Embed Size (px)
Citation preview

7/30/2019 Experinmental Study
http://slidepdf.com/reader/full/experinmental-study 1/8
Kuan-Ming Li1
Department of Mechanical Engineering,
National Taiwan University,
Taipei 10617, Taiwan
Yang-Ming HuDepartment of Mechanical and
Electro-mechanical Engineering,
National Sun Yat-sen University,
Kaohsiung 80824, Taiwan
Zhong-Yi Yang
Ming-Yuan Chen
Micro/Meso Mechanical
Manufacturing R&D Department,
Metal Industries Research &
Development Centre (MIRDC),
Kaohsiung 81160, Taiwan
Experimental Study onVibration-Assisted GrindingThis paper presents experimental studies of vibration-assisted grinding with small-
amplitude vibration (in the order of 1 lm) in terms of ground surface finish and tool life.The objectives are to obtain finer surface finishes on molds and longer tool life. Theinvestigation shows that vibration-assisted grinding can improve surface finishes whencompared with conventional grinding. Two different vibration frequencies are conducted in the experiments. Results show that surface finish and tool life are influenced by differ-ent process parameters. In vibration-assisted grinding, the best surface finish is obtained by using higher frequency of 11.4 kHz and lower feed rates. In this study, vibration-assisted grinding can extend tool life more than twice as that in conventional grinding. It is also shown that tool life in vibration-assisted grinding can be significantly improved byusing minimum quantity lubrication (MQL). [DOI: 10.1115/1.4007102]
Introduction
Molds and dies for high precision optical components have ledto a demand for high quality surface finish. Complex geometriesconstructed on hard mold materials are very difficult to fabricate.In order to obtain the mirror finishing of the mold surface, polish-ing is usually required. However, polishing is a time consumingprocess and not suitable for microstructures. In recent years, theuse of vibration-assisted grinding in finishing the mold surface isa potential technique to overcome these technological limits.
Vibration-assisted machining is a cutting method in which acertain frequency of vibration with an amplitude of about 10lm issuperimposed to the cutting tool or the workpiece to achieve bet-ter cutting performance [1]. When a high frequency vibration
(more than 16 kHz) is applied to the cutting tool or the workpiece,it is known as the ultrasonically assisted machining [1]. The intro-duction of small amplitude vibrations in different machining proc-esses, including drilling, turning, milling, and grinding, can befound in the literature [1 – 13]. Vibration-assisted machining wasinitiated in the 1960 s. Skelton applied a vibration with a fre-quency of 0–125 Hz along feed or tangential direction in turning[2]. Lower cutting forces were found in the study. The reductionof cutting force was attributed to the separating of the tool fromthe workpiece in vibration-assisted turning. However, because thevibration frequency was low in this study, the reductions incutting forces were only feasible at low cutting velocities. Nathand Rahman [3] showed that cutting forces and tool flank wear were only 15%–25% in vibration-assisted turning Inconel 718,compared to that of conventional cutting, with a frequency of 19 kHz and an amplitude of 15 lm. Babitsky et al. [4] observedthat improvement of surface finish and roundness were up to25%–50% in vibration-assisted turning of aviation materials.Vibration-assisted machining is also suitable for cutting brittleand composite materials [5,6]. The elliptical vibration-assistedcutting was developed by Moriwaki and Shamato [7] for better cutting performance and complex workpiece geometries. Analysisand simulation also justified that the vibration-assisted machining
could reduce cutting forces, cutting temperatures, and improvesurface roughness [3, 8].
