Embed Size (px)
Citation preview

Consulting I HR Recruitments I Outsourcing I Training
Mobile : +91 982 200 6022 Email : [email protected]
Fast Track Management Consultants
We Help You Grow >>
www.fasttrackconsultants.com
( A division of Fast Track Corporate Solutions Pvt Ltd )

About - Fast Track Management Consultants
• Fast Track Management Consultants (A division of Fast Track Corporate Solutions Pvt Ltd) is a young, dynamic and fastest growing Management Consulting, HR Recruitments, Outsourcing and Training services providing organization driven by knowledge, integrity and performance and committed to customer delight.
• We are one stop corporate solutions provider company, having headquarter at Pune, India. Our offerings span Management Consulting, Business plan and strategy formulation, HR
Recruitments, Outsourcing and Training services to corporate sector.
• Our services have developed based on over 18 yrs of industrial experience, international best practices and learning's from number of assignments executed by us and are adapted to suit our clients’ businesses. Be it the right Business plan and strategy for your organization, or a productivity and business performance improvements, or effective manpower planning and recruitment services or outsourcing of critical functions, or solutions for your corporate training needs, our services are customized and made suitable…. just for you.
• Our business consulting and outsourcing services help accelerate innovation, increase
productivity, reduce costs and optimize asset utilization in order to achieve consistent sales growth and profitability.
• Our HR Recruitments services will help you to identify and recruit the best talent with the relevant
experience at fast speed.
• Our drive - We Help You Grow >>
www.fasttrackconsultants.com

Fast Track - Santosh Kasture
Santosh Kasture is a highly result oriented and successful corporate professional, Business growth consultant, Management process leader, Entrepreneur, Author, Corporate trainer and Public speaker on Business and Management. As a Management thinker and executor he specialize in the areas of Strategic Vision, Business planning, Leadership, Benchmarking, Performance management and Manufacturing operations techniques.
He is Mechanical Engineer with a Masters in Operations and Management from Pune University. He is also a post-graduate in materials management from IIMM, Bangalore. He has two decades of industry experience working as a top management team member in India and abroad with world’s leading MNC's - in different functions like Corporate strategy and planning, Profitability, Manufacturing operations, Purchase and SCM, Branding and product management, Sales and marketing and International business management.
He is having wide international business experience and frequently travelled more than 30 countries including USA, UK, France, UAE, Oman, South Korea, Singapore, Malaysia, China and others. He is a management consultant and associated with aspiring and growth oriented MSME's and some of the best-known companies in India and abroad.
He believes that the people, process, product and performance (4P) are the key ingredients for the success of any organization. He founded the Fast Track Corporate Solutions Pvt Ltd to help the organizations to explore their true potential, be committed and focused in their approach and work and achieve the desired goals consistently by managing the 4P's effectively.
Active as a corporate trainer and Guest faculty with leading Management institutes in India, he has vast experience in classroom training as well as outdoor training programs. Has taken sessions at all management levels in corporate/institutes on Strategic vision, Business planning and strategy, Profitability thru focus, Goal and Role setting for Growth, Leadership, Lean manufacturing, Supply chain management, Time management, Negotiation skills, Branding and Marketing, Selling skills, Teamwork and Team Building, Communication and Behavioral skills and other areas.
www.fasttrackconsultants.com

4
• TPS
• Lean Manufacturing
• JIT
• TPM
• 5S
• BPR
• TQM
• Six Sigma
By
Santosh Kasture
World Class Manufacturing

Presented by - Santosh Kasture 5
• The Toyota Production System (TPS) is an integrated socio-technical system,
developed by Toyota, that comprises its management philosophy and practices.
• The TPS organizes manufacturing and logistics for the automobile manufacturer,
including interaction with suppliers and customers.
• The system is a major precursor of the more generic "Lean manufacturing."
• Taiichi Ohno, Shigeo Shingo and Eiji Toyoda developed the system between 1948
and 1975
• Originally called "Just In Time Production," it builds on the approach created by the
founder of Toyota, Sakichi Toyoda, his son Kiichiro Toyoda, and the engineer Taiichi
Ohno.
• The founders of Toyota drew heavily on the work of W. Edwards Deming and the
writings of Henry Ford. When these men came to the United States to observe the
assembly line and mass production that had made Ford rich, they were unimpressed.
• While shopping in a supermarket they observed the simple idea of an automatic drink
resupplier; when the customer wants a drink, he takes one, and another replaces it. The
principles underlying the TPS are embodied in The Toyota Way.
The Toyota Production System ( TPS )

Presented by - Santosh Kasture 6
• The main objectives of the TPS are to design out overburden (muri) and inconsistency
(mura), and to eliminate waste (muda).
• The most significant effects on process value delivery are achieved by designing a
process capable of delivering the required results smoothly; by designing out 'mura'. It is
also crucial to ensure that the process is as flexible as necessary without stress or 'muri'
since this generates 'muda'. Finally the tactical improvements of waste reduction or the
elimination of 'muda' are very valuable.
• There are seven kinds of muda that are addressed in the TPS:
1.over-production
2.motion (of operator or machine)
3.waiting (of operator or machine)
4.conveyance
5.processing itself
6.inventory (raw material)
7.correction (rework and scrap)
The Toyota Production System ( TPS )

Presented by - Santosh Kasture 7
• Toyota received their inspiration for the system, not from the American automotive industry
(at that time the world's largest by far), but from visiting a supermarket. This occurred when
a delegation from Toyota (led by Ohno) visited the United States in the 1950s. The
delegation first visited several Ford Motor Company automotive plants in Michigan but,
despite Ford being the industry leader at that time, found many of the methods in use to be
not very effective. They were mainly appalled by the large amounts of inventory on site, by
how the amount of work being performed in various departments within the factory was
uneven on most days, and the large amount of rework at the end of the process.
• However, on a subsequent visit to a Piggly Wiggly, the delegation was inspired by how the
supermarket only reordered and restocked goods once they’d been bought by customers.
Toyota applied the lesson from Piggly Wiggly by reducing the amount of inventory they
would hold only to a level that its employees would need for a small period of time, and then
subsequently reorder. This would become the precursor of the now-famous Just-in-Time
(JIT) inventory system.
• While low inventory levels are a key outcome of the Toyota Production System, an
important element of the philosophy behind its system is to work intelligently and eliminate
waste so that inventory is no longer needed.
• This system, more than any other aspect of the company, is responsible for having made
Toyota the company it is today. Toyota has long been recognized as a leader in the
automotive manufacturing and production industry.
The Toyota Production System ( TPS )

