-
8/10/2019 Failure Evaluation in Desalination Plants - Some Case
Studie
1/17
FAILURE EVALUATION IN DESALINATION PLANTS - SOME CASE
STUDIES1
Anees U. Malik, T.L. Prakash and Ismaeel Andijani
Research & Development CenterSaline Water Conversion
Corporation
P.O.Box 8328, Al-Jubail 31951Kingdom of Saudi Arabia
ABSTRACT
In the desalination plants, the corrosion failure of components
due to environmentalrelated factors constitutes a major part of the
reported cases. This paper presents fewinteresting case studies of
the failed components of SWCC desalination plants in theKingdom of
Saudi Arabia.
It has been recognized that the biofouling of offshore structure
of desalination plantscombined with sulfide contamination are
responsible for Microbiologically InducedCorrosion (MIC) of
components. A case study investigated on the failure of monel
bolts in the seawater intake pump has revealed severe MIC attack
by sulfide reducingbacteria. Failure of materials by Stress
Corrosion Cracking (SCC) in service due tocombined and synergistic
interaction of mechanical stresses and corrosion reaction isnot an
uncommon phenomenon in desalination plants. The second case study
concerns
with the investigation on a large size intermediate bearing
support block of a seawaterintake pump. The results of the study
confirmed that the failure is due to SCC resultedfrom the retained
residual stresses during component manufacture. Another case
studyon the failure of steam impingement plate of the desal chamber
also indicated that thefailure is due to SCC caused by the
development of thermal stresses during platereinforcement. The
methodology adopted and the analysis of material/corrosion
products carried out are detailed. The issues that must be
addressed in order to controlcorrosion and/or failure are
discussed.
INTRODUCTION
The failure analysis is a tribute to the society since it
rewarded scientists and engineersby systematically identifying,
exploring, understanding and finally solving theproblems. Although
the word failure reflects in negative meaning, but the analysis
of
1 Presented in IDA World Congress on Desalination and Water,
Sciences, Abu
Dhabi, November 18-24, 1995.
1116
-
8/10/2019 Failure Evaluation in Desalination Plants - Some Case
Studie
2/17
failure is most positive of disciplines since it benefits every
one by improving productreliability and safety. Failure of
components or material may stem from many originslike corrosion,
faulty design, improper material processing, operational errors
etc.In the desalinations cum power plants the failures of
components due to corrosion andrelated environments constitute
major part of the reported cases, This paper deals witha few
interesting case histories of the failed components of the
desalination plants.
1. FAILURE OF MAIN SEAWATER INTAKE PUMP BOLTS
It has been recognized that biofouling of offshore industrial
structure combined withsulfide contamination is responsible for
Microbiologically Induced Corrosion (MIC) ofmaterials. The bacteria
are the first organism to colonize on immersed material by oneor
more mechanisms. Therefore, intimate contact of marine bacteria
with metalsurface is of consequence in corrosion process.
Several theories [1] have been putforth to explain MIC. The most
conceivable ones arecathodic depolarization theory, galvanic cell
theory and metabolite theory. It is
beyond the scope of the present paper to go in detail about the
mechanisms of MIC. Inmetal corrosion bacteria produces in their
microniche a local difference in theconcentration of protons and
other cations that is substantially different from that of
thegeneral biolilm [2]. These constitutes local electrochemical
corrosion cells whosedimensions increase with increased
colonialization.
A number of investigations have been reported on microfouling in
aerobic andanaerobic environments by SBR on several alloys [3,4].
It has been suggested that
bacteria influence corrosion process through their capability to
dissolve protective filmsover the metal surface.
The present study describes the failure analysis carried out on
the failed bolts used inthe casings of a MSF plant seawater intake
pump. They were in service for more than10 years. These bolts have
developed cracks on their shafts and made them unfit forfuture
service. Some bolts were of 25 mm dia. 100 mm length and few were
of 18 mmdia, 75 mm length. It was found that several longitudinal
and circumferential crackswere present on the shaft of the bolt
including threaded portion [Fig. 1], All the boltmaterial were
anaiysedis for their chemical composition by spectrochemical
methods.the result of the analysis indicates that the material
belonged to Monel 400 grade alloy(composition : Cu-32.68%, Fe -
1.46%. Al - 0.09%; Ni - Bal.%).
