Embed Size (px)
Citation preview

Fakulta elektrotechnicka
Katedra technologiı a merenı
Diplomova prace
Analyza rizik procesu s ohledem na specificke pozadavky zakaznıka
Autor prace: Bc. Monika Kovarova
Vedoucı prace: Ing. Petr Netolicky, Ph.D. Plzen 2015



Abstrakt
Tato prace se zabyva zakladnımi metodami pro analyzu rizik procesu, jejich cetnost
vyuzitı a efekt ve firmach. Hlavnım cılem prace bylo sledovanı metody FMEA a jejı re-
alizace ve spolecnosti WITTE Nejdek. Metoda FMEA je v textu rozdelena na dve casti:
FMEA produktu a FMEA procesu. Kazda tato cast je doplnena o praktickou ukazku
realizace, ktera obsahuje analyzy a hodnocenı soucasneho stavu, zavaznosti rizika a navrh
opatrenı. Dalsı kapitola je zamerena na specificke pozadavky zakaznıku. Predposlednı cast
textu se venuje genericke FMEA s praktickym prıkladem. V zaveru prace je navrzen novy
informacnı system pro metodu FMEA.
Klıcova slova
Nastroje pro analyzu rizik procesu, FMEA, DFMEA, PFMEA, specificke pozadavky
zakaznıku, GFMEA.
i

Abstract
Kovarova, Monika. Risk analysis focused on specific customer requirements [Analyza ri-
zik procesu s ohledem na specificke pozadavky zakaznıka]. Pilsen, 2015. Master thesis (in
Czech). University of West Bohemia. Faculty of Electrical Engineering. Department of
Technologies and Measurement. Supervisor: Petr Netolicky
This work contains basic methods for risk analysis process, their frequency of use and
the effect on businesses. The main point of this work is the FMEA and its implemen-
tation in the company WITTE Nejdek. FMEA is divided into two parts: FMEA product
and process FMEA. Every part of this is complemented by a practical demonstration
of implementation, which includes the analysis and evaluation of the current situation,
the seriousness of the risk and the draft measures. Another point of the work is focused
on specific customer requirements. The penultimate part of the text refers to a generic
FMEA with a practical example. At the end of this paper proposes a new information
system for the FMEA.
Keywords
Tools for risk analysis process, FMEA, DFMEA, PFMEA, specific customer requirements,
GFMEA.
ii

Prohlasenı
Predkladam tımto k posouzenı a obhajobe diplomovou praci, zpracovanou na zaver studia
na Fakulte elektrotechnicke Zapadoceske univerzity v Plzni.
Prohlasuji, ze jsem svou zaverecnou praci vypracovala samostatne pod vedenım ve-
doucıho diplomove prace a s pouzitım odborne literatury a dalsıch informacnıch zdroju,
ktere jsou vsechny citovany v praci a uvedeny v seznamu literatury na konci prace.
Jako autorka uvedene diplomove prace dale prohlasuji, ze v souvislosti s vytvorenım teto
zaverecne prace jsem neporusila autorska prava tretıch osob, zejmena jsem nezasahla
nedovolenym zpusobem do cizıch autorskych prav osobnostnıch a jsem si plne vedoma
nasledku porusenı ustanovenı § 11 a nasledujıcıch autorskeho zakona c. 121/2000 Sb.,
vcetne moznych trestnepravnıch dusledku vyplyvajıcıch z ustanovenı § 270 trestnıho zakona
c. 40/2009 Sb.
Take prohlasuji, ze veskery software pouzity pri resenı teto diplomove prace, je legalnı.
V Plzni dne 9. kvetna 2015
Bc. Monika Kovarova
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Podpis
iii

Podekovanı
Chtela bych podekovat Ing. Petru Netolickemu, Ph.D. za vedenı me diplomove prace,
cenne rady a odborny dohled. Dekuji take Dipl. Ing. Vladimıru Votapkovi ze spolecnosti
WITTE Nejdek za vecne pripomınky a vstrıcnost pri konzultacıch.
iv

Obsah
Seznam symbolu a zkratek vii
1 Uvod 1
2 Preventivnı metody managementu kvality 2
2.1 Efekt QM-metod . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
3 Nastroje pro analyzu rizik 6
3.1 Metoda DFMA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
3.2 Metoda DMU . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9
3.3 Metoda DoE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9
3.4 Metoda FTA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10
3.5 Metoda Poka Yoke . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11
3.6 Metoda SPC . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13
3.7 Metoda SWOT . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16
3.8 Metoda TRIZ/TIPS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17
4 FMEA jako nastroj pro analyzu rizik 19
4.1 Strategie a planovanı FMEA . . . . . . . . . . . . . . . . . . . . . . . . . . 22
4.1.1 Stanovenı intenzity poruch . . . . . . . . . . . . . . . . . . . . . . . 28
4.2 Realizace FMEA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 31
4.2.1 Metoda FMEA produktu . . . . . . . . . . . . . . . . . . . . . . . . 33
4.2.2 FMEA procesu . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 39
5 Software SCIO-FMEA 46
6 Pozadavky zakaznıku na FMEA 47
6.1 Specificke pozadavky zakaznıku . . . . . . . . . . . . . . . . . . . . . . . . 48
6.1.1 Ford Motor Company . . . . . . . . . . . . . . . . . . . . . . . . . . 48
6.1.2 Analyza pozadavku WITTE Nejdek . . . . . . . . . . . . . . . . . 51
6.1.3 Analyza specifickych pozadavku . . . . . . . . . . . . . . . . . . . . 53
7 Genericka FMEA 56
v

Analyza rizik procesu s ohledem na specificke pozadavky zakaznıka Monika Kovarova 2015
8 Nove podnety a napady pro FMEA 59
8.1 Novy informacnı system . . . . . . . . . . . . . . . . . . . . . . . . . . . . 59
9 Zaver 62
Reference, pouzita literatura 64
vi

Seznam symbolu a zkratek
QM metody . . . . . . . . . preventivnı metody managementu kvality
VDA . . . . . . . . . . . . . . . . Verband der Automobilindustrie
ANOVA . . . . . . . . . . . . Analysis of Variance - analyza rozptylu
DoE . . . . . . . . . . . . . . . . Design of Experiments - navrhovanı experimentu
FMEA . . . . . . . . . . . . . . Failure Mode and Effects Analysis - analyza moznosti vzniku vad
a jejich nasledku
FTA . . . . . . . . . . . . . . . . Fault Tree Analysis - analyza stromu poruch
QFD . . . . . . . . . . . . . . . . Quality Function Deployment - rozpracovanı funkce kvality
SPC . . . . . . . . . . . . . . . . Statistical Proces Control - statisticke rızenı procesu
SWOT . . . . . . . . . . . . . . Streanghts-Weaknesses/Opportunities-Threats - analyza silnych
a slabych stranek, ohrozenı a prılezitostı
TRIZ/TIPS . . . . . . . . . Teorija Resenija Izobretatelnych Zadec/Theorie of Inventive Pro-
blems Solving - metoda systematickych inovacı
DFMA . . . . . . . . . . . . . . Design for Manufacturing and Assembly - navrh s ohledem na
vyrobu
DFM . . . . . . . . . . . . . . . Design for Assembly - navrh s ohledem na montaz
DFS . . . . . . . . . . . . . . . . Design for Service - navrh s ohledem na servis
DFE . . . . . . . . . . . . . . . . Design for Environment - navrh s ohledem na zivotnı prostredı
CAD . . . . . . . . . . . . . . . . Computer Aided Design - pocıtacem podporeny navrh
DFMEA . . . . . . . . . . . . FMEA produktu
PFMEA . . . . . . . . . . . . FMEA procesu
DMU . . . . . . . . . . . . . . . Digital Mock Up - digitalnı modelovanı
VPM . . . . . . . . . . . . . . . Virtual Product Management
FMECA . . . . . . . . . . . . Failury Modes Effects and Criticality Analysis - analyza zpusobu
a kriticnosti poruch
APQP . . . . . . . . . . . . . . Advance Product Quality Planning
RPZ . . . . . . . . . . . . . . . . rizikove cıslo
BOM . . . . . . . . . . . . . . . rozpisky materialu
CSR OEMs . . . . . . . . . Customer Specific Requirments, Original Equipment Manufactu-
res
IATF . . . . . . . . . . . . . . . International Task Force Automotive
PZZ . . . . . . . . . . . . . . . . potencionalnı zvlastnı znaky
vii
Analyza rizik procesu s ohledem na specificke pozadavky zakaznıka Monika Kovarova 2015
ZZ . . . . . . . . . . . . . . . . . . zvlastnı znaky
A . . . . . . . . . . . . . . . . . . . hodnocenı vyskytu zavady
E . . . . . . . . . . . . . . . . . . . odhalitelnost zavady
B . . . . . . . . . . . . . . . . . . . hodnocenı zavaznosti
σ . . . . . . . . . . . . . . . . . . . smerodatna odchylka
µ . . . . . . . . . . . . . . . . . . . strednı hodnota
fp . . . . . . . . . . . . . . . . . . . variacnı rozpetı
T . . . . . . . . . . . . . . . . . . . tolerance
USL . . . . . . . . . . . . . . . . hornı meznı rozmery
LSL . . . . . . . . . . . . . . . . dolnı meznı rozmery
Cp . . . . . . . . . . . . . . . . . . charakteristika presnosti procesu
Cpk . . . . . . . . . . . . . . . . . charakteristika spravnosti nastavenı
λ . . . . . . . . . . . . . . . . . . . intenzita poruch
α . . . . . . . . . . . . . . . . . . . podıl poruch
β . . . . . . . . . . . . . . . . . . . podmınena pravdepodobnost dusledku poruch
Ci . . . . . . . . . . . . . . . . . . cıslo kriticnosti
tj . . . . . . . . . . . . . . . . . . . doba provozu soucasti
Pi . . . . . . . . . . . . . . . . . . . pravdepodobnost vyskytu poruchy
viii

Kapitola 1
Uvod
Tato problematika je v soucasnosti - pri rozvoji prumyslove vyroby - stale dulezitejsı.
Behem studia a stazı jsem mela moznost blıze se seznamit s tımto procesem a rozhodla
jsem se dukladneji s nım seznamit pri praxi u firmy WITTE Nejdek.
Tato diplomova prace se zabyva problemem analyzy rizik procesu. Nejprve jsou zde
uvedeny zakladnı nastroje pro analyzu rizik mezi ktere patrı: DFMA, DMU, DoE, FTA,
Poka Yoke, SWOT a TRIZ/TIPS. Prace obsahuje i porovnanı techto metod s ohledem na
cetnost vyuzıvanı metod a odhad efektu pri pouzıvanı techto metod ve firmach. Metody
jsou nasledne rozdeleny podle uzitı v jednotlivych fazıch realizace produktu. V kazde
metode pro analyzu rizik je strucny popis metody, prıpadne postup metody pri realizaci
ve firmach.
Dalsı kapitola teto prace se zameruje na FMEA jako nastroj pro analyzu rizik. Obsa-
huje podrobny popis strategie, planovanı, stanovenı intenzity poruch, pravdepodobnosti,
cısla kriticnosti zpusobu poruch a realizace. Metoda FMEA je zde rozdelena do dvou castı
podle toho, jestli se jedna o FMEA produktu, nebo o FMEA procesu. V textu je nasledne
uvedeno, jak spolecnost WITTE Nejdek analyzuje a hodnotı soucasny stav, jak navrhuje
opatrenı a jak nasledne hodnotı stav po realizaci opatrenı.
V praci je uveden strucny popis softwaru, ktery spolecnost WITTE Nejdek vyuzıva pro
realizaci FMEA. Dıky tomuto softwaru SCIO-FMEA je mozne automatizovat vytvarenı
procesnı i konstrukcnı FMEA.
K metode FMEA se take vztahujı pozadavky zakaznıku, ktere lze delit na dve velke
skupiny: Standardy a Lastenhefty. V teto diplomove praci jsou uvedeny dve spolecnosti:
Ford Motor Company a WITTE Nejdek.
Dalsı cast prace je venovana genericke FMEA (GFMEA). Jsou zde uvedeny vyhody
i nevyhody GFMEA a prakticky prıklad genericke FMEA pro nytovanı.
V zaveru prace je uveden novy navrh softwaru pro FMEA. Software obsahuje graficke
rozhranı a nove funkce oproti stavajıcımu softwaru, ktery spolecnost WITTE Nejdek
vyuzıva.
1

Kapitola 2
Preventivnı metody managementu
kvality
Dnes jiz existuje rada preventivnıch metod managementu kvality (tzv. QM-metody),
ktere jsou podstatnou soucastı kazdeho systemu kvality v organizaci. Vytvarejı system
k uspesnemu rızenı organizacı, k plnenı pozadavku zakaznıku, k realizaci robustnıch pro-
cesu, a snazı se o spolehlive produkty. Pro dosazenı vetsı jistoty pri vyberu QM-metody
byly zavedeny VDA ukazatele, ktere objektivne hodnotı efekt metod [1].
Pri vyberu metod a pri navrhu hodnocenı efektu se vychazı z toho, ze QM-metody
jsou elementarnı pomocne nastroje, ktere jsou rozdeleny do trı preventivnıch kategoriı [1]:
• primarnı prevence,
• sekundarnı prevence,
• terciarnı prevence.
Primarnı prevence predevsım zkouma predpoklady, podmınky a prıciny jevu, kterym
se ma zabranit a hleda zpusoby, jak jim predejıt (viz obrazek 2.1). Sekundarnı prevence
nam pomaha zachytit prıslusne jevy a zaroven branı jejich prohlubovanı a sırenı. Terciarnı
prevence slouzı jako ochrana proti opakujıcım se nezadoucım jevum (napr. regresivnı
vypocty nebo metoda ANOVA) [1].
V roce 2002 probehl pruzkum na cetnost vyuzıvanı vybranych QM-metod. Tato studie
Fraunhoferova Institutu pro vyrobnı technologie vznikla na zaklade vysledku z 440 firem
zabyvajıcıch se automobilovym prumyslem, vyrobou stroju a zarızenı. Studie se predevsım
zamerila na nasledujıcı preventivnı metody [1]:
• staticke navrhovanı experimentu (DoE),
• produktova FMEA (FMEA-D),
• procesnı FMEA (FMEA-P),
• analyza stromu poruch (FTA),
2

Analyza rizik procesu s ohledem na specificke pozadavky zakaznıka Monika Kovarova 2015
• Poka Yoke,
• rozpracovanı funkce kvality (QFD),
• statisticke rızenı procesu (SPC),
• analyza silnych a slabych stranek, ohrozenı a prılezitostı (SWOT),
• metoda systematickych inovacı (TRIZ/WOIS).
Obrazek 2.1: Vztah mezi moznostmi zabranenı vadam a naklady na odstranenı vad [1]
Vyhodnocenı teto studie ukazuje, ze jsou uvedene metody sice temer v polovine orga-
nizacı znamy, ale presto jsou velmi zrıdka pravidelne vyuzıvany. V nasledujıcım obrazku
2.2 jsou znazorneny vyjmenovane metody a rozdeleny s ohledem na jejich cetnost pravi-
delneho vyuzitı [1].
2.1 Efekt QM-metod
Abychom meli spravnou motivaci pro pouzıvanı QM-metod, podıvejme se na obrazek 2.3,
ktery nam ukazuje odhad efektu pri pouzıvanı zkoumanych metod. Pruzkum prokazal,
ze efekt QM-metod je vesmes strednı az vysoky. Literatura a vysledky studiı dokladajı,
3