Toews et al. [9] applied vibration frequencies below 200 Hz onthe workpiece in drilling aluminum 6061. Lower drilling forceswere detected when the vibration conditions were appropriatelychosen. Liao et al. [10] studied the effect of ultrasonic vibrationon drilling Inconel 718. Experimental results showed that lower thrust forces and longer tool life were achievable. The bestvibration condition was 31.8 kHz for frequency and 4 lm for am-plitude. The application of ultrasonic vibrations in grinding wasalso shown to reduce the grinding force as much as 78% and toimprove the surface finish by 10% [11]. Isobe et al. [12] verifiedmirror surface grinding for mold steels by superimposing ultra-sonic vibrations on the tool. The high quality of workpiece rough-
ness Rz of 0.14lm was attained. The vibration frequency was upto 60 kHz. It was also found that when the spindle speed increasedfrom 4000 to 9000 rpm, the surface roughness R
zdeteriorated
from 0.24 to 0.80lm. For the cutting condition of feed of 500–1000 mm/min and cross feed of 10lm, scratches on the fin-ished surface were seen. Hara et al. [13] investigated the effects of the cutting edge shape in vibration-assisted grinding. The cuttingedge of the grinding tool was trimmed before grinding tests.Experimental results showed that the ground surface finish wasimproved by grinding with truncated grits. However, the trunca-tion of the grinding grits caused the thrust force to increase.
Although the vibration-assisted machining is an effective tech-nique for improving cutting performance, it is not easy to improvethe dimensional accuracy down to the order of 1 lm if the ampli-tudes of vibrations of the tool or workpiece are more than 10 lm.
The objective of this research is to study the feasibility of super-imposing small-amplitude vibration in the order of 1lm for grind-ing SKD61 steels. The effects of machining parameters, includingthe amplitude and frequency of the vibrator, on the ground surfacefinish are investigated.
Experimental Setup
The grinding tests are conducted with a desktop millingmachine equipped with a small grinding wheel (diameter of 1.5mm) with diamond grits. The vibration-assisted grindingsystem consists of a 3-axis machining table, a knee-column frame,and a spindle (125 W, 5000–50,000 rpm). In order to study theinfluence of small-amplitude vibrations in grinding, actuated
1Corresponding author.Contributed by the Manufacturing Engineering Division of ASME for publication
in the JOURNAL OF MANUFACTURING ENGINEERING. Manuscript received January 30,2012; final manuscript received May 27, 2012; published online July 18, 2012.Assoc. Editor: Allen Y. Yi.
Journal of Manufacturing Science and Engineering AUGUST 2012, Vol. 134 / 041009-1CopyrightVC 2012 by ASME
wnloaded From: http://asmedigitalcollection.asme.org/ on 05/07/2013 Terms of Use: http://asme.org/terms

7/30/2019 Experinmental Study
http://slidepdf.com/reader/full/experinmental-study 2/8
workpiece holders have been designed and fabricated. Bulk piezo-electric elements are attached to the bottom of the workpieceholders to provide the desired vibrations in grinding tests. Twoworkpiece holders are made to provide operating vibration fre-quencies of 9.0 and 11.4 kHz.
The grinding tool has a diameter of 1.5 mm and the grain sizeis #200. The workpiece material is SKD61 steel with hardnessof HRC38. Face grinding experiments are conducted on the
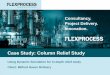
vibration-assisted grinding system. The workpiece is fixed onan actuated workpiece holder and a cutting tool is fed at in theX- and Y-directions. Small amplitudes of vibrations in the verticaldirection are provided by a piezoelectric actuator. The schematicof the tool path is shown in Fig. 1.
The machining parameters for this study are listed in Table 1.The experimental setup and cutting conditions are used for bothconventional grinding and vibration-assisted grinding. When thepower of a vibration actuator is turned off, the cutting testbecomes a conventional grinding process. In each cutting test,an area of 7 mmÂ7 mm will be ground. After grinding, theground surface roughness is measured with a surface roughnesstester (Mitutoyo SJ-301). For observing the effect of small vibra-tions on surface roughness, grinding tests are repeated twice.The values of surface roughness on the middle of machined
surfaces are measured. Three measurements of surface roughnessare recorded and averaged. When examining the effect of smallvibrations on tool life, only one grinding test is conducted. Amicroscope is used to observe the ground workpiece surface andthe tool end face.
Results and Discussions
The effects of vibrations with small amplitudes on surfaceroughness and tool life in face grinding are discussed in thefollowing sections. The effect of minimum quantity lubrication(MQL) in vibration-assisted grinding is also studied. As a com-parison, conventional dry grinding experiments are also carriedout.
