Embed Size (px)
Citation preview
FA-ST Filtration Analysis Services Technology Ltd
OIL FILTRATION SOLUTIONS
Our Pre-paid CARKIT1 for testing Chiller and compressor oils. This kit is ideal for sampling oils with entrapped gases. The kit contains 60ml sample bottle, large plastic re-sealable tub, Re-sealable Poly Bay, Bottle Label, Oil ID Sheet, Return postal box and Laboratory Address Label.
Our CARKIT1 provides a “look inside” a compressor without disassembly. When unacceptable wear conditions develop inside the compressor, a corresponding detectable change in the characteristics of the oil will become evident. The results from oil analysis should be used in conjunction with vibration analysis and bearing temperatures to detect excessive bearing wear. A log of the periodic oil analysis should be maintained to provide the trend.
FA-ST Ltd Unit 4 Foxwood Road
Dunston Trading Estate
Chesterfield S41 9RF
T: +44(0) 1246 268900 Fax +44(0) 1246 268904
www.fa-st.co.uk
For Wear the CARKIT1 Tests For:
A large range of different metals Aluminium, Chromium, Copper, Iron, Lead, Nickel, Silver, Tin, Vanadium and Titanium.
Also the Ferrous Wear Index gives an indication of the total measure of Iron (regardless of size) in the sample. This technique is used to determine early component wear.
The Chemistry Tests Include:
Elemental Testing –Calcium, Magnesium, Molybdenum, Phosphorus, Zinc and Manganese to check the level ofadditives within the oil to make sure that they are in spec. Values are reported in PPM (Parts Per Million)
Oil Viscosity - Monitoring oil’s viscosity is a critical factor in extending a machines life and overall reliability, accuratemonitoring and managing of oil’s viscosity can also prevent costly breakdowns. The viscosity of an oil is the mostimportant physical effect of an oil and plays a role in energy efficiency. Viscosity is measured in Centistokes cSt.
TAN – Total Acid Number A common misconception is that a TAN oil analysis is used to determine the acidic strengthof an oil. Actually, TAN oil testing is used to find out the amount of acidic components present within the oil, i.e. theacidic concentration. To put this into context, a single molecule of animal fat would give the same TAN reading as asingle molecule of hydrochloric acid, even though hydrochloric acid is by far the most corrosive of the two. Indeed, theacid present within a synthetic turbo oil is about the same strength as household vinegar! TAN Oil analysis is crucial tomaintaining the mechanical integrity of equipment and to prevent internal damage to components. An oil's TAN willincrease with the passage of time or if exposed to high running temperatures - the oil becomes oxidised (hightemperatures cause oil molecules react with the oxygen within the air). Oxidation severely affects an oil's ability toprotect internal components and can also affect the viscosity. In synthetic turbo oils, hydrolysis (a chemical reactioninvolving water) can also cause an increase in the TAN, especially when the oil is subject to heat. The TAN is defined asthe weight (in milligrams) of a standard base (e.g. potassium hydroxide, KOH) that's required to neutralise all of theacidic components within the oil. Its unit is mg KOHg-1 (milligrams of KOH per gram).An initial decrease in TAN is nocause for concern - some of the lighter acid compounds present within the oil when it was manufactured will evaporateaway which will in turn reduce the TAN.
Chiller Oil Analysis
FA-ST Filtration Analysis Services Technology Ltd
OIL FILTRATION SOLUTIONS
The Contamination Tests Include:
Our lab carries out ISO Particle count for cleanliness levels, Water by Karl Fisher Water count and elemental analysis for Boron (additive) Silicon (dirt/seals) Sodium (coolant/seawater).
Water K.Fischer – The Karl Fischer test measures the exact amount of free and dissolved water molecules contained in
the oil sample. The Karl Fisher test is reported in a numerical value.
