Embed Size (px)
Citation preview

i
Fate of Sulfur During Production of Oil Sands Petroleum Coke Derived-Activated Carbon
by
Leyan Shi
A thesis submitted in conformity with the requirements for the degree of Master of Applied Science
Department of Chemical Engineering and Applied Chemistry University of Toronto
© Copyright by Leyan Shi 2017

ii
Fate of Sulfur During Production of Oil Sands Petroleum Coke
Derived-Activated Carbon
Leyan Shi
Master of Applied Science
Chemical Engineering and Applied Chemistry
University of Toronto
2017
Abstract
Oil sands petroleum coke (OSPC) is a stockpiled carbonaceous waste with increasing inventory
and environmental impacts; coke utilization is the upcoming focus. The goal of this work is to
promote a novel production process that converts OSPC into activated carbon, a value-added
product, using sodium hydroxide (NaOH) and sequential washing. However, the fate of sulfur, a
major component of OSPC and a regulated substance, during the production process is largely
unknown. Sulfur was determined through simulation of sulfur chemistry and experimental
quantification and speciation in the process streams. Activation with NaOH-to-coke ratio of 1.5
and water washing for 10 min completely removed sulfur from OSPC as predominantly sulfide.
The product is sulfur-free, low-ash porous carbon. The proposed production process also extracts
vanadium, a valuable metal, from OSPC. By washing, sulfur is separated from vanadium and
unreacted NaOH which can be recycled to further enhance the feasibility of the production process.

iii
Acknowledgements
First, I would like to express my greatest appreciation to my supervisor Professor Charles Jia for
providing me the opportunity of graduate study and research experience. His continuous guidance
and support made this work possible. I am grateful to have him as my supervisor because he
encourages me to improve not only my skills but also my character. Whenever I lost my confidence,
he was there to cheer me up. Also, I respect Professor Donald Kirk and Professor Shitang Tong
for their knowledge and advices that helped me overcome technical challenges. In addition, I thank
Professor Edgar Acosta for his time being my committee member.
Many thanks to Jocelyn Zuliani and Jing Feng for taking the time to train me and giving me
technical suggestions during my research. I must also give credit to Johnathon Caguiat and
Randeep Gabhi for their assistance in materials and instrument preparation. I also thank other lab
members for creating a friendly and comfortable work environment. I am glad that I spent my two
years in Green Technology Lab.
I appreciate the following people for their kindness and technical assistance throughout my
research: Jared Mudrik, Ying Lei Wania, and Rose Balazs (ANALEST); Peter Brodersen (Surface
Interface Ontario); and Igor Guzman from Professor Papangelakis’ lab.
Lastly, I want to acknowledge the unconditional love and support from my parents. They are proud
and happy that I have learned many from research and grown to a better person.

iv
Table of Contents
Acknowledgements ........................................................................................................................ iii
List of Tables ................................................................................................................................. vi
List of Figures ............................................................................................................................... vii
Chapter 1. Introduction ................................................................................................................... 1
1.1. Overview .......................................................................................................................... 1
1.2. Goal and Objectives ......................................................................................................... 2
Chapter 2. Literature Review .......................................................................................................... 4
2.1. Oil Sands Petroleum Coke ............................................................................................... 4
2.2. Physical and Chemical Activations .................................................................................. 7
2.3. Alkali Metal Hydroxide Activation of OSPC .................................................................. 8
2.4. Sulfur in OSPC and During MOH Activation ............................................................... 10
Chapter 3. Methods ....................................................................................................................... 11
3.1. Materials and Chemicals ................................................................................................ 11
3.2. FactSage Simulation of Sulfur Chemistry During NaOH Activation ............................ 13
3.3. Production of OSPC-Derived Activated Carbon ........................................................... 14
3.3.1. Coke Preparation ..................................................................................................... 15
3.3.2. Activation Setup and Procedure .............................................................................. 15
3.3.3. Sequential Washing Setup and Procedure .............................................................. 17
3.4. Characterization of OSPC and OSPC-Derived Activated Carbon ................................. 21
3.5. Total Sulfur Analysis ..................................................................................................... 22
3.5.1. Total Sulfur Content of Washing Solutions and Scrubbing Solutions ................... 22
3.5.2. Total Sulfur Content of Raw Coke and Activated Carbon ..................................... 25
3.6. Sulfur Speciation of Activation Products and Washing Solutions ................................. 25
3.6.1. Surface Analysis of Activation Product by XPS .................................................... 26
3.6.2. Determining Sulfide Concentration in Washing Solutions by ISE ......................... 26
3.6.3. Sulfur Speciation in Washing Solutions by IC ....................................................... 27
Chapter 4. Results and Discussion ................................................................................................ 29
4.1. Simulated Equilibrium Behavior of Sulfur During Activation ...................................... 29
4.2. Production Yield of OSPC-Derived Activated Carbon .................................................. 35
4.3. Characterization of OSPC and OSPC-Derived Activated Carbon ................................. 36
4.4. Sulfur Mass Balance ....................................................................................................... 40
4.4.1. Sulfur Content of Washing Solutions and Scrubbing Solutions ............................. 40

v
4.4.2. Sulfur Content of Raw Cokes and Activated Carbons ............................................ 44
4.4.3. Sulfur Mass Balance ............................................................................................... 45
4.5. Sulfur Speciation ............................................................................................................ 47
4.5.1. Determining Sulfide Concentration in Washing Solutions by ISE ......................... 47
4.5.2. Sulfur Speciation in Washing Solutions by IC ....................................................... 48
4.5.3. Surface Analysis of Activation Product by XPS .................................................... 49
4.6. The Fate of Sulfur During the Activation and Washing Processes ................................ 51
4.7. Proposed Sulfur Separation Process ............................................................................... 53
4.8. A Proposed Flow Sheet of Production of OSPC-Derived Activated Carbon ................ 55
Chapter 5. Conclusions and Recommendations ............................................................................ 58
References ..................................................................................................................................... 60
6.1. ICP-AES Sulfur Calibration Curve ................................................................................ 64
6.2. Uncertainty of Serial Dilution ........................................................................................ 65
6.3. ISE Sulfide Calibration Curve ........................................................................................ 66
6.4. FactSage Simulation: All Cases ..................................................................................... 67
6.5. Oxidation of Aqueous Sulfide ........................................................................................ 88

vi
List of Tables Table 1 Ultimate, proximate and ash analyses of OSPC by Furimsky ........................................... 6
Table 2 Chemicals and materials used in this work ...................................................................... 11
Table 3 Simulation inputs calculated from the analyese of fluid coke by Furimsky .................... 14
Table 4 Temperature program for activation ................................................................................ 17
Table 5 ICP-AES specifications ................................................................................................... 23
Table 6 IC specifications .............................................................................................................. 27
Table 7 Characteristic retention time of common anions separated by IC ................................... 28
Table 8 Gas Products from factsage simulation ........................................................................... 33
Table 9 Solid products from factsage simulation ......................................................................... 34
Table 10 Major products of simplified simulation using only C, S, NaOH, and N2 .................... 35
Table 11 Experimental yields of activation .................................................................................. 36
Table 12 Characterization of fluid coke ........................................................................................ 37
Table 13 Characterization of delayed coke ................................................................................... 37
Table 14 Charaterization of activated fluid coke .......................................................................... 38
Table 15 Charaterization of activated delayed coke ..................................................................... 38
Table 16 Ash removed by NaOH activation ................................................................................. 39
Table 17 Average sulfur content of all solutions produced from fluid coke activation ............... 41
Table 18 Average sulfur content of all solutions produced from delayed coke activation ........... 42
Table 19 Solubility of inorganic Na-S compounds at 20oC .......................................................... 43
Table 20 Sulfur content of raw cokes and activated carbons measured by ICP-AES .................. 45
Table 21 Average total sulfur recovered from NaOH activation .................................................. 46
Table 22 Sulfide concentration in first washing solutions measured by ISE ............................... 47
Table 23 Peaks and relative amounts of sulfur species, calculated by XPS ................................. 50
Table 24 Characteristic binding energies of sulfur species, retrieved from NIST Database ........ 51
Table 25 Major products of the updated simulation using C, S, NaOH, and N2 .......................... 52
Table 26 Solubility of Calcium Compounds at 25oC.................................................................... 54
Table 27 ICP-AES calibration curve data (corrected by blank) ................................................... 64
Table 28 Accuracy and standard deviation of micropipette ......................................................... 65
Table 29 ISE calibration curve ..................................................................................................... 66
Table 30 FactSage simulation all cases ........................................................................................ 67

vii
List of Figures Figure 1 Schematic Diagram of Fluid Coker .................................................................................. 4
Figure 2 Schematic Diagram of Delayed Coker ............................................................................. 5
Figure 3 SEM images of raw fluid coke and KOH activated fluid coke by Zuliani et al ............... 9
Figure 4 SEM images of OSPC surface by Chen and Hashisho ..................................................... 9
Figure 5 Activation setup .............................................................................................................. 16
Figure 6 Washing procedure ......................................................................................................... 18
Figure 7 Customized apparatus for washing ................................................................................. 20
Figure 8 Sulfur products upon NaOH activation .......................................................................... 30
Figure 9 FactSage simulated yields of NaOH activations ............................................................ 31
Figure 10 FactSage simulated gas products of NaOH activations ................................................ 32
Figure 11 Cumulative and differential SSA of OSPC-derived activated carbon .......................... 39
Figure 12 Rate of sulfur extraction during first washing stage using 400 mL water .................... 43
Figure 13 Ion Chromatogram of first washing solution for producing activated fluid coke ........ 48
Figure 14 XPS S 2p high-resolution spectrum of activation product from NaOH activation of
fluid coke ...................................................................................................................................... 50
Figure 15 Solubility of Pure Sodium Compounds from 0oC to 100oC ......................................... 55
Figure 16 Proposed Production Process of OSPC-Derived Activated Carbon – A ...................... 57
Figure 17 Proposed Production Process of OSPC-Derived Activated Carbon – B ...................... 57
Figure 18 ICP-AES linear calibration curve ................................................................................. 64
Figure 19 ISE calibration curve .................................................................................................... 66
Figure 20 Eh-pH diagram of sulfur, constructed using FactSage ................................................. 88
Figure 21 Kinetics of H2O2 oxidation of sulfide in washing solutions ......................................... 90

1
Chapter 1. Introduction
1.1. Overview
Oil sands petroleum coke (OSPC) is a waste carbonaceous material produced from upgrading
bitumen that is mined from the Athabasca oil sands deposits. In 2016, the coke inventory was
estimated as 106 million tonnes, and there were over 20,000 tonnes of new production per day. [1]
Most of the coke is stockpiled onsite with little use. With increasing OSPC production, waste
management will become a challenge for the oil sands industry. Unlike other types of petroleum
coke produced outside of Canada [2], OSPC contains higher sulfur content, making it unsuitable
for combustion as an energy source because extensive scrubbing or treatment is required to control
sulfur dioxide release.
Studies have shown the environmental impacts associated with OSPC stockpiles that are
susceptible to wind erosion. Zhang et al. concluded that OSPC dust is a major source of polycyclic
aromatic hydrocarbons (PAHs) in the local region. [3] It is well known that PAHs are biotoxins,
mutagens and carcinogens that can bioaccumulate in the environment. [4] In addition, metals found
in OSPC can leach into the environment or be transported by airborne coke particles, leading to
ecotoxicological effects. [3] [5]
Due to the increase of OSPC stockpiles and the associated environmental impacts, there is a need
to reduce coke inventory and, in the same time, promote coke utilization. A popular idea is to
convert this waste yet untapped and readily available carbon source into some value-added
products. Because OSPC is a dense carbonaceous material with more than 80% carbon content [6],
it is a good precursor of activated carbon. Researches have been conducted to explore energy and
environmental applications of OSPC-derived activated carbon. It has been demonstrated that
OSPC-derived activated carbon is a well-performing electrode material for supercapacitors, which
are energy storage devices. [7] It is also an effective adsorbent to reduce acid-extractable organics
in oil sands process-affected water. [8] [9] With modifications, OSPC-derived activated carbon
impregnated with sulfur can be applied as an adsorbent for mercury removal. [10] [11] Other
environmental applications include hydrogen sulfide oxidation and ammonia adsorption. [12]

2
Common activation mechanisms to produce activated carbon are physical and chemical activations.
Physical activation first carbonizes the precursor and pyrolyzes the char by gasification at high
temperatures under an oxidizing atmosphere achieved by steam or carbon dioxide (CO2) flow.
Chemical activation, on the other hand, employs chemical reagents such as phosphoric acid
(H3PO4), zinc chloride (ZnCl2), and alkali metal hydroxide (MOH) [13] to lower activation
temperature and reduce activation time. [14]
Among the chemical reagents, MOH, i.e. sodium hydroxide (NaOH) or potassium hydroxide
(KOH), is the most effective activating agent and produces well-developed microporosity. [7] [12]
[14] [15] Hence, it is preferred to use NaOH or KOH in the production of OSPC-derived activated
carbon. The production process generally follows activation at high temperatures under inert
atmosphere, washing with water or acid, and drying. In this work, NaOH is used as the activating
agent. Comparing to KOH, NaOH produces less porosity but is a more economical and widely
used reagent. Upon NaOH activation, vanadium, a valuable metal with relatively high
concentrations in OSPC [6] [16], can be converted into water-soluble inorganic species and be
extracted by washing during the production of OSPC-derived activated carbon. To promote coke
utilization as OSPC-derived activated carbon, the production process needs to be both technically
feasible and economically viable.
1.2. Goal and Objectives
The overall goal of this work is to promote the production process of OSPC-derived activated
carbon using NaOH as one way to reduce coke inventory. To do so, the feasibility of the production
process needs to be established. One important aspect is sulfur which is a major component of
OSPC and a regulated substance. [17] It has been predicted that sulfur in OSPC can be converted
into sodium sulfide upon NaOH activation. [18] [19] However, no effort has been made to verify
this, and the fate of sulfur during the production process remains largely unknown. Research of
sulfur quantification and speciation during the production process is required to enhance the
feasibility of the production process.
Therefore, the objectives of this work are to:

3
1. Understand the fate of sulfur during the production process of OSPC-derived activated carbon
using NaOH as activating agent;
2. Propose sulfur separation techniques based on the fate of sulfur during the production process;
and
3. Propose a flowsheet of recycling vanadium from OSPC and producing OSPC-derived activated
carbon to enhance the economic viability of the production process.

4
Chapter 2. Literature Review
2.1. Oil Sands Petroleum Coke
Oil sands petroleum coke is produced by two coking technologies: fluid and delayed which are
being used by Syncrude Canada and Suncor Energy, respectively. Schematic diagrams of the
technologies are displayed in Figure 1 and Figure 2 [20]. The products from these processes are
named fluid coke (FC) and delayed coke (DC), accordingly. Fluid coke is generated from a
continuous process at high temperatures from 580oC to 565oC, while DC is generated from a batch
process operating at lower temperatures from 480oC to 515oC. [20] The fundamental difference of
the two processes is the severity of heating. Fluid coker employs the fluidized-solids technique
and can achieve a higher cracking temperature, [20] resulting in onion-like coke particles with a
dense carbon structure. On the other hand, delayed coker allows a long residence time under milder
conditions to form coke which is in large grain sizes and has a more porous structure. [20]
Figure 1 Schematic Diagram of Fluid Coker [20]

5
Figure 2 Schematic Diagram of Delayed Coker [20]
Many researches have been conducted on the compositions of FC and DC. Furimsky [6] analyzed
stockpiled FC produced during different time periods and summarized the composition of DC
reported by other researchers, as shown in Table 1. Based on his results, sulfur content of OSPC
slightly varies over production periods, and it is higher in FC than in DC. Due to the more
aggressive coking process, fluid coke has a lower hydrogen content but a considerably greater ash
content, hence, higher metal concentrations.