Analyza rizik procesu s ohledem na specificke pozadavky zakaznıka Monika Kovarova 2015
Obrazek 2.2: Cetnost vyuzıvanı vybranych metod [1]
ze objektivnı merenı rentability preventivnıch metod a metod provazejıcıch procesy ne-
existuje. Presto existujı jednotliva vyjadrenı k vyhodnocenı efektu. Abychom podporili
efekt QM-metod, je potreba zvolit vhodny vyber metod podle charakteru ulohy [1].
Obrazek 2.3: Odhad efektu pri pouzıvanı zkoumanych metod [1]
4
Analyza rizik procesu s ohledem na specificke pozadavky zakaznıka Monika Kovarova 2015
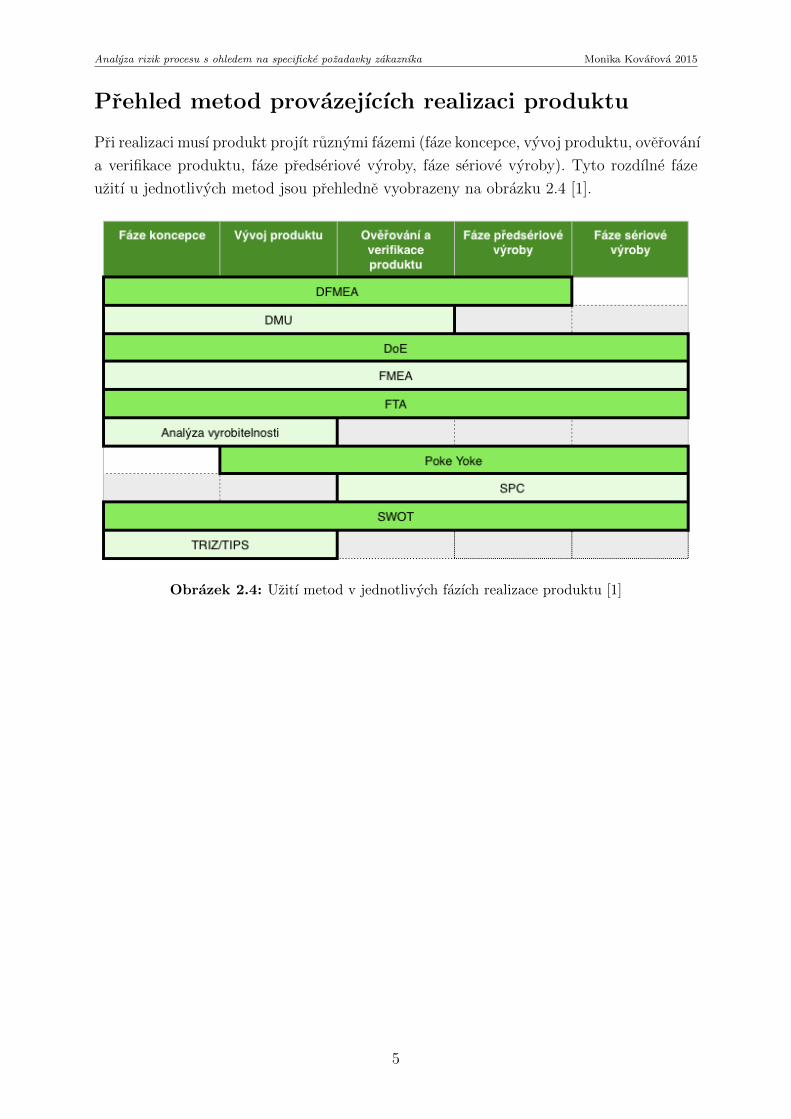
Prehled metod provazejıcıch realizaci produktu
Pri realizaci musı produkt projıt ruznymi fazemi (faze koncepce, vyvoj produktu, overovanı
a verifikace produktu, faze predseriove vyroby, faze seriove vyroby). Tyto rozdılne faze
uzitı u jednotlivych metod jsou prehledne vyobrazeny na obrazku 2.4 [1].
Obrazek 2.4: Uzitı metod v jednotlivych fazıch realizace produktu [1]
5

Kapitola 3
Nastroje pro analyzu rizik
Pri analyze rizik se pouzıvajı dostupne informace k identifikaci potencialnıho nebezpecı,
odhadu rizika s ohledem na ochranu opravneneho zajmu spolecnosti z hlediska ochrany
zivota, zdravı, majetku a zivotnıho prostredı. Analyza a snızenı rizika se provadı pomocı
metod a technik prevence rizik, ktere eliminujı existujıcı nebo odhalujı budoucı faktory
zvysujıcı riziko [4].
3.1 Metoda DFMA
Nazev teto metody je zkratka z anglickeho nazvu Design for Manufacturing and Assembly.
Cılem teto metody je optimalizace konstrukcnıho provedenı, vyrobnıch nakladu, minima-
lizace poctu dılu, zkracenı doby vyvoje, snızenı montaznıch nakladu a zvysenı kvality.
Tato metoda ma vyuzitı predevsım v rane fazi vyvoje, konstrukce, planovanı, vyroby
a managementu kvality.
V praxi behem rane faze procesu vzniku produktu casto nemame k dispozici dostatecne
zdroje pro intenzivnı a spravne usporadanı s ohledem na vyrobu a montaz. Proto produkty
z predvyroby musı byt dale dopracovany a potrebne zmeny jsou realizovany z duvodu
casoveho tlaku uz jen castecne a s vysokymi naklady. Pred seriovou vyrobou je dale
nutna optimalizace. Pro nazornost si na obrazku 3.1 ukazeme pocet technickych zmen
behem vyvoje (jaky je zadoucı prubeh a jaka je skutecnost v praxi) [3].
Metoda DFMA se dale delı na podskupiny, ktere jsou rozdeleny podle toho, v jake
oblasti navrhu jsou vyuzıvany [3]:
• DFM (Design for Manufacture) - navrh s ohledem na vyrobu,
• DFA (Design for Assembly) - navrh s ohledem na montaz,
• DFS (Design for Service) - navrh s ohledem na servis,
• DFE (Design for Environment) - navrh s ohledem na zivotnı prostredı.
6

Analyza rizik procesu s ohledem na specificke pozadavky zakaznıka Monika Kovarova 2015
Obrazek 3.1: Pocet technickych zmen behem vyvoje [3]
Postup metody DFMA
V prıpravne fazi je treba stanovit pozorovany system s ohledem na jeho rozsah rozhranı
a hloubku zkoumanı. Dale je potreba se zabyvat podklady, ktere mame k dispozici (nacrty,
popisy, vykresy). Provadenı metody probıha v nasledujıcıch krocıch [3]:
1. Analyza stavajıcıho stavu pomocı vytvorenı diagramu struktury a prirazenı charak-
teristickych parametru k jednotlivym prvkum struktury.
2. Systematicke projednanı predlozene struktury spolu s cılenym katalogem otazek pro
nalezenı potencialu pro optimalizaci.
3. Nalezene napady prıp. formulace/alternativy resenı budou trıdeny a s objednavkou
na prekontrolovanı dale predavany na odpovedne pracovnıky. Detailnı setrenı tykajıcı
se funkce vyrobitelnosti, nakladu, termınu, vyznamu, servisu a zvlastnıch ome-
zujıcıch podmınek (bezpecnost, pravnı predpisy, atd.) vede k novym, realizova-
telnym resenım.
4. Znazornenı moznych alternativ a jejich srovnanı ve vztahu k vychozı situaci ukazuje
potencialy ke zlepsenı a usnadnuje rozhodovanı pri volbe optimalizovaneho systemu.
Nazorny postup je uveden na obrazku 3.2.
7

Analyza rizik procesu s ohledem na specificke pozadavky zakaznıka Monika Kovarova 2015
Obrazek 3.2: Prubeh DFMA [3]
Doplnkove pomocne prostredky [3]:
• nastroje vizualizace pro strukturu produktu vcetne prıslusnych nakladu a investic,
• system pro zjist’ovanı vyrobnıch casu,
• system pro identifikaci potencialu optimalizace u dılu a procesnıch kroku,
• simulace montaze pomocı CAD,
• postupy k hodnocenı a stanovenı priorit napadu,
• nastroje dokumentovanı,
• databanky normalizovanych dılu, materialu, operacı a stroju,
• prıklady spravneho a chybneho usporadanı produktu s ohledem na vyrobu,
• vyukovy program pro ucastnıky workshopu DFMA.
8

Analyza rizik procesu s ohledem na specificke pozadavky zakaznıka Monika Kovarova 2015
3.2 Metoda DMU
DMU(Digital Mock Up - digitalnı modelovanı) je strukturalnı a prostorovy popis vozidla
v CAD systemu, ktery umoznuje virtualnı sestavenı stavebnıch prvku s prıslusnou mo-
dularnı strukturou. Cılem teto metody je zajistit odstranenı kolizı, minimalnıch odstupu
a montovatelnosti celeho vozidla, ktere se provadı pomocı virtualnı zastavby a simulace
vsech 3D-geometrickych dat [3].
Parametrizovana 3D-geometricka data jsou spravovana v VPM (Virtual Product Ma-
nagement), ktery ma vsechny informace o materialech a strukture. Dale jsou v nem uve-
deny informace o kinematickych mechanismech a administrativnıch atributech [3].
Tato metoda nam poskytuje vysokou kvalitu a vysoky stupen zralosti dılu. Dıky teto
metode se zkracuje doba vyvoje a snizujı se naklady [3].
3.3 Metoda DoE
Metoda DoE (Design of Experiments - navrhovanı experimentu) je prakticka objektivnı
analyza systemu prostrednictvım statistickeho planovanı experimentu. Oblast vyuzitı teto
metody je predevsım v konstrukci, planovanı, testovanı, vyrobe a v managementu kvality.
Cılem teto metody je snızit naklady na experimenty a dosahnout optimalnıch procesu. Aby
bylo mozne pri nabehu seriove vyroby zajistit spolehlive a vyrobitelne vyrobky, je nutne
ve vyvojove fazi pomocı experimentu overit konstrukcnı a vyrobnı alternativy [3].
Tato metoda navrhuje experimenty a zkouma pusobenı zmen ovlivnujıcı vlastnosti
cılovych velicin. Pred zahajenım experimentu je stanoven rozsah experimentu, hloubka
informace a vysledek musı byt statisticky overen. Ovlivnujıcı veliciny, sber a prıpravu dat
zıskame z jednoduchych nastroju jako jsou [3]:
• sberna karta zavad, diagram vyskytu zavad,
• Paretova analyza,
• graficke znazornenı (spojnicovy, sloupkovy, vysecovy diagram),
• stratifikace dat, histogramy, korelacnı diagramy, Box Plots, pravdepodobnostı sıt’.
Postup metody DoE
Postup provadenı se clenı do ctyr kroku [1]:
1. exaktnı popis systemu se stanovenım rozsahu systemu, hranic systemu (rozhranı),
sestavenı priorit problemu a ukolu (analyza problemu),
2. zachycenı a strukturovanı vsech znamych, na system pusobıcıch velicin prostredni-
ctvım popisu druhu, vlivu a jejich vzajemneho ovlivnovanı,
9

Analyza rizik procesu s ohledem na specificke pozadavky zakaznıka Monika Kovarova 2015
3. stanovenı nejdulezitejsıch ovlivnujıcıch velicin a jejich mernych hodnot systema-
tickym planovanım a vyberem experimentu,
4. vyber nejlepsıho resenı a navazna realizace s prubeznym overenım efektivnosti.
Ovlivnujıcı veliciny identifikujeme pomocı brainstormingu, techniky”metaplanu“, di-
agramu prıcin a nasledku a analyzy stromu poruch. Zjistene ovlivnujıcı veliciny se rozdelı
do dvou skupin [3]:
• vzajemne nezavisle, riditelne a ovlivnitelne,
• tezko ovlivnitelne nebo vubec neovlivnitelne.
Po techto skupinkach se budou nadale zpracovavat.
Vysledkem teto metody je dokumentace s vyhodnocenım posuzovanych vlivu a do-
porucenı uskutecnitelneho resenı.
3.4 Metoda FTA
Cılem teto metody FTA (Fault Tree Analysis - analyza stromu poruch) je analyzovat
a znazornit logicke vazby vypadku prvku a nasledne odstranit slaba mısta, nebo porovnat
ruzne alternativy [3].
Postup metody FTA
1. vytvorenı analyzy systemu k jednoznacnemu stanovenı funkcı systemu pro znazornenı
vsech pozadovanych funkcı a prirazenı systemovych prvku,
2. definovanı nezadoucıch udalostı a kriteriı selhanı, ktery rozdelıme dale na dve pod-
skupiny:
• prıstup zalozeny na prevenci (definovanı nezadoucıch udalostı z neplnenı funkcı
nebo pozadavku),
• prıstup zalozeny na napravnych opatrenı (definuje se vznikle selhanı systemu
jako nezadoucı udalost),
3. zjistenı pravdepodobnostı a casove intervaly,
4. zjistenı zpusobu selhanı prvku,
5. stanovenı nezadoucıch udalostı zkoumaneho systemu jako vychozıho bodu stromu
poruch.
10

Analyza rizik procesu s ohledem na specificke pozadavky zakaznıka Monika Kovarova 2015
Ukolem techto postupu je zjistit pravdepodobnost moznych vyskytu poruch systemu
a ukazat jejich mozne nasledky, ktere by mohly byt vyuzity k hodnocenı poskozenı nebo
prubehu nehody pri vyskytu systemoveho vypadku. Riziko je tedy funkce jak pravde-
podobnosti, tak z toho vyplyvajıcıch dusledku. Proto se pri analyzach rizika prubezne
zajımame o dve veliciny [3]:
• cetnost vyskytu,
• nasledky poruchy systemu.
Tato metoda ma vyuzitı predevsım v rane fazi vyvoje, konstrukce, planovanı, vyroby
a managementu kvality.
3.5 Metoda Poka Yoke
Hlavnım cılem teto metody je zabranit neumyslnym lidskym chybam s pomocı vhodnych
technickych opatrenı ve vyrobe [3].
Uplatnenı teto metody je predevsım v oblasti konstrukce, planovanı a vyroby. Dale si
uvedeme seznam chyb, ktery popisuje deset typickych neumyslnych chyb [3]:
1. chybna obsluha - pretocenı, pouzitı jinych dılu nebo vzajemna zamena dılu,
2. zapomnetlivost - pokud se clovek nesoustredı, casto neco zapomene,
3. chyba dıky nepochopenı - nekdy vidı lide zdanlive resenı drıve, nez se seznamı se
situacı,
4. chyba dıky prehlednutı - nekdy lide hledı prılis kratce, a nebo povrchne na to, aby
pozorovane dostatecne poznali,
5. chyba dıky nezkusenosti - lide obcas delajı chyby, protoze jim chybı zkusenosti,
6. nevedoma chyba - chyba vznikne, pokud jsou lide nepozornı a pak sami nevedı, jak
se to mohlo stat,
7. chyba dıky pomalosti - nekdy chyba vznikne, kdyz jsou ukony neocekavane brzdeny,
nebo zpomalovany,
8. chyba dıky chybejıcım standardum - nekdy chyba vznikne, kdyz jsou procesnı nebo
pracovnı navody chybne, neuplne nebo nevhodne,
9. prekvapiva chyba - nekdy chyba vznikne, pokud chod probıha jinak, nez jak
je ocekavano,
10. svevolne chyby - tyto chyby vznikajı, pokud clovek umyslne obejde jista pravidla
nebo predpisy.
11

Analyza rizik procesu s ohledem na specificke pozadavky zakaznıka Monika Kovarova 2015
Tento seznam slouzı jako kontrolnı seznam pro hledanı moznych prıcin omylu. Nektere
chyby ze seznamu lze snadno odstranit pomocı pomucek. Jako prıklad lze uvest tac s pro-
hlubnemi pro komponenty, ktery slouzı jako vizualnı pomucka pri zapomenutı vlozenı
dılu nebo cidla, jenz detekujı spatnou polohu soucastky. Zamezit chybam muze i spravna
konstrukce, napr. pokud konstrukce dovoluje vlozit dıl pouze jednım zpusobem [5].
Postup metody Poka Yoke
1. Znazornenı prubehu procesu, obsluhy,
2. identifikace chybnych ukonu ohrozujıcıch kroky procesu, obsluhy,
3. odhalenı a volba alternativy k zamezenı chybnych ukonu,
4. stanovenı resenı u koncepce produktu, usporadanı, provoznıch prostredku, pra-
coviste a v posloupnosti operacı,
5. prezkousenı resenı s ohledem na trvalou pusobnost.
Vysledkem teto metody by mela byt opatrenı k zamezenı neumyslnych chyb [3].
Tato metoda je nejvıce vyuzıvana v oblasti vyvoje, programovanı a v managementu
kvality. Pokud chceme pouzıt tuto metodu, je nutne si v prıpravne fazi definovat pozoro-
vany system s ohledem na rozsah, rozhranı a hloubku zkoumanı. Je potreba si shromazdit
vsechny potrebne podklady, ktere mame jiz k dispozici (nacrty, popisy, vykresy, . . . )[3].
Aplikace teto metody je rozdelena do deseti kroku:
1. zjistenı vyslovenych i nevyslovenych pozadavku zakaznıka na system (produkt, pro-
ces) vyjadrenych v jeho reci a posouzenı charakteristik z pohledu zakaznıka (stano-
venı priorit),
2. porovnanı s nejdulezitejsımi konkurencnımi produkty,
3. zjistenı a popis hlavnıch charakteristik produktu,
4. stanovenı smeru optimalizace charakteristik produktu,
5. vytvorenı a ohodnocenı zavislostı mezi pozadavky zakaznıka a charakteristikami
produktu v matici vztahu,
6. stanovenı vzajemnych technickych vztahu mezi jednotlivymi charakteristikami pro-
duktu,
7. zhodnocenı technickych potızı pri realizaci,
8. stanovenı konkretnıch cılu s cılovymi hodnotami pro charakteristiky produktu,
12

