Embed Size (px)
Citation preview

PARTNER TO THE BEST
ProTechnique - Canada
Wire-Tech - USA
Tesla - Czech Republic
MMPP Salut - Russia
Pripor - Russia
Elemash - Russia
Weidmüller - Germany
50 years of ED machining: Agie celebrates an anniversary
Agietron Hyperspark:Unique in performance and application
T H E A G I E E D M M A G A Z I N E
NO. 24

Nr. 24May 2004Appears in English,French, German andItalian.
Edited and text by:M. KatzGraphics:R. GrizziPrinted by:Tipografia Poncioni SALosone - Switzerland
© AGIEAn Agie CharmillesGroup Company.No responsibility isaccepted for technicaldata or the content ofarticles.
AGIE SACH-6616 LOSONETEL. +41 91 80691 11FAX +41 91 80692 [email protected]
Cover picture:There is hardlyany field in ourlife that is notaffected directlyor indirectly byelectrical dis-charge machin-ing: The mouldfor the produc-tion of this ironwas manufac-tured on anAgie ED die-sinking machinebelonging to
2AGIE experienceNo 24 May 2004
Dear Reader,
Agie can look back with prideover half a century of research,development, production andsales of EDM machines. Duringthis time, Agie launched prod-ucts in ever shorter innovationsteps that became models for awhole branch. Agie constantlyshifted the bounds of the possi-bilities of EDM with new develop-ments, opening up new dimen-sions with respect to speed, pre-cision, operating convenienceand process reliability. Our cus-tomers have also set bestgrades in production, as you canread about in this issue of expe-rience. I wish you stimulatingreading.Kind regards, your
Michael Katz
Technical Editor
1954First laboratory in Muralto/Ticino.
1973Agiecut Baureihe DEM.First wire EDM machine fot taper cut with coaxial flushing.
1996/97Agiecut Evolution und Agietron Innovation.First sinker and wire EDM system with Agievision.
1957Production start in Losone/Ticino.
1976Agietron Baureihe EMS.First sinker EDM with planetary movement.
2002Agiecut Vertex. The wire EDM system with the highest accuracy.
50years of ED machining ‘‘

3AGIE experienceNo 24 May 2004
Agietron Hyperspark is an ED die-sinking systemwhich meets tomorrow's machining require-ments with trailblazing functions and technolo-gies and is already without any alternative today.This includes detached features which make thisseries unique:
Generator for high removal ratesA generator with a patent pending which,through the intelligent interaction of six functions,achieves removal rates lying far above the aver-age of conventional products in all fields of appli-cation – from the tightest lamellas through point-ed tapering cavities to pre-milled moulds.
Control system for flexible planningA control system that allows express orders tobe slipped in without having to newly programthe interrupted job, as the actual situation of thecurrent job in progress is recorded, including thenumber of roughing and finishing sequences,and machining is then resumed exactly therewhere it was interrupted.
Data input for top resultsA control system that makes it possible, bymeans of purposeful, object-oriented data input,to achieve results straight off that meet the re-quired quality and economic viability criteria.
Autonomy for long running times asstandardAn autonomy with which automated machiningsequences can become realisable already asstandard.
Agie for top EDM resultsFor 50 years, Agie has been the trend-setter forelectrical discharge machining. The most recentexample is the Agietron Hyperspark ED die-sink-
ing system that sets new standards in ED diesinking with a generator with a patent
pending.
AGIETRON HYPERSPARK: Unique inperformance andapplication
1963Agiepuls.First static impuls powersupply with transistors.
1984Agiecut 200.First wire EDM with pivot-head.
2003Agiecut Progress. The wire EDM system with the highest cutting speed.
1969Agiecut DEM 15.World first wire EDM machine with NC-control.
1986Agietron 100C.First sinker EDM with expert programme Agiesoft Expertron and Equimode.
2004Agietron Hyperspark. The sinker EDM system with the highest removal rate.
’’celebrates ananniversary

0.2058
0.0018
4AGIE experienceNo 24 May 2004
Country Canada
Production - Micro-production- Communication, aerospace- EDM wire cutting with finest wire- Hard metal punches and dies- Precision blanking punches and die sections- 4-axes ED machining
Target market North America
Employees 4
Founded 2001
EDM systems 1 Agiecut Progress 21 Agiecut Challenge 21 Agiecut Classic 2S1 Actspark SD 1
Programming - Peps from Camtek- IGES and DXF for data retrieval
Clamping systems - Hirschmann
Measuring testing - Measuring system from Zeiss- Measuring system from Mitutoyo- Profile projector
ProTechnique EDM Inc.
781 Main St., Unit 6
Milton, ON L9T 5A9
Canada
Tel. 905-693-0615
Fax 905-693-9078
www.protechnique-edm.com
Contact Grant Fowler, Company proprietor
ProTechnique EDM Inc.
ProTechnique EDM Inc. has
specialised in EDM wire cut-
ting and is based in Milton
near Toronto. The company
supplies the high-tech sec-
tor as well as precision tool-
making. Renowned for out-
standing quality and preci-
sion, ProTechnique also car-
ries out express orders with-
in far below the usual deliv-
ery times.

Progressive ED wire cuttingbrings 40% saving in time
5AGIE experienceNo 24 May 2004
Accept the challenges of themost complicated projects ProTechnique EDM Inc. wasfounded as a job EDM companyin 2001, has 4 employees on itspayroll and is based in Miltonnear Toronto. The founder andproprietor, Grant Fowler, can lookback over 20 years of EDM expe-rience and is renowned for carry-ing out the most difficult jobs inan innovative and punctual man-ner. ProTechnique EDM Inc. isspecialised in the following EDMwire-cutting applications:- Micro-parts- Components for communica-tion, aerospace- Finest wire workpieces- Punches and dies made ofhard metal- Punch and die sections forprecision blanking tools- Four-axis ED machining.Offering application and time so-lutions of the highest quality isthe company's philosophy, withwhich ProTechnique EDM Inc.has created a large circle ofcustomers for itself within theshortest time. An “externaltuner”, which is employed incommunication, shows how effi-ciently Grant Fowler uses Agiebrand ED wire cutting.
The drawing for the “external
tuner for communication” with the
smallest inner radii and webs.
Following the drawing, using Peps,
Grant Fowler prepares the cutting
geometries which are then com-
pleted on Agiecut Progress with
the cutting technologies.