Metallography
Metallography was carried out on the longitudinal and transverse
cross section of thebolt. It was observed that the most of the
cracks have originated from the surface of the
1117
-
8/10/2019 Failure Evaluation in Desalination Plants - Some Case
Studie
3/17
bolt and penetrated deep radially towards the central axis of
the bolt. The grainboundaries have been affected more severely and
the path of the cracks were totallyintergranular (Fig.2). The
material exhibited recrystallized and equiaxed grainstructure with
plenty of annealed twins. The average grain size of the material
wasfound to be 140 m.
1.2 Scanning Electron Microscopy (SEM)
The SEM studies have been carried out on bolt material.
Specimens both from soundas well as cracked sections were prepared
for the studies. The cracked surface sampleswere prepared by
cutting a notch exactly opposite side of the cracked surface of the
boltshaft and gently hammering in the direction such that to expose
the cracked surface.The SEM of the polished sample indicated the
grain boundary attack. Interestingly, thegrain boundaries near the
cracked regions contained white nodular deposits typicallyof
bacterial colonies (Fig.3). These deposits when analyzed by Energy
DispersiveSpectroscopy (EDS) with SEM were found to be rich in
sulfur containing compounds ofnickel and copper (Fig.4). The
deposits found near crack tip when analyzed by EDSwere found to be
rich in sulfur and the deposits over the crack surface had also
revealedsulfur enrichment. The mode of crack propagation was
entirely through intergranularregions(Fig.3b).
1.3 Discussion
The evidences gathered during the course of this investigation
suggest that the bolt havefailed mainly due to intergranular
corrosion during its service. The intergranularcorrosion in this
alloy could be due to Strerss Corrosion Cracking (SCC) or MIC
TheSCC in the subject bolt is a remote possibility because SCC
would occur in materialwith history of cold work. The bolt material
has showed no evidence of cold work asnoticed by the presence of
annealed twins in the microstructure of the alloy. Thehardness
measurement made on the alloy also indicated that there is no
stored energy ofcold work which could have manifested in increasing
the hardness of the material. Theaverage hardness value was found
to be 146 VHN, which indicates that the materialwas in the softened
condition. Hence SCC may not be the reason for the observed
cracking of bolts in service.
The presence of sulfur and oxygen in the corrosion products at
the grain boundaries(Fig.4) and at crack tip and considering the
long exposure of bolt material to marineenvironment, it is likely
that the intergranular corrosion attack on the grain boundarieswas
by MIC. The only conceivable source of sulfide in this case is
bacterial activity ofSulfate Reducing Bacteria (SRB). The sulfides
which are the product of SRB can cause
breakdown of the passive film layer on the Monel 400 alloy, thus
making it susceptibleto intergranular corrosion by chlorides.
1118
-
8/10/2019 Failure Evaluation in Desalination Plants - Some Case
Studie
4/17
The role of sulfide in the breakdown of passive film layer in
Monel 400 have beenexamined in the solution containing different
chloride, sulfate and sulfide ionconcentration. Potentiostatic
polarization techniques have been used for this purpose.The
experiments were performed in an universal buffer (pH = 6.5)
mixture of
phosphoric acid, acetic acid, boric acid and sodium
hydroxide.
The electrochemical measurements were carried out on EG &G
Potentiostat-Model 273using Monel 400 electrode. A saturated
colomel electrode (SCE) was used as referenceelectrode.
Polarization resistance measurements at 0.1 mv/min were made at
ambienttemperature. The anion concentration was determined
spectrophotometrically. Theresults have been tabulated in Table
1.