6
Table 1 Ultimate, proximate and ash analyses of OSPC by Furimsky [6]
Weight Percent Fluid Coke Delayed Coke
Moisture 0.50 ± 0.17 N/A
Ash 6.03 ± 1.24 3.63 ± 0.47
Carbon 81.99 ± 1.26 84.21 ± 0.62
Hydrogen 1.67 ± 0.08 3.77 ± 0.14
Nitrogen 1.84 ± 0.15 1.50 ± 0.26
Sulfur 6.58 ± 0.27 5.82 ± 0.18
Oxygen 1.40 ± 0.43 1.08 ± 0.31
Ash Composition
SiO2 41.87 ± 4.87 39.59 ± 3.66
Al2O3 23.76 ± 1.60 22.02 ± 1.00
Fe2O3 10.14 ± 1.61 11.66 ± 0.27
TiO2 3.84 ± 0.86 3.31 ± 0.04
P2O5 0.29 ± 0.08 0.29
CaO 3.12 ± 1.12 4.18 ± 1.03
MgO 1.44 ± 0.12 2.25 ± 0.93
SO3 2.74 ± 0.61 3.96 ± 2.02
Na2O 1.42 ± 0.24 0.72 ± 0.05
K2O 1.82 ± 0.08 1.42 ± 0.72
BaO 0.13 ± 0.05 0.03
SrO 0.09 ± 0.03 0.02
V2O5 4.13 ± 0.87 4.40
MnO 0.26 ± 0.03 N/A
Cr2O3 0.08 ± 0.02 N/A
NiO N/A 1.25 ± 0.05

7
2.2. Physical and Chemical Activations
Physical and chemical activations are being used in laboratories and industries to produce activated
carbons from various carbon-rich materials. Physical activation employs high temperature
pyrolysis in oxidizing environments to gasify carbon for pore development. [13] Typical physical
activation mechanisms are steam and/or carbon dioxide activation. Chemical activation utilizes
chemical reagents to lower the pyrolysis temperature [14] and induce pore development by the
reactions between carbon and the agents. Common chemical activating agents are phosphoric acid
(H3PO4), zinc chloride (ZnCl2), and alkali metal hydroxide (MOH). The activation efficiency
depends on the activation mechanisms and the precursors.
Researches have shown that physical activation induces better pore development in lignocellulose
materials [13] but not in petroleum derivatives [7] [12] [14] [15] [21] which have much denser and
compact structures. This makes physical activation less favourable to produce OSPC-derived
activated carbon. Small et al. [15] and Rambabu et al. [12] have demonstrated that, even with
extended activation time at high temperatures, the specific surface area (SSA) of the OSPC-derived
activated carbon is still relatively lower. The reaction mechanisms of steam and CO2 activations
have been established as follow [12]:
Steam Activation:
C + H2O H2 + CO (2-1)
CO + H2O CO2 + H2 (2-2)
CO + 3H2 CH4 + H2O (2-3)
CO2 Activation:
CO2 + C 2CO (2-4)
Chemical activations have varying performances on lignocellulose materials and petroleum
derivatives. Phosphoric acid creates pores with heterogeneous pore sizes in lignocellulose
materials [22] by breaking the bonds between lignin and cellulose; however, H3PO4 activation
does not improve surface area of petroleum coke due to the sulfur and metal contents. [12] Zinc
chloride dehydrates lignocellulose materials to achieve micro and mesopores [22] which lead to

8
high surface area. [23] [24] Limited use of ZnCl2 to activated petroleum coke has been reported.
Alkali metal hydroxide is an effective activating agent and has been used for both lignocellulose
materials and petroleum derivatives. MOH only widens micropore width in lignocellulose
materials [22] but is the most efficient activating agent to convert petroleum coke into activated
carbon. [12] Alkali metal hydroxide activated coke exhibits much higher surface area than steam,
CO2, H3PO4 activated cokes. [12]
2.3. Alkali Metal Hydroxide Activation of OSPC
Sodium hydroxide (NaOH) and potassium hydroxide (KOH) are proven activating agents to
produce OSPC-derived activation carbon with surface area greater than 2,000 m2/g. [14] [25] [7]
A comparison of raw OSPC and KOH activated OSPC on microscale using scanning electron
spectroscopy (SEM) is presented in Figure 3 [7] and Figure 4 [26], and a significant change in
surface structure is observed. [7] Possible reaction mechanisms between MOH and carbon have
been investigated by many researchers [12] [14] [25] [27] and are presented below:
4MOH + C 4M + CO2 + 2H2O (2-5)
4MOH + 2CO2 2M2CO3 + 2H2O (2-6)
6MOH + 4C M2CO3 + 4M + 3H2 + 3CO, where M stands for Na or K. (2-7)
Activation temperature ranges from 550oC to 1000oC under inert atmosphere, and alkali-to-coke
weight ratio ranges anywhere from 0.5:1 to 4:1. [27] [18] Impregnation of raw materials with
activating agents is required prior to chemical activations, followed by pyrolysis, washing, and
drying. The chemically produced activated carbons are fine powders.

9
Figure 3 SEM images of raw fluid coke (left) and KOH activated fluid coke (right) by Zuliani et
al [7] (raw coke particle size of 150-212 µm; KOH-to-coke ratio of 2.5:1;activation temperature
of 850oC)
Figure 4 SEM images of OSPC surface by Chen and Hashisho [26] ((a) raw delayed coke; (b)
raw fluid coke; (c) KOH and microwave activated delayed coke; (d) KOH and microwave
activated fluid coke)
Alkali metal hydroxide reacts with metals in OSPC and partially solubilizes them. Feng [16]
conducted researches on the fate of vanadium and other metal species during the production of

10
OSPC-derived activated carbon using MOH. It was found that the activation and subsequent
washing processes successfully removes over 80% of total metal content of OSPC. Removal of
vanadium and nickel, which are of primary toxicological concern [5], is 92% and 81%. The
produced porous carbon has low metal concentrations and reduced heavy metal leaching if used
for environmental applications. [5]
2.4. Sulfur in OSPC and During MOH Activation
Sulfur speciation of fluid coke has been conducted by Cai et al. Little data is available for delayed
coke but the sulfur species are expected to be similar in both cokes. [6] [28] The speciation results
showed that 50% of the sulfur in fluid coke is in the form of thiophene, 40% in the form of organic
sulfide, and the rest 10% in the form of sulfate. [28]
Although the reaction mechanisms of carbon and MOH during activation have been investigated
extensively, limited study focuses on the reaction of sulfur and MOH during activation. Lee and
Choi [18] studied MOH activation of high sulfur petroleum cokes and found that, with MOH-to-
coke ratios of 2:1 to 4:1, the activation significantly lowers the sulfur content, and pore
development does not start until 98% of sulfur is removed from the carbon matrix. Oxygen content,
in contrast, increases after MOH activation. Based on these observations, reaction mechanisms
between MOH and sulfur are proposed as (2-8).
Coke-S + 2MOH M2S + Coke-O + H2O (2-8)
Cai et al. [19] studied KOH activation of fluid coke with KOH-to-ratio of 3:1 and observed the
same changes in sulfur and oxygen contents. They also concluded that the rate of sulfur removal
is substantially faster than carbon removal. Combining (2-7) and (2-8), another reaction
mechanism has been proposed as (2-9).
Coke-S + 4MOH M2S + 2M + CO2 + 2H2O (2-9)
These reaction mechanisms are built based on thermodynamic studies and elemental analysis of
the starting material and final product; they do not provide information on the actual sulfur species
present in the process of producing activated carbon from OSPC using MOH. More research is
required to experimentally verify the reaction mechanism.

11
Chapter 3. Methods
3.1. Materials and Chemicals
Fluid coke (FC) and delayed coke (DC) produced by Suncor Energy and Syncrude Canada,
respectively, were used in this work. Table 2 summarizes all chemicals used in this work. Reagent
grade chemicals and materials were selected to eliminate contamination from source. Milli-Q
water was used throughout the experiments.
Table 2 Chemicals and materials used in this work
Chemical/Materials Grade/Specification Supplier
NaOH Pellet, ACS grade reagent, ≥
97.0% purity Caledon Laboratories Ltd.
Methanol Min 99.8% assay Caledon Laboratories Ltd.
HCl Meets ACS specifications, 36.5%
to 38.0% Caledon Laboratories Ltd.
Nitrogen Grade 4.8 Linde
Milli-Q water Resistivity 18.2 MΩ.cm Millipore
HNO3 70%, purified by redistillation, ≥
99.999% trace metal basis Sigma-Aldrich
Sulfur Standard for
ICP
TraceCERT, certified reference
material, 1000 ppm ± 2 ppm Sigma-Aldrich
Sulfide IC Standard Analytical standard, 1000 ppm ±
2 ppm sulfide in 1% NaOH Sigma-Aldrich
Sulfate Standard for IC TraceCERT, certified reference
material, 1000 ppm ± 4 ppm Sigma-Aldrich
H2O2 30 wt%, ISO9001 certified Bio Basic Canada Inc.
Na2S∙9H2O ≥ 99.99%, trace metal basis Sigma-Aldrich

12
L-Ascorbic Acid 99% assay Sigma-Aldrich
Pb(ClO4)2∙3H2O ACS reagent, 97.0%-102.0%, pH
3.0-5.0 Sigma-Aldrich
Na2SO3 ACS reagent ≥ 98.0% EMD
Na2S2O3 ≥ 99.5% BDH Inc.
Acetanilide OAS Certified carbon hydrogen
nitrogen content Exeter Analytical Inc.
Green Coke Certified 6.7% sulfur content Analytical reference Materials
International, LECO
LECO Coal Certified 1.02±0.04% sulfur
content LECO
Commercial Activated
Carbon Peat moss-derived Fisher Scientific
Na2CO3 Anhydrous ACS grade EMD
MgO 96%, light, .325 mesh powder Alfa Aesar
Ca(OH)2 Guaranteed Reagent ≥ 96% EM Science
Cu2O <5 micron powder, 97% Sigma-Aldrich
NH4Cl ACS Reagent ≥ 99.5% ACP
Di-Lactic Acid ACS Grade BioShop
Filter Paper Ashless, Grade 41 (20 µm) and
Grade 42 (2.5 µm) Whatman
pH Paper N/A BDH VWR Analytical

13
3.2. FactSage Simulation of Sulfur Chemistry During NaOH
Activation
Simulation can provide useful insights into the sulfur chemistry during the NaOH activation and
predict activation products. It served as the groundwork of this thesis. The simulation results
determined the succeeding experimental designs and analytical techniques.
FactSage 7.0 is a commercial software package with six built-in modules. The module used in this
work was Equilib which predicts possible reaction products and calculates product concentrations
at chemical equilibrium by minimizing the overall Gibbs energy under user-specified reaction
conditions [29]. Elemental compositions of FC, calculated from the study conducted by Furimsky
[6], were inputted as reactants. It is generally believed that the sulfur groups in FC and DC are
similar [6] [19], hence, the simulation results can be applied on both cokes. Elemental
compositions of raw coke were used in the simulation instead of the actual compounds due to the
complexity of organic matter. Also, the Equilib module simulates reactions by minimizing the
Gibbs energy of the system, meaning that it predicts the most stable products which are not affected
by the chemical states of the reactants.
To simulate a reaction under continuous purging, nitrogen gas (N2) was added as a reactant.
Simulations were performed for three NaOH-to-coke mass ratios, 0.5, 1.0 and 1.5, under activation
temperatures from 340oC, which was just above the melting temperature of NaOH, to 850oC and
a constant pressure at 20 psi. A list of all reactants is available in Table 3. The amount of N2 was
estimated by the N2 flowrate and the total reaction time used for experiments.

14
Table 3 Simulation inputs calculated from the analyese of fluid coke by Furimsky [6]
Input Reactant Weight percent of coke % Amount per 25 g of coke g
C 81.99% 20.50
H 1.67% 0.42
N 1.84% 0.46
S 6.58% 1.65
O 1.40% 0.35
Si 1.18% 0.29
Al 0.76% 0.19
Fe 0.43% 0.11
Ti 0.14% 0.04
P 0.01% 0.00
Ca 0.13% 0.03
Mg 0.05% 0.01
Na 0.07% 0.02
K 0.06% 0.02
Ba 0.09% 0.02
Sr 0.01% 0.00
V 0.00% 0.00
Mn 0.14% 0.03
Cr 0.01% 0.00
NaOH N/A 12.50, 37.50 and 62.50
N2 N/A 225.60
3.3. Production of OSPC-Derived Activated Carbon
FactSage simulation predicts activation products at equilibrium state which may not be achieved
by actual reactions due to time and material constraints. Hence, sample production and analyses
were performed to validate the simulation results. Both FC and DC were studied. The sample

15
production consisted of three major parts: coke preparation, activation, and sequential washing
stages. Each stream in the sample production process was studied to understand the fate of sulfur.
To obtain comparable results between the two cokes, their particle sizes were maintained the same.
All other parameters, such as NaOH-to-coke weight ratio, activation temperature, and amount of
water used for washing, were kept constant for both cokes. The production was triplicated for each
coke, and a total of six runs were carried out to ensure data quality.
3.3.1. Coke Preparation
The activating agent NaOH used in this work was in pellet form, and the contact surface between
the pellets and the coke particles affects the activation efficiency. Therefore, both raw cokes were
prepared to the same particle size. Delayed coke which is in large chunks was broken into small
pieces and further ground into powders. The powders were sieved through mesh No.70 and No.100
to obtain particles with size of 150-212 µm. On the other hand, FC came in as powders and can be
sieved to 150-212 µm particle size without grinding.
3.3.2. Activation Setup and Procedure
Activation was carried out in a stainless-steel tube reactor (48 mm ID, 50 mm OD and 200 mm L)
inside a vertical tubular furnace which is equipped with a programmable temperature controller.
The reactor was connected to a N2 gas cylinder with a digital flow rate controller. The exit gas
from the reactor flowed through an empty bottle to condense moisture, a scrubber bottle containing
250 mL of 0.5 M NaOH solution to absorb H2S and SO2, and a second scrubber bottle with 500
mL dark-blue solution containing copper(I) oxide, ammonia chloride, sodium hydroxide, and lactic
acid to absorb CO [Professor Shitang Tong, personal communication, Nov. 10, 2015]. The setup
is illustrated in Figure 5. Although the production of sulfur-containing gases was not predicted by
the simulation, it may occur during the actual activation. Both scrubbers can absorb CO2 produced
during activation.

16
Figure 5 Activation setup
Prior to activation, 25.0 g of raw coke was mixed with NaOH pellets at a NaOH/coke mass ratio
of 1.5:1 which was kept constant for all runs. During mixing, 0.3 mL of methanol and 10 mL of
water were added to enhance wettability of coke surface and aid mixing of NaOH pellets and coke
particles. The mixture was placed in a stainless-steel sample holder and let stand for 20 hr.
After soaking, the sample holder was placed in the middle of the reactor, which was then sealed
and purged with N2 at 20 psi. The reactor pressure was kept constant at 20 psi. Five temperature
segments were programmed, as shown in Table 4. The temperature was ramped to 340oC which is
around 20oC above the melting point of NaOH. [30] Water and methanol added for soaking were
evaporated during ramping. The temperature was held at 340oC for 2 hr to melt NaOH pellets and
induce thorough mixing between coke and molten NaOH. [16] The temperature was then ramped
to 850oC and held for 2 hr to allow activation. The system was purged with N2 throughout the
process, and the flow rate was 350 mL/min from segment 1 to 4 and 180 mL/min during segment
5. After cooling to room temperature, the activation product was removed for subsequent washing
process. The scrubbing solutions were collected for further analysis.

17
Table 4 Temperature program for activation (NaOH pellets are melted at 340oC)
Segment 1 Segment 2 Segment 3 Segment 4 Segment 5
Ramping at
5oC/min
Holding at
340oC for 2 hr
Ramping at
5oC/min
Holding at
850oC for 2 hr
Cooling to room
temperature
3.3.3. Sequential Washing Setup and Procedure
There were thirteen batch sequential washing stages: eight water washing stages, one acid washing
stage, and four post-acid washing stages, as shown in Figure 6. The purpose of sequential washing
was to extract all impurities released from the coke upon activation. It also provided insight into
the extraction kinetics of different impurities, for instance, sulfur and vanadium. The information
on the extraction kinetics can help optimize the washing process as well as offer an opportunity
for vanadium recovery.

18
Figure 6 Washing procedure

19
All stages had 400 mL of liquid for washing and 1 hr of washing time. The acid washing stage
used dilute HCl solution, prepared by 1 volume of HCl and 3 volumes of water, and the rest used
Milli-Q water. Vacuum filtration was applied, and the filtrate was diluted to 500 mL in a
volumetric flask. The residue was sent to the next washing stage. During the water washing and
acid washing stages, the system was purged with air, and the exit gas was scrubbed by 100 mL of
0.1 M NaOH solution in the Erlenmeyer flask. The same scrubbing solution was used for both
water and acid washing stages. The residue was washed to neutral pH in the post-acid washing
stages and then dried in an oven at 105oC overnight to obtain the final product – activated carbon.
It has been reported by other researchers in the lab that a rotten egg smell was detected when acid
was added to the activation product, evidencing the presence of sulfide which might escape as H2S
during washing. To minimize the sulfur loss, a customized apparatus was designed to capture
gaseous sulfur species that might be produced while washing. The customized apparatus, shown
in Figure 7, was used in all stages. It consisted of the following glassware: a 500 mL Büchner flask
for sample washing, a 250 mL cone-shaped separatory funnel for water/acid addition, a 125 mL
Erlenmeyer flask, and a gas dispersion tube that contains a coarse porosity fritted cylinder for
scrubbing. The top of the Büchner flask was plugged with a rubber stopper, and a hole (0.385’’
diameter) was bored in it so that the separatory funnel could be inserted. To purge the system,
another hole (0.25’’ diameter) was cut to fit a plastic pipe (5’’ length) which was connected to
compressed air by plastic tubing. The pipe and tubing connection was sealed by a hose clamp.
Another piece of plastic tubing linked the short glass tube on the Büchner flask to the gas dispersion
tube to flow out the purged air. The cylinder of the gas dispersion tube was submerged in the
NaOH solution in the Erlenmeyer flask. Mild agitation was applied during washing.

20
Figure 7 Customized apparatus for washing (the system is perged with air, and the exit gas is
scurbbed with NaOH solution to capture gaseous sulfur produced during washing)
In each stage, the activation product or the residue from the previous stage along with a magnetic
spin bar was transferred into the Büchner flask, which was placed on a stirrer. The stopper, with
its attachments, was tightened onto the Büchner flask. Water or dilute HCl solution was gradually
dispensed by the separatory funnel so that the produced gas flowed through the scrubber. The
liquid level in the separatory funnel was maintained at a height to prevent gas backflow. After
adding in 400 mL of liquid, the compressed air was turned on slightly to start purging. In the initial
washing stage, the inner wall of the sample holder was triple rinsed using water to remove
remaining coke particles, and the resulting solutions were poured into the separatory funnel and
dispensed to the Büchner flask.