Analyza rizik procesu s ohledem na specificke pozadavky zakaznıka Monika Kovarova 2015
9. porovnanı produktu z inzenyrskeho hlediska s konkurencnım produktem s cılem
stanovenı technickeho profilu produktu,
10. odhadnutı technickeho vyznamu charakteristik produktu vynasobenım vahy z po-
hledu zakaznıka spolu s hodnocenım v matici vztahu.
Po splnenı vsech popsanych kroku dostaneme komplexnı matici vztahu, ktera prevadı
zakaznicke pozadavky na charakteristiky produktu a poskytuje hodnotovy zebrıcek pro
cıle a realizaci.
3.6 Metoda SPC
Tato SPC metoda (Statistical Process Control - statisticke rızenı procesu) sleduje rızenı
znaku produktu a procesu pomocı statistickych metod a postupu. Predpokladem je zpuso-
bily proces a vypocet regulacnıch mezı. SPC vyuzijeme predevsım v oblasti planovanı a ve
vyrobe [3].
Proces se s pomocı statistickych metod (regulacnı karta kvality) prubezne sleduje,
hodnotı a rıdı prostrednictvım vhodnych napravnych opatrenı. Postup metody SPC
je nasledujıcı [3]:
1. definovanı nebo volba parametru rozhodujıcıho o kvalite s jmenovitou hodnotou
a tolerancemi,
2. volba hodnoty,
3. volba okamziku a cetnosti merenı v procesu a rozsahu vyberu,
4. volba velikosti a prubehu mereneho parametru vede k zavedenı napravnych opatrenı
k regulaci procesu.
Vysledkem teto metody je kvalitativne zpusobily produkt.
Obecne je statisticke rızenı realizovano pravidelnou a periodickou kontrolou regulo-
vane vystupnı veliciny, pri nız se zjist’uje, zda tato velicina odpovıda pozadovane urovni.
V prvnı fazi je cılem minimalizace poctu neshodnych jednotek napr. poctu neshod. Po sta-
tisticky zvladnutem procesu a dosazenı pozadovane urovne nastava dalsı faze - udrzovanı
regulovane veliciny a celeho procesu na teto urovni tak, aby byla zajistena shoda znaku
jakosti produktu s pozadavky zakaznıka [6].
Statisticke rızenı procesu lze provadet pomocı dvou metod:
1. merenım,
2. srovnavanım.
13
Analyza rizik procesu s ohledem na specificke pozadavky zakaznıka Monika Kovarova 2015
Metoda merenı zpracovava data zıskana merenım sledovaneho parametru, to zna-
mena, ze data majı cıselnou podobu. Druha metoda srovnavanım zpracovava data zıskana
srovnavanım nejakeho hodnocenı vystupu [6].
Z hlediska regulace vyroby a schopnosti procesu existujı tri typy vyrobnıho procesu:
1. typ A (vyrobnı proces schopny regulace - stabilnı),
2. typ B (vyrobnı proces schopny regulace - nestabilnı),
3. typ C (vyrobnı proces neschopny regulace - nestabilnı).
Nasım hlavnım cılem je samozrejme vytvaret stabilnı procesy, ktere jsou schopne re-
gulace (typ A). V procesu typu B lze zabezpecit jakost pouze kratkodobe pomocı trıdenı
soucastı na dobre a vadne (coz nas stojı cas a hlavne penıze), nebo pokud zjistıme prıcinu
vzniku vad a navrhneme vhodna opatrenı. Nestabilnı procesy typu C, ktere nelze v danem
stavu regulovat, vyzadujı energicke resenı [6].
At’ uz se jedna o jakoukoli metodu, vzdycky nas bude zajımat financnı hledisko.
Zpusoby, jak merit financnı naklady a prınosy uplatnenı teto metody, zahrnujı [6]:
1. sber informacı o nakladech vyrobce jako jsou naklady na sesrotovanı, trıdenı, prepra-
covanı a opravy,
2. sber informacı o nakladech odberatele v prubehu zivotnosti produktu,
3. odhady rozsahu obchodnıch ztrat a pracovnıch prılezitostı, protoze nespokojenı
zakaznıci prechazejı ke konkurenci nebo odmıtajı platit prıplatky za vyssı jakost,
ktera nenı zrejma,
4. kvantifikaci prınosu vsech utvaru organizace z rychleho odstranovanı poruch a vetsı
potencial pro inovaci procesu nebo produktu.
Vlivy ovlivnujıcı vyrobnı proces
Rozptylove vlivy lze rozdelit do dvou skupin [6]:
1. nahodne rozptylove chyby,
2. systematicke rozptylove chyby.
Nahodne rozptylove vlivy jsou zavisle na nahodne interakci a variabilnosti parametru
procesu jako jsou: vyrobnı nepresnosti stroje, vyrobnı postup, upınacı zarızenı, nastroj,
chladıcı medium, material a tvar obrobku.
Systematicke rozptylove vlivy se nevyskytujı na rozdıl od nahodnych vlivu v prubehu
procesu. Pri zjistenı techto vlivu v procesu musı byt proces zastaven, tyto vlivy musı
byt odstraneny a pote muze byt proces obnoven. Tyto vlivy jsou pricıtany zvlastnım
14

Analyza rizik procesu s ohledem na specificke pozadavky zakaznıka Monika Kovarova 2015
ucinkum naprıklad zmenam, a proto mohou byt identifikovany a odstraneny. Tyto vlivy
mohou vznikat naprıklad serızenım nastroje, zmenami na nastroji, zmenami okolnıch
vlivu, zmenami jakosti materialu nebo zmenami chladıcıho prostredı.
Proces tedy lze hodnotit podle poctu eliminacı systematickych rozptylovych vlivu.
Pokud se eliminuje co nejvıce systematickych vlivu proces se oznacı jako stabilnı nebo
systematicky zvladnutelny.
Schopnost procesu a jeho znaky
Pokud pusobı na vyrobnı proces pouze nahodne vlivy, lze jej charakterizovat dvema pa-
rametry normalnıho rozdelenı: σ a µ. Prvnı parametr je smerodatna odchylka, ktera vy-
jadruje rozptylenı hodnot kontrolovaneho parametru vzhledem ke strednı hodnote a cha-
rakterizuje presnost vyrobnıho procesu. Druhy parametr vyjadruje strednı hodnotu ne-
boli rozmer, na ktery je vyrobnı zarızenı serızeno. Jako dalsı parametry v metode SPC se
pouzıvajı charakteristiky Cpk, Cp a variacnı rozpetı fp [6].
Variacnı rozpetı by nemelo byt vetsı nez 75% tolerance vyrobku u meritelnych znaku.
Kde fp se spocıta pomocı rovnice:
fp =6 · σT· 100 [%] (3.1)
Kde T je tolerance a vypocıta se podle vzorce:
T = USL− LSL (3.2)
Kde USL a LSL jsou hornı a dolnı meznı rozmery.
Dale je potreba si uvest vztah mezi tolerancı a rozptylenım [7]:
1) 6 · σ = 0, 75T → T
6 · σ=
1
0, 75= 1, 33 (3.3)
2) 6 · σ = 0, 6T → T
6 · σ=
1
0.6= 1, 67 (3.4)
3) 6 · σ = T → T
6 · σ= 1 (3.5)
Dalsı parametr, o kterem jsme se v textu zmınili byl, Cp neboli charakteristika presnosti
procesu. Tento parametr se bere v uvahu pouze u rozptylu vyrobnıho procesu a velikosti
vyrobnı tolerance a pocıta se pomocı rovnice [7]:
Cp =LSL− LSL
6 · σ(3.6)
15
Analyza rizik procesu s ohledem na specificke pozadavky zakaznıka Monika Kovarova 2015
Sırka pasma vyrobnıho procesu by mela vyuzıvat vyrobnı toleranci asi ze 75%, coz nam
dava jistotu, ze se meznı rozmery vyrobku neprekrocı. Tato podmınka dava kvantitativnı
minimalnı hodnotu charakteristiky Cp 1,33 nebo 1,67.
Parametr Cpk (charakteristika spravnosti nastavenı) urcuje polohu strednı hodnoty
vzhledem ke stredu tolerancnıho pole. Tato charakteristika je schopna nam poskytnout
informaci o procesu. V uvahu se bere kolısanı vyrobnıho procesu a poloha prumerne
hodnoty rozdelenı vzhledem ke specifikovanym omezenım [7].
Vypocet Cpk nam ukazuje vzorec:
Cpk = min
[USL− µ
3 · σ,µ− LSL
3 · σ
](3.7)
Vyrobnı proces je povazovan za stabilnı, pokud Cp ≥ 1, 33 nebo Cp ≥ 1, 67
a Cpk ≥ 1, 33 nebo Cpk ≥ 1, 67. Pokud se nam tyto hodnoty zvetsujı, znamena to, ze se
vyrobnı proces zlepsuje [7].
3.7 Metoda SWOT
Cılem metody SWOT (Strengths-Weaknesses/Opportunities-Threats - analyza silnych
a slabych stranek/prılezitostı a hrozeb) je stanovenı aktualnıch pozic produktu a systemu
(silnych a slabych stranek/prılezitostı a hrozeb) v prostredı trhu a v hospodarske soutezi.
Oblast vyuzitı teto metody je v rane fazi vyvoje, konstrukce, planovanı a managementu
kvality [3].
Postup se provadı zapisem do tabulky, ktera je rozdelena do ctyr polı (silne stranky,
slabe stranky, prılezitosti a hrozby). Tabulka se vyplnuje podle nasledujıcıch kroku [1]:
1. vyber systemu k analyze (organizace, produkt, proces), systemu ke srovnanı (konku-
rence, predchazejıcı produkt) a stanovenı kriteriı porovnanı z ruznych temat a od-
bornych oblastı,
2. vytvorenı soupisu kriteriı porovnanı (charakteristiky) s hodnocenım (formulace kriteriı
a charakteristik) a prıpadne vahou kriteriı (charakteristik),
3. znazornenı vypovedi jako spektra nebo profilu, ktery obsahuje jak system vysledku,
tak system vztahu,
4. odvozenı hlavnıch ukolu napr. potrebu jednat.
Vysledkem metody je zhustenı vyjadrenych existujıcıch silnych stranek a slabin
s prılezitostmi a riziky (jak by tabulka mohla vypadat, je uvedeno na obrazku 3.3 ).
16

Analyza rizik procesu s ohledem na specificke pozadavky zakaznıka Monika Kovarova 2015
Obrazek 3.3: Prvky analyzy SWOT [3]
3.8 Metoda TRIZ/TIPS
Cılem metody TRIZ/TIPS (Teorija Resenija Izobretatelnych Zadec Theorie of Intentive
Problems Solving - teorie inovativnıho resenı problemu) je nalezenı inovativnıch resenı
a optimalizace stavajıcıho systemu prostrednictvım cıleneho definovanı uloh a vyvolavanı
protikladu. Metoda ma vyuzitı v konstrukci, planovanı a v managementu kvality [3].
Postup teto metody si popıseme v peti krocıch (viz obrazek 3.4 ):
1. popis vychozı situace se sledovanım okolı k oddelenı hlavnıch cılu s ohledem
na spolecenske a technologicke trendy,
2. analyza funkcı a odvozena funkcnı analyza systemu za pouzitı pozorovanı generacı
a zakonu evoluce techniky vyjadruje soucasny stav,
3. vytvorenı matice okruhu problemu z cılovych faktoru a systemovych parametru
k definovanı a identifikaci protikladu,
4. hledanı resenı pomocı nastroju kreativity za pouzitı znamych principu, efektu, stan-
dardu, zakonitostı,
5. prezentace moznych resenı problemu a vyber optimalnıho resenı podle vhodnych
kriteriı.
Vysledkem je resenı s vysokym stupnem inovativnosti a castecne take prekvapive vysledky.
17

Analyza rizik procesu s ohledem na specificke pozadavky zakaznıka Monika Kovarova 2015
Obrazek 3.4: Postup pro nasazenı TRIZ pri resenı problemu [3]
Tato metoda dale muze byt rozsırena o doplnkove nastroje:
• analyza prostrednictvım iniciacnıch slov,
• predvıdanı vad,
• matematicky model.
Metoda lze realizovat i pomocı softwaru”Tri-Solver“ a
”CIA“.
18

Kapitola 4
FMEA jako nastroj pro analyzu rizik
FMEA (Failure Mode and Effects Analysis - analyza mozneho vyskytu a vlivu vad) je
analytickou metodou, ktera se pouzıva s cılem zajistit zohlednenı a resenı potencialnıch
problemu v prubehu vyvoje produktu a procesu (obrazek 4.1). Podrobneji muzeme FMEA
popsat jako systematickou skupinu aktivit, ktere jsou navrzeny tak, aby [2]:
• rozpoznaly a vyhodnotily potencialnı selhanı produktu/procesu a identifikovaly mozne
dusledky a rizika,
• identifikovaly cinnosti, ktere eliminujı nebo redukujı moznosti na potencionalnı
vyskyt rizika,
• splnily pozadavky zakaznıku.
Postup analyzy zpusobu a dusledku poruch (FMEA) je popsan v norme CSN EN
60812, ktera je ceskou verzı evropske normy EN 60812:2006. Cılem teto normy je po-
pis analyzy zpusobu a dusledku poruch FMEA a analyza zpusobu a kriticnosti poruch
(FMECA1). Navıc tato norma obsahuje navod, jak se mohou tyto analyzy pouzıvat [8].
Pouzitım FMEA by se melo zajistit, ze se bude venovat pozornost kazdemu kompo-
nentu nebo prvku v ramci produktu nebo montaznı sestavy. Aby mohla byt realizace
FMEA uspesna, je potreba ji provest pred realizacı produktu nebo procesu, u nichz exis-
tuje mozny zpusob poruchy. Tım si zajistıme cas na prıpadne zmeny produktu nebo
procesu, ktere budeme moci provest snadneji a levneji.
Opatrenı, ktere nam poskytuje FMEA, si zajistıme redukcı nebo eliminacı pravdepo-
dobnosti realizace zmeny. FMEA se v prubehu kazde etapy procesu navrhu a vyvoje
vyroby vyvıjı a je mozne ji take pouzıt pro resenı problemu. Vysledkem FMEA by mel
byt dokument, ktery obsahuje kolektivnı znalosti prurezovych tymu [2].
1FMECA (Failure Modes, Effects and Criticality Analysis) analyzuje zpusoby, dusledky a kriticnosti
poruch a je rozsırenım analyzy FMEA. FMECA spocıva v tom, ze jsou do nı zahrnuty prostredky pro
klasifikaci zavaznosti zpusobu poruch, aby bylo mozne stanovit prioritu protiopatrenı. Tato klasifikace se
provadı kombinovanım mıry zavaznosti a cetnosti vyskytu, coz vytvarı metriku (relativnı mıru) zvanou
kriticnost.
19

Analyza rizik procesu s ohledem na specificke pozadavky zakaznıka Monika Kovarova 2015
Obrazek 4.1: Plan prubehu projektu vozu s vyvojovymi fazemi [3]
20