Effect of Vibration-Assisted Grinding on SurfaceRoughness. In this section, the vibration conditions are, fre-quency of 11.4 kHz and amplitude of 0.9lm. The effect of
vibration-assisted grinding on the surface roughness of groundsurfaces under different feeds are presented in Fig. 2. Experimentsare conducted at a spindle speed of 25,000 rpm, and a cross feedof 20lm. The values of surface roughness are measured along thefeed direction. It is found that the best surface finish in conven-tional grinding is 0.16lm, while it is 0.05lm in vibration-assistedgrinding, both observed at the feed of 1.92 lm/rev.
Near-mirrored surface is observed in vibration-assisted grindingas shown in Fig. 3. With these cutting parameters, the surfaceroughness value in vibration-assisted grinding is improved by75% compared to conventional grinding.
It is observed in Fig. 2 that the surface roughness values in con-ventional grinding do not improve much with respect to the feed.At the same time, the surface roughness gets worse with respect
Fig. 1 Tool path for face grinding experiments
Table 1 Experimental conditions
Workpiece Material SKD61 (HRC 38–45)
Tool Type Diamond mountedpoints (see Fig. 1)
Diameter 1.5 mmGrain size #200
Cutting conditions Spindle speeds 15,000, 25,000, 35,000rpmFeed 1.92, 3.84, 5.76lm/revCross feed 20, 40lmDepth of cut 10lm
Vibration conditions Frequency 9.0, 11.4kHzAmplitude 0.75, 0.90, 1.30lm
MQL conditions Air 30 l/minOil 1.88 ml/h
Fig. 2 Surface roughness for different feeds in conventionalgrinding and vibration-assisted grinding
Fig. 3 Photograph of the ground surface: (a ) conventionalgrinding; (b ) vibration-assisted grinding
041009-2 / Vol. 134, AUGUST 2012 Transactions of the ASME
wnloaded From: http://asmedigitalcollection.asme.org/ on 05/07/2013 Terms of Use: http://asme.org/terms

7/30/2019 Experinmental Study
http://slidepdf.com/reader/full/experinmental-study 3/8
to the feed in vibration-assisted grinding. Moreover, when thefeed is 5.76lm/rev, the surface finish deteriorates to a value of 0.98lm, which is about six times higher than that in conventionalgrinding. By examining the ground surfaces conditions as shownin Fig. 4, it is found that there are many scratches on the groundsurface in vibration-assisted grinding, but a few or no scratchesobserved in conventional grinding. Some surface profiles of theground surfaces in Fig. 2 are given in Fig. 5 to show the effect of scratches on the workpiece. In the figure, some scratches areobserved for conventional grinding but they do not affect muchthe surface roughness ( Ra
) because peaks and valleys for surfaceprofile due to grinding marks and scratches are comparable. On
the other hand, scratches in vibration-assisted grinding couldsignificantly affect the surface roughness values. Especially whenthe feed is 5.76 lm/rev and spindle speed is 25,000rpm, manyscratches are seen in Fig. 4 and extreme high peaks and valleysare observed in Fig. 5. Scratches result in the worst surface rough-ness ( Ra
) under this cutting condition in this study. Thesescratches are caused by the tip hammering in vibration-assistedgrinding. Although the average cutting forces in vibration-assistedmachining are lower than those in conventional grinding, the peakforces in vibration-assisted grinding are higher than those inconventional grinding [14]. When the instantaneous cuttingforce reaches a critical value, tip hammering has a tendency tohappen and scratches are formed on the ground surface. In order to obtain high-quality ground surface finish by vibration-assisted
machining, it is crucial to properly select the process parametersto avoid the tip hammering.