21
3.4. Characterization of OSPC and OSPC-Derived Activated
Carbon
Moisture, ash, carbon, hydrogen, nitrogen and sulfur contents of the starting materials and the final
products were determined. The moisture content was measured gravimetrically. Sample weights
were recorded before and after drying at 105oC overnight. The dried samples were then ashed
following ASTM D4422-13 to determine the ash content. The samples, weighed at 1 g for raw
cokes and 2 g for activated carbons, were placed in porcelain crucibles, which were ignited and
cooled, and ashed in a muffle furnace at 725oC for 6 hr. The remainders were weighed to calculate
the ash content.
Carbon, hydrogen and nitrogen contents of the raw cokes and the activated carbons was determined
using an elemental analyzer, a standard instrument for C, H, and N analysis, manufactured by
Exeter Analytical Inc. under CHN mode. All samples were triplicated. Acetanilide OAS was used
as the standard for CHN calibration. To check the quality of the calibration, acetanilide was
analyzed as samples before and after sample analysis. The deviations of the measured amount from
the certified amount of C, H and N were 1.85%, 0.11%, and 0.24%, corresponding to relative
deviations of 0.03%, 0.02%, and 0.02%, respectively. The uncertainty of CHN analysis was
satisfyingly low.
To close sulfur mass balance, sulfur contents of the raw cokes and the activated carbons were
determined. In addition, sulfur content of OSPC can vary with production year [6], so quantifying
it of the coke samples used in this work was mandatory. The elemental analyzer under Sulfur mode
can be used for sulfur quantification. Green coke with a certified sulfur content of 6.7%, purchased
from LECO, was used for calibration. The instrument was stabilized and conditioned each time
before sample analysis. To check the quality of calibration, sulfur content of the green coke was
measured before and after sample analysis. The deviation of the measured amount from the
certified amount was 0.28%, translating to a relative deviation of 4.18% which was acceptable.
Although elemental analyzer is a standard instrument to quantify sulfur, it has limitations. First,
the uncertainty of the instrument can be up to 0.5% of the sample weight [Jocelyn Zuliani, PhD,
personal communication, Apr. 25, 2017] making it difficult to measure sulfur content below 1%.
Efforts were made to test the reliability of the elemental analyzer at low sulfur range by measuring

22
the sulfur content of a commercial activated carbon converted from peat moss; the measured sulfur
content was 1.11%, which was significantly higher than the actual content [31]. This indicated that
the elemental analyzer is not suitable for measuring sulfur content of the activated carbons. Second,
the instrument oxidizes all elements into gaseous oxides and measures sulfur in the form of SO2
[32]. If the sulfur species in the sample is in higher oxidation states, the instrument cannot detect
it. Hui Cai et al. concluded that 5-9% of the total sulfur in FC is in the form of sulfate [19]. Hence,
the sulfur content quantified by the elemental analyzer may be underestimated. Another method
was adopted to quantify sulfur in raw cokes and activation carbons, as described in section 3.5.2.
Specific surface area (SSA) of the activated carbons produced from OSPC was determined by
Quantachrome Autosorb-1 using N2 adsorption. This was to confirm the degree of activation by
comparing the SSA of the NaOH activated carbon to the literature values.
3.5. Total Sulfur Analysis
Total sulfur analysis was conducted on washing solutions, scrubbing solutions, raw cokes and
activated carbons. The accuracy and precision of the total sulfur analysis was determined to ensure
reliable results by performing tests on wet chemistry and analytical techniques. Accuracy was
determined based on the deviation of the measured value from the rated or certified value. Standard
deviation was used as the precision of the measurement.
3.5.1. Total Sulfur Content of Washing Solutions and Scrubbing
Solutions
Sulfur content of the washing and scrubbing solutions was determined by inductively coupled
plasma atomic emission spectroscopy (ICP-AES) housed in ANALEST, Department of Chemistry,
University of Toronto. The instrument uses 5 vol% nitric acid (HNO3) as background and analyzes
acidic solutions. Other instrument specifications are listed in Table 5.

23
Table 5 ICP-AES specifications
Optima 7300 DV ICP-AES manufactured by Perkin Elmer Corp.
Gas Argon
View mode Axial
Plasma gas flow rate 15 µL/min
Auxiliary gas flow rate 0.2 µL/min
Nebulizer gas flow rate 0.8 µL/min
Sample flow rate 1.5 µL/min
Peak area estimation 3-point
Technical replicate Triplicate
Three wavelengths for sulfur are available, 180.669 nm, 181.975 nm and 182.563 nm. The
wavelength of 180.669 nm can be interfered by calcium [33] which is a component of OSPC, and
the wavelength of 182.563 could not give linear calibration curve. Therefore, the wavelength of
181.975 nm was selected. To make sure the wavelength represents the peak of the sulfur spectrum,
it was manually shifted to 181.970 nm after examining spectra of all samples.
A linear calibration curve was generated each time by analyzing sulfur standard solutions which
were prepared from the Sulfur Standard for ICP listed in section 3.1. Serial dilution was achieved
by volumetric flasks and pipettes. Nitric acid was added to keep the solutions with a constant 5
vol% HNO3 background. The concentrations were 0.1 ppm, 1 ppm and 10 ppm. A blank solution
with only 5 vol% HNO3 was prepared as the calibration background. The correlation coefficient
of the calibration curve was greater than 0.99995. An example of ICP-AES calibration curve is
demonstrated in Appendix ICP-AES Sulfur Calibration Curve.
The accuracy and precision of ICP-AES was determined by analyzing a solution with a known
sulfur concentration occasionally during sample analyses. The solution was prepared from the
Sulfur Standard for ICP independently. The average deviation was 3.4% and within the acceptable
range [33]. The RSD of ICP-AES was below 5%.
The accuracy and precision of serial dilution of the sample solutions was determined
gravimetrically using Milli-Q water and a five-digit balance. Serial dilution was achieved by a

24
micropipette (100-1000 µL) manufactured by Eppendorf, 15 mL centrifuge tubes and 10 mL
volumetric flasks. The accuracies of the micropipette and the centrifuge tubes were measured as
they are generally less accurate than volumetric glassware. Four measurements were done for each
apparatus. The accuracy was calculated as
𝑎𝑐𝑐𝑢𝑟𝑎𝑐𝑦 = |𝑚𝑒𝑎𝑠𝑢𝑟𝑒𝑑 𝑣𝑜𝑙𝑢𝑚𝑒−𝑟𝑎𝑡𝑒𝑑 𝑣𝑎𝑙𝑢𝑚𝑒|
𝑟𝑎𝑡𝑒𝑑 𝑣𝑜𝑙𝑢𝑚𝑒×100% , and
𝑚𝑒𝑎𝑠𝑢𝑟𝑒𝑑 𝑣𝑜𝑙𝑢𝑚𝑒 = 𝑚𝑒𝑎𝑠𝑢𝑟𝑒𝑑 𝑤𝑒𝑖𝑔ℎ𝑡
𝜌𝑤𝑎𝑡𝑒𝑟, where 𝜌𝑤𝑎𝑡𝑒𝑟 = 0.9970
𝑔
𝑚𝐿𝑎𝑡 20°𝐶.
Gravimetric measurements were taken for pipetting volumes ranging from 100 to 1000 µL, with
an increment of 100 µL. The accuracy of the micropipette is 97.55% with a standard deviation
(SD) of 3.08%. The accuracy of the 15 mL centrifuge tubes, determined by 10 mL water, was
99.36% with an SD of 1.94%. The overall accuracy of serial dilution was 94.55% with an overall
SD of 3.51%. See Appendix Uncertainty of Serial Dilution for supporting data and calculations.
3.5.1.1. Sample Oxidation Prior to ICP-AES Analysis
Sample treatment was required before ICP-AES analysis. The alkaline samples were acidified by
HNO3 to meet the ICP sample requirement. To prevent unstable sulfur compounds from escaping
the solution during acidification, the alkaline solutions were oxidized by 30 wt% hydrogen
peroxide (H2O2), specified in section 3.1, prior to acidification. Hydrogen peroxide is a common
oxidant for treating aqueous sulfide (S2-/HS-/H2S) under various pH values [34] [35] [36] [37].
Therefore, it was used for sample treatment in this work. No oxidation was required for acidic or
neutral solutions. An excess amount of HNO3 was added to all solutions to ensure a low pH
regardless of the original pH. The background of all samples was 10 vol% HNO3. A reagent blank
at 10 vol% HNO3 was analyzed before the samples and served as the sample background. Note
that the sample treatment needs to follow the order of oxidation, acidification and serial dilution
to minimize loss of sulfur.
Sample oxidation was carried out in the 15 mL centrifuge tubes. The volume ratio of sample to
H2O2 ranged from 1:2 to 5:1, based on the expected concentration of sulfur. The amount of H2O2
was in excess. The oxidation of sulfide by H2O2 can complete on a scale of hours [38]; due to the
complexity of the washing solutions, it may proceed slower. Therefore, the oxidation process was

25
allowed for seven days. When finished, the oxidized solution was acidified, and the concentration
was brought down to the linear range of ICP-AES by serial dilution.
3.5.2. Total Sulfur Content of Raw Coke and Activated Carbon
Quantification of sulfur in raw cokes and activated carbons was adapted from ASTM D3177-02.
A small amount of sample, 0.5 g – 1 g, was mixed and heated with Eschka mixture at 800oC for 2
hr, converting all sulfur into sulfate. The mixture was then digested with hot water for 30 min to
obtain a solution that contained sulfate. Instead of adjusting the solution pH and precipitating
sulfate by barium salts, the solution was sent to ICP-AES for sulfur quantification. A blank
containing only Eschka mixture was analyzed to determine the sulfur level in the background. The
distribution of sulfur in the raw cokes may not be homogeneous due to variations in residence time
during coking, production year, and location. Therefore, both raw cokes were sampled from
different areas and measured five times. To measure sulfur recovery using this method, sulfur
content of the LECO coal with sulfur content of 1.02 ± 0.04% was measured three times through
Eschka oxidation and ICP-AES analysis. The recovery was 98.71% with an SD of 2.90%.
3.6. Sulfur Speciation of Activation Products and Washing
Solutions
Sulfur speciation was performed on the activation products before washing and the washing
solutions from the first washing stage to determine the forms of sulfur after activation and during
washing. X-ray photoelectron spectroscopy (XPS), ion-selective electrode (ISE) and ion
chromatography (IC) were employed for sulfur speciation. Quantitative analysis was carried out
during speciation.

26
3.6.1. Surface Analysis of Activation Product by XPS
The surface analysis of the activation product was performed by XPS Thermo Scientific K-Alpha
located in Surface Interface Ontario laboratory, Chemical Engineering and Applied Chemistry,
University of Toronto. The instrument is equipped with monochromated Al Kα X-ray source and
argon ion gun for depth profiling. High resolution spectra of S 2p were recorded and processed
after shifting all binding energies with respect to the binding energy of C 1s at 285.0 eV.
Prior to XPS analysis, the activation product was crushed and ground to powders. The ground
particles were well mixed, and small portions were sampled from different spots of the mixture.
The peaks representing chemical states of sulfur were identified through peak fitting on the S 2p
spectrum. The chemical states of sulfur were finalized after consulting the lab technician and
comparing binding energies of the identified peaks with characteristic binding energies in NIST
online database. The relative numbers of sulfur atoms at different chemical states were calculated
based on the peak areas. Quantitative analysis by XPS has an uncertainty of 10-20%, as prescribed
by the manufacturer.
3.6.2. Determining Sulfide Concentration in Washing Solutions by ISE
Ion-selective electrode, manufactured by Cole-Parmer, uses 1 M KNO3 which was supplied by the
manufacturer as reference fill solution. It measures sulfide concentrations ranging from 1×10−7
to 1 M at pH > 11. The electrode was recalibrated every two hours as prescribed by the manual.
The measurement of sulfide concentrations in the washing solutions followed ASTM D4658-15.
To preserve the aqueous sulfide, an antioxidant solution of L-ascorbic acid and NaOH was used
as preservative. Deoxygenated Milli-Q water was used to prepare the antioxidant solution. The
fresh solution is yellow and turns into dark brown when oxidized. A sulfide stock solution was
prepared using Na2S∙9H2O and the antioxidant solution. It was diluted 2, 10 and 20 times by serial
dilution, using volumetric glassware, with the antioxidant solution. A total of four standard
solutions were prepared for calibration. The concentration of the stock solution was determined by
titrating with Pb(ClO4)2 solution using the electrode as an end-point indicator. A linear calibration
curve was then generated with log(concentration) as x-axis and potential as y-axis. The R2 was

27
greater than 0.999. A standard solution was measured as a sample to ensure the quality of the curve
before sample analysis. The difference between the measured and the prepared concentrations was
less than 10% which was within the acceptable range of 15% prescribed in ASTM D4658-15. The
calibration curve is demonstrated in Appendix ISE Sulfide Calibration Curve.
3.6.3. Sulfur Speciation in Washing Solutions by IC
A quick scan of other sulfur species present in the washing solutions were conducted using IC,
which is housed in ANALEST. Detailed system specification is shown in Table 6.
Table 6 IC specifications
Pump Perkin Elmer Series 200 LC
Autosampler Perkin Elmer
LC Column Phenomenex STAR-ION
Suppressor Dionex AMMS-3000
Conductivity Detector Dionex
Eluent Sodium carbonate and sodium bicarbonate
solution (equal molarity at 5 mM)
Flowrate 1.5 mL/min
Ion chromatography is a proven technology to detect sulfite, sulfate and thiosulfate [39]. The
available column can separate common inorganic anions: fluoride, chloride, nitrate, bromide,
phosphate and sulfate. It was found out that the current IC system can separate thiosulfate ions and
generate a distinguishable peak. Sulfite ions, on the other hand, cannot be fully separated from
sulfate ions to produce a distinguishable peak but can be identified by the retention time. Sulfide
cannot be detected by the conductivity detector. The retention times of the anions separated by the
column Phenomenex STAR-ION are tabulated in Table 7. Reference solutions of sulfite, sulfate
and thiosulfate were prepared using Na2SO3, Sulfate Standard for IC, and Na2S2O3 with water. The

28
washing solutions were diluted 100-fold to lower the pH and protect the column. The reference
solutions were run on the day of analysis as the column condition might vary.
Table 7 Characteristic retention time of common anions separated by IC
Anions Detected Retention Time (min)
Fluoride 1.46
Chloride 1.94
Nitrate 2.89
Phosphate 5.67
Sulfate 6.71
Sulfite 5.93
Thiosulfate 14.51

29
Chapter 4. Results and Discussion
4.1. Simulated Equilibrium Behavior of Sulfur During Activation
A total of 21 cases were simulated to study the effects of temperature and NaOH-to-coke ratio on
the yield and the production of sulfur-containing compounds. All calculations were on a basis of
25 g of raw coke. Three NaOH-to-coke mass ratios, 0.5, 1.5 and 2.5, were studied under
temperatures of 340oC, 400oC, 500oC, 600oC, 700oC, 800oC and 850oC.
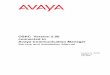
Six sulfur-containing compounds were predicted among the activation products, sodium sulfide
(Na2S), sodium tetrathioferrate (Na2FeS4), manganese sulfide (MnS), barium sulfide (BaS), and
strontium sulfide (SrS) in solid phase, and hydrogen sulfide (H2S) in gas phase. As shown in Figure
8, the predominant species was Na2S; Na2FeS4 was only produced with NaOH-to-coke ratio of 0.5
under 600oC, along with MnS, BaS and SrS, which were produced in negligible amounts.
Production of H2S, which was the only possible gas product upon NaOH activation, was found
under all temperatures with NaOH-to-coke ratio of 0.5, however, in negligible amounts. It was not
found for other ratios. With an increase in NaOH-to-coke ratio or an increase in temperature, the
amount of Na2S increased. At an NaOH-to-coke ratio ≥ 1.5, all sulfur was converted into Na2S
regardless of temperature.

