Embed Size (px)
Citation preview

FATIGUE

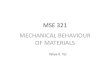
Fatigue • Fatigue = failure under cyclic stress.
• Stress varies with time. -- key parameters are sa, sm,
and frequency
s max
s min
s
time
s m
sa
• Key points: Fatigue... --can cause part failure, even though smax < sc.
--causes ~ 90% of mechanical engineering failures.
Adapted from Fig. 8.18,
Callister 7e. (Fig. 8.18 is
from Materials Science in
Engineering, 4/E by Carl.
A. Keyser, Pearson
Education, Inc., Upper
Saddle River, NJ.) tension on bottom
compression on top
counter motor
flex coupling
specimen
bearing bearing

Fatigue failures are widely studied
because it accounts for 90% of all service
failures due to mechanical causes.
Fatigue failures occur when metal is
subjected to a repetitive or fluctuating
stress and will fail at a stress much lower
than its tensile strength.
Fatigue failures occur without any plastic
deformation (no warning).
Fatigue surface appears as a smooth
region, showing beach mark or origin of
fatigue crack.

Factors causing fatigue failure
1) A maximum tensile stress of sufficiently high value.
2) A large amount of variation or fluctuation in the applied stress.
3) A sufficiently large number of cycles of the applied stress.
Basic factors
Additional factors
• Stress concentration
• Corrosion
• Temperature
• Overload
• Metallurgical structure
• Residual stress
• Combined stress

Stress cycles
Ds
Ds

Nomenclature

The S-N curve • Engineering fatigue data is
normally represented by means of
S-N curve, a plot of stress Stress
against the Number of cycle, N.
• Stress can be σa, σmax, σmin
•σm and R should be mentioned.
• S-N curve is concerned chiefly
with fatigue failure at high numbers
of cycles (N > 104 cycles)
high cycle fatigue (HCF).
• N < 104 cycles low cycle fatigue (LCF).
• Fatigue limit or endurance limit is normally defined at 107
or 108 cycles. Below this limit, the material presumably can
endure an infinite number of cycle before failure.
• Nonferrous metal, i.e., aluminium, do not have fatigue limit
fatigue strength is defined at ~ 108 cycles.

•AISI 4130 STEEL, completely reversed axial fatigue,

• Fatigue limit, se:
--no fatigue if s < se
Adapted from Fig.
8.19(a), Callister 7e.
Fatigue Design Parameters
se
case for steel (typ.)
N = Cycles to failure 10
3 10
5 10
7 10
9
unsafe
safe
s= stress amplitude
• Sometimes, the
fatigue limit is zero!
Adapted from Fig.
8.19(b), Callister 7e.
case for Al (typ.)
N = Cycles to failure 10
3 10
5 10
7 10
9
unsafe
safe
S = stress amplitude

Fatigue Ratio • Fatigue strength is frequently correlated with tensile properties.
Note: for smooth and polished specimen.
Ex: fatigue ratio ~ 0.5 for cast and wrought steels, (SU (MPa) = 3.45 x HB )
fatigue ratio ~ 0.35 for non-ferrous (SU versus hardness: no simple relation)
Relation between rotating, bending unnotched fatigue strength and tensile strength. (a) Alloy (.)
and carbon (x) steels; (b) wrought copper alloys.
Fatigue ratio= fatigue strength / tensile strength

Estimating Fatigue Life
where
In some cases, we need to know the number of failure cycles for a given stress.
b
f
C
a N10s
e
UTSSb
s
8.0log
3
1
e
UTSSC
s
28.0
log
ba
bC
N1
10 s
For ferritic materials fatigue life can be estimated analitically.
at 103 cyles, fatigue strength is 0.8 Su, and
at 106 cycles fatigue strength is 0.5 Su.
After arranging and simplifying we get

Endurance Limit Modifying Factors
• Material: composition, basis of failure, variability
• Manufacturing: method, heat treatment, fretting corrosion, surface
condition, stress concentration
• Environment: corrosion, temperature, stress state, relaxation times
• Design: size, shape, life, stress state, stress concentration, speed,
fretting, galling

