Embed Size (px)
Citation preview
Journal of Electronic Materials, Vol. 24, No. 12, 1995 Special lssue Paper
Explosive Consolidation of (Bi, Pb)-Sr-Ca-Cu-O Superconductor Powders
H. THOMAS and O.T. INAL
Materials and Metallurgical Engineering Department, New Mexico Institute of Mining and Technology, Socorro, NM 87801
U. BALACHANDRAN
Energy Technology Division, Argonne National Laboratory, Argonne, IL 60439
Superconducting (2212 phase) Bi-Sr-Ca-Cu-O (BSCCO) and BSCCO-Ag compos- ites were explosively consolidated in silver tubing and then drawn and rolled into tapes. These silver-sheathed tapes were then subjected to repeated cycles of pressing and heat treatment, which resulted in enhanced texturing and grain growth and a subsequent increase in critical current density (Jc). The effect of Ag powder additions to the superconducting powder further increased texturing and Jc, with optimal properties occurring with 10 vol.% silver powder additions. Scanning electron microscopy indicated that grain alignment increased and grain structure became refined after the thermomechanical treatment. X-ray diffraction studies indicated that grain orientation and conversion of 2212 phase to 2223 phase are improved when explosive consolidation is introduced before the drawing step in the powder-in-tube process.
Key words: Defects, shock consolidation, strain rate
INTRODUCTION
Applications of ceramic superconductors have been limited by difficulties in obtaining lengths of super- conductor with serviceable properties. The most prom- ising processing approach to date is the powder-in- tube (PIT) technique, which generally uses silver as a sheath material. 1~3 The primary advantage of this technique is that superconductor grains become aligned in their superior current-carrying direction and thus enable a relatively high critical current density (Jc). 4,5
A common improvement to PIT fabrication of BSCCO superconductors has been the use of silver powder along with the ceramic precursor powder when filling the silver tubes prior to drawing. The composite is then processed exactly like the pure
(Received February 13, 1995; revised May 26, 1995)