Boron - Used as a corrosion inhibiter, anti-wear and anti-oxidant additive. Concentration levels vary greatly depending
on oil brand. Also Boron is used in extreme pressure compounds and dispersants. It can also appear as a contaminant
as it can be used in the manufacture of coolant conditioners. Boron can come from a few areas; it can come in with
water, coolant, from worn seals or airborne dust.
Silicon - Although silicon is usually seen as an indication of dirt entry it can have many different sources. Silicon is part
of a chemical added to oils to stop them foaming so silicon can be an additive. It is usually found in a concentration of 5
to 10 ppm, so do not be surprised to see silicon in new engine oil samples. Do not panic, this is not due to dirt. Silicon is
found in chemicals used in coolant conditioners so it can show up as a contaminant if there is an internal coolant leak,
along with sodium.
Sodium - Most common chemicals contain sodium so this is the first indication of an internal coolant leak. Other
chemicals found in coolant conditioners contain elements such as molybdenum, phosphorus, chromium, boron and
silicon. Elements that make up the physical structure of the cooling system and can leach into the oil (from either the
water or the oil side of the cooler) include copper, tin, lead and silver. Sodium can be an additive in some engine oils
(often replacing calcium or magnesium) but this is a lot rarer than it used to be.
Particle Count (ISO) – Particle counting is actually a test for particle contaminant levels and not specifically wear debris.It does not distinguish between wear and dirt particles, but if it can be determined that nonferrous contamination hasremained stable, then an increase in the particle count must be attributable to wear. A magnet can be used to modifythe particle count to count ferrous debris only. There are various ways of doing this, but essentially a magnet holdsback the ferrous debris while the nonferrous debris is flushed from the sample, after which a ferrous debris particlecount is performed. Particle counts are invariably reported according to ISO 4406:99. Other standards do exist, but theyare not as commonly used. ISO 4406:99 returns a three-digit (ISO) solid contamination code. The method of particlecounting is not as important as performing the test properly. It is important to note that only results from the samemethod should be compared.
ISO 4406 Standard – The ISO 4406/2000 classification of particle contents was introduced to facilitate comparisons inparticle counting. Sudden breakdown in a fuel system is often caused by large particles (>14 micron) in the fuel whileslower, progressive faults, e.g. wear and tear, are caused by the smaller particles (4-6 micron).This is one of theexplanations why the particle reference sizes were set to 4 micron, 6 micron and 14 micron in ISO 4406/2000.Cleanliness Particulates have mass and can be removed by mechanical filtration.
