Embed Size (px)
Citation preview
Extraction and separation of Rare Earths
Dr. Alain LEVEQUEformer R&D global director Rare Earths
SUMMER SCHOOL LEUVEN UNIVERSITY 2014 Aug19
Rare EarthsSystems
AGENDA
KU Leuven Summer School 2014 Aug 19Extraction and separation of Rare Earths2
1. Solvent extraction is the only industrialtechnology for RE separation
2. Raw materials processing3. Basics of Solvent Extraction
• chemistry• technology
4. Examples of process flow sheet5. Conclusions & Prospects
Rare EarthsProducers
3
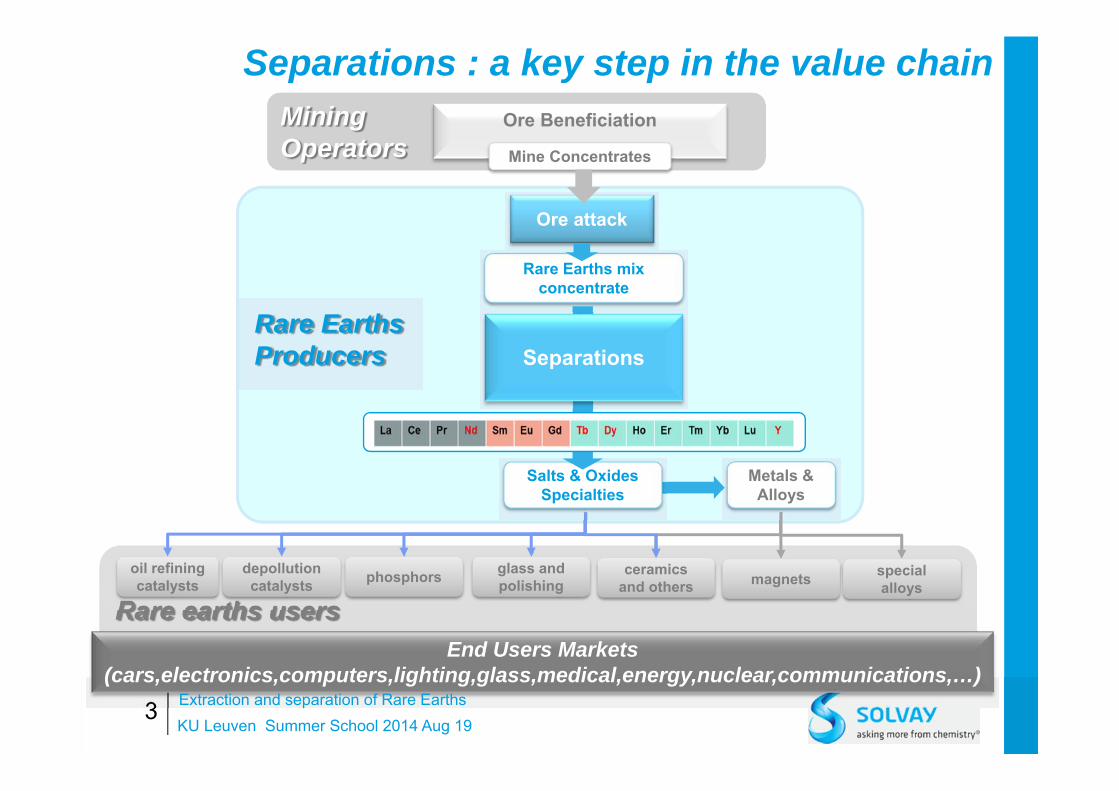
Separations : a key step in the value chainMiningOperators
Rare earths users
oil refiningcatalysts phosphors magnets special
alloysglass andpolishing
depollutioncatalysts
ceramicsand others
End Users Markets(cars,electronics,computers,lighting,glass,medical,energy,nuclear,communications,…)
Ore Beneficiation
Mine Concentrates
Ore attack
Rare Earths mix concentrate
Salts & OxidesSpecialties
Metals &Alloys
Separations
KU Leuven Summer School 2014 Aug 19Extraction and separation of Rare Earths
4
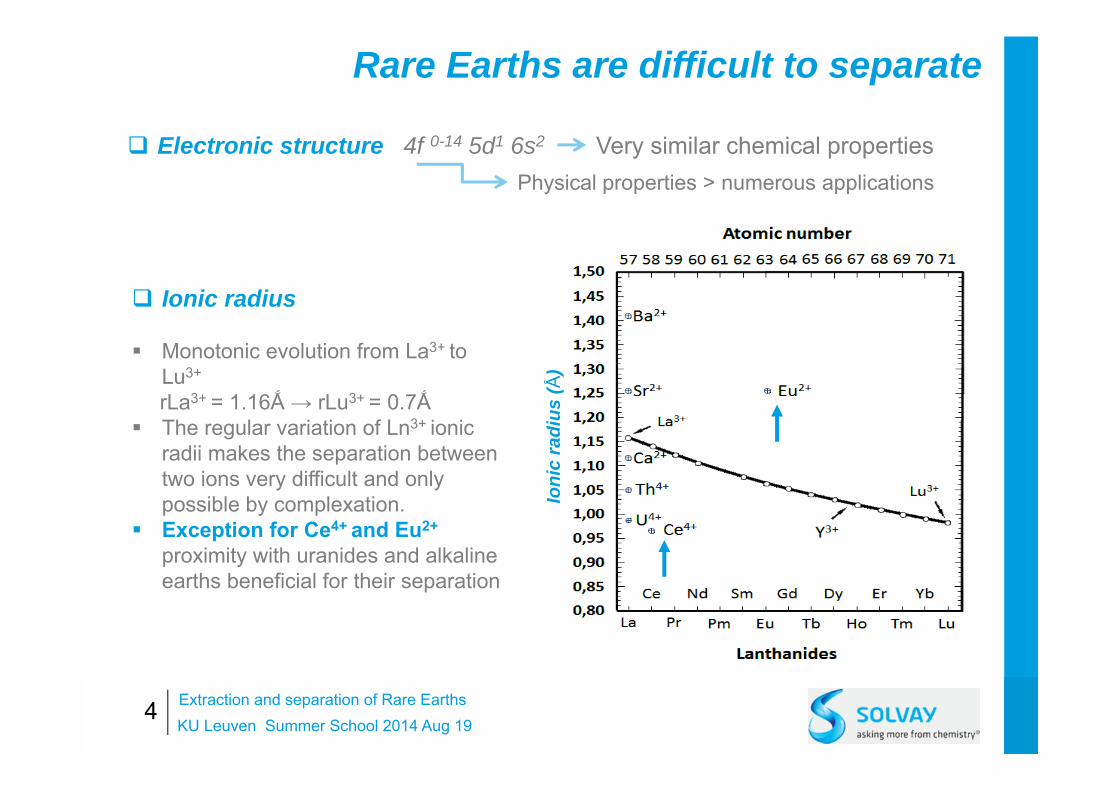
Rare Earths are difficult to separate
Electronic structure 4f 0-14 5d1 6s2 Very similar chemical propertiesPhysical properties > numerous applications
Ionic radius
Monotonic evolution from La3+ to Lu3+
rLa3+ = 1.16Ắ → rLu3+ = 0.7Ắ The regular variation of Ln3+ ionic
radii makes the separation between two ions very difficult and only possible by complexation.
Exception for Ce4+ and Eu2+
proximity with uranides and alkaline earths beneficial for their separation
Ioni
cra
dius
(Å)
KU Leuven Summer School 2014 Aug 19Extraction and separation of Rare Earths
5
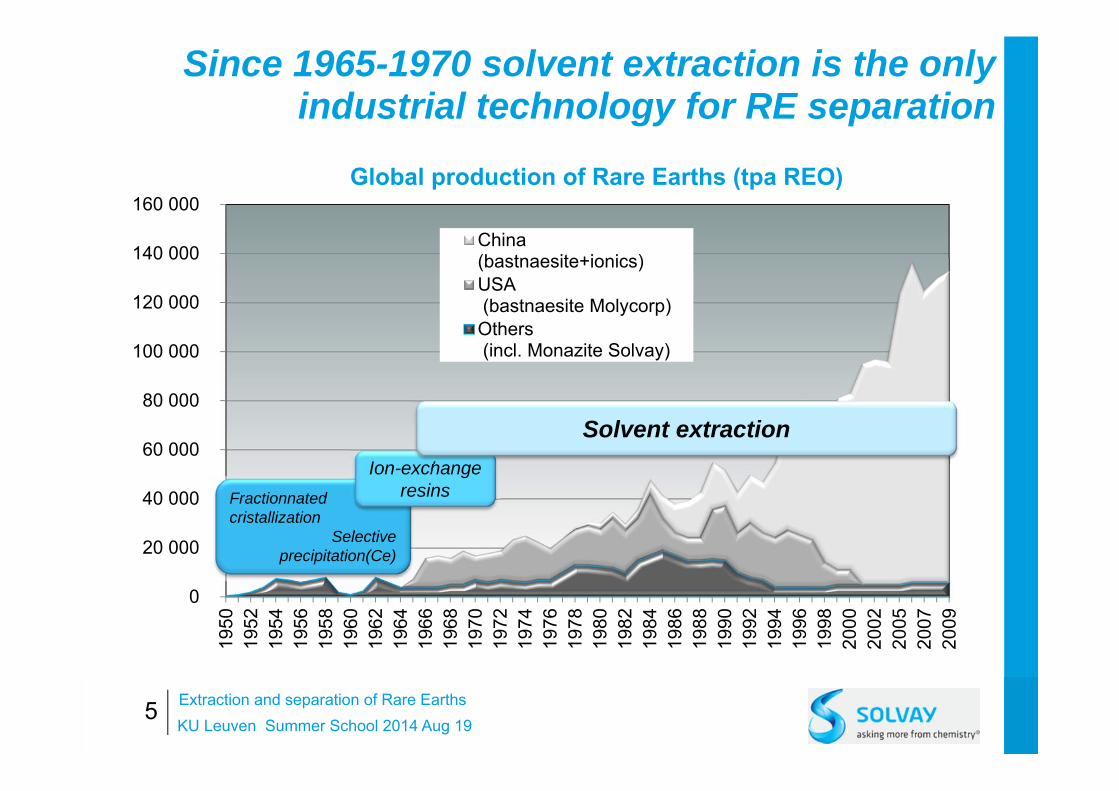
Since 1965-1970 solvent extraction is the onlyindustrial technology for RE separation
0
20 000
40 000
60 000
80 000
100 000
120 000
140 000
160 00019
5019
5219
5419
5619
5819
6019
6219
6419
6619
6819
7019
7219
7419
7619
7819
8019
8219
8419
8619
8819
9019
9219
9419
9619
9820
0020
0220
0520
0720
09
China(bastnaesite+ionics)USA (bastnaesite Molycorp)Others (incl. Monazite Solvay)
Fractionnatedcristallization
Selectiveprecipitation(Ce)
Ion-exchangeresins
Solvent extraction
Global production of Rare Earths (tpa REO)
KU Leuven Summer School 2014 Aug 19Extraction and separation of Rare Earths
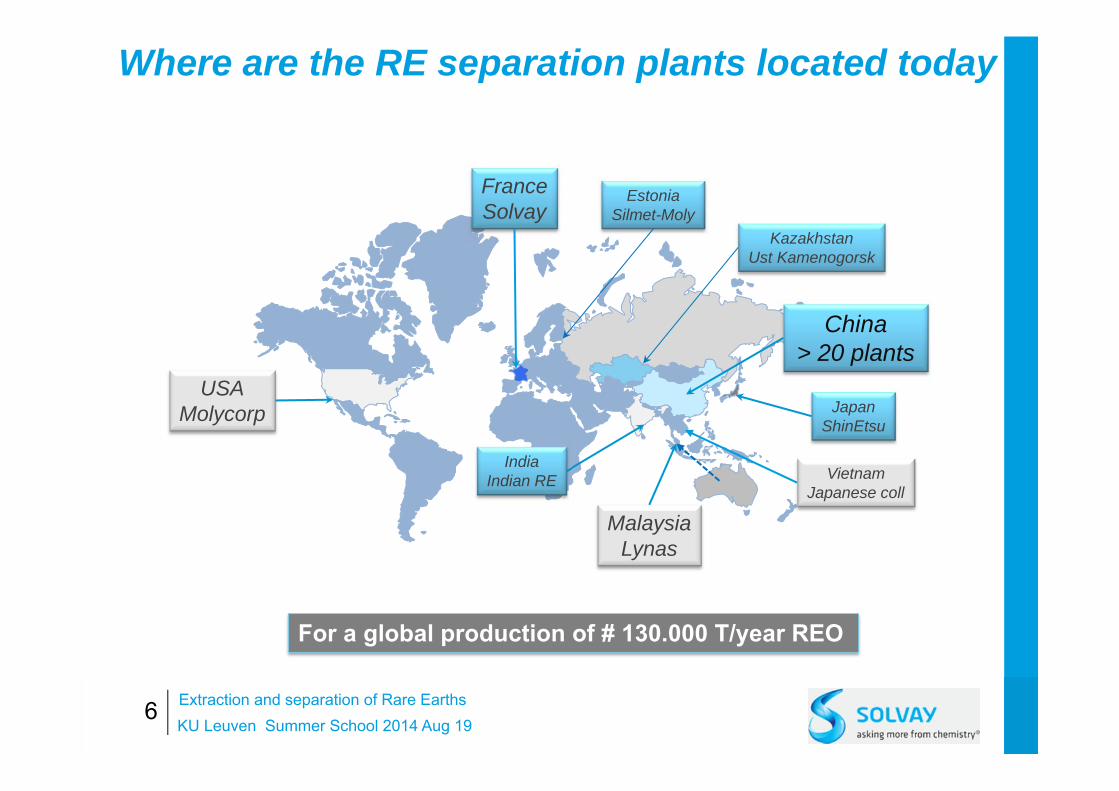
Where are the RE separation plants located today
6
For a global production of # 130.000 T/year REO
KazakhstanUst Kamenogorsk
China> 20 plants
FranceSolvay
USAMolycorp
MalaysiaLynas
IndiaIndian RE
EstoniaSilmet-Moly
JapanShinEtsu
VietnamJapanese coll
KU Leuven Summer School 2014 Aug 19Extraction and separation of Rare Earths

AGENDA
7
1. Solvent extraction is the only industrialtechnology for RE separation
2. Raw materials processing3. Basics of Solvent Extraction
• chemistry• technology
4. Examples of process flow sheet5. Conclusions & Prospects
KU Leuven Summer School 2014 Aug 19Extraction and separation of Rare Earths
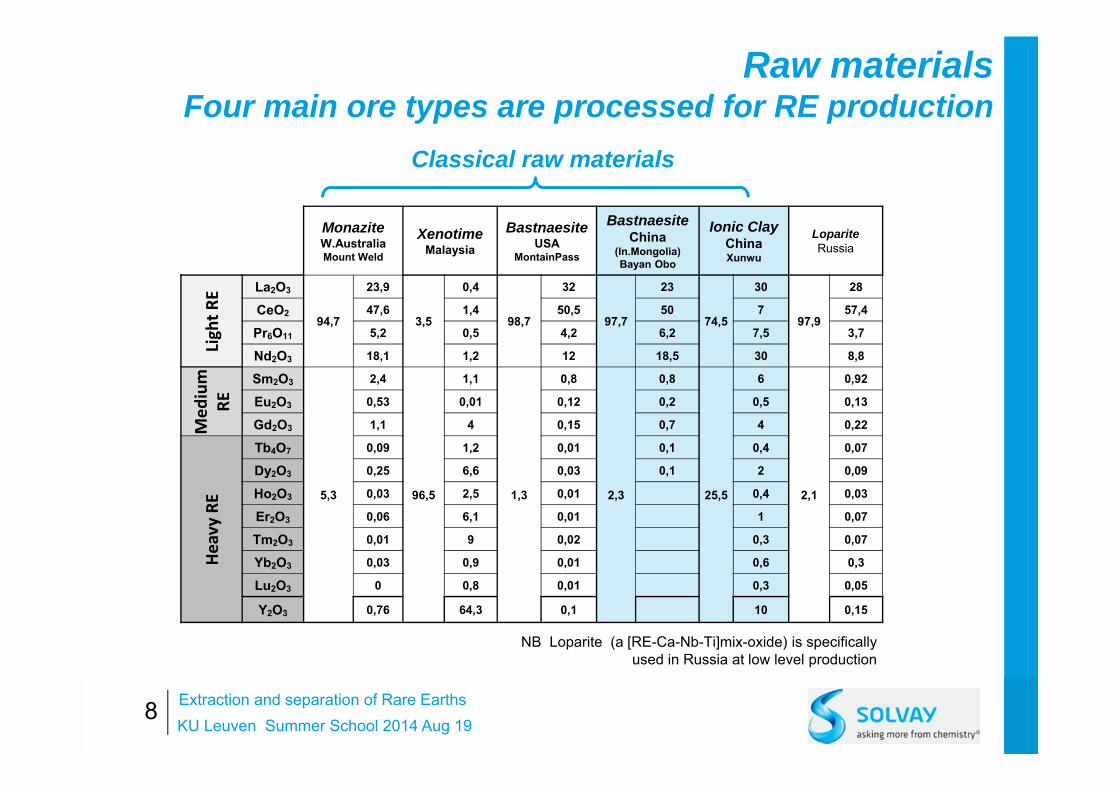
Classical raw materials
NB Loparite (a [RE-Ca-Nb-Ti]mix-oxide) is specificallyused in Russia at low level production
Raw materialsFour main ore types are processed for RE production
MonaziteW.AustraliaMount Weld
XenotimeMalaysia
BastnaesiteUSA
MontainPass
BastnaesiteChina
(In.Mongolia)Bayan Obo
Ionic ClayChinaXunwu
LopariteRussia
Light R
E La2O3
94,7
23,9
3,5
0,4
98,7
32
97,7
23
74,5
30
97,9
28
CeO2 47,6 1,4 50,5 50 7 57,4
Pr6O11 5,2 0,5 4,2 6,2 7,5 3,7
Nd2O3 18,1 1,2 12 18,5 30 8,8
Med
ium
RE
Sm2O3
5,3
2,4
96,5
1,1
1,3
0,8
2,3
0,8
25,5
6
2,1
0,92
Eu2O3 0,53 0,01 0,12 0,2 0,5 0,13
Gd2O3 1,1 4 0,15 0,7 4 0,22
Heavy RE
Tb4O7 0,09 1,2 0,01 0,1 0,4 0,07
Dy2O3 0,25 6,6 0,03 0,1 2 0,09
Ho2O3 0,03 2,5 0,01 - 0,4 0,03
Er2O3 0,06 6,1 0,01 0,1 1 0,07
Tm2O3 0,01 9 0,02 0,1 0,3 0,07
Yb2O3 0,03 0,9 0,01 0,1 0,6 0,3
Lu2O3 0 0,8 0,01 - 0,3 0,05
Y2O3 0,76 64,3 0,1 0,1 10 0,15
8KU Leuven Summer School 2014 Aug 19Extraction and separation of Rare Earths
9
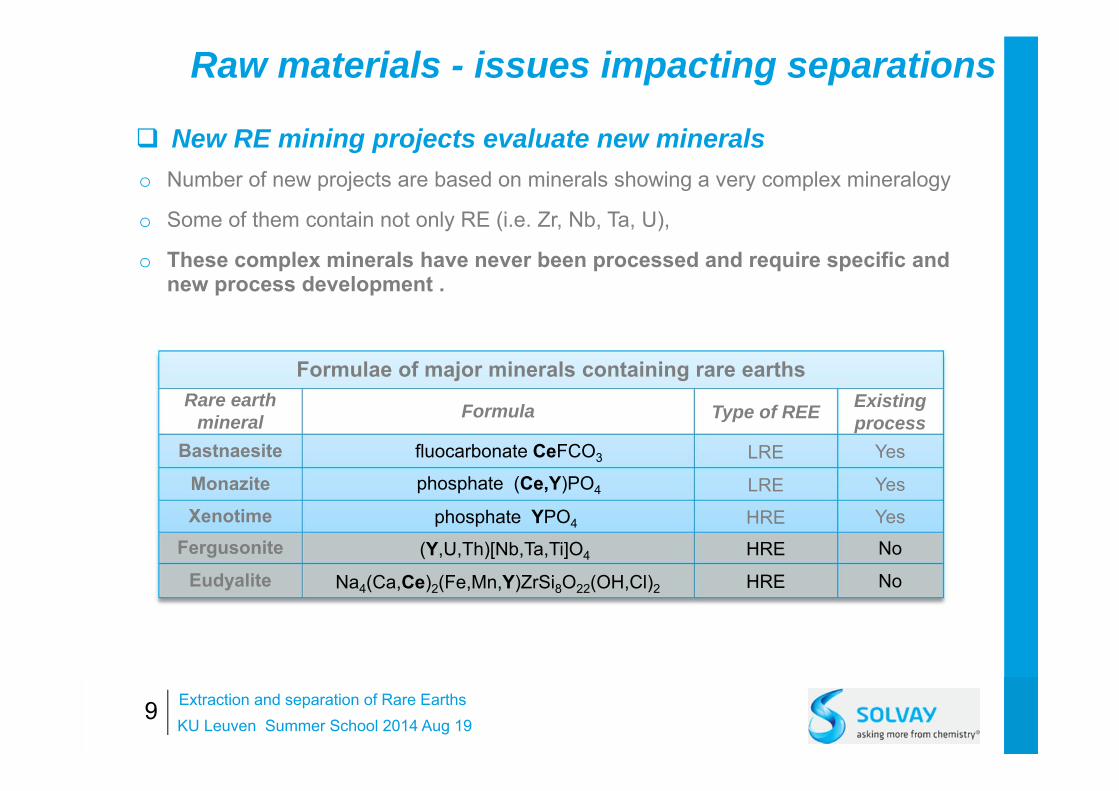
o Number of new projects are based on minerals showing a very complex mineralogy
o Some of them contain not only RE (i.e. Zr, Nb, Ta, U),
o These complex minerals have never been processed and require specific and new process development .