Presented by - Santosh Kasture 8
• The cycle of kaizen activity can be defined
as:
1. standardize an operation
2. measure the standardized operation (find
cycle time and amount of in-process
inventory)
3. gauge measurements against
requirements
4. innovate to meet requirements and
increase productivity
5. standardize the new, improved operations
6. continue cycle
This is also known as the Shewhart cycle,
Deming cycle, or PDCA.
• The Toyota Production System is known for kaizen, where all line personnel are expected to
stop their moving production line in case of any abnormality and along with their supervisor,
suggest an improvement to resolve the abnormality which may initiate a kaizen.
The Toyota Production System ( TPS )

Presented by - Santosh Kasture 9
The underlying principles, called "The Toyota Way" are outlined as follows:-
• The right process will produce the right results
1.Create continuous process flow to bring problems to the surface
2.Use the "pull" system to avoid overproduction
3.Level out the workload (heijunka). (Work like the tortoise, not the hare.)
4.Build a culture of stopping to fix problems, to get quality right from the first
5.Standardized tasks are the foundation for continuous improvement and employee
empowerment
6.Use visual control so no problems are hidden
7.Use only reliable, thoroughly tested technology that serves your people and processes.
The Toyota Way
Base your management decisions on a long-term philosophy,
even at the expense of short-term financial goals.

Presented by - Santosh Kasture 10
• Add value to the organization by developing your people and partners
1.Grow leaders who thoroughly understand the work, live the philosophy, and teach it to
others.
2.Develop exceptional people and teams who follow your company's philosophy.
3.Respect your extended network of partners and suppliers by challenging them and helping
them improve.
• Continuously solving root problems drives organizational learning
1.Go and see for yourself to thoroughly understand the situation (Genchi Genbutsu);
2.Make decisions slowly by consensus, thoroughly considering all options (Nemawashi);
implement decisions rapidly;
3.Become a learning organization through relentless reflection (Hansei) and continuous
improvement (Kaizen).
• The Toyota production system has been compared to squeezing water from a dry towel.
What this means is that it is a system for thorough waste elimination. Here, waste refers to
anything which does not advance the process, everything that does not increase added
value.
The Toyota Way

Presented by - Santosh Kasture 11
• Andon - Signboard
• Genchi Genbutsu - Go and see for yourself
• Hansei - Self-reflection
• Heijunka - Production Smoothing
• Jidoka - Autonomation - automation with human intelligence
• JIT - Just in time
• Kaizen - Continuous Improvement
• Kanban - Sign, Index Card
• Manufacturing supermarket - where all components are available to be withdrawn by a
process
• Muda - Waste
• Mura - Unevenness
• Muri - Overburden
• Nemawash - Laying the groundwork / Going around the roots
• Poka-yoke - fail-safing / fool proof
Commonly Used Terminology

Presented by - Santosh Kasture 12
• Lean manufacturing or lean production, which is often known simply as "Lean“, is a
production practice that considers the expenditure of resources for any goal other than the
creation of value for the end customer to be wasteful, and thus a target for elimination.
• Working from the perspective of the customer who consumes a product or service, "value"
is defined as any action or process that a customer would be willing to pay for.
• Lean is centered around creating more value with less work.
• Lean manufacturing is a generic process management philosophy derived mostly from the
Toyota Production System (TPS) and identified as "Lean" only in the 1990s.It is renowned for
its focus on reduction of the original Toyota seven wastes in order to improve overall
customer value
• Lean manufacturing is often seen as a more refined version of earlier efficiency efforts,
building upon the work of earlier leaders such as Taylor or Ford, and learning from their
mistakes.
Lean Manufacturing

Presented by - Santosh Kasture 13
Lean Manufacturing

Presented by - Santosh Kasture 14
• Lean is the set of "tools" that assist in the identification and steady elimination of waste
(muda). As waste is eliminated, quality improves while production time and cost are reduced.
Examples of such "tools" are Value Stream Mapping, 5 S, Kanban (pull systems), and poka-
yoke (error-proofing).
• There is a second approach to Lean Manufacturing, which is promoted by Toyota, in which
the focus is upon improving the "flow" or smoothness of work, thereby steadily eliminating
mura ("unevenness") through the system and not upon 'waste reduction' per se. Techniques to
improve flow include production leveling, "pull" production (by means of kanban).
• Both Lean and TPS can be seen as a loosely connected set of potentially competing
principles whose goal is cost reduction by the elimination of waste. These principles include:
- Pull processing, - Flexibility,
- First-time right/quality, - Smart automation,
- Waste minimization, - Load leveling and production flow,
- Continuous improvement, - Visual control
- Building and maintaining a long term relationship with suppliers,
Lean Manufacturing

Presented by - Santosh Kasture 15
• The TPS has two pillar concepts: Just-in-time (JIT) or "flow", and "autonomation" (smart
automation).
1. JIT / Flow :- If production flows perfectly then there is no inventory; if customer valued
features are the only ones produced, then product design is simplified and effort is only
expended on features the customer values.
2. Autonomation :- The other of the two TPS pillars is the very human aspect of
autonomation, whereby automation is achieved with a human touch.The "human touch" here
meaning to automate so that the machines/systems are designed to aid humans in focusing
on what the humans do best. This aims, for example, to give the machines enough
intelligence to recognize when they are working abnormally and flag this for human attention.
Thus, in this case, humans would not have to monitor normal production and only have to
focus on abnormal, or fault, conditions.
• Lean implementation is therefore focused on getting the right things to the right place at the
right time in the right quantity to achieve perfect work flow, while minimizing waste and being
flexible and able to change.
• Lean aims to make the work simple enough to understand, do and manage. To achieve
these three goals at once there is a belief held by some that Toyota's mentoring process, is
one of the best ways to foster Lean thinking up and down the organizational structure. This is
the process undertaken by Toyota as it helps its suppliers improve their own production.
Lean Manufacturing