Analyza rizik procesu s ohledem na specificke pozadavky zakaznıka Monika Kovarova 2015
Hlavnım ucel FMEA je:
• zlepsovanı kvality a spolehlivosti produktu/procesu,
• snızit naklady na zmeny procesu/produktu,
• redukovat riziko,
• vyhovet pozadavkum zakaznıku.
Existujı tri zakladnı prıpady, ve kterych by se mel postup FMEA pouzıvat:
1. pri navrhu noveho produktu nebo procesu,
2. pri modifikaci stavajıcıho navrhu produktu nebo procesu,
3. pri pouzitı stavajıcıho navrhu produktu nebo procesu v novem prostredı nebo pro
novou aplikaci.
FMEA je vıceoborovou cinnostı, ktera ovlivnuje cely proces realizace produktu a jejı
realizace musı byt dobre naplanovana. Jak jiz bylo receno, je potreba dodrzet termıny
a pocıtat s tım, ze realizace vyzaduje hodne casu. Dale nesmıme zapomenout na angazovanost
vlastnıka procesu a vrcholoveho vedenı. FMEA nelze povazovat za jednorazovou udalost,
ale za dlouhodobe pracovnı nasazenı, ktere doplnuje vyvoj produktu nebo procesu a zmırnuje
rizika [2].
FMEA je nedılnou soucastı procesu pokrocileho planovanı kvality APQP - Advanced
Product Quality Planning. Tento pokrocily proces (APQP) se zameruje na pet obecnych
oblastı, predevsım na [3]:
1. planovanı a definovanı programu,
2. navrh a vyvoj produktu,
3. navrh a vyvoj procesu,
4. zpetna vazba, posuzovanı a opatrenı k naprave,
5. validace produktu a procesu.
Dodavatel tedy od zakaznıka dostane podrobny popis pozadavku na konkretnı pro-
dukt, pote spolecne projednavajı proveditelnost plnenı jednotlivych pozadavku.
Po schvalenı se vybrane tymy postarajı o navrhy a vyvoje produktu a nasledne procesu.
Tym se predevsım zamerı na kriticke znaky u jednotlivych funkcı a navrhne opatrenı
na snızenı rizika u techto kritickych znaku. Jako zpetna vazba slouzı cıslo RPZ, podle
ktereho zjistıme, zda navrzene opatrenı dostatecne snizuje riziko vyskytu chyby na pro-
duktu/procesu. Nakonec se provede overenı, zda dodavatel splnit vsechny pozadavky
zakaznıka [2].
21

Analyza rizik procesu s ohledem na specificke pozadavky zakaznıka Monika Kovarova 2015
4.1 Strategie a planovanı FMEA
Drıve nez se pustıme do samotne realizace FMEA, je treba si definovat tym, predmet
projektu a shromazdit veskere informace, ktere budeme potrebovat pro efektivnı a ucinny
proces vypracovanı FMEA. Je treba si uvedomit, ze neexistuje jediny ani jedinecny postup
pro vypracovanı FMEA, existujı vsak spolecne prvky [2]. Na techto spolecnych prvcıch
budeme stavet nas konkretnı proces FMEA a zduraznıme si i prvky, ktere navıc vyuzıva
spolecnost WITTE Nejdek.
Za vypracovanı FMEA odpovıda vıceoborovy tym, ktery zajistı vstupy ze vsech
funkcnıch oblastı a jejich soucinnost. Vedoucı tymu by tedy mel volit cleny s prıslusnymi
znalostmi, aby bylo mozne realizovat FMEA, ktera bude uspesna. Dale je v tymu FMEA
moderator, ktery zajist’uje efektivnı a metodicky prubeh pouzite metody. Jeho ulohou
je prıprava pouzitı metody, ustanovenı tymu po dohode s vedoucım projektu, organi-
zace a realizace setkavanı tymu, zajistenı systematiky a dokumentovanı aplikace metody.
FMEA moderator musı ovladat pouzite pomocne prostredky (ve firme WITTE Nejdek je
predevsım vyuzıvan software SCIO-FMEA). V kazdem tymu FMEA by mel byt zastupce
z vyvoje, kvality, vyroby, technologie a logistiky.
Dale je treba si presne vymezit hranice analyzy FMEA, tj. definovat predmet, stanovit
si, co bude zahrnuto a co bude vynechano v:
• FMEA systemu,
• FMEA subsystemu,
• FMEA komponentu.
Zamerem FMEA systemu je vyresit vsechna rozhranı a interakce mezi systemy,
subsystemy, prostredım a zakaznıkem [2].
FMEA subsystemu je dılcım souborem FMEA systemu. Prıkladem subsystemu je
subsystem zavesenı prednı napravy, ktery je dılcım souborem systemu podvozku. Zamerem
FMEA subsystemu je vyresit vsechna rozhranı a interakce mezi komponenty subsystemu
a interakce s ostatnımi subsystemy nebo systemy [2].
FMEA komponentu je dılcım souborem FMEA subsystemu. Naprıklad brzdova
desticka je komponentem sestavy brzdne soustavy, ktera je subsystemem systemu pod-
vozku [2].
Dale je treba si uvedomit, co se bude hodnotit v ramci FMEA. Predmet musı byt
stanoven na zacatku postupu a nasledne se vymezı hranice analyzy FMEA. Pokud mame
naprıklad slozitejsı komponent, muzeme si jeho jednotlive castı rozdelit a kazdou tuto cast
zpracovavat oddelene. Je potreba vymezit hranice, aby se jednotlive FMEA neprekryvaly,
nebo aby se na nejakou cast soustavy nezapomnelo. K tomuto ucelu spolecnost WITTE
Nejdek pouzıva tzv. blokove diagramy vztahu (Boundary diagram). Blokovy dia-
gram zobrazuje fyzikalnı a logicke komponenty produktu (viz obrazek 4.2).
22

Analyza rizik procesu s ohledem na specificke pozadavky zakaznıka Monika Kovarova 2015
Obrazek 4.2: Zjednodusene schema Boundary diagramu pro zamek
Proces nebo produkt nelze definovat jen pomocı Boundary diagramu, proto se tym
FMEA dale zameruje na [2]:
• funkcnı model,
• diagramy parametru (P),
• diagramy rozhranı,
• vyvojove diagramy procesu (Process Flow Diagram),
• matice vzajemnych vztahu (Interface Description (viz obrazek 4.3)),
• zakladnı schema,
• rozpisky materialu (BOM).
Obrazek 4.3: Matice vzajemnych vztahu (kde P je fyzicky kontakt, E je prenos energie, I je
prenos informace a M je materialova vymena)
23

Analyza rizik procesu s ohledem na specificke pozadavky zakaznıka Monika Kovarova 2015
Funkcnı model si muzeme vyrobit treba na 3D tiskarne, abychom zjistili, zda vsechno
funguje, tak jak ma. Diagramy parametru je strukturovany nastroj, jehoz pomocı tym
dokaze porozumet fyzikalnı podstate vztahujıcı se k funkci navrhu produktu. System
diagramy rozhranı ilustruje vztah mezi subsystemy, sestavami a komponenty v ramci
celeho objektu. Vyvojovy diagram procesu popisuje tok produktu procesem od vstupu
az po vystup (pocatecnı vyvojovy diagram je obecne povazovan za ramcovou mapu pro-
cesu, ktera vyzaduje podrobnejsı analyzu pro identifikovanı moznych zpusobu poruch viz
obrazek 4.4).
Obrazek 4.4: Vyvojovy diagram pro prıjem zbozı
Matice vzajemnych vztahu identifikuje systemove rozhranı, ucinky rozhranı a rozhranı
systemu. Pomocı techto rozhranı ilustruje vztah mezi komponentami v ramci objektu,
ktere je dano cıslem od -2 do +2. Jednotlive vztahy lze tedy”dekodovat“ takto [9]:
• +2: interakce je nezbytna pro funkci,
• +1: interakce je vyhodna, ale nenı nezbytne nutna pro funkci,
24

Analyza rizik procesu s ohledem na specificke pozadavky zakaznıka Monika Kovarova 2015
• 0: interakce nema vliv na funkci,
• -1: interakce vyvolava negativnı ucinek, ale nebranı funkci,
• -2: interakce vyvolava negativnı ucinek a je zabraneno funkci.
Jako prıklad zde uvedu matici vzajemnych vztahu pro zamek kapoty (obrazek 4.5).
Obrazek 4.5: Matice vzajemnych vztahu pro zamek ke kapote
Zakladnı schemata mohou byt tri: vyrobku, konstrukce nebo layoutu (zakladnı schema
layoutu je uvedeno na obrazku 4.6 a znazornuje rozvrzenı linky pri montovanı vyrobku).
Rozpisky materialu jsou ukladany do tabulky, ktera slouzı jako prehled vsech pouzitych
materialu. Konkretne pro zamek ke kapote jsou materialy nasledujıcı:
• zakladnı plech,
• krycı plech,
• rohatka,
• pouzdro,
• zamek,
25

Analyza rizik procesu s ohledem na specificke pozadavky zakaznıka Monika Kovarova 2015
• vyhazovacı paka,
• distancnı trubka,
• nyt rohatky,
• nyt zamku,
• pruzina rohatky,
• pruzina zamku,
• tazna pruzina,
• pryzova vlozka.
Obrazek 4.6: Zakladnı schema layoutu
Pred zpracovanım FMEA je potreba si definovat zakaznıky. Pokud totiz budeme
mıt jasne definovany vsechny zakaznıky, muzeme specifikovat funkce mnohem dukladneji
a take podporit urcovanı dusledku souvisejıcıch s poruchami. Literatura [2] uvadı, ze
zakaznıci se delı do ctyr skupin:
1. konecny uzivatel (organizace, ktera bude dany produkt vyuzıvat),
2. montaznı a vyrobnı centra (pracoviste, kde se provadejı vyrobnı operace a montaz),
3. zpracovanı v ramci dodavatelskeho retezce (pracoviste dodavatele),
26

Analyza rizik procesu s ohledem na specificke pozadavky zakaznıka Monika Kovarova 2015
4. kompetentnı organy (organy statnı spravy, ktere definujı pozadavky na bezpecnost
a jine predpisy).
Spolecnosti WITTE Nejdek si vsak zakaznıky delı do sesti skupin. Prvnı 4 zakaznıci
jsou stejnı jako v literature, dalsı dve skupiny jsou:
1. zamestnanci WITTE,
2. investori WITTE.
Je nutne poznamenat, ze FMEA se nemusı delat pro vsechny skupiny zakaznıku.
Tımto tento proces samozrejme stale nekoncı. Dale musıme identifikovat funkce,
pozadavky, specifikace, zpusoby poruchy, mozne dusledky a prıciny, nastroje rızenı, posu-
zovana rizika a v neposlednı rade se zamerıme na doporucena opatrenı a vysledky [2].
Identifikovat funkce, pozadavky a specifikace je dulezite pro vyjasnenı zameru navrhu
objektu, nebo pro ucel procesu. Zakaznık si musı byt jist, ze dostane presne to, co zaplatil
a dodavatel chce, aby byl zakaznık maximalne spokojen. Proto zakaznık posıla dodavateli
dokument, ve kterem jsou obsazeny vsechny podrobne informace o pozadavcıch na produkt
[2].
Zpusob poruchy je dodefinovan jako postup nebo forma, pri kterych by produkt nebo
proces mohl selhat pri plnenı zameru navrhu produktu nebo pozadavku procesu. Tato
porucha se vyskytnout muze, ale nemusı. Ke kazde poruse je nutne napsat strucny a sro-
zumitelny komentar (popis poruchy). Pokud se nam objevı velky pocet zpusobu poruch
spojenych s jednım pozadavkem, muze to byt dusledek toho, ze definovany pozadavek
nenı presny a vystizny [2].
Mozne dusledky poruch jsou oznaceny jako dusledky zpusobu poruchy, jak je vnıma
zakaznık. Dusledky nebo dopad poruchy jsou popsany tak, jak by je zakaznık mohl
postrehnout nebo pocıtit. Mozna prıcina poruchy je naznakem toho, jak by k poruse
mohlo dojıt. Je popsana jako neco, co lze napravit nebo rıdit. Mozna prıcina poruchy
muze poukazovat na slabou stranku produktu, jejımz nasledkem je zpusob poruchy [2].
Nastroje rızenı jsou cinnosti, ktere zabranujı prıcine a odhalujı prıcinu poruchy i zpusob
poruchy. Pri vypracovanı nastroju rızenı rizik je dulezite identifikovat, kde vznika problem,
jak by se problemu mohlo zabranit nebo jak by se riziko poruchy mohlo odhalit. Nastroje
rızenı jsou pouzitelne u navrhu produktu i u vyrobnıch procesu [2].
Posuzovanı rizik se hodnotı z hlediska:
• zavaznosti,
• vyskytu,
• detekce.
Zavaznost posuzuje uroven dopadu poruchy na zakaznıka, vyskyt urcuje, jak casto se
muze prıcina vyskytnout a detekce je posuzovanı, jak dobre nastroje rızenı produktu ci
procesu zjistı prıcinu poruchy nebo zpusob poruchy [2].
27

Analyza rizik procesu s ohledem na specificke pozadavky zakaznıka Monika Kovarova 2015
Zamerem doporucenych opatrenı je zmırnit riziko a snızit pravdepodobnost vyskytu
urciteho zpusobu poruchy. Doporucena opatrenı resı snizovanı zavaznosti, vyskytu a de-
tekce. Pro prijetı odpovıdajıcıch opatrenı lze mimo jine pouzıt:
• ujistenı, ze jsou dosazeny pozadavky navrhu produktu vcetne bezporuchovosti,
• prezkoumanı technickych vykresu a specifikacı,
• potvrzenı zaclenenı do procesu/montaze vyroby,
• prezkoumanı souvisejıcıch FMEA, planu kontroly a rızenı provoznıch instrukcı.
Pokud jsou opatrenı splnena a vysledky jsou zachyceny, mela by se rovnez zaznamenat
aktualizovana hodnocenı zavaznosti, vyskytu a detekce.
4.1.1 Stanovenı intenzity poruch
Jestlize jsou k dispozici intenzity poruch u zpusobu poruch podobnych objektu a tyto in-
tenzity byly stanoveny za obdobnych podmınek namahanı, vlivu prostredı a provozu jako
jsou podmınky predpokladane u analyzovaneho systemu, mohou byt cetnosti udalostı
dusledku prımo pridany k analyze FMECA. Jestlize, a to je castejsı prıpad, jsou k dis-
pozici intenzity poruch spıse pro objekty nez pro zpusoby poruch a jsou pro odlisne
podmınky namahanı vlivy prostredı a provozu, je zapotrebı intenzity poruch zpusobu
poruch vypocıtat. Obecne platı nasledujıcı vztah [8]:
λi = λj · αi · βi (4.1)
Kde λi oznacuje odhad intenzity poruch pro zpusoby poruch i (pokud je tato inten-
zita poruch konstantnı), λj znamena intenzitu poruch soucasti j, αi je podıl poruch i ze
vsech zpusobu poruch (tj. pravdepodobnost, ze bude objekt mıt zpusob poruchy i), βi je
podmınena pravdepodobnost dusledku poruch v prıpade, ze ma objekt zpusob poruchy i
[8].
Hlavnı nedostatky tohoto prıstupu spocıvajı v implicitnım predpokladu konstantnı
intenzity poruch a ve skutecnosti, ze mnohe faktory jsou pouze predpovedi nebo nejlepsı
odhady.
V nekterych aplikacıch, jako je kvantitativnı prıstup k analyze kriticnosti, se mısto
intenzity poruch λi pouzıva cıslo kriticnosti Ci. Cıslo kriticnosti vytvarı vazbu mezi
podmınenou cetnostı poruch a dobou provozu, coz muze pomoci zıskat realistictejsı odhad
rizika zpusobu poruch behem predem stanoveneho obdobı pouzıvanı produktu. Vypocet
tohoto cısla kriticnosti je nasledujıcı [8]:
Ci = λi · tj (4.2)
28

Analyza rizik procesu s ohledem na specificke pozadavky zakaznıka Monika Kovarova 2015
Kde tj oznacuje dobu provozu soucasti behem cele predem stanovene doby pro analyzu
FMECA. Dobu, pro kterou se tato pravdepodobnost vyhodnocuje.
Cıslo kriticnosti soucasti, ktere ma m zpusobu poruch, urcuje vzorec:
Cj =m∑i=1
λj · αi · βi · tj (4.3)
Ke stanovenı pravdepodobnosti vyskytu Pi zpusobu poruch za dobu tj z vypoctene
kriticnosti se pouzıva vztah:
Pi = 1− e−ci (4.4)
V prıpade promennych intenzit poruch nebo cetnostı poruch je vhodnejsı vypocet
pravdepodobnosti vyskytu nez kriticnost, ktera je zalozena na predpokladu konstantnı
intenzity poruch (cetnostı) [8].
Matice kriticnosti
Kriticnost lze vycıst v matici kriticnosti, jak je zobrazeno na obrazku 4.7. Z obrazku ma-
tice kriticnosti vyplyva, ze zavaznost se zvysuje s rostoucım poradovym cıslem. Cıslo IV
ma nejvyssı zavaznost (ztratu lidskeho zivota, narusenı plnenı ukolu, provozu). Rovnez
z matice vyplyva, ze se pravdepodobnost vyskytu na ose Y zvysuje. Jestlize nejvyssı
pravdepodobnost dane kategorie vyskytu neprekracuje hodnotu 0,2, jsou si hodnoty pravde-
podobnosti vyskytu a kriticnosti priblizne rovny. Jedna z matic, ktere se casto pouzıvajı,
ma nasledujıcı stupnici [8]:
• cıslo kriticnosti 1 nebo E = nepravdepodobny vyskyt, pravdepodobnost vyskytu:
0 ≤ Pi < 0,0001
• cıslo kriticnosti 2 nebo D = velmi slaby vyskyt, pravdepodobnost vyskytu:
0,001 ≤ Pi < 0,01
• cıslo kriticnosti 3 nebo C = obcasny vyskyt, pravdepodobnost vyskytu:
0,01 ≤ Pi < 0,1
• cıslo kriticnosti 4 nebo B = pravdepodobny vyskyt, pravdepodobnost vyskytu:
0,1 ≤ Pi < 0,2
• cıslo kriticnosti 5 nebo a = casty vyskyt, pravdepodobnost vyskytu:
Pi < 0,2
29