Formulae of major minerals containing rare earthsRare earth
mineral Formula Type of REE Existingprocess
Bastnaesite LRE Yes
Monazite LRE Yes
Xenotime HRE YesFergusonite HRE No
Eudyalite HRE No
fluocarbonate CeFCO3
phosphate (Ce,Y)PO4
phosphate YPO4
(Y,U,Th)[Nb,Ta,Ti]O4
Na4(Ca,Ce)2(Fe,Mn,Y)ZrSi8O22(OH,Cl)2
New RE mining projects evaluate new minerals
Raw materials - issues impacting separations
KU Leuven Summer School 2014 Aug 19Extraction and separation of Rare Earths
10
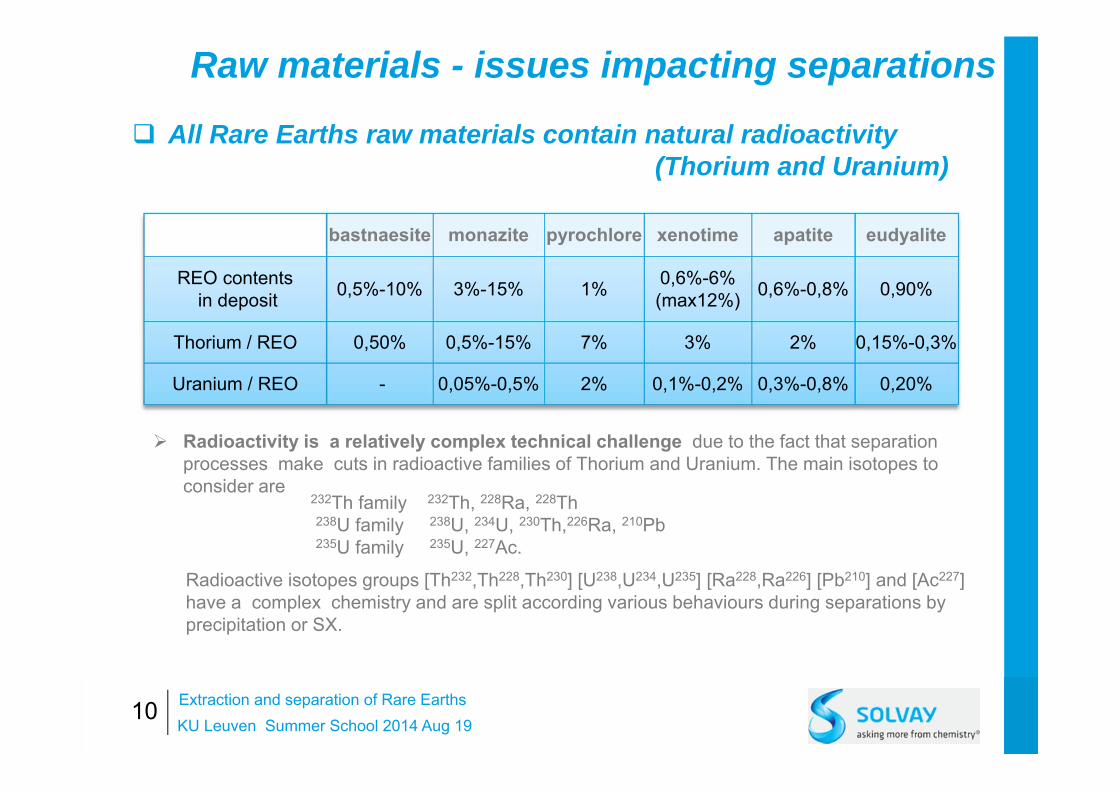
All Rare Earths raw materials contain natural radioactivity(Thorium and Uranium)
Radioactivity is a relatively complex technical challenge due to the fact that separationprocesses make cuts in radioactive families of Thorium and Uranium. The main isotopes to consider are
bastnaesite monazite pyrochlore xenotime apatite eudyalite
REO contentsin deposit 0,5%-10% 3%-15% 1% 0,6%-6%
(max12%) 0,6%-0,8% 0,90%
Thorium / REO 0,50% 0,5%-15% 7% 3% 2% 0,15%-0,3%
Uranium / REO - 0,05%-0,5% 2% 0,1%-0,2% 0,3%-0,8% 0,20%
Raw materials - issues impacting separations
Radioactive isotopes groups [Th232,Th228,Th230] [U238,U234,U235] [Ra228,Ra226] [Pb210] and [Ac227] have a complex chemistry and are split according various behaviours during separations by precipitation or SX.
232Th family 232Th, 228Ra, 228Th238U family 238U, 234U, 230Th,226Ra, 210Pb235U family 235U, 227Ac.
KU Leuven Summer School 2014 Aug 19Extraction and separation of Rare Earths
11
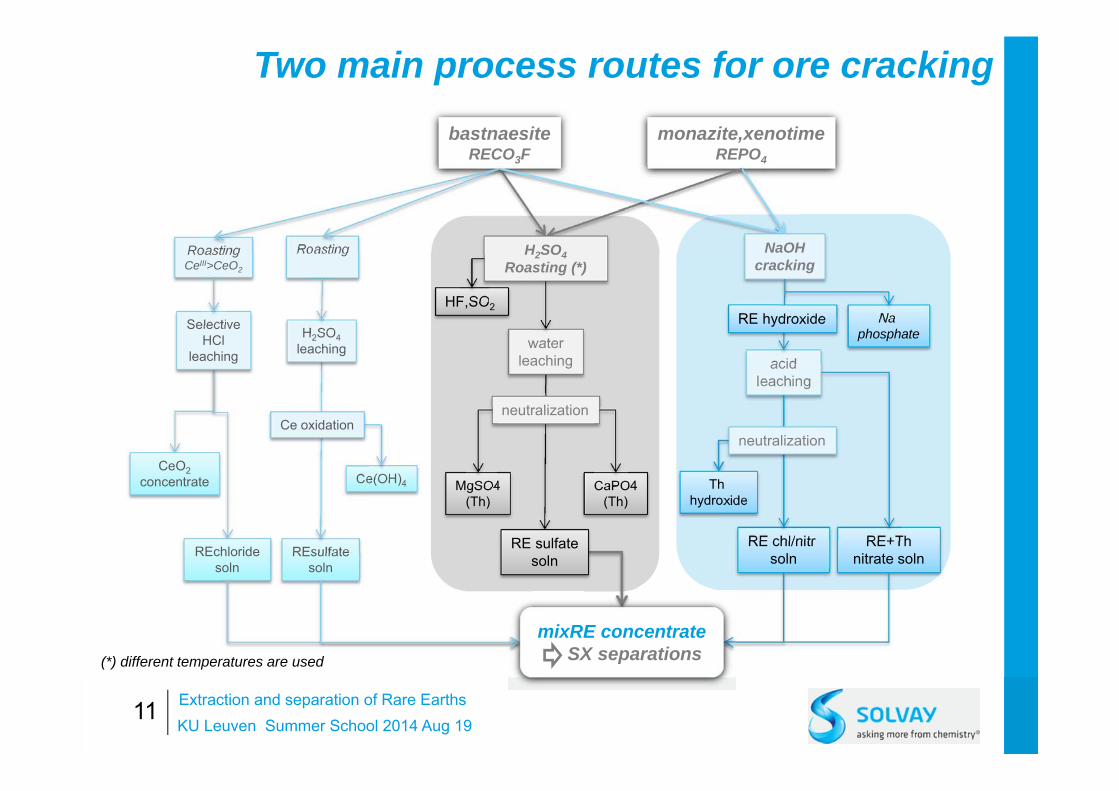
Ce(OH)4
REsulfatesoln
Ce oxidation
H2SO4leaching
Roasting
CeO2concentrate
REchloridesoln
RoastingCeIII>CeO2
SelectiveHCl
leaching
bastnaesiteRECO3F
monazite,xenotimeREPO4
Na phosphate
NaOHcracking
acidleaching
Th hydroxide
RE chl/nitrsoln
RE+Thnitrate soln
RE hydroxide
neutralization
Two main process routes for ore cracking
H2SO4Roasting (*)
waterleaching
MgSO4(Th)
neutralization
RE sulfatesoln
HF,SO2
CaPO4(Th)
mixRE concentrateSX separations(*) different temperatures are used
KU Leuven Summer School 2014 Aug 19Extraction and separation of Rare Earths
12
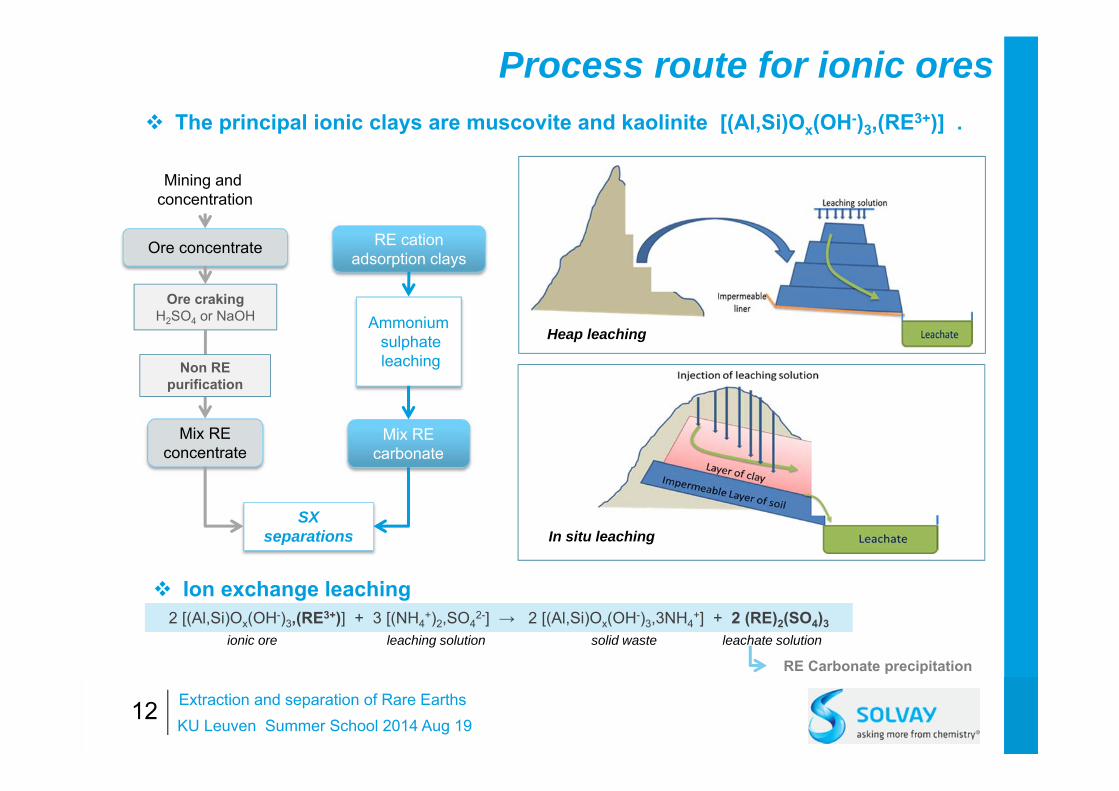
Process route for ionic ores The principal ionic clays are muscovite and kaolinite [(Al,Si)Ox(OH-)3,(RE3+)] .
SX separations
RE cation adsorption clays
Ammoniumsulphateleaching
Mix RE carbonate
Mining and concentration
Ore concentrate
Ore crakingH2SO4 or NaOH
Mix RE concentrate
Non RE purification
Heap leaching
In situ leaching
RE Carbonate precipitation
2 [(Al,Si)Ox(OH-)3,(RE3+)] + 3 [(NH4+)2,SO4
2-] → 2 [(Al,Si)Ox(OH-)3,3NH4+] + 2 (RE)2(SO4)3
Ion exchange leaching
ionic ore leaching solution solid waste leachate solution
KU Leuven Summer School 2014 Aug 19Extraction and separation of Rare Earths
AGENDA
13
1. Solvent extraction is the only industrialtechnology for RE separation
2. Raw materials processing3. Basics of Solvent Extraction
• chemistry• technology
4. Examples of process flow sheet5. Conclusions & Prospects
KU Leuven Summer School 2014 Aug 19Extraction and separation of Rare Earths
Basics of Solvent Extraction (*)
14
Definitions
Solvents
Chemistry of solvent extractiono Extractant classes and selectivitieso Case of non RE3+ (CeIV and EuII)
Technology and process design
Choice of a separation system
RE mix concentrate
Pure RE solutions
(*) SX Or « Liquid-Liquid Distribution » according to IUPACOr Liquid-Liquid Extraction
KU Leuven Summer School 2014 Aug 19Extraction and separation of Rare Earths
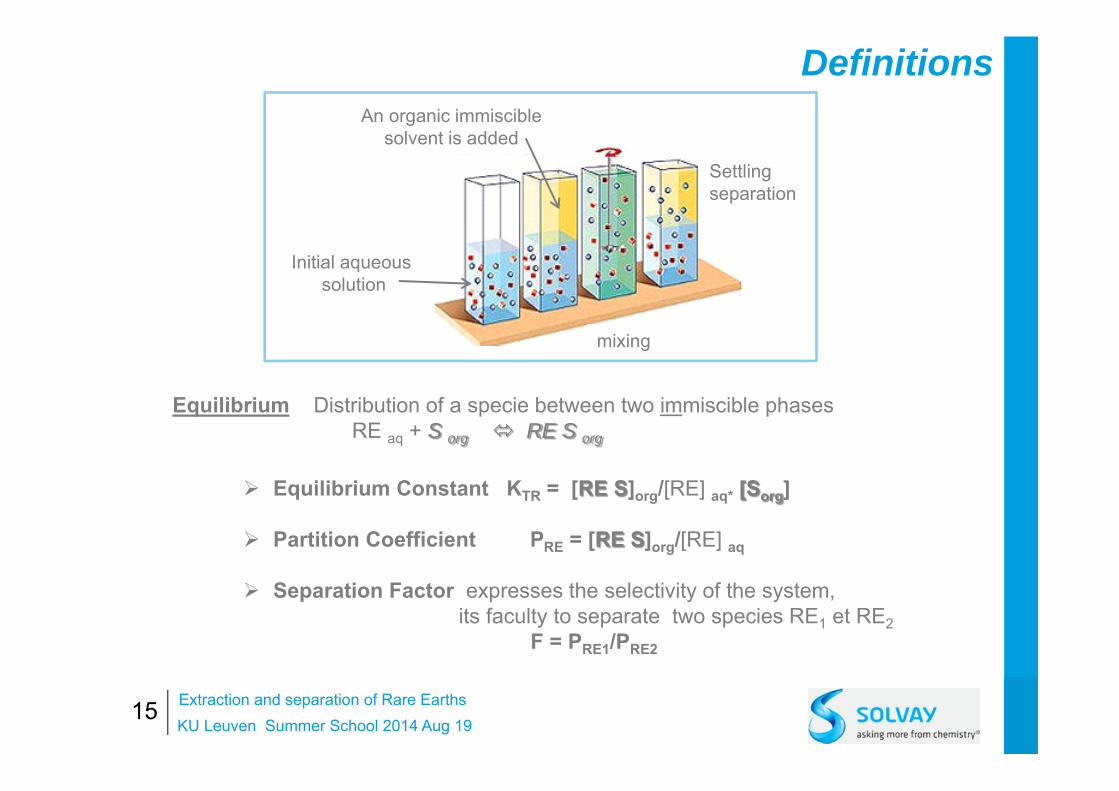
Definitions
Equilibrium Constant KTR = [RE S]org/[RE] aq* [Sorg]
Partition Coefficient PRE = [RE S]org/[RE] aq
Separation Factor expresses the selectivity of the system, its faculty to separate two species RE1 et RE2
F = PRE1/PRE2
Equilibrium Distribution of a specie between two immiscible phases RE aq + S org RE S org
Initial aqueoussolution
An organic immiscible solvent is added
mixing
Settlingseparation
15KU Leuven Summer School 2014 Aug 19Extraction and separation of Rare Earths
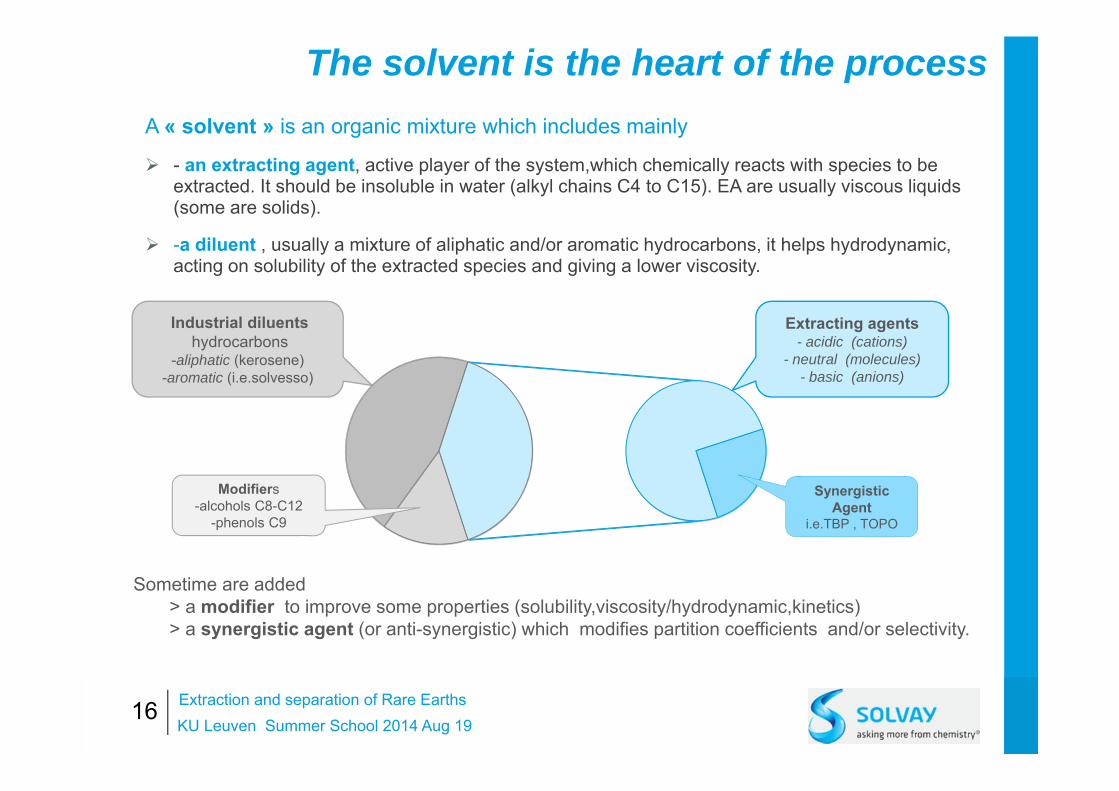
The solvent is the heart of the processA « solvent » is an organic mixture which includes mainly
- an extracting agent, active player of the system,which chemically reacts with species to beextracted. It should be insoluble in water (alkyl chains C4 to C15). EA are usually viscous liquids(some are solids).
-a diluent , usually a mixture of aliphatic and/or aromatic hydrocarbons, it helps hydrodynamic, acting on solubility of the extracted species and giving a lower viscosity.
Industrial diluentshydrocarbons
-aliphatic (kerosene)-aromatic (i.e.solvesso)
Extracting agents - acidic (cations)
- neutral (molecules)- basic (anions)
Sometime are added> a modifier to improve some properties (solubility,viscosity/hydrodynamic,kinetics)> a synergistic agent (or anti-synergistic) which modifies partition coefficients and/or selectivity.
Modifiers-alcohols C8-C12
-phenols C9
SynergisticAgent
i.e.TBP , TOPO
16KU Leuven Summer School 2014 Aug 19Extraction and separation of Rare Earths
The chemistry of Rare Earths extraction 3 classes of extracting agents
17
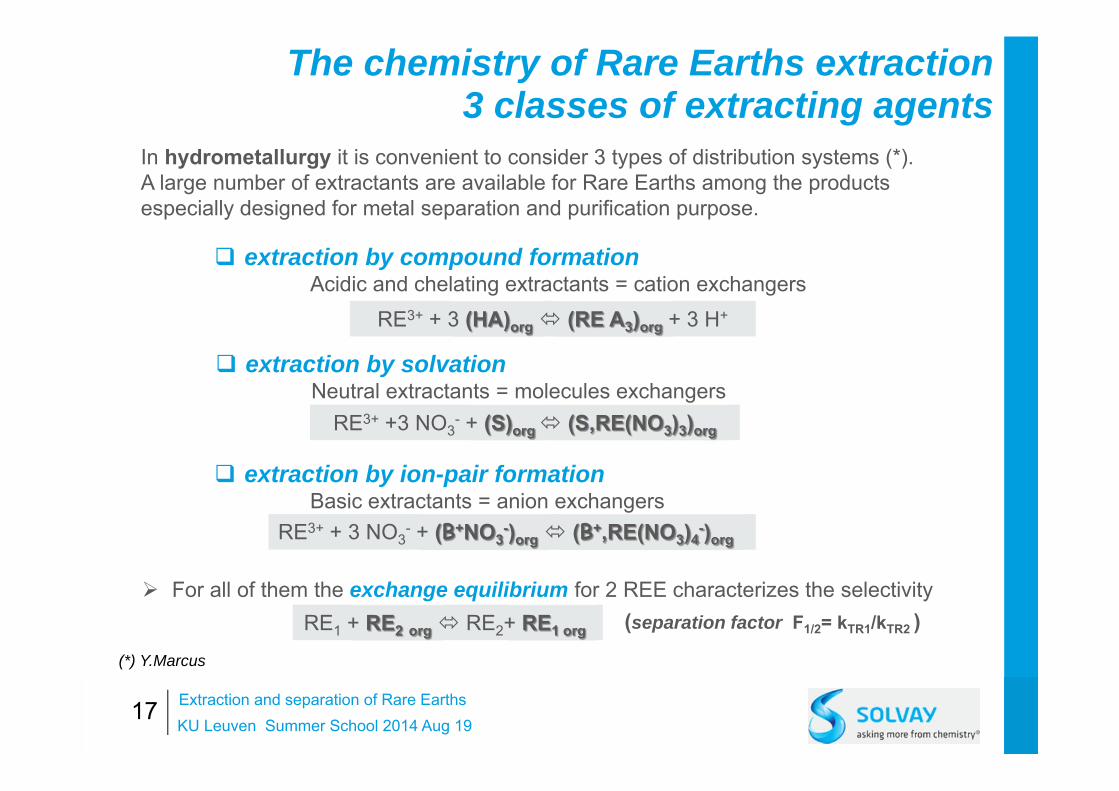
RE3+ + 3 (HA)org (RE A3)org + 3 H+
extraction by compound formationAcidic and chelating extractants = cation exchangers
RE3+ + 3 NO3- + (B+NO3
-)org (B+,RE(NO3)4-)org
extraction by ion-pair formationBasic extractants = anion exchangers
RE3+ +3 NO3- + (S)org (S,RE(NO3)3)org
extraction by solvationNeutral extractants = molecules exchangers
In hydrometallurgy it is convenient to consider 3 types of distribution systems (*).A large number of extractants are available for Rare Earths among the productsespecially designed for metal separation and purification purpose.