Presented by - Santosh Kasture 16
• While the elimination of waste may seem like a simple and clear subject it is noticeable that
waste is often very conservatively identified.
• The elimination of waste is the goal of Lean, and Toyota defined three broad types of waste:
muda, muri and mura.
• The original seven muda are - TIMWOOD :-
1. Transportation (moving products that is not actually required to perform the processing)
2. Inventory (all components, work-in-progress and finished product not being processed)
3. Motion (people or equipment moving or walking more than is required to perform the
processing)
4. Waiting (waiting for the next production step)
5. Overproduction (production ahead of demand)
6. Over Processing (due to poor tool or product design creating activity)
7. Defects (the effort involved in inspecting for and fixing defects)
Lean Manufacturing
June 2009 Presented by - Santosh Kasture 17
Lean Implementation :- With a tools-based approach
1. Senior management to agree and discuss their lean vision
2. Management brainstorm to identify project leader and set objectives
3. Communicate plan and vision to the workforce
4. Form the Lean Implementation team (5-7 works best, all from different departments)
5. Appoint members of the Lean Manufacturing Implementation Team
6. Train the Implementation Team in the various lean tools - make a point of trying to visit
other non competing businesses which have implemented lean
7. Select a Pilot Project to implement – 5S is a good place to start
8. Run the pilot for 2–3 months - evaluate, review and learn from your mistakes
9. Roll out pilot to other factory areas
10. Evaluate results, encourage feedback
11. Stabilize the positive results by teaching supervisors how to train the new standards
you've developed with TWI methodology (Training Within Industry)
12. Once you are satisfied that you have a habitual program, consider introducing the next
lean tool. Select the one which will give you the biggest return for your business
Lean Implementation

Presented by - Santosh Kasture 18
Lean Implementation

Presented by - Santosh Kasture 19
• Shigeo Shingo ( 1909-1990), born in Saga City, Japan, was a Japanese industrial engineer
who distinguished himself as one of the world’s leading experts on manufacturing practices and
The Toyota Production System.
• Shingo is known far more in the West than in Japan, as a result of his meeting Norman Bodek, an
American entrepreneur and founder of Productivity Inc in the USA. In 1981 Bodek had travelled to
Japan to learn about the Toyota Production System, and came across books by Shingo, who as an
external consultant had been teaching Industrial Engineering courses at Toyota since 1955.
• Shingo had written his Study of The Toyota Production System in Japanese and had it translated,
very poorly, into English in 1980. Norman Bodek took as many copies of this book as he could to
the USA and arranged to translate Shingo's other books into English, eventually having his original
study re-translated. Bodek also brought Shingo to lecture in the USA and developed one of the first
Western lean manufacturing consultancy practices with Shingo's support.
• In 1988, Utah State University recognized Dr. Shingo for his lifetime accomplishments and
created the Shingo Prize that recognizes world-class, lean organizations and operational
excellence.
• Shingo is the author of numerous books including: A Study of the Toyota Production System;
Revolution in Manufacturing: The SMED System; Zero Quality Control: Source Inspection and the
Poka-yoke System; The Sayings of Shigeo Shingo: Key Strategies for Plant Improvement; Non-
Stock Production: The Shingo System for Continuous Improvement; and The Shingo Production
Management System: Improving Process Functions.
Dr Shigeo Shingo

Presented by - Santosh Kasture 20
• Just-in-time (JIT) is an inventory strategy implemented to improve the return on
investment of a business by reducing in-process inventory and its associated carrying
costs.
• In order to achieve JIT the process must have signals of what is going on elsewhere within
the process. This means that the process is often driven by a series of signals, which can
be Kanban, that tell production processes when to make the next part.
• When implemented correctly, JIT can lead to dramatic improvements in a manufacturing
organization's return on investment, quality, and efficiency.
• Quick communication of the consumption of old stock which triggers new stock to be
ordered is key to JIT and inventory reduction. This saves warehouse space and costs.
Just-in-time ( JIT )

Presented by - Santosh Kasture 21
• The philosophy of JIT is simple - inventory is defined to be waste. JIT inventory
systems expose the hidden causes of inventory keeping and are therefore not a simple
solution a company can adopt; there is a whole new way of working the company must
follow in order to manage its consequences.
• Inventory is seen as incurring costs, or waste, instead of adding and storing value,
contrary to traditional accounting.
• With this way of working, businesses are encouraged to eliminate inventory that does
not compensate for manufacturing process issues, and then to constantly improve those
processes so that less inventory can be kept.
• Secondly, allowing any stock habituates the management to stock keeping.
Management are then tempted to keep stock there to hide problems within the production
system. These problems include backups at work centers, machine reliability, process
variability, lack of flexibility of employees and equipment, and inadequate capacity among
other things.
• In short, the just-in-time inventory system is all about having “ the right material, at the
right time, at the right place, and in the right (exact) amount ”,without the safety net
of inventory.
JIT Philosophy

Presented by - Santosh Kasture 22
Steps to JIT

Presented by - Santosh Kasture 23
1.Set up time reduction
Cutting down the set up time to be more productive will allow the company to improve their
bottom line to look more efficient and focus time spent on other areas that may need
improvement. This allows the reduction or elimination of the inventory held to cover the
"changeover" time, the tool used here is SMED.
2.Faster flows of goods
Having employees focused on specific areas of the system will allow them to process goods
faster instead of having them vulnerable to fatigue from doing too many jobs at once and
simplifies the tasks at hand. Small or individual piece lot sizes reduce lot delay inventories
which simplifies inventory flow and its management.
3.Multi skill employee utilization
Having employees trained to work on different parts of the inventory cycle system will allow
companies to use workers in situations where they are needed when there is a shortage of
workers and a high demand for a particular product.
JIT – Key Benefits

Presented by - Santosh Kasture 24
4.Better consistency of scheduling and consistency of employee work hours
If there is no demand for a product at the time, workers don’t have to be working. This can
save the company money by not having to pay workers for a job not completed or could have
them focus on other jobs around the warehouse that would not necessarily be done on a
normal day.
5.Increased emphasis on supplier relationships
No company wants a break in their inventory system that would create a shortage of supplies
while not having inventory sit on shelves. Having a trusting supplier relationship means that
you can rely on goods being there when you need them in order to satisfy the company and
keep the company name in good standing with the public.
6.Supplies continue around the clock keeping people productive and businesses
focused on turnover.
Having management focused on meeting deadlines will make employees work hard to meet
the company goals to see benefits in terms of job satisfaction, promotion or even higher pay.
JIT – Key Benefits