6AGIE experienceNo 24 May 2004
ProTechnique EDM Inc.
Owner of the first AgiecutProgress in North AmericaIn the same year as the marketlaunch of Agiecut Progress 2,ProTechnique EDM Inc. decidedto buy this EDM wire-cuttingsystem. One of the first jobs tobe implemented with it was theproduction of a small series of 2times 5 “external tuners”, suchas are used for transmissiontechnologies in communication.It was only possible to manufac-ture the small series using EDMwire cutting, as one of the re-quirements was to work withoutchip cutting in order to avoidmaterial changes and surfacedamage. Further requirementswere:- Material: Brass- Blank: approx. 4 x 4 x 5 cm- Surface quality: Ra 0.8 µm- Tolerance: ± 5 µm- Quantity: 2 x 5 unitsGrant Fowler was now able tobring his over 20 years of EDMexperience to bear by structur-ing the machining in accor-dance with quality and time cri-teria:1. Clamping of the brass blockson 1 pallet with 5 units each2. Making the starting holes3. Plotting the positions of the 5brass blocks with automaticmeasuring cycles 4. EDM wire cutting of the out-side contours5. Repeating working steps 1 to4 for the second pallet 6. Rotating the pallets by 90°7. Overnight EDM wire cutting ofthe slits with one main and onetrim cut each8. Turning the 2 pallets back 90°9. EDM wire cutting of the insidecontours with one main and onetrim cut each.ProTechnique EDM Inc. wasable to carry out the productionof this small series in just oneweek, thanks to its know-howand new EDM wire-cutting tech-nologies.
View of the air-conditioned EDM de-
partment of ProTechnique EDM Inc.
The three EDM wire-cutting systems,
Agiecut Progress 2, Challenge 2 and
Classic 2S, are employed in accor-
dance with precision and economic
viability criteria.
The geometry program for the “ex-
ternal tuner” is loaded onto Agiecut
Progress 2.
Grant Fowler aligns the workpiece
for ED machining.
Economic viability improved through savings in time and materialAccording to Grant Fowler, withthe small series production ofthe 10 “external tuners”, the per-formance features of AgiecutProgress were fully confirmed inpractice. For ProTechnique EDMInc. these were:- Set-up times have been cut by20% thanks to Agiesetup 3D.- The cutting rates of AgiecutProgress are 40% higher on av-erage thanks to the new eCuttechnologies.- The new eCut technologieshave made a second trim cutunnecessary.- Wire consumption has fallenby 50%.- Thanks to eCut technologies,cheaper brass wires can beused for many machining jobs.- Maintenance costs have fallenby 10% with Agiecut Progress.- The high threading certainty iscaptivating.All in all, in this small series or-der, the machining time was re-duced by 40%, representing asignificant savings potential forProTechnique EDM Inc.

Shorter set-up times, higher cutting
rates, lower maintenance costs and wire
consumption, as well as reliable wire
threading have quickly convinced us of
the Agiecut Progress 2. We bought this
EDM wire-cutting system in the same
year as its market launch and were thus
the first in North America to have bought
an Agiecut Progress. Grant Fowler,
Proprietor of
ProTechnique EDM Inc.
7AGIE experienceNo 24 May 2004
As a small series of two times
5 units, in the case of this job,
ProTechnique EDM Inc. was
dependent on the great auton-
omy of EDM wire-cutting sys-
tems in order to be able to ED
machine in unsupervised oper-
ation by night too.
The workpiece dataFinished part's name External tuner for communication
Quantity 2 x 5
Material Brass
Startling holes 1.5 mm diameter
Wire type Brass 0.2 mm diameter
Number of cuts 1 main and 1 trim cut
Contour accuracy ± 5 µm
Surface roughness Ra = 0.8 µm
”
We would like to thank GrantFowler, the proprietor of Pro-Technique EDM Inc. as well asSean Smith, the manager of theEDM Group of Elliott MatsuuraCanada Inc., for their kind sup-port and helpful co-operationon this report.
Responsible
Sales engineer:
Michael R. Powers,
Agie Ltd.
“

8AGIE experienceNo 24 May 2004
Wire-Tech, Inc.Country U.S.A.
Production - Plastics molding- Aerospace- Precision stamping dies, gages and tooling- Components for measuring devices
Target Market International
Employees 12
Founded 1983
Machines 1 Agiecut Excellence 2F1 Agiecut Progress 21 Agiecut 250 HSS1 Agiecut 200D+SF3 Agiecut 100D1 Agiecut DEM 3151 Agietron Integral 31 Agie Mondo Star 501 Agie Mondo Star 201 Mikron HSM 700 High Speed
Machining Center
Programming - Mecanic 02- Peps- Unigraphics NX
Clamping System System 3R
Measuring, Checking Starett DCC CMM HGDC 2424-18 with Apogee level 4 scanning software
Wire-Tech, Inc.
1030 N Stadem Drive
Tempe, AZ 85281
U.S.A.
Tel. +1-480-966-1591
Fax +1-480-829-1462
www.twire-tech.com
Contact Person Rick Erickson, President
The Wire-Tech, Inc., located in Arizona, has
over 10.000 sq.ft. of plant size. The 1983
established company services a wide range
of industries including aerospace, plastics
molding, precision stamping dies, gages
and tooling.