For all of them the exchange equilibrium for 2 REE characterizes the selectivityRE1 + RE2 org RE2+ RE1 org (separation factor F1/2= kTR1/kTR2 )
(*) Y.Marcus
KU Leuven Summer School 2014 Aug 19Extraction and separation of Rare Earths

18
HEHEHP, HEHEHPA, PC88A, P507, Ionquest 801 - 2-ethylhexyl hydrogen-2-ethylhexyl phosphonate- PHOSPHONIC ACID (2-ETHYLHEXYL)-
MONO(2-ETHLHEXYL)ESTERC16H35O3P
HDEHP, DEHPA , P204- BIS(2-ethylhexyl) hydrogen phosphate- PHOSPHORIC ACID BIS(2-ETHYLHEXYL)ESTERC16H35O4P
1- Acidic extractants / cationic exchangers
Strongly acidic Alkylphosphoric derivatives P
O-H
R1R2
O
Incr
easi
ngac
idity
Cyanex 272, P229DI-ISOOCTYLPHOSPHINIC ACIDC16H35O2PIonquest 290BIS (2,4,4-TRIMETHYLPENTYL) PHOSPHINIC ACID
KU Leuven Summer School 2014 Aug 19Extraction and separation of Rare Earths
19
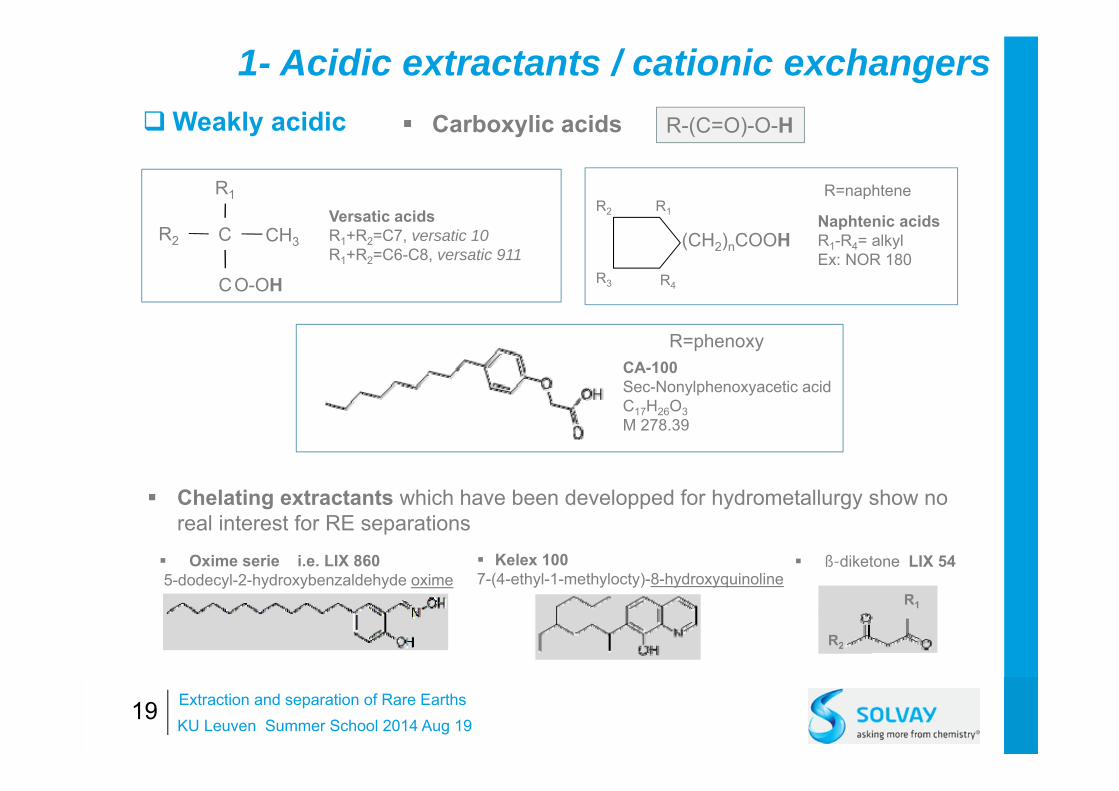
Weakly acidic Carboxylic acids R-(C=O)-O-H
C
O-OH
R1
R2 CH3
C
Versatic acidsR1+R2=C7, versatic 10R1+R2=C6-C8, versatic 911
1- Acidic extractants / cationic exchangers
Chelating extractants which have been developped for hydrometallurgy show no real interest for RE separations
Kelex 100 7-(4-ethyl-1-methylocty)-8-hydroxyquinoline
Oxime serie i.e. LIX 860 5-dodecyl-2-hydroxybenzaldehyde oxime
ß-diketone LIX 54
R1
R2
R=naphtene
Naphtenic acidsR1-R4= alkyl Ex: NOR 180
(CH2)nCOOH
R1R2
R3 R4
CA-100Sec-Nonylphenoxyacetic acidC17H26O3M 278.39
R=phenoxy
KU Leuven Summer School 2014 Aug 19Extraction and separation of Rare Earths
1- Extraction by acidic extractants
20
RE3+ + 3 (HL)org (RE L3)org + 3 H+ (kRE) The general reaction is
1) Alkylphosphoric acids (R*)(R*)(P=O)O-H
and equilibrium constant kRE is linked to the dielectric constant of the diluent, kRE decreases whenεincreases (kRE kerosene > kRE cyclohexan > kRE benzene > kRE chloroform)
o Extraction mechanism varies with diluent (for HDEHP)
-aliphatic RE3+ + 2,5 (H2L2)org [RE L(HL2)2]org + 3 H+ kRE = PRE [H+]3/[H2L2]2,5
kRE = PRE [H+]3/[H2L2]3 RE3+ + 3 (H2L2)org [RE (HL2)3]org + 3 H+-aromatic
P
O-H
R*R*
OP
H-O R*R*
O
> only 1 H+ can be exchanged by a dimer
(H2L2)org (HL2)org + H+
o Strong extractants and associated in organic diluant in a dimeric form
o Extract RE in acidic mediumPRE is strongly dependent on acidity of the aqueous phase. PRE = kRE [H2L2]3 / [H+]3
With the less acidic extractants a saponification is required to extract REE
RE3+ + 3OH- + 3 (HL)org (RE L3)org + 3 H2O
o Polymerisation of extracted species occures for concentrated solutions and can generate some gel formation which gives limitations in use.
KU Leuven Summer School 2014 Aug 19Extraction and separation of Rare Earths
21
2) carboxylic acids R(C=O)O-H
Extraction reactions are similar to that of strongly acidic extractants
o Extracted species are often solvated by extractant molecules (REL3,xHL), concentrated organic solutions are viscous and can generate some gel formation especially with HRE.
o Much less acidic than phosphorous acidic extractants they extract in neutralaqueous solutions
-Versatic extracts RE in pH 4-6 range.-Naphtenic have been widely used but the composition of the extractant is often not stable-CA-100 extracts at lower pH value than Versatic.
o Low cost extractants but some losses by solubility and high viscosity with HRE.
1- Extraction by acidic extractants
RE3+ + 3/2 (H2L2)org [RE L3]org + 3 H+
o They are associated in a dimer form (but all H+ can be exchanged)
KU Leuven Summer School 2014 Aug 19Extraction and separation of Rare Earths
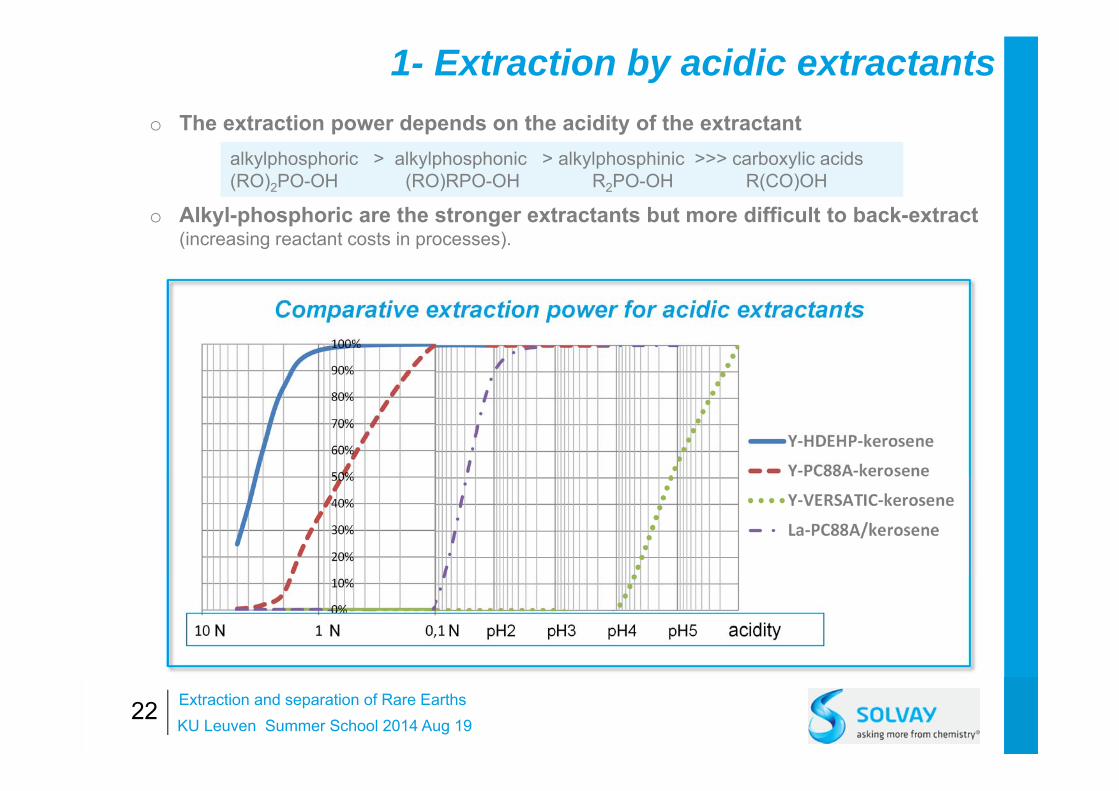
Comparative extraction power for acidic extractants
22
Y‐HDEHP‐kerosene
Y‐PC88A‐kerosene
Y‐VERSATIC‐kerosene
La‐PC88A/kerosene
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
0,1110 N N N pH2 pH3 pH4 pH5 acidity
o The extraction power depends on the acidity of the extractantalkylphosphoric > alkylphosphonic > alkylphosphinic >>> carboxylic acids(RO)2PO-OH (RO)RPO-OH R2PO-OH R(CO)OH
o Alkyl-phosphoric are the stronger extractants but more difficult to back-extract(increasing reactant costs in processes).
1- Extraction by acidic extractants
KU Leuven Summer School 2014 Aug 19Extraction and separation of Rare Earths
23
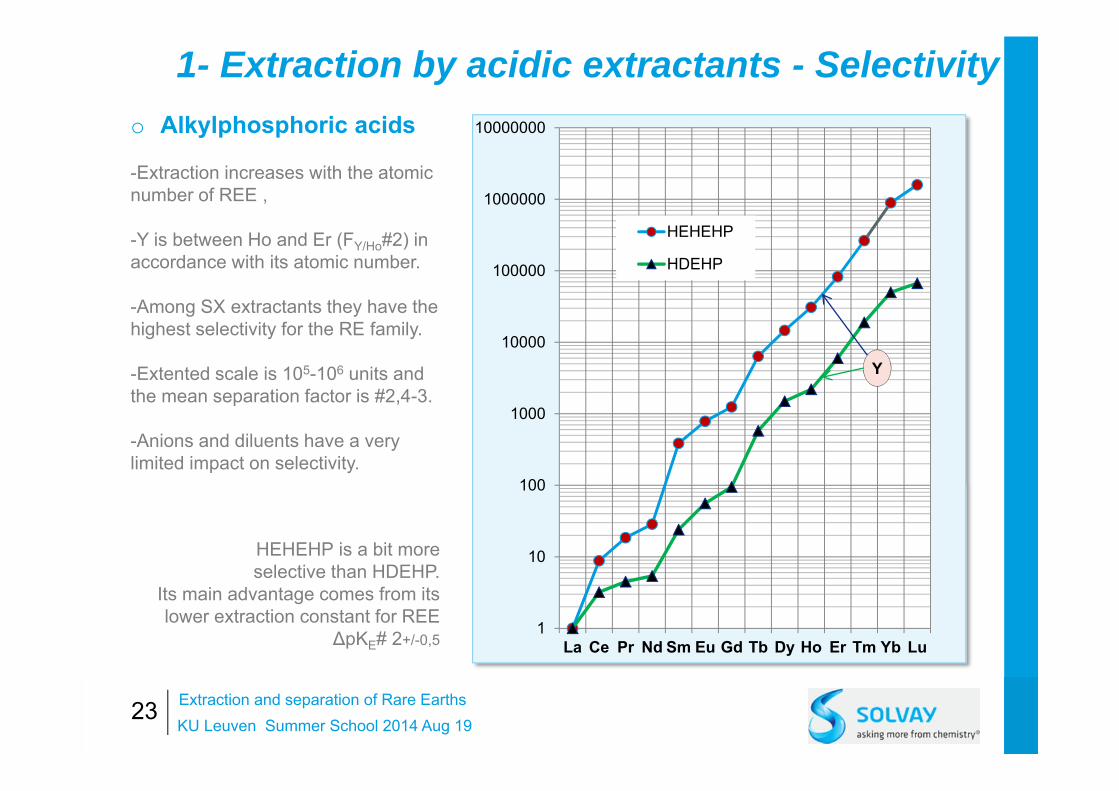
o Alkylphosphoric acids
-Extraction increases with the atomicnumber of REE ,
-Y is between Ho and Er (FY/Ho#2) in accordance with its atomic number.
-Among SX extractants they have the highest selectivity for the RE family.
-Extented scale is 105-106 units and the mean separation factor is #2,4-3.
-Anions and diluents have a verylimited impact on selectivity.
HEHEHP is a bit more selective than HDEHP.
Its main advantage comes from itslower extraction constant for REE
∆pKE# 2+/-0,5 1
10
100
1000
10000
100000
1000000
10000000
La Ce Pr Nd Sm Eu Gd Tb Dy Ho Er Tm Yb Lu
HEHEHP
HDEHP
Y
1- Extraction by acidic extractants - Selectivity
KU Leuven Summer School 2014 Aug 19Extraction and separation of Rare Earths
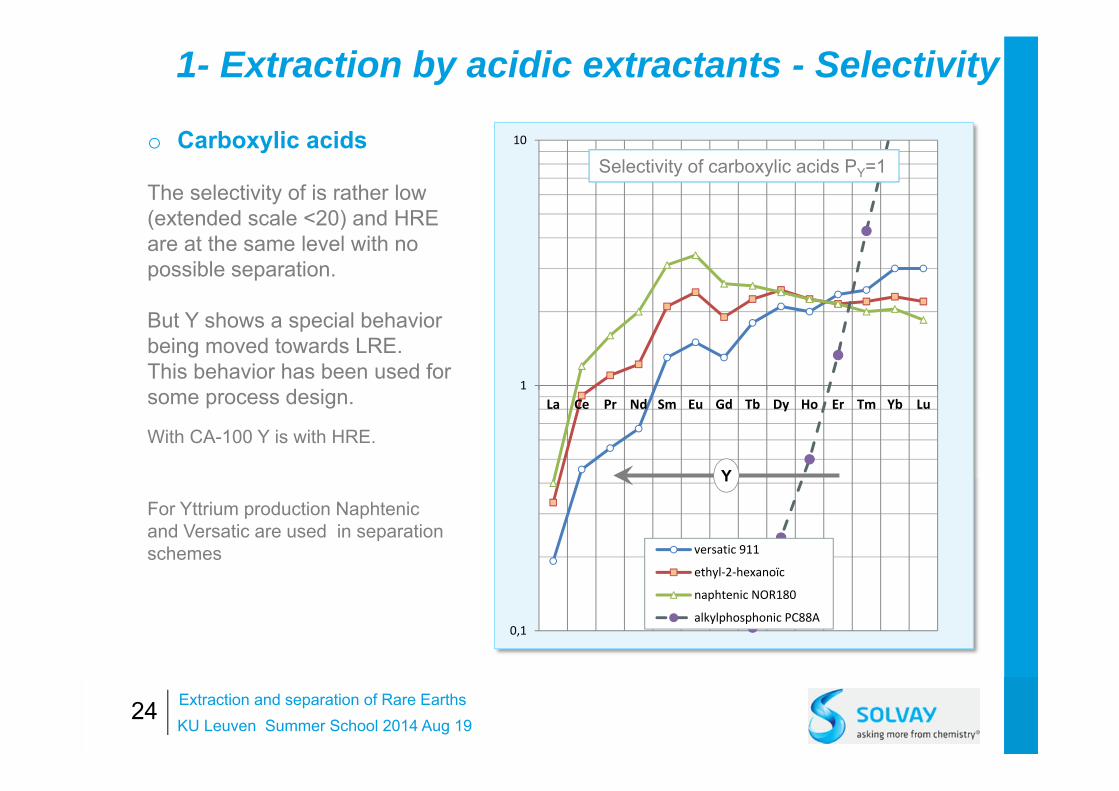
o Carboxylic acids
The selectivity of is rather low(extended scale <20) and HRE are at the same level with no possible separation.
But Y shows a special behaviorbeing moved towards LRE.This behavior has been used for some process design.
0,1
1
10
La Ce Pr Nd Sm Eu Gd Tb Dy Ho Er Tm Yb Lu
versatic 911
ethyl‐2‐hexanoïc
naphtenic NOR180
alkylphosphonic PC88A
Y
Selectivity of carboxylic acids PY=1
With CA-100 Y is with HRE.
For Yttrium production Naphtenicand Versatic are used in separationschemes
1- Extraction by acidic extractants - Selectivity
24KU Leuven Summer School 2014 Aug 19Extraction and separation of Rare Earths
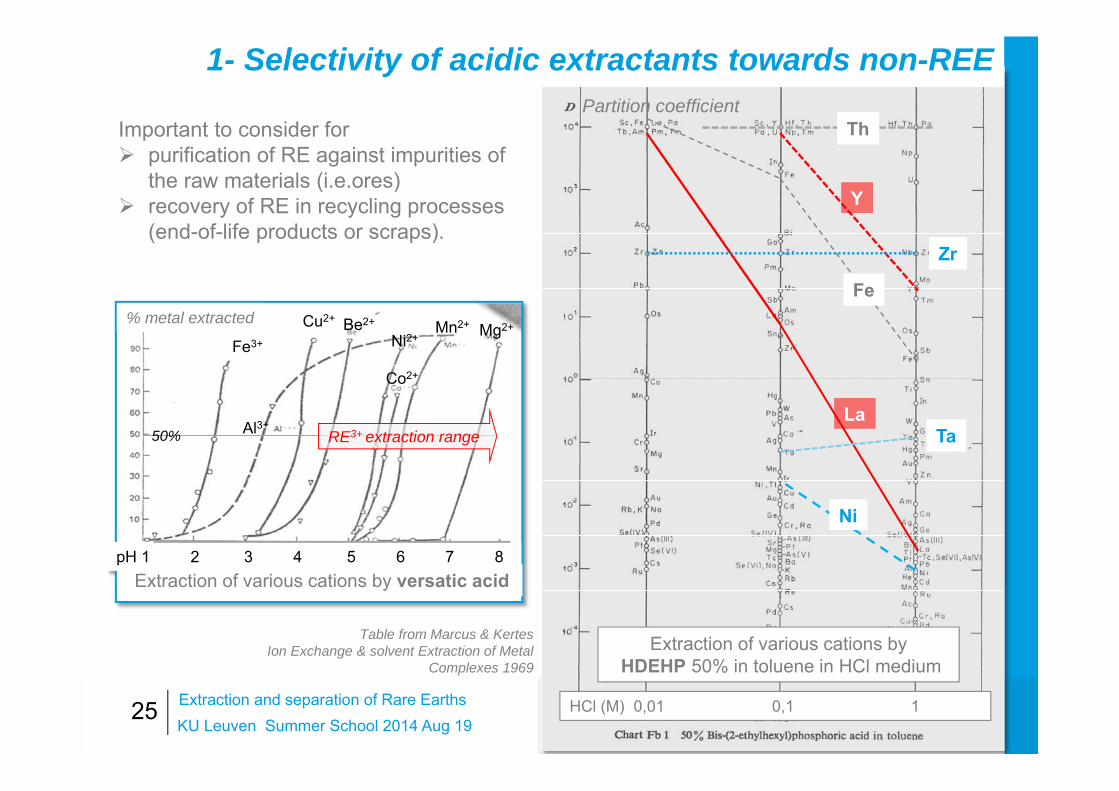
Table from Marcus & KertesIon Exchange & solvent Extraction of Metal
Complexes 1969
Al3+
Extraction of various cations by versatic acidpH 1 2 3 4 5 6 7 8
% metal extracted
50% RE3+ extraction range
Fe3+
Cu2+
Ni2+
Co2+
Mn2+ Mg2+Be2+
Important to consider for purification of RE against impurities of
the raw materials (i.e.ores) recovery of RE in recycling processes
(end-of-life products or scraps).