Figure 6 shows the surface roughness of the ground surfaceunder different spindle speeds. Experiments are carried out at afeed of 3.84 lm/rev, and a cross feed of 20 lm. It is detected thatthe values of surface roughness in conventional grinding raisesagainst the cutting speed. On the other hand, the surface roughnessdecreases with respect to the cutting speed in vibration-assisted
Fig. 4 Photograph of the ground surface: (a ) conventionalgrinding; (b ) vibration-assisted grinding (feed55.76lm/rev,frequency511.4 kHz and amplitude50.90lm)
Fig. 5 Profile of the ground surfaces in Fig. 2: (a ) conventionalgrinding with feed53.84 lm/rev (very few scratches); (b ) con-
ventional grinding with feed5
5.76lm/rev (a few scratches); (c
)vibration-assisted grinding with feed53.84 lm/rev (a fewscratches); (d ) vibration-assisted grinding with feed55.76 lm/ rev
Journal of Manufacturing Science and Engineering AUGUST 2012, Vol. 134 / 041009-3
wnloaded From: http://asmedigitalcollection.asme.org/ on 05/07/2013 Terms of Use: http://asme.org/terms

7/30/2019 Experinmental Study
http://slidepdf.com/reader/full/experinmental-study 4/8
grinding. The surface finish in vibration-assisted grinding isimproved by 28% over the conventional grinding at the spindlespeeds of 25,000 and 35,000rpm. In contrast, the surface finishwith vibration-assisted cutting technique is worse than that in con-ventional grinding at the spindle speed of 15,000rpm. Similar results are observed when the feed is changed to 1.92lm/rev.However, for the case of a feed of 5.76 lm/rev, worse surfaceroughness in the vibration-assisted grinding is discovered for allspindle speeds.
The effect of cross feed on surface roughness is presentedin Fig. 7. Two cross feeds are chosen for comparison, 20lmand 40lm. Experiments are performed at a spindle speed of 25,000 rpm while the feed is changed from 1.92 to 5.76lm/rev.The surface roughness values are still measured along the feeddirection. It is noticed from the figure that better surface finish in
vibration-assisted grinding is achieved for the feeds of 1.92 and3.84lm/rev. The results reveal that even when the values of thecross feeds change, the vibration-assisted grinding technique isstill superior to conventional grinding when the feeds are 1.92 and3.84lm/rev. However, when the feed is increased to 5.76lm/revin this study, the surface finish in vibration-assisted grinding isworse than that in conventional grinding. By investigating theground surface with the microscope, many scratches are detectedagain between the tool and workpiece in vibration-assisted grind-ing. In contrast, very few scratches are observed in conventionalgrinding. Based on the experimental results, the occurrence of scratches on the ground surface depends on both cutting condi-tions and process parameters. High peak force is one of the factorsfor happening of scratches in vibration-assisted grinding. As
shown in Figs. 2, 4, 6, and 7, scratches have a tendency to occur at higher feeds in this study. The combination of vibration fre-quency of 11.4 kHz and a higher feed at 25,000rpm gives theworst surface finishes.
The above experiments demonstrate that it is possible to ac-complish high-quality surfaces with the help of small-amplitudevibrations. In order to achieve this goal, the cutting conditionsshould be carefully selected. For example, when the vibration fre-quency is 11.4 kHz, the feed should be lower than 5.76lm/rev invibration-assisted grinding. The optimized process parameters,including cutting and vibration conditions, should be further stud-ied for the purpose of making mirror surface. Without optimalprocess parameters, the use of small-amplitude vibrations ingrinding may result in worse surface finish compared to that inconventional grinding.
Effect of Vibration Conditions on Surface Roughness. Inthis section, the cutting conditions are the spindle speed of 25,000rpm and the feed of 1.92–5.76lm/rev. The effect of
vibration conditions, frequency, and amplitude, on the surfaceroughness in vibration-assisted grinding is presented. A secondworkpiece holder is designed for this purpose. The operating fre-quency and the largest vibration amplitude for this holder are9.0 kHz and 1.30lm, respectively.
