas 77084.The material presented and the views expressed in this paper are solely those of the author(s) and are not necessarily endorsed by the Association.

DISCUSSION
Simulation of Hydrostatic Testing
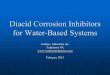
In Figure2, below, a time-to-failure of “less than 24 hours”, is graphed as 24 hours. To better visualize the wide range of test times, the time to corrosion is graphed on a logarithmic scale. The time to corrosion shows the general trend expected from the testing, where higher product concentration provides longer protection and higher chloride concentration decreases the amount of protection provided in the test. All samples tested at 5000 ppm chlorides showed corrosion in the test solution. Time-to-corrosion analysis is limited by the inspection frequency and the visual inspection capabilities of the test cell. When being removed from the oven for inspection, often times test cells would condense water inside the jar, limiting the view of the metal panel. Inspection frequency was typically done daily, however many test panels showed corrosion between the test preparation and the first inspection at 24 hours. More frequent inspection, especially during this first 24-hour period could improve the resolution and usefulness of this data.
Figure 2: Time-to-Failure Analysis
Figure 3 and Figure 4, below show the corrosion rating of tested panels after the first 24 hours of testing and after the full six week testing period, respectively. At both times of analysis, increasing product concentration shows a better corrosion rating and increasing chloride concentration shows a poorer corrosion rating. These trends agree with the time-to-corrosion analysis shown above. Between the 24 hour and six week analysis, the rust grade of the panels dropped by an average of nearly 1 full grade (0.93 grades). While the corrosion rating grading is aided by the visual aids in ASTM D610, this evaluation is still subject to error. All but a few panels were assessed to have a decreasing corrosion grade over the course of the testing. Figure 3 and Figure 4 provide a 3D visualization of the performance as dependent on the chloride concentration and corrosion inhibitor concentration.
9
©2020 by NACE International.Requests for permission to publish this manuscript in any form, in part or in whole, must be in writing toNACE International, Publications Division, 15835 Park Ten Place, Houston, Texas 77084.The material presented and the views expressed in this paper are solely those of the author(s) and are not necessarily endorsed by the Association.

Figure 3: 24-hour Corrosion Rating Analysis (3D)
Figure 4: Six Week Corrosion Rating Analysis (3D)
Figures 5 and 6 chart the drop in corrosion rating against chloride concentration. This two dimensional analysis allows better comparison to attempt to visualize how different concentrations of VCI could provide equivalent protection at different chloride concentrations. For example, in Figure 5, 0.5% VCI at 1000 ppm chlorides shows a corrosion rating of “5” according to ASTM D610. Trends indicate that this same corrosion rating would be seen at chloride concentrations of approxmately 600-700 ppm chlorides at 0.3% VCI, approximately 2000 ppm chlorides at 0.75% VCI, and approximately 2600-2700 ppm at 1.0% VCI concentration. The use of Figures 5 and 6 for this type of analysis is limited, however, due to the challenges in assessing the corrosion rating of panels at corrosion grades “6” and above. This can be seen in these figures where, even through six weeks of accelerated testing, the corrosion rating of most panels is above “6”, or stated otherwise, the corroded surface of the panel is <1.0%. Because the grading according to ASTM D610 works on a non-linear scale, visual evaluations can be difficult. In this regard, the use of software could be of great benefit to photograph and analyze the surface of the metal panel based on differences in color. So, for testing of chloride concentrations less than 500 ppm, a more strict
10
©2020 by NACE International.Requests for permission to publish this manuscript in any form, in part or in whole, must be in writing toNACE International, Publications Division, 15835 Park Ten Place, Houston, Texas 77084.The material presented and the views expressed in this paper are solely those of the author(s) and are not necessarily endorsed by the Association.