Extraction of various cations byHDEHP 50% in toluene in HCl medium
HCl (M) 0,01 0,1 1
Th
La
Y
Ni
Partition coefficient
1- Selectivity of acidic extractants towards non-REE
25
Fe
Zr
TaAl3+
KU Leuven Summer School 2014 Aug 19Extraction and separation of Rare Earths
26
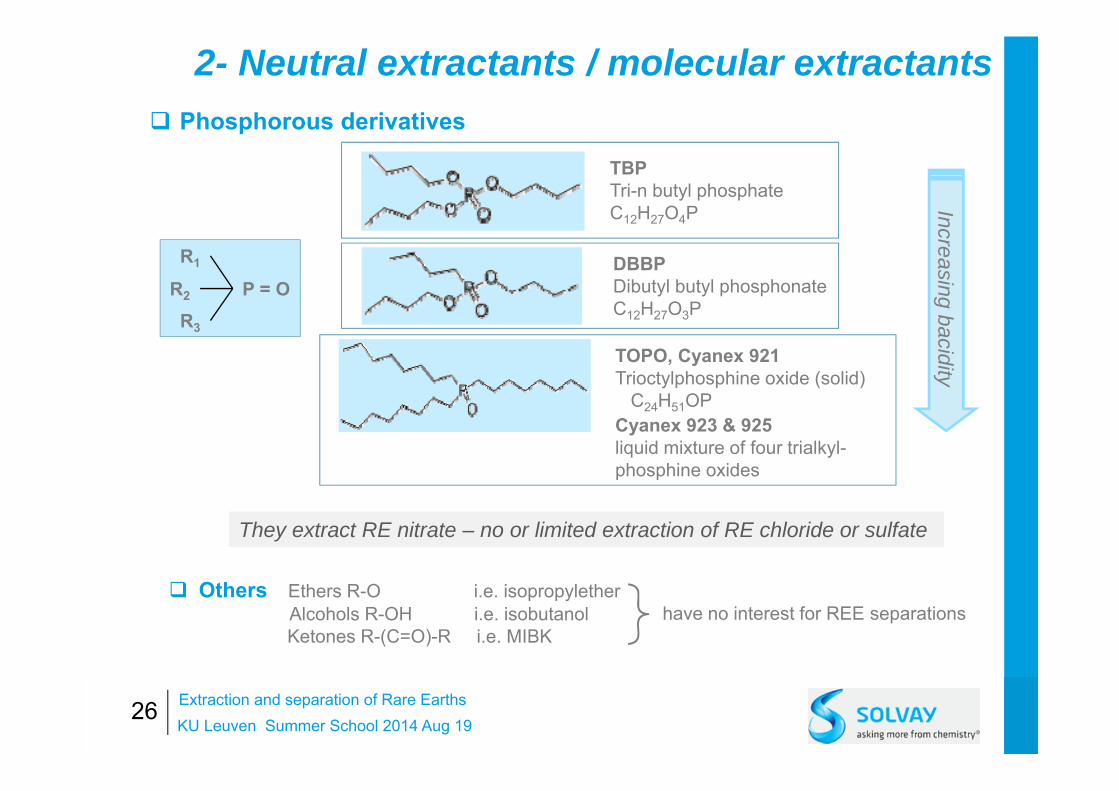
2- Neutral extractants / molecular extractants
P = OR3
R1
R2
Phosphorous derivatives
Others Ethers R-O i.e. isopropyletherAlcohols R-OH i.e. isobutanolKetones R-(C=O)-R i.e. MIBK
have no interest for REE separations
They extract RE nitrate – no or limited extraction of RE chloride or sulfate
Increasingbacidity
TBPTri-n butyl phosphate C12H27O4P
DBBPDibutyl butyl phosphonateC12H27O3P
TOPO, Cyanex 921Trioctylphosphine oxide (solid)
C24H51OPCyanex 923 & 925 liquid mixture of four trialkyl-phosphine oxides
KU Leuven Summer School 2014 Aug 19Extraction and separation of Rare Earths
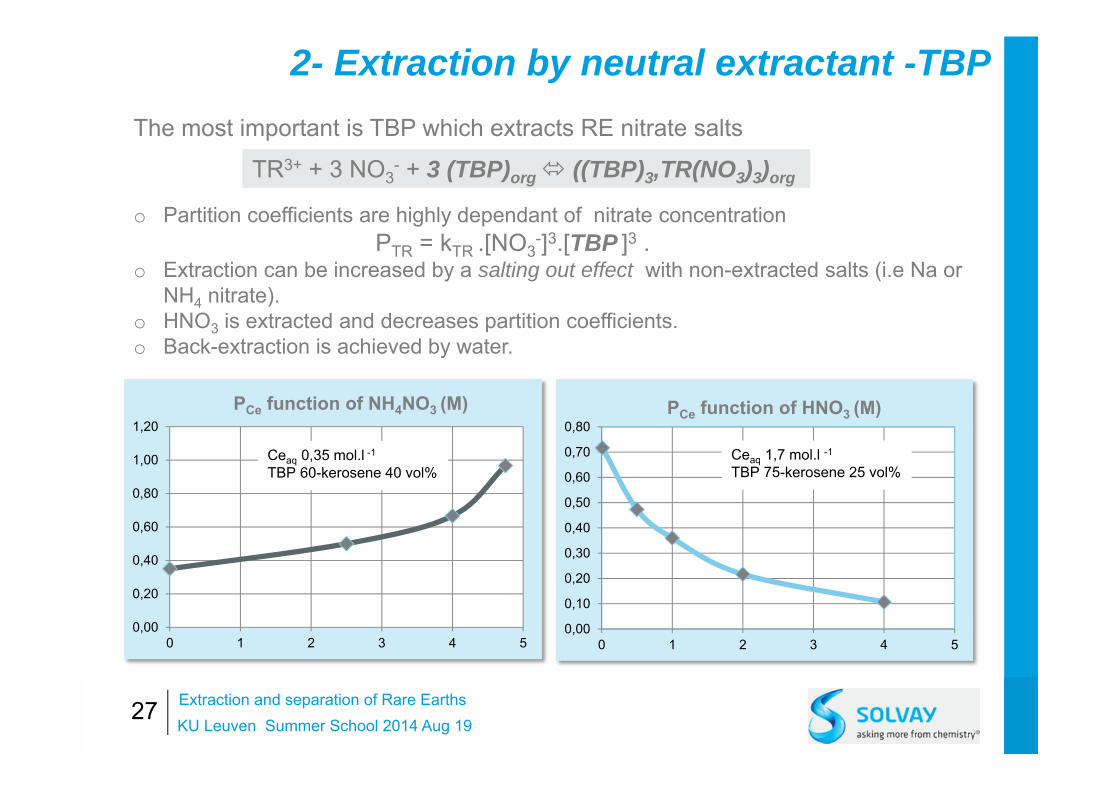
2- Extraction by neutral extractant -TBP
27
The most important is TBP which extracts RE nitrate salts
o Partition coefficients are highly dependant of nitrate concentration PTR = kTR .[NO3
-]3.[TBP ]3 . o Extraction can be increased by a salting out effect with non-extracted salts (i.e Na or
NH4 nitrate). o HNO3 is extracted and decreases partition coefficients.o Back-extraction is achieved by water.
TR3+ + 3 NO3- + 3 (TBP)org ((TBP)3,TR(NO3)3)org
0,00
0,10
0,20
0,30
0,40
0,50
0,60
0,70
0,80
0 1 2 3 4 5
PCe function of HNO3 (M)
Ceaq 1,7 mol.l -1
TBP 75-kerosene 25 vol%
0,00
0,20
0,40
0,60
0,80
1,00
1,20
0 1 2 3 4 5
PCe function of NH4NO3 (M)
Ceaq 0,35 mol.l -1
TBP 60-kerosene 40 vol%
KU Leuven Summer School 2014 Aug 19Extraction and separation of Rare Earths
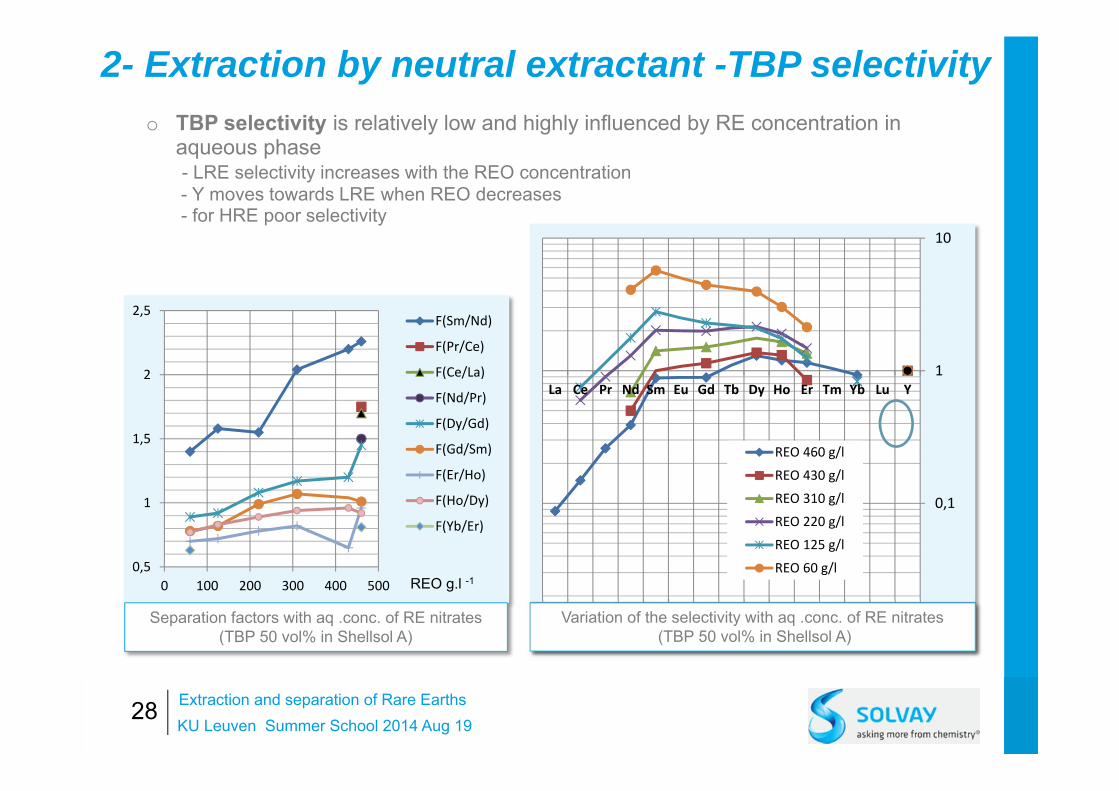
o TBP selectivity is relatively low and highly influenced by RE concentration in aqueous phase- LRE selectivity increases with the REO concentration- Y moves towards LRE when REO decreases- for HRE poor selectivity
0,5
1
1,5
2
2,5
0 100 200 300 400 500
F(Sm/Nd)
F(Pr/Ce)
F(Ce/La)
F(Nd/Pr)
F(Dy/Gd)
F(Gd/Sm)
F(Er/Ho)
F(Ho/Dy)
F(Yb/Er)
Separation factors with aq .conc. of RE nitrates (TBP 50 vol% in Shellsol A)
REO g.l -1
0,01
0,1
1
10
La Ce Pr Nd Sm Eu Gd Tb Dy Ho Er Tm Yb Lu Y
REO 460 g/l
REO 430 g/l
REO 310 g/l
REO 220 g/l
REO 125 g/l
REO 60 g/l
Variation of the selectivity with aq .conc. of RE nitrates(TBP 50 vol% in Shellsol A)
2- Extraction by neutral extractant -TBP selectivity
28KU Leuven Summer School 2014 Aug 19Extraction and separation of Rare Earths
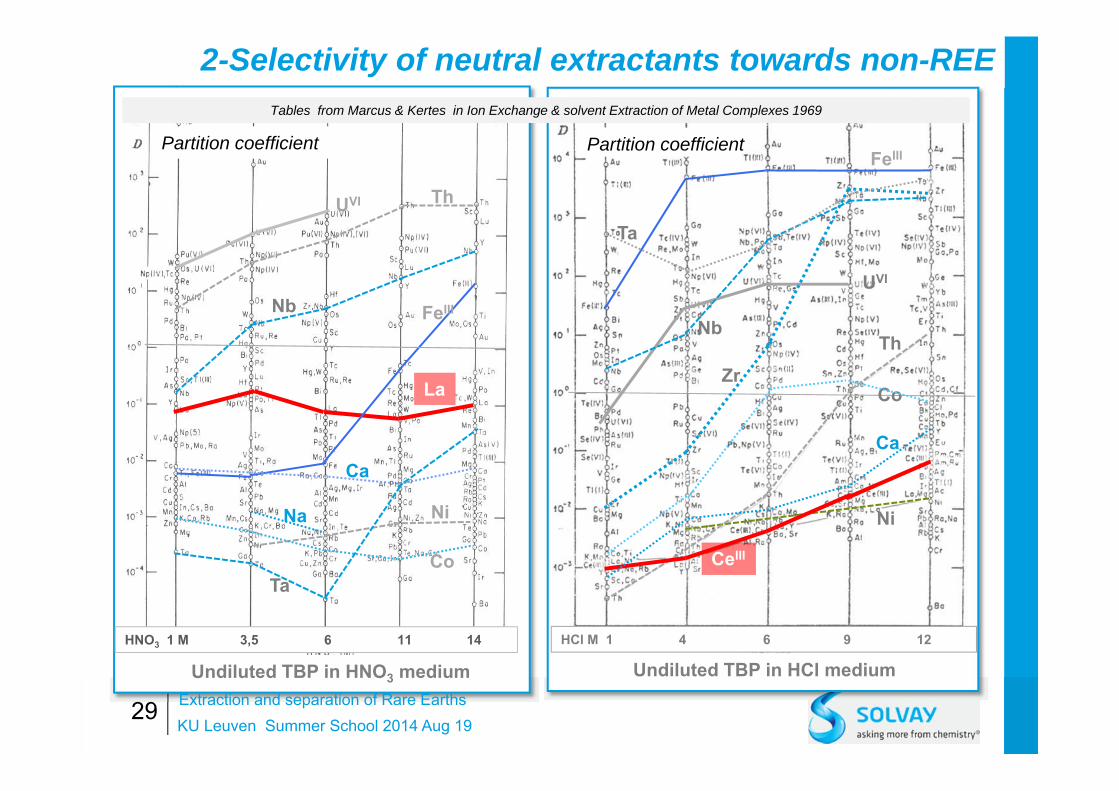
2-Selectivity of neutral extractants towards non-REE
La
UVI Th
Na
FeIII
Ni
Co
Partition coefficient
Ca
HNO3 1 M 3,5 6 11 14
Undiluted TBP in HNO3 medium
Partition coefficient
CeIII
Ni
Ca
Co
FeIII
UVI
Th
HCl M 1 4 6 9 12
Undiluted TBP in HCl medium
Tables from Marcus & Kertes in Ion Exchange & solvent Extraction of Metal Complexes 1969
29
Nb
Ta
Zr
Nb
Ta
KU Leuven Summer School 2014 Aug 19Extraction and separation of Rare Earths
30
3- Basic extractants / anion exchangers
Alkylamines
Primary amines
ALIQUAT 336, ADOGEN 464Tricaprylmethylammonium chlorideCH3N[(CH2)7CH3]3Cl
Quaternary ammonium salts
Primary amines extrat RE sulphate Quaternary ammonium salts extract RE nitrate or RE thiocyanate
No extraction occures in chloride medium
PRIMENE™ JM-T (C16-22)-tertC –alkyl amine
N1923SecC-alkyl amine R2CNH3R
RR - C - NH2
R
KU Leuven Summer School 2014 Aug 19Extraction and separation of Rare Earths
3- Extraction by basic extractants - Amines
31
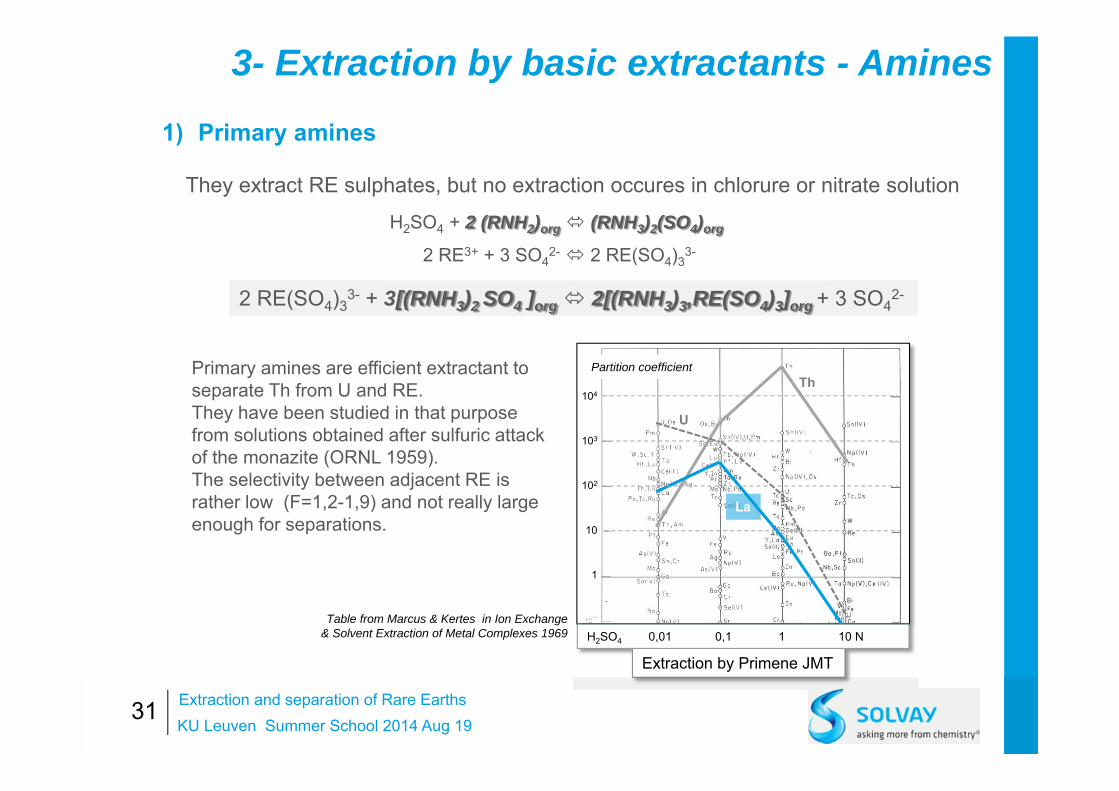
1) Primary amines
They extract RE sulphates, but no extraction occures in chlorure or nitrate solution
H2SO4 + 2 (RNH2)org (RNH3)2(SO4)org
2 RE(SO4)33- + 3[(RNH3)2 SO4 ]org 2[(RNH3)3,RE(SO4)3]org + 3 SO4
2-
2 RE3+ + 3 SO42- 2 RE(SO4)3
3-
Th
La
U
Extraction by Primene JMT
H2SO4 0,01 0,1 1 10 N
Primary amines are efficient extractant to separate Th from U and RE. They have been studied in that purposefrom solutions obtained after sulfuric attackof the monazite (ORNL 1959). The selectivity between adjacent RE israther low (F=1,2-1,9) and not really large enough for separations.