Presented by - Santosh Kasture 25
• IBM - Continuous Flow Manufacturing
• HP - Stockless Production
- Repetitive Manufacturing System
• GE - Management by Sight
• Motorola - Short Cycle Manufacturing
• Japanese - The Toyota System
• Boeing - Lean Manufacturing
JIT Synonyms

Presented by - Santosh Kasture 26
• Management philosophy
• Pull system though the plant
WHAT IT IS
• Employee participation
• Industrial engineering/basics
• Continuing improvement
• Total quality control
• Small lot sizes
WHAT IT REQUIRES
• Attacks waste
• Exposes problems and bottlenecks
• Achieves streamlined production
WHAT IT DOES
• Stable environment
WHAT IT ASSUMES
JIT Manufacturing

Presented by - Santosh Kasture 27
JIT - Capacity Utilization
10 20 30 40 50 60 70 80 90 100
30
10
20
% Capacity
Utilization
60
Production Lead Times (days)
40
50 Traditional
Manufacturing
JIT
Manufacturing

Presented by - Santosh Kasture 28
JIT Manufacturing
Quality
Problems Material
Shortages
Machine
Breakdowns
Workload
Imbalances
Worker
Absenteeism
Out-of-Spec
Materials
Quality
Problems
In-Process
Inventory
We must lower the water level! Visible Production
Problems are Only
5% of the Total!

Presented by - Santosh Kasture 29
• Total Productive Maintenance is a new way of looking at maintenance - a reversion to old
ways but on a mass scale.
• TPM is a maintenance process developed for productivity improvement
• In TPM the machine operator performs much, and sometimes all, of the routine
maintenance tasks themselves. This auto maintenance ensures appropriate and effective
efforts are expended since the machine is wholly the domain of one person or team.
• TPM is a critical adjunct to lean manufacturing. If machine uptime is not predictable and if
process capability is not sustained, the process must keep extra stocks to buffer against
this uncertainty and flow through the process will be interrupted.
• One way to think of TPM is "deterioration prevention" and "maintenance reduction", not
fixing machines. For this reason many people refer to TPM as “ Total Productive
Manufacturing " or “ Total Process Management “.
• TPM is a proactive approach that essentially aims to prevent any kind of slack/failures
before occurrence.
• TPM motto is “ zero error, zero work-related accident and zero loss “
Total Productive Maintenance ( TPM )

Presented by - Santosh Kasture 30
TPM - Definition
• A company-wide team-based effort to build quality into equipment and to improve
overall equipment effectiveness
Total
• all employees are involved
• it aims to eliminate all accidents, defects and breakdowns
Productive
• actions are performed while production goes on – zero downtime
• troubles for production are minimized – trouble free production
Maintenance
• keep in good condition - include 5S
• repair, clean, lubricate - Prevention
• TPM combines the traditionally American practice of preventive maintenance with
Total Quality Control and Total Employee Involvement, to create a culture where
operators develop ownership of their equipment, and become full partners with
Maintenance, Engineering and Management to assure equipment operates properly
everyday ( 24X7 ).

Presented by - Santosh Kasture 31
• TPM is a Japanese idea that can be traced back to 1951 when preventive maintenance was
introduced into Japan from the USA.
• Nippondenso, part of Toyota, was the first company in Japan to introduce plant wide
preventive maintenance in 1960. In preventive maintenance, operators produced goods using
machines and the maintenance group was dedicated to the work of maintaining those
machines. However with the high level of automation of Nippondenso maintenance became a
problem as so many more maintenance personnel were now required. So the management
decided that the routine maintenance of equipment would now be carried out by the operators
themselves (this is autonomous maintenance, one of the features of TPM). The maintenance
group then focused only on 'maintenance' works for upgrades.
• The maintenance group performed equipment modification that would improve its reliability.
These modifications were then made or incorporated into new equipment. The work of the
maintenance group is then to make changes that lead to maintenance prevention. Thus
preventive maintenance along with Maintenance prevention and Maintainability Improvement
were grouped as Productive maintenance. The aim of productive maintenance was to
maximize plant and equipment effectiveness to achieve the optimum life cycle cost of
production equipment.
• Nippondenso of the Toyota group is the first company to obtain the TPM certifications.
TPM - History

Presented by - Santosh Kasture 32
TPM - Origin
• Dr. Deming introduced statistical analysis and used the resulting data to control
quality during manufacturing (TQM)
• Some general concepts of TQM did not work well in the maintenance environment
• The need to go further than preventive maintenance was quickly recognized by those
companies who were committed to TQM
• Maintenance became an integral part of TQM in the early 90’s

Presented by - Santosh Kasture 33
• TPM has five goals
• TPM identifies the 16 losses (types of waste) and then works systematically to eliminate
them by making improvements (Kaizen). TPM has 8 pillars of activity , each being set to
achieve a “zero” target. These 8 pillars are:
- Autonomous Maintenance,
- Planned Maintenance,
- Focused Improvement ( Equipment and Process )
- Early Management of new equipment,
- Process Quality Maintenance,
- Office TPM,
- Education and Training,
- Safety, Health and Environment.
TPM - Implementation

June 2009 Presented by - Santosh Kasture 34
TPM – 8 Pillars

Presented by - Santosh Kasture 35
TPM -1st Pillar - Autonomous Maintenance
• Train the operators to close the gap between them and the maintenance staff, making
it easier for both to work as one team
• Change the equipment so the operator can identify any abnormal conditions and
measure deterioration before it affects the process or leads to a failure
• 7 steps are implemented to progressively increase operators knowledge, participation
and responsibility for their equipment :-
1. Perform initial cleaning and inspection
2. Countermeasures for the causes and effects of dirt and dust
3. Establish cleaning and lubrication standards
4. Conduct general inspection training
5. Carry out equipment inspection checks
6. Workplace management and control
7. Continuous improvement

Presented by - Santosh Kasture 36
TPM - 2nd Pillar - Equipment and Process improvement
• Objective: maximize efficiency by eliminating waste and manufacturing losses
Manufacturing losses are categorized into 13 big losses:-
• Equipment losses (6) :-
- Equipment failure / breakdown
- Set up / adjustment
- Minor stopping / idling
- Reduced speed
- Process errors
- Rework / Scrap
• Manpower losses (4) :-
- Cleaning and checking
- Waiting materials
- Waiting instructions
- Waiting quality confirmation
• Material losses (3) :-
- Material yield
- Energy losses
- Consumable material losses