and accurate analysis would be recommended. This type of analysis may provide other limitations but this analysis would help remove the variations in grading. At a corrosion rating lower than “6” inspection becomes easier, as demonstrated by a more clear hierarchy of performance at chloride concentrations of 1000 ppm and 5000 ppm.
Figure 5, 6: Left: 24-hour Corrosion Rating Analysis (2D)
Right: Six Week Corrosion Rating Analysis (2D) Immersion Corrosion Testing Results from Immersion Corrosion Testing, summarized in Figure 7, below, show that at tested VCI concentrations of 0.5%, 0.75%, and 1.0%, test panels show very similar results in terms of corrosion rate reduction. For concentrations of 0.5%, 0.75%, and 1.0% VCI and concentrations of 1000 ppm chlorides or less, the measured corrosion rate reduction does not vary significantly over the course of testing. At 5000 ppm, the corrosion rate reduction for all samples drops to roughly 40% (from the high 90% range). No conclusions can be made as to whether there is a gradual decrease in protection provided between 1000 ppm and 5000 ppm or whether there exists a “ledge” where the corrosion rate decreases drastically. Because the immersion testing and corrosion rate analysis is a time normalized value, it is unlikely that extending the test time would yield better resolution of results at lower chloride concentrations.
11
©2020 by NACE International.Requests for permission to publish this manuscript in any form, in part or in whole, must be in writing toNACE International, Publications Division, 15835 Park Ten Place, Houston, Texas 77084.The material presented and the views expressed in this paper are solely those of the author(s) and are not necessarily endorsed by the Association.

Figure 7: Immersion Corrosion Testing Results
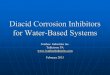
Electrochemical Corrosion Testing Corrosion rate results from Tafel polarization testing, summarized below in Figure 8, show that at tested VCI concentrations the corrosion rates were relatively similar between samples. For concentrations of 0.5%, 0.75%, and 1.0% VCI and concentrations of 500 ppm chlorides or less, the measured corrosion rate does not vary significantly. At 1000 ppm chlorides, the measured corrosion rates show a sequential decrease as the concentration of VCI increases from 0.5% VCI to 1.0%. At 5000 ppm chlorides, the measured corrosion rate increases significantly but shows a sequential decrease as the concentration of VCI increases and stabilizes at a concentration of 0.75% VCI. Due to the increases in corrosion rates seen as chloride concentration increases from 500 ppm to 1000 ppm and again at 1000 ppm to 5000 ppm, it is possible that there is a gradual decrease in protection as the chloride concentration increases above 500 ppm. These results closely agree with the results of Immersion Corrosion Testing, summarized above in Figure 7, but seem to offer better definition of the high-chloride regime.
Figure 8: Calculated Corrosion Rate Results from Tafel Polarization
12
©2020 by NACE International.Requests for permission to publish this manuscript in any form, in part or in whole, must be in writing toNACE International, Publications Division, 15835 Park Ten Place, Houston, Texas 77084.The material presented and the views expressed in this paper are solely those of the author(s) and are not necessarily endorsed by the Association.

CONCLUSIONS Simulation of Hydrostatic Testing Simulated hydrostatic testing demonstrates a logical relationship between chloride concentration, VCI concentration, and corrosion protection. Increased VCI concentration provides better corrosion protection, increased chloride concentration leads to greater corrosion, and intermediate levels of both VCI and chlorides provide protection somewhere in between. Based on this preliminary study, contour plots can be used to estimate levels of equivalent protection at varying VCI and chloride concentrations. Further study, with additional trials and increased data points could provide more robust contour plots. Immersion Corrosion Testing Immersion corrosion testing shows the effective corrosion protection in standardized testing provided by the VCI product at chloride concentrations less than 1000 ppm. The results of this portion of the testing indicate that while the VCI can nearly complete protection in a fully immersed system of chloride levels up to 1000 ppm, the hydrostatic testing analysis indicates that once the system has been drained the corrosion protection provided is much more dependent on the VCI and chloride concentration. Electrochemical Corrosion Testing Tafel polarization resistance testing demonstrates the efficacy of the VCI product at chloride concentrations less than 1000 ppm. The results from this portion of the testing indicate that the protection offered by the VCI is nearly complete at chloride concentrations up to 500 ppm and increase moderately as the chloride concentration is increased to 1000 ppm. The similarity of these results with those obtained from Immersion Corrosion Testing speaks to the similarity of steel samples immersed in the evaluated solutions regardless of whether they are evaluated electrochemically or with mass-loss methods and further reinforces the conclusion that corrosion protection is more dependent on VCI and chloride concentration once a system has been drained. Further Research This testing demonstrates the feasibility to develop a detailed, accurate relationship between VCI products concentration, corrosion protection, and other test parameters. Extensive study is required to form a robust relationship that would be most useful for real-world applications; such that this study should only be considered first-steps. Other hydrostatic test parameters mentioned above, including conditioning time, fluid/water temperature, and surface preparation were not examined here, but would warrant further research. Additional research should be performed to better understand the relationship between these other factors and corrosion inhibitor concentration, as well as the inter-relationship between the different parameters. The type of halogen in solution, and cation though to a lesser extent,3 affects the corrosiveness of that solution. While study of other halogens and cations may be less relevant, due to the abundance of sodium chloride in nature, additional research exploring these differences may be of interest for applications utilizing calcium or magnesium salts such as artificial brines and deicing applications.
13
©2020 by NACE International.Requests for permission to publish this manuscript in any form, in part or in whole, must be in writing toNACE International, Publications Division, 15835 Park Ten Place, Houston, Texas 77084.The material presented and the views expressed in this paper are solely those of the author(s) and are not necessarily endorsed by the Association.