Biggest claim to fame: Quality with EDM
9AGIE experienceNo 24 May 2004
Established in 1983, Wire-Tech,Inc. opened its doors with oneAgie model 315 Wire EDM, atthat time the most accurate anddependable EDM on the market.This machine is still in operationtoday. Rick Erickson, Presidentof Wire-Tech has had continualsuccess with Agie equipmentand confidently placed a total of11 wires and 3 conventionalEDMs into service at theirTempe, AZ facility. Wire-Techservices a wide range of indus-tries including aerospace, plas-tics molding, precision stampingdies, gages and tooling. Wire-Tech’s expertise helps themmeet the challenges of eacharea with its own requirements:maximum recast layer, form andsurface, and ultra precise forms,respectively. Agie has helped usconsistently meet those chal-lenges. With our Excellence, weare able to wire tolerances asclose as .001 mm and finishesto a Ra .3 µm. All of Agie’s WireEDMs can maintain a .0001maximum recast layer on mostaerospace exotics, enabling usto use any of our machines. WithAgie we have it all: accuracy, re-liability, process control and sur-face integrity.Twenty years after the 315 start-ed running, Wire-Tech standsproud by our three newest Agiemachines. We chose the Excel-lence because of its close toler-ance and surface finish abilities.These are essential componentsin the gage industry that makesit very difficult for other shops to
accomplish. We had been run-ning the Mondo Star 50 for itsrib burning and close tolerancesin mold work and aerospacemanufacturing, so when welooked for another machine likeit, the small, equally easy-to-runMondo Star 20 was the perfectchoice. Most recently, as we arealways striving to improve pro-ductivity, we looked at theProgress, cautious that speedshould not hinder accuracy. Wewere concerned about the 47in2/hr speed, but it not only cutas fast as advertised, it was al-so capable of holding close tol-erance. In summary, the Excel-lence the Mondo Star 20 andthe Progress have been seam-less additions to our assemblyof Agie machines.Wire-Tech utilizes three softwarepackages in our engineeringdepartment to meet the needsof all customers: Mecanic CAM2000, Peps CAM and Unigraph-ics CAD/CAM. Mecanic andPeps work flawlessly with ourAgie Wire EDMs. While Uni-
graphics is used for design, im-porting and working with solidmodels. Unigraphics is alsoused to produce G-Code forcomplex hard milling andgraphite electrode manufactur-ing in the new Mikron HighSpeed Machining Center. Afterproduction, all of our parts aresubjected to a 100% quality in-spection using our Starret DCCCMM. All jobs are certified totheir specifications prior toshipping.
We would like to thank the Wire-Tech, Inc., in particular its RickErickson, President, for theirkind support and helpful collab-oration on this report.
Responsible Sales Manager:
Scott Kowalski, Agie Ltd.
“AGIE provides us with process control abilities
conducive to repeating job performance identically
years later. From design to finished components,
we are a full-service E.D.M. source.
Rick Erickson,
President of Wire-Tech, Inc.”
Wire-Tech has had continual suc-
cess with Agie equipment and confi-
dently placed a total of 11 wires and
3 conventional EDMs into service at
their Tempe, AZ facility.

10AGIE experienceNo 24 May 2004
TESLA Jihlava, a.s.
Country Czech Republic
Production - Connectors- Automotive components
Target market Europe
Employees 950 all told, 150 of them in tool-making
Founded 1958
EDM systems 1 Agiecut Excellence 21 Agiecut 270 HSS + SF1 Agiecut 1001 Agiecut DEM 151 Agietron Exact 31 Agietron Compact 21 Agietron EMS 152 Agietron EMS 2.20
Programming - ProEngineer- AutoCAD
Clamping systems - System 3R
Measuring, testing - Microscope from Zeiss- Kordimet co-ordinates measuring device from Johansson- 3D measuring machine IMS Impact with Trimos
column
Tesla Jihlava, a.s.
Havlíckova 30
58626 Jihlava
Czech Republic
Tel. +420 56 71 13 429
Fax +420 56 73 07 157
www.teslaji.cz
Contact Ing. Jan Matula, Manager Machines +Tools
Jihlava, located between Prague
and Brno, is the home of the Tesla
company founded in 1958. The en-
terprise, that is certified in accor-
dance with ISO 9001, has 950 em-
ployees on its payroll, 150 of them
working in tool-making. The main
fields of business are the produc-
tion of connectors, membrane
switches and components for the
automotive industry.

Excellent and acurate electric discharge machining
11AGIE experienceNo 24 May 2004
One of the largest in the Czech Republic If you drive from Prague on themotorway towards Brno, afterabout an hour and a half youreach Jihlava, where one of thelargest Czech manufacturers ofelectromechanical componentsis based, Tesla Jihlava a.s. Thecompany has specialised since1958 in the complete productionof connectors and switches. Forthis, Tesla Jihlava a.s. has an ex-tremely efficient tool-making de-partment at its disposal that en-sures the production on sched-ule of the punching and injectionmoulding tools. The range ofmachines includes surface, pro-file and co-ordinate grinding ma-chines and drills, as well as ver-tical machining centres. TeslaJihlava a.s. attaches particularimportance to ED die-sinkingand wire-cutting systems, asthey have a key role with respectto precision and autonomy in theproduction process for tools, asthe example of a lock casing fora car shows.
Tesla Jihlava a.s. makes use of
networked programming, measur-
ing and control systems from re-
ceipt of the customer's order as a
construction drawing, through the
generation of the CAD data with
solid models to the finished lock
casing made of plastic.