Presented by - Santosh Kasture 37
TPM - 2nd Pillar - Equipment and Process improvement
Equipment losses (6) Manpower losses (4) & Material losses (3)

Presented by - Santosh Kasture 38
TPM - 3rd Pillar - Planned Maintenance
• Objective:- To establish Preventative and Predictive Maintenance systems for
equipment and tooling in order to achieve natural ( planned/designed ) life
cycle of individual machine elements
• Planned maintenance consists of :-
• Correct operation / procedure
• Correct set-up
• Periodic Cleaning
• Periodic Lubrication
• Retightening / Validation
• Timely feedback and repair of minor defects
• Quality spare parts

Presented by - Santosh Kasture 39
TPM - 4th Pillar - Early management of new equipments
• Objective: To establish systems to shorten :-
• new product or equipment development
• start-up, commissioning and stabilization time for quality and efficiency
• New equipment needs to be:-
• Standardized - for operation /spares
• Proper layout
• easy to operate
• easy to clean
• easy to maintain and reliable
• have quick set-up times
• operate at the lowest life cycle cost

Presented by - Santosh Kasture 40
TPM - 5th Pillar - Process Quality Management
• Definition: a process for controlling the condition of equipment components that affect
variability in product quality
• Objective: to set and maintain conditions to accomplish zero defects
• Quality has a direct correlation with :-
• material conditions
• equipment precision
• production methods
• process parameters / settings
• workmanship

Presented by - Santosh Kasture 41
TPM - 6th Pillar - Office TPM
• Administrative and support departments can be seen as process plants whose
principal tasks are to collect, process, and distribute information
• Process analysis should be applied to streamline information flow

Presented by - Santosh Kasture 42
TPM - 7th Pillar - Education and Training
• TPM is a continuous learning process.
• Training process has 2 major components :-
• Soft skills training: how to work as teams, diversity training and
communication skills
• Technical training: upgrading problem-solving and equipment- related skills

Presented by - Santosh Kasture 43
TPM - 8th Pillar - Safety, health and environment
• Assuring safety, health and preventing adverse environmental impacts are important
priorities in any TPM effort.

Presented by - Santosh Kasture 44
TPM - Principles
• There are 5 basic principles of Total Productive maintenance :-
1. Increase Overall Equipment Effectiveness (OEE)
2. Improve existing planned maintenance systems
3. The operator is the best condition monitor
4. Provide training to upgrade operations and maintenance skills
5. Involve everyone and utilize cross-functional teamwork
Presented by - Santosh Kasture 45
TPM - Overall Equipment Effectiveness (OEE)
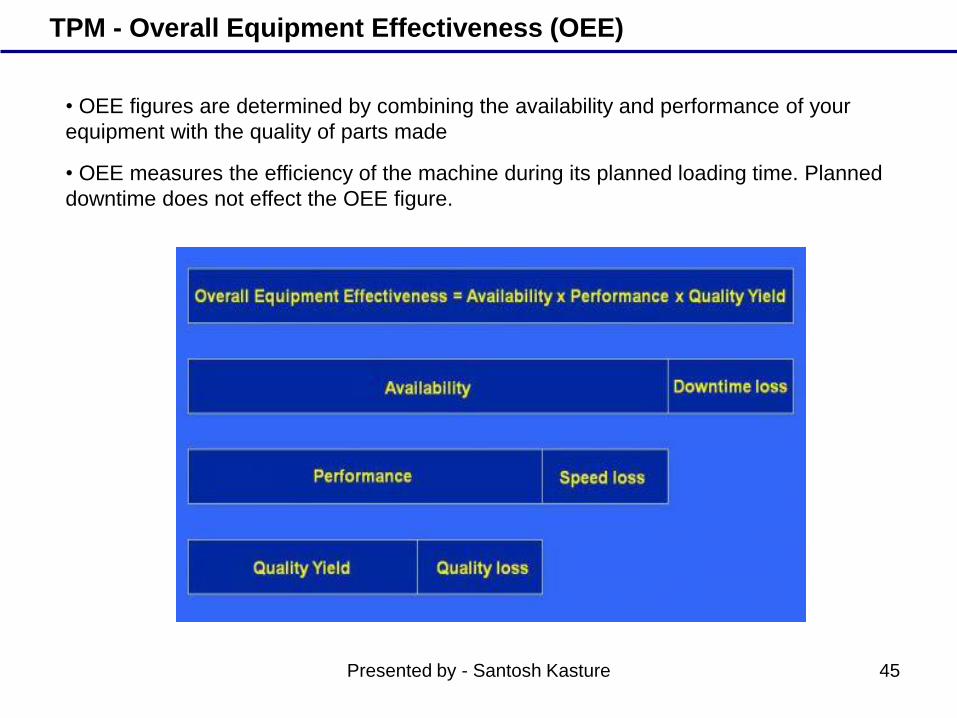
• OEE figures are determined by combining the availability and performance of your
equipment with the quality of parts made
• OEE measures the efficiency of the machine during its planned loading time. Planned
downtime does not effect the OEE figure.

Presented by - Santosh Kasture 46
TPM - Overall Equipment Effectiveness (OEE)
• OEE Calculations :-

Presented by - Santosh Kasture 47
• 5S is the name of a workplace organization methodology that uses a list of five Japanese
words which, translated into English, start with the letter S.
• 5S is a philosophy and a way of organizing and managing the workspace and work
flow with the intent to improve efficiency by eliminating waste, improving flow and reducing
process unevenness.
• 5S is a method for organizing a workplace, especially a shared workplace (like a shop floor
or an office space), and keeping it organized.
• The key targets of 5S are eliminating waste, improving flow, workplace morale, safety
and efficiency. It also instills ownership of the process in each employee.
5 S

