Embed Size (px)
Citation preview

ISIJ International, Vol, 33 (1 993), No. 11, pp. 1136-1 143
Feasibility Study on Blast Furnace lronmaking System Integrated
with Methanol Synthesis for Reduction of CarbonDioxide Emissionand Effective Use of Exergy
TomohiroAKIYAMA.Hirotaka SATO.Atsushi MURAMATSUand Jun-ichiro YAGlInstitute for AdvancedMaterials Processing. Tohoku University, Katahira, Aoba-ku. Sendai, Miyagi-ken. 980 Japan.
(Received on February 25. l993.• accepted in final form on September24. 1993)
Partial replacement of coke by natural gas and production of methanol from the off gas wil[ result in theintegrated blast furnace ironmaking system with methanol synthesis. According to the requirement ofreduction of CO.emission and energy savings, the feasibility study of the integrated system wasconducted.Operating data of the newsystem was calculated by a mathematical model based on the heat and massbalances. The effect of operating conditions, such as replacement amountof coke and conversion factorto methanol, on the total emission of greenhouseeffect gas (GEG)and on the exergy loss wasexamined.The exergy loss and the GEGemission decreased with increase in the replacement amount of coke bynatural gas and the conversion factor. In the operation case that has 300kg-coke/thm and 21 9Nm'-naturalgas/thm in fuel ratio and 2.3•/• in conversion factor, the total amount of GEGdecreased from 542 to454kg/thm and the sumof exergy loss also decreased from 9.0 to 8.2 GJ/thm.
KEYWORDS:ironmaking, blast furnacei carbon dioxide; methanol synthesis; natural gas injection; exergyanalysis; system integration.
1. Introduction
lronmaking industry consumesmuchenergy and thengenerates significant amountof waste gas. Thewaste gasemitted during combustion contaminates the environ-ment, to the extent affecting the global climate andthreatening the future habitability of the earth. Thecontent of carbon dioxide in the atmospheremakesuponly a thirtieth of I "/o of atmosphere. But together withother greenhouse effect gases (GEG)it plays a role in
changing the earth's climate by catching and trappingthe heat radiated from the earth near the surface. Theprevious papersl'2) of the authors revealed the locationand magnitude of both GEGemission and exergy loss
within the ironmaking systems.Reduction in the C02emission rate probably will not
be accomplished without a massive switch to nonfossile-
energy sources, Until such energy sources supplant coal,oil and natural gas, the technology challenge must bedirected to: l) exploit the fuels moreefficiently, 2) replacecoal by natural gas and 3) reconvert and sequester C02emissions. The most important item is efficiency
improvement, because it is often economically andenvironmentally attractive. Somebasic thermodynamiclaws tell us how to reduce energy consumption.According to the laws energy is neither consumednorcreated. Whatis consumedis the capacity of energy todo work. This is exactly the concept of exergy,1 ~ 6) whichgives system designers a 'new point of view' for op-
C 1993 ISIJ 1136
* ' i ,.ri ',
timization. Second, any practical transformation that
converts energy from oneform to another is accompaniedby exergy loss. Therefore, an even better solution thanusing energy efficiently is no use of energy at all. As aresult, someprocesses that apparently have little relation
to energy in agglomeration process of ore and coal, such
as the recycling of scrap or iron-bath type smeltingreduction, mayhave an enormous impact on energyconsumption. Recycling and smelting reduction proc-esses bypass the most energy-intensive steps for proc-essing the charging material.1,2) Consequently, reduc-tion of exergy inflow and increase in exergy efficiency
are the most successful methodto enhanceeffective useof exergy.
The natural gas option leads to improvements in
efficiency, and it is appealing for various reasons. Froma viewpoint of fuel, C02converted from natural gas is
around 500/0 of that from coal in a unit calorific value.
Moreover, in comparison with coal, the use of natural
gas as fuel has various advantages such as simplicity ofgas-handling equipment, Iow useless componentsand less
sulfur content. Onthe other hand, in order to realize aplan to substitute natural gas for coal in the ironmakingsystem, technologies to solve following problems mustbe established. First, natural gas is muchless abundant.Therefore, nonfossile energy technology must be ac=cepted until natural gas is entirely consumed. Second,leakage of natural gas during extraction and transportcould partially offset the advantage of its use, because