REFERENCES
1. A. R. Duffy, G. M. McClure, W. A. Maxey, and T. J. Atterbury, “Study of Feasibility of Basing Natural Gas Pipeline Operating Pressure on Hydrostatic Test Pressure,” American Gas Association, Inc. Catalogue No. L30050 (February 1968)
2. K. H. Chew, R. Kuwahara, K.Ohno, “First-principles Study on Atomistic Corrosion Process of Iron,” Physical Chemistry Chemical Physics, 2017.
3. R.T. Foley “Role of the Chloride Ion in Iron Corrosion,” CORROSION-NACE Vol. 26, No. 2 (1970).
4. B Sanyal, “Organic Compounds as Corrosin Inhibitors in Different Environments – A Review,” Progress in Organic Coatings, 9 (1981): p. 165-236.
5. C. G. Dariva, A. F. Galio, “Corrosion Inhibitors – Principles, Mechanisms and Applications,” Developments in Corrosion Protection (2014): p. 365-379.
6. J. Holden, et. al. “Vapor Corrosion Inhibitors in Hydro-Testing and Long-Term Storage Applications,” CORROSION 2010, Paper No. 10405 (Houston, TX: NACE, 2010).
7. ASTM G31-12A (2013), “Standard Guide for Laboratory Immersion Corrosion Testing of Metals” (West Conshohocken, PA: ASTM).
8. ASTM D610-08 (2012), “Standard Practice for Evaluating Degree of Rusting on Painted Steel Surfaces” (West Conshohocken, PA: ASTM).
9. ASTM G1-03 (2011) “Standard Practice for Preparing, Cleaning, and Evaluating Corrosion Test Specimens” (West Conshohocken, PA: ASTM).
10. ASTM G5-15 (2014) “Standard Reference Test Method for Making Potentiodynamic Anodic Polarization Measurements” (West Conshohocken, PA: ASTM).
14
©2020 by NACE International.Requests for permission to publish this manuscript in any form, in part or in whole, must be in writing toNACE International, Publications Division, 15835 Park Ten Place, Houston, Texas 77084.The material presented and the views expressed in this paper are solely those of the author(s) and are not necessarily endorsed by the Association.

APPENDIX
Hydrostatic Testing Data
Table A1
Hydrostatic Test Data – 0.3% VCI
Cl- Concentration [ppm]
VCI Concentration
Panel Time to Visual
Failure Corrosion Rating
(24 hours) Corrosion Rating
(6 weeks)
0 0.3 %
1 600 10 9S
2 115 10 9S
3 1005 10 9S
100 0.3 %
1 <24 10 9S
2 <24 9G 9G
3 90 10 9S
300 0.3 %
1 <24 8G 7P
2 <24 7G 6G
3 <24 6G 6G
500 0.3 %
1 <24 8G 6G
2 <24 7G 7G
3 <24 6G 6G
1000 0.3 %
1 0 5G 5G
2 0 4G 3G
3 0 4G 3G
5000 0.3 %
1 0 3G 2G
2 0 3G 2G
3 0 3G 2G
Table A2 Hydrostatic Test Data – 0.5% VCI
Cl- Concentration [ppm]
VCI Concentration
Panel Time to Visual Failure
Corrosion Rating (24 hours)
Corrosion Rating (6 weeks)
0 0.5 %
1 --* 10 10
2 --* 10 10
3 952 10 9S
100 0.5 %
1 832 10 7S
2 688 10 8G
3 112 10 7S
300 0.5 %
1 <24 7S 7G
2 <24 7G 7G
3 <24 6G 7G
500 0.5 %
1 <24 6G 6G
2 <24 7G 5P
3 <24 6P 6P
1000 0.5 %
1 <24 4G 4P
2 <24 5G 4P
3 <24 6G 5P
5000 0.5 %
1 0 2P 1P
2 0 2P 1P
3 0 3G 1P
15
©2020 by NACE International.Requests for permission to publish this manuscript in any form, in part or in whole, must be in writing toNACE International, Publications Division, 15835 Park Ten Place, Houston, Texas 77084.The material presented and the views expressed in this paper are solely those of the author(s) and are not necessarily endorsed by the Association.