Table 1
Potentiostatic Polarization Data
Electrolyte E corr PR I corr CRS.No. (mv> (Wcm*) (@/cm*)
(mpy)
1 Buffer + Chloride of : (i) 0.4M -172 6.89 3.15 1.39(ii) 0.5M
-174 2.7 7.88 3.49(iii) 0.6M -186 2.47 8.77 3.86
2 Buffer +0.6Mchloride (i) 0.064M -586 4.48 4.85 2.14+ sulphide
of (ii)0.094M -540 6.4 3.29 1.50
(iii) 0.13M -641 1.3 16.68 7.35
3. Buffer +0.6Mchloride (i) 0.01M -332 8.48 2.56 1.13+sulfate of
(ii) 0.015M -211 11.68 1.86 0.81
(iii) 0.02M -197 8.47 2.57 1.134 Buffer + 0.6Mchloride +
0.02M
sulfate+ 0 13M sulfide -528 11.93 1.82 0.8
5 Buffer+ 0.02M sulfate+ 0.13M -599 9.59 2.26 0.997
From the comparison of results obtained, it is apparent that
although chloride inducesthe breakdown of the passive film, the
breakdown potential is strongly dependent onthe sulfide ion
concentration in the presence of chloride. In presence of sulfide,
thevalue of corrosion current obtained is 2 times the current which
was recorded in absenceof sulfide.
1.4 Conclusion
The observed cracking of monel 400 alloy bolt in service is due
to MIC by SRB. Thesulfides which are the product of SRB can cause
the breakdown of passive film makingit susceptible to intergranular
attack by chlorides present in the environment.
1119
-
8/10/2019 Failure Evaluation in Desalination Plants - Some Case
Studie
5/17
1.5 Recommendation
In the light of the above, it is recommended to use material
containing chromium orchromium and molybdenum as they have better
resistance to MIC [5]. The nickelcopper alloy containing chromium
(alloy UNS No. 6600) or alloy containing chromiumand molybdenum
(alloy UNS No. 10276) would be a good choice for sea water
service.
2. FAILURE OF INTERMEDIATE BEARING SUPPORT OF ASEAWATER INTAKE
PUMP
Engineering materials when subjected to combined action of
mechanical stresses andcorrosion reaction would fail in service due
to development of cracks. Such failures areknown as Stress
Corrosion Cracking (SCC). The type of loading, nature ofenvironment
and the grade of material are responsible for SCC to occur.
Generally,tensile stresses are required to cause SCC and are
usually below the yield stress of thematerial. They are externally
applied, some time the residual stresses present in thecomponent
can also cause SCC. The environments that cause SCC are
generallyaqueous solution, Typically, SCC of an alloy is due to the
chlorides or other reactivespecies present in the environment. In
SCC the cracks initiate and propagate at a slowrate until the
stresses in the remaining part of the uncracked area exceeds the
fracture
strength. Many different mechanisms have been proposed [6,7] to
explain the SCCbehavior of materials. The following two case
histories enumerated below belonged tofailure by SCC.
An investigative study has been carried out on an intermediate
bearing support blockwhich was cracked during service. The
intermediate bearing support block belonged tothe main seawater
intake pump of a Desalination Plant. The cracks have beendeveloped
at the rim and arm joint prematurely. The photograph of the
component isshown in Fig.5. The arrow marks in the photograph
indicates the region where cracksappeared during service. It was
found by dye fluorescent non-destructive testingtechnique that the
other two arms and rim joints were devoid of any cracks.
2.1 Chemical Composition
The material of the component was analyzed for its chemical
composition byspectrochemical methods, The material used for the
component were confirmed to be ofductile Ni-Resist Cast Iron, grade
ASTM-A439 type D2 and had compositon : C -l.8%, Mn - 1.2%, Si -
0.2%, Ni - 27.8%, Cr - 1.7%, Fe - Bal.
1120
-
8/10/2019 Failure Evaluation in Desalination Plants - Some Case
Studie
6/17
2.2. Metallography
The samples for metallographical examination have been prepared
by cutting theportion of cracked parts initially by power hacksaw
followed by milling. The generalmicrostructure of the sample is
shown in Fig.6.The microstructure showed spheroids ofgraphite and
even distribution of carbide networks essentially made up of
chromiumcarbides in austenitic matrix. The grain boundaries have
been revealed by etching in2% Nital + 3% Picral etchant for 30 to
60 seconds. The average grain size of thematerial was found to be
280 mm. The grain boundaries appeared irregular and wavydue to the
pinning of grain boundaries by carbides during grain growth.