Analyza rizik procesu s ohledem na specificke pozadavky zakaznıka Monika Kovarova 2015
V prıpade uvedenem na obrazku matice kriticnosti (obrazek 4.7) ma zpusob poruchy 1
vyssı pravdepodobnost vyskytu nez zpusob poruchy 2, ktery ma naopak vyssı zavaznost.
Rozhodovanı o zpusobu poruchy zavisı na zpusobu stanovenı stupnice zavaznosti, trıd
cetnosti a take na principech klasifikace [8].
Obrazek 4.7: Matice kriticnosti
Posouzenı prijatelnosti rizika
Kdyz je pozadovanym koncovym produktem analyza matice kriticnosti, lze ji vyhodno-
tit na zaklade pridelenych limitu zavaznostı a cetnostı udalosti. Prijatelnost rizika se
stanovuje subjektivne nebo se rıdı profesionalnımi a financnımi rozhodnutımi. Je vsak
odlisna v ruznych odvetvıch prumyslu. Na obrazku 4.8 jsou uvedeny nektere prıklady trıd
prijatelnosti rizika a modifikovane matice kriticnosti [8].
Obrazek 4.8: Matice rizika
30
Analyza rizik procesu s ohledem na specificke pozadavky zakaznıka Monika Kovarova 2015
4.2 Realizace FMEA
Metoda FMEA se ve WITTE Nejdek pouzıva jiz dlouho. Proto na kazdy novy projekt
nenı potreba vytvaret nove tabulky, ale lze vyuzıt jiz vytvorene sablony. Tyto sablony nam
zajistı, ze se na zadnou cast nezapomene a kazdy zamestnanec se bude snadno orientovat
v danych tabulkach (spolecnost WITTE Nejdek pro vytvarenı FMEA tabulek vyuzıva
software od spolecnosti PLATO).
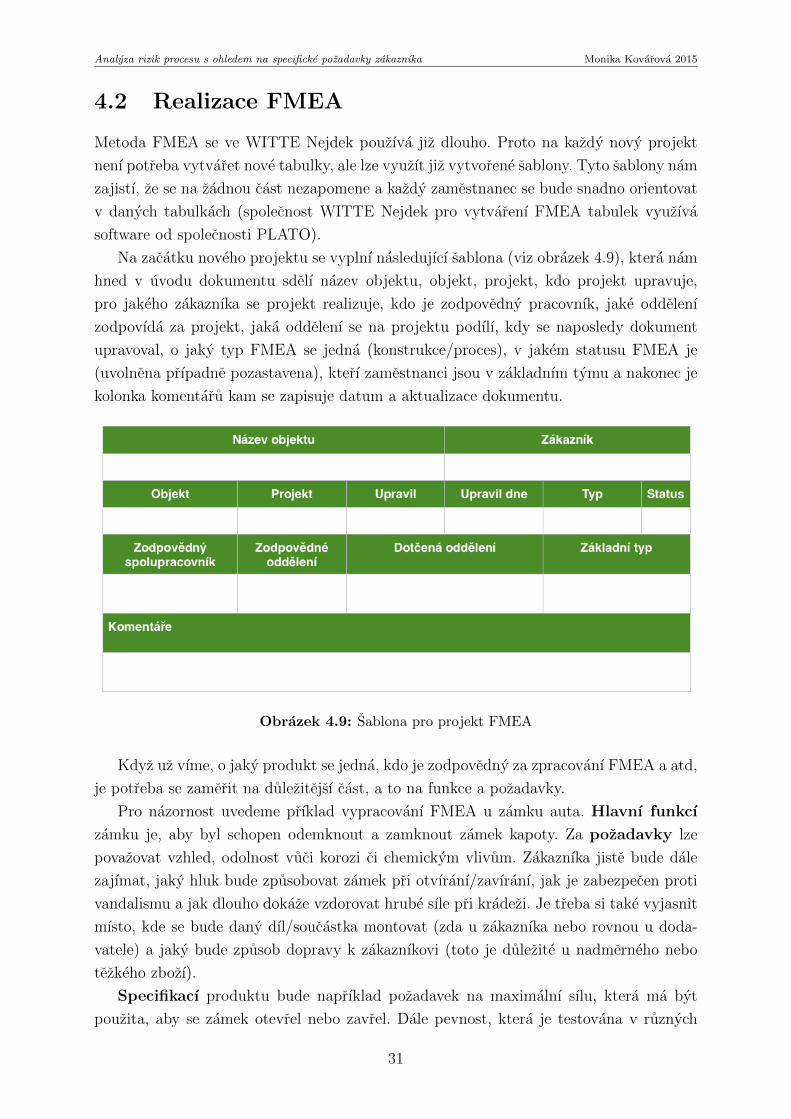
Na zacatku noveho projektu se vyplnı nasledujıcı sablona (viz obrazek 4.9), ktera nam
hned v uvodu dokumentu sdelı nazev objektu, objekt, projekt, kdo projekt upravuje,
pro jakeho zakaznıka se projekt realizuje, kdo je zodpovedny pracovnık, jake oddelenı
zodpovıda za projekt, jaka oddelenı se na projektu podılı, kdy se naposledy dokument
upravoval, o jaky typ FMEA se jedna (konstrukce/proces), v jakem statusu FMEA je
(uvolnena prıpadne pozastavena), kterı zamestnanci jsou v zakladnım tymu a nakonec je
kolonka komentaru kam se zapisuje datum a aktualizace dokumentu.
Obrazek 4.9: Sablona pro projekt FMEA
Kdyz uz vıme, o jaky produkt se jedna, kdo je zodpovedny za zpracovanı FMEA a atd,
je potreba se zamerit na dulezitejsı cast, a to na funkce a pozadavky.
Pro nazornost uvedeme prıklad vypracovanı FMEA u zamku auta. Hlavnı funkcı
zamku je, aby byl schopen odemknout a zamknout zamek kapoty. Za pozadavky lze
povazovat vzhled, odolnost vuci korozi ci chemickym vlivum. Zakaznıka jiste bude dale
zajımat, jaky hluk bude zpusobovat zamek pri otvıranı/zavıranı, jak je zabezpecen proti
vandalismu a jak dlouho dokaze vzdorovat hrube sıle pri kradezi. Je treba si take vyjasnit
mısto, kde se bude dany dıl/soucastka montovat (zda u zakaznıka nebo rovnou u doda-
vatele) a jaky bude zpusob dopravy k zakaznıkovi (toto je dulezite u nadmerneho nebo
tezkeho zbozı).
Specifikacı produktu bude naprıklad pozadavek na maximalnı sılu, ktera ma byt
pouzita, aby se zamek otevrel nebo zavrel. Dale pevnost, ktera je testovana v ruznych
31
Analyza rizik procesu s ohledem na specificke pozadavky zakaznıka Monika Kovarova 2015
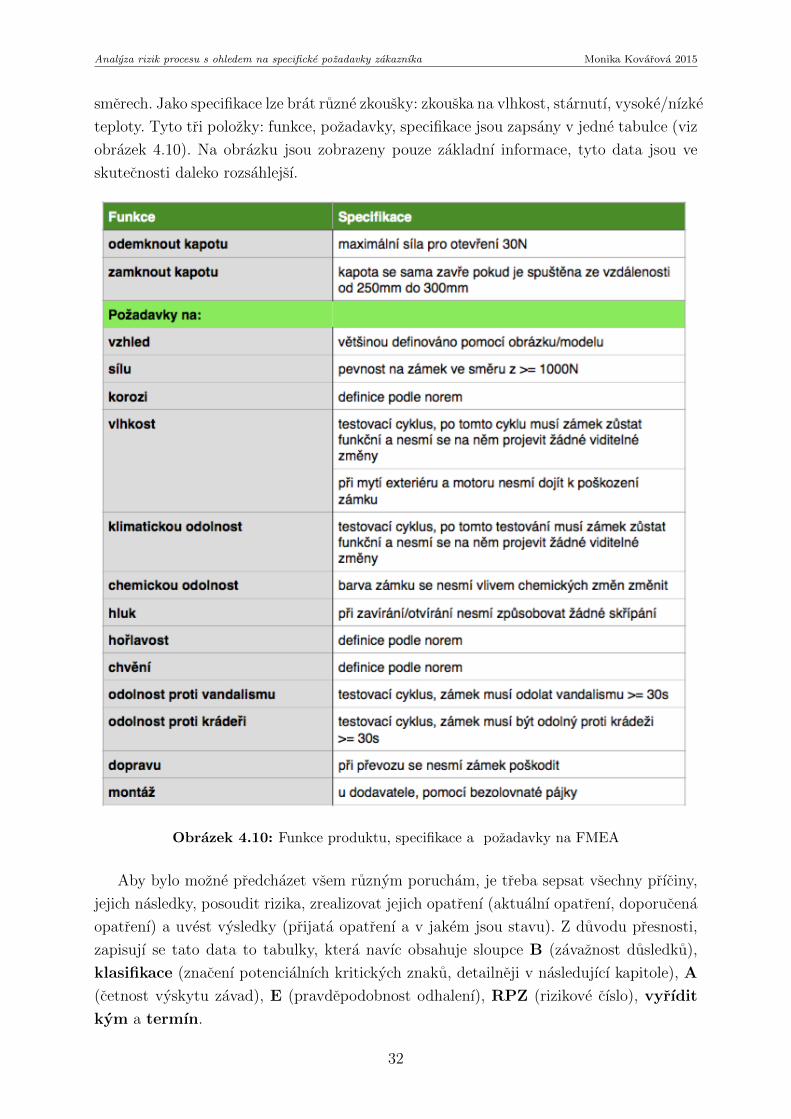
smerech. Jako specifikace lze brat ruzne zkousky: zkouska na vlhkost, starnutı, vysoke/nızke
teploty. Tyto tri polozky: funkce, pozadavky, specifikace jsou zapsany v jedne tabulce (viz
obrazek 4.10). Na obrazku jsou zobrazeny pouze zakladnı informace, tyto data jsou ve
skutecnosti daleko rozsahlejsı.
Obrazek 4.10: Funkce produktu, specifikace a pozadavky na FMEA
Aby bylo mozne predchazet vsem ruznym porucham, je treba sepsat vsechny prıciny,
jejich nasledky, posoudit rizika, zrealizovat jejich opatrenı (aktualnı opatrenı, doporucena
opatrenı) a uvest vysledky (prijata opatrenı a v jakem jsou stavu). Z duvodu presnosti,
zapisujı se tato data to tabulky, ktera navıc obsahuje sloupce B (zavaznost dusledku),
klasifikace (znacenı potencialnıch kritickych znaku, detailneji v nasledujıcı kapitole), A
(cetnost vyskytu zavad), E (pravdepodobnost odhalenı), RPZ (rizikove cıslo), vyrıdit
kym a termın.
32

Analyza rizik procesu s ohledem na specificke pozadavky zakaznıka Monika Kovarova 2015
4.2.1 Metoda FMEA produktu
Analyza prıcin a nasledku pri navrhu produktu je oznacovana jako DFMEA, tj. FMEA
navrhu produktu. Podporuje proces navrhu produktu zmırnovanım rizik tım, ze [2]:
• napomaha pri hodnocenı cılu navrhu produktu vcetne pozadavku na funkce
a zkoumanım alternativ navrhu produktu,
• hodnotı pocatecnı navrh produktu z hlediska pozadavku na vyrobu a montaz,
• zvysuje pravdepodobnost, ze zpusoby mozne poruchy a jejich dusledky s ohledem
na system a provoz vozidla jsou zohledneny v procesu navrhu,
• poskytuje doplnujıcı informace, ktere napomahajı pri planovanı detailnıch a ucinnych
programu navrhu produktu,
• vytvarı struktury otevrenych otazek pro doporucovanı a sledovanı opatrenı
zmırnujıcıch riziko,
• poskytuje budoucı odkaz pro resenı provoznıch zalezitostı, hodnocenı zmen navrhu
produktu a pro vypracovanı pokrocilych navrhu produktu.
DFMEA je bran jako zivy dokument a jeho vypracovanı by melo byt zahajeno pred
dokoncenım koncepce navrhu produktu. Tento dokument musı byt vzdy platny, proto by
mel byt prubezne aktualizovan. DFMEA dokument by mel byt dokoncen pred uvolnenım
seriove vyroby a mel by slouzit jako zdroj pro budoucı navrhy [2].
Navrh produktu se snazı zajistit dusledne zkoumanı navrhu produktu s cılem jiz v
etape navrhu odhalit nedostatky, ktere by predpokladany navrh mohl mıt. Jeste pred
jeho schvalenım pak realizovat opatrenı, ktera by tyto nedostatky odstranila.
Analyza a hodnocenı soucasneho stavu
Na zacatku se odpovedny pracovnık podrobne seznamı [10]:
• s pozadavky zakaznıka,
• s navrhovanym resenım,
• s jednotlivymi komponenty produktu,
• se zakladnımi charakteristikami,
• s funkcemi produktu.
33

Analyza rizik procesu s ohledem na specificke pozadavky zakaznıka Monika Kovarova 2015
Pote se produkt systematicky rozclenı na jednotlive soucasti a postupne se provadı
vlastnı analyza. Aby byla FMEA co nejucinnejsı, je potreba co nejsvedomiteji vyplnit
nasledujıcı tabulku (viz obrazky 4.11 a 4.12) a pokusit se napsat vsechny funkce, ktere
ma dany produkt mıt, a postupne doplnovat dalsı udaje v tabulce. Coz znamena ke kazde
funkci vypsat vsechny chyby, ktere by mohly u produktu nastat. Nasledne odvodıme,
jaky dopad bude mıt porucha na zakaznıka. Dale je nutne zjistit cetnost projevenı zavad
a pravdepodobnost odhalitelnosti.
Obrazek 4.11: Prıklad konstrukcnı FMEA 1. cast
Obrazek 4.12: Prıklad konstrukcnı FMEA 2. cast
34

Analyza rizik procesu s ohledem na specificke pozadavky zakaznıka Monika Kovarova 2015
Stanovenı rizik produktu
Jak jiz bylo zmıneno, k overenı vhodnosti navrhovaneho resenı pred uvolnenım do rea-
lizacnı faze se posuzujı tri dılcı kriteria, ktera se nasledne hodnotı znamkou:
• zavaznost dusledku (4.13),
• ocekavany vyskyt zavady (4.14),
• odhalitelnost vady (4.15).
Tato kriteria jiz nespadajı do analyzy rizik, ale do hodnocenı rizika. Hodnocenı rizik je
proces, pri kterym se utvarı usudek o prijatelnosti rizika na zaklade analyzy rizika, a pri
kterem se berou v uvahu faktory, jako jsou socialne-ekonomicka hlediska a hlediska vlivu
na zivotnı prostredı. Hodnocenı techto kriteriı se provadı na bodove stupnici od 1 do 10
bodu.
V praxi tedy mame nasledujıcı postup. Nejprve urcıme prıciny vady neboli technicke
moznosti vzniku vady, a potom z nich odvozujeme odhad cetnosti vad. Pri hodnocenı
vyskytu se berou v uvahu pouzıvana preventivnı opatrenı. Pokud je odhalitelnost vady
ci prıciny vysoka, je bodove hodnocenı nızke, ale pokud vadu nelze odhalit, je bodove
hodnocenı vysoke.
Po stanovenı vsech trı bodovych hodnocenı se pro kazdou moznou vadu, ktera je vy-
volana urcitou prıcinou, vypocıtava integrovane kriterium tzv. rizikove cıslo (na obrazcıch
znaceno jako RPN). Toto cıslo predstavuje soucin prıslusnych bodovych hodnocenı jed-
notlivych kriteriı a jeho hodnoty se mohou pohybovat v rozmezı od 1 do 1000 [2]:
rizikove cıslo = vyznam x vyskyt x odhalitelnost (4.5)
Po provedenem hodnocenı a stanovenı rizikovych cısel nasleduje vyclenenı skupiny
techto moznych vad, jejichz rizikova cısla jsou prılis vysoka a bude u nich nutne navrh-
nout opatrenı ke snızenı rizika [2]. Jak tedy stanovit, u kterych funkcı se bude navrhovat
opatrenı? Snızenı rizika bude nutne zvlaste ve dvou prıpadech. Prvnı prıpad se objevı pri
zobrazenı kritickeho znaku ve FMEA (viz nıze). A druhy prıpad nam vyplyne pri pouzitı
Paretovy analyzy.
Pro hodnocenı zavaznosti rizika se pouzıvajı tzv. potencionalnı zvlastnı znaky (PZZ)
(viz obrazek 4.11, sloupec klasifikace). Mnozstvı a trıdenı takovych znaku je vecı
konkretnı organizace. Metodika WITTE pouzıva tyto dva znaky (obrazek 4.16):
• YS,
• YC.
35