*Test panels did not show any failure over the 6-week test period.
Table A3 Hydrostatic Test Data – 0.75% VCI
Cl- Concentration [ppm]
VCI Concentration
Panel Time to Visual
Failure Corrosion Rating
(24 hours) Corrosion Rating
(6 weeks)
0 0.75 %
1 --* 10 10
2 838 10 9S
3 838 10 9S
100 0.75 %
1 262 10 9S
2 262 10 8S
3 262 10 9P
300 0.75 %
1 <24 8S 7G
2 46 10 8P
3 46 10 8G
500 0.75 %
1 <24 7G 7G
2 <24 7P 6G
3 <24 8P 5G
1000 0.75 %
1 <24 6G 6G
2 <24 6G 5G
3 <24 6G 4G
5000 0.75 %
1 0 2P 2P
2 0 2P 2P
3 0 2P 2P *Test panels did not show any failure over the 6-week test period.
Table A4 Hydrostatic Test Data – 1.0% VCI
Cl- Concentration [ppm]
VCI Concentration
Panel Time to Visual
Failure Corrosion Rating
(24 hours) Corrosion Rating
(6 weeks)
0 1.0 %
1 --* 10 10
2 --* 10 10
3 --* 10 10
100 1.0 %
1 1008 10 9S
2 838 10 9G
3 838 10 9G
300 1.0 %
1 <24 8S 8G
2 832 10 9G
3 <24 9G 7G
500 1.0 %
1 <24 8G 5G
2 <24 9P 6G
3 <24 9P 7G
1000 1.0 %
1 <24 7G 6G
2 <24 6G 5G
3 <24 7G 6G
5000 1.0 %
1 0 3G 3P
2 0 3G 2P
3 0 3G 2P *Test panels did not show any failure over the 6-week test period.
16
©2020 by NACE International.Requests for permission to publish this manuscript in any form, in part or in whole, must be in writing toNACE International, Publications Division, 15835 Park Ten Place, Houston, Texas 77084.The material presented and the views expressed in this paper are solely those of the author(s) and are not necessarily endorsed by the Association.

Figure A1 Tafel Polarization Curves – 5000 ppm Cl-
Figure A2 Tafel Polarization Curves – 1000 ppm Cl-
17
©2020 by NACE International.Requests for permission to publish this manuscript in any form, in part or in whole, must be in writing toNACE International, Publications Division, 15835 Park Ten Place, Houston, Texas 77084.The material presented and the views expressed in this paper are solely those of the author(s) and are not necessarily endorsed by the Association.

Figure A3 Tafel Polarization Curves – 500 ppm Cl-
Figure A4 Tafel Polarization Curves – 300 ppm Cl-
18
©2020 by NACE International.Requests for permission to publish this manuscript in any form, in part or in whole, must be in writing toNACE International, Publications Division, 15835 Park Ten Place, Houston, Texas 77084.The material presented and the views expressed in this paper are solely those of the author(s) and are not necessarily endorsed by the Association.

Figure A5 Tafel Polarization Curves – 100 ppm Cl-
19
©2020 by NACE International.Requests for permission to publish this manuscript in any form, in part or in whole, must be in writing toNACE International, Publications Division, 15835 Park Ten Place, Houston, Texas 77084.The material presented and the views expressed in this paper are solely those of the author(s) and are not necessarily endorsed by the Association.