ceramic. The primary improvements are to the me- chanical properties (mainly strength and fracture toughness), 6 and to Jc, attributed to increased textur- ing of the superconductor. 7
A novel approach to PIT fabrication is the use of explosive consolidation before the drawing step. It has been demonstrated that explosive consolidation can attain high densities in resultant compacts, usu- ally 94 to 99% of theoretical density. 8 It has been suggested that a decrease in porosity will lead to higher J values 9 so it was hoped that applying this technique to consolidation of silver/ceramic tubing before PIT processing would retain in the final prod- uct the high density of the initial material.
The purpose of the present study was to examine the effect of explosive consolidation and various amounts of silver flake additions on end-product superconducting 2223 tapes that were fabricated by the PIT process with 2212 precursor powder. It was
1887
1888 Thomas, Inal, and Balachandran
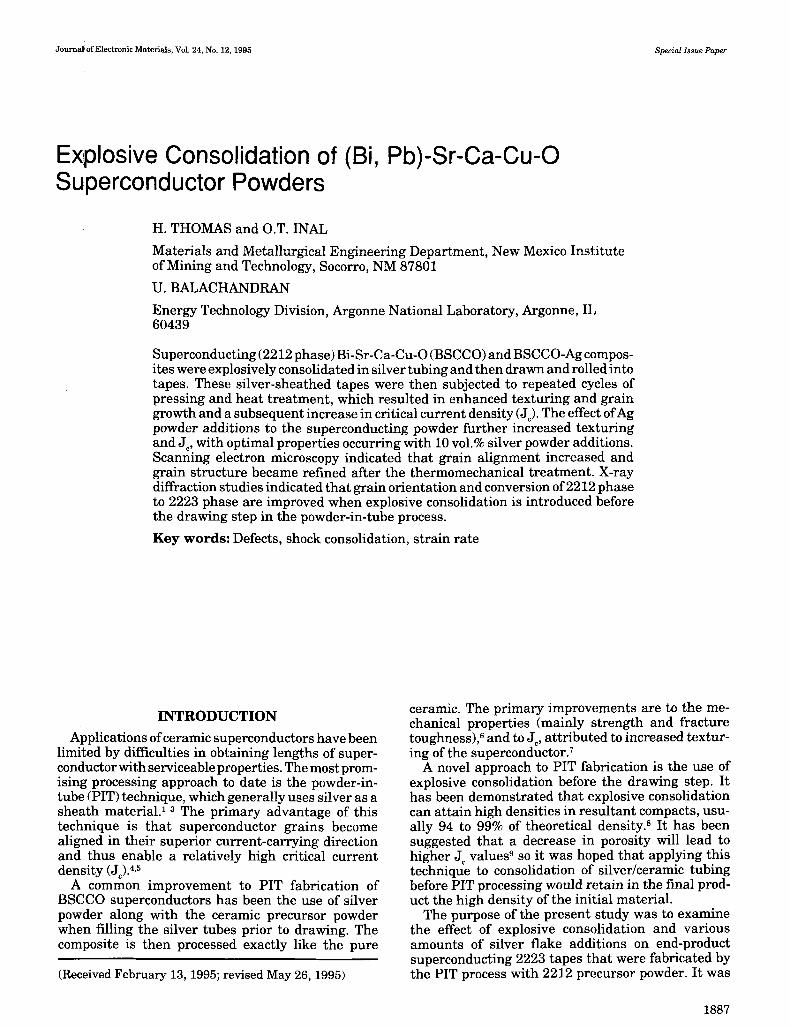
Fig. 1. The explosive consolidation assembly: (a) the sample is ready to be consolidated, and (b), the consolidated rod has been extracted from the steel canister after the explosive consolidation step.
hoped that the high densities of the high-temperature superconductor (HTS) ceramic in the tape would lead to improvements in Jc relative to those of tapes made with loose powder in the tubes. An additional interest was the effect of silver powder additions on the defor- mation processes and final properties of the tapes. This effect was studied by scanning electron micros- copy (SEM) of the grain microstructure of the materi- als. Finally, x-ray diffraction (XRD) was used to quantify the degree of 2212-to-2223 phase conversion and the degree of texturing of the 2223 phase.
EXPERIMENTAL PROCEDURE
The starting powders consisted of calcined, lead- doped Bi2Sr2CalCU207_ x (2212 phase) powder with lead oxide and calcium cuprate additions to stoichio- metrically enable formation of Bil.sPbo.4Sr2Ca2.2Cu30 X (2223 phase). Silver flakes were added to some of the pure BSCCO powders to result in mixtures of 10, 15, and 20 vol.% silver, all of the compositions were ball- milled to ensure complete mixing.