12AGIE experienceNo 24 May 2004
Economic viability determines the use of machining techniquesTesla Jihlava a.s. prepared theCAD program on the basis ofthe construction drawings forthe lock casing. The various toolelements were differentiated incolour in the solid model. Thenthe machining steps and tech-niques were laid down in accor-dance with precision and eco-nomic viability criteria. Becausethe fast machining proceduredoes not always satisfy qualityrequirements, and often the sup-posedly slow machining tech-nique is the more economicone. Thus the injection mouldingtool and the mould insert re-spectively for the lock casingwere manufactured in the follow-ing steps:- Milling- Drilling- Hardening- Grinding- ED wire cutting- ED die sinking- Adjustment, assemblingTesla Jihlava a.s. uses electricdischarge machining as thequality-giving machiningprocess in conclusion in orderto achieve the finest and burr-free surfaces on the lock casingwhen injection moulding.
Mould accuracy and precision with ED machiningAfter the mould insert was hard-ened, all the cylindrical con-tours were ED wire cut with asurface quality of VDI 25 withthe Agiecut Excellence. Cavi-ties and moulds were also EDdie sunk with a surface of VDI25 and a dimensional accuracyof 0.1 mm was achieved foredge and mould separation. Itwas possible for the completeED die sinking process to runautomatically as Tesla Jihlavaa.s. has an ED die sinking sys-tem at its disposal with AgietronExact, allowing unsupervisedoperation:
The mould insert for the lock cas-
ing at the various machining phas-
es of EDM:
- Final check of the copper elec-
trodes before loading the electrode
changer of the Agietron Exact 3.
- ED die sinking on the mould
insert.
- Process check on the Agievision
monitor of the Agietron Exact 3.
- Data input on the Agiecut Excel-
lence 2 ED wire-cutting system for
the production of copper elec-
trodes.
Tesla Jihlava, a.s.
- Electrode changer for 12 elec-trodes- Dielectric unit for over 150 con-secutive hours of operation- ACC (Adaptive Current Con-trol) for automatic adaptation tothe active EDM surface- ACO (Adaptive Current Optimi-sation) for maximum removaland minimum wear with maxi-mum safety- HVP (High Velocity Pulsation)for optimum ED machining ofsmall and deep cavities.- Drop tank with automatic ad-justment of the bath level to theworkpiece.This enables Tesla Jihlava a.s. toshorten machining times as off-peak times and weekends canbe used flexibly.

The tool dataName Injection moulding tool
Finished part name Lock casing for cars
Tool material Steel 1.2379, mould plate 1.2312, mould insert 1.2343
Tool weight 370 kg
Finished part material PPT plastic GF 30 + ASA
Tool life 300.000
Electrode material Copper
Electrode production ED wire cutting and grinding
Surface roughness Ra = 1,4 µm, VDI 25
13AGIE experienceNo 24 May 2004
We would like to thank TeslaJihlava a.s., in particular theirManager Machines + Tools Ing.Jan Matula, for their kind sup-port and helpful co-operationwith this report.
Responsible
Sales engineer:
Reto Parolini,
Agiesales Ltd.
“
”
Thanks to their system openness, we were able to integrate
the Agietron Exact and Agiecut Excellence EDM systems into
our production sequence without any problems. In addition,
both machines convinced by their great autonomy and high
degree of automation so that we are able to deal with many
machining jobs in unsupervised operation.Ing. Jan Matula,
Manager Machines & Tools
of Tesla Jihlava a.s.
A mould insert of the injection
moulding tool for the produc-
tion of lock casings with the
workshop drawing on which
the planned ED machining jobs
are marked in colour. Precision
and quality, both on the tool
and on the finished part, are
continuously documented at
Tesla Jihlava a.s. by means of
measuring and testing systems.

14AGIE experienceNo 24 May 2004
MMPP Salut
Country Russia
Production - Engines for civil aviationSU 27, SU 30, TU 334, Antonov 70
- Gas turbines for stationary plants and test plants up to 20 MWatt
- Components for aviatics
Target market International
Locations 1 plant in Moscow, 9 plants in further CIS countries
Employees Total over 17.000
Founded 1958
EDM systems 4 Agiecut Evolution 23 Agiecut Evolution 31 Agiecut Classic 2S1 Agiecut Classic 21 Agiecut 3501 Agiecut 3701 Agiecut 300D+H2 Agiecut 100D+F2 Agiecut 2001 Agietron Innovation 21 Agietron Integral 42 Agietron Integral 51 Agietron Advance 44 Agietron Compact 1 Micro1 Agietron Mondo Star 502 Agietron 200C1 Agietron 2U1 Agietron EMS 4.40
Programming - Unigrafik- Cimatron- PCAM for wire EDM- AutoCAD 14 and others
Clamping systems - System 3R- Mecatool
Measuring, testing - Option UMK-850- LK-G90C- Tesa 3D
Certification ISO 9001
Federal State Unitary EnterpriseMoscow Machine Factory FGUP Salut
Prospekt Budjonnogo, 16
105118 Moscow
Russia
Tel. 007-095-369-8001 and 007-095-369-8724007-095-369-8029 and 007-095-369-8611
Fax 007 096 365 55 55
www.salut.ru
Contact - Dr. Jury S. Eliseev,Director General
- Valery A. PokladHead engineer
The Moscow Machine Factory Salut
was founded in 1912 and has estab-
lished itself in the course of its histo-
ry as a world-wide renowned manu-
facturer of aircraft engines and tur-
bines. Already over 40 years ago, the
at that time still new machining
process ED machining was being
used, and with a total of 30 EDM sys-
tems in use, ED machining has lost
nothing of its importance as a key
technology at Salut.