Presented by - Santosh Kasture 48
The 5S's are:-
• Seiri / Sorting :-
Going through all the tools, materials, etc., in the plant and work area and keeping only
essential items. Everything else is stored or discarded.
• Seiton / Straighten or Set in Order :-
Focuses on efficiency. When we translate this to "Straighten or Set in Order", it sounds like
more sorting or sweeping, but the intent is to arrange the tools, equipment and parts in a
manner that promotes work flow. For example, tools and equipment should be kept where
they will be used (i.e. straighten the flow path), and the process should be set in an order
that maximizes efficiency. For every thing there should be place and every thing should be in
its place. (Demarcation and labeling of place.)
• Seiso / Sweeping or Shining or Cleanliness :-
Systematic Cleaning or the need to keep the workplace clean as well as neat. At the end of
each shift, the work area is cleaned up and everything is restored to its place. This makes it
easy to know what goes where and have confidence that everything is where it should be.
The key point is that maintaining cleanliness should be part of the daily work - not an
occasional activity initiated when things get too messy.
5 S

Presented by - Santosh Kasture 49
• Seiketsu / Standardizing / Systemization :-
Standardized work practices or operating in a consistent and standardized fashion. Everyone
knows exactly what his or her responsibilities are to keep above 3S's.
• Shitsuke / Sustaining the discipline / Self discipline :-
Refers to maintaining and reviewing standards. Once the previous 4S's have been
established, they become the new way to operate. Maintain the focus on this new way of
operating, and do not allow a gradual decline back to the old ways of operating.
• A sixth S - "Safety" is sometimes added. The key here is following 5S correctly will result in
a safe work environment.
5 S

Presented by - Santosh Kasture 50
• Business process reengineering (BPR) is, in computer science and management, an
approach aiming at improvements by means of elevating efficiency and effectiveness of the
business process that exist within and across organizations.
• The key to BPR is for organizations to look at their business processes from a "clean slate"
perspective and determine how they can best construct these processes to improve how they
conduct business.
• Business process reengineering is also known as BPR, Business Process Redesign,
Business Transformation, or Business Process Change Management.
• It is the radical redesign of an organization's processes, especially its business processes.
Rather than organizing a firm into functional specialties (like production, accounting,
marketing, etc.) and considering the tasks that each function performs; complete processes
from materials acquisition, to production, to marketing and distribution should be considered.
• The main proponents of re-engineering were Michael Hammer and James A. Champy. In a
series of books including Reengineering the Corporation, Reengineering Management and
The Agenda, they argue that far too much time is wasted passing-on tasks from one
department to another. They claim that it is far more efficient to appoint a team who are
responsible for all the tasks in the process. In The Agenda they extend the argument to
include suppliers, distributors, and other business partners.
Business Process Reengineering ( BPR )

Presented by - Santosh Kasture 51
Business Process Reengineering ( BPR )

Presented by - Santosh Kasture 52
• Business process reengineering (BPR) began as a private sector technique to help
organizations fundamentally rethink how they do their work in order to dramatically improve
customer service, cut operational costs, and become world-class competitors.
• Business process reengineering is one approach for redesigning the way work is done to better
support the organization's mission and reduce costs.
• Reengineering starts with a high-level assessment of the organization's mission, strategic
goals, and customer needs. Basic questions are asked, such as "Does our mission need to be
redefined? Are our strategic goals aligned with our mission? Who are our customers?"
• Within the framework of this basic assessment of mission and goals, reengineering focuses on
the organization's business processes--the steps and procedures that govern how resources are
used to create products and services that meet the needs of particular customers or markets.
• Reengineering identifies, analyzes, and redesigns an organization's core business processes
with the aim of achieving dramatic improvements in critical performance measures, such as cost,
quality, service, and speed.
• Reengineering recognizes that an organization's business processes are usually fragmented
into sub processes and tasks that are carried out by several specialized functional areas within
the organization. Often, no one is responsible for the overall performance of the entire process.
• For that reason, reengineering focuses on redesigning the process as a whole in order to
achieve the greatest possible benefits to the organization and their customers.
Business Process Reengineering ( BPR )

Presented by - Santosh Kasture 53
1.Envision new processes
• Secure management support
• Identify reengineering opportunities
• Identify enabling technologies
• Align with corporate strategy
2.Initiating change
• Set up reengineering team
• Outline performance goals
3.Process diagnosis
• Describe existing processes
• Uncover pathologies in existing processes
BPR - Implementation

Presented by - Santosh Kasture 54
4.Process redesign
• Develop alternative process scenarios
• Develop new process design
• Design HR architecture
• Select IT platform
• Develop overall blueprint and gather feedback
5.Reconstruction
• Develop/install IT solution
• Establish process changes
6.Process monitoring
• Performance measurement, including time, quality, cost.
• Link to continuous improvement
BPR - Implementation

Presented by - Santosh Kasture 55
• Total Quality Management (TQM) is a business management strategy aimed at embedding
awareness of quality in all organizational processes.
• TQM has been widely used in manufacturing, education, hospitals, call centers,
government, and service industries, as well as NASA space and science programs[1].
• When used together as a phrase, the three words in this expression have the following
meanings:
Total : Involving the entire organization, supply chain, and/or product life cycle
Quality : With its usual definitions, with all its complexities
Management : The system of managing with steps like Plan, Organize, Control, Lead, Staff,
provisioning and organizing
• As defined by the International Organization for Standardization (ISO) :
"TQM is a management approach for an organization, centered on quality, based on the
participation of all its members and aiming at long-term success through customer
satisfaction, and benefits to all members of the organization and to society."
Total Quality Management ( TQM )

Presented by - Santosh Kasture 56
• In Japan, TQM comprises four process steps, namely:
1.Kaizen – Focuses on "Continuous Process Improvement", to make processes visible,
repeatable and measurable.
2.Atarimae Hinshitsu – The idea that "things will work as they are supposed to" (for
example, a pen will write).
3.Kansei – Examining the way the user applies the product leads to improvement in the
product itself.
4.Miryokuteki Hinshitsu – The idea that "things should have an aesthetic quality" (for
example, a pen will write in a way that is pleasing to the writer)
• TQM requires that the company maintain this quality standard in all aspects of its
business. This requires ensuring that things are done right the first time and that defects
and waste are eliminated from operations.
Total Quality Management ( TQM )
Presented by - Santosh Kasture 57
1) Statistical Measurement :
We measure defect rates in all the Processes through an expanding
statistical concept, and we use ‘ s ’in measuring process capability.
2) Business Strategy :
We gain a competitive edges in Quality, Cost, Customer Satisfaction.
3) Philosophy :
We should work smarter, not harder
Six Sigma Six Sigma - Introduction
What is Six sigma ???