The powders were uniaxially packed under a pres- sure of 300 MPa into silver tubes (6.35 mm outer diameter, 4.35 mm inner diameter) that were already in low-carbon steel canisters. Steel caps were welded onto the canister, which were then ready for the
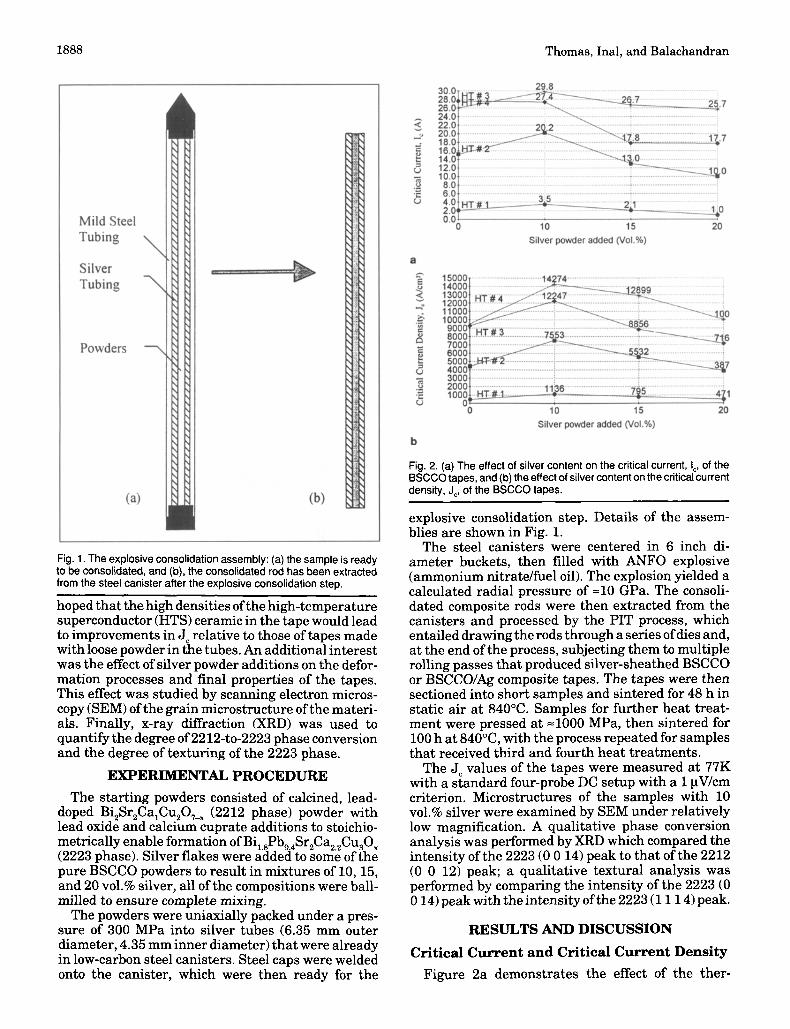
Fig. 2. (a) The effect of silver content on the critical current, I c, of the BSCCO tapes, and (b) the effect of silver content on the critical current density, Jc, of the BSCCO tapes.
explosive consolidation step. Details of the assem- blies are shown in Fig. 1.
The steel canisters were centered in 6 inch di- ameter buckets, then filled with ANFO explosive (ammonium nitrate/fuel oil). The explosion yielded a calculated radial pressure of =10 GPa. The consoli- dated composite rods were then extracted from the canisters and processed by the PIT process, which entailed drawing the rods through a series of dies and, at the end of the process, subjecting them to multiple rolling passes that produced silver-sheathed BSCCO or BSCCO/Ag composite tapes. The tapes were then sectioned into short samples and sintered for 48 h in static air at 840~ Samples for further heat treat- ment were pressed at =1000 MPa, then sintered for 100 h at 840~ with the process repeated for samples that received third and fourth heat treatments.
The Jc values of the tapes were measured at 77K with a standard four-probe DC setup with a 1 ~tV/cm criterion. Microstructures of the samples with 10 vol.% silver were examined by SEM under relatively low magnification. A qualitative phase conversion analysis was performed by XRD which compared the intensity of the 2223 (0 0 14) peak to that of the 2212 (0 0 12) peak; a qualitative textural analysis was performed by comparing the intensity of the 2223 (0 0 14) peak with the intensity of the 2223 (1 1 14) peak.