15AGIE experienceNo 24 May 2004
ED machining as an efficient means of productionThe Russian No. 1 for aircraft enginesFederal State Unitary EnterpriseMoscow Machine Factory MMPPSalut is the exact companyname of the well-known Russianmanufacturer of aircraft enginesand turbines in the east ofMoscow and with a further 9works in the CIS countries. Asthe company's name indicates,the undertaking looks back overa long tradition in engine con-struction and today has over17,000 employees on its payroll.Salut has 30 ED machines at itsdisposal for the manufacture ofaircraft engines and turbineswhich are used in the series pro-duction of complex moulds, mi-cro drill holes and for machiningof titanium alloys, as is de-scribed in the following examplefrom practice of a fan wheel.
Electric discharge machiningis the more economic proce-dureDrilling, turning and milling aremanufacturing processes whichare, of course, used at Salut.However, if it is a matter of the fi-nal precision, the realisation ofcomplex moulds and, above all,of the repeatability of results,electric discharge machining isthe indispensable machiningtechnology which stands up toall profitability appraisals. Thefan wheel was manufactured inthe following steps:- Turning from the solid blank- Drilling the hub opening- Milling the profiles- ED wire cuttingof the graphiteelectrodes
- ED die sinking of the fanblades - Micro ED die sinking of thecooling drill holes- Measuring, testingThe given mould toleranceswere met with ± 0.05 mm andthe surface quality met the quali-ty target with Ra 0.8 to 1.6 µm.Thanks to six-fold clamping andthe automatic replacement ofelectrodes, the machining timeswhen ED die sinking were clear-ly reduced.
Turbine elements are provided
with complex mould details or
with cooling louvres or drill
holes. Again and again, Agie ED
die-sinking units play the main
role in the production sequence
at Salut.

The control gives the visionfor the whole machiningFor the manufacture of the fourelectrodes made of fine graphiterequired, Salut transferred theCAD data to the Evolution's con-trol and linked the cuttinggeometries with the machiningtechnologies. For this, the oper-ator only had to input a few da-ta: 100 mm (workpiece height),fine graphite (workpiece materi-al), 0.3 mm Ø brass (wire type),Ra 0.8 µm (surface roughness)and Tkm ± 0.05 mm (contourtolerance). In the course of this,the data input is continuouslychecked by Agievision, givingthe operator certainty for thewhole machining job. TheAgiejet threading system, thatthreaded automatically 31 timesfor this machining job in order toED machine the 31 contours forthe fan blades, also gave cer-tainty. The data input for ED diesinking was just as problem-free,because, when die sinking, theAgievision control only differsfrom the operator surface forwire cutting by a few processcontrol requirements. Here too, afew details on the workpiece,electrode and machining targetsufficed in order to start ED diesinking with Agietron Innovation.It was possible for the six-foldclamped workpieces to beworked through for the most partautonomously thanks to the au-tomatic changing of the elec-trodes. The Agievision Toolman-ager function, which automati-cally continues to use finishing
16AGIE experienceNo 24 May 2004
electrodes for pre-finishing, andpre-finishing electrodes forroughing, assigning them andcalling them up according to thestate of machining, was also feltby Salut to be extremely effi-cient. The whole ED die sinkingjob was completed after 48hours.
MMPP Salut
Cooling drill holes of 0.5
mm diameter are made in
the fan wheels on an Agi-
etron Compact 1 Micro.
The cavities are made
with multiply clamped
electrode rods which are
fixed by devices of their
own development.
With a graphite electrode
the fan blades are die-
sunk into the prepared
fan wheel.

We know the best products on the world market of ED
machining, manufacturers from Geneva, from Germany
or from the Far East, but no product has a control avail-
able that is comparable with Agievision. The operator
convenience, the simplicity in the case of multiple
moulds, as well as the purposeful, object-oriented data
input give certainty for the whole machining job and
convinces us again and again.Nikolai N. Nosov,
Manager of the EDM
department
at Salut
17AGIE experienceNo 24 May 2004
The workplace dataName Fan wheel for aircraft
Workplace material Titanium alloy
Dimensions 81 mm diameter, from 4.0 mm to 7.3 mm high,
flat tapering fan blades
Mould accuracy ± 0,05 mm
Surface roughness Ra = 0,8 – 1,6 µm
Electrode material Fine graphite, 100 mm high
Electrode production ED wire cutting with brass wire 0.3 mm Ø, 1 main cut,
2 trim cuts, Ra = 0.8 µm
“
”The fan wheel after the production
steps turning, drilling, milling.
The electrode made of fine
graphite for roughing, finishing
and fine finishing.
The fan wheel after ED die sinking
and ready for fitting with the cool-
ing drill holes made by micro ED
die sinking.
We would like to thank the Fed-eral State Unitary EnterpriseMoscow Machine FactoryMMPP Salut, in particular theirdeputy Chief Engineer VladimirN. Spatchenko, for their kindsupport and helpful co-opera-tion with this report.
Responsible
Sales engineer
for Russia:
Hans Wyss
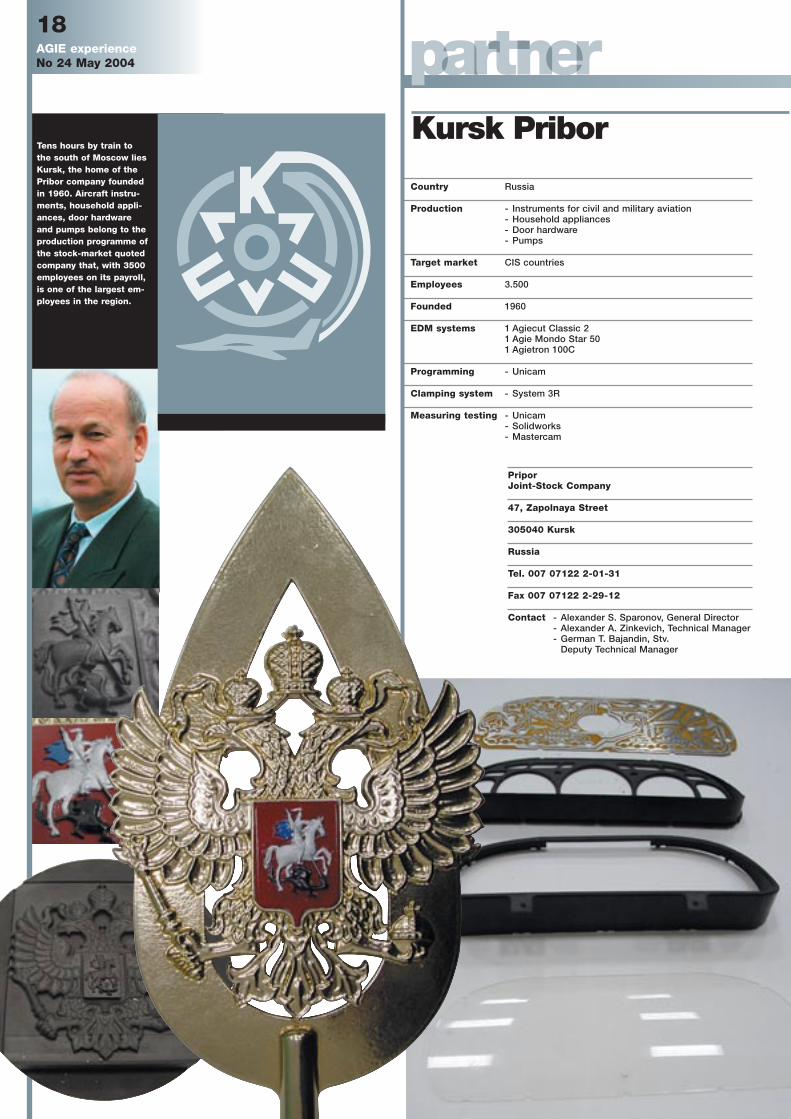
Tens hours by train tothe south of Moscow liesKursk, the home of thePribor company foundedin 1960. Aircraft instru-ments, household appli-ances, door hardwareand pumps belong to theproduction programme ofthe stock-market quotedcompany that, with 3500employees on its payroll,is one of the largest em-ployees in the region.
Country Russia
Production - Instruments for civil and military aviation- Household appliances- Door hardware- Pumps
Target market CIS countries
Employees 3.500
Founded 1960
EDM systems 1 Agiecut Classic 21 Agie Mondo Star 501 Agietron 100C
Programming - Unicam
Clamping system - System 3R
Measuring testing - Unicam- Solidworks- Mastercam
18AGIE experienceNo 24 May 2004
Kursk Pribor
PriporJoint-Stock Company
47, Zapolnaya Street
305040 Kursk
Russia
Tel. 007 07122 2-01-31
Fax 007 07122 2-29-12
Contact - Alexander S. Sparonov, General Director- Alexander A. Zinkevich, Technical Manager- German T. Bajandin, Stv.
Deputy Technical Manager