Table from Marcus & Kertes in Ion Exchange & Solvent Extraction of Metal Complexes 1969
Partition coefficient
104
103
102
10
1
KU Leuven Summer School 2014 Aug 19Extraction and separation of Rare Earths
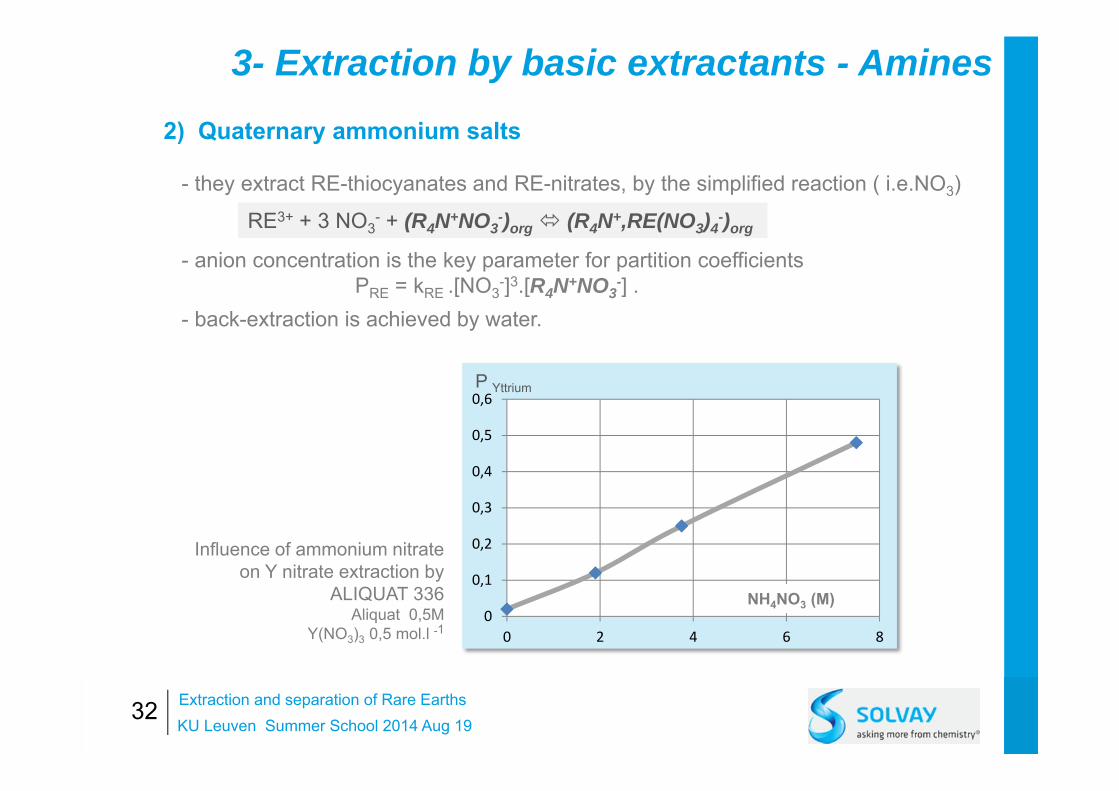
NH4NO3 M
Influence of ammonium nitrate on Y nitrate extraction by
ALIQUAT 336Aliquat 0,5M
Y(NO3)3 0,5 mol.l -10
0,1
0,2
0,3
0,4
0,5
0,6
0 2 4 6 8
P Yttrium
2) Quaternary ammonium salts
- they extract RE-thiocyanates and RE-nitrates, by the simplified reaction ( i.e.NO3)
- anion concentration is the key parameter for partition coefficients PRE = kRE .[NO3
-]3.[R4N+NO3-] .
- back-extraction is achieved by water.
RE3+ + 3 NO3- + (R4N+NO3
-)org (R4N+,RE(NO3)4-)org
3- Extraction by basic extractants - Amines
32
NH4NO3 (M)
KU Leuven Summer School 2014 Aug 19Extraction and separation of Rare Earths
33
o in organic phase associated species and water molecules are involvedin the extraction mechanism which is slighly different for LRE and HREFor Aliquat 336 :
RE3+,(H2O)x+ 3 NO3- + [(R4N+NO3
-)2,(H2O)y ]org [(R4N+)2 RE3+(NO3-)5 ,z H2O]org
• Heavy RE extraction
RE3+,(H2O)t + 3 NO3- + 3/2 [(R4N+NO3
-)2,(H2O)y ]org [(R4N+)3 RE3+(NO3-)6 ,v H2O]org
• Light RE extraction
o At high concentration in organic phase, aggregation and strongassociation lead to polymer evolution with precipitation and/or an increase of viscosity . Adding a modifier could change these complexreactions but often decreases the extraction efficiency.
Amine extraction is a complex chemistry :
3- Extraction by basic extractants - Amines
KU Leuven Summer School 2014 Aug 19Extraction and separation of Rare Earths
34
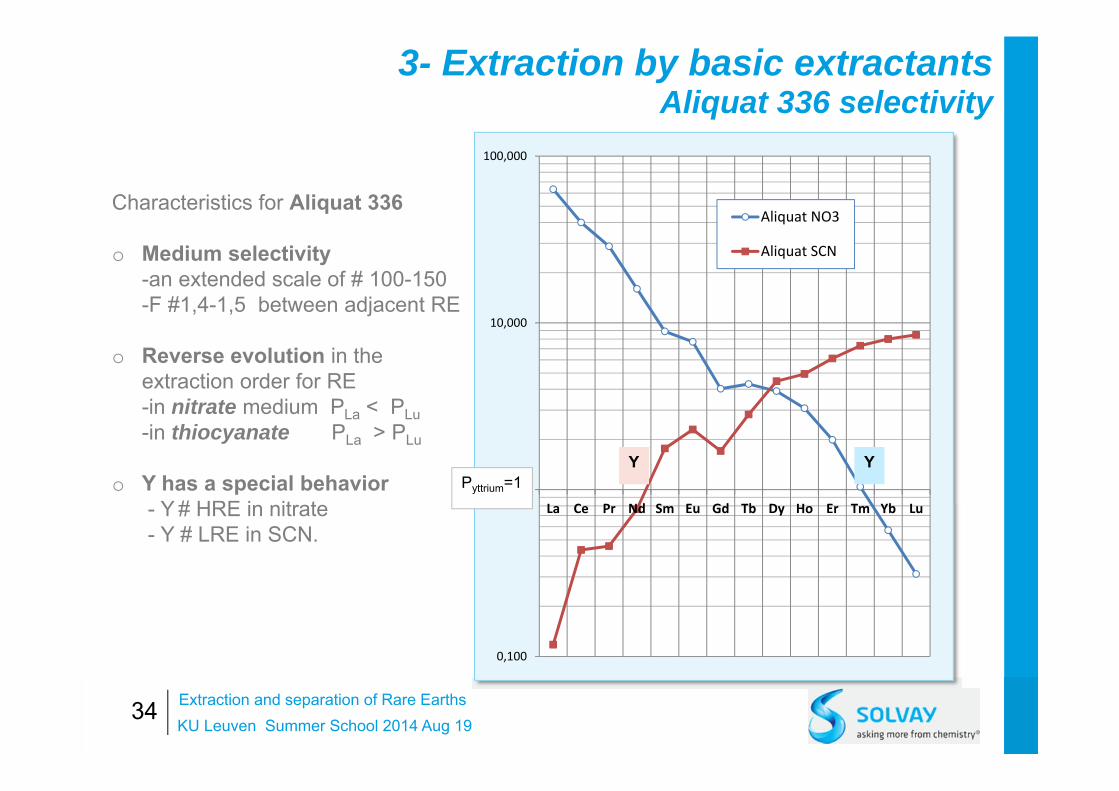
Characteristics for Aliquat 336
o Medium selectivity-an extended scale of # 100-150-F #1,4-1,5 between adjacent RE
o Reverse evolution in the extraction order for RE-in nitrate medium PLa < PLu-in thiocyanate PLa > PLu
o Y has a special behavior- Y # HRE in nitrate - Y # LRE in SCN.
0,100
1,000
10,000
100,000
La Ce Pr Nd Sm Eu Gd Tb Dy Ho Er Tm Yb Lu
Aliquat NO3
Aliquat SCN
Pyttrium=1YY
3- Extraction by basic extractantsAliquat 336 selectivity
KU Leuven Summer School 2014 Aug 19Extraction and separation of Rare Earths
35
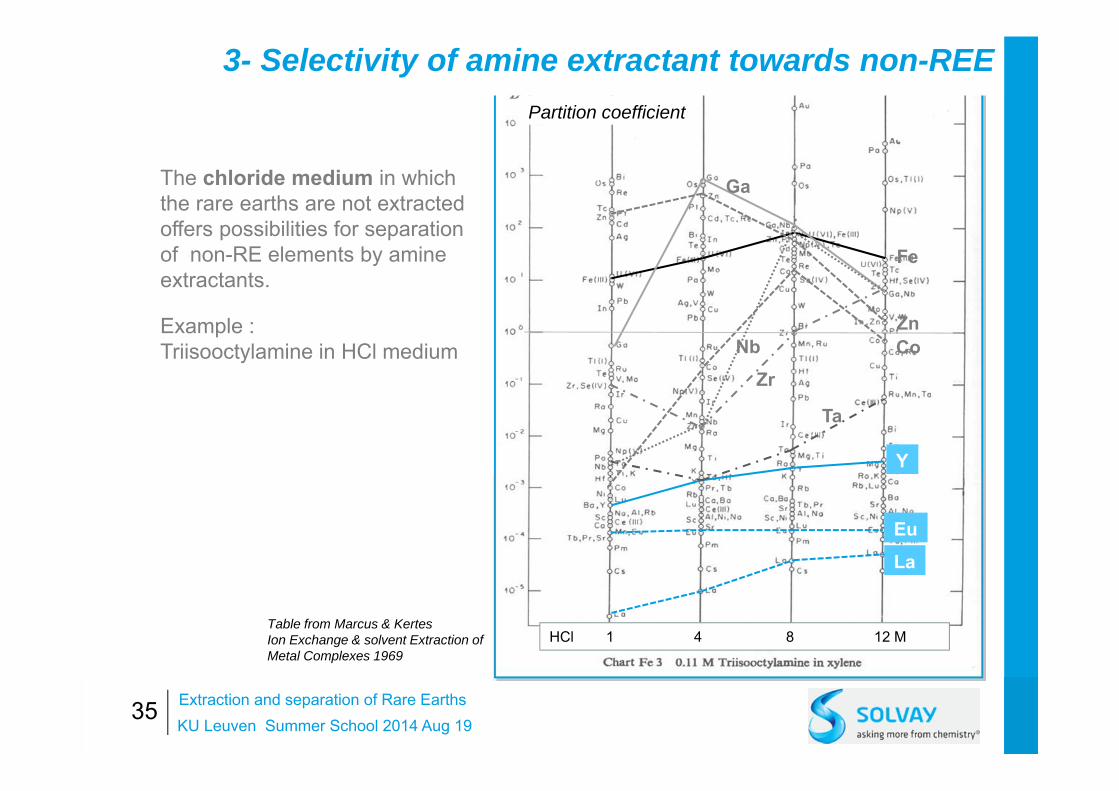
The chloride medium in whichthe rare earths are not extractedoffers possibilities for separationof non-RE elements by amine extractants.
Tri-isooctylamine HCl
Example :Triisooctylamine in HCl medium
Partition coefficient
Table from Marcus & KertesIon Exchange & solvent Extraction of Metal Complexes 1969
HCl 1 4 8 12 M
La
Eu
Y
CoZn
Ga
Fe
Partition coefficient
3- Selectivity of amine extractant towards non-REE
Zr
Ta
Nb
KU Leuven Summer School 2014 Aug 19Extraction and separation of Rare Earths
36
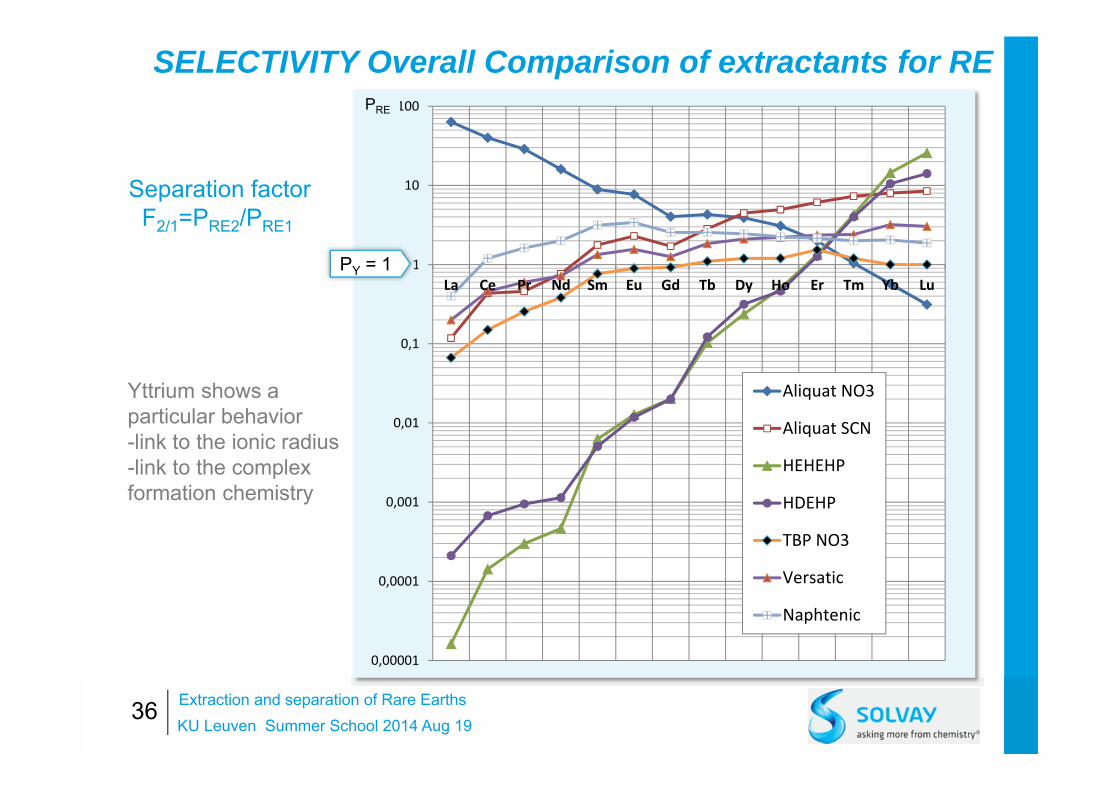
Separation factorF2/1=PRE2/PRE1
Yttrium shows a particular behavior-link to the ionic radius-link to the complexformation chemistry
SELECTIVITY Overall Comparison of extractants for RE
0,00001
0,0001
0,001
0,01
0,1
1
10
100
La Ce Pr Nd Sm Eu Gd Tb Dy Ho Er Tm Yb Lu
Aliquat NO3
Aliquat SCN
HEHEHP
HDEHP
TBP NO3
Versatic
Naphtenic
PRE
PY = 1
KU Leuven Summer School 2014 Aug 19Extraction and separation of Rare Earths
37
Ce4+ and Eu2+ can be separated by Solvent Extraction with a very high selectivity
Ce4+
Extraction is very efficient with acidic (alkyl phosphorous acids,carboxylic) or neutralextractants
Ce4+ + 4 NO3- + 2 TBP <=> Ce(NO3)4 (TBP)2
In nitrate medium TBP gives a separation factor F(Ce4+/RE3+) > 105
The main issue is the back-extraction which necessarily requires a reducing agent (NaNO2,formol,NaCl,méthanol,H2O2,Fe2+,hydroxylamine,hydrazine have been proposed)
Ce4+ -> Ce(OH)4 insoluble in acidic mediumi.e. oxidation by Na-hypochlorite 2 Ce3+ + ClO- + 6 OH- + H2O -> 2 Ce(OH)4↓ + Cl-
Ce3+ - e- -> Ce4+
Eu2+
Extraction of RE3+ vs Eu2+ is very selective with acidic extractantsF(Sm3+ /Eu2+) > 106 with HDEHP or HEHEHP.
Eu3+ + e- -> Eu2+ i.e. reduction by Zn 2 Eu3+ + Zn0 -> 2 Eu2+ + Zn2+
and selective precipitation of EuSO4
KU Leuven Summer School 2014 Aug 19Extraction and separation of Rare Earths
AGENDA
38
1. Solvent extraction is the only industrialtechnology for RE separation
2. Raw materials processing3. Basics of Solvent Extraction
• chemistry• technology
4. Examples of process flow sheet5. Conclusions & Prospects
KU Leuven Summer School 2014 Aug 19Extraction and separation of Rare Earths
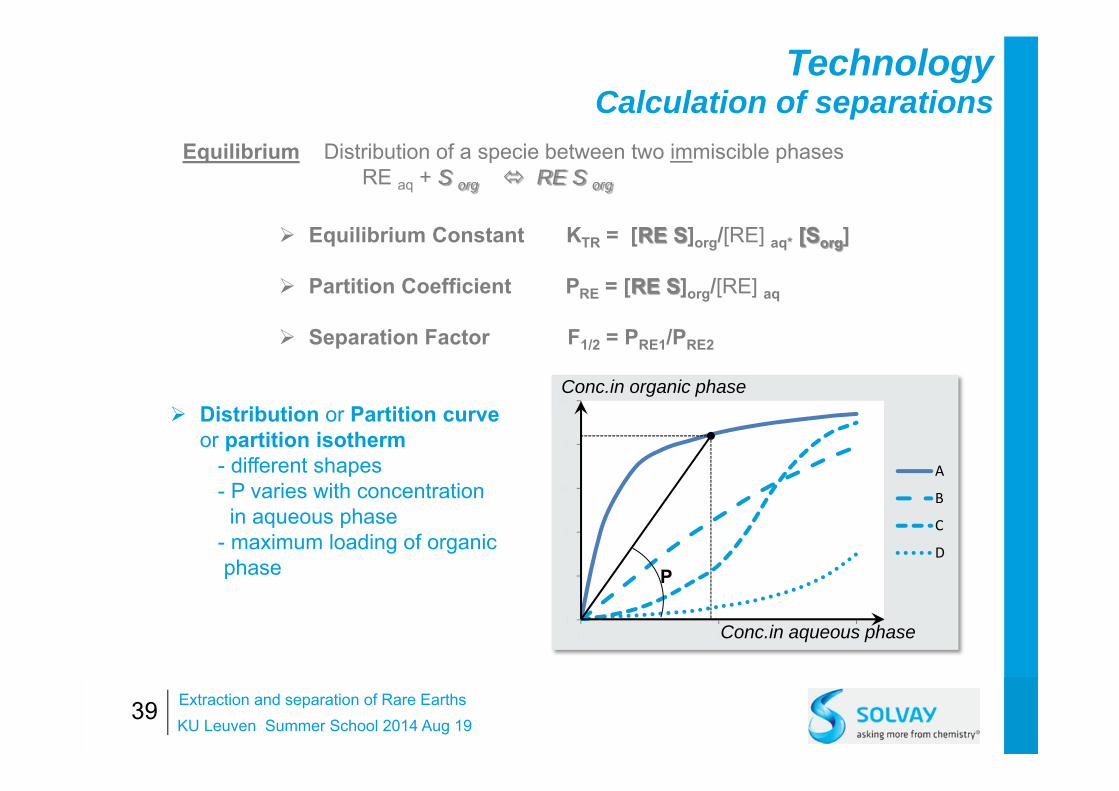
TechnologyCalculation of separations
Equilibrium Constant KTR = [RE S]org/[RE] aq* [Sorg]
Partition Coefficient PRE = [RE S]org/[RE] aq
Separation Factor F1/2 = PRE1/PRE2
Equilibrium Distribution of a specie between two immiscible phases RE aq + S org RE S org
Distribution or Partition curveor partition isotherm
- different shapes- P varies with concentration
in aqueous phase- maximum loading of organicphase
0
2
4
6
8
10
0 5 10
A
B
C
D
Conc.in aqueous phase
Conc.in organic phase
P
39KU Leuven Summer School 2014 Aug 19Extraction and separation of Rare Earths
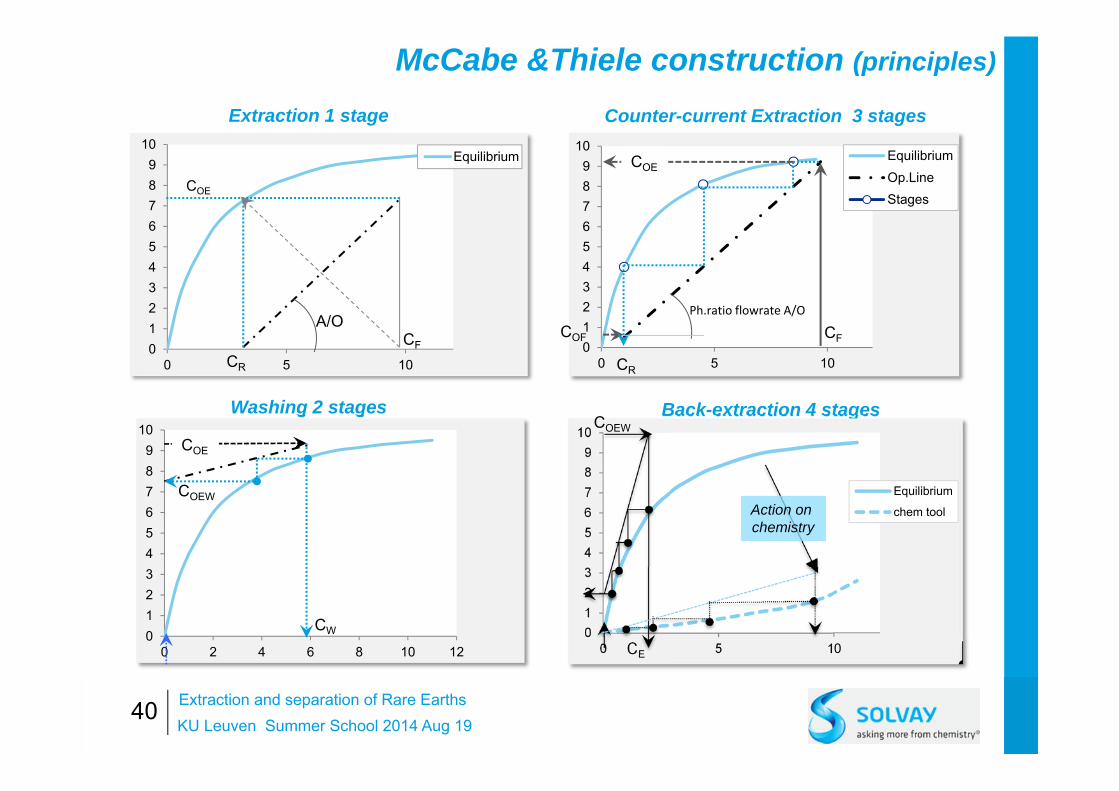
McCabe &Thiele construction (principles)
40
0123456789
10
0 5 10
Equilibrium
CF
COE
A/O
Extraction 1 stage
0123456789
10
0 5 10
EquilibriumOp.LineStages
COF
COE
CR
CF
Ph.ratio flowrate A/O
Counter-current Extraction 3 stages
Washing 2 stages
0123456789
10
0 2 4 6 8 10 12
COE
COEW
CW
Back-extraction 4 stages
0123456789
10
0 5 10
Equilibrium
chem tool
COEW
CE
CR
Action on chemistry
KU Leuven Summer School 2014 Aug 19Extraction and separation of Rare Earths
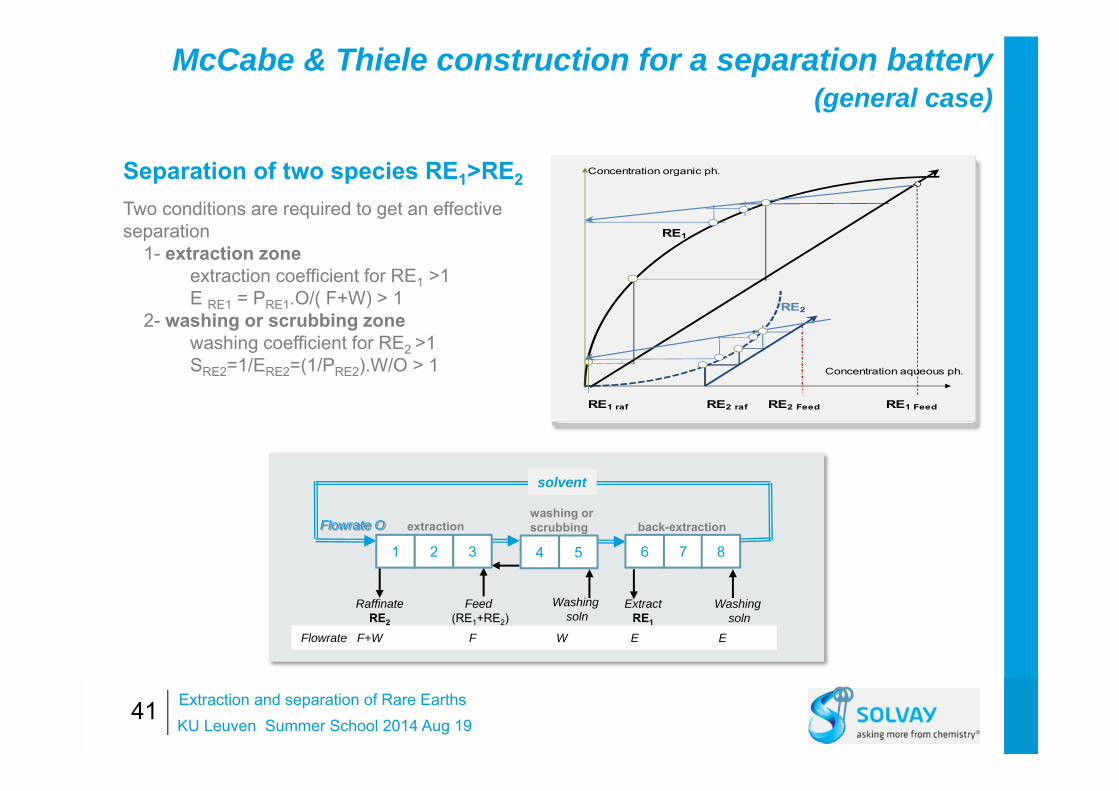
Two conditions are required to get an effective separation
1- extraction zoneextraction coefficient for RE1 >1E RE1 = PRE1.O/( F+W) > 1
2- washing or scrubbing zone washing coefficient for RE2 >1 SRE2=1/ERE2=(1/PRE2).W/O > 1
McCabe & Thiele construction for a separation battery(general case)
Separation of two species RE1>RE2
Flowrate F+W F W E E
Feed(RE1+RE2)
Washingsoln
ExtractRE1
RaffinateRE2
Washingsoln
Flowrate O
solvent
1 2 3 4 5 6 7 8
extractionwashing orscrubbing back-extraction
Concentration organic ph.