The effect of amplitude on ground surface roughness at thefrequency of 9.0 kHz is shown in Fig. 8. In the figure, it is foundthat the use of vibration-assisted grinding can improve the surfacefinish for both amplitude values. Improvement of surface finish ismore significant when the vibration amplitude increases for thefeeds of 1.92 and 3.84lm/rev. In the case of lower amplitude of 0.75lm, some of the grits may still be in contact with the work-piece during grinding. The benefit of vibration-assisted grinding isnot significant. Thus at a higher amplitude (1.30lm), the surfacefinish is improved. However, it is observed that the enhancement
of the surface finish in vibration-assisted grinding is limited atthe feed of 5.76 lm/rev. In addition, the tip hammering is notobserved in vibration-assisted grinding at the frequency of 9.0 kHz. Comparing the photographs of the ground surface inFigs. 4 and 9, the scratches are observed in Fig. 4, but not inFig. 9. Thus it is indicated that the tip hammering is also related tothe operation frequency of the vibration source. By tuning thevibration frequency, the scratches on the workpiece surface can berestrained in vibration-assisted grinding.
Figure 10 presents the performance of different workpieceholders which are designed at different vibration frequencies.Since it is observed in Fig. 8 that large amplitude is favored invibration-assisted machining, the results are evaluated based onthe largest vibration amplitude of each workpiece holder. The
Fig. 6 Surface roughness for different spindle speeds in con-ventional grinding and vibration-assisted grinding
Fig. 7 Surface roughness for different cross feeds in conven-tional grinding and vibration-assisted grinding
Fig. 8 Surface roughness for different workpiece vibrationamplitudes at a frequency of 9 kHz
041009-4 / Vol. 134, AUGUST 2012 Transactions of the ASME
wnloaded From: http://asmedigitalcollection.asme.org/ on 05/07/2013 Terms of Use: http://asme.org/terms

7/30/2019 Experinmental Study
http://slidepdf.com/reader/full/experinmental-study 5/8

7/30/2019 Experinmental Study
http://slidepdf.com/reader/full/experinmental-study 6/8
face condition. When the tool is worn out or some abrasive par-
ticles are worn or missing, the ground surface roughness increasesdrastically. The surface roughness and the corresponding grindingtime (or machined area) are recorded. The tool end face is alsoobserved with a microscope. The vibration conditions are fre-quency of 11.4 kHz and amplitude of 0.9 lm. Experiments areconducted at a feed of 1.92 lm/rev, and a cross feed of 20 lm,while the spindle speed increased from 15,000 rpm to 35,000 rpm.
The experimental results for the spindle speed of 15,000 rpmfor both vibration-assisted grinding and conventional grinding aresimilar. For both cutting tests, there is not any tool wear after cutting the material for 330min. The surface roughness valueremains constant and no tool abrasives are worn or fallen. It isindicated that the tool life for both vibration-assisted grinding andconventional grinding is more than 330min or 245 mm2 arearemoved.
The comparison between the vibration-assisted grinding andconventional grinding for the spindle speed of 25,000rpm isshown in Fig. 11. The experimental results reveal that the avail-able cutting time for conventional grinding is 66.25 min and theremoved material area is 73.35 mm2. On the other hand, thecutting time for vibration-assisted grinding achieves 159 min andthe machined area is 196 mm2. The vibration-assisted grindingunder these process parameters can extend tool life more thantwice as that in conventional grinding. When the spindle speedincreases from 15,000 rpm to 25,000rpm, the tool life becomesshorter correspondingly. Vibrations between tool and the work-piece can reduce the average cutting force and prevent thechemical reaction between the diamond tool and steel, so the toolwear is reduced and cutting time is extended. Figures 12 and 13
illustrate the tool end face condition before and after cuttingexperiments for conventional grinding and vibration-assistedgrinding respectively. Four tool abrasives are worn (marked withcircles) for conventional grinding while only one abrasive on thetool is missing in vibration-assisted grinding. However, both casescause the surface roughness to deteriorate.