RESULTS AND DISCUSSION
Critical Current and Critical Current Dens i ty
Figure 2a demonstrates the effect of the ther-
Explosive Consolidation of (Bi, Pb)-Sr-Ca-Cu-O Superconductor Powders 1889
momechanical treatments on the critical current (I) of the tapes. The best properties are attained after the fourth heat treatment of samples that contain 10 vol.% silver, and the best sample transported 36 A. This contrasts with the results of other researchers, who report superior Ic at 15 vol.% silver. 6 It is gener- ally believed that the Icincrease with silver content is due to the presence of elongated silver particles, which cause improved grain alignment and increased connectivity between the grains. Property degrada- tion occurs with increasing silver content and can be attributed to a reduction in volume fraction of su- perconducting phase. 7 It has also been suggested that, in this case, the relatively low but increasing concentration of silver particles might interfere with successive layers of grain nucleation and thus cause a decrease in I c through the tape. ~~
To obtain Fig. 2b, cross-sectional areas of the tapes were used to calculate the Jc of the tapes. The peak at 10 ~o1.% silver is more pronounced than the others, especially when compared with pure BSCCO samples. The more pronounced peak is caused by smaller
measured cross-sectional areas in the silver compos- ite tapes, which should be due to the improved me- chanical properties of the composite tapes during the deformation process. Due to the relatively large cross- sectional areas of processed tapes, the highest Jc value for this study was only 17000 A/cm 2, which does not compare favorably with Jc values in published work. ~1 This can be attributed to the poor reduction properties of the consolidated ceramic during the drawing process when compared with the normally unconsolidated powder in the silver tube used in the PIT process.
M i c r o s t r u c t u r e
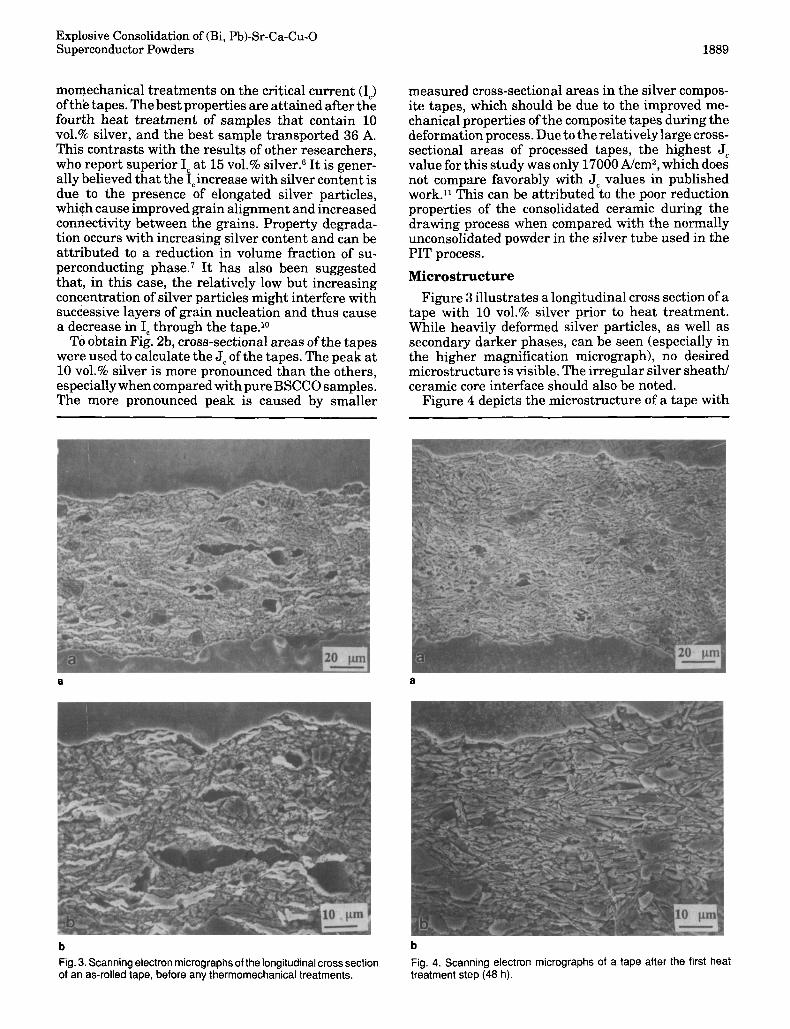
Figure 3 illustrates a longitudinal cross section of a tape with 10 vol.% silver prior to heat treatment. While heavily deformed silver particles, as well as secondary darker phases, can be seen (especially in the higher magnification micrograph), no desired microstructure is visible. The irregular silver sheath/ ceramic core interface should also be noted.