30
Figure 8 Sulfur products upon NaOH activation (NaOH-to-coke ratios of 0.5, 1.5, and 2.5;
temperatures of 340oC, 400oC, 500oC, 600oC, 700oC, 800oC, and 850oC)
Yield was calculated for each case based on the carbon left after reaction over 25 g of raw coke
and is plotted in Figure 9. Higher activation temperature and NaOH-to-coke mass ratio resulted in
lower product yield, and the effect of NaOH-to-coke ratio was greater than it of the temperature.
Below 600oC, an increase in yield was observed, and at temperatures greater than 800oC the yield
decreased. These can be explained by the productions of CH4 and CO, respectively, upon
activation. Figure 10 displays the equilibrium amounts of all gas products upon activation with the
ratio of 1.5 at different temperatures. Under 600oC, the equilibrium amount of CH4 decreased with
temperature and finally reached a negligible amount at 700oC. On the other hand, the amount of
H2 and C increased to maximum values at 700oC. At this temperature, CO started to produce,
causing the decrease in yield at higher temperatures. Similar trend was also observed for ratio 0.5
and 2.5.
0%
20%
40%
60%
80%
100%
300 400 500 600 700 800 900
% o
f To
tal S
Activation Temperature (oC)
Sulfur Products at Equilibrium
Na₂S (ratio 0.5)
Na₆FeS₄ (ratio 0.5)
Na₂S (ratio≥1.5)

31
Figure 9 FactSage simulated yields of NaOH activations (a total of 21 cases are combinations of
three NaOH-to-coke ratios (0.5, 1.5, and 2.5) and seven activation temperatures ranging from
340oC to 850oC))
40%
45%
50%
55%
60%
65%
70%
75%
80%
300 400 500 600 700 800 900
Activation Temperature (oC)
Simulated Yield of Activation
Ratio 0.5
Ratio 1.5
Ratio 2.5

32
Figure 10 FactSage simulated gas products of NaOH activations (NaOH-to-coke ratio of 1.5 and
seven activation temperatures ranging from 340oC to 850oC)
The results of the simulation using the NaOH-to-coke ratio of 1.5 and activation temperature of
850oC are presented in Table 8 and Table 9. The yield was 66%, and the major gas products were
H2, Na, CO, and N2 which was produced from the nitrogen in the raw coke. Major solid products
were Na2CO3, graphite, and Na2S. Appendix FactSage Simulation: All Cases contains the
activation products from all cases.
The simulation results are consistent with the literature which suggests that sulfur in the forms of
thiophene, organic sulfide and sulfate in the raw coke [19] is reduced to sulfide, the lowest
oxidation state of sulfur, at equilibrium [27]. As result, the predominant sulfur species in the
washing solutions is sulfide which can undergo oxidation with dissolved oxygen in water and
produce sulfur species at higher oxidation state.
0.00
0.40
0.80
1.20
1.60
300 400 500 600 700 800 900
Mole
s
Activation Temperature (oC)
Gas Products at Equilibrium (NaOH-to-coke 1.5, 25 g coke)
C
Na₂CO₃
CH₄
CO
Na
H₂

33
Table 8 Gas Products from factsage simulation (NaOH-to-coke ratio of 1.5 and activation
temperature of 850oC)
Gas Products Moles % of Total Produced Gas
H2 0.67 69.6%
Na (metallic) 0.22 22.6%
CO 0.05 5.6%
N2 0.02 1.7%
CH4 0.00 0.2%
Na2 0.00 0.1%
K (metallic) 0.00 0.1%
H2O 0.00 0.0%
NaH 0.00 0.0%
NaOH 0.00 0.0%
NH3 0.00 0.0%
CO2 0.00 0.0%
KOH 0.00 0.0%
(NaOH)2 0.00 0.0%
KH 0.00 0.0%
H 0.00 0.0%
C2H4 0.00 0.0%
Mn 0.00 0.0%
C2H2 0.00 0.0%
H2CO 0.00 0.0%
CH3 0.00 0.0%
C2H6 0.00 0.0%
K2 0.00 0.0%
HNCO 0.00 0.0%
CH3NC 0.00 0.0%
Total 0.96 100.0%

34
Table 9 Solid products from factsage simulation (NaOH-to-Coke ratio of 1.5 and activation
temperature of 850oC)
Grams % of Total Produced Solid
Na2CO3 29.74 55.9%
C (graphite) 16.45 30.9%
Na2S 4.01 7.5%
Na4SiO4 1.93 3.6%
NaAlO2 0.57 1.1%
Na4TiO4 0.15 0.3%
(Na2O)3(V2O5) 0.13 0.2%
Fe3C 0.11 0.2%
CaO 0.05 0.1%
MgO 0.02 0.0%
Na3PO4 0.01 0.0%
MnO 0.00 0.0%
(BaO)3(Al2O3) 0.00 0.0%
(Na2O)(Cr2O3) 0.00 0.0%
SrO 0.00 0.0%
Total 53.18 100.0%
The results from the simulation using the NaOH-to-coke ratio of 1.5, activation temperature of
850oC, and sulfur content of 6.6% determined by Furimsky [6] showed that the major gas products
were H2, Na and CO, and the major solid products were Na2CO3, graphite, and Na2S. To gain
better insight into the reaction mechanism between the coke with 6.6% S and NaOH, a simplified
simulation case was conducted using only the carbon and sulfur contents of FC with 37.5 g NaOH
at 850oC. The amounts of the major products are summarized in Table 10Table 25. The yield was
65%, similar to it of the previous simulation. Hence, the overall reaction during the activation with
NaOH-to-coke ratio of 1.5 at 850oC can be estimated as (4-1) by normalizing the amounts of the
reactants consumed and the products with respect to the amount of CO, as shown in Table 10.

35
7C + 19NaOH + S 9.5H2 + 5Na + CO + 6Na2CO3 + Na2S. (4-1)
Table 10 Major products of simplified simulation using only C, S, NaOH, and N2 (ratio of 1.5 at
850oC, 6.6% S)
Compound Moles Mol/mol CO
Reactant
consumed
C 0.34 7.13
NaOH 0.94 19.33
S 0.05 1.06
Product
H2 0.47 9.62
Na 0.24 4.93
CO 0.05 1.00
Na2CO3 0.30 6.11
Na2S 0.05 1.06
4.2. Production Yield of OSPC-Derived Activated Carbon
Both FC and DC were activated using NaOH. The yield was calculated by the dry weight of the
activated carbon over the weight of the undried raw coke. A summary on the yield of all activations
is provided below in Table 11. The average yield was 67% and 68% for FC and DC, accordingly.
The difference in yield between the two cokes is insignificant. The yield from the experiments is
very close to the yield from the simulation with NaOH-to-coke ratio of 1.5 at 850oC, validating
the simulation results.

36
Table 11 Experimental yields of activation (NaOH-to-coke ratio of 1.5 and activation
temperature of 850oC)
YIELD %
BATCH # Fluid Delayed
1 67.6% 67.6%
2 66.8% 67.6%
3 67.4% 68.1%
AVG 67.3% 67.8%
SD 0.4% 0.3%
4.3. Characterization of OSPC and OSPC-Derived Activated
Carbon
The moisture, ash, carbon, oxygen and nitrogen contents of FC and DC were analyzed, as shown
in Table 12 and Table 13. The moisture content was measured by the difference in weight of the
coke before and after drying at 105oC overnight. The ash content was measured following ASTM
D4422-13. Analysis of carbon, hydrogen, nitrogen, and sulfur content of the raw cokes was
performed using the elemental analyzer. Oxygen content was calculated by difference. Impurity
was calculated by the sum of all components except for carbon. All values are expressed in weight
percent of the raw coke. Three replicates were measured for each coke and the results are
comparable to numbers from literatures [6] [16].

37
Table 12 Characterization of fluid coke (moisture content measured gravimetrically; ash content
determined by ASTM D4422-13;elemental compositions analyzed by elemental analyzer; oxygen
content determined by difference)
Raw FC Replicate 1 Replicate 2 Replicate 3 Avg SD
Moisture % 1.1 1.2 1.1 1.2 0.1
Ash % 3.7 3.7 3.8 3.7 0.0
Carbon % 83.3 79.2 83.0 81.8 2.2
Hydrogen % 1.8 1.6 1.6 1.7 0.1
Nitrogen % 2.1 2.0 2.1 2.0 0.0
Sulfur % 6.9 6.8 7.0 6.9 0.1
Oxygen % 1.1 5.4 1.4 2.6 2.4
Table 13 Characterization of delayed coke (moisture content measured gravimetrically; ash
content determined by ASTM D4422-13;elemental compositions analyzed by elemental analyzer;
oxygen content determined by difference)
Raw DC Replicate 1 Replicate 2 Replicate 3 Avg SD
Moisture % 0.3 0.2 0.4 0.3 0.1
Ash % 2.6 2.6 2.5 2.6 0.0
Carbon % 82.6 82.5 82.1 82.4 0.3
Hydrogen % 3.2 3.2 3.2 3.2 0.0
Nitrogen % 1.8 1.8 1.8 1.8 0.0
Sulfur % 5.8 5.7 6.3 6.0 0.3
Oxygen % 3.6 3.9 3.6 3.7 0.1
Elemental composition of the activated carbons was characterized by CHN analysis and is
tabulated in Table 14 and Table 15, together with ash content. All results are on dry weight basis.
The carbon contents of activated fluid coke (AFC) and activated delayed coke (ADC) were similar
and much higher than those of the precursors. Ash content was significantly reduced by NaOH
activation. The ash content of AFC was less than it of ADC. More than 87% and 73% of the ash
was removed from the raw cokes as shown in Table 16. The %removal was computed by

38
𝐴𝑠ℎ 𝑅𝑒𝑚𝑜𝑣𝑎𝑙% = 𝐴𝑠ℎ % 𝑖𝑛 𝑎𝑐𝑡𝑖𝑣𝑎𝑡𝑒𝑑 𝑐𝑎𝑟𝑏𝑜𝑛 × 𝑦𝑖𝑒𝑙𝑑
𝐴𝑠ℎ % 𝑖𝑛 𝑟𝑎𝑤 𝑐𝑜𝑘𝑒 ×100%.
Sulfur content was measured by ICP-AES and more results are presented in section 4.4.1. Oxygen
content was calculated by difference. Although Cai et al. and Lee and Choi concluded that oxygen
content increased after MOH activation, this was not observed in this work. [19] [18] The amount
of impurity (everything other than carbon) was greatly reduced by NaOH activation and
subsequent washing.
Table 14 Charaterization of activated fluid coke (ash content determined by ASTM D4422-13;
CHN compositions analyzed by elemental analyzer; sulfur content measured by ICP-AES;
oxygen content determined by difference)
AFC Replicate 1 Replicate 2 Replicate 3 Avg SD
Ash % 0.7 0.7 0.7 0.7 0.0
Carbon % 96.2 97.5 96.2 96.6 0.7
Hydrogen % 0.5 0.4 0.4 0.6 0.1
Nitrogen % 0.4 0.4 0.4 0.4 0.0
Sulfur % 0.1 0.1 0.0 0.1 0.0
Oxygen % 2.1 0.9 2.1 1.7 0.7
Table 15 Charaterization of activated delayed coke (ash content determined by ASTM D4422-
13; CHN compositions analyzed by elemental analyzer; sulfur content measured by ICP-AES;
oxygen content determined by difference)
ADC Replicate 1 Replicate 2 Replicate 3 Avg SD
Ash % 1.0 1.0 1.0 1.0 0.0
Carbon % 95.1 95.2 96.3 95.5 0.6
Hydrogen % 0.6 0.4 0.5 0.5 0.1
Nitrogen % 0.5 0.5 0.5 0.5 0.0
Sulfur % 0.1 0.1 0.1 0.1 0.0
Oxygen % 2.7 2.8 1.6 2.3 0.7

39
Table 16 Ash removed by NaOH activation
Ash Removal% Replicate 1 Replicate 2 Replicate 3 Avg SD
FC 86.8 87.9 86.9 87.2 0.6
DC 73.6 74.4 72.5 73.5 1.0
Specific surface area (SSA) was measured on the activated carbons, and the results are plotted in
Figure 11. For both AFC and ADC, the pores with a size below 5 nm contributed the most SSA,
and those from 5 nm to 10 nm contributed another 100 m2/g. The contribution from pores larger
than 10 nm was substantially lower. The BET surface areas were 848 m2/g and 792 m2/g for AFC
and ADC, respectively. Feng [16] and Lillo-Rodenas et al. [14] also observed similar SSA for
NaOH activated fluid and/or delayed coke.
Figure 11 Cumulative and differential SSA of OSPC-derived activated carbon (BET surface
area: 848 m2/g for activated fluid coke and 792 m2/g for activated delayed coke)
0
100
200
300
400
500
600
700
800
900
0 10 20 30 40
SS
A (
m2/g
)
Pore Size (nm)
AFC Cumulative SSA
ADC Cumulative SSA
AFC Differential SSA
ADC Differential SSA

40
4.4. Sulfur Mass Balance
4.4.1. Sulfur Content of Washing Solutions and Scrubbing Solutions
Sulfur contents of the washing solutions and the scrubbing solutions were measured by ICP-AES
after H2O2 oxidation. In total, thirteen washing solutions (eight water washing solutions, one acid
washing solutions, and four post-acid washing solutions) and two scrubbing solutions (scrubbing
solutions for activation and washing) were analyzed. A summary of the average sulfur contents of
all solutions is provided in Table 17 and Table 18. All values are based on 25 g of raw coke. The
linear range of ICP-AES used in this work is 0.1 ppm to 10 ppm. Sulfur concentrations lower than
0.1 ppm were detected but below quantifiable limit, denoted as BQL. The pH of the solutions was
estimated using pH paper. To ensure data quality, thermodynamic and kinetic studies of H2O2
oxidation of the washing solutions were performed and are demonstrated in Appendix 6.5.
Over 99% of the extracted sulfur was found in the first washing solution. Insignificant amount of
sulfur was found in the two scrubbing solutions; the production of H2S during activation and
washing was negligible. This observation is consistent with the results obtained from the
simulation of NaOH activation. The results were similar for FC and DC.

41
Table 17 Average sulfur content of all solutions produced from fluid coke activation (solutions
oxidized by H2O2)
Fluid Coke (25 g Basis)
Stage # Concentration
ppm
Sulfur
Content mg
% of water/acid-
soluble S
pH
Water Washing
Stage 1 3484.29 1742.14 99.7% ≥14
Stage 2 5.68 2.84 0.2% 13-14
Stage 3 0.35 0.18 0.0% 11
Stage 4 0.25 0.13 0.0% 10
Stage 5 0.56 0.28 0.0% 9-10
Stage 6 0.31 0.16 0.0% 8
Stage 7 1.55 0.77 0.0% 7-8
Stage 8 0.27 0.14 0.0% 7-8
Acid Washing 1.02 0.51 0.0% 0
Post-acid
Washing
Stage 1 0.20 0.10 0.0% ~1
Stage 2 BQL BQL N/A 2-3
Stage 3 BQL BQL N/A 5-6
Stage 4 BQL BQL N/A ~7
Total Sulfur in Washing Solutions 1747.25 100.0%
Concentration
ppm
Sulfur
Content mg % of gaseous S
Scrubbing
Solution
Activation 0.53 0.13 89.4%
Washing 0.16 0.02 10.6%
Total Sulfur in Scrubbing Solutions 0.15 100.0%

42
Table 18 Average sulfur content of all solutions produced from delayed coke activation
(solutions oxidized by H2O2)
Delayed Coke (25 g Basis)
Concentration
ppm
Sulfur
Content mg
% of water/acid-
soluble S
pH
Water Washing
Stage 1 2725.84 1362.92 99.6% ≥14
Stage 2 7.04 3.52 0.3% 13
Stage 3 0.41 0.20 0.0% 11
Stage 4 0.34 0.17 0.0% 10
Stage 5 0.72 0.36 0.0% 9-10
Stage 6 0.25 0.13 0.0% 8
Stage 7 BQL BQL N/A 7-8
Stage 8 BQL BQL N/A ~7
Acid Washing Stage 1 0.92 0.46 0.0% 0
Post-acid
Washing
Stage 1 BQL BQL N/A ~1
Stage 2 BQL BQL N/A 2-3
Stage 3 BQL BQL N/A 5-6
Stage 4 BQL BQL N/A ~7
Total Sulfur in Washing Solutions 1367.62 100.0%
Concentration
ppm
Sulfur Content
mg % of gaseous S
Scrubbing
Solution
Activation 0.43 0.11 83.0%
Washing 0.22 0.02 17.0%
Total Sulfur in Scrubbing Solutions 0.13 100.0%
The rate of sulfur extraction during the first washing stage (1-hr, 400 mL water) was studied. The
activation product from FC was used. Samples, each of 1 mL, were collected using a syringe filter
every 10 min during washing until 1 hr. A total of six samples were collected, and no additional
water was added back to the washing process. The activation and sample collection was performed
by Jing Feng, an MASc student in Green Technology Laboratory, Chemical Engineering &
Applied Chemistry, University of Toronto. The samples were oxidized using 30 wt% H2O2 and

43
analyzed by ICP-AES. The result shown in Figure 12 suggested that the extraction of sulfur was
rapid, and the sulfur concentration in the solution plateaued within 10 min of washing. This is
because that the inorganic Na-S compounds produced during activation and washing are highly
accessible to and soluble in water, as indicated by data in Table 19. The amounts of sulfur extracted
by washing at different time were relatively consistent except for the one at 50 min which was
considered as an outlier.
Figure 12 Rate of sulfur extraction during first washing stage using 400 mL water
Table 19 Solubility of inorganic Na-S compounds at 20oC [40]
Compound Solubility at 20oC
(g/100g H2O)
Solubility at 20oC
(g/L of S)
Na2S 15.70 64.50
Na2SO3 20.90 53.16
Na2SO4 16.13 36.41
Na2S2O3 40.60 82.33
101.3% 103.1% 99.6% 100.5%94.7%
100.0%
0%
20%
40%
60%
80%
100%
10 20 30 40 50 60
% S
Extr
acte
d
Time (min)
Normalized Sulfur Concentration

44
4.4.2. Sulfur Content of Raw Cokes and Activated Carbons
The sulfur content of the raw cokes and the activated carbons were quantified by ASTM D3177
and ICP-AES, and the results are listed in Table 20. The values are expressed in weight percent.
The sulfur content of FC averaged at 8.0%, and it of DC averaged at 6.5%.
The removal percentage was calculated by
𝑆𝑢𝑙𝑓𝑢𝑟 𝑅𝑒𝑚𝑜𝑣𝑎𝑙% = (1 − 𝑆𝑢𝑙𝑓𝑢𝑟 % 𝑖𝑛 𝑎𝑐𝑡𝑖𝑣𝑎𝑡𝑒𝑑 𝑐𝑎𝑟𝑏𝑜𝑛 × 𝑦𝑖𝑒𝑙𝑑
𝐴𝑣𝑒𝑟𝑎𝑔𝑒 𝑆𝑢𝑙𝑓𝑢𝑟 % 𝑖𝑛 𝑟𝑎𝑤 𝑐𝑜𝑘𝑒) ×100%.
The sulfur content of the activated carbons was below 0.1% for both cokes, suggesting that NaOH
activation and subsequent washing stages can remove over 99.9% of the sulfur in the precursors,
producing a sulfur-free porous material with a carbon content higher than 95%.
The sulfur content measured by ASTM D3177 and ICP-AES is larger than it measured by the
elemental analyzer which cannot quantify sulfur at oxidation states ≥ IV. The difference between
the two methods was 13.5% and 8.2%, which implies that 13% and 8% of the sulfur in the raw FC
and DC may be in higher oxidation states.