Themetallographic examination of the cracks has revealed that the
main cracks were
propagated along the grain boundaries. The branching of cracks
have taken place oftenacross the grains. The main crack and the
sub-cracks branching are shown in Fig.6b.
2.3 Scanning Electron Microscopy (SEM) & Energy Dispersive
X-rayAnalysis (EDX)
The etched samples containing cracks have been examined in
scanning electronmicroscope. It was found that the cracked regions
contained essentially oxides rich iniron and small amounts of
chlorides and sulphates. The SEM picture of the sample
showed main cracks associated with transgranular branching
(Fig.7). The EDXspectrum of the deposits found along the cracked
surface is shown in Fig.8. The typicalbranching of cracks from the
main cracks associated with corrosion suggests that thematerial had
failed due to stress corrosion.
2.4 Discussion
It is well known that the ductile Ni-Resist cast iron have
fairly good corrosion resistanceproperties particularly to marine
environments. It is reported in the literature that thecorrosion
rate or the pitting rate of Ni-Resist Cast Iron is independent of
velocity [8] indeoxygenated seawater. The average corrosion rates
[9] have been reported to bearound 40 mm/year at flow rates of 8 ms
-1. In spite of the excellent corrosionresistance to seawater,
several failure of cast components of Ni-resist cast iron have
been reported in the past. The reason of failures have been
attributed to many factorssuch as carbide content of the alloy
[l0], the sea exposure temperature, faultyinoculation procedures,
improper heat treatments, etc.
It is seen from the investigation carried out on the component
that the severalmicrocracks have been originated at the region
where there is considerable variation inthe section size. These
areas are however, more vulnerable for the development of
highresidual stresses during manufacturing process. Hence, proper
care has to be exercisedin the design and also in the heat
treatment to relieve the stresses soon after the casting.
1121
-
8/10/2019 Failure Evaluation in Desalination Plants - Some Case
Studie
7/17
If proper stress relief heat treatment is not carried out, local
internal stresses close to theyield strength of material would make
the material prone to stress corrosion cracking(SCC). The branching
of sub-cracks from the graphite nodules in transgranualr
mode(Fig.6b) and the presence of macrocracks connecting the
graphite (Fig.7a) stronglysuggest that the local residual internal
stresses accumulated at those region wherecracks were initiated.
The metallography carried out on the sound portion of thecomponent
suggests that there is no material inhomogeneity in the component.
The
macrohardness measurements taken near the cracked regions as
well as the soundportion of the components were also found to be
uniform. Therefore, the observedcracks could be due to internal
stresses developed during the casting process and thematerial has
not been sufficiently stressrelieved by heat treatment.
2.5 Conclusion
The development of cracks in the component are predominently due
to the combinedeffect of stress and corrosion leading to Stress
Corrosion Cracking (SCC). The reasonof SCC is due to the presence
of residual stresses at the regions where there is largevariation
in section sizeof the component.
2.6 Recommendation
It is suggested that care must be exercised in the design
aspects to minimize thevariation in section size to avoid
accumulation of residual strcsscs (at arm and rim Jointregions).
Proper stress relief heat treatment to be carried out to ensure
that all theaccumulated stresses are fully relieved after the heat
treatment. We suggest to make useduplex stainless steel such as
NORIDUR 9.4460 [9] as an alternative material for thiscomponent.
These steels exhibit excellent pitting and SCC resistance to
seawaterapplications.
3. FAILURE OF STEAM IMPINGEMENT PLATE IN THE BRINEHEATER
Another investigativc study, has been carried out on a steam
impingement plate in thebrine heater compartment. The failed plate
was of size 250 cm x 150 cm x 0.6 cm
thick.