Figure 4 depicts the microstructure of a tape with
b Figi 3. Scanning electron micrographs of the longitudinal cross section of an as-rolled tape, before any thermomechanical treatments.
b Fig. 4. Scanning electron micrographs of a tape after the first heat treatment step (48 h).
1890 Thomas, Inal, and Balachandran
b
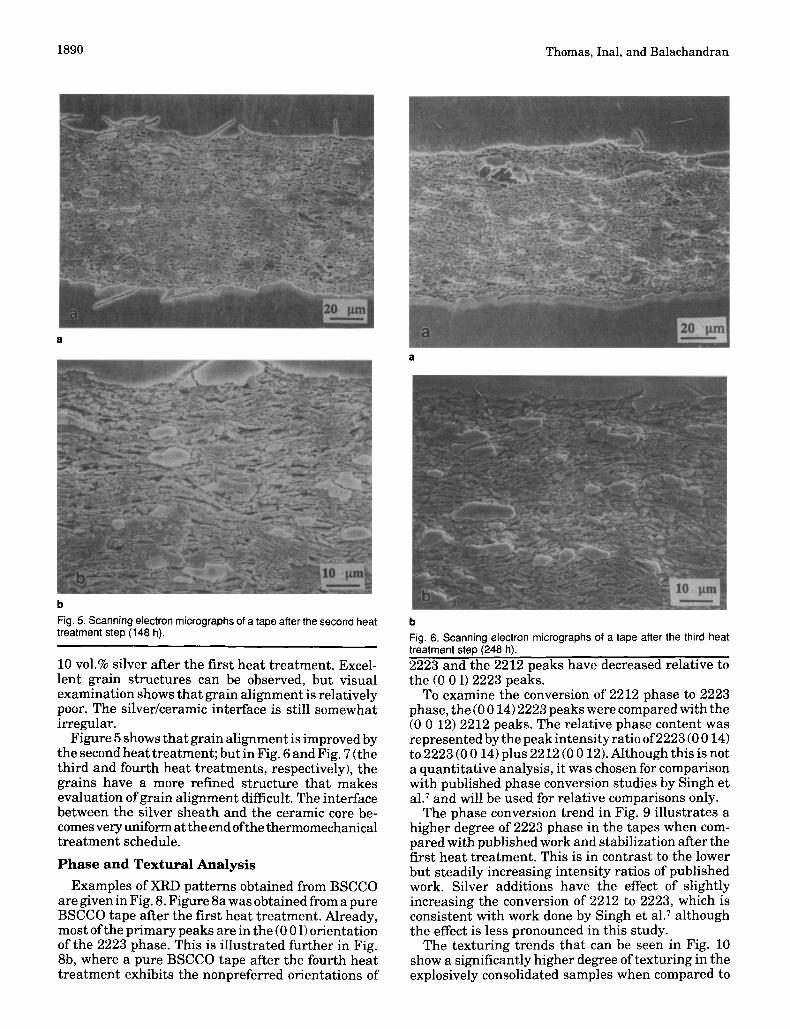
Fig. 5. Scanning electron micrographs of a tape after the second heat treatment step (148 h).
10 vol.% silver after the first heat treatment. Excel- lent grain structures can be observed, but visual examination shows that grain alignment is relatively poor. The silver/ceramic interface is still somewhat irregular.