45
Table 20 Sulfur content of raw cokes and activated carbons measured by ICP-AES (sample
oxidation and digestion precribed by ASTM D3177 before ICP-AES analysis)
Replicate Sulfur in Raw
Coke %
Sulfur in Activated
Carbon %
Sulfur
Removal %
FC
1 8.3 0.1 > 99.9
2 7.5 0.1 > 99.9
3 6.4 0.1 > 99.9
4 8.9
5 8.8
Avg 8.0 0.1 > 99.9
SD 1.0 0.0
DC
1 6.9 0.1 > 99.9
2 7.1 0.1 > 99.9
3 6.8 0.1 > 99.9
4 6.2
5 5.5
Avg 6.5 0.1 > 99.9
SD 0.6 0.0
4.4.3. Sulfur Mass Balance
The sulfur mass balance was constructed by combining the measured sulfur content of all streams
in the system and analyzing possible sources of sulfur loss. Table 21 summarizes the average
overall sulfur mass balance. The sulfur content of raw cokes measured by ICP-AES was used as
the base for calculations. It can be concluded that NaOH activation converts over 99% of the sulfur
in raw coke into water-soluble inorganic sulfide as the residual sulfur in the activated carbon is
ultra-low. This agrees to the study by Cai et al. that sulfur, which is mostly in organic forms in raw
OSPC, is significantly reduced in OSPC-derived activated carbon after MOH activation and
washing. [19] After activation, most sulfur was extracted by one stage of water washing.
Negligible amount of H2S was produced during activation and washing. The amount of sulfur

46
measured in all streams was 94% and 84% of the sulfur in FC and DC, respectively. Considering
the accuracy associated with the apparatus employed during serial dilution, which was determined
to be 94.5% in Chapter 3, the sulfur recovered from the production process was 99% and 90% for
FC and DC, respectively. The 10% difference between the two cokes may be due to the uncertainty
associated with measuring the sulfur content of the raw cokes. Another possible reason may be the
fundamental difference between the two cokes: hydrogen content. Delayed coke has 2% more
hydrogen in the form of hydrocarbons due to lower coking temperatures. This may affect the
reaction between the coke and NaOH.
Table 21 Average total sulfur recovered from NaOH activation
Fluid Delayed
% of Total
Sulfur
% of Total Sulfur
(Adjusted) SD
% of Total
Sulfur
% of Total Sulfur
(Adjusted) SD
1st Washing Solution 93.4 98.8 6.7 83.8 88.5 1.9
Washing Solutions 93.7 99.1 6.8 84.1 88.8 1.7
Scrubbing Solutions 0.0 0.0 0.0 0.0 0.0 0.0
Activated Carbon 0.5 0.5 0.1 0.8 0.8 0.2
Sulfur Recovered 94.2 99.6 6.9 84.9 89.7 1.9
Although a loss of sulfur was observed, it was below 15%, an acceptable range of uncertainty for
quantifying sulfur species in water as prescribed by ASTM D4658-15 and ASTM D516-16.
Sodium sulfide, predicted as the predominant activation product, is unstable upon exposure to
moisture in air and may escape from the activation product during transfer. A slight rotten egg
smell was detected while transferring the activation product from the sample holder. Around 600oC,
the NaOH and coke molten mixture can swell and splash [Professor Shitang Tong, personal
communication, Feb. 5, 2017], and coke particles containing sulfur may be splashed onto the
reactor wall along with some NaOH. They can react to produce water-soluble sulfur species.
Another possibility is that the metal Na produced at 730oC can deposit on the reactor wall [14] and
adsorb gaseous sulfur, if any, or react with the coke particles. The production of Na gases in a
relatively large amount was also predicted by FactSage under the same reaction conditions. The
reactor tube wall was washed by 0.1M NaOH to confirm the presence of sulfur on the wall. The

47
washing solution contained coke particles and was filtered after collection. Presence of sulfur in
the washing solution was confirmed by ICP-AES. A drop of HCl was added to 5 mL of the washing
solution but no rotten egg smell could be detected. Prior to washing, the reactor was used for
different experiments and exposed to air over weeks. Any sulfide residing on the reactor wall was
oxidized.
4.5. Sulfur Speciation
Sulfur speciation helps understand the sulfur chemistry during the activation and the washing
processes. It was performed by Ion-Selective Electrode (ISE), Ion Chromatography (IC), and X-
ray Photoelectron Spectroscopy (XPS). The samples were the first washing solutions that
contained the most sulfur and the activation product before washing.
4.5.1. Determining Sulfide Concentration in Washing Solutions by ISE
The sulfide concentration in the washing solutions was determined using ISE. As most of the sulfur
in the activation product can be extracted by one stage of washing, the first washing solutions were
analyzed to determine sulfide concentrations. The results are tabulated in Table 22. The solutions
were diluted 10 times to keep the concentrations within the range of the calibration curve. Nearly
90% of the sulfur in the first washing solutions was in the form of sulfide, proving that sulfide is
the predominant sulfur product from NaOH activation.
Table 22 Sulfide concentration in first washing solutions measured by ISE
FC Replicate 1 Replicate 2 Replicate 3 Avg SD
Sulfide Concentration ppm 2883.10 2908.50 3316.30 3035.96 243.12
Sulfide in 1st Washing
Solutions 82.1% 79.5% 100.1% 87.2% 11.2%
DC Replicate 1 Replicate 2 Replicate 3 Avg SD
Sulfide Concentration ppm 2256.70 2664.80 2641.60 2521.03 229.21
Sulfide in 1st Washing
Solutions 83.0% 95.3% 98.1% 92.2% 7.8%

48
Sulfide is a challenging substance to quantify due to its instability in the presence of dissolved
oxygen. Oxidation can happen when water is added to the activation product, causing an
underestimation of the concentration of sulfide. In addition, ISE is not sensitive enough at high
concentrations, and a change in measured voltage of 0.1 eV corresponded to 3 ppm change in
concentration, which was calculated from the calibration curve. Despite those, the measured
sulfide concentrations of the replicates were within 15% deviation, and results are considered valid.
4.5.2. Sulfur Speciation in Washing Solutions by IC
The first washing solution from FC activation was diluted and analyzed by IC with a total runtime
of 20 min. Figure 13 is an example chromatogram of the first washing solutions. Three sulfur
species were separated and detected: sulfite at 5.94 min, sulfate at 6.67 min, and thiosulfate at 14.6
min of retention. It was expected that aqueous sulfide oxidized and formed these species. The
initial sharp peak represents hydroxide, followed by a negative peak representing water.
Figure 13 Ion Chromatogram of first washing solution for producing activated fluid coke
Po
ten
tial
(m
V)
Time (min)

49
4.5.3. Surface Analysis of Activation Product by XPS
To identify the sulfur-containing products of NaOH activation, the activation product prior to
washing was analyzed by high-resolution XPS at S 2p level which gives relative amounts of sulfur
at different chemical states on the sample surface. It is a common knowledge that the forms of
sulfur in raw FC and DC are similar [6]; hence, NaOH activation of both cokes produces similar
sulfur compounds, and the XPS analysis was done on an activation product from FC.
Figure 14 is a high-resolution S 2p spectrum obtained by XPS. On the spectrum, each chemical
state of sulfur, which can be used for compound identification, is represented by a pair of
characteristic peaks with a splitting energy of 1.18 eV, as specified by the manufacturer. The
doublet splitting is generated by photo-emitted electrons from orbitals 2p3/2 and 2p1/2. The 2p3/2
peak, indicating the chemical state, is twice as strong as the 2p1/2 peak in intensity and 1.18 eV
lower in peak binding energy. Due to the presence of multiple chemical states, the characteristic
peaks cannot be distinguished on the XPS Binding Energy curve, and the curve was processed
using the peak-fitting technique provided in the instrument software package. Peaks were added
to adjust the Envelope curve, which was calculated by the software, to conform to the Binding
Energy curve and to observe the doublet splittings. Because NaOH converts the organic sulfur in
the raw coke into water-soluble inorganic sulfur compounds, only the binding energies of the
inorganic sulfur compounds were considered, as presented in Table 23. The characteristic binding
energies were obtained from the NIST online database, shown in
Table 24. [41] Three compounds were identified based on their characteristic 2p3/2 binding
energies: sulfide at 161.87 eV, sulfite at 166.30 eV, and sulfate at 168.39 eV. The relative numbers
of sulfur atoms at different chemical state were determined by the ratios of the peak area, and the
results showed that 52.9%, 18.3% and 28.8% of the sulfur on the surface is in the forms of sulfide,
sulfite and sulfate, respectively. The presence of thiosulfate was not observed on the surface of the
activation product maybe due to its low concentration.

50
Figure 14 XPS S 2p high-resolution spectrum of activation product from NaOH activation of
fluid coke
Table 23 Peaks and relative amounts of sulfur species, calculated by XPS
Peak Table Peak Binding Energy (eV) Atom %
Sulfide S2p 1/2 161.87 35.3
Sulfide S2p 3/2 163.05 17.6
Sulfide 52.9
Sulfite S2p 1/2 166.30 12.2
Sulfite S2p 3/2 167.48 6.1
Sulfite 18.3
Sulfate S2p 1/2 168.39 19.2
Sulfate S2p 3/2 169.57 9.6
Sulfate 28.8
2000
2200
2400
2600
2800
3000
3200
3400
3600
3800
158 160 162 164 166 168 170 172 174
Inte
nsity (
Co
un
ts/s
)
Binding Energy (eV)
S 2p Spectrum by XPS
Binding Energy Sulfide Sulfate Sulfite Background Envelope
161.87 166.30 168.39

51
Table 24 Characteristic binding energies of sulfur species, retrieved from NIST Database [41]
Species Characteristic Binding Energy (eV)
S 163.86 ± 0.60
Na2S 161.40 ± 0.69
Na2S2O3 162.20 ± 0.44, 167.70
Na2S4O6 169.00, 163.80
Na2SO2SO3 167.90 ± 1.27
Na2SO3 166.56 ± 0.47
Na2SO4 168.52 ± 0.50
Na2SSO3 168.55 ± 0.07, 162.90
It is to note that the high-resolution S 2p spectrum only reflects the surface composition which can
be different from the bulk composition. In addition, sulfide on the surface of the activation product
was exposed to air and easily oxidized to sulfite and sulfate, leading to an overestimation of sulfite
and sulfate and an underestimation of sulfide. Due to the complexity of the activation product,
some sulfur peaks with low intensities may be overlapped by the larger peaks; therefore, they are
hard to identify and differentiate from others. In addition, the activation product was not
homogeneous, and the quantification of the relative compositions of sulfur species was interfered.
Despite all the downsides, the surface analysis offered a good indication that the predominant
sulfur species after activation was sulfide.
4.6. The Fate of Sulfur During the Activation and Washing
Processes
An updated simulation was performed using the sulfur content of 8.0% measured by ICP-AES in
this work. The amount of NaOH was 37.5 g, and the activation temperature was 850oC. The same
amount of N2 was also included. Similar to previous simulations, the major gas products were H2,
Na and CO, and the major solid products were Na2CO3, graphite, and Na2S, as summarized in
Table 25. The yield was 65%, same to that of the previous simulation. Hence, the updated overall

52
reaction during the activation with NaOH-to-coke ratio of 1.5 at 850oC can be estimated as (4-2)
which is similar to (4-1).
7C + 18NaOH + S 9H2 + 4Na + CO + 6Na2CO3 + Na2S. (4-2)
Table 25 Major products of the updated simulation using C, S, NaOH, and N2 (ratio of 1.5 at
850oC, 8.0% S)
Compound Moles Mol/mol CO
Reactant
or amount
consumed
C 0.35 6.79
NaOH 0.94 18.33
S 0.06 1.22
Product
H2 0.47 9.11
Na 0.22 4.29
CO 0.05 1.00
Na2CO3 0.30 5.77
Na2S 0.06 1.22
According to FactSage simulation, the only sulfur-containing product was Na2S upon NaOH
activation. This was confirmed by experiments that all sulfur was converted into water-soluble
inorganic species, predominantly as sodium sulfide which easily oxidized to sulfate, sulfite, and
thiosulfate after activation and during washing. Negligible amount of H2S was produced during
activation and washing. During washing, most sulfur was extracted in the first stage,
predominantly in the form of sulfide. The formation of sulfate, sulfite, and thiosulfate can be
explained by the oxygenation of sulfide following the reactions (4-3) to (4-7) [42]:
S2- + 3
2O2 SO3
2- (4-3) ∆G = -572.3 kJ/mol S at 25oC
S2- + 3
4O2
1
2S2O3
2- (4-4) ∆G = -347.1 kJ/mol S at 25oC
SO32- +
1
2O2 SO4
2- (4-5) ∆G = -258.0 kJ/mol S at 25oC
S2- + 2O2 SO42- (4-6) ∆G = -830.3 kJ/mol S at 25oC
1
2S2O3
2- + 5
4O2 SO4
2- (4-7) ∆G = -483.3 kJ/mol S at 25oC

53
The Gibbs energy of the reactions was estimated based on the Gibbs energy of formation of the
ions, obtained from CRC Handbook [43]. These reactions occur spontaneously with presence of
dissolved oxygen, and the amount of sulfide in the washing solutions slowly decreases over time.
The Gibbs energy of reaction (4-6) is the most negative among all, meaning that at equilibrium the
sulfur species in the washing solutions is predominantly sulfate. This may explain why Yuan et al.
concluded that the sulfur species in the washing solutions was sulfate. [27]
No elemental sulfur, which is a bright yellow solid insoluble in water, was observed on the
activation product, confirming that it was not produced during or after activation. Also, it did not
form in the washing solutions. This is consistent with the findings by Chen and Gupta [44] that no
elemental sulfur forms in alkaline solutions. On the other hand, aqueous polysulfide may form as
intermediates during the oxygenation of sulfide but in a small amount in highly alkaline solutions.
[44]
4.7. Proposed Sulfur Separation Process
As stated in the previous sections, sulfur can be extracted from OSPC by NaOH activation and
sequential washing as water-soluble inorganic species, predominantly in the form of sulfide. The
extraction can finish within 10 min if 400 mL of water is used for washing the activation product
converted from 25 g of raw coke. These present an opportunity for preferentially extracting sulfur
as aqueous sulfide from the activation product with reduced washing time, and the sulfide can be
collected for recycling or safe disposal. A separation process is proposed based on the current
knowledge of the fate of sulfur.
The process consists of a 10-min water washing stage and a sulfur precipitation stage. The washing
stage is designed to extract sulfur compounds, Na2CO3, and unreacted NaOH. Sodium carbonate
has similar solubility to sodium-sulfur compounds [40] and needs to be separated before sulfur
precipitation. Calcium oxide, an inexpensive and widely used chemical, can be added to the
washing solution after filtration to produce Ca(OH)2 following the reaction:
CaO + H2O Ca(OH)2 (4-11)

54
Based on the solubility of different calcium compounds, presented in Table 26, CaCO3 precipitates
first:
Ca(OH)2 + Na2CO3 CaCO3 + 2NaOH (4-12)
It can be recycled to regenerate CaO through calcination. A small amount of CaSO3 may
precipitate with CaCO3. Both CaS and Ca(OH)2 are slightly soluble in water, as well as CaSO4.
With a controlled dosage of CaO, most sulfur can remain in the washing solution which then
contains mainly NaOH, Na2S, Na2SO4, and Na2S2O3. It is desired to remove sulfur compounds
without consuming NaOH, and a possible way to achieve such separation is precipitation. The
solubility of the sodium compounds listed above at temperatures from 0oC to 100oC [40] is
presented in Figure 15. Sodium hydroxide is significantly more soluble than the sulfur-containing
compounds, and it is possible to sequentially precipitate these compounds by evaporating the
solution. Sodium thiosulfate can be separated from the solution at temperatures higher than 80oC,
leaving behind NaOH for recycling. More analyses of the extraction kinetics of Na2CO3 and other
compounds, as well as how they affect sulfur separation, and effectiveness of the sequential
precipitation are required to validate the separation design.
Table 26 Solubility of Calcium Compounds at 25oC [40] [45] [46] [47]
Compounds Solubility (g/L) Temperature Reference
CaCO3 0.02 25oC [45]
CaSO3 0.02 25oC [40]
CaS < 1.00 25oC [46]
CaSO4 1.63 25oC [40]
Ca(OH)2 1.85 Room [47]