ISIJ International, Vol.
CH4is akind of greenhouseeffect gas and is moreefficient
absorber of infrared radiation than C02'Historically, the changing price structure and avail-
abllity of natural gas haveoften madeit competitive withcoke. Operation of a blast furnace with injection ofnatural gas has been carried out in several countries, for
exampleUSA,7) Australia,8) CIS9~11) (formerly USSR)and Hungry.12) Particularly, there were manyreports in
1960's in CIS, which showed practical operations of
natural gas injection up to about 100Nm3perIt-hot
metal. Recently, natural gas injection to a blast furnace
has beenalso focussed from a viewpoint of C02problem
as mentioned above. The purpose of this study is to
propose an improved ironmaking system using natural
gas for reduction of GEGemission and for effective useof exergy. In the system, natural gas Is Injected to a blast
furnace and methanol is synthesized from the top gas.
The mathematical model based on heat and massbalances predicted the various operating data which is
necessary for the exergy analysis. Effect of operatingconditions, such as amountof coke replaced by natural
gas and conversion ratio to methanol, on GEGemission
and exergy loss wasexamined for the assessmentof the
system proposed.
2. Improved lronmaking SystemProposed
Figure I shows a typical conventional blast furnace
ironmaking system, which consists of five unit processes:coke oven, sintering machine, rotary kiln, hot stove andblast furnace. The conventional ironmaking systemgenerates GEGin each process from coal and limestone,
which are markedby superscript of ~• Limestone emits
carbon dioxide in agglomeration processes according to
the reaction of CaC03=CaO+C02' The blast furnaceoff gas (BFG)and the coke oven gas (COG)are mostlyutilized in other processes within the system. Theoutfiowratio of the byproduct gas from the system dependsonthe operation conditions of the ironmaking system.
Dotted lines in Fig, I indicate the improved iron-
making system proposed here. Considerable amountofnatural gas is injected to a blast furnace resulting in
E!:\o
lcp~OLU
O
600
500
400
300
200
lOO
o
PCI=0
33 (1 993). No. 11
the decrease in coke rate. This system needs also oxygenenrichrnent in blast air to maintain the desired flame
temperature. To reduce GEGemission from the blast
furnace, two operation methodscan be considered. Onemethodis to reconvert the top gas from a blast furnace
and another is to removecarbon content in fossil fuel
as solid carbon in advance. In the first method, a partof the top gas is assumedto be converted to methanol(CH30H). Methanol, which is currently consumedat
the rate of ca. 2Mt/year in Japan, is becomingan essential
raw material for a chemical product such as form-aldehyde. Moreover, it has been recently focussed assecondary energy, which will be use for vehicles or powergeneration. Also, the natural gas injection is employedto advantage to the methanol synthesis where the
production rate is accelerated by the higher hydrogenconcentration, because H2concentration of the top gasis expected to increase with increasing the injection
amountof natural gas; details will be described later.
The second method is adopted whenthe C02problemmust be solved even if energy efficiency were decreased.
Namely, carbon in methane is removed in the form ofcarbon fiber by chemical vapor deposition (CVD)method(CH4=C+2H2)before the injection of natural gas. Thisleads to hydrogen injection into the blast furnace. Since
carbon fiber has hlgh electric conductivity and goodmechanlcal property, it is focussed as a newhigh gradematerial. However, this method has two unavoidabledisadvantages: one is low energy efficiency due to nocombustion of carbon and another is slow reaction rate
of CVD.Therefore, the improved ironmaking system in
this study adopts only the first method.Figure 2 shows schematic dlagram of the industrial
methanol synthesis system. This system consists of three
unit processes: steam reformer, catalytic reactor anddistillation towers. First, natural gas is reformed to gasmixture of H2-CO-C02at 750K by steam. Next, the
gas is introduced to the catalytic reactor at 523Kunderhigh pressure condition for production of crude metha-nol. To improve productivity and decrease pressure re-
quired for met,hanol synthesis, various catalysts havebeen developed. During the period of 1952 to 1965, all
Coat~ CokeOven
OreCaCO~
FineCoke
CoaL#
#CaC03Ore
COG
BFG
Si nterMachirie
RotaryKi [n
Biast
Fvrnace
i___> MethanolDvstCoa[#
Hot LDO' Stove AirA
- Natural Gas'~----ir-- --S[ ag vi
+ 02
Hot Metai (Carbon Rber)
~l BF ~] Coke ~] Sinter
~l pe I Iet ~~EIect ri cit yFig, l, Schematic diagram of blast furnace ironmaking system and summationof greenhouse effect gas (GEG)
emission. (#; original source of GEG)
1137 @1993, ISIJ

G)
ISIJ International, Vol.
45(~C
Reformer75(Pc
---{lF----'wasteHeat Boiler
Compressor
40•C
Cooling tower
Natural gas +C02
33 (1 993), No. 11
@50-300kglcm2
C02+3H2=CH30H+H20
Reactor c0+2H2=cH30H
@
18(~C Crudemethanolstorage
G) Methano]
'--':-':~Fr~Tlir~';
i ~~ {i5i
*i =~* ~ *~ ~{ ~'~Lrji~~
distillation
tower
Separator
CO H2 N2 H20 CH30HCH4 C02 unit
l 22.0 - 7.0 -2 1.0 18.5 Il.O 69.0345
O. 5 70 . 5 mol~O. 5 - mol~
27 . 3 72 . 5 O. 2 !uass~lOO. O mass~
3. 5 92 . O 4. 5 mass%
Fig. 2. Typical methanol synthesis system.