Electric discharge machining –from complementary to the key technology
19AGIE experienceNo 24 May 2004
ED wire cutting on punching toolsPribor developed and designeda punching tool for the produc-tion of 0.5 mm thick stator-rotorplates that is designed for a toollife of 300,000 parts and with aclearance of ± 10 µm betweenthe punch and die in order toachieve burr-free parts whenpunching. The data relevant forthe ED wire cutting according tothe construction drawing wereinput on the Agiecut Classic 2and linked with the machiningtechnology which the systemgenerated independently fromthese target settings:
The workpiece was clamped inplace, the position determinedby measuring cycles and thereference values allotted to thegeometry program. The EDMsequence then took place unsu-pervised, the operator was onlyrequired for the separation cutsand for removing the drop-outpart. The order was carried outto complete satisfaction for Pri-bor and has considerably ex-panded the tool-making depart-ment's production spectrum,thanks to Agiecut Classic.
DieMaterialSteel, hardened to 62 RC
Cutting height10 mm
Wire typeBercocut brass wire 0,25 mm Ø
RoughnessRa = 0,3 µm
Contour tolerance± 10 µm
Number of cuts1 main cut, 1 trim cut
The tool for punching 0.5 mm
thick stator rotor plates with a
punch and die made of hard-
ened steel.

20AGIE experienceNo 24 May 2004
The clear structuring of the inputpages, the marking and clickingtechnique with mouse operation,as well as clearly understoodsymbols and icons reduced theotherwise normal "programming"to a few target-oriented data in-puts. But the high removal ratesunder all ED machining andflushing conditions also con-vinced. For Pribor, the Agie Mon-do Star 50 with its reliability andhigh operating and ED machin-ing convenience has in themeantime become the most im-portant link in the productionchain in mould making.
ED die sinking for injectionmouldsA further order for Pribor was thecomplete production of a steamiron for the Russian market. Afterreceiving the construction draw-ings, the mould-making depart-ment decided on the productionprocedure for manufacturing theinjection mould, with which thebody of the iron was to be pro-duced, in accordance with theproduction technique aspects. Itthen turned out that 15 differentmoulds had to be manufactured,as the body consisted, firstly, ofvarious coloured plastics, sec-ondly, of various materials and,thirdly, of parts with different sur-face qualities. 500,000 unitswere stipulated as the workinglife of the injection mouldingtools.
The CAD data for the mould in-serts of the injection mould wereprepared on the basis of theconstruction drawings, and thenserved for the milling programsfor producing the graphite elec-trodes. Already when planningthe electrodes, particular atten-tion was paid to ensuring that asmany geometries as possiblewere linked to one electrode inorder to keep the number ofelectrodes small. The EDM pro-gram on the Agie Mondo Star 50was input in three steps: On the1st display page, all the data forsetting up, on the 2nd page, thedata for preparing the job, and,on the 3rd page, the process op-timisation was carried out.
Milled graphite electrode for EDdie sinking the mould insert bot-tom part of the iron's body.
Kursk Pribor