55
Figure 15 Solubility of Pure Sodium Compounds from 0oC to 100oC [40]
4.8. A Proposed Flow Sheet of Production of OSPC-Derived
Activated Carbon
A preliminary design of the production process, illustrated in Figure 16 and Figure 17, aims to
produce activated carbon and extract vanadium, a precious metal, from OSPC at the same time to
enhance the economic viability. Feng [16] has demonstrated the feasibility of recovering vanadium
from OSPC by metal hydroxide activation. Therefore, the proposed process is based on both sulfur
separation and vanadium recovery.
Activation not only converts organic sulfur into water-soluble inorganic compounds but also frees
metals from the carbon matrix. Feng [16] studied the extraction kinetics of metals using the same
activation and washing procedures and found out that two stages of washing can remove more than
80% of the impurities other than sulfur, i.e. vanadium, silicon, aluminum, nickel, and iron, in the
activated coke. These metals exist as anions in highly alkaline solutions. With 1-hr washing time,
92% of total vanadium can be extracted as vanadate ion by two stages of washing. The first stage
extracts 13%, and the second stage extracts 79%. On the other hand, silicon, aluminum, nickel,
0
500
1000
1500
2000
2500
3000
3500
4000
0 20 40 60 80 100
So
lubili
ty (
g/L
)
Temperature (oC)
NaOH
Na₂S
Na₂SO₃
Na₂SO₄
Na₂S₂O₃
Na2SO3
Na2SO4
Na2S2O3
NaOH
Na2S

56
and iron are mostly extracted during the first stage. [16] Hence, vanadium can be concentrated in
the latter stage, and two 1-hr washing stages are required to fulfill vanadium recovery.
The production process is a batch process consisting of coke preparation, activation, washing, and
drying. The coke preparation and activation processes follow the same procedure explained in
section 3.3.1 and 3.3.2. The washing process is optimized based on the extraction kinetics of sulfur
and vanadium at a liquid-solid ratio of 400 mL water to 25 g coke. It comprises three water washing
stages to extract sulfur and vanadium separately, one acid washing stage to neutralize the carbon,
and another water washing to remove residual acid and salts. The first washing stage takes 10 min
to extract sulfur while leaving vanadium behind in the activation product. Although, no evidence
was found for H2S production during washing, a scrubber is added as safety precaution. Calcium
oxide is used to remove carbonate in the filtrate, and the CaCO3 precipitate goes through
calcination to regenerate CaO. The solution is then evaporated to precipitate sulfur species which
can then be removed from the system. Steam generated during evaporation passes through a
condenser to recycle water. After precipitating most of the sulfur species, the solution is further
concentrated to regenerate NaOH that can be used for activation. The residue is sent to the second
washing stage which takes 60 min. Calcium oxide is added to the filtrate to remove these metal
anions and additional carbonate extracted from the solid. The supernatant can be reused for
washing. The third washing stage takes another 60 min and extracts most of the vanadium from
the solid. The filtrate is added with CaO to precipitate vanadium which can be treated to produce
vanadium metal as a value-added product. The fourth washing stage uses dilute HCl to neutralize
the solid, and the fifth stage washes off all residual water-soluble impurities. The filtrate from both
stages are reused until saturation. Finally, the solid is dried in oven to produce pure activated
carbon powder.
To validate the feasibility of the preliminary design, detailed analysis is required for the extraction
kinetics of vanadium, silicon, aluminium, and iron during the washing stages. Furthermore, it is
recommended to explore other sulfur separation techniques and utilization of the waste sulfur to
add more value to the production process.

57
Figure 16 Proposed Production Process of OSPC-Derived Activated Carbon – A
Figure 17 Proposed Production Process of OSPC-Derived Activated Carbon – B

58
Chapter 5. Conclusions and Recommendations
The key conclusions of this work are summarized below:
1. Sulfur contents of fluid coke and delayed coke are 8.0% and 6.5%, respectively. During NaOH
activation, regardless the coke type, sulfur in the raw coke is completely converted from
organic to inorganic form, predominantly sodium sulfide; a negligible amount of sulfur leaves
the system as gaseous species.
2. The measured yield of NaOH activation of OSPC agrees well with the simulated result of
FactSage. Experiments confirm the presence of sodium sulfide in activation products.
Following overall reaction is proposed for high-temperature NaOH activation (850oC, NaOH-
to-coke mass ratio of 1.5) of petroleum coke containing 8.0% sulfur, accordingly,
a. 7C + 18NaOH + S 9H2 + 4Na + CO + 6Na2CO3 + Na2S.
3. Sodium sulfide in solid activation products is readily oxidized by oxygen in air after activation.
XPS analysis reveals a mixture of 53% of sulfide, 18% of sulfite and 29% of sulfate on the
solid sample of activated fluid coke.
4. Sulfur in activated coke is readily removed by washing with water. A 10-min washing with a
water-to-solid of 400 mL/25 g coke is able to extract over 99% of sulfur from the activation
product. Analysis of washing solution confirms sulfide being the predominant sulfur species
and reveals the presence of sulfate, sulfite and thiosulfate in the solution. Moreover, water
washing after activation removes at least 70% of ash from both types of coke.
5. With a NaOH-to-coke weight ratio of 1.5, the high-temperature activation and subsequent
washing with water are able to produce a low-ash content, sulfur-free activated carbon with >
95% of carbon and an SSA about 800 m2/g.
6. CaO is proposed as a possible chemical reagent for NaOH regeneration and sulfur removal
from washing solutions.

59
The following recommendations are made:
1. To further establish the reaction mechanism, studies need to be conducted on the amount of
carbonate, hydrogen, metallic sodium, and carbon monoxide produced during NaOH activation
of OSPC. In addition, safety precautions of metallic sodium need to be addressed as it is a
product of NaOH activation and a highly reactive metal.
2. The sulfur mass balance showed that a total of 99% of the total sulfur in fluid coke was found
in the production streams; however, for delayed coke this number was 90%. More work is
needed to investigate if this is resulted from uncertainties or differences of hydrogen content
and/or sulfur species in the two cokes that have different carbon structures.
3. To evaluate the feasibility of concentrating sulfur in the aqueous stream, the extraction kinetics
of other species, such as Na2CO3, vanadium, silicon, aluminum, nickel, and iron, during the
first 10 min need to be studied. In addition, sequential precipitation, if used for the separation
process, needs to be examined for the efficiency. It is also recommended to explore different
techniques that removes sulfur from the stream without losing NaOH, which can then be
recycled to reduce operating cost. Another project would be to investigate the feasibility of
desulfurization of OSPC prior to activation.
4. Water usage needs to be minimized to make the production process economically viable.
Moreover, a study on the effect of the amount of NaOH used for the activation of OSPC on the
porosity of the resulted activated carbon is required to determine an optimal NaOH-to-coke
ratio.
5. Using combustion flue gas, which contains mostly nitrogen, carbon dioxide, oxygen, and minor
amounts of sulfur dioxide and nitrogen oxides, [48] as the carrier gas for NaOH activation of
OSPC will be of interest for the industry because combustion flue gas is readily-available and
much more economical than pure nitrogen.

60
References
[1] Alberta Energy Regulator, "Alberta Mineable Oil Sands Plant Statistics," Alberta Energy Regulator,
Calgary, 2016.
[2] B. Jiang, Y. Zhang, J. Zhou, K. Zhang and S. Chen, "Effects of chemical modification of petroleum
cokes on the properties of the resulting activated carbon," Fuel, vol. 87, pp. 1844-1848, 2008.
[3] Y. Zhang, W. Shotyk, C. Zaccone, T. Noernberg, R. Pelletier, B. Bicalho, D. G. Froese, L. Davies
and J. W. Martin, "Airborne petcoke dust is a major source of polycyclic aromatic hydrocarbons in
the Athabasca oil sands region," Environmental Science & Technology, vol. 50, pp. 1711-1720,
2016.
[4] A. Haritash and C. Kaushik, "Biodegradation aspects of Polycyclic Aromatic Hydrocarbons
(PAHs): A review," Journal of Hazardous Materials, vol. 169, no. 1-3, pp. 1-15, 2009.
[5] N. Puttaswamy and K. Liber, "Influence of inorganic anions on metals release from oil sands coke
and on toxicity of nickel and vanadium to Ceriodaphnia dubia," Chemosphere, vol. 86, no. 5, pp.
521-529, 2012.
[6] E. Furimsky, "Gasification of oil sand coke: Review," Fuel Processing Technology, vol. 56, pp.
263-290, 1998.
[7] J. E. Zuliani, D. W. Kirk, C. Q. Jia and S. Tong, "Activated oil sands fluid coke for electrical
double-layer capacitors," Journal of Power Sources, vol. 271, pp. 326-333, 2014.
[8] M. G. El-Din, H. Fu, N. Wang, P. Chelme-Ayala, L. Perez-Estrada, P. Drzewicz, J. W. Martin, W.
Zubot and D. W. Smith, "Naphthenic acids speciation and removal during petroleum-coke
adsorption and ozonation of oil sands process-affected water," Science of Total Environment, vol.
409, no. 23, pp. 5119-5125, 2011.
[9] C. C. Small, A. C. Ulrich and Z. Hashisho, "Adsorption of acid extractable oil sands tailings
organics onto raw and activated oil sands coke," Environmental Engineering, vol. 138, no. 8, pp.
833-840, 2012.
[10] J. H. Cai and C. Q. Jia, "Mercury removal from aqueous solution using coke-derived sulfur-
impregnated activated carbons," Industrial & Engineering Chemistry Research, vol. 49, pp. 2716-
2721, 2010.
[11] E. A. Morris, R. Choi and C. Q. Jia, "Sulfur dioxide as an activating agent for sulfur-impregnated
activated carbon produced from dense petroleum coke," Journal of Sulfur Chemistry, vol. 34, no. 4,
pp. 358-369, 2013.
[12] N. Rambabu, R. Azargohar, A. Dalai and J. Adjaye, "Evaluation and comparison of enrichment
efficiency of physical/chemical activations and functionalized activated carbons derived from fluid
petroleum coke for envrionmental applications," Fuel Processing Technology, vol. 106, pp. 501-
510, 2013.

61
[13] M. J. Prauchner and F. Rodríguez-Reinoso, "Chemical versus physical activation of coconut shell:
A comparative study," Microporous and Mesoporous Materials, vol. 152, pp. 163-171, 2012.
[14] M. Lillo-Rodenas, D. Cazorla-Amoros and A. Linares-Solano, "Understanding chemical reactions
between carbons and NaOH and KOH An insight into the chemical activation mechanism," Carbon,
vol. 41, pp. 267-275, 2003.
[15] C. C. Small, Z. Hashisho and A. Ulrich, "Preparation and characterization of activated carbon from
oil sands coke," Fuel, vol. 92, no. 1, pp. 69-76, 2012.
[16] J. Feng, "Feasibility of utilizing oil-sands fluid coke as a secondary source of vanadium," Chemical
Engineering and Applied Chemistry, University of Toronto, Toronto, 2017.
[17] Ministry of Environment, Environmental Protection Division, "Waste discharge regulation
implementation guide," Ministry of Environment, 2007.
[18] S. H. Lee and C. S. Choi, "Chemical activation of high sulfur petroleum cokes by alkali metal
compounds," Fuel Processing Technology, vol. 64, no. 1-3, pp. 141-153, 2000.
[19] H. Cai, "Sulphur Chemistry in Fluid Coke Activation and Aqueous Hg2+ Adsorption by Sulphur-
impregnated Activated Carbon," Department of Chemical Engineering and Applied Chemistry,
University of Toronto, Toronto, 2009.
[20] J. G. Speight, The chemistry and technology of petroleum, fifth edition, CRC Press, 2014.
[21] J. A. Macia-Agullo, B. C. Moore, D. Cazorla-Amoros and A. Linares-Solano, "Activation of coal
tar pitch carbon fibres: Physical activation vs. chemical activation," Carbon, vol. 42, no. 7, pp.
1367-1370, 2004.
[22] M. Molina-Sabio and F. Rodríguez-Reinoso, "Role of chemical activation in the development of
carbon porosity," Colloids and Surfaces A: Physicochemical and Engineering Aspects, vol. 241, no.
1-3, pp. 15-25, 2004.
[23] D. C. S. Azevedo, J. C. S. Araujo, M. Bastos-Neto, A. E. B. Torres, E. F. Jaguaribe and C. L.
Cavalcante, "Microporous activated carbon prepared from coconut shells using chemical activation
with zinc chloride," Microporous and Mesoporous Materials, vol. 100, no. 1-3, pp. 361-364, 2007.
[24] Z. Hu, M. P. Srinivasan and Y. Ni, "Novel activation process for preparing highly microporous and
mesoporous activated carbons," Carbon, vol. 39, no. 6, pp. 877-886, 2001.
[25] M. A. Lillo-Ródenas, J. Juan-Juan, D. Cazorla-Amorós and A. Linares-Solano, "About reactions
occurring during chemical activation with hydroxides," Carbon, vol. 42, no. 7, pp. 1371-1375,
2004.
[26] H. Chen and Z. Hashisho, "Fast preparation of activated carbon from oil sands coke using
microwave-assisted activation," Fuel, vol. 95, pp. 178-182, 2012.
[27] M. Yuan, Y. Kim and C. Q. Jia, "Feasibility of recycling KOH in chemical activation of oil-sands
petroleum coke," The Canadian Journal of Chemical Engineering, vol. 90, pp. 1472-1478, 2012.

62
[28] J. H. Cai, E. Morris and C. Q. Jia, "Sulfur speciation in fluid coke and its activation products using
K-edge X-ray absorption near edge structure spectroscopy," Journal of Sulfur Chemistry, vol. 30,
no. 6, pp. 555-569, 2009.
[29] C. Bale, E. Belisle, P. Chartrand, S. Decterov, G. Eriksson, K. Hack, I.-H. Jung, Y.-B. Kang, J.
Melancon, A. Pelton, C. Robelin and S. Peterson, "FactSage thermochemical software and
databases - recent developments," CALPHAD: Computer Coupling of Phase Diagrams and
Thermochemistry, vol. 33, pp. 295-311, 2009.
[30] E. Wiberg and N. Wiberg, "The Alkali Metal Group," in Inorganic Chemistry, Academic Press,
2001, p. 1108.
[31] J. Goel, K. Kadirvelu, C. Rajagopal and V. Garg, "Removal of lead(II) by adsorption using treated
granular activated carbon: Batch and column studies," Journal of Hazardous Materials, vol. 125,
no. 1-3, pp. 211-220, 2005.
[32] M. Gazulla, M. Rodrigo, M. Orduna and C. Gomez, "Determination of Carbon, Hydrogen, Nitrogen
and Sulfur in Geological Materials Using Elemental Analysers," Geostandards and Geoanalytical
Research, vol. 36, no. 2, pp. 201-217, 2012.
[33] T. I. Todorov, R. E. Wolf and M. Adams, "Multi-Elemental Analysis of Aqueous Geological
Samples by Inductively Coupled Plasma-Optical Emission Spectrometry," U.S. Department of the
Interior, U.S. Geological Survey, 2014.
[34] M. Hoffmann, "Kinetics and mechanism of oxidation of hydrogen sulfide by hydrogen peroxide in
acidic solution," Environmental Science&Technology, vol. 11, no. 1, pp. 61-66, 1977.
[35] G. Rabai, M. Orban and I. Epstein, "A Model for the pH-Regulated Oscillatory Reaction between
Hydrogen Peroxide and Sulfide Ion," The Journal of Physical Chemistry, vol. 96, no. 13, pp. 5414-
5419, 1992.
[36] F. Millero, A. LeFerriere, M. Fernandez, S. Hubinger and J. Hershey, "Oxidation of H2S with
H2O2 in natural waters," Environmental Science&Technology, vol. 23, no. 2, pp. 209-213, 1989.
[37] M. Ksibi, "Chemical oxidation with hydrogen peroxide for domestic wastewater treatment,"
Chemical Engineering Journal, vol. 119, no. 2-3, pp. 161-165, 2006.
[38] N. Takenaka, S. Furuya, K. Sato, H. Bandow, Y. Maeda and Y. Furukawa, "Rapid reaction of
sulfide with hydrogen peroxide and formation of different final products by freezing compared to
those in solution," International Journal of Chemical Kinetics, vol. 35, no. 5, pp. 198-205, 2003.
[39] T. Sunden, M. Llndgren, A. Cedergren and D. Siemer, "Separation of Sulfite, Sulfate, and
Thiosulfate by Ion Chromatography with Gradient Elution," Analytical Chemistry, vol. 55, pp. 2-4,
1983.
[40] W. Haynes, "Aqueous Solubility of Inorganic Compounds at Various Temperatures," in CRC
Handbook of Chemistry and Physics, 96th Edition, CRC, 2015, pp. 5-192.
[41] Measurement Services Division of the National Institute of Standards and Technology (NIST)
Material Measurement Laboratory (MML), U.S. Department of Commerce, "NIST X-ray

63
Photoelectron Spectroscopy (XPS) Database," 15 September 2012. [Online]. Available:
https://srdata.nist.gov/xps/main_search_menu.aspx. [Accessed 20 August 2017].
[42] D. J. O'Brien and F. B. Birkner, "Kinetics of oxygenation of reduced sulfur species in aqueous
solution," Environmental Science&Technology, vol. 11, no. 12, pp. 1114-1120, 1977.
[43] W. M. Haynes, "Thermodynamic Properties of Aqueous Ions," in CRC Handbook of Chemistry and
Physics, CRC Press, 2014, pp. 5-67.
[44] Y. K. Chen and S. K. Gupta, "Formation of polysulfides in aqueous solution," Environmental
Letters, vol. 4, no. 3, pp. 187-200, 1973.
[45] P. Patnaik, Handbook of Inorganic Chemicals, McGraw-Hill, 2003.
[46] M. W. Brooks and S. Lynn, "Recovery of calcium carbonate and hydrogen sulfide from waste
calcium sulfide," Industrial & Engineering Chemistry Research, vol. 36, no. 10, pp. 4236-4242,
1997.
[47] E. Wiberg and N. Wiberg, "Calcium, Strontium, Barium and Radium," in Inorganic Chemistry,
Academic Press, 2001, p. 1073.
[48] X. Xu, C. Song, R. Wincek, J. M. Andresen, B. G. Miller and A. W. Scaroni, "Separation of CO2
from power plant flue gas using a novel CO2 "molecular basket" adsorbent," Fuel Chemistry
Division Preprints, vol. 48, no. 1, pp. 162-163, 2003.
[49] J. O. Bockris and L. F. Oldfield, "The oxidation-reduction reactions of hydrogen peroxide at inert
metal electrodes and mercury cathodes," Transactions of the Faraday Society, pp. 249-259, 1955.
[50] N. Takeno, "Atlas of Eh-pH diagrams, Intercomparison of thermodynamic databases, Geological
Survey of Japan Open File Report No.419," Research Center for Deep Geological Environments,
National Institute of Advanced Industrial Science and Technology, 2005.
[51] F. Cadena and R. Peters, "Evaluation of Chemical Oxidizers for Hydrogen Sulfide Control," Water
Pollution Control Federation, vol. 60, no. 7, pp. 1259-1263, 1988.