RE1
RE2
Concentration aqueous ph.
RE1 raf RE2 raf RE2 Feed RE1 Feed
41KU Leuven Summer School 2014 Aug 19Extraction and separation of Rare Earths
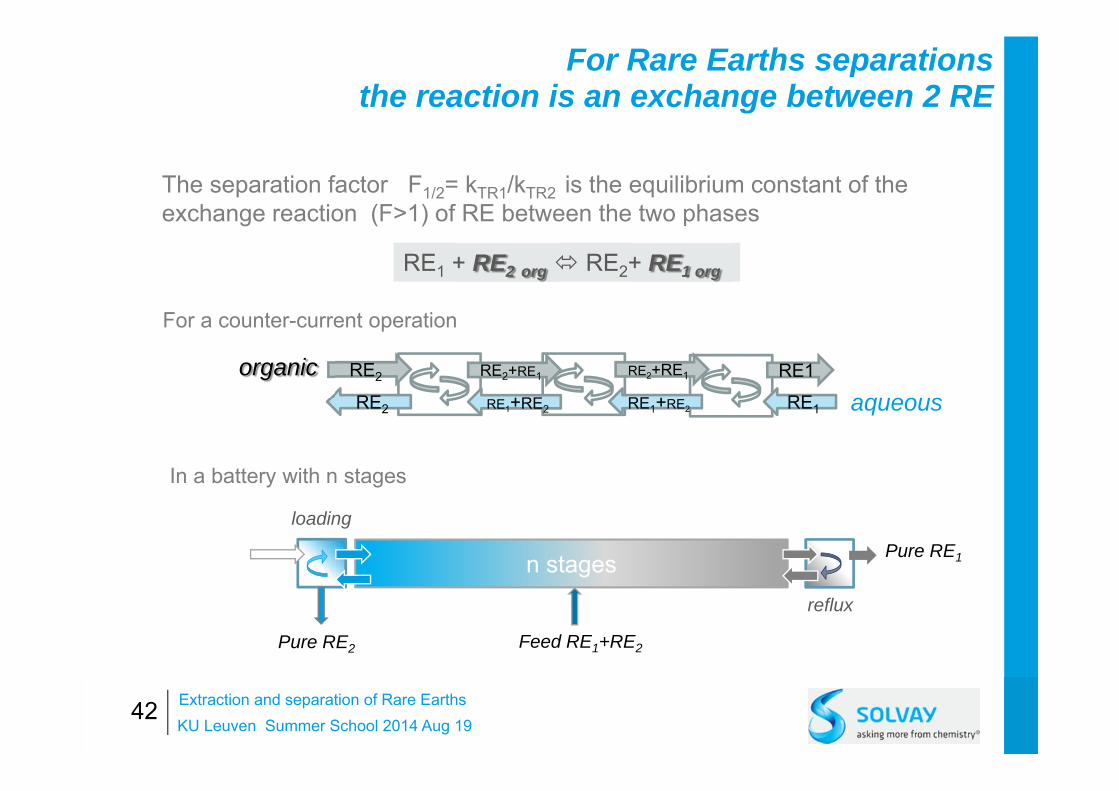
For Rare Earths separationsthe reaction is an exchange between 2 RE
42
RE1 + RE2 org RE2+ RE1 org
The separation factor F1/2= kTR1/kTR2 is the equilibrium constant of the exchange reaction (F>1) of RE between the two phases
RE2+RE1
RE1+RE2
RE1RE2+RE1
RE1+RE2 RE1RE2
RE2
For a counter-current operation
In a battery with n stages
organicaqueous
KU Leuven Summer School 2014 Aug 19Extraction and separation of Rare Earths
n stages
Feed RE1+RE2Pure RE2
Pure RE1
reflux
loading
43
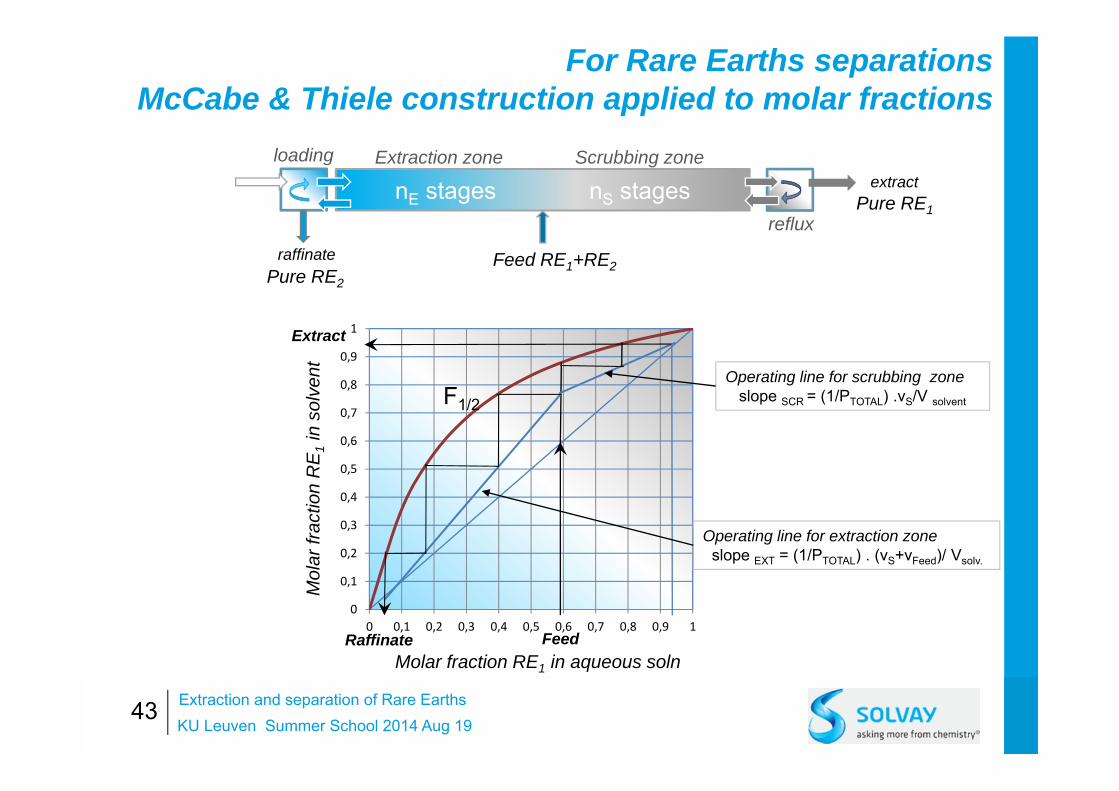
For Rare Earths separationsMcCabe & Thiele construction applied to molar fractions
Mol
arfra
ctio
n R
E1
in s
olve
nt
Molar fraction RE1 in aqueous soln
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1
0 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9 1F=5
F1/2
Feed
Extract
Raffinate
Operating line for scrubbing zone slope SCR = (1/PTOTAL) .vS/V solvent
Operating line for extraction zoneslope EXT = (1/PTOTAL) . (vS+vFeed)/ Vsolv.
KU Leuven Summer School 2014 Aug 19Extraction and separation of Rare Earths
refluxraffinate
extractnE stages nS stages
Feed RE1+RE2Pure RE2
Pure RE1
loading Extraction zone Scrubbing zone
44
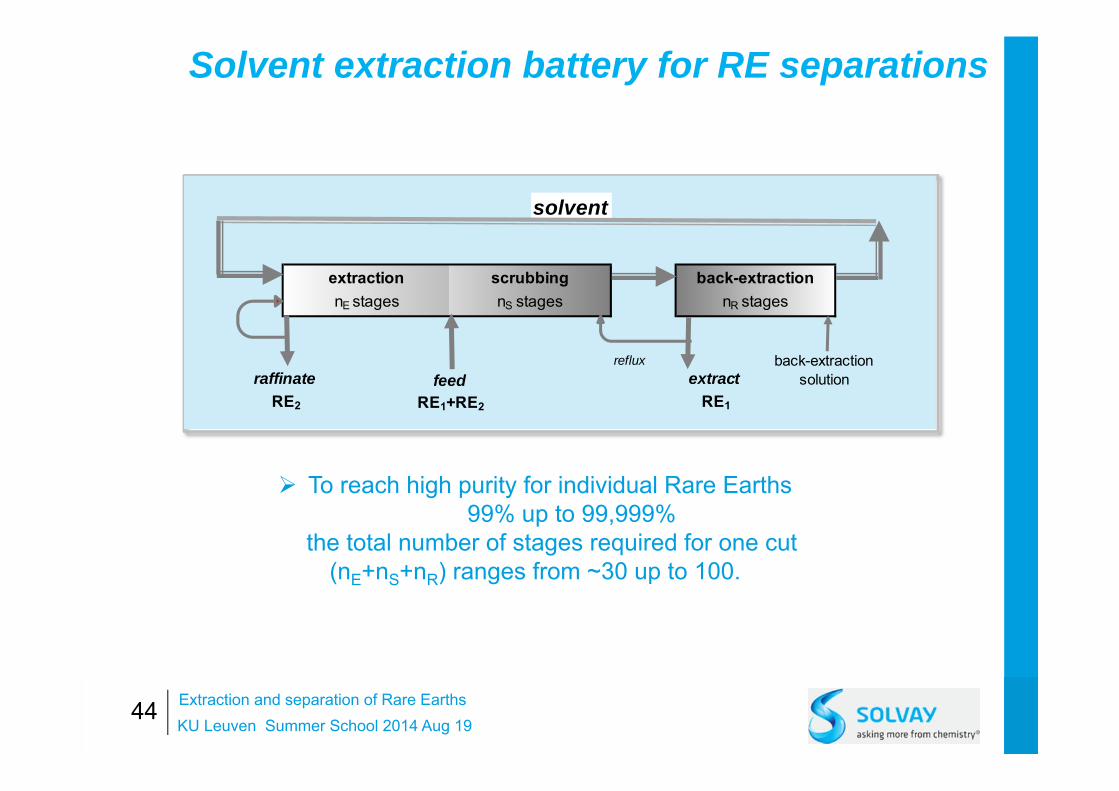
solvent
reflux
extractionnE stages
scrubbingnS stages
back-extractionnR stages
extract RE1
feed RE1+RE2
raffinateRE2
back-extractionsolution
To reach high purity for individual Rare Earths99% up to 99,999%
the total number of stages required for one cut(nE+nS+nR) ranges from ~30 up to 100.
Solvent extraction battery for RE separations
KU Leuven Summer School 2014 Aug 19Extraction and separation of Rare Earths
00,10,20,30,40,50,60,70,80,9
1
0 10 20 30 40 50
mol
arfra
ctio
n La
Ce
étages
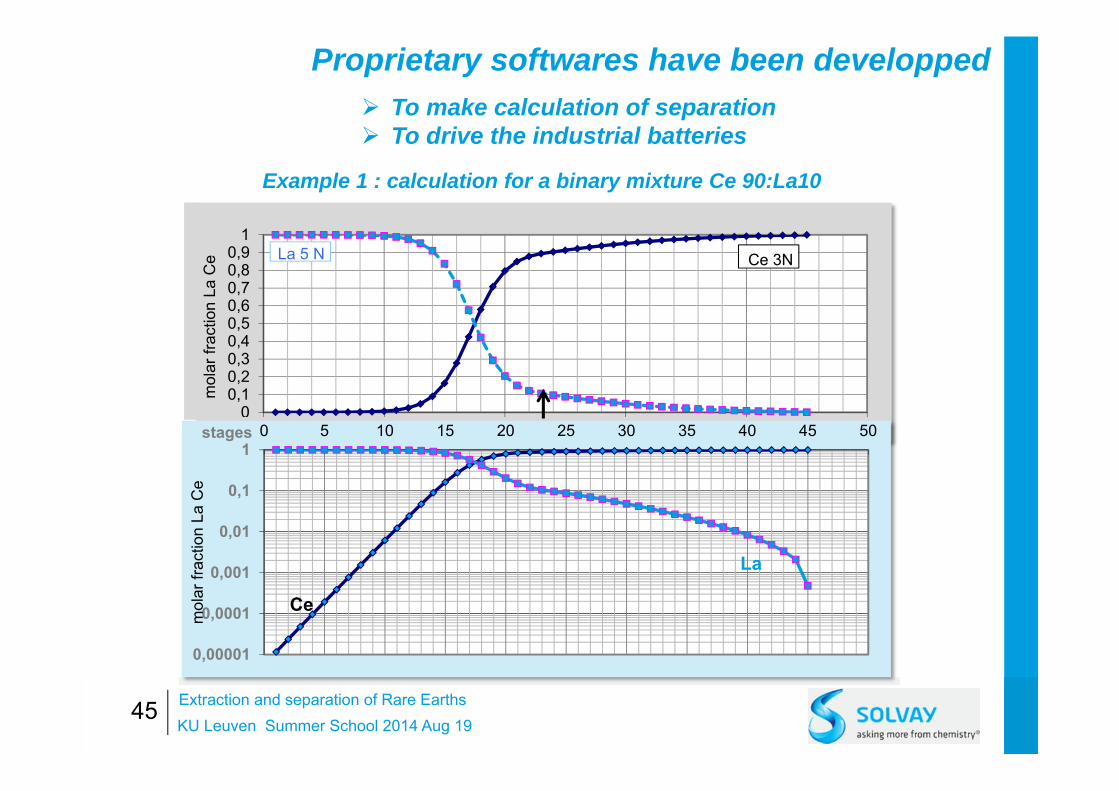
La 5 N Ce 3N
0,00001
0,0001
0,001
0,01
0,1
10 5 10 15 20 25 30 35 40 45 50
mol
arfra
ctio
n La
Ce
stages
Ce
La
Example 1 : calculation for a binary mixture Ce 90:La10
Proprietary softwares have been developped To make calculation of separation To drive the industrial batteries
KU Leuven Summer School 2014 Aug 19Extraction and separation of Rare Earths45
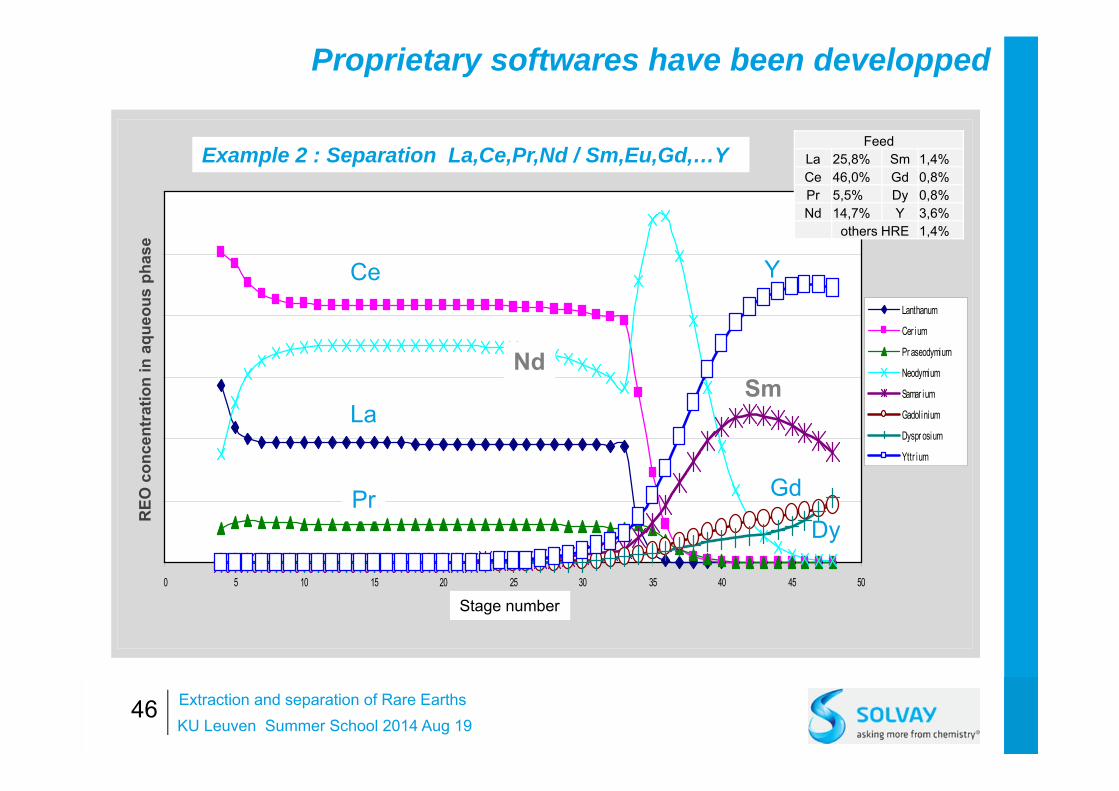
SX 2 aqueous R EO co ncent rat ion as a f unct ion o f st age number
0
50
100
150
200
250
300
0 5 10 15 20 25 30 35 40 45 50
st age number
Lanthanum
Cer ium
Pr aseodymium
Neodymium
Samar ium
Gadol inium
Dyspr osium
Yttr ium
Ce
La
Dy
Gd
SmNd
Y
Pr
FeedLa 25,8% Sm 1,4%Ce 46,0% Gd 0,8%Pr 5,5% Dy 0,8%Nd 14,7% Y 3,6%
others HRE 1,4%
REO
con
cent
ratio
n in
aqu
eous
phas
e
Stage number
46
Proprietary softwares have been developped
Example 2 : Separation La,Ce,Pr,Nd / Sm,Eu,Gd,…Y
KU Leuven Summer School 2014 Aug 19Extraction and separation of Rare Earths
47
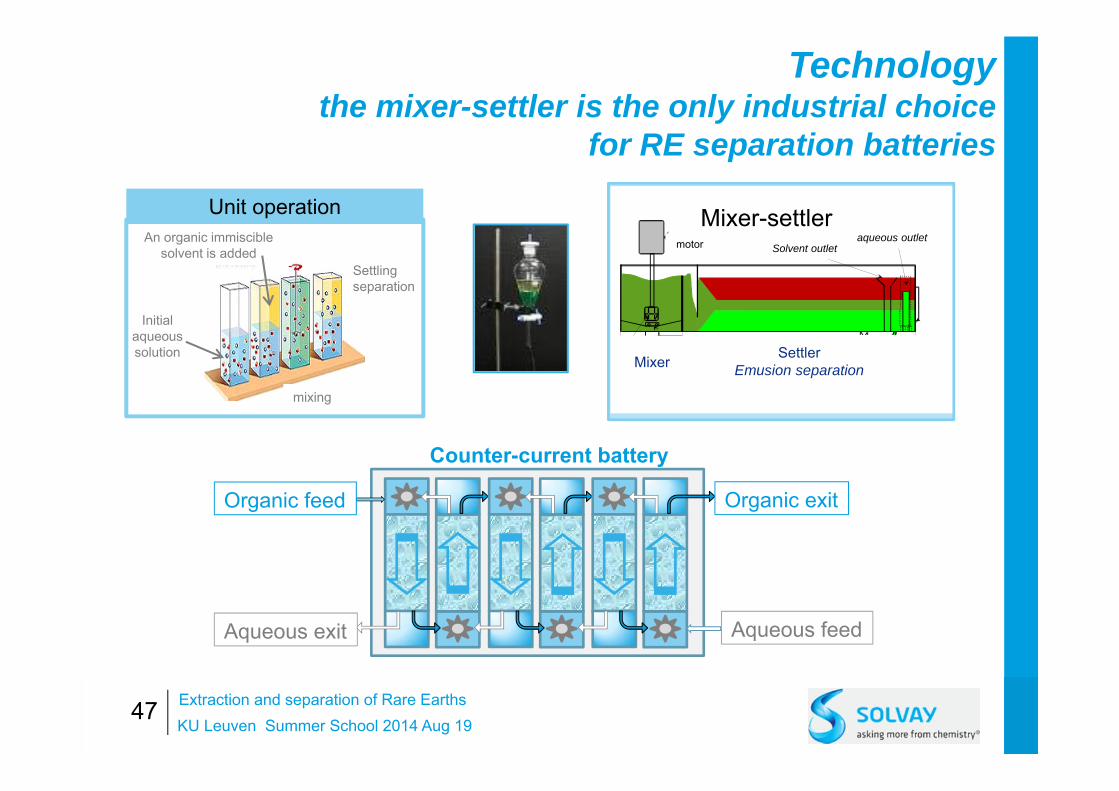
Aqueous exit
Organic feed
Aqueous feed
Organic exit
Counter-current battery
moto - agitateur canne de phase aqueuse
recylage internejupeturbine
canne de solvant
hublot
DECANTEURMELANGEUR
DESCRIPTION D'UN ETAGEMixer-settler
SettlerEmusion separationMixer
motor Solvent outletaqueous outlet
Technologythe mixer-settler is the only industrial choice
for RE separation batteries
Initial aqueoussolution
An organic immiscible solvent is added
mixing
Settlingseparation
Unit operation
KU Leuven Summer School 2014 Aug 19Extraction and separation of Rare Earths

Solvay La Rochelle
48
Technologythe mixer-settler is the only industrial choice
for RE separation batteries
KU Leuven Summer School 2014 Aug 19Extraction and separation of Rare Earths
moto - agitateur canne de phase aqueuse
recylage internejupeturbine
canne de solvant
hublot
DECANTEURMELANGEUR
DESCRIPTION D'UN ETAGE
49
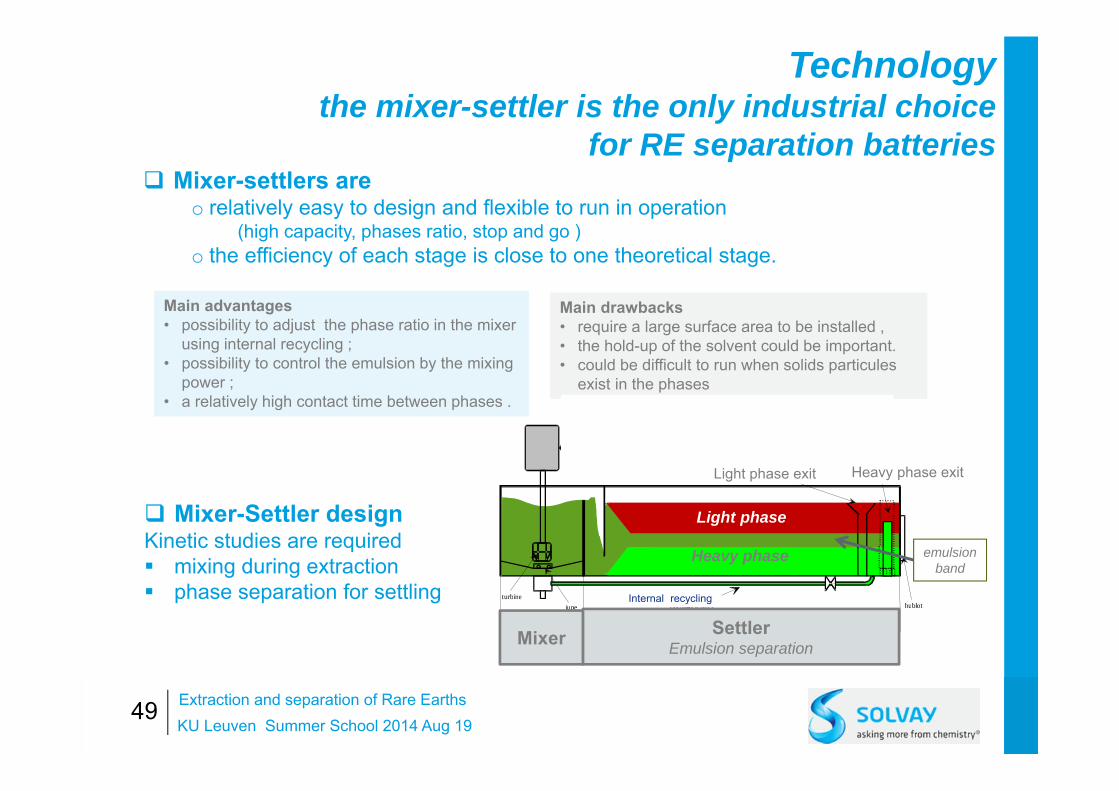
Mixer-Settler designKinetic studies are required mixing during extraction phase separation for settling
Mixer-settlers areo relatively easy to design and flexible to run in operation
(high capacity, phases ratio, stop and go )o the efficiency of each stage is close to one theoretical stage.
Main advantages• possibility to adjust the phase ratio in the mixer
using internal recycling ;• possibility to control the emulsion by the mixing
power ;• a relatively high contact time between phases .
Main drawbacks• require a large surface area to be installed ,• the hold-up of the solvent could be important.• could be difficult to run when solids particules
exist in the phases
Light phase
Heavy phase emulsionband
SettlerEmulsion separationMixer
Light phase exit Heavy phase exit
Internal recycling