21AGIE experienceNo 24 May 2004
The tool data
We would like to thank Pribor,and in particular their TechnicalManager Alexander A. Zinke-vich, for their kind support andhelpful co-operation with thisreport.
Responsible
Sales engineer
for Russia:
Hans Wyss“
”The two
EDM machines
Agiecut Classic
and Agie Mondo
Star complement
each other
outstandingly for
our application
spectrum, and in
our tool and
mould making
they have
changed from
being initially a
complementary
technology
into the key
technology.
Alexander A. Zinkevich,
Technical Manager
of Pribor
Tool name Injection moulding tool
Number of mould inserts 15
Finished part name Body for iron
Workplace material Tool steel
Tool life 500.000 parts
Body material ABS-plastic
Electrode production Milling with Biomax from Fehlmann
Electrodes 1 roughing and 1 finishing electrode made of graphite
Surface roughness Ra = 0.25 µm, polishing to Ra = 0.16 µm

Country Russia
Production - Fuel elements- Magnets- Metallic calcium - Transformers - Heating elements for reactors - Heating spirals for household appliances
Target market International
Employees 12,000, over 350 of them in tool-making
Founded 1916
EDM systems 1 Agiecut Evolution 21 Agiecut 350 HSS2 Agiecut 3501 Agiecut Sprint1 Agiecut 200D1 Agietron Innovation 21 Agietron Compact 21 Agietron 3U
Programming Unicam
Clamping system System 3R
Measuring testing - Gage 2000- UM 500 from Opton
22AGIE experienceNo 24 May 2004
Elemash
ElemashPublic Joint-Stock Company
Mashinostroitelny Zavod
12, Karl Marx Street
144001 Elektrostal - Russia
Tel. 007 095 702-9078007 095 702-9870007 095 702-9902
Fax 007 095 702-9108
Contact - Igor V. Petrov, Technical Director
- Vladimir M. Bytchkov, Tool-Making Manager
- Michail Kordjukov, Deputy Tool-Making Manager
The stock-market quoted Elemash com-pany has its head office in Elektrostal,60 km to the east of Moscow. The com-pany was founded in 1916 and can lookback over a long history of technical de-velopments. Today, Elemash with12,000 employees on its payroll, pro-duces transformers, heating elements,magnets as well as components for thenuclear power industry.

Productivity increased by80% with ED wire cutting
23AGIE experienceNo 24 May 2004
Utilising the possibilities of ED wire cutting in fullThe tool-making department ofElemash received the order tomanufacture press moulds inaccordance with the construc-tion drawing for an edge life of 5million for the production ofmagnetic starters for Volvo-Auto-mobile. Taking the example ofdies for the pressing tool, weshow how efficiently ED wire cut-ting can be used, and how Ele-mash has replaced time-con-suming co-ordinate grinding byit. The machining steps in detail:- Preparation of the cuttinggeometries- Generation of the cutting tech-nologies in accordance with tar-get-oriented data input- Clamping and setting up theworkpiece- ED wire cutting of the 16pressing dies (always 2 in suc-cession in order to remove ma-terial stresses)- 16 separation cuts for thedrop-out parts- Chemical hardening of thesurface- Pressing in the 16 dies- Rotating the complete work-piece by 90°- ED wire-cutting the 300 mmhigh profile- Measuring and testing finisheddies.
Repeatable machining resultsBy utilising all the possibilitiesthat ED wire cutting offers, Ele-mash succeeded in reducingthe traditional production proce-dures, such as milling, co-ordi-nate grinding and turning to twomachining steps with ED wirecutting. In addition there is thehigh repeatability of the resultsachieved, as well as the shortset-up times, as it is only neces-sary to clamp twice. As the com-plete workpiece was rotatedclamped by 90°, the workpiecewidth became the cutting height,so that the openings had to betaken into account in the profileto be cut. A typical applicationfor the Variocut module thatrecords the cutting section whilerunning in real time, and thenautomatically optimises the per-formance. For Elemash a furtherfeature in keeping with the highperformance standard of AgieED machines.
The pressing die, ready for fitting into the pressing tool.
The tool dataName Die for the pressing tool for
manufacturing of car starter magnets
Workplace material high alloy, stainless steel
Tool edge life 5 million
Pressing material Ferrite powder amalgam
Dimensions L x W x H 780 x 300 x 80 mm
EDM wire CCA 0,25 mm
Number of cuts 1 main cut, 1 trim cut
Surface roughness Ra = 0,32 µm
Since 1986 our first Agiecut has been running reliably like a
Swiss watch movement. In the meantime, 7 ED wire-cutting and
3 ED die-sinking machines from Agie are in use in our works
with which we have been able to increase productivity by 80%
in the past 5 years.Vladimir M. Bytchkov,
Tool-Making Manager
at Elemash
We would like to thank Elemash,in particular their Tool-MakingManager Vladimir M. Bytchkovand his deputy Mikhail Ko-rdyukov, for their kind supportand helpful co-operation withthis report.
Responsible
Sales engineer
for Russia:
Hans Wyss“ ”

Weidmüller InterfaceGmbH & Co. KG
24AGIE experienceNo 24 May 2004
Country Germany
Production - Field wiring products- Switch cabinet products- Printed circuit board components
Target market International
Employees ca. 2.300 of the Weidmüller group
Founded 1948
EDM systems 1 Agietron Innovation 2 with Agie WEC loading system1 Agietron Hyperspark 2 with Agie WEC loading system
Programming - Agievision PC- Catia CAE-system
Clamping systems ITS and UPC from Erowa
Measuring, testing Pre-setting area with a Mitutoyo measuring machine
Weidmüller Interface GmbH & Co. KG
Klingenbergstrasse 16
32758 Detmold
Germany
Tel. +49 (0)5231-14-0
Fax +49 (0)5231-14-2083
www.weidmueller.com
Contact - Lothar Pöhlker,Manager Operating Material Construction
- Uwe Fiene, Production Manager Operating Material Construction
- Ralf Runte,Milling and ED Die-Sinking Technology Tool-Making
connection types. Material for elec-
trical installation and electrical
equipment marking, input/output
basic components and tools round
off the programme. As an OEM
supplier, the company sets stan-
dards world-wide in electric con-
nection and link technology.
Weidmüller is the leading manufac-
turer of components for electrical
connection technology. The Weid-
müller product portfolio includes
terminal blocks, pin-and-socket
and circuit board connectors, pro-
tected assemblies as well as relay
couplers through to power supply
and surge protection modules in all