Presented by - Santosh Kasture 58
Z
6
5
4
3
2
PPM
3.4
233
6,210
66,807
308,537
Process Defect Capability Opportunity
Sweet Fruit Design for Manufacturability
Bulk of Fruit Process Characterization and Optimization
Lower Hanging Fruit Seven Basic Tools
Ground Fruit Logic and Intuition
Z Level Harvest
5 s Wall, Improve Designs
3 s Wall, Work with suppliers
4 s Wall, Improve Processes
Six Sigma - Introduction

Presented by - Santosh Kasture 59
1s 1s
2s 2s
3s 3s
4s 4s
5s 5s
6s 6s
68.3 %
95.45 %
99.73 %
99.9936 %
99.99 99 4 %
99.99 99 99 8 %
The Percentage
Acceptable Area under
the Curve Increases as
the Z Value ( the Number
of Standard Deviations
s) Increases .
The Area Under the Curve represents the Acceptance or Yield,
whereas the Area outside the Curve represents the Rejection
x (Mean)
USL LSL
Six Sigma - Introduction

Presented by - Santosh Kasture 60
Six Sigma - History
• The U.S Defense system developed a system known as SQC to manage the
complex weapon system & to handle the distributed defense contractors.
• SQC:- is a set of tools that originated in the Military Standards and the basis of
SQC process was 3 sigma limits which yields a rate of 2700 defects per million.
• After World war 2 US companies returned to their Original strategy while the
defeated countries were rebuilding their Industries. General Mc Arthur who was
the Governor general of JAPAN at that time Imported some of the U.S. Pioneers of
SQC to help train their counterparts in JAPAN.
• By 1970~ 1980 Japanese producers were renowned for their Quality & durability.
• U.S Companies slowly realized that to attain the desired Quality level two things
are necessary
• One should be able to measure the quality level I.e it should be Quantifiable &
Measurable.
• Motorola pioneered the Use of Six Sigma , Bill Smith VP &Senior QA
Manager of Motorola is regarded as the Father of Six Sigma.
Presented by - Santosh Kasture 61
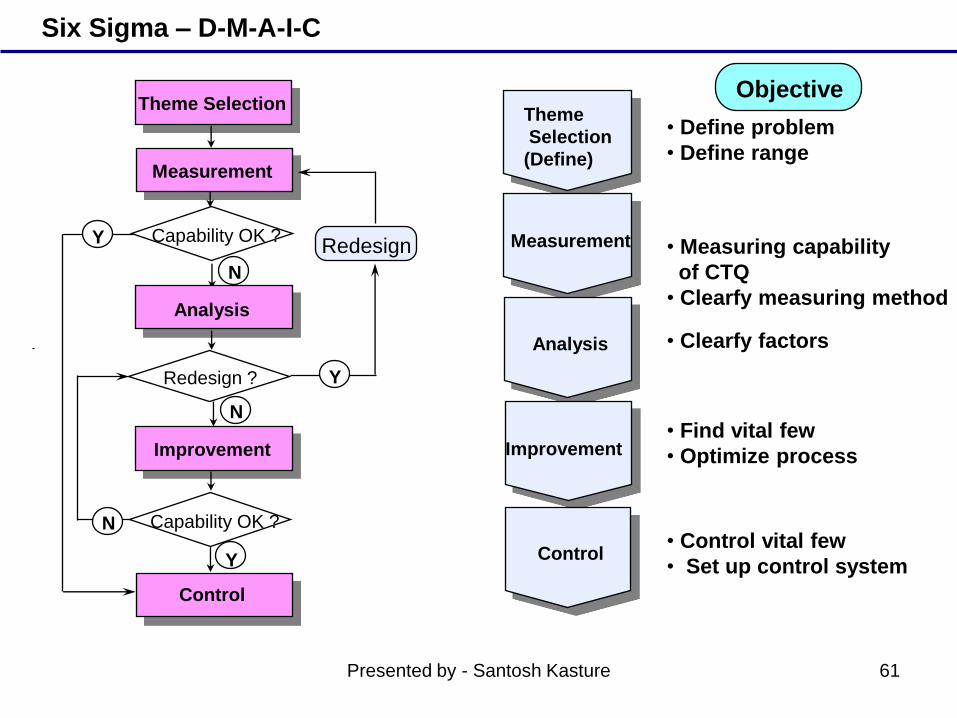
Theme
Selection
(Define)
Measurement
Analysis
Improvement
Control
• Define problem
• Define range
• Measuring capability
of CTQ
• Clearfy measuring method
• Clearfy factors
• Find vital few
• Optimize process
• Control vital few
• Set up control system
Capability OK ?
Redesign ?
Theme Selection
Measurement
Analysis
Improvement
Control
Redesign
N
N
Y
Y
N
Y
Capability OK ?
Objective
Six Sigma – D-M-A-I-C

Presented by - Santosh Kasture 62
The 3 Sigma Company
• Spends 15-25% of sales dollars on cost of failure • Produces 66,807 defects per million opportunities • Relies on inspection to find defects • Believes high quality is expensive • Benchmarks themselves against their competition • Believes 99% is good enough • Defines CTQs internally
The 6 Sigma Company
• Spends 5% of sales dollars on cost of failure • Produces 3.4 defects per million opportunities • Relies on capable processes that don’t produce defects • Knows that the high quality producer is the low cost producer • Benchmarks themselves against the best in the world • Believes 99% is Unacceptable • Defines CTQs from customers
3 Six Sigma Vs 6 Sigma

Presented by - Santosh Kasture 63
` Quality
Control
Total Quality
Control
Total Quality
Management
Six Sigma
“ Production line focussed Improvement “
--- Lead by Japanese Companies
“ Six Sigma Management” ---
Lead by American Companies
Total Optimization
of R&D,
Production , Sales
and Service is
necessary
Improve Product
Quality
• Small group of sections
• Toward total Solution
Six Sigma & Quality management

Presented by - Santosh Kasture 64
Sample
Total Study Group Small Group taken
from Population
The facts derived
from the sample
The Group of 100
people who
possesses a Fan Age and Number of
decision makers
purchasing a Fan
Six Sigma - Definitions