Technologythe mixer-settler is the only industrial choice
for RE separation batteries
KU Leuven Summer School 2014 Aug 19Extraction and separation of Rare Earths
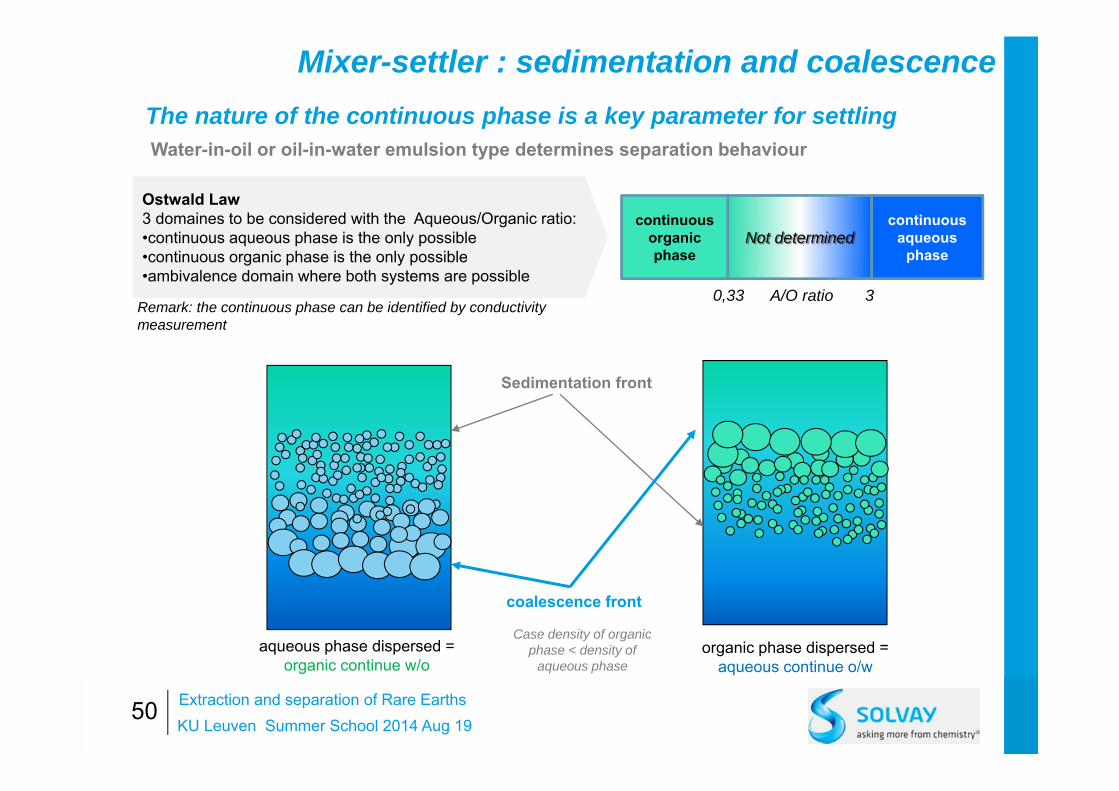
Mixer-settler : sedimentation and coalescence
Sedimentation front
coalescence front
aqueous phase dispersed =organic continue w/o
organic phase dispersed =aqueous continue o/w
Case density of organicphase < density of
aqueous phase
The nature of the continuous phase is a key parameter for settlingWater-in-oil or oil-in-water emulsion type determines separation behaviour
Remark: the continuous phase can be identified by conductivitymeasurement
Ostwald Law3 domaines to be considered with the Aqueous/Organic ratio:•continuous aqueous phase is the only possible •continuous organic phase is the only possible •ambivalence domain where both systems are possible
continuousorganicphase
continuousaqueous
phaseNot determined
0,33 3A/O ratio
50KU Leuven Summer School 2014 Aug 19Extraction and separation of Rare Earths
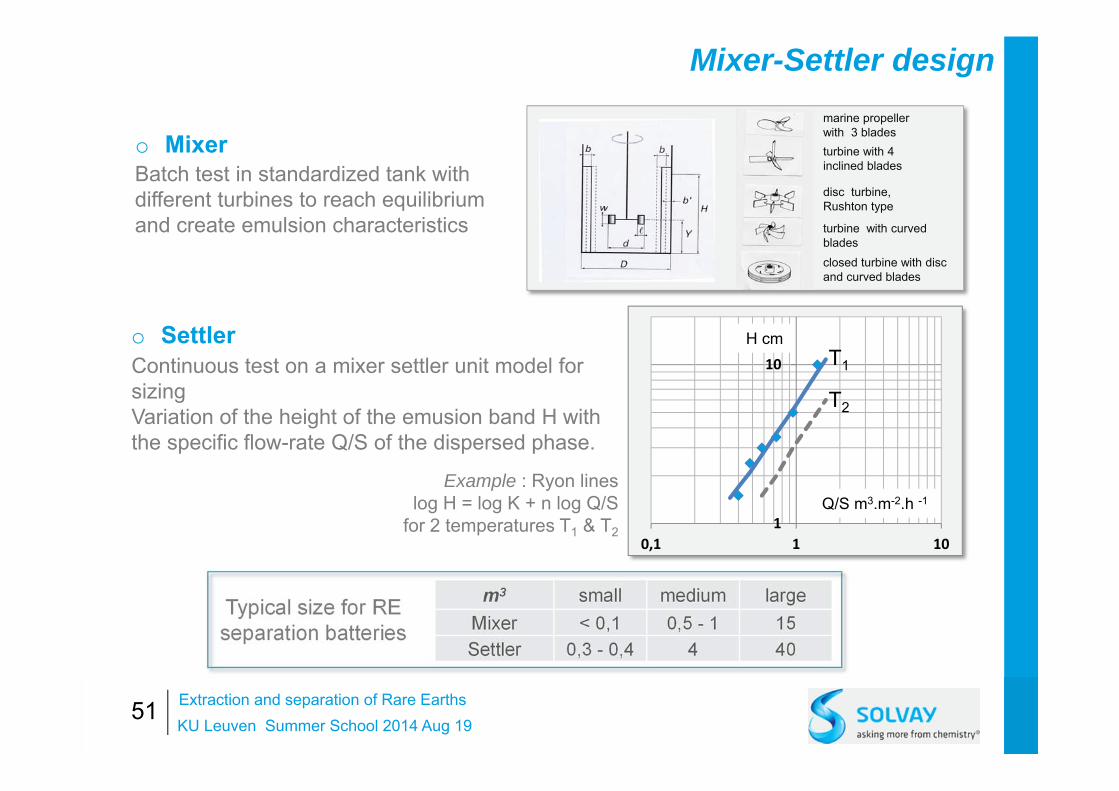
marine propellerwith 3 bladesturbine with 4 inclined blades
disc turbine, Rushton type
turbine with curvedbladesclosed turbine with disc and curved blades
Mixer-Settler design
o MixerBatch test in standardized tank withdifferent turbines to reach equilibriumand create emulsion characteristics
Continuous test on a mixer settler unit model for sizingVariation of the height of the emusion band H withthe specific flow-rate Q/S of the dispersed phase.
o Settler
Example : Ryon lineslog H = log K + n log Q/S
for 2 temperatures T1 & T2 1
10
0,1 1 10
T2
T1
H cm
Q/S m3.m-2.h -1
51
m3 small medium largeMixer < 0,1 0,5 - 1 15Settler 0,3 - 0,4 4 40
Typical size for RE separation batteries
KU Leuven Summer School 2014 Aug 19Extraction and separation of Rare Earths
AGENDA
52
1. Solvent extraction is the only industrialtechnology for RE separation
2. Raw materials processing3. Basics of Solvent Extraction
• chemistry• technology
4. Examples of process flow sheet5. Conclusions & Prospects
KU Leuven Summer School 2014 Aug 19Extraction and separation of Rare Earths

Select an extraction process
To define an extraction process two choices are to be considered the solvent the technology
Moreover in the case of Rare Earths separations a certain sequence of successive cuts must be considered.
Purity and yield are obtained by the definition of operating conditions (stages number, flow rates and reflux) when the selection of the solvent has been made.
in order to reach targeted objectiveso Purity and Yieldo Environment and safetyo Economy (capital investment CAPEX and operaing costs OPEX)
53KU Leuven Summer School 2014 Aug 19Extraction and separation of Rare Earths
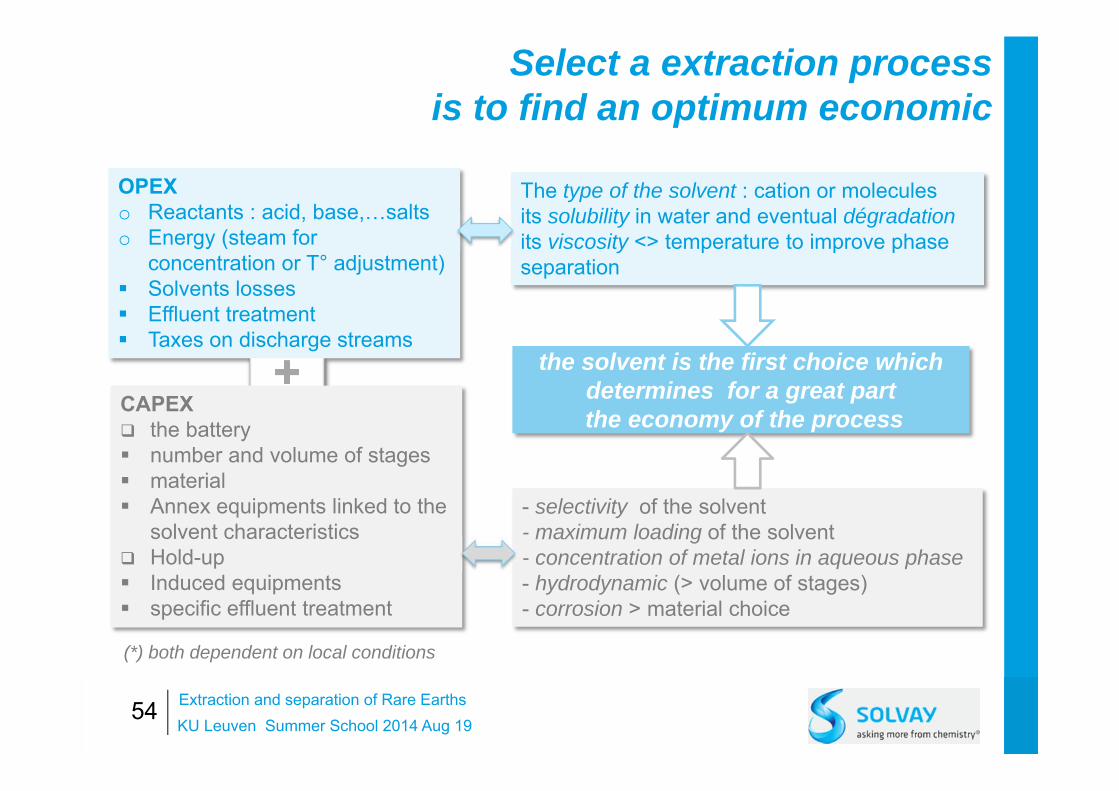
Select a extraction processis to find an optimum economic
the solvent is the first choice whichdetermines for a great part the economy of the process
- selectivity of the solvent- maximum loading of the solvent- concentration of metal ions in aqueous phase- hydrodynamic (> volume of stages) - corrosion > material choice
The type of the solvent : cation or moleculesits solubility in water and eventual dégradationits viscosity <> temperature to improve phase separation
+
OPEX o Reactants : acid, base,…saltso Energy (steam for
concentration or T° adjustment) Solvents losses Effluent treatment Taxes on discharge streams
CAPEX the battery number and volume of stages material Annex equipments linked to the
solvent characteristics Hold-up Induced equipments specific effluent treatment
(*) both dependent on local conditions
54KU Leuven Summer School 2014 Aug 19Extraction and separation of Rare Earths
55
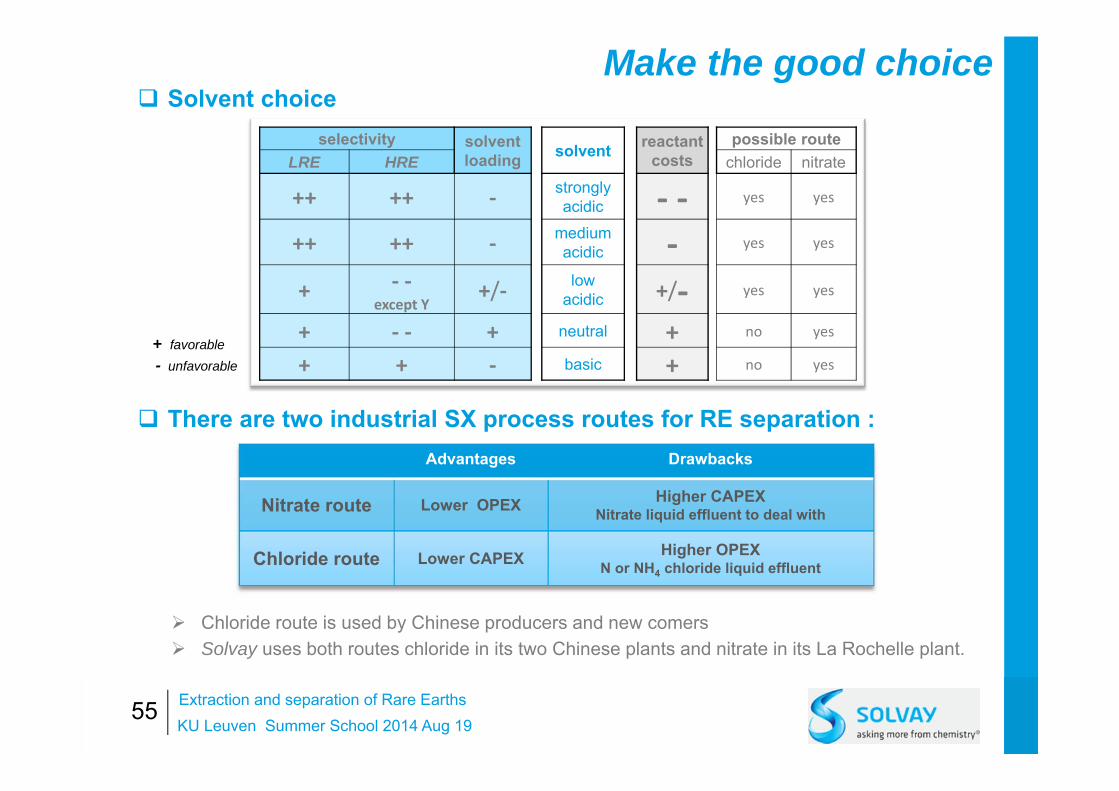
There are two industrial SX process routes for RE separation :
Make the good choice
Advantages Drawbacks
Nitrate route Lower OPEX Higher CAPEXNitrate liquid effluent to deal with
Chloride route Lower CAPEX Higher OPEXN or NH4 chloride liquid effluent
Solvay uses both routes chloride in its two Chinese plants and nitrate in its La Rochelle plant. Chloride route is used by Chinese producers and new comers
Solvent choiceselectivity solvent
loading solvent reactantcosts
possible routeLRE HRE chloride nitrate
++ ++ ‐ stronglyacidic ‐ ‐ yes yes
++ ++ ‐ mediumacidic ‐ yes yes
+ ‐ ‐except Y
+/‐ lowacidic +/‐ yes yes
+ ‐ ‐ + neutral + no yes
+ + ‐ basic + no yes+ favorable- unfavorable
KU Leuven Summer School 2014 Aug 19Extraction and separation of Rare Earths
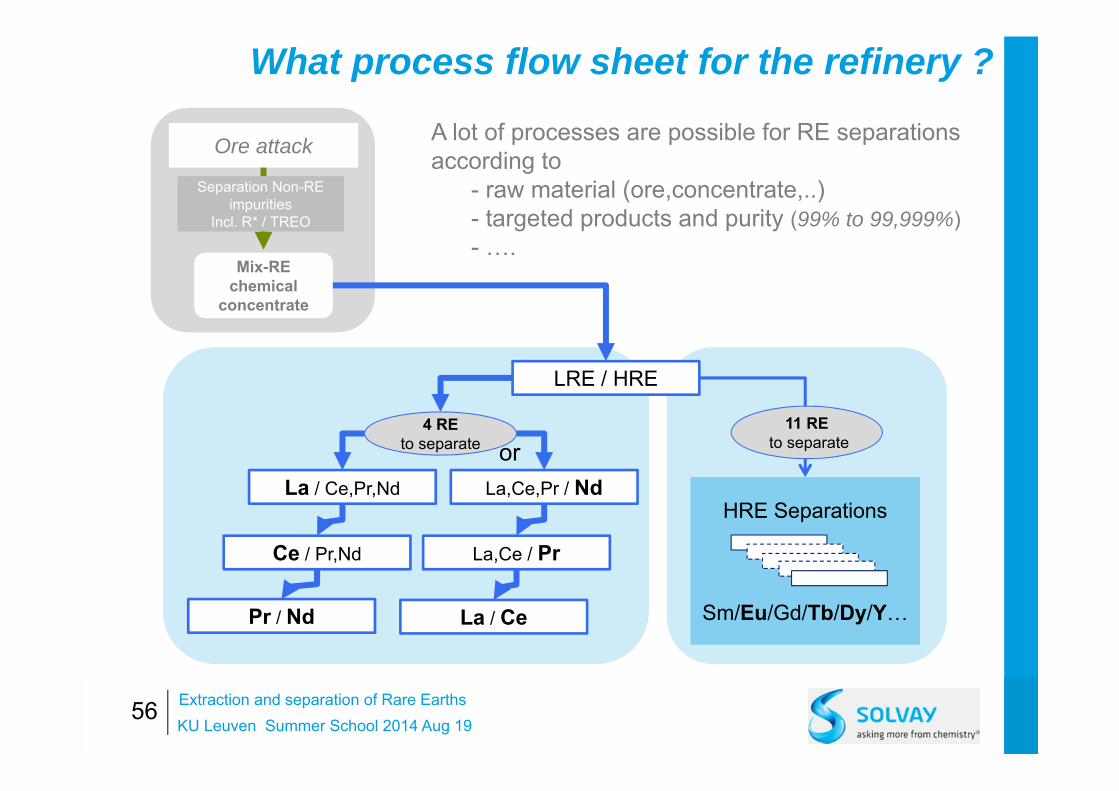
56
LRE / HRE
Pr / Nd
La / Ce,Pr,Nd
Ce / Pr,Nd
La,Ce,Pr / Nd
La,Ce / Pr
La / Ce
4 RE to separate
11 REto separate
What process flow sheet for the refinery ?