Analyza rizik procesu s ohledem na specificke pozadavky zakaznıka Monika Kovarova 2015
Obrazek 4.13: Konstrukcnı FMEA (navrh kriteriı K-FMEA pro vyhodnocenı zavaznosti
dusledku)
Podle vybrane metodiky muzeme konstatovat, jaka jsou kriteria vyberu YS a YC po-
tencialnıch zvlastnıch znaku. Pokud si zvolıme metodiku WITTE, bude se PZZ vyskytovat
pri hodnocenı zavaznosti od 7 do 10. Znak YS se bude vyskytovat pro hodnotu zavaznosti
7 nebo 8 a zaroven vyskyt musı byt hodnocen od 4 do 10.
36

Analyza rizik procesu s ohledem na specificke pozadavky zakaznıka Monika Kovarova 2015
Obrazek 4.14: Konstrukcnı FMEA (navrh kriteriı pro vyhodnocenı vyskytu cetnosti zavady)
Znak YC se bude vyskytovat pro hodnoty zavaznosti 9 nebo 10.
Tyto PZZ2 zapisujeme do sloupce klasifikace. Znaky PZZ jsou dulezite pro dalsı zpra-
covanı a predevsım pro navrhy opatrenı.
Stanovenı rizik (neboli stanovenı moznych chyb) se urcuje pomocı ocekavane funkce
(napr. zamek se zamkne a drzı zamceny) a nasledne se ptame na mozne chyby teto funkce.
Vychazıme pritom z napovedy:
• zadna funkce (napr. zamek se nezamkne),
• castecna funkce (napr. zamek nema pevnost),
• prerusovana funkce (napr. zamek se zamkne jenom nekdy),
• necekana funkce (napr. zamek se zamkne a poskodı pritom striker).
Nasledne se vytvorı strom prıcin, kde se zaznamena, jak k chybe doslo a zpusob redukce
prıciny vzniku vady.
2Tyto PZZ se mohou, ale nemusı v podobe CC a SC znaku objevit na vykresu.
37

Analyza rizik procesu s ohledem na specificke pozadavky zakaznıka Monika Kovarova 2015
Obrazek 4.15: Konstrukcnı FMEA (navrh kriteriı K-FMEA pro vyhodnocenı odhalitelnosti)
Navrh opatrenı
U nejrizikovejsı skupiny moznych vad, ktere jsou vyvolany prıslusnymi prıcinami, clenove
tymu navrhujı vhodna opatrenı (prevence), ktera by vedla ke snızenı rizika techto moznych
vad. Predevsım tam, kde se v dokumentu FMEA vyskytujı kriticke znaky, je potreba
navrhnout specialnı opatrenı. Opatrenı se delı na aktualnı a doporucene opatrenı.
Aktualnı opatrenı (Current Design Controls) nam v casti P (Prevention) rıkajı,
proc si myslıme, ze design bude proveden dobre (provedeme tolerancnı vypocet, FEM3
analyzu nebo prevezmeme zkusenosti z jineho projektu). Cast D (Detection) popisuje,
jak se bude navrh testovat a merit. Pokud testy nedopadnou podle ocekavanı musıme
navrhnout dalsı opatrenı.
3FEM (Finite Elements Methods), neboli Metoda konecnych prvku.
38

Analyza rizik procesu s ohledem na specificke pozadavky zakaznıka Monika Kovarova 2015
Obrazek 4.16: Potencionalnı zvlastnı znaky
Doporucena opatrenı (Recommended Action) majı dve casti PV (Product Verifi-
cation - neboli overenı produktu) a DV (Design Verification - neboli overenı designu pred
vyvojovou fazı).
Hodnocenı stavu po realizaci opatrenı
Po realizaci opatrenı se hodnotı nova rizika jednotlivych moznych vad, na ktere byla
prıslusna opatrenı zamerena. Do zakladnıho formulare se zaznamenavajı nove provedena
opatrenı a prıslusna bodova hodnocenı vcetne novych hodnot rizikovych cısel. Tento po-
stup nam umoznı hodnotit ucinnost provedenych opatrenı. Pokud se ucinnost neprojevı,
je treba navrhnout ucinnejsı opatrenı a opetovne prepocıtat rizikova cısla [2].
4.2.2 FMEA procesu
FMEA procesu se obvykle provadı pred zahajenım vyroby novych ci inovovanych vyrobku,
ale take pri zmenach technologickeho postupu. Obvykle nasleduje po FMEA navrhu pro-
duktu, na kterou navazuje a jejıchz vysledku vyuzıva. Za provedenı FMEA procesu je
nejcasteji odpovedny povereny pracovnık vyvoje technologie. Jako u FMEA produktu se
i zde hledajı prıciny vsech moznych vad vyrobnıho procesu, a to pomocı navrhovaneho
postupu realizace, ktery umoznuje odhalit slaba mısta procesu a iniciovat jeho zkvalitnenı.
Technologicky postup by mel zahrnovat vsechny faze vyroby, ale i rovnez povyrobnı ope-
race az do okamziku predanı vyrobku zakaznıkovi [2].
PZZ z FMEA produktu musı byt”zajisteny“. Jinymi slovy musıme rozhodnout, co je
nutno udelat, aby bylo riziko oznacene PZZ eliminovano. Tento problem je mozne vyresit
v ramci procesnı FMEA (naprıklad pouzitım pouze povolenych latek mısto zakazanych).
Pak jsou obvykle tyto znaky oznacovany jako SC nebo CC. Z oznacenı nam vyplyva,
ze z PZZ se stavajı ZZ (zvlastnı znaky viz obrazek 4.17) a jejich zajistenı ve vyrobe je
obvykle kontrolovano nejakou 100% kontrolou (nenı to ale pravidlo). Jako prıklad muzeme
uvest vysku hlavy nytu. Stroj, na kterem nytuji, oznacım CC znakem a vysku nytu budu
sledovat s vyuzitım SPC. Ukazatel Cpk si nastavım na hodnotu 1,67. Pokud Cpk skutecne
udrzım na hodnote 1,67, pak mam jistotu, ze pocet vadne zanytovanych spoju neprekrocı
1 z milionu (1ppm).
39

Analyza rizik procesu s ohledem na specificke pozadavky zakaznıka Monika Kovarova 2015
Obrazek 4.17: Procesnı FMEA (Zvlastnı znaky)
Analyza a hodnocenı soucasneho stavu
Ukolem tymu je identifikovat vsechny mozne vady, ktere se mohou v prubehu dane ope-
race na vyrabenem produktu vyskytnout. Tyka se to predevsım vad, ktere se prenesou
do konecneho produktu a vad, ktere zpusobı, ze nektera z nasledujıcıch operacı nebude
uspesna. Ke kazde vade se opet stanovı vsechny mozne prıciny, ktere by ji mohly vyvolat.
U vad se nejprve analyzujı preventivnı opatrenı, ktera zamezujı pusobenı mozne prıciny
vady a tedy i vzniku vady.
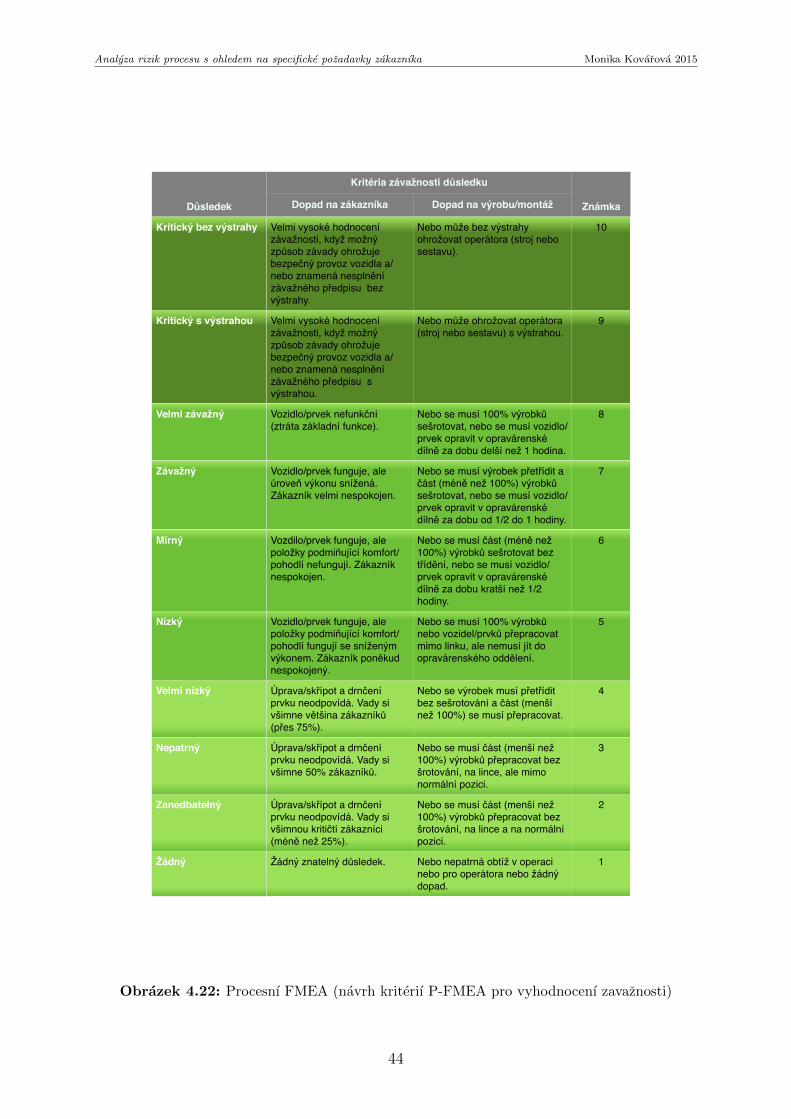
Pro hodnocenı vyznamu ocekavaneho vyskytu, odhalitelnosti a zavaznosti vad se
pouzıvajı desetibodove stupnice (obrazky 4.20, 4.21, 4.22). Sablona na FMEA procesu je
shodna jako sablona na FMEA produktu, pouze se resı jine problemy (jiz ne konstrukcnı,
ale procesnı).
Ukazkovou procesnı FMEA je mozno videt na obrazcıch 4.18 a 4.19 , kde A je hod-
nocenı vyskytu zavady, E je odhalitelnost zavady a B je hodnocenı zavaznosti. Pokud je
zavaznost hodnocena stupnem 9 nebo 10 je potreba ve sloupecku klasifikace poznamenat
CC znak (potencialnı kriticky znak). Pokud je zavaznost hodnocena stupnem 7 nebo 8,
znacı se kriticky znak SC. Pokud se nam v procesnı FMEA objevı kriticky znak, proces
musı byt statisticky zvladnutelny. Statisticky zvladnutelny proces se hodnotı pomocı Cpk
(mıra stability procesu, viz kapitola Metoda SPC).
Pokud se uvedeny znak objevı v procesnı FMEA, je potreba vypracovat kontrolnı
plan, ktery zahrnuje pozadavek, jak casto se majı provadet kontroly na stanovisti. Kazde
stanoviste s kontrolnım planem musı byt jednoznacne oznaceno a kazdy vysledek kontroly
se musı zapsat do regulacnı karty.
Stanovenı rizik procesu
Pri posuzovanı pravdepodobnosti odhalenı vady tym posuzuje ucinnost pouzıvanych kon-
trolnıch postupu pro odhalenı mozne vady pred tım, nez produkt nebo soucast opustı
mısto vyroby nebo montaze. Rizikove cıslo jednotlivych moznych vad vyvolanych urcitou
prıcinou se stejne jako u FMEA navrhu produktu vypocıtava jako soucin bodoveho hod-
nocenı vyznamu vady, pravdepodobnosti vyskytu vady a pravdepodobnosti odhalenı vady
[2].
40

Analyza rizik procesu s ohledem na specificke pozadavky zakaznıka Monika Kovarova 2015
Vypocet rizikoveho cısla je tedy:
rizikove cıslo = vyznam x vyskyt x odhalitelnost (4.6)
V tabulkach FMEA se znacı jako RPN a toto cıslo se pohybuje v rozmezı od 1 do
1000.
Posuzovanı rizika se muze provadet s vyuzitım vyvojoveho diagramu procesu s cılem
zjistit, ktera z techto operacı nebo jednotlivych kroku muze mıt dopad na vyrobu a montaz
produktu.
Navrh opatrenı
V ramci doporucenych opatrenı (Recommended Action) uplatnujeme ruzna opatrenı
(naprıklad jiz zminovanou metodu Poka Yoke, preventivnı udrzbu, vizualnı kontrolu, pe-
riodickou kontrolu, 100% kontrolu a dalsı). Navrzena opatrenı jsou v zasade zamerena na
zmenu konstrukce, technologie nebo kontroly.
Hodnocenı stavu po realizaci opatrenı
Po navrzenı opatrenı na snızenı kritickych hodnot vad se prepocıta cıslo RPN a vyhod-
nocuje se, zda dosud navrzena opatrenı jsou dostatecna. Pokud je riziko stale vyssı nez
prijatelne, navrhneme dalsı opatrenı. Jestlize jsme spokojeni s hodnotou rizikoveho cısla,
do kolonky Stav zapisujeme stav realizace konkretnıho opatrenı (viz obrazek 4.19).
Je dulezite si uvedomit, ze kazdy navrh opatrenı nas neco stojı. Proto je dulezite najıt
kompromisnı resenı mezi cenou a zavaznostı dusledku vad.
Obrazek 4.18: Ukazka procesnı FMEA 1. cast
41

Analyza rizik procesu s ohledem na specificke pozadavky zakaznıka Monika Kovarova 2015
Obrazek 4.19: Ukazka procesnı FMEA 2. cast
Obrazek 4.20: Procesnı FMEA (navrh kriteriı P-FMEA pro vyhodnocenı vyskytu)
42