Presented by - Santosh Kasture 65
Data Point : The single entity in the sample.
Data : The trend of data points in a sample I.e the facts derived from the sample.
Information : The data presented in a form which conveys some result, Conclusion
Sample : A Sample is a portion of the whole collection of Items (population)
Population : The population consists of the set of all measurements in which the
investigation is interested. It is also called Universe.
Statistic : A numerical value such as standard deviation or mean , that characterizes the
sample.
Statistics : An application theory & method to reach appropriate & wise decisions in
unknown circumstances.
Population
Sample
Six Sigma - Definitions

Presented by - Santosh Kasture 66
Six Sigma – Types Of Data
Types of Data
A.) Continuos Data : - The Data which can be measured and has unit
associated with it is called continuous data. It can be in fractions.
E.g Length of a Playground, Thickness of the paint coating, ect.
B) Attribute Data :- The data which can has only two options Yes/No,
True/False is called Attribute data.
E.g Quality of Food ( OK/NG),
C) Discreet Data : - The data which can be measured only in whole
number and has no units associated with it is called Discreet data. It is the
Count of the Number of Attributes E.g number of Heart Beats in one
minute, Number of Type A defects.

Presented by - Santosh Kasture 67
Characteristics of Normal Curve
Normal Distribution Curve is known as Density
Curve meaning the area under the curve is
equal to one.
A.) The Normal curve is a bell shaped curve and it
has single peak (Mode ) at the center.
B) The mean & median of the distribution are equal
and are located at the peak.
C) The Normal distribution curve is symmetrical
about the mean.
D) The curve is asymptotic I.e the curve gets close
to X-Axis but it never touches it
Standard Normal curve is one having Mean=0,
and standard deviation =1.
x USL
Normal distribution curve

Presented by - Santosh Kasture 68
Measures of Central Tendency of Data
A.) Mean : The mean of a set of Observations is their average. It is equal to the sum of all
Observations divided by the number of Observations in the set. E.g Consider the data set
given below
1 , 2 , 3 , 4 , 5 ; Mean = 1+ 2 + 3 + 4 + 5 = 15/5 = 3
Mean of Sample, X = SXi = x1 +x2 +x3 +x4+……..xn
b.) Median : The Median term of the given data is given by
Median = term, where n is the number of
Observations in the given data(arranged in increasing order).
I=1
n
n
n + 1 2
th
E.g 3, 5 , 1 , 8 , 2 , 7 , 1 , 4 . No. of Terms = 8, Arrange data in Increasing Order = 1 , 1 , 2 , 3 , 4 , 5 , 7, 8
Median Term = 4.5th Term = 4th Term + 0.5 ( 5th - 4th Term ) = 3 + 0.5 ( 4- 3) = 3.5
Presented by - Santosh Kasture 69
Measures of Central Tendency of Data
C) Mode : The value Occurring maximum number of times
E.g 3, 4 , 3, 6, 5, 3, 7, 4 , Mode = 3
E.g Calculate the Median of the Following data :
2, 4, 6, 8, 12, 15, 10
Sol. Arrange the data in Increasing Order
2, 4, 6 , 8 , 10 , 12 , 15
No.of Observations = (7 + 1 ) / 2 = 4th Term = 8

Presented by - Santosh Kasture 70
Measures of Spread/Dispersion of Data
a.) Range : The Difference between Maximum & Minimum value.
b) Standard Deviation ( s ) : It gives tells us about the variation in data .
c ) Variance ( s2) : It is defined as the square of the standard deviation to
account for the total variation observed in the data.
E.g : The Process Specification = 10 +- 2
Sol. USL = 12 , LSL =8 Range = USL - LSL = 12 - 8 = 4
Consider the data set 3, 2, 5, 1, 4
Mean = 3
Standard Deviation ( s ) = (10/4 )1/2 = 1. 5
Variation ( s2 ) = 2.25
Mean = 3
Data Variation Variation 2
1 -2 4
2 -1 1
3 0 0
4 1 1
5 2 4
0 10
Presented by - Santosh Kasture 71
Measures of Spread/Dispersion of Data
d) Quartile : It divides the total range into 4 equal parts (quarters ) and tells that in
which Quartile a particular data point is lying.
n + 1 4
th Q1 = , Q2 = 2 * n + 1
4
th , Q3 = 3 * n + 1
4
th
where Q1,Q2 and Q3 are 1st 2nd & 3rd Quartiles resp. Interquartile Range ( IQR ) = Q3 -
Q1, contains 50 % of the Total data points
Upper Limit Uu = Q3 + 1.5 IQR
Lower Limit LL = Q1 - 1.5 IQR
Eg. Calculate the First , second & Third Quartile for the data given below. Also calculate the IQR &
Upper & Lower Limits. 10, 17, 14, 23, 18 , 11 , 9, 13
Sol . Arrange data in Increasing order = 9 , 10 , 11, 13, 14 , 17 , 18 , 23
Q1 = [ ( 8 +1) / 4 ] th = 2.25th Term = 2nd Term + 0.25 ( 3rd Term - 2nd Term ) = 10 + 0.25( 1) = 10.25
Q2= 2* 2.25th Term = 4.5th Term = 13 + 0.5 (14 - 13 ) = 13.5, Q3= 3* 2.25th Term = 6.75th Term = 17.75
IQR = Q3 -Q1 = 17.75 - 10.25 = 7.50 ; Uu = 17.75 + 1.5( 7.50 ) = 29 ; UL = 10.25 - 1.5 (7.50) = -1

Presented by - Santosh Kasture 72
Six Sigma is a tool that can be applied to all business systems, Design,
Manufacturing, Sales & Service
R&D
Mfg
SVC
Guarantee for design completion
• Selecting CTQ to meet customer requirement
• Deciding reasonable Tolerance
• Guarantee CTQ’s through capability analysis
Quality Assurance in Manufacturing Stages
• Improve serious Problems
• Real Time Monitoring
• CTQ control system
Maximizing Sales & Service
• Improve cycle time & accuracy
• Cost Improvement
Six Sigma – Applications

Think Business Growth….Think Fast Track>>
Copyright. All rights reserved by Fast Track Corporate Solutions Pvt Ltd.
We Help You Grow >>
www.fasttrackconsultants.com
Pls drop in a email for all your corporate training needs - [email protected]




