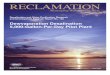
The plate had contained perforations to allow the steam
impinging on it into the heatexchanger tubes. The plate was
positioned in the brine heater compartment by weldingthe opposite
sides of the plate to the circular outer shell which is made out of
carbonsteel. The plate was reinforced by angular iron strip from
the bottom. Cracks haddeveloped at the welded portion of plate and
shell joints and also at both the sides ofwelding near the middle
portion of the plate where there is a central
reinforcementunderneath by angular strip. The impingement plate was
so positioned that the steam
1122
-
8/10/2019 Failure Evaluation in Desalination Plants - Some Case
Studie
8/17
would directly impinge on the plate at the center during the
operation. A schematicpicture of the plate with the places of
cracks developed is showed inFig .9.
3.1 Chemical Composition
The plate samples were analysed for their chemical composition
by spectrochcmicalmethod. The plate material was confirmed to be of
AISI 304 grade stainlesr steel alloy
with the composition : Cr-18.3%, Ni-9.04%, C-0.041%, Fe -
Bal
3.2 Metallography
The samples containing visible cracks have been subjected to
metallography. Thegeneral microstructure of the sample is showed in
Fig. 10a.The microstructure revcalcdtypical austenitic structure
containing plenty of twins with in the grains. The averagegrain
size was found to be around 50 mm. The cracks appeared to have
originated at
places close to weld regions and also at regions approximately 1
cm away from weldzone. The cracks which are noticed away from weld
zones had propagated intransgranular mode and showed branching from
main cracks (Fig. l0b). At few placesclose to weld zone the
propagation of cracks appeared to have propagated inintergranular
mode with less branching. The propagation of cracks in trans
and
intergranular modes suggests that the plate might have failed
due to stresses which aretensile in origin and may also due to
intergranular corrosion.
3.3 Scanning Electron Microscopy (SEM)
The SEM has been carried out on the fractured surfaces and also
on the polished andetched samples. The fractured surface of samples
near weld zone showed extensivecracking along grains indicating
intergranular mode of failure with extensive fissuringalong grains.
The cracks observed in SEM from the polished samples
representingregions away from weldments revealed transgranular mode
of cracks propagation. TheEnergy Dispersive Spectrum taken at the
crack tip during SEM showed nocompositional degradation in the
matrix as evidenced in the spectrum (Fig. 11). Thequantitative
analysis done on the elemental spectrum was found very close to
that of thechemical composition of the alloy.
3.4 Discussion
The intergranular corrosion in the weldments of AIS1 304
stainless steel [12] is awell-known problem if proper care is not
exercised during welding. The postweld heattreatment is absolutely
necessary to avoid weld decay occurring near the weld zones.The
evidence of severe cracking all along the zones close to weld
clearly suggest thatthe problem is with the AISI 304 material.
During welding the areas near welds whichexperience temperature of
600 - 850C is likely to favour chromium carbide
1123
-
8/10/2019 Failure Evaluation in Desalination Plants - Some Case
Studie
9/17
precipitation reaction at the grain boundaries. This reaction
would deplete chromiummetal concentration in the areas adjacent to
grain boundaries thus making it susceptibleto cracking due to
corrosion in course of time. The observed separation of plate
bycracking is likely due to this phenomenon.
It is observed in the SEM and also in the metallography that
several cracks were seen inregions quite away from the welds and
these cracks are of transgranular type (Fig. 10b).The AISI 304
stainless steel can fail in transgranular mode normally when it
is
subjected to high tensile stresses. The reinforcement of the
plate by angular strips bywelding generated high degree of thermal
stresses which are tensile in nature had alsoresulted in cracks
formation during service.
3.5 Conclusion
All the observation made in this investigation on the failure of
the impingement platesuggest that there are likely two main reasons
for failure. First reason being theintergranular corrosion arising
out of welding of AISI 304 stainless steel. The secondreason being
the development of thermal stresses during plate reinforcement
andsubsequent welding to shell had resulted in the failure due to
stress corrossion cracking.
3.6 Recommendation
It is recommended to use stainless steel type AISI 321 ( Ti
stabilized ) or AISI 347 (Nbstabilized ) to overcome weld decay
problems. It is also suggested that after welding, athorough weld
anneal heat treatment to be carried out on the plate to relieve all
thethermal stresses before it is put into actual service.
REFERENCES
1.
2.
3.
4.
5.6.
Hamilton, W.H. and S. Marwell, Biological and corrosion
activities ofsulphate reducing bacteria with in natural biofilms.