Analyza rizik procesu s ohledem na specificke pozadavky zakaznıka Monika Kovarova 2015
Odhalení KritériaDruh kontroly
Návrh rozsahu metod odhalování
ZnámkaZajištěno
proti chybám
Kontrola kalibrem
Ruční kontrola
Téměř vyloučené
Absolutní jistota, že porucha nebude odhalena.
XNedá se odhalit nebo se
nekontroluje.10
Velmi nepravdě-podobné
Kontrola poruchu pravěpodobně neodhalí. X
Kontrola se provádí jen nepřímo nebo
náhodnými kontrolami.
9
Nepravdě-podobné
Kontrola má malou šanci poruchu odhalit. X
Kontrola se provádí jen vizuální kontrolou.
8
Velmi nízká pravdě-podobnost
Kontrola může poruchu odhalit. X
Kontrola se provádí jen dvojí vizuální kontrolou.
7
Nízká pravdě-podobnost
Kontrola může poruchu odhalit. X X
Kontrola se provádí pomocí diagramů jako je
SPC.
6
Mírná pravdě-podobnost
Kontrola má dobrou šanci poruchu odhalit.
XKontrola se opírá o
měření, když součásti opustily pracoviště,
NEBO kontrolu kalibrem sta procent součástí,
když opustily pracoviště.
5
Poněkud vyšší pravděpo-dobnost
Kontrola má dobrou šanci poruchu odhalit.
X XOdhalování chyb v
následných operacích, NEBO kontrolu kalibrem prováděná po seřízení a
kontrola prvního kusu (jen po seřizování).
4
Vysoká pravděpo-dobnost
Kontrola má dobrou šanci poruchu odhalit.
X XOdhalení chyb na pracovišti NEBO v
následujících operacích vícenásobnými
přejímkami: při dodání, výběru, instalaci,
verifikaci. Nedají se převzít neshodné
součásti.
3
Velmi vysoká pravděpo-dobnost
Kontrola téměř s jistotou poruchu odhalí.
X XOdhalení chyb na
pracovišti (automatické měření s automatickým pozastavením). Nemůže propustit neshodné díly.
2
Téměř jistota
Kontrola odhalí poruchu s jistotou. X
Neshodné součásti se nedají vyrobit, protože
prvek byl návrhem procesu/výrobku proti vzniku vad zajištěn.
1
Obrazek 4.21: Procesnı FMEA (navrh kriteriı P-FMEA pro vyhodnocenı odhalitelnosti)
43
Analyza rizik procesu s ohledem na specificke pozadavky zakaznıka Monika Kovarova 2015
Důsledek
Kritéria závažnosti důsledku
ZnámkaDopad na zákazníka Dopad na výrobu/montáž
Kritický bez výstrahy Velmi vysoké hodnocení závažnosti, když možný způsob závady ohrožuje bezpečný provoz vozidla a/nebo znamená nesplnění závažného předpisu bez výstrahy.
Nebo může bez výstrahy ohrožovat operátora (stroj nebo sestavu).
10
Kritický s výstrahou Velmi vysoké hodnocení závažnosti, když možný způsob závady ohrožuje bezpečný provoz vozidla a/nebo znamená nesplnění závažného předpisu s výstrahou.
Nebo může ohrožovat operátora (stroj nebo sestavu) s výstrahou.
9
Velmi závažný Vozidlo/prvek nefunkční (ztráta základní funkce).
Nebo se musí 100% výrobků sešrotovat, nebo se musí vozidlo/prvek opravit v opravárenské dílně za dobu delší než 1 hodina.
8
Závažný Vozidlo/prvek funguje, ale úroveň výkonu snížená. Zákazník velmi nespokojen.
Nebo se musí výrobek přetřídit a část (méně než 100%) výrobků sešrotovat, nebo se musí vozidlo/prvek opravit v opravárenské dílně za dobu od 1/2 do 1 hodiny.
7
Mírný Vozdilo/prvek funguje, ale položky podmiňující komfort/pohodlí nefungují. Zákazník nespokojen.
Nebo se musí část (méně než 100%) výrobků sešrotovat bez třídění, nebo se musí vozidlo/prvek opravit v opravárenské dílně za dobu kratší než 1/2 hodiny.
6
Nízký Vozidlo/prvek funguje, ale položky podmiňující komfort/pohodlí fungují se sníženým výkonem. Zákazník poněkud nespokojený.
Nebo se musí 100% výrobků nebo vozidel/prvků přepracovat mimo linku, ale nemusí jít do opravárenského oddělení.
5
Velmi nízký Úprava/skřípot a drnčení prvku neodpovídá. Vady si všimne většina zákazníků (přes 75%).
Nebo se výrobek musí přetřídit bez sešrotování a část (menší než 100%) se musí přepracovat.
4
Nepatrný Úprava/skřípot a drnčení prvku neodpovídá. Vady si všimne 50% zákazníků.
Nebo se musí část (menší než 100%) výrobků přepracovat bez šrotování, na lince, ale mimo normální pozici.
3
Zanedbatelný Úprava/skřípot a drnčení prvku neodpovídá. Vady si všimnou kritičtí zákazníci (méně než 25%).
Nebo se musí část (menší než 100%) výrobků přepracovat bez šrotování, na lince a na normální pozici.
2
Žádný Žádný znatelný důsledek. Nebo nepatrná obtíž v operaci nebo pro operátora nebo žádný dopad.
1
Obrazek 4.22: Procesnı FMEA (navrh kriteriı P-FMEA pro vyhodnocenı zavaznosti)
44

Kapitola 5
Software SCIO-FMEA
Software SCIO-FMEA poskytuje spolecnost PLATO, ktera vyvıjı profesionalnı softwarove
resenı pro [11]:
• strojırenstvı,
• management kvality.
Pro strojırenstvı jsou urceny softwary pro system a analyzu rizik (FMEA), pozadavky
na rızenı, specifikace procesu a dalsı. U managementu kvality se uzıvajı softwary pro
spravu dokumentu, rızenı vztahu se zakaznıky a vedenı auditu. Vsechny tyto moduly je
mozne propojit a dıky centralnı databazi je vyuzıvat spolecne [11].
Dıky softwaru SCIO-FMEA, ktery vyuzıva spolecnost WITTE Nejdek, je mozne au-
tomatizovat vytvarenı procesnı i konstrukcnı FMEA. Tento software funguje jako preven-
tivnı metoda, ktera zabranuje selhanı, redukuje prıpadne chyby v produktech i v procesech
a dokaze navrhnout vhodna opatrenı. Pri vyuzıvanı tohoto softwaru spolecnost WITTE
Nejdek snizuje naklady na vyvoj [11].
SCIO-FMEA se pouzıva pro vyrobky a vyrobnı procesy v oblasti automobiloveho
prumyslu, letectvı, strojırenstvı a v dalsıch odvetvıch. Tento software uklada vsechna data
z vyrobnıho planu a z blokovych schemat do jedne centralnı databaze. Tım je zajistena
efektivnı ucinnost tymove prace ve vsech oddelenıch [11].
Spolecnost PLATO garantuje jednoduchou obsluhu softwaru, kterou zvladnou i zacate-
cnıci. Dıky grafickemu znazornenı se kazdy uzivatel muze v tomto programu snadno
orientovat. SCIO-FMEA dokaze porovnavat a hodnotit vysledky, cımz usnadnuje praci
zamestnancum. Vytvorene tabulky je mozne exportovat do Microsoft Excelu nebo do
formatu pdf. Tento software dokaze analyzovat rizikove cıslo RPN, umı vytvorit Paretovu
analyzu a zobrazit”grafy rizik“ [11].
45

Kapitola 6
Pozadavky zakaznıku na FMEA
V soucasnosti predstavuje automobilovy prumysl spicku kvality a spolehlivosti dosahova-
nou v systemech managementu kvality, a to nejen na urovni pozadavku technicke speci-
fikace CSN P ISO/TS 16949, ale predevsım dynamickym rozvojem progresivnıch metod
a technik rızenı kvality ve vyrobe seriovych produktu a nahradnıch dılu pro montaznı
zavody automobilu na zaklade specifickych pozadavku vyrobcu automobilu CSR OEMs
(Customer Specific Requirements, Original Equipment Manufacturers). Naprıklad sku-
pina VW vydala ve svem Formel Q pozadavek na jmenovanı zmocnence pro bezpecnost
vyrobku, ktery musı byt uveden v databance dodavatelu [12].
Zminovana technicka specifikace CSN P ISO/TS 16949 byla vyvinuta spolecne s cleny
IATF (International Automotive Task Force). Tato norma rozsiruje system jakosti o zvlastnı
pozadavky na pouzıvanı ISO 9001:2008 v organizacıch zajist’ujıcıch seriovou vyrobu a vyrobu
nahradnıch dılu v automobilovem prumyslu [12].
IATF (International Task Force Automotive) je skupina automobilovych vyrobcu, je-
jichz profesnı sdruzenı ma poskytnout zlepsenı kvality produktu pro automobilove zakaznıky
po celem svete. IATF je odpovedna za [12]:
• rozvoj konsensu o mezinarodnıch pozadavcıch na system zakladnı kvality,
• rozvoj zasad a postupu pro registracnı systemy tretıch stran.
Ucelem dokumentu je popsat hlavnı pozadavky, ktere musı organizace dodrzet, aby
mohly produkty pro zakaznıky dodavat. Vsichni dodavatele jsou zadani, aby se zavazali
k dodrzovanı specifickych pozadavku. Hlavnı pozadavky zakaznıku jsou velmi rozsahle
tema a mohou byt rozdeleny do dvou podskupin:
• Standardy,
• Lastenhefty.
Mezi Standardy patrı pravnı i jine pozadavky (napr. bezpecnost, odolnost proti kradezi),
ktere jsou zavisle na trhu, pro ktery je vyrobek urcen. Do Lastenheftu patrı napr. obecne
pozadavky, konkretnı popis vyrobku a dalsı.
46

Analyza rizik procesu s ohledem na specificke pozadavky zakaznıka Monika Kovarova 2015
Dale spolecnost muze vychazet i z vlastnıch zkusenostı. Dıky temto zkusenostem muze
firma zahrnout dalsı vlastnı pozadavky, a tak predejıt prıpadnym rizikum.
Zakaznık tedy poskytne dodavateli specificke pozadavky, projektovy tym FMEA tyto
pozadavky vyhodnotı. Tyto pozadavky bud’ akceptuje, nebo pripomınkuje, a odesle zpatky
zakaznıkovi na dalsı projednavanı (jedna se tedy o vıcekolovy proces). Pokud pripomınky
zakaznık schvalı, sepıse se smlouva a dodavatel se snazı o dodrzenı danych podmınek,
ktere je mozne zpresnovat behem celeho vyvoje.
6.1 Specificke pozadavky zakaznıku
Jak jiz bylo receno, kazdy zakaznık muze mıt jine pozadavky, i kdyz se treba jedna o stejny
produkt. Jednım z duvodu muze byt rozdılne podnebı. Pokud u nas naprıklad stacı, aby
zamek od dverı fungoval pri teplotach od −40◦C do +90◦C, v Rusku to jiz stacit nemusı.
Kazdy stat ma take jine pravnı pozadavky, standardy nebo jiny druh znacenı. Jako prıklad
bych zde uvedla treba potraviny. Vezmeme-li jogurt v marketu u nas a stejny koupıme v
Nemecku a porovname-li mezi sebou etikety, zjistıme, ze se mohou lisit ve slozenı. Stejne
je to v oblasti automotive.
Je v zajmu dodavatele zjistit si, jake jsou na danem trhu pravnı pozadavky, a podle
toho se rıdit jiz pri vyvoji a vyrobe produktu. Vsechny tyto pravnı pozadavky musı
dodavatel splnit, a to bez vyjimky. O specifickych pozadavcıch je mozne mezi dodavatelem
a zakaznıkem jednat a dojıt tak ke kompromisu. Zakaznık prıpadne muze ustoupit ze
sveho pozadavku, protoze nenı ochoten zaplatit vyssı castku, kterou dodavatel pozaduje
za akceptovanı daneho pozadavku.
V dalsı casti textu je uveden strucny prehled pozadavku spolecnosti Ford Motor Com-
pany a analyza pozadavku zakaznıka firmy WITTE Nejdek. Je nutne podotknout, ze
zde nejsou uvedeny veskere informace. Z duvodu citlivych dat nebylo mozne vsechny
pozadavky zverejnit. Protoze jsem nedostala povolenı od jinych spolecnostı, nemohla jsem
uvest data z jinych firem.
6.1.1 Ford Motor Company
Spolecnost Ford Motor Company svoje specificke pozadavky shrnuje ve velkem mnozstvı
norem, pokynu a dalsıch dokumentu. Lze je delit do nasledujıcıch skupin:
• vseobecne,
• logisticke,
• standardy,
• pozadavky na jakost,
• prodej,
47

Analyza rizik procesu s ohledem na specificke pozadavky zakaznıka Monika Kovarova 2015
• zivotnı prostredı.
Produkty a postupy majı popsane specificke vlastnosti (pozadavky), ktere se charak-
terizujı pomocı specialnıch znaku (obrazek 6.1). Tyto specialnı znaky vyzadujı zvlastnı
pozornost a musı se kontrolovat, aby se minimalizovalo riziko neprıznivych dusledku. V
textu jsme se jiz zminovali o SC, YC, YS a CC znacıch. Ford rozlisuje tyto specialnı znaky
[9]:
• ∇(nebo CC),
• HI.
Obrazek 6.1: Ford: specificke znaky [9]
Znak ∇ oznacuje kriticke vlastnosti (jedna se o znak CC, Ford ma pouze jine znacenı).
Jsou to takove parametry a pozadavky na vyrobky, ktere mohou mıt vliv na soulad
s narızenım vlady a bezpecnou funkci vozidla/vyrobku. Pokud se tento znak objevı v
navrhu FMEA, musı se navrhnout specialnı postup a znak musı byt uveden v kontrolnım
planu. Znak ∇ ma vliv jak na produkt, tak i na zakaznıka [9].
OS (Operator Safety) oznacuje bezpecnost operatora a vztahuje se k parametrum,
ktere nemajı vliv na proces, ale mohou mıt vliv na bezpecnost v provozu procesu (naprıklad
bezpecnost a ochranu zdravı pri praci).
Znak HI (High Impact) je spojen s parametry, ktere vyrazne ovlivnujı fungovanı pro-
cesu.
Ford dale pozaduje tyto specialnı pozadavky:
1. je potreba vyvinout veskere usilı k odstranenı vsech rizik, ktera jsou u specifickych
znaku pomocı ruznych opatrenı, tato opatrenı majı zlepsit odolnost produktu a zlepsit
procesy,
48

Analyza rizik procesu s ohledem na specificke pozadavky zakaznıka Monika Kovarova 2015
2. dodavatel zodpovıda za vyrobnı proces, ktery byl schvalen zakaznıkem,
3. dodavatel musı zajistit vcasnou revizi, distribuci a musı dodrzovat technicke normy,
4. pokud dodavatel udela zmenu ve vyrobnım planu, musı byt vcas provedena analyza
proveditelnosti, jejız doba trvanı nesmı prekrocit dva pracovnı tydny,
5. kazda zmena musı byt zaznamenana a zdokumentovana (vcetne data provedenı
zmeny),
6. organizace musı provest procesnı studie u vsech vyrobnıch procesu, ktere majı overit
schopnost procesu a poskytnout dalsı vstup pro rızenı procesu,
7. vysledky procesu studiı musı byt dolozeny se specifikacemi, merenım a testovanım
a s pokyny k udrzbe,
8. dokumenty musı obsahovat cıle vyrobnıho procesu schopnosti, spolehlivosti,
udrzovatelnosti a dostupnosti, jakoz i kriteria pro prijetı,
9. organizace musı dodrzovat kapacitu a vykon vyrobnıho procesu (jak bylo schvaleno
zakaznıkem),
10. organizace musı zajistit, aby kontrolnı plan a postup byly dodrzovany predevsım v
• merenı,
• planech odberu vzorku,
• kriteriıch pro prijetı dodavky,
11. organizace zajistı 100% kontrolu nad castı procesu, ktera nenı staticka nebo je ne-
stabilnı (tyto plany jsou prezkoumany a odsouhlaseny zakaznıky, je-li to nezbytne),
12. analyza merıcıho systemu,
• ve statistickych studiı se musı analyzovat rozdıly u jednotlivych typu merenı
(tento pozadavek se vztahuje na planovanı kontroly),
• analyticke metody a prejımacı kriteria musı odpovıdat prıruckam pro analyzu
merenı systemu (dalsı analyticke metody a prejımacı kriteria mohou byt pouzity,
jestlize jsou schvaleny zakaznıkem),
13. jakekoliv zmeny se musı posuzovat, schvalovat a musı byt v souladu s pozadavky
zakaznıku (musı byt overeny pred zavedenım),
14. zakaznık musı byt informovan o vsech zmenach.
49

Analyza rizik procesu s ohledem na specificke pozadavky zakaznıka Monika Kovarova 2015
6.1.2 Analyza pozadavku WITTE Nejdek
Ve firme WITTE Nejdek jsou specificke pozadavky zakaznıku archivovany v souboru
s nazvem Analyza pozadavku zakaznıku a prubezne jsou aktualizovany v informacnım
systemu pro kazdeho zakaznıka zvlast’. Tento soubor Analyza pozadavku zakaznıka se dale
delı na 6 samostatnych listu:
• Product characteristics (charakteristika produktu),
• Customer specific requirements (analyza specifickych pozadavku zakaznıka),
• Legal requirement, Standards (analyza zakonnych pozadavku a norem),
• Quality history (poucenı ze zkusenostı z predchozıch projektu),
• Other requirements (ostatnı pozadavky, ktere nelze uvest do predchazejıcıch listu),
• Open points (seznam otevrenych bodu k resenı se zakaznıkem).
Nektere tyto specifikace mohou byt obecne a nektere jsou svazane s konkretnım pro-
duktem.
Pro lepsı nazornost si uvedeme prıklad urciteho produkt: zamek kapoty u automobilu.
Charakteristika produktu je v tomto prıpade rozdelena do trı castı:
• zamek,
• system,
• striker.
Funkce produktu a specifikace produktu se zaznamenajı do tabulky. Do sloupecku
funkce zapıseme hlavnı funkce castı produktu naprıklad: otevıranı, zavıranı, indikace,
vzhled, zivotnost, sıla koroze, klimaticka odolnost, chemicka odolnost, hluk, horlavost,
chvenı, odolnost proti vandalismu, rozhranı zamku x vozidla, rozhranı zamku x kabeloveho
svazku, rozhranı zamku x bovdenoveho kabelu, rozhranı zamku x udernıku, oznacenı,
doprava, montaz a servis. Do sloupecku specifikace zapıseme urcite specifikace pro danou
funkci. V tomto konkretnım prıpade by tabulka mohla vypadat takto:
1. hlavnı funkce: uvolnenı kapoty pri otvıranı a navratu zpatky do vychozı
polohy
specifikace:
• sıla pro odjistenı haku maximalne 20N, minimalne 14N,
• draha pro odjistenı haku maximalne 32,5mm, minimalne 24,5mm,
• celkova draha pro zdvih paky je maximalne 26mm,
• sıla pro odjistenı haku je maximalne 20N, minimalne 14N,
50