64
Chapter 6. Appendices
6.1. ICP-AES Sulfur Calibration Curve
The adjusted wavelength of sulfur is 181.970 nm, and the calibration curve was constructed using
1 blank solution and 3 standard solutions. The intensities of the standard solutions were corrected
by the intensity of the blank solution. The relative standard deviations (RSD) were below 5%
which is the maximum allowable deviation. Raw data and curve are presented in Table 27 and
Figure 18.
Table 27 ICP-AES calibration curve data (corrected by blank)
Net Intensity Corrected Intensity RSD
Blank 117.60 N/A 2.17%
0.1 ppm 168.37 50.76 3.43%
1 ppm 791.56 673.96 0.66%
10 ppm 6607.31 6489.71 0.16%
Figure 18 ICP-AES linear calibration curve
y = 648.69x + 4.6422R² = 1
0
1000
2000
3000
4000
5000
6000
7000
0 2 4 6 8 10
Co
rre
cte
d In
ten
sity
Concentration (ppm)
ICP-AES Sulfur Calibration Curve at 181.970 nm

65
6.2. Uncertainty of Serial Dilution
The uncertainty of serial dilution was determined by the uncertainties of the micropipette, in Table
28, and the centrifuge tube used in the experiments. Each measurement was repeated four times.
The overall accuracy and standard deviation (SD) of the micropipette was calculated using the
formulas below:
𝐴𝑣𝑒𝑟𝑎𝑔𝑒 𝐴𝑐𝑐𝑢𝑟𝑎𝑐𝑦 = 𝐴𝑐𝑐𝑢𝑟𝑎𝑐𝑦1+𝐴𝑐𝑐𝑢𝑟𝑎𝑐𝑦2+⋯+𝐴𝑐𝑐𝑢𝑟𝑎𝑐𝑦10
10, and
𝐴𝑣𝑒𝑟𝑎𝑔𝑒 𝑆𝐷 = √𝑉𝑎𝑟𝑖𝑎𝑛𝑐𝑒1+𝑉𝑎𝑟𝑖𝑎𝑛𝑐𝑒2+⋯+𝑉𝑎𝑟𝑖𝑎𝑛𝑐𝑒10
10.
Table 28 Accuracy and standard deviation of micropipette
Measurement Volume by
Micropipette (µL)
Average Measured
Volume (µL) Accuracy SD Variance
1 1000 976 97.6% 5.0% 0.2%
2 900 879 97.7% 4.5% 0.2%
3 800 779 97.3% 4.0% 0.2%
4 700 681 97.3% 3.4% 0.1%
5 600 582 97.1% 2.9% 0.1%
6 500 486 97.2% 2.4% 0.1%
7 400 389 97.4% 2.0% 0.0%
8 300 292 97.5% 1.5% 0.0%
9 200 196 97.9% 1.0% 0.0%
10 100 98 98.4% 0.5% 0.0%
Overall 97.5% 3.1% 0.9%
The micropipette was used twice, and the centrifuge tube was used once during the serial dilution.
Therefore, the accuracy of the serial dilution was calculated as
𝐴𝑐𝑐𝑢𝑟𝑎𝑐𝑦 𝑜𝑓 𝑆𝑒𝑟𝑖𝑎𝑙 𝐷𝑖𝑙𝑢𝑡𝑖𝑜𝑛 = (𝐴𝑐𝑐𝑢𝑟𝑎𝑐𝑦 𝑜𝑓 𝑀𝑖𝑐𝑟𝑜𝑝𝑖𝑝𝑒𝑡𝑡𝑒)2×(𝐴𝑐𝑐𝑢𝑟𝑎𝑐𝑦 𝑜𝑓 𝐶𝑒𝑛𝑡𝑟𝑖𝑓𝑢𝑔𝑒 𝑇𝑢𝑏𝑒).

66
6.3. ISE Sulfide Calibration Curve
The standard solutions prepared with Na2S∙9H2O was titrated by Pb(ClO4)2 to determine the
accurate sulfide concentrations on the day of experiment. Each standard solution was measured
twice. The calibration curve is presented in Table 29 and Figure 19.
Table 29 ISE calibration curve
Titrated Standard
Concentration (ppm) Voltage (mV)
1548.143167 -840.8
1548.143167 -840.7
774.0715836 -833.7
774.0715836 -833.3
154.8143167 -814.6
154.8143167 -814.5
77.40715836 -806.5
77.40715836 -807.1
Figure 19 ISE calibration curve
y = -11.43ln(x) - 757.06R² = 0.9995
-845
-840
-835
-830
-825
-820
-815
-810
-805
-800
10 100 1000 10000
Po
ten
tia
l (m
V)
Logarithmic Concentration (ppm)
ISE Sulfide Calibration

67
6.4. FactSage Simulation: All Cases
The products of NaOH activation predicted by FactSage are listed in the tables below. All cases
were based on 25 g of raw coke. The large amount of N2 was contributed by the N2 input.
Table 30 FactSage simulation all cases (a combination of NaOH-to-coke ratio (0.5, 1.5, and 2.5)
and activation temperature (340oC, 400oC, 500oC, 600oC, 700oC, 800oC, and 850oC))
NaOH-to-Coke 0.5:1 & Activation Temperature 340oC
Gas Mole Solid Gram
N2 8.07E+00 C graphite 1.78E+01
CH4 1.28E-01 Na2CO3 1.00E+01
H2 1.06E-01 Na2S 3.40E+00
H2O 1.27E-03 Na2SiO3 1.07E+00
NH3 5.40E-04 Na6FeS4 6.16E-01
CO 6.29E-06 Na2Ca3Al16O28 2.92E-01
H2S 5.21E-06 NaAlSiO4 2.47E-01
CO2 1.83E-06 Na4TiO4 1.48E-01
C2H6 1.39E-07 (Na2O)3(V2O5) 1.26E-01
KAlO2 5.69E-02
MgO 2.17E-02
NaAlO2 1.91E-02
Na3PO4 1.01E-02
MnS 4.75E-03
BaS 2.22E-03
(Na2O)(Cr2O3) 1.65E-03
SrS 1.50E-03

68
NaOH-to-Coke 0.5:1 & Activation Temperature 400oC
Gas Mole Solid Gram
N2 8.07E+00 C graphite 1.83E+01
H2 1.83E-01 Na2CO3 9.91E+00
CH4 8.77E-02 Na2S 3.40E+00
H2O 3.52E-03 Na2SiO3 1.22E+00
NH3 4.95E-04 Na6FeS4 6.16E-01
CO 1.07E-04 Na2Ca3Al16O28 2.92E-01
CO2 2.54E-05 Na4TiO4 1.48E-01
H2S 1.68E-05 (Na2O)3(V2O5) 1.26E-01
C2H6 1.28E-07 NaAlO2 1.18E-01
NaAlSiO4 7.49E-02
KAlO2 5.69E-02
MgO 2.17E-02
Na3PO4 1.01E-02
MnS 4.75E-03
Ba2SiO4 2.40E-03
(Na2O)(Cr2O3) 1.65E-03
SrS 1.50E-03

69
NaOH-to-Coke 0.5:1 & Activation Temperature 500oC
Gas Mole Solid Gram
N2 8.07E+00 C graphite 1.90E+01
H2 2.96E-01 Na2CO3 9.80E+00
CH4 3.12E-02 Na2S 3.40E+00
H2O 3.82E-03 Na2SiO3 1.26E+00
CO 1.64E-03 Na6FeS4 6.16E-01
NH3 2.98E-04 NaAlO2 2.45E-01
CO2 1.10E-04 Na2Ca3Al16O28 2.26E-01
H2S 3.29E-06 Na4TiO4 1.48E-01
C2H6 5.18E-08 (Na2O)3(V2O5) 1.26E-01
KOH 1.08E-08 KAlO2 5.69E-02
K 3.10E-09 Na2CaSiO4 3.38E-02
C2H4 2.14E-09 MgO 2.17E-02
Na 1.75E-09 Na3PO4 1.01E-02
MnS 4.75E-03
Ba2SiO4 2.40E-03
(SrO)2(SiO2) 1.68E-03
(Na2O)(Cr2O3) 1.65E-03

70
NaOH-to-Coke 0.5:1 & Activation Temperature 600oC
Gas Mole Solid Gram
N2 8.07E+00 C graphite 1.92E+01
H2 3.41E-01 Na2CO3 8.62E+00
CO 2.13E-02 Na2S 3.40E+00
CH4 8.63E-03 Na4SiO4 1.78E+00
H2O 5.04E-03 Na6FeS4 6.16E-01
CO2 8.51E-04 NaAlO2 5.28E-01
NH3 1.40E-04 Na2CaSiO4 1.49E-01
H2S 3.22E-06 Na4TiO4 1.48E-01
KOH 3.94E-07 (Na2O)3(V2O5) 1.26E-01
K 3.48E-07 KAlO2 5.69E-02
Na 2.46E-07 MgO 2.17E-02
NaOH 2.43E-08 Na3PO4 1.01E-02
C2H6 1.24E-08 MnS 4.75E-03
COS 6.46E-09 Ba2SiO4 2.40E-03
C2H4 5.76E-09 (SrO)2(SiO2) 1.68E-03
H2CO 2.04E-09 (Na2O)(Cr2O3) 1.65E-03

71
NaOH-to-Coke 0.5:1 & Activation Temperature 700oC
Gas Mole Solid Gram
N2 8.07E+00 C graphite 1.91E+01
H2 3.56E-01 Na2CO3 8.39E+00
CO 3.28E-02 Na2S 4.01E+00
CH4 2.68E-03 Na4SiO4 1.78E+00
H2O 1.19E-03 NaAlO2 5.42E-01
CO2 1.78E-04 Na2CaSiO4 1.49E-01
K 1.54E-04 Na4TiO4 1.48E-01
Na 1.31E-04 (Na2O)3(V2O5) 1.26E-01
NH3 6.90E-05 Fe 1.07E-01
KOH 1.41E-05 KAlO2 4.05E-02
NaOH 1.33E-06 MgO 2.17E-02
NaH 8.29E-08 Na3PO4 1.01E-02
H2S 2.54E-08 MnO 3.87E-03
KH 1.78E-08 Ba2SiO4 2.40E-03
C2H4 1.09E-08 (SrO)2(SiO2) 1.68E-03
(KOH)2 7.04E-09 (Na2O)(Cr2O3) 1.65E-03
C2H6 3.21E-09
H2CO 2.74E-09
Na2 1.70E-09
H 1.61E-09
HNCO 1.07E-09

72
NaOH-to-Coke 0.5:1 & Activation Temperature 800oC
Gas Mole Solid Gram
N2 8.07E+00 C graphite 1.91E+01
H2 3.61E-01 Na2CO3 8.39E+00
CO 5.84E-02 Na2S 4.01E+00
Na 1.50E-02 Na4SiO4 1.78E+00
CH4 9.66E-04 NaAlO2 5.42E-01
K 5.72E-04 Na2CaSiO4 1.49E-01
H2O 4.45E-04 Na4TiO4 1.48E-01
CO2 7.91E-05 (Na2O)3(V2O5) 1.26E-01
NH3 3.71E-05 Fe 1.07E-01
NaOH 2.94E-05 KAlO2 4.05E-02
NaH 1.14E-05 MgO 2.17E-02
Na2 9.30E-06 Na3PO4 1.01E-02
KOH 8.43E-06 MnO 3.87E-03
KH 9.77E-08 Ba2SiO4 2.40E-03
(NaOH)2 2.15E-08 (SrO)2(SiO2) 1.68E-03
H 2.10E-08 (Na2O)(Cr2O3) 1.65E-03
C2H4 1.72E-08
H2CO 4.23E-09
K2 3.70E-09
C2H2 3.12E-09
HNCO 2.08E-09
Mn 2.00E-09
CH3 1.21E-09
H2S 9.82E-10
C2H6 9.68E-10

73
NaOH-to-Coke 0.5:1 & Activation Temperature 850oC
Gas Mole Solid Gram
N2 8.07E+00 C graphite 1.84E+01
H2 3.61E-01 Na2CO3 5.25E+00
CO 1.21E-01 Na2S 4.01E+00
Na 5.69E-02 Na4SiO4 1.93E+00
CH4 6.09E-04 NaAlO2 5.75E-01
K 5.74E-04 Na4TiO4 1.48E-01
H2O 4.66E-04 (Na2O)3(V2O5) 1.26E-01
CO2 1.45E-04 Fe3C 1.15E-01
Na2 9.15E-05 CaO 4.70E-02
NaOH 8.77E-05 MgO 2.17E-02
NaH 4.68E-05 Na3PO4 1.01E-02
NH3 2.78E-05 MnO 3.87E-03
KOH 6.12E-06 (BaO)3(Al2O3) 2.46E-03
KH 1.15E-07 (Na2O)(Cr2O3) 1.65E-03
(NaOH)2 6.45E-08 SrO 1.30E-03
H 6.42E-08
C2H4 2.06E-08
Mn 1.49E-08
C2H2 9.53E-09
H2CO 8.16E-09
HNCO 4.45E-09
K2 2.77E-09
CH3 2.38E-09
H2S 1.01E-09

74
NaOH-to-Coke 1.5:1 & Activation Temperature 340oC
Gas Mole Solid Gram
N2 8.07E+00 Na2CO3 2.67E+01
CH4 2.61E-01 C graphite 1.43E+01
H2 1.53E-01 Na2O 8.39E+00
NH3 9.18E-04 Na2S 4.01E+00
K 1.70E-04 Na4SiO4 1.93E+00
Na 5.86E-05 NaAlO2 5.41E-01
C2H6 4.03E-07 Na4FeO3 3.75E-01
Na2 7.23E-08 Na4TiO4 1.48E-01
K2 3.60E-08 (Na2O)3(V2O5) 1.26E-01
NaH 7.59E-09 CaO 4.70E-02
KOH 2.95E-09 KAlO2 4.03E-02
KH 1.14E-09 MgO 2.17E-02
Na3PO4 1.01E-02
MnO 3.87E-03
(BaO)3(Al2O3) 2.46E-03
(Na2O)(Cr2O3) 1.65E-03
SrO 1.30E-03

75
NaOH-to-Coke 1.5:1 & Activation Temperature 400oC
Gas Mole Solid Gram
N2 8.07E+00 Na2CO3 2.67E+01
H2 2.79E-01 C graphite 1.51E+01
CH4 1.98E-01 Na2O 8.35E+00
NH3 9.06E-04 Na2S 4.01E+00
Na 6.32E-04 Na4SiO4 1.93E+00
K 5.80E-04 NaAlO2 5.75E-01
Na2 2.30E-06 Na4FeO3 3.75E-01
C2H6 4.29E-07 Na4TiO4 1.48E-01
K2 1.58E-07 (Na2O)3(V2O5) 1.26E-01
NaH 1.46E-07 CaO 4.70E-02
KOH 2.38E-08 MgO 2.17E-02
KH 9.35E-09 Na3PO4 1.01E-02
H2O 7.69E-09 MnO 3.87E-03
NaOH 1.15E-09 (BaO)3(Al2O3) 2.46E-03
(KOH)2 8.58E-10 (Na2O)(Cr2O3) 1.65E-03
SrO 1.30E-03

76
NaOH-to-Coke 1.5:1 & Activation Temperature 500oC
Gas Mole Solid Gram
N2 8.07E+00 Na2CO3 2.71E+01
H2 5.01E-01 C graphite 1.64E+01
CH4 8.66E-02 Na2O 7.68E+00
Na 1.46E-02 Na2S 4.01E+00
NH3 6.35E-04 Na4SiO4 1.93E+00
K 5.80E-04 NaAlO2 5.75E-01
Na2 2.21E-04 Na4FeO3 3.75E-01
NaH 6.50E-06 Na4TiO4 1.48E-01
C2H6 2.35E-07 (Na2O)3(V2O5) 1.26E-01
H2O 1.60E-07 CaO 4.70E-02
NaOH 1.05E-07 MgO 2.17E-02
KOH 6.40E-08 Na3PO4 1.01E-02
K2 4.31E-08 MnO 3.87E-03
CO 4.19E-08 (BaO)3(Al2O3) 2.46E-03
KH 2.69E-08 (Na2O)(Cr2O3) 1.65E-03
C2H4 5.93E-09 SrO 1.30E-03
(NaOH)2 3.34E-09