Factors effecting Endurance Limit
se = ka kb kc kd ke kf s′e
ka = surface condition modification factor
kb = size modification factor
kc = reliability factor
kd = temperature modification factor
ke = effect of stress concentration
kf = miscellaneous-effects modification factor
s′e = rotary-beam test specimen endurance limit
se = endurance limit at the critical location of a machine part in
the geometry and condition of use

The surface of a rotating-beam specimen is highly polished, with a final
polishing in the axial direction to smooth out any circumferential
scratches. The surface modification factor depends on the quality of the
finish of the actual part surface and on the tensile strength of the part
material.
Surface Factor ka
ka decreases

Size Factor kb
For bending and torsion
Larger specimens increases surface area subjected to cyclic load
higher possibility to find defects on surface.

Statistical nature of fatigue • Because the S-N fatigue data is
normally scattered, it should be
therefore represented on a
probability basis.
• Considerable number of
specimens are used to obtain
statistical parameters.
• At σ1, 1% of specimens would be
expected to fail at N1 cycles.
• 50% of specimens would be
expected to fail at N2 cycles.

mean stress, stress range

Haig-Solderberg diagram • In Haig-Solderberg diagram is
a plot of alternating stress σa and
mean stress σm.
• The Goodman relationship may
be expressed by
where x = 1 for the Goodman line,
x = 2 for the Gerber parabola,
σe = the fatigue limit for completely
reversed loading.
• If the design is based on the yield strength σy, (based on
Solderberg line), then the σu is replaced by σy in this equation.

Example: A 4340 steel bar is subjected to a fluctuating axial load that
varies from a maximum of 330 kN tension to a minimum of 110 kN
compression. The mechanical properties of the steel are:
σu = 1090 MPa, σy = 1010 MPa, σe = 510 MPa
Determine the bar diameter to give infinite fatigue life based on
a safety factor of 2.5.
Solution: Cylindrical cross section of the bar = A, the variation of stress will be
D=38.7 mm

Cumulative damage rule The percentage of fatigue life consumed by operation at one operating
stress level depends on the magnitude of subsequent stress levels
the cumulative rule called Miner’s rule.
Where n1, n2,..nk = the number of cycles of operation at
specific overstress levels.
N1, N2,..Nk = the life (in cycles) at this same
overstress level.


• Crack grows incrementally
typ. 1 to 6
asD~
increase in crack length per loading cycle
• Failed rotating shaft --crack grew even though
Kmax < Kc --crack grows faster as • Ds increases
• crack gets longer
• loading freq. increases.
Fatigue Mechanism
mKC
dN
daD

Structural features of fatigue
The fatigue process can be divided into the following processes;
1) Crack initiation: the early development of fatigue damage
(can be removed by a suitable thermal anneal).
2) Slip band crack growth: the deepening of the initial crack on
plane of high shear stress (stage I crack growth)
3) Crack growth on planes of high tensile stress: growth of
well-defined crack in direction normal to maximum tensile stress (stage II)
4) Ultimate ductile failure: occurs when the crack reaches sufficient length
so that the remaining cross section cannot support the applied load.

Initiation of fatigue crack and slip band crack growth (stage I)
• Fatigue cracks are normally initiated at a free surface. Slip lines
are formed during the first few thousand cycles of stress.
• Back and forth fine slip movements of fatigue could build up notches
or ridges at the surface. act as stress raiser initiate crack.
• In stage I, the fatigue crack tends to propagate initially along slip planes
(extrusion and intrusion of persistent slip bands) and later take the direction
normal to the maximum tensile stress (stage II).
• The crack propagation rate in stage I is generally very low on the order of
nm/cycles giving featureless surface.