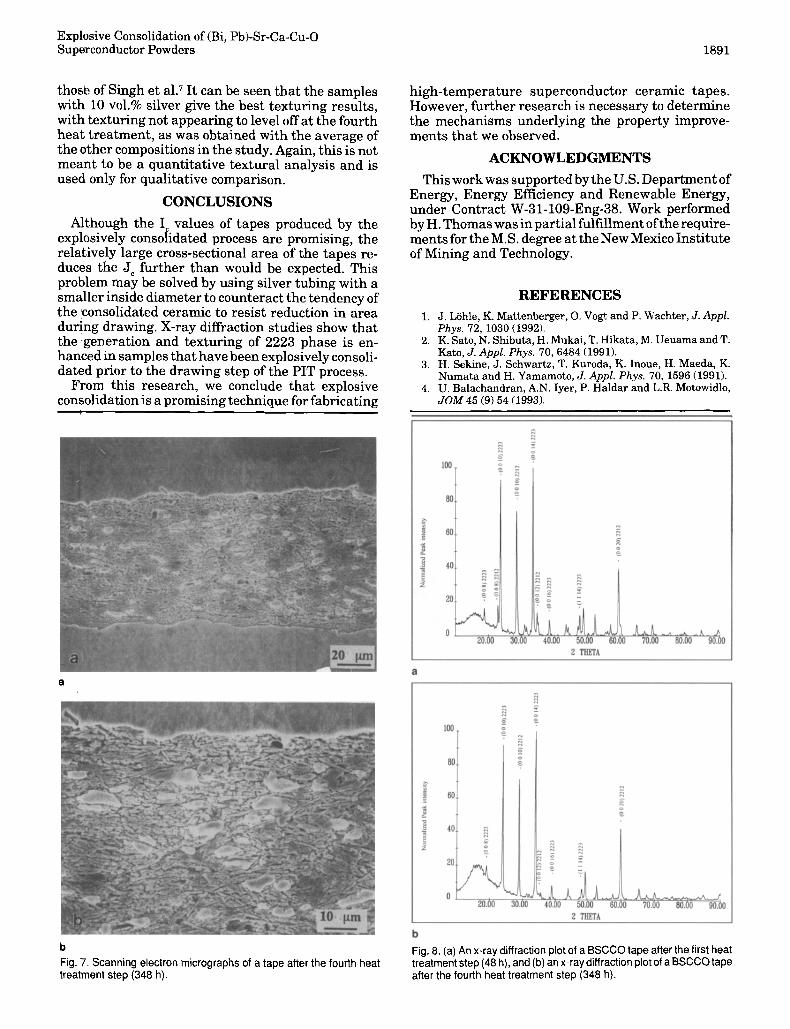
Figure 5 shows that grain alignment is improved by the second heat treatment; but in Fig. 6 and Fig. 7 (the third and fourth heat treatments, respectively), the grains have a more refined structure that makes evaluation of grain alignment difficult. The interface between the silver sheath and the ceramic core be- comes very uniform at the end of the thermomechanical treatment schedule.
Phase and Textural Analysis
Examples of XRD patterns obtained from BSCCO are given in Fig. 8. Figure 8a was obtained from a pure BSCCO tape after the first heat treatment. Already, most of the primary peaks are in the (0 0 l) orientation of the 2223 phase. This is illustrated further in Fig. 8b, where a pure BSCCO tape after the fourth heat treatment exhibits the nonpreferred orientations of
b Fig. 6. Scanning electron micrographs of a tape after the third heat treatment step (248 h). 2223 and the 2212 peaks have decreased relative to the (0 0 l) 2223 peaks.