25AGIE experienceNo 24 May 2004
“Time to Market” with acurateand fast ED die sinkingThe core competence is electrical connecting systems World-wide, Weidmüller stands fortop performance, highest qualityand customer orientation. The company is strategicallyoriented towards five marketsegments:- machine building- installation- process- railway/ship building- appliance manufacturer plusOEM (Original Equipment Manu-facturer)and three portfolio groups:- switch cabinet products- circuit board components- field wiring products.Weidmüller's success is basedon gearing itself consistently to-wards their customers' needs.Regular product improvementsand new developments take ac-count of this strategy. Thus, thetool-making at the Detmold loca-tion is geared exclusively to themanufacture of new products.The example of an injectionmoulding tool for a terminalblock shows how an AgietronHyperspark helps to shortenlead times with the latest tech-nologies in order to be on themarket in time – Time to Market.
A typical Weidmüller product is
a terminal block for medium-volt-
age switch installations.
The mould insert and graphite
electrode for the terminal block
are displayed as a CAD model.
Detail photos of both the
graphite electrode and the
mould insert show the complexi-
ty of the terminal block that has
tolerances of just ± 0.01 mm in
the contour range.

Efficient tool managementTime to Market also means forTool-Making at Weidmüller close
co-operation with Developmentand Production with the ob-
jective of standardising ar-ticle and tool geometries, as
well as fixing strategies fortool variants and production
procedures. So the product ter-minal block also passed throughthese interlocking phases inTool-Making:- Production concept- Tool concept and feasibilitystudy- Construction and mechanicalmanufacturing- Tool assembly and testing- First equipment for stock- Injection moulding production- Market launch.Every phase has its special datarequirement: CAD geometries,mould-flow models, CAM andCNC programs, measuring posi-tions, job and time-recording,management and product de-scription. In this connection,Weidmüller consistently backspaper-free data continuity andstandardised sequences. Thus itis still possible to optimise ormake changes in every phasewithout great expense. With evershorter product cycles today,which are determined by themarket, a further advantage forWeidmüller for successfully real-ising die Time-to-Market philoso-phy.
ED die sinking has thehighest standing once againSome years ago, the opinionwas quickly formed that high-speed milling, especially appliedto hard milling, would displaceED die sinking. The HSMprocess has Indisputably its ad-vantages with respect to speedand removal. However, the reali-ty is more differentiated. Thereare geometrical limits to theprocess, it requires great pro-gramming effort, tools are ex-pensive and the presence of anoperator is almost always ab-solutely necessary. The slow-
26AGIE experienceNo 24 May 2004
Weidmüller Interface GmbH & Co. KG
Graphite electrodes are produced
by high-speed milling on a Mikron
HSM 300.
Thanks to the striking Agie de-
sign, the Agietron Hyperspark 2
ED die-sinking system with the
Agie WEC loading system are
perceived as one unit.
The dual injection moulding tool
is employed with hot nozzle di-
rect injection.
A mould core of the injection
moulding tool for terminal blocks.

Compared with our other ED die-sinking
equipment, the introduction of the new
Agietron Hyperspark brought a time re-
duction of 30 to 40%. Time to Tool in ser-
vice for Time to Market.Lothar Pöhlker,
Operating Material Construction Manager
of Weidmüller Interface GmbH & Co. KG
27AGIE experienceNo 24 May 2004
ness of ED die sinking is, how-ever, compensated for by theprocess's high degree of auton-omy and automation, as machin-ing jobs can be carried out un-manned overnight or at week-ends. So what is more obviousthan to combine both processesintelligently, as is practised suc-cessfully at Weidmüller: Hardmilling for large surfaces andsimple geometries, ED die sink-ing for complex shapes and fili-gree details. If, in addition, as isthe case at Weidmüller, graphiteis used as an electrode material,and as many geometries aspossible are linked to one elec-trode, a first step is taken to-wards the economic use of EDdie sinking. Weidmüller hasachieved a further improvementin productivity with the use ofgraphite electrodes making itpossible to reduce the totalnumber of formerly 100 copperelectrodes to 25 HSM-milledgraphite electrodes.
The tool data
Name Dual injection moulding tool with hot nozzle direct injection
Finished part name Terminal block ZRV 2.5
Tool material Tool steel 1.2767
Tool working life approx. 6 million parts
Electrode material Graphite
Electrode production High-speed milling
Tolerances ± 0.01 mm in the contour range
Surface roughness VDI 24, Ra = 1,2 µm
We would like to thank Weid-müller Interface GmbH & Co. KGfor their kind support and helpfulco-operation on this report.
Responsible
Sales Engineer:
Udo Pohl,
Agie GmbH
“
”
The loading systems for the Agi-
etron Innovation and Impact ED
die-sinking systems each offer
space for 144 electrodes and 6
tool pallets.

2004Agietron Hyperspark.The EDM die-sinking system with the highest removal rate.
GFGEORG FISCHER Manufacturing Technology
AGIE CHARMILLES Group
AGIE SACH-6616 LOSONETELEPHONE +41 91 806 91 11TELEFAX +41 91 806 92 [email protected]
For 50 years, Agiehas been the trend-setter in electric dis-charge machining. Inthis time, Agie launchedproducts which became the model fora whole branch. With Agie, the exoticmachining process was transformed in-to the key technology in tool and mouldmaking. Agie – with today’s technology
for tomorrow’s appli-cations.
50 years of EDM
1954The first AgieEDM machine
TO THEPARTNER
BEST
027.
588