Static deformation
Fatigue deformations leading to
Surface notch (intrusion) Slip band extrusion
PSB: Persistant slip bands

Stable crack growth (stage II)
• Compression load reverses the slip direction in the end zones
crushing the crack surface to form a resharpened crack tip.
• Crack tip blunting occurs during tensile load at 45o and crack grows
longer by plastic shearing.
Crack closed
Crack opening
Crack at
Maximum load
Crack closing
Crack closed
And, crack
opening again!

Structural features
• The fracture surface of stage II crack propagation frequently shows
a pattern of ripples or fatigue striations.
• Each striation is produced by a single stress cycle and represents
the successive position of an advancing crack front normal to the
greatest tensile stress.
Fretting fatigue striations on the fracture surface of an
aluminum head gasket from a reciprocating gas compressor. Fracture surface of a rotating steel shaft that
experienced fatigue failure.
Fatigue failure surface. A crack formed
at the top edge. The smooth region also
near the top corresponds to the area
over which the crack propagated slowly.
Rapid failure occurred over the area
having a dull and fibrous texture

Fatigue crack propagation
For design against fatigue failure, fracture mechanics is utilised to
monitor the fatigue crack growth rate in the stage II Paris regime.
da/dN= C (DK)m
da/dN : fatigue crack grwth rate
DK : stress intensity factor range (Kmax-Kmin)
C, m : material variables, depends on
environment, frequency, temperature stress ratio


Fatigue Life Prediction
maYCdN
dasD
Df
m
fm
a
a
N
mm
a
dadNCY
0
2
2
0
s
D
2
22
22
11
2
2
0
mmm
f
mmf
aaCYmN
sm ≠2

Example: The fatigue crack markings shown in Figure were found in a
fractured part. Determine the time to rupture of this part if the loading
frequency is 10 Hz, the maximum stress applied to the part is 300 MPa,
and the minimum stress is zero. The initiation stage of the flaw is 50%
of the life of the part.
Mech. B. Of Mat. Chawla

a1= 2 mm a2= 10 mm
Fracture occurs when af = 14 mm. Assuming that we have plane strain,
We now find the parameters for the Paris equation:

Integrating between the limits, af = 14 mm and ai = 0.02 mm, we get:
Each cycle corresponds to 0.1 s, so t = 0.1N
The total time is equal to the initiation time plus the propagation time:
t total= 2t = 98.6 × 2 s
= 197.2 s ~ 3 minutes
maYCdN
dasD
N=986 cycles

Improving Fatigue Life I. Impose a compressive
surface stress (to suppress surface
cracks from growing)
N = Cycles to failure
moderate tensile s m Larger tensile s m
S = stress amplitude
near zero or compressive s m Increasing
sm
--Method 1: shot peening
put surface
into compression
shot --Method 2: carburizing
C-rich gas
Adapted from
Fig. 8.24, Callister 7e.

• 3. Surface rolling
- Compressive stress is introduced in
between the rollers during sheet rolling.
• 4. Thermal stress
- Quenching or surface treatments
introduce volume change giving
compressive stress.
III. Polishing
- Reducing surface scratches
II. Remove stress
concentrators. Adapted from
Fig. 8.25, Callister 7e.
bad
bad
better
better

Design for fatigue
1) Infinite-life design: Keeping the stress at some fraction of the fatigue limit
of the material.
4) Damage tolerant design: Use fracture mechanics to determine
whether the existing crack will grow large enough to cause failure.
3) Fail-safe design: The fatigue cracks will be detected and repaired
before it actually causes failure. For aircraft industry.
2) Safe-life design: Based on the assumption that the material has
flaws and has finite life. Safety factor is used to compensate for
environmental effects, varieties in material production/manufacturing.

• Flaws produce stress concentrations that cause
premature failure.
• Sharp corners produce large stress concentrations
and premature failure.
• Failure type depends on T and stress:
- for noncyclic s and T < 0.4Tm, failure stress decreases with:
- increased maximum flaw size,
- decreased T,
- increased rate of loading.
- for cyclic s:
- cycles to fail decreases as Ds increases.
SUMMARY