Analyza rizik procesu s ohledem na specificke pozadavky zakaznıka Monika Kovarova 2015
• zajistenı kapoty vahou je maximalne 55N,
2. hlavnı funkce: uzavrenı kapoty na striker
specifikace:
• pri zavıranı kapoty vlastnı vahou musı hak zajistit striker,
• lze zajistit nebo zavrıt,
3. pevnost:
specifikace:
• provest zkousku na vytrzenı paky pri teplotach od -35◦C az do 110◦C alespon
10krat,
• provest zkousku na pevnost paky v krutu pri teplotach od -35◦C az do 110◦C
alespon 10krat,
4. vzhled:
specifikace:
• cerna barva,
5. koroze:
specifikace:
• musı odolavat cervene korozi vıce nez 720 hodin,
• musı byt funkcnı i po koroznı zkousce,
• musı odolavat bıle korozi vıce nez 200 hodin,
6. klimaticka odolnost:
specifikace:
• odolnost pri 80◦C,
• vysokotlake mytı,
7. odolnost proti kradezi:
specifikace:
• zamek nenı mozne otevrıt z vnejsku za mene nez dve minuty,
51

Analyza rizik procesu s ohledem na specificke pozadavky zakaznıka Monika Kovarova 2015
8. hluk:
specifikace:
• otevıranı je bez rusivych zvuku,
9. chemicka odolnost:
specifikace:
• musı odolat pusobenı provoznıch kapalin minimalne 5 minut,
• hluk v provozu bez rusivych zvuku
10. rozhranı zamku x vozidla:
specifikace:
• vzdalenost od kapoty v uzamcene poloze maximalne 45mm, minimalne 10mm,
• vzdalenost od kapoty v odemcene poloze minimalne 25mm,
• vzdalenost paky od vnitrnıho panelu pri zavıranı minimalne 25mm,
11. rozhranı zamku x strikeru:
specifikace:
• minimalnı prumer strikeru je 7,1mm,
12. oznacenı:
specifikace:
• viditelne znacenı i po montazi,
6.1.3 Analyza specifickych pozadavku
Zakaznık (v nasem prıklade Ford Motor Company) posle dodavateli (WITTE Nejdek)
svoje pozadavky na urcity produkt. Pro lepsı prehlednost se tyto pozadavky dale delı.
Naprıklad pozadavek na kvalitu, spolehlivost, material, zivotnost a mnoho dalsıch. Do-
davatel (neboli odborny tym) se s touto analyzou seznamı a ke kazdemu pozadavku se
vyjadrı. Zpusoby, jak se muze rozhodnout, jsou tri:
• akceptovano (schvaleno),
• neakceptovano (zamıtnuto),
• upresnit.
52

Analyza rizik procesu s ohledem na specificke pozadavky zakaznıka Monika Kovarova 2015
Pod pojmem akceptovano dodavatel rıka, ze splnı zakaznıkuv pozadavek, poprıpade
napıse nejakou poznamku za jakych podmınek lze pozadavek splnit. Dodavatel muze
zakaznıkuv pozadavek zamıtnout z nekolika duvodu. Jednım z duvodu muze byt, nerea-
lizovatelnost pozadavku (naprıklad zakaznık chce levou a pravou kliku, ale zaroven chce
aby byly symetricke). Pokud zakaznık nedostatecne upresnı svuj pozadavek a dodavateli
nenı zcela jasne zadanı, je treba lepe definovat pozadavek a oznacit ho jako nepresny.
Ukazkovy prıklad analyzy specifickych pozadavku je znazornen na obrazcıch 6.2 a 6.3.
Obrazek 6.2: Analyza zakaznickych pozadavku pro vnejsı kliku 1. cast
53

Analyza rizik procesu s ohledem na specificke pozadavky zakaznıka Monika Kovarova 2015
Obrazek 6.3: Analyza zakaznickych pozadavku pro vnejsı kliku 2. cast
54

Kapitola 7
Genericka FMEA
Generickou metodu FMEA (GFMEA) lze definovat jako obecnou metodu FMEA pro
urcity typ konstrukcnıho resenı nebo procesnıho kroku, ktere se ve spolecnosti casto ob-
jevuje. Nema smysl psat generickou FMEA na proces, ktery pouzijeme pouze jednou.
Metodu budeme pouzıvat na opakujıcı se proces nebo konstrukci.
Vyhodou genericke FMEA je, ze jejı vystupy muzeme pouzıt pro dalsı analyzy FMEA.
Nenı nutne jı jiz znova zpracovavat, a postacı pouze obecne zpracovanı problemu. Gene-
ricka FMEA muze slouzit i jako napoveda, pokud nevıme, jak presne se tvorı.
Nevyhodou genericke FMEA je, ze muze byt prılis obecna a nemusı zahrnovat nas
konkretnı problem, ktery potrebujeme vyresit. Rizikem GFMEA mohou byt i specificke
pozadavky, ktere lze prehlednout. Proto je nutne GFMEA nastudovat, zjistit, co jiz ob-
sahuje, co nam chybı, a zbytek nezbytnych vecı si sami doplnit.
Nynı si ukazeme, jak by mohla vypadat GFMEA pro nytovanı (obrazky 7.1, 7.2 a
7.3).
55

Analyza rizik procesu s ohledem na specificke pozadavky zakaznıka Monika Kovarova 2015
Obrazek 7.1: Genericka FMEA 1. cast
56

Analyza rizik procesu s ohledem na specificke pozadavky zakaznıka Monika Kovarova 2015
Obrazek 7.2: Genericka FMEA 2. cast
Obrazek 7.3: Genericka FMEA 3. cast
57

Kapitola 8
Nove podnety a napady pro FMEA
Pro celou metodu FMEA bych vytvorila novy informacnı system. Tento system by mel za-
jistit lepsı prehlednost a snadnejsı orientaci v jednotlivych adresarıch. Pro tento informacnı
system jsem navrhla nove graficke rozhranı, ktere by melo byt lepe usporadane nez system,
ktery vyuzıva spolecnost WITTE Nejdek, a ktere zobrazuje jednotlive navaznosti danych
souboru potrebnych pro metodu FMEA. Jako novou funkci tohoto systemu jsem vytvorila
tzv. rodokmen zvlastnıch znaku.
Spolecnost WITTE Nejdek si vsechny zvlastnı znaky exportuje do matice zvlastnıch
znaku, coz je prehledne, ale mohou se ztratit jednotlive navaznosti. Tento problem bych
tedy vyresila pomocı tvz. rodokmenu zvlastnıch znaku. V matici zvlastnıch znaku, by
kazdy takovyto znak obsahoval navıc informaci o adrese, kde se presne nachazı (nazev
souboru, radka v souboru). Tato funkce by mela zamestnanci WITTE Nejdek poskyt-
nout dulezitou informaci, proc je dany problem zvlastnım znakem, prıpadne co tomu
predchazelo.
8.1 Novy informacnı system
Tento navrh informacnıho systemu je pracovnı verzı a obsahuje jen nejdulezitejsı casti.
Zaroven by mel tento system v jednoduchosti nastınit, jak se postupne zpracovava metoda
FMEA v praxi. Myslım si, ze by tento program mohl slouzit i jako mobilnı aplikace.
Zamestnanci by tak meli prıstup k datum pomocı sveho telefonu.
Pri spustenı programu by uzivatel vybral zakaznıka, pro ktereho FMEA zpracovava
(viz obrazek 8.1), pote by si vybral dany produkt/komponent (viz obrazek 8.2). Nasledne
by se zobrazilo prehledne okno pro FMEA, ktere zobrazuje jednotlive polozky FMEA,
ktere se dale zpracovavajı (viz obrazek 8.3).
Oproti staremu systemu jsou zde navıc polozky (viz obrazek 8.3):
• rodokmen zvlastnıch znaku,
• reklamace.
58

Analyza rizik procesu s ohledem na specificke pozadavky zakaznıka Monika Kovarova 2015
Obrazek 8.1: Navrh grafickeho okna pro novy informacnı system - Zakaznık
Obrazek 8.2: Navrh grafickeho okna pro novy informacnı system - Komponent
Rodokmen zvlastnıch znaku obsahuje vyexportovanou matici se vsemi zvlastnımi znaky
v dane FMEA. Tato matice je doplnena o sloupec”odkaz na soubor“ (viz obrazek 8.4).
Tato funkce zajist’uje jednotlive provazanı souboru a mela by zajistit lepsı informovanost
zamestnancu, kterı se na FMEA podılejı.
Pod odkazem”reklamace“ by se zaznamenavaly vsechny reklamace pro konkretnıho
zakaznıka a pro dany produkt.
59

Analyza rizik procesu s ohledem na specificke pozadavky zakaznıka Monika Kovarova 2015
Obrazek 8.3: Navrh grafickeho okna pro novy informacnı system - FMEA
Obrazek 8.4: Navrh grafickeho okna pro novy informacnı system - Rodokmen zvlastnıch znaku
60

Kapitola 9
Zaver
Cılem mojı diplomove prace bylo seznamenı s nastroji pro analyzu rizik pouzıvanymi
v automobilovem prumyslu. Zjistit jejich vyuzitı v praxi a obeznamit se s teoretickym
postupem realizace techto metod.
Dale jsem mela zpracovat metodu FMEA, ktera je ve firme WITTE Nejdek pouzıvana
pro analyzu rizik procesu i produktu. Jako prıklad FMEA produktu jsem zpracovala
zamek u kliky auta. Bohuzel nebylo mozne uvest celou realizaci FMEA pro tento objekt
z duvodu citlivosti dat pro spolecnost. Nektera data proto musela byt upravena. Jako
prıklad FMEA procesu je v textu uveden montaznı krok pri vyrobe tohoto zamku. i v
tomto prıpade nebylo mozne zpracovat cely tento postup z duvodu know-how spolecnosti.
Presto si myslım, ze veskere hlavnı poznatky, ktere jsem nasbırala pri exkurzi u montaznı
linky ve spolecnosti WITTE Nejdek jsou v textu obsazeny.
Dalsım zamerem prace bylo seznamenı se specifickymi pozadavky zakaznıku a jejich
nasledne zpracovanı dodavatelem, tedy spolecnostı WITTE Nejdek. Firma mi umoznila
ucastnit se meetingu, kde se resila analyza zakaznickych pozadavku. Dıky teto zkusenosti
jsem mela prılezitost nahlednout, jak odborny tym pojednava o prijetı ci zamıtnutı daneho
pozadavku. Jako ukazku tohoto zpracovanı jsem v textu uvedla analyzu zakaznickych
pozadavku pro vnejsı kliku u automobilu.
Jako prıklad genericke FMEA, ktera je dalsım bodem mojı prace, jsem zpracovala
GFMEA pro nytovanı, ktere je ve spolecnosti castym procesem. Prestoze proces nytovanı
je zdanlive jednoduchy, pri zpracovanı metodou FMEA je velmi obsahly. Proto jsem v
textu uvedla pouze ukazku, ktera ctenari dostatecne odhalı smysl GFMEA.
Pri praxi ve spolecnosti jsem se potykala s neprehlednostı informacnıho systemu,
ktery spolecnost vyuzıva. Proto jsme navrhla nove graficke rozhranı, ktere je pro neo-
beznameneho uzivatele prehlednejsı. Dale mi unikaly jednotlive navaznosti procesu i pro-
duktu. Tento problem jsem vyresila jednoduchym grafickym znazornenım prubehu zpra-
covanı FMEA. Jako novou funkci systemu jsem navrhla tzv. rodokmen zvlastnıch znaku.
Funkce umoznuje v matici kritickych znaku se pomocı odkazu dostat na puvodnı adresar,
odkud byl kriticky znak vygenerovan.
61

Analyza rizik procesu s ohledem na specificke pozadavky zakaznıka Monika Kovarova 2015
Prace me velmi zaujala, hlubsı seznamenı s podnikovou praxı dane problematiky mi
poskytlo mnoho podnetu pro muj dalsı profesnı rozvoj.
62

Literatura
[1] Verband der Automobilindustrie. VDA 14 Preventivnı metody managementu kvality
v oblasti procesu (vyber - aplikace - efekt).Ing. Stanislav Krecek.1. vydanı. Praha:
Ceska spolecnost pro jakost, 2009. ISBN 978-80-02-02141-4.
[2] Ceska spolecnost pro jakost. Analyza moznych zpusobu a dusledku poruch
(FMEA).Ivana Petrasova.4. vydanı. Praha: Ceska spolecnost pro jakost, 2008. ISBN
978-80-02-02101-8.
[3] Verband der Automobilindustrie. VDA 4 Zajistenı kvality v oblasti procesu
(Vseobecne, analyzy rizik, metody, modely postupu).2. vydanı. Praha: Ceska
spolecnost pro jakost, 2009.
[4] Hora, Karel. Procesnı rızenı firmy a jeho vyznam pro rızenı krizovych si-
tuacı.Univerzita Tomase Bati ve Zlıne. 2010.
[5] Levay, Radek. iKvalita.cz kvalita pro kvalitare. 2012. [Cit. 3. 4. 2015]. Dostupne z:
http://www.ikvalita.cz/tools.php?ID=139
[6] Neugebauer, Tomas. Statisticke rızenı a regulace vyrobnıho procesu.Vysoke ucenı
technicke v Brne. 2008.
[7] Noskievicova, Darja. Pokrocilejsı metody SPC.Katedra kontroly a rızenı jakosti,
VSB-TU Ostrava. 2013.
[8] Ceska technicka norma. Techniky analyzy bezporuchovosti systemu - Postup analyzy
zpusobu a dusledku poruch (FMEA). Praha: Ceska technicka norma, 2007.
[9] Ford Design Institute. Failure Mode and Effects Analysis, FMEA Handbook (with
Robustness Linkages).Ford Design Institute. 2004.
[10] Vesely, Milan. Pouzitı metody FMEA pro prevenci chyb v prumyslovem pod-
niku.Vysoke ucenı technicke v Brne. 2012.
[11] Plato SCIO FMEA. Plato SCIO FMEA. Plato, 2015. [Cit. 2. 3. 2015]. Dostupne z:
http://www.plato.de/scio-fmea-en.html
63

Analyza rizik procesu s ohledem na specificke pozadavky zakaznıka Monika Kovarova 2015
[12] Ceska spolecnost pro jakost. Perspektivy kvality.Management rizik. Ceska spolecnost
pro jakost, 2012.
[13] Schreier. PEVNOSTNI ANALYZA - Uvod do FEM anlyzy. 2014. [Cit. 2. 1. 2015].
Dostupne z: sst.opava.cz/schreier/pevnostni-analyza.htm
64
![Fakulta elektrotechnick a Czech Technical University in Prague Faculty … · 2017. 4. 15. · interactive 2D shape manipulation [IMH05], deformable image registra-tion [SDC09a],](https://img.pdfslide.net/doc/110x75/60c1036ee2c3862893661187/fakulta-elektrotechnick-a-czech-technical-university-in-prague-faculty-2017-4.jpg)






















![Fakulta elektrotechnick a Czech Technical University in ... · and Hand-Eye and Robot-World calibration equations A1 i X ZB 1 i (1.4) It theory [12], three general poses su ce to](https://img.pdfslide.net/doc/110x75/5ea1cbe7b9fe2d7cbf131669/fakulta-elektrotechnick-a-czech-technical-university-in-and-hand-eye-and-robot-world.jpg)