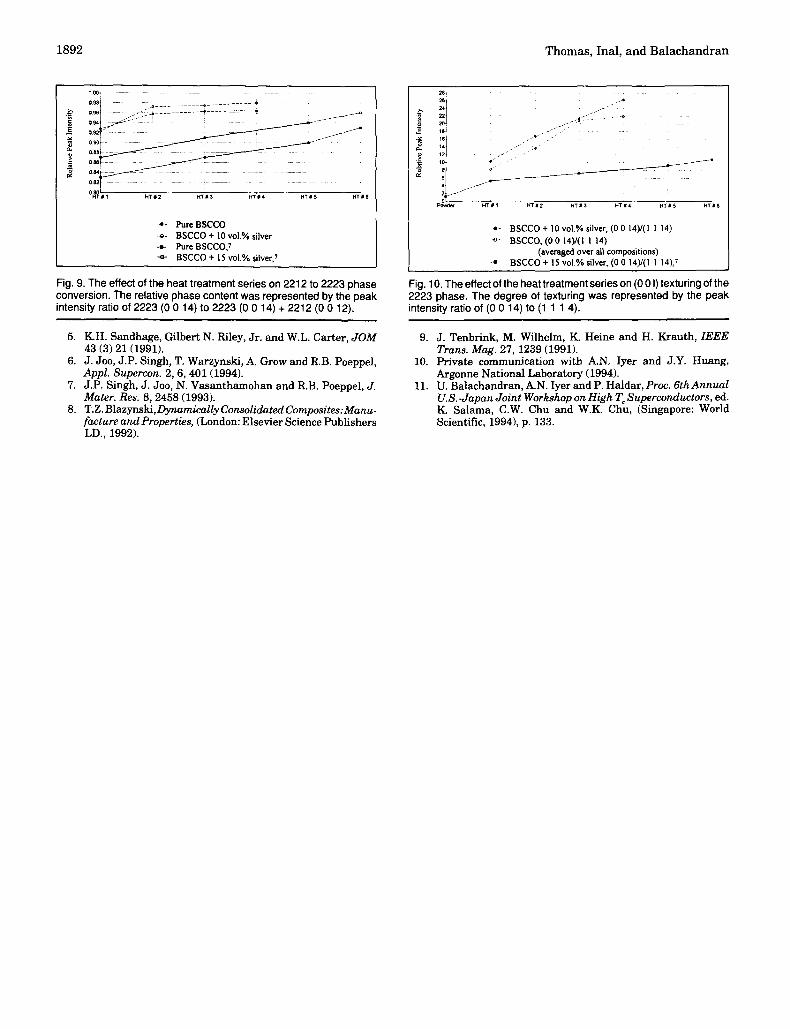
To examine the conversion of 2212 phase to 2223 phase, the (0 014) 2223 peaks were compared with the (0 0 12) 2212 peaks. The relative phase content was represented by the peak intensity ratio of 2223 (0 014) to 2223 (0 0 14) plus 2212 (0 0 12). Although this is not a quantitative analysis, it was chosen for comparison with published phase conversion studies by Singh et al. 7 and will be used for relative comparisons only.
The phase conversion trend in Fig. 9 illustrates a higher degree of 2223 phase in the tapes when com- pared with published work and stabilization after the first heat treatment. This is in contrast to the lower but steadily increasing intensity ratios of published work. Silver additions have the effect of slightly increasing the conversion of 2212 to 2223, which is consistent with work done by Singh et al. 7 although the effect is less pronounced in this study.
The texturing trends that can be seen in Fig. 10 show a significantly higher degree of texturing in the explosively consolidated samples when compared to
Explosive Consolidation of (Bi, Pb)-Sr-Ca-Cu-O Superconductor Powders 1891
those of Singh et al. 7 It can be seen that the samples with 10 vol.% silver give the best texturing results, with texturing not appearing to level off at the fourth heat treatment, as was obtained with the average of the other compositions in the study. Again, this is not meant to be a quantitative textural analysis and is used only for qualitative comparison.
CONCLUSIONS
Although the I c values of tapes produced by the explosively consolidated process are promising, the relatively large cross-sectional area of the tapes re- duces the Jc further than would be expected. This problem may be solved by using silver tubing with a smaller inside diameter to counteract the tendency of the consolidated ceramic to resist reduction in area during drawing. X-ray diffraction studies show that the generation and texturing of 2223 phase is en- hanced in samples that have been explosively consoli- dated prior to the drawing step of the PIT process.
From this research, we conclude that explosive consolidation is a promising technique for fabricating
high-temperature superconductor ceramic tapes. However, further research is necessary to determine the mechanisms underlying the property improve- ments that we observed.