The degradation of surface roughness for the spindle speed of 35,000rpm for vibration-assisted grinding is shown in Fig. 14. Itis noticed that the value of surface roughness for vibration-assisted grinding goes up to 0.53lm after cutting the material for
38 min. A similar trend is observed for conventional grinding. Thetool end surface conditions confirm that one abrasive particle ismissing in vibration-assisted machining and two abrasive particleshave fallen in conventional grinding. This indicates that low-amplitude vibration-assisted grinding is not significantly superior to conventional grinding in terms of tool wear. Moreover, the
Fig. 13 Photograph of the tool end face in vibration-assistedgrinding: (a ) new tool; (b ) worn tool (spindle speed525,000 rpm)
Fig. 14 Tool life comparison between conventional grindingand vibration-assisted grinding (spindle speed535,000 rpm)
Fig. 15 Photograph of the ground surface: (a ) conventionalgrinding; (b ) vibration-assisted grinding
041009-6 / Vol. 134, AUGUST 2012 Transactions of the ASME
wnloaded From: http://asmedigitalcollection.asme.org/ on 05/07/2013 Terms of Use: http://asme.org/terms

7/30/2019 Experinmental Study
http://slidepdf.com/reader/full/experinmental-study 7/8
scratches on the ground surfaces are observed after the cuttingtests as shown in Fig. 15. It is possible that the cutting forceincreases due to tool wear beyond a critical value and causes thescratches. Worse surface finishes are observed under this spindlespeed after cutting 38 min.
Effect of MQL on Tool Life. Vibrations of the cutting tool invibration-assisted grinding make the tool leave the workpieceperiodically. Consequently, the cutting fluid can flow to theinterface between the tool and the workpiece easily. The mini-mum quantity lubrication on the tool wear is studied. The MQL
conditions are listed in Table 1. The cutting conditions are thesame as the previous section for the tool life test.
The experimental results for a spindle speed of 35,000 rpm areshown in Fig. 16. The experiments stop when the cutting timereaches 57 min. It is seen that the employment of MQL invibration-assisted grinding can effectively reduce tool wear andextend tool life. No abrasive particles show significant wear or aremissing after the cutting tests as illustrated in Fig. 17. However,the excess oil flow makes part of the oil remains on the tool endface. The oil on the tool end surface may hinder the chips from
leaving the tool. As a result, the value of surface roughness ishigher than that in dry vibration-assisted grinding. The use of MQL can prolong the tool life in vibration-assisted grinding.However, improvement of surface finish depends on the selectionof proper lubricating parameters.
Conclusion
The cutting performance of vibration-assisted grinding withsmall-amplitude vibration in the order of 1lm is investigated.The effects of process parameters on the ground surface finish andtool life are studied. Experimental results show that the vibration-assisted grinding can accomplish near mirror surface under thecombination of a frequency of 11.4 kHz and an amplitude valueof 0.90lm for the feed of 1.92 lm/rev and the spindle speed of 25,000rpm with a grinding tool of 1.5 mm in diameter. The corre-
sponding surface roughness value is improved by 75% comparedto that in conventional grinding. The experimental results alsoshow that the best surface finish under different grinding condi-tions is affected both by the feed and the vibration frequencies.The best surface finish happens at a lower feed when the vibrationfrequency is increased. Larger amplitude is expected to improvesurface finish in small-amplitude vibration-assisted grinding.
Vibrations between tool and the workpiece can reduce the aver-age cutting force, so tool wear is reduced and cutting timeextends. In this study, the vibration-assisted grinding can extendtool life more than twice as that in conventional grinding. Theintroduction of MQL can further increase the tool life invibration-assisted grinding. However, improvement of surface fin-ish may not be significant without properly selecting lubricatingparameters.
Acknowledgment
The authors would like to express their appreciation to NationalScience Council in Taiwan for their financial support of thisresearch. The authors would like to thank Dr. Fu-Chuan Hsu,Metal Industries Research and Development Centre (MIRDC), for critical discussion and helpful comments.
References[1] Tawakoli, T., and Azarhoushang, B., 2008, “Influence of Ultrasonic Vibrations
on Dry Grinding of Soft Steel,” Int. J. Mach. Tools Manuf., 48(14), pp.1585–1591.
[2] Skelton, R. C., 1968, “Turning With an Oscillating Tool,” Int. J. Mach. ToolDes. Res., 8(4), pp. 239–259.