77
NaOH-to-Coke 1.5:1 & Activation Temperature 600oC
Gas Mole Solid Gram
N2 8.07E+00 Na2CO3 3.15E+01
H2 6.21E-01 C graphite 1.66E+01
Na 1.65E-01 Na2S 4.01E+00
CH4 2.72E-02 Na4SiO4 1.93E+00
Na2 7.35E-03 NaAlO2 5.75E-01
K 5.80E-04 Na4FeO3 3.75E-01
NH3 3.27E-04 Na4TiO4 1.48E-01
NaH 1.07E-04 (Na2O)3(V2O5) 1.26E-01
CO 3.01E-06 CaO 4.70E-02
NaOH 2.90E-06 MgO 2.17E-02
H2O 1.24E-06 Na3PO4 1.01E-02
KOH 1.17E-07 MnO 3.87E-03
C2H6 6.76E-08 (BaO)3(Al2O3) 2.46E-03
KH 5.37E-08 (Na2O)(Cr2O3) 1.65E-03
(NaOH)2 5.23E-08 SrO 1.30E-03
C2H4 1.82E-08
K2 1.55E-08

78
NaOH-to-Coke 1.5:1 & Activation Temperature 700oC
Gas Mole Solid Gram
N2 8.07E+00 Na2CO3 3.16E+01
H2 6.58E-01 C graphite 1.68E+01
Na 1.78E-01 Na2S 4.01E+00
CH4 8.65E-03 Na4SiO4 1.93E+00
Na2 2.97E-03 NaAlO2 5.75E-01
K 5.80E-04 Na4TiO4 1.48E-01
CO 2.92E-04 (Na2O)3(V2O5) 1.26E-01
NH3 1.64E-04 Fe 1.07E-01
NaH 1.49E-04 CaO 4.70E-02
NaOH 2.01E-05 MgO 2.17E-02
H2O 1.85E-05 Na3PO4 1.01E-02
KOH 5.95E-07 MnO 3.87E-03
(NaOH)2 1.17E-07 (BaO)3(Al2O3) 2.46E-03
KH 8.87E-08 (Na2O)(Cr2O3) 1.65E-03
C2H4 3.54E-08 SrO 1.30E-03
C2H6 1.82E-08
CO2 1.34E-08
K2 6.98E-09
H 2.24E-09

79
NaOH-to-Coke 1.5:1 & Activation Temperature 800oC
Gas Mole Solid Gram
N2 8.07E+00 Na2CO3 3.12E+01
H2 6.69E-01 C graphite 1.68E+01
Na 1.89E-01 Na2S 4.01E+00
CO 1.17E-02 Na4SiO4 1.93E+00
CH4 3.16E-03 NaAlO2 5.75E-01
Na2 1.41E-03 Na4TiO4 1.48E-01
K 5.78E-04 (Na2O)3(V2O5) 1.26E-01
NaH 1.91E-04 Fe 1.07E-01
H2O 1.58E-04 CaO 4.70E-02
NaOH 9.39E-05 MgO 2.17E-02
NH3 8.90E-05 Na3PO4 1.01E-02
CO2 3.03E-06 MnO 3.87E-03
KOH 2.16E-06 (BaO)3(Al2O3) 2.46E-03
(NaOH)2 2.09E-07 (Na2O)(Cr2O3) 1.65E-03
KH 1.31E-07 SrO 1.30E-03
C2H4 5.64E-08
H 2.93E-08
Mn 1.10E-08
C2H2 5.79E-09
C2H6 5.58E-09
K2 3.60E-09
CH3 2.97E-09
H2CO 1.50E-09
CH3NC 1.33E-09

80
NaOH-to-Coke 1.5:1 & Activation Temperature 850oC
Gas Mole Solid Gram
N2 8.07E+00 Na2CO3 2.97E+01
H2 6.71E-01 C graphite 1.65E+01
Na 2.17E-01 Na2S 4.01E+00
CO 5.37E-02 Na4SiO4 1.93E+00
CH4 2.01E-03 NaAlO2 5.75E-01
Na2 1.27E-03 Na4TiO4 1.48E-01
K 5.77E-04 (Na2O)3(V2O5) 1.26E-01
H2O 3.65E-04 Fe3C 1.15E-01
NaH 2.38E-04 CaO 4.70E-02
NaOH 1.88E-04 MgO 2.17E-02
NH3 6.73E-05 Na3PO4 1.01E-02
CO2 2.71E-05 MnO 3.87E-03
KOH 3.46E-06 (BaO)3(Al2O3) 2.46E-03
(NaOH)2 2.84E-07 (Na2O)(Cr2O3) 1.65E-03
KH 1.54E-07 SrO 1.30E-03
H 8.95E-08
C2H4 6.78E-08
Mn 3.69E-08
C2H2 1.77E-08
H2CO 6.40E-09
CH3 5.89E-09
C2H6 3.25E-09
K2 2.67E-09
HNCO 2.56E-09
CH3NC 1.74E-09

81
NaOH-to-Coke 2.5:1 & Activation Temperature 340oC
Gas Mole Solid Gram
N2 8.07E+00 Na2CO3 4.32E+01
CH4 3.98E-01 Na2O 1.81E+01
H2 1.91E-01 C graphite 1.08E+01
NH3 1.25E-03 Na2S 4.01E+00
K 1.74E-04 Na4SiO4 1.93E+00
Na 5.98E-05 NaAlO2 5.42E-01
C2H6 7.51E-07 Na4FeO3 3.75E-01
Na2 7.38E-08 Na4TiO4 1.48E-01
K2 3.68E-08 (Na2O)3(V2O5) 1.26E-01
NaH 8.56E-09 CaO 4.70E-02
KOH 3.33E-09 KAlO2 3.99E-02
KH 1.28E-09 MgO 2.17E-02
Na3PO4 1.01E-02
MnO 3.87E-03
(BaO)3(Al2O3) 2.46E-03
(Na2O)(Cr2O3) 1.65E-03
SrO 1.30E-03

82
NaOH-to-Coke 2.5:1 & Activation Temperature 400oC
Gas Mole Solid Gram
N2 8.07E+00 Na2CO3 4.33E+01
H2 3.56E-01 Na2O 1.80E+01
CH4 3.15E-01 C graphite 1.18E+01
NH3 1.28E-03 Na2S 4.01E+00
Na 6.46E-04 Na4SiO4 1.93E+00
K 5.80E-04 NaAlO2 5.75E-01
Na2 2.36E-06 Na4FeO3 3.75E-01
C2H6 8.54E-07 Na4TiO4 1.48E-01
NaH 1.67E-07 (Na2O)3(V2O5) 1.26E-01
K2 1.55E-07 CaO 4.70E-02
KOH 2.66E-08 MgO 2.17E-02
KH 1.05E-08 Na3PO4 1.01E-02
H2O 9.81E-09 MnO 3.87E-03
NaOH 1.31E-09 (BaO)3(Al2O3) 2.46E-03
C2H4 1.12E-09 (Na2O)(Cr2O3) 1.65E-03
(KOH)2 1.05E-09 SrO 1.30E-03

83
NaOH-to-Coke 2.5:1 & Activation Temperature 500oC
Gas Mole Solid Gram
N2 8.07E+00 Na2CO3 4.37E+01
H2 6.78E-01 Na2O 1.73E+01
CH4 1.54E-01 C graphite 1.37E+01
Na 1.51E-02 Na2S 4.01E+00
NH3 9.71E-04 Na4SiO4 1.93E+00
K 5.80E-04 NaAlO2 5.75E-01
Na2 2.27E-04 Na4FeO3 3.75E-01
NaH 7.67E-06 Na4TiO4 1.48E-01
C2H6 5.51E-07 (Na2O)3(V2O5) 1.26E-01
H2O 2.16E-07 CaO 4.70E-02
NaOH 1.24E-07 MgO 2.17E-02
KOH 7.34E-08 Na3PO4 1.01E-02
CO 4.31E-08 MnO 3.87E-03
K2 4.20E-08 (BaO)3(Al2O3) 2.46E-03
KH 3.09E-08 (Na2O)(Cr2O3) 1.65E-03
C2H4 1.05E-08 SrO 1.30E-03
(NaOH)2 4.52E-09

84
NaOH-to-Coke 2.5:1 & Activation Temperature 600oC
Gas Mole Solid Gram
N2 8.07E+00 Na2CO3 4.82E+01
H2 8.81E-01 C graphite 1.44E+01
Na 1.72E-01 Na2O 9.35E+00
CH4 5.31E-02 Na2S 4.01E+00
Na2 7.68E-03 Na4SiO4 1.93E+00
K 5.80E-04 NaAlO2 5.75E-01
NH3 5.35E-04 Na4FeO3 3.75E-01
NaH 1.31E-04 Na4TiO4 1.48E-01
NaOH 3.51E-06 (Na2O)3(V2O5) 1.26E-01
CO 3.10E-06 CaO 4.70E-02
H2O 1.75E-06 MgO 2.17E-02
C2H6 1.81E-07 Na3PO4 1.01E-02
KOH 1.36E-07 MnO 3.87E-03
(NaOH)2 7.45E-08 (BaO)3(Al2O3) 2.46E-03
KH 6.30E-08 (Na2O)(Cr2O3) 1.65E-03
C2H4 3.54E-08 SrO 1.30E-03
K2 1.51E-08

85
NaOH-to-Coke 2.5:1 & Activation Temperature 700oC
Gas Mole Solid Gram
N2 8.07E+00 Na2CO3 5.36E+01
H2 9.53E-01 C graphite 1.42E+01
Na 3.67E-01 Na2S 4.01E+00
CH4 1.72E-02 Na4SiO4 1.93E+00
Na2 1.19E-02 NaAlO2 5.75E-01
K 5.80E-04 Na2FeO2 2.56E-01
NaH 3.59E-04 Na4TiO4 1.48E-01
NH3 2.71E-04 (Na2O)3(V2O5) 1.26E-01
CO 1.97E-04 CaO 4.70E-02
NaOH 3.11E-05 MgO 2.17E-02
H2O 1.72E-05 Na3PO4 1.01E-02
KOH 4.47E-07 MnO 3.87E-03
(NaOH)2 2.65E-07 (BaO)3(Al2O3) 2.46E-03
KH 1.04E-07 (Na2O)(Cr2O3) 1.65E-03
C2H4 7.02E-08 SrO 1.30E-03
C2H6 4.95E-08
K2 6.61E-09
CO2 5.81E-09
H 2.77E-09
Mn 1.34E-09
CH3NC 1.10E-09
CH3 1.01E-09

86
NaOH-to-Coke 2.5:1 & Activation Temperature 800oC
Gas Mole Solid Gram
N2 8.07E+00 Na2CO3 5.34E+01
H2 9.75E-01 C graphite 1.43E+01
Na 3.86E-01 Na2S 4.01E+00
CO 7.97E-03 Na4SiO4 1.93E+00
CH4 6.35E-03 NaAlO2 5.75E-01
Na2 5.57E-03 Na4TiO4 1.48E-01
K 5.79E-04 (Na2O)3(V2O5) 1.26E-01
NaH 4.59E-04 Fe 1.07E-01
NH3 1.48E-04 CaO 4.70E-02
H2O 1.48E-04 MgO 2.17E-02
NaOH 1.45E-04 Na3PO4 1.01E-02
KOH 1.63E-06 MnO 3.87E-03
CO2 1.33E-06 (BaO)3(Al2O3) 2.46E-03
(NaOH)2 4.74E-07 (Na2O)(Cr2O3) 1.65E-03
KH 1.54E-07 SrO 1.30E-03
C2H4 1.13E-07
H 3.63E-08
Mn 1.81E-08
C2H6 1.55E-08
C2H2 8.45E-09
CH3 5.09E-09
K2 3.41E-09
CH3NC 2.22E-09
H2CO 1.40E-09

87
NaOH-to-Coke 2.5:1 & Activation Temperature 850oC
Gas Mole Solid Gram
N2 8.07E+00 Na2CO3 5.24E+01
H2 9.79E-01 C graphite 1.40E+01
Na 4.09E-01 Na2S 4.01E+00
CO 3.85E-02 Na4SiO4 1.93E+00
Na2 4.28E-03 NaAlO2 5.75E-01
CH4 4.05E-03 Na4TiO4 1.48E-01
K 5.78E-04 (Na2O)3(V2O5) 1.26E-01
NaH 5.27E-04 Fe3C 1.15E-01
H2O 3.62E-04 CaO 4.70E-02
NaOH 2.83E-04 MgO 2.17E-02
NH3 1.12E-04 Na3PO4 1.01E-02
CO2 1.32E-05 MnO 3.87E-03
KOH 2.77E-06 (BaO)3(Al2O3) 2.46E-03
(NaOH)2 6.09E-07 (Na2O)(Cr2O3) 1.65E-03
KH 1.82E-07 SrO 1.30E-03
C2H4 1.37E-07
H 1.11E-07
Mn 5.72E-08
C2H2 2.58E-08
CH3 1.01E-08
C2H6 9.09E-09
H2CO 6.35E-09
CH3NC 2.91E-09
K2 2.54E-09
HNCO 2.10E-09

88
6.5. Oxidation of Aqueous Sulfide
Hydrogen peroxide is a strong oxidant with a standard reduction potential of +0.88 V in alkaline
solution with the reaction equilibria [49]:
H2O2 + OH- + 2e- 3OH- (6-1)
It can fully oxidize sulfide (S2-) into sulfate(SO42-) under alkaline conditions. As intermediates,
polysulfide, sulfite, thiosulfate, polythionate were produced and further oxidized into sulfate if an
excess amount of H2O2 is present [38]. In addition, the Eh-pH diagram in Figure 20 shows that, at
pH of 14, the voltage potential of S2-/SO42- with respect to standard hydrogen electrode is around
-0.7 V [50]. Therefore, H2O2 is thermodynamically capable of complete oxidation of S2-.
Figure 20 Eh-pH diagram of sulfur, constructed using FactSage [50]
To confirm that, the oxidation process was simulated using FactSage with an assumption that all
the sulfur in raw coke was converted into sulfide upon activation with NaOH-to-coke ratio of 1.5.

89
The result suggested that at equilibrium, 1 ml of 30% H2O2 was sufficient to oxidize all sulfide to
sulfate in 1 ml of the washing solution under ambient conditions. The final products were Na2SO4,
O2, and H2O as excess H2O2 undergoes decomposition. The alkalinity was predicted to be
unchanged.
In the overall reaction, H2O2 accepts electrons that are donated by S2-. Eight moles of electrons are
transferred from one mole of S2-; two moles of electrons are accepted by one mole of H2O2. Hence,
the redox reaction can be written as:
4H2O2 + 4OH- + 8e- 12OH- (6-2)
S2- + 8OH- SO42- + 8e- + 4H2O (6-3)
Overall: S2- + 4H2O2 SO42- + 4H2O (6-4)
For one mole of S2-, four moles of H2O2 is required. In this work, 2 mL of 30% H2O2 was used to
oxidize 1 mL of the washing solutions. The concentration of 30% H2O2 is 9.770 mol/L, which was
10 times more than the maximum concentration of S2- in the washing solutions. In addition, Cadena
and Peters [51] concluded that 2.4 g of H2O2 is required to fully oxidize 1 g of free S2-, translating
to 0.07 moles of H2O2 to 0.03 moles of S2-. Hence, the amount of H2O2 used in this work was
sufficient to fully oxidize S2- in the washing solutions. Excess H2O2 decomposed to form O2 and
H2O and bubbles evolving from the solutions were observed during the oxidation.
A kinetic study of H2O2 oxidation was conducted by comparing three oxidation times: 5-day, 7-
day, and 1-month. When S2- is the only solute and at low concentrations, H2O2 oxidation can
complete within a day [38]; however, the washing solutions were a mixture including metal ions
at high pH values. The kinetics of oxidizing the washing solutions was studied to determine the
efficient oxidation time. The volume ratio of the washing solution to 30% H2O2 was 1:2 for all
cases, and each case was triplicated. The washing solution was produced from FC activation and
was oxidized following the same experimental procedure for determining sulfur content of
washing solutions and scrubbing solutions. The results are shown in Figure 21 and suggest that 7-
day oxidation recovered the most sulfur in the washing solution. The recovery was 100.2%, based
on the sulfur content of FC measured by ICP-AES. This assures that 7-day oxidation is efficient
in oxidizing S2- into SO42-. A decrease in concentration was observed after 1-month of oxidation,
which may be caused by adsorption of SO42- into the plastic tube.

90
Figure 21 Kinetics of H2O2 oxidation of sulfide in washing solutions (one volume of washing
solutions to two volumes of 30% H2O2)
0
500
1000
1500
2000
2500
3000
3500
4000
4500
5-day 7-day 1-month
Con
ce
ntr
atio
n p
pm
Sulfur in First Washing Solutions After Oxidation

















![Performance of Stockpiled Air-Purifying Respirators ... · PPE orders [DHHS 2012; NIOSH 2018]. To prepare for these shortages, large quantities of PPE are strategically stockpiled](https://img.pdfslide.net/doc/110x75/5edde279ad6a402d66691c85/performance-of-stockpiled-air-purifying-respirators-ppe-orders-dhhs-2012-niosh.jpg)




![[Webinar Slides] Finding the Right Information in Your Stockpiled Content](https://img.pdfslide.net/doc/110x75/58b8a0531a28abc06d8b5117/webinar-slides-finding-the-right-information-in-your-stockpiled-content.jpg)