ACKNOWLEDGMENTS
This work was supported by the U.S. Department of Energy, Energy Efficiency and Renewable Energy, under Contract W-31-109-Eng-38. Work performed by H. Thomas was in partial fulfillment of the require- ments for the M.S. degree at the New Mexico Institute of Mining and Technology.
REFERENCES 1. J. LShle, K. Mattenberger, O. Vogt and P. Wachter, J. Appt.
Phys. 72, 1030 (1992). 2. K. Sato, N. Shibuta, H. Mukai, T. Hikata, M. Ueuama and T.
Kato, J. Appl. Phys. 70, 6484 (1991). 3. H. Sekine, J. Schwartz, T. Kuroda, K. Inoue, H. Maeda, K.
Numata and H. Yamamoto, J. Appl. Phys. 70, 1596 (1991). 4. U. Balachandran, A.N. Iyer, P. Haldar and L.R. Motowidlo,
JOM 45 (9) 54 (1993).
b Fig. 7. Scanning electron micrographs of a tape after the fourth heat treatment step (348 h).
Fig. 8. (a) An x-ray diffraction plot of a BSCCO tape after the first heat treatment step (48 h), and (b) an x-ray diffraction plot of a BSCCO tape after the fourth heat treatment step (348 h).
1892 Thomas, Inal, and Balachandran
>, .-g
.E
Z.
1.00
O.98 ~ : • 1 7 7 . . . . . . . . -,~
0.96 . . ~ . ~ , . . . . . . . . . . . ~ ' - - - = = ~ : - - - ~ ~ . ~
o88' . . . . . .
0.84 ~ : . . . . . .
O.82 : . . . . . . .
0 ~ # I HT#2 HT#3 HT#4 H T # 5 biT#6
�9 o- Pure BSCCO -a- BSCCO + I0 vol.% silver + Pure BSCCO, v
BSCCO + 15 vol.% silver, v
Fig. 9. The effect of the heat treatment series on 2212 to 2223 phase conversion. The relative phase content was represented by the peak intensity ratio of 2223 (0 0 14) to 2223 (0 0 14) + 2212 (0 0 12).
5. ~ H . Sandhage, Gilbert N. Riley, Jr. and W.L. Carter, JOM 43 (3) 21 (1991).
6. J. Joo, J.P. Singh, T. Warzynski, A. Grow and R.B. Poeppel, Appl. Supercon. 2, 6, 401 (1994).
7. J.P. Singh, J. Joo, N. Vasanthamohan and R.B. Poeppel, or. Mater. Res. 8, 2458 (1993).
8. T.Z.Blazynski,DynamicallyConsolidatedComposites:Manu- facture and Properties, (London: Elsevier Science Publishers LD., 1992).
2a 2~ 24 22
le 14
s2 �9 .
lo �9
6
p ~ m ' # 1
. J :~ -
H T # 2 HT#3 H~r#4 H T # 5 HT#6
e - BSCCO+ 10vol.%silver,(0014)/(I 114)
~- BSCCO,(0014)/(I 114) (averaged over all compositions)
-~- BSCCO + 15 vol.% silver, (0014) / ( l 114), 7
Fig. 10. The effect of the heat treatment series on (0 0 I) texturing of the 2223 phase. The degree of texturing was represented by the peak intensity ratio of (0 0 14) to (1 1 1 4).
9. J. Tenbrink, M. Wilhelm, K. Heine and H. Krauth, IEEE Trans. Mag. 27, 1239 (1991).
10. Private communication with A.N. Iyer and J.Y. Huang, Argonne National Laboratory (1994).
11. U. Balachandran, A.N. Iyer and P. Haldar, Proc. 6thAnnual U.S.-Japan Joint Workshop on High T Superconductors, ed. K. Salama, C.W. Chu and W.K. Chu, (Singapore: World Scientific, 1994), p. 133.





