Biologically InducedCorrosion, NACE-8. Ed, Stephen C. Dexter.
(1986) NACE : p. 132.Costerntorn, J.W. and G.G. Goescy, The
microbial ecology, Biologically
Induced Corrosion - NACE, Ed. Stephen C. Dexter, 1986. NACE : p.
224.Lee, W. and W.G. Characklis, Corrosion of mild steel under
anaerabic
biofilm, Corrosion, 49,3 : p. 186-199.Eashwar, M., P.
Chandrasekharan and G. Subramaniam, Marine microbialfilms and the
corrosion of steel, B. Electrochem, 1988. 4(2) : p. 118-l
19.Wagner, Patricia and Brenda Little, Metal Performance, Septa.
1993. p. 66.
Newman, R.C and R.P.M. Procter, Silver Jubilee Review - Stress
CorrosionCracking; 1965-1990, Br. Corrosion Jour., 1990. 25 (4) :
p. 259-269.
1124
-
8/10/2019 Failure Evaluation in Desalination Plants - Some Case
Studie
10/17
7.
8.
9.10 .11.
12.
Jones. R.H., Stress Corrosion Cracking, Metals Handbook 9th
Edition, Ed.ASM International, Vol. 13; 1957. p. 145-162.Malik,
A.U., S.Basu, I.N. Andijani, N.A. Siddiqui and S. Ahmed,
BritishCorrosion Journal, 1993. 28 (3) : pp. 209-216.May, T.P.,
J.F. Mason and W.K. Abbot, Mat. Prot., 1996 1. 1: p. 40.Dawson ,
J.V. and B. Todd, BCIRA. Journ., 1987. l-9.Technical data KSB
Akiengesselschaft Frankonthal. Germany on Cast Ferritic- Austenitic
Stainless Steel,NORIDVR, July 1993. 9.4460.Steigerweld, Robert,
Metallurgically Influenced Corrosion, Metals Handbook.9th Edition.
Edtd. ASM International, Vol. 13, 1987. p. 123.
1125
-
8/10/2019 Failure Evaluation in Desalination Plants - Some Case
Studie
11/17
Figure 1. Photograph of bolts. Arrows indicate the longitudinal
and
circumferential cracks developed during service.,
Figure 2. Photomicrograph of bolt showing intergranular cracks x
100
1126
-
8/10/2019 Failure Evaluation in Desalination Plants - Some Case
Studie
12/17
Figure 3. Scanning electron micrographs of bolt: (a) Polished
surface-note
white deposits surrounding the grain (b) Cracked region
showing
complete intergranular separation.
1127
-
8/10/2019 Failure Evaluation in Desalination Plants - Some Case
Studie
13/17
--
Figure 4. Energy Dispersive Spectroscopy of grain boundary
deposits.
1128
-
8/10/2019 Failure Evaluation in Desalination Plants - Some Case
Studie
14/17
Figure 5. Photograph of main seawater pump intermediate
bearing support. Note: Arrow indicates the place
of cracking.
Figure 6. Photomicrographs of intermediate bearing support. (a)
General
microstructure. X 100 (b) Main cracks and branching of
cracks.
X 100
1129
-
8/10/2019 Failure Evaluation in Desalination Plants - Some Case
Studie
15/17
Figure 7. Scanning Electron Micrographs showing (a)
Intergranular cracks.
(b) Transgranular cracks.
1130
-
8/10/2019 Failure Evaluation in Desalination Plants - Some Case
Studie
16/17
Figure 8. EDX analysis of deposits at the cracks. Arrow in the
inset
represents the area of the analysis.
\ h Perforated sheet
Cracks
Angular reinforcement
strip from bottom
Figure 9. Schematic Picture Of Impingement Plate.
1131
-
8/10/2019 Failure Evaluation in Desalination Plants - Some Case
Studie
17/17
Figure 10. Photomicrographs of impingement plate. (a)
General
microstructure. X 100 (b) Transgranular cracks in the
microstructure. X 100.
Figure 11. EDX analysis spectrum at the crack tip. Arrow in the
inset
represents the areaof analysis.
1132