FA-ST Filtration Analysis Services Technology Ltd
OIL FILTRATION SOLUTIONS
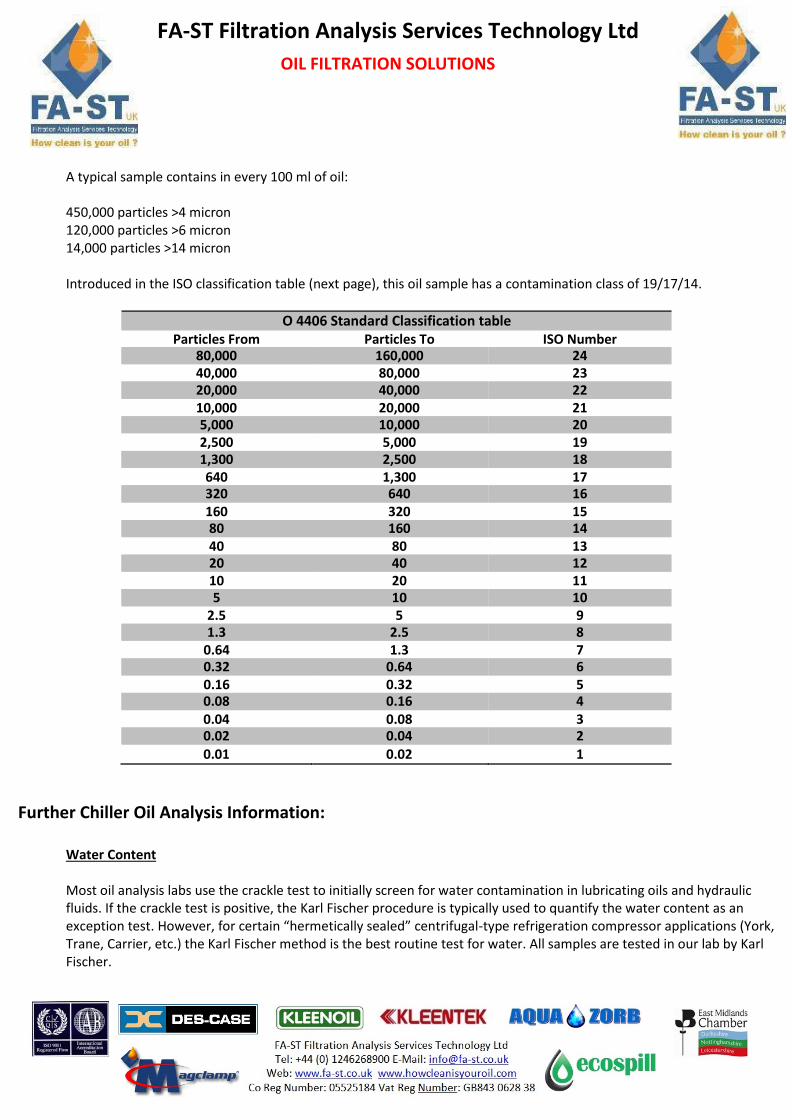
A typical sample contains in every 100 ml of oil:
450,000 particles >4 micron 120,000 particles >6 micron 14,000 particles >14 micron
Introduced in the ISO classification table (next page), this oil sample has a contamination class of 19/17/14.
O 4406 Standard Classification table Particles From Particles To ISO Number
80,000 160,000 24 40,000 80,000 23 20,000 40,000 22 10,000 20,000 21 5,000 10,000 20 2,500 5,000 19 1,300 2,500 18 640 1,300 17 320 640 16 160 320 15 80 160 14 40 80 13 20 40 12 10 20 11 5 10 10
2.5 5 9 1.3 2.5 8
0.64 1.3 7 0.32 0.64 6 0.16 0.32 5 0.08 0.16 4 0.04 0.08 3 0.02 0.04 2
0.01 0.02 1
Further Chiller Oil Analysis Information:
Water Content
Most oil analysis labs use the crackle test to initially screen for water contamination in lubricating oils and hydraulic fluids. If the crackle test is positive, the Karl Fischer procedure is typically used to quantify the water content as an exception test. However, for certain “hermetically sealed” centrifugal-type refrigeration compressor applications (York, Trane, Carrier, etc.) the Karl Fischer method is the best routine test for water. All samples are tested in our lab by Karl Fischer.
FA-ST Filtration Analysis Services Technology Ltd
OIL FILTRATION SOLUTIONS
In hermetically sealed motor setups, the motor is cooled by a refrigerant vapor that flows directly through the motor body. CFC refrigerants are often exposed to water and high temperatures, which promote the production of hydrochloric and hydrofluoric acids. While motor winding deterioration is one effect of this condition, the oil analyst is more concerned with its effect on the lubricant. There are unavoidable refrigerant leaks through the impeller bearing labyrinth seals, and as the refrigerant enters the oil, a part of any acids and excess water present are transported with it.
For chiller systems that use napthenic mineral oils (low carbon-forming potential, low flocculent point, very lightly additised), oxidation and corrosive wear are easily catalyzed by small quantities of water and acids. This can be a double attack when water enters the oil from the refrigerant side and the compressor environment simultaneously, or refrigerant-carried acids combine with the acids formed by oil degradation. Various combinations of driers and filters fight this water intrusion and acid formation, but it’s an ongoing challenge to manage the condition.
Since many OEMs recommend the use of this highly effective but contaminant-sensitive oil for their hermetically sealed centrifugal compressors, very low water guidelines (75 to 125 ppm in used oils) are often encountered. This level of moisture is undetectable using the crackle test, making Karl Fischer testing mandatory.
Particulate/solids -
The solid contaminants can include metallic particles, chemical compounds or just dirt. The solids found in a system normally result from wear, corrosion and chemical breakdown of the internals, or material left in the system during servicing. The solid contaminants can create problems such as scoring compressor cylinder walls and bearings, damaging motor insulation, plugging lubrication holes, plugging filter/dryers, plugging expansion valves etc. The solid contaminants are removed to a great extent by the filter dryer, but it needs to be sized to handle it without adding too much pressure drop in the system. Any visual presence of dirt, rust or other particulate contamination would be reported as alert condition. If particulate/solids are found, the refrigerant filter should be replaced. If the problem persists, in-spite of changing the filter several times, on-line cleaning of the refrigerant may be required.
Organic matter – sludge, wax, tars
Organic contaminants are typically due to decomposition/degradation of organic materials in the system such as oil, insulation, varnish, gaskets etc. These can circulate in the system and plug small orifices. Organic contaminants dissolved in the liquid refrigerant may precipitate at lower temperature in the expansion device, resulting in plugged capillary tubes or sticky expansion valves. Organic contaminants can also coat heat transfer surfaces resulting in cooling inefficiency. Since heat degrades most organic materials, operating conditions with excessively high temperatures should be avoided. If an organic contaminant is dissolved in the liquid refrigerant, it may not be removed by the filter- dryer.
Acids
A refrigeration system can contain two types of acids, organic and inorganic, depending on the type of refrigerant and oil being used. Organic acids (such as oleic acid) are formed as a result of decomposition of oil at high temperature in the presence of air as the oxidizing agent. These acids are slow to react, soluble in oil, do not vaporize, and typically found in relatively small quantities in the oil sump. Inorganic acids (such as hydrochloric acid and hydrofluoric acid) are formed as a result of decomposition of refrigerants at high temperature in the presence of moisture. These acids are highly reactive, soluble in water, vaporize, and typically found to be the dominant acids that may be present. Therefore,
FA-ST Filtration Analysis Services Technology Ltd
OIL FILTRATION SOLUTIONS
inorganic acids are the real problem in a refrigerant system, which results in degradation of the equipment internals. The major contributors to acid formation in a system are the presence of moisture and abnormally high temperatures around the compressor i.e. bearings, motor windings, terminations, compressor discharge etc. The presence of acids is especially hazardous in case of semi-hermetic and hermetic compressors, since the acid vapour in refrigerant goes over motor windings and can eventually lead to motor burnout. Therefore the amount of acids in a system should be kept to an absolute minimum, i.e., maximum allowable limit for acid in all refrigerants should be 1 ppm by weight.
The acids in a refrigeration system can be kept to a minimum by keeping the refrigerant dry and preventing abnormally high temperatures in the system. Desiccant used in a filter dryer may be capable of removing the acids, but the capacity and efficiency depends on several factors and is difficult to determine.
Metals
Silver is used as a tracer layer in the bearings. Copper (and sometimes magnesium as well) is a result of the additive package in the oil solidifying copper from the heat exchangers. Sulphur, zinc, phosphorous and calcium are usually from the oil additives. Zinc is an anti-wear additive used in some oils. Phosphorous is also a known contributor to sludge formation in Ammonia based Chiller circuits. Lead could be attributable to thread sealant compounds and possible bearing wear. Tin may be from wear oil pump bearings and this is usually associated with high Iron levels. Iron is found in castings, oil pump gears, tube sheets, shafts and needle bearings. Steel is found in case hardened components and is usually identified as shards in the samples. Aluminium is found in some shaft bearings and castings.
The lab analyst will look at all the wear metals to determine which areas these may have come from.
Silicon: Can originate from residual particles left from manufacturing processes (sand castings & sandblasting), filter drier material, airborne dust/dirt or from seals and sealants. Occasionally from residual mineral oil in the case of conversions/upgrades and rebuilds
Data and Information
The laboratory relies upon the information given on the ID sheets or any accompanying data sheets to assist in interpreting the analysis correctly and can only analyse the sample sent in. Factors based on the make/type of equipment and its location e.g. external or internal, wet or damp areas, etc. continual running or intermediate start stop operations can all have adverse effects on the oils condition. It is also important to make sure that all samples are taken from the same location and in a repetitive manner. All bottles should be rinsed with the fluid before the actual sample is taken.
Different types of oils will have different levels of additive packages so it is important that the laboratory knows the type of compressor/chillers, the oil grade and type in use and/or oil top ups/oil changes during service intervals. If possible virgin samples of oil should be supplied for the laboratory to establish base line samples.
One major problem in analysing chiller oils is the entrapped gas in the sample as this can have an adverse effect on determining the correct viscosity readings.
FA-ST Filtration Analysis Services Technology Ltd
OIL FILTRATION SOLUTIONS
Understanding Your Report
Understanding oil reports is vital to ensure the correct actions are taken and your oil is maintained in working order. The following is a breakdown of the FA-ST chiller oil analysis report and guidance on our alarm levels. Please note that due to the many factors regarding storage of oil unique site conditions and previous trend lines these are for guidance only and report results could vary.
Units & Alarm limits
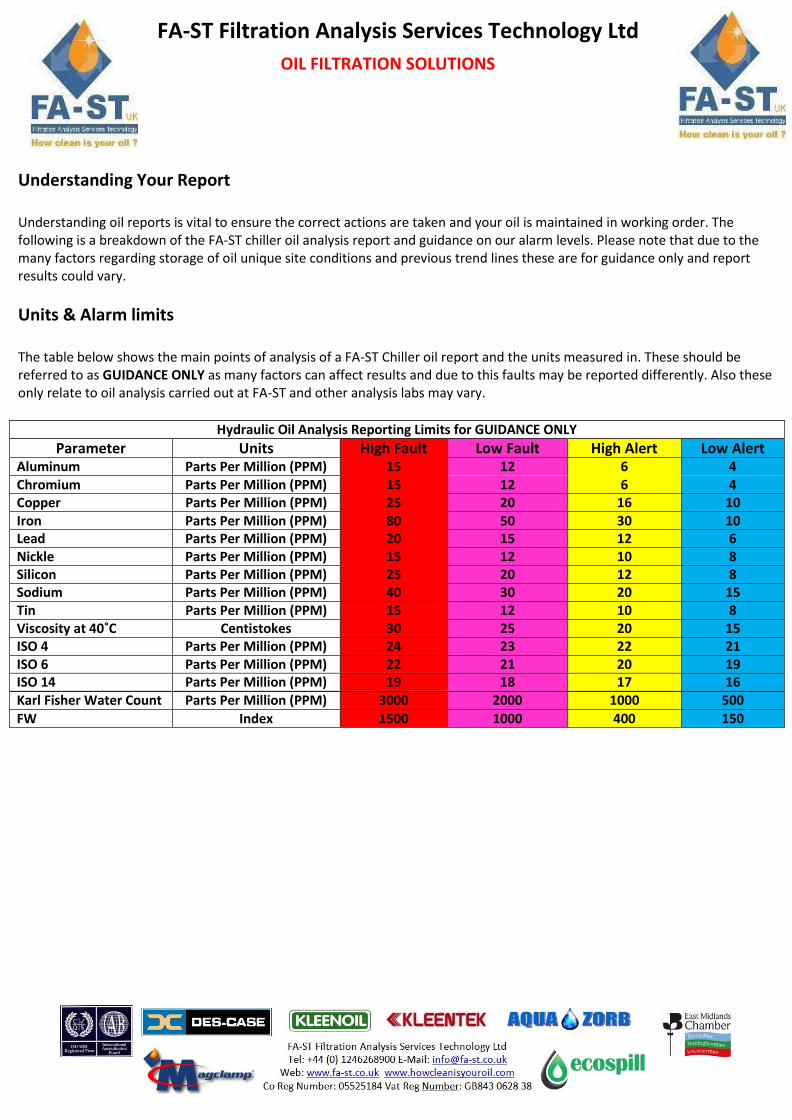
The table below shows the main points of analysis of a FA-ST Chiller oil report and the units measured in. These should be referred to as GUIDANCE ONLY as many factors can affect results and due to this faults may be reported differently. Also these only relate to oil analysis carried out at FA-ST and other analysis labs may vary.
Hydraulic Oil Analysis Reporting Limits for GUIDANCE ONLY
Parameter Units High Fault Low Fault High Alert Low Alert Aluminum Parts Per Million (PPM) 15 12 6 4 Chromium Parts Per Million (PPM) 15 12 6 4 Copper Parts Per Million (PPM) 25 20 16 10 Iron Parts Per Million (PPM) 80 50 30 10 Lead Parts Per Million (PPM) 20 15 12 6 Nickle Parts Per Million (PPM) 15 12 10 8 Silicon Parts Per Million (PPM) 25 20 12 8 Sodium Parts Per Million (PPM) 40 30 20 15 Tin Parts Per Million (PPM) 15 12 10 8 Viscosity at 40˚C Centistokes 30 25 20 15 ISO 4 Parts Per Million (PPM) 24 23 22 21 ISO 6 Parts Per Million (PPM) 22 21 20 19 ISO 14 Parts Per Million (PPM) 19 18 17 16 Karl Fisher Water Count Parts Per Million (PPM) 3000 2000 1000 500
FW Index 1500 1000 400 150
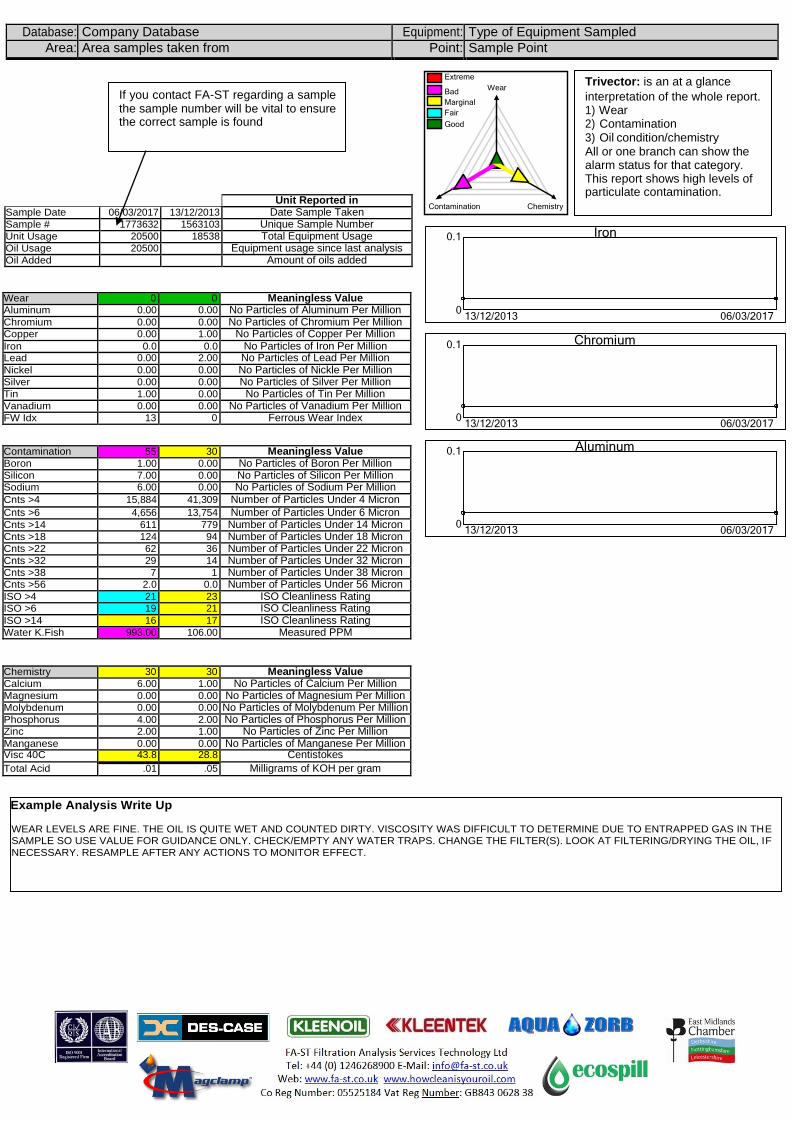
Database: Company Database Equipment: Type of Equipment Sampled
Area: Area samples taken from Point: Sample Point
Chemistry 30 30 Meaningless Value Calcium 6.00 1.00 No Particles of Calcium Per Million Magnesium 0.00 0.00 No Particles of Magnesium Per Million Molybdenum 0.00 0.00 No Particles of Molybdenum Per Million Phosphorus 4.00 2.00 No Particles of Phosphorus Per Million Zinc 2.00 1.00 No Particles of Zinc Per Million Manganese 0.00 0.00 No Particles of Manganese Per Million Visc 40C 43.8 28.8 Centistokes
Total Acid .01 .05 Milligrams of KOH per gram
Example Analysis Write Up
WEAR LEVELS ARE FINE. THE OIL IS QUITE WET AND COUNTED DIRTY. VISCOSITY WAS DIFFICULT TO DETERMINE DUE TO ENTRAPPED GAS IN THE SAMPLE SO USE VALUE FOR GUIDANCE ONLY. CHECK/EMPTY ANY WATER TRAPS. CHANGE THE FILTER(S). LOOK AT FILTERING/DRYING THE OIL, IF
NECESSARY. RESAMPLE AFTER ANY ACTIONS TO MONITOR EFFECT.
Contamination 55 30 Meaningless Value Boron 1.00 0.00 No Particles of Boron Per Million Silicon 7.00 0.00 No Particles of Silicon Per Million Sodium 6.00 0.00 No Particles of Sodium Per Million Cnts >4 15,884 41,309 Number of Particles Under 4 Micron
Cnts >6 4,656 13,754 Number of Particles Under 6 Micron Cnts >14 611 779 Number of Particles Under 14 Micron Cnts >18 124 94 Number of Particles Under 18 Micron Cnts >22 62 36 Number of Particles Under 22 Micron Cnts >32 29 14 Number of Particles Under 32 Micron Cnts >38 7 1 Number of Particles Under 38 Micron Cnts >56 2.0 0.0 Number of Particles Under 56 Micron ISO >4 21 23 ISO Cleanliness Rating ISO >6 19 21 ISO Cleanliness Rating ISO >14 16 17 ISO Cleanliness Rating Water K.Fish 993.00 106.00 Measured PPM
0.1 Aluminum
0 13/12/2013 06/03/2017
Extreme
Bad
Marginal
Fair
Good
Wear
Contamination Chemistry
0.1 Iron
0 13/12/2013 06/03/2017
0.1 Chromium
0 13/12/2013 06/03/2017
If you contact FA-ST regarding a sample the sample number will be vital to ensure the correct sample is found
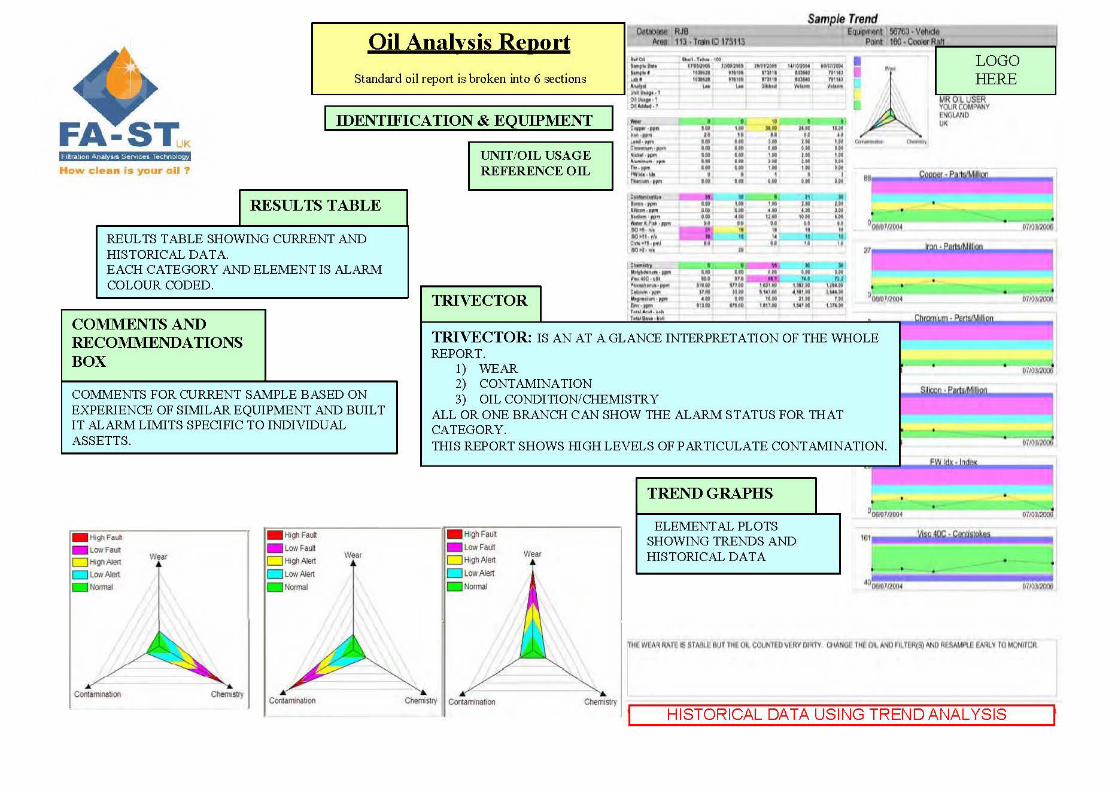
Trivector: is an at a glance
interpretation of the whole report. 1) Wear2) Contamination3) Oil condition/chemistryAll or one branch can show thealarm status for that category.This report shows high levels ofparticulate contamination.
Unit Reported in Sample Date 06/03/2017 13/12/2013 Date Sample Taken Sample # 1773632 1563103 Unique Sample Number Unit Usage 20500 18538 Total Equipment Usage Oil Usage 20500 Equipment usage since last analysis Oil Added Amount of oils added
Wear 0 0 Meaningless Value Aluminum 0.00 0.00 No Particles of Aluminum Per Million Chromium 0.00 0.00 No Particles of Chromium Per Million Copper 0.00 1.00 No Particles of Copper Per Million Iron 0.0 0.0 No Particles of Iron Per Million Lead 0.00 2.00 No Particles of Lead Per Million Nickel 0.00 0.00 No Particles of Nickle Per Million Silver 0.00 0.00 No Particles of Silver Per Million Tin 1.00 0.00 No Particles of Tin Per Million Vanadium 0.00 0.00 No Particles of Vanadium Per Million FW Idx 13 0 Ferrous Wear Index





