or
A lot of processes are possible for RE separationsaccording to
- raw material (ore,concentrate,..)- targeted products and purity (99% to 99,999%)- ….
HRE Separations
Sm/Eu/Gd/Tb/Dy/Y…
Ore attack
Separation Non-RE impurities
Incl. R* / TREO
Mix-REchemical
concentrate
KU Leuven Summer School 2014 Aug 19Extraction and separation of Rare Earths
Typical process flow sheets
57
Molycorp process for Europium (1965)
Megon process for yttrium from xenotime (1975)
Typical chinese process for all purified Rare Earths
Rhone-Poulenc/Solvay process for all purifiedRare Earths
KU Leuven Summer School 2014 Aug 19Extraction and separation of Rare Earths
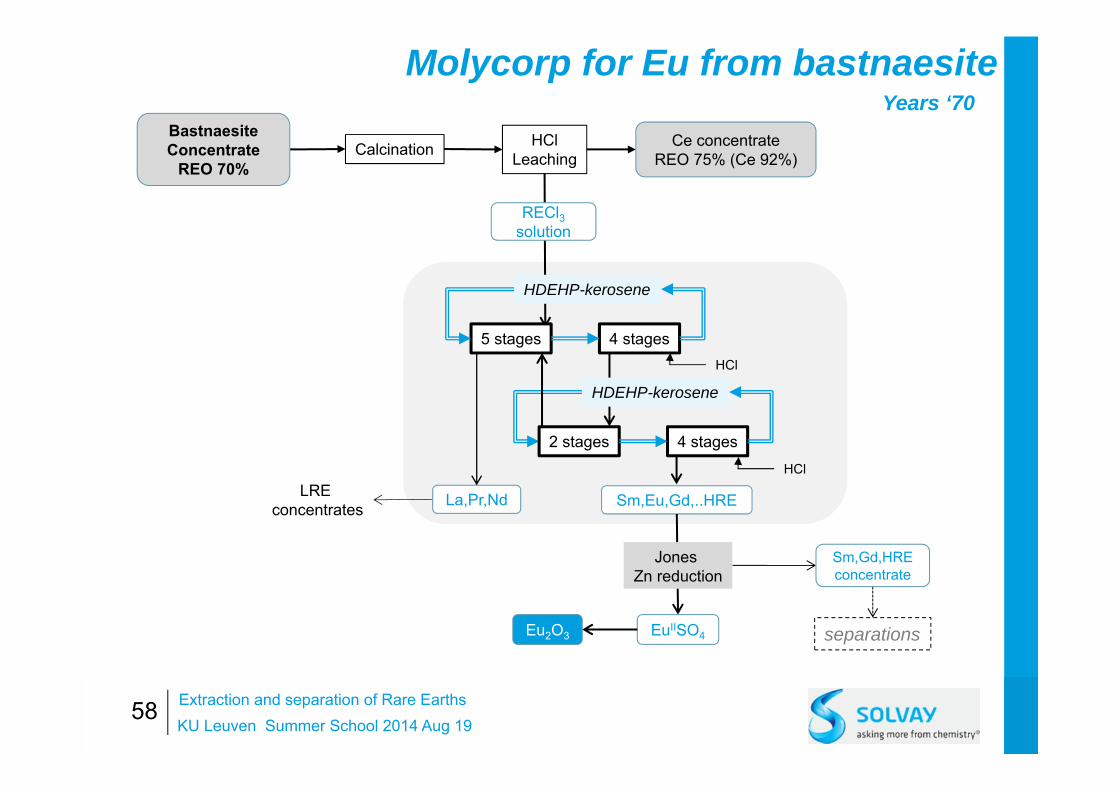
Molycorp for Eu from bastnaesite
58
RECl3solution
Calcination HClLeaching
Ce concentrateREO 75% (Ce 92%)
BastnaesiteConcentrate
REO 70%
LRE concentrates La,Pr,Nd
5 stages 4 stages
HDEHP-kerosene
2 stages 4 stages
HDEHP-kerosene
HCl
HCl
Sm,Eu,Gd,..HRE
separations
Jones Zn reduction
Sm,Gd,HREconcentrate
EuIISO4Eu2O3
Years ‘70
KU Leuven Summer School 2014 Aug 19Extraction and separation of Rare Earths
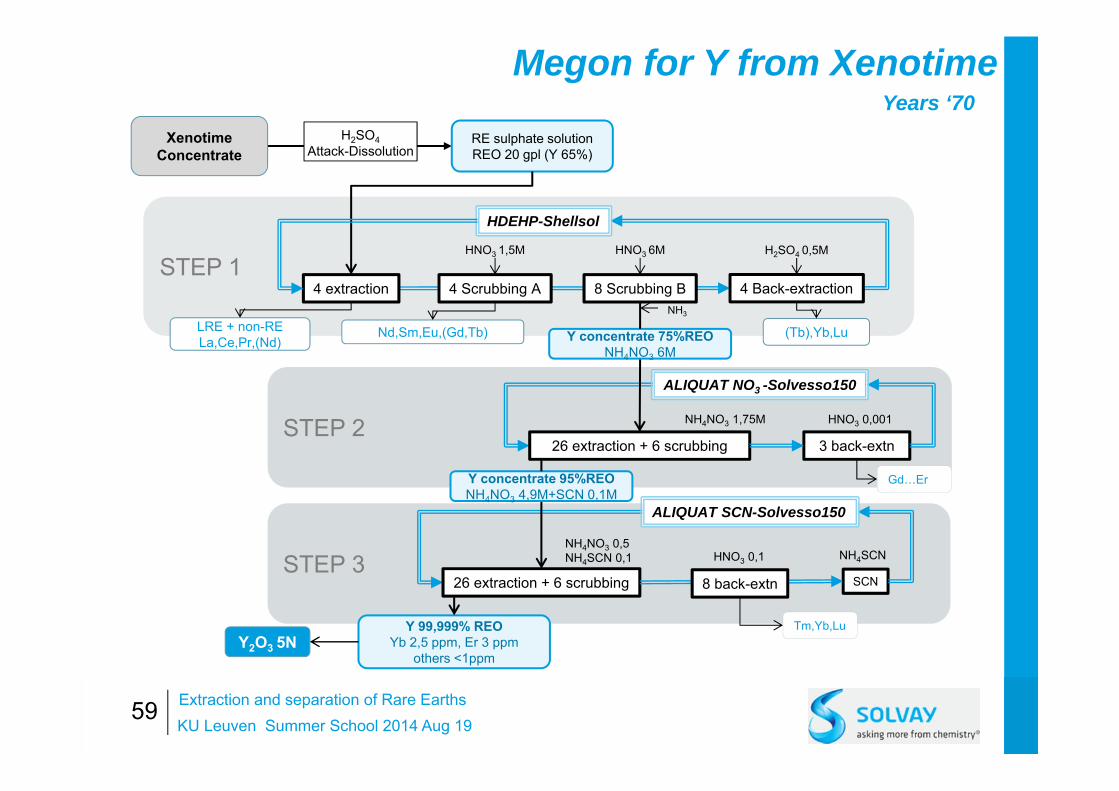
Megon for Y from Xenotime
59
Years ‘70
STEP 3
Y2O3 5NTm,Yb,Lu
26 extraction + 6 scrubbing SCN
ALIQUAT SCN-Solvesso150
8 back-extn
NH4NO3 0,5NH4SCN 0,1 HNO3 0,1 NH4SCN
Y 99,999% REOYb 2,5 ppm, Er 3 ppm
others <1ppm
STEP 2 26 extraction + 6 scrubbing 3 back-extn
ALIQUAT NO3 -Solvesso150
NH4NO3 1,75M
Gd…Er
HNO3 0,001
Y concentrate 95%REONH4NO3 4,9M+SCN 0,1M
STEP 1
H2SO4Attack-Dissolution
RE sulphate solution REO 20 gpl (Y 65%)
XenotimeConcentrate
LRE + non-RELa,Ce,Pr,(Nd)
Nd,Sm,Eu,(Gd,Tb) (Tb),Yb,Lu
4 extraction
HDEHP-Shellsol
8 Scrubbing B4 Scrubbing A 4 Back-extraction
HNO3 1,5M H2SO4 0,5MHNO3 6M
NH3
Y concentrate 75%REONH4NO3 6M
KU Leuven Summer School 2014 Aug 19Extraction and separation of Rare Earths
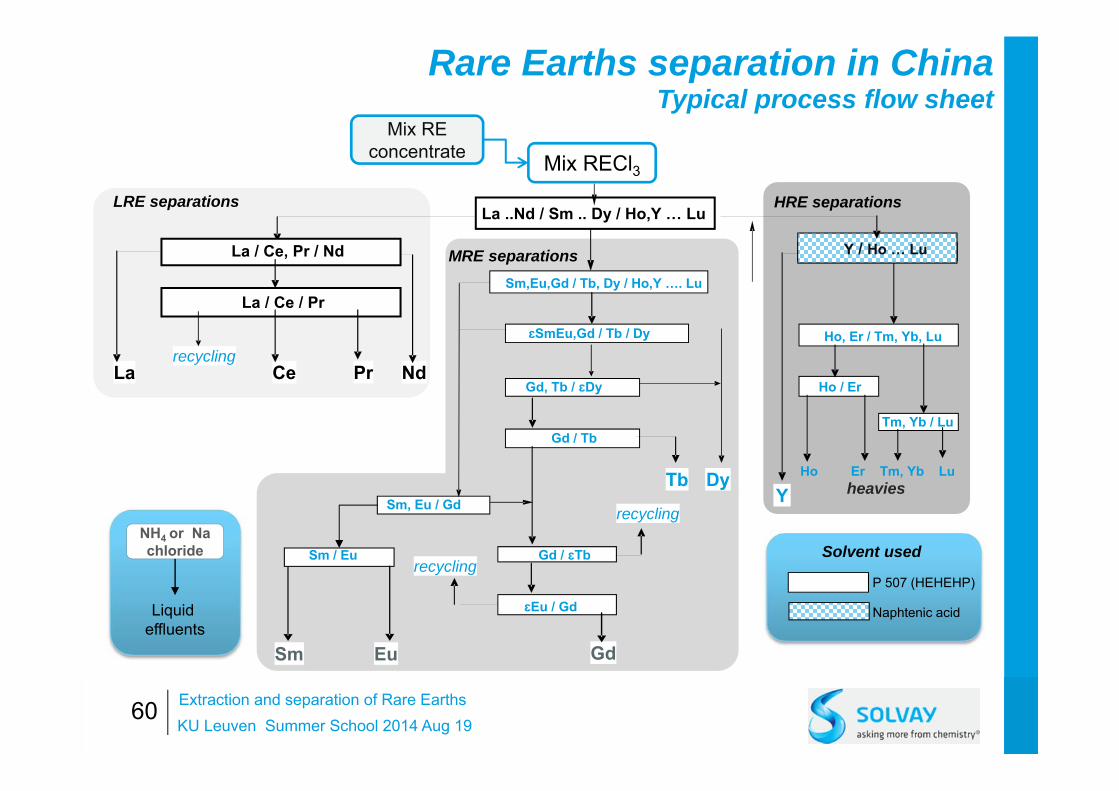
Rare Earths separation in China Typical process flow sheet
Solvent used
P 507 (HEHEHP)
Naphtenic acid
Mix RECl3
Mix RE concentrate
Ho Er Tm, Yb LuheaviesY
Ho / Er
Tm, Yb / Lu
Ho, Er / Tm, Yb, Lu
Y / Ho … Lu
Tb
recycling
recycling
Sm Eu Gd
Sm,Eu,Gd / Tb, Dy / Ho,Y …. Lu
ɛSmEu,Gd / Tb / Dy
Gd, Tb / ɛDy
Gd / Tb
Sm, Eu / Gd
Sm / Eu Gd / ɛTb
ɛEu / Gd
Dy
La ..Nd / Sm .. Dy / Ho,Y … Lu
Larecycling
Ce Pr Nd
LRE separations HRE separations
MRE separations
La / Ce / Pr
La / Ce, Pr / Nd
60
NH4 or Na chloride
Liquideffluents
KU Leuven Summer School 2014 Aug 19Extraction and separation of Rare Earths
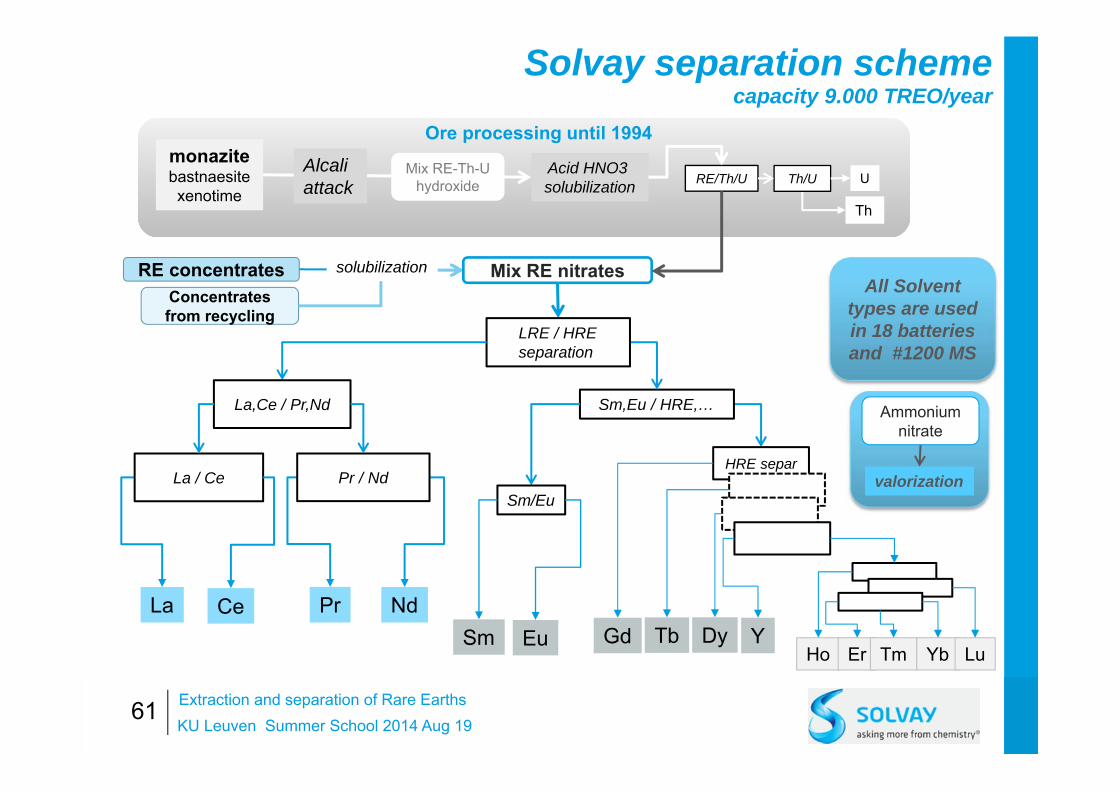
Solvay separation schemecapacity 9.000 TREO/year
61
Sm,Eu / HRE,…
Sm/Eu
Sm Eu
HRE separ
Ho Er Tm Yb LuGd Tb Dy Y
All Solventtypes are usedin 18 batteries and #1200 MS
RE concentratesConcentratesfrom recycling
Mix RE nitratessolubilization
LRE / HRE separation
La Ce Pr Nd
La,Ce / Pr,Nd
La / Ce Pr / Nd valorization
Ammoniumnitrate
monazitebastnaesitexenotime
RE/Th/U
Th
UAlcaliattack
Acid HNO3 solubilization Th/U
Mix RE-Th-Uhydroxide
Ore processing until 1994
KU Leuven Summer School 2014 Aug 19Extraction and separation of Rare Earths

AGENDA
62
1. Solvent extraction is the only industrialtechnology for RE separation
2. Raw materials processing3. Basics of Solvent Extraction
• chemistry• technology
4. Examples of process flow sheet5. Conclusions & Prospects
KU Leuven Summer School 2014 Aug 19Extraction and separation of Rare Earths

63
In the recent plants improvements are dedicated to environmental concerns-limitation of solid wastes, air emission reduction, controlled management of radioactivity,
-better power generation and use.-recycling of reagents (i.e.NaCl electrolysis) and process water
but no real improvement has been made on separation technology-use of the classical solvent (phosphonic acid ester) and quite classical mixer-settler.
The SX technology for RE separation is mature . It has largely demonstrated its efficiency since 50 years. Improvements are made continuously and experience is a key factor for performance.
For the RE industry major weaknesses are pointed out and need to be adressed gazeous emissions during sulfuric ore treatment, radioactive wastes and more widely radioactivity management,
and some others which are more specifically linked to separation technology large amount of salt containing liquid effluents, high costs for reagents and water use, high capital investment .
Conclusions & Prospects
KU Leuven Summer School 2014 Aug 19Extraction and separation of Rare Earths
64
For RE recycling and new raw materials, existing technologies for separations are efficient enough but the flexibility of the processes vs.various sources is a key factor to handle.
New solvents would help in some specific aspects better separation properties (selectivity) reduction of salt effluent generation more friendly solvents (limitation of use of petroleum derivative solvents) New molecules
New synergistic formulations
Ionic Liquids is a new approach but still at the very begining of R&D stage.
The development of new technologies others than solvent extraction is certainly a real challenge.
Conclusions & Prospects
KU Leuven Summer School 2014 Aug 19Extraction and separation of Rare Earths
Thanks for yourattention
65KU Leuven Summer School 2014 Aug 19Extraction and separation of Rare Earths











![Yangibana Rare Earths Project Environmental Review ... · Yangibana Rare Earths Project Environmental Review Document [1] Yangibana Rare Earths Project Environmental Review Document](https://img.pdfslide.net/doc/110x75/5e4823f9e96f8107dc434563/yangibana-rare-earths-project-environmental-review-yangibana-rare-earths-project.jpg)