[3] Nath, C., and Rahman, M., 2008, “Effect of Machining Parameters in Ultra-
sonic Vibration Cutting,” Int. J. Mach. Tools Manuf., 48(9), pp. 965–974.[4] Babitsky, V. I., Kalashnikov, A. N., Meadows, A., and Wijesundara, A. H. P.,
2003, “Ultrasonically Assisted Turning of Aviation Materials,” J. Mater. Pro-cess. Technol., 132(1–3), pp. 157–167.
[5] Zhou, M., Wang, X. J., Ngoi, B. K. A., and Gan, J. G. K., 2002, “Brittle-DuctileTransition in the Diamond Cutting of Glasses With the Aid of UltrasonicVibration,” J. Mater. Process. Technol., 121(2–3), pp. 243–251.
[6] Weber, H., Herberger, J., and Pilz, R., 1984, “Turning of Machinable GlassCeramics With an Ultrasonically Vibrated Tool,” CIRP Ann., 33(1), pp. 85–87.
[7] Moriwaki, T., and Shamoto, E., 1995, “Ultrasonic Elliptical Vibration Cutting,”CIRP Ann., 44(1), pp. 31–34.
[8] Mitrofanov, A. V., Babitsky, V. I., and Silberschmidt, V. V., 2004, “Finite Ele-ment Analysis of Ultrasonically Assisted Turning of Inconel 718,” J. Mater.Process. Technol., 153–154(1–3), pp. 233–239.
[9] Toews, H. G., Compton, W. D., and Chandrasekar, S., 1998, “A Study of theInfluence of Superimposed Low-Frequency Modulation on the Drilling Proc-ess,” Precis. Eng., 22(1), pp. 1–9.
Fig. 16 Tool life comparison among conventional grinding,vibration-assisted grinding, and the combination of VAG andMQL (VAG1MQL)
Fig. 17 Photograph of the tool end face in vibration-assistedgrinding with MQL: (a ) before the grinding test; (b ) after thegrinding test
Journal of Manufacturing Science and Engineering AUGUST 2012, Vol. 134 / 041009-7
wnloaded From: http://asmedigitalcollection.asme.org/ on 05/07/2013 Terms of Use: http://asme.org/terms

7/30/2019 Experinmental Study
http://slidepdf.com/reader/full/experinmental-study 8/8
[10] Liao, Y. S., Chen, Y. C., and Lin, H. M., 2007, “Feasibility Study of the Ultra-sonic Vibration Assisted Drilling of Inconel Superalloy,” Int. J. Mach. ToolsManuf., 47(12–13), pp. 1988–1996.
[11] Nomura, M., Wu, Y., Kuriyagawa, T., Kawashima, T., and Shibata, T.,2009, “Effects of Grain Size and Concentration of Grinding Wheel inUltrasonically Assisted Grinding,” Key Eng. Mater., 389–390, pp.283–288.
[12] Isobe, H., Hara, K., Kyusojin, A., Okada, M., and Yoshihara, H., 2007,“Ultrasonically Assisted Grinding for Mirror Surface Finishing of Dies With
Electroplated Diamond Tools,” Int. J. Precision Eng. Manuf., 8(2), pp. 38–43.Available at http://dbpia.co.kr/view/ar_view.asp?arid=850500
[13] Hara, K., Isobe, H., and Kyusojin, A., 2009, “Effects of Cutting Edge Truncationon Ultrasonically Assisted Grinding,” Key Eng. Mater., 389–390, pp. 368–374.
[14] Ahmed, N., Mitrofanov, A. V., Babitsky, V. I., and Silberschmidt, V. V., 2007,“Analysis of Forces in Ultrasonically Assisted Turning,” J. Sound Vib.,308(3–5), pp. 845–854.
[15] Moriwaki, T., Shamoto, E., and Inoue, K., 1992, “Ultraprecision Ductile Cutting of Glass by Applying Ultrasonic Vibration,” CIRP Ann., 41(1), pp. 141–144.
041009-8 / Vol. 134, AUGUST 2012 Transactions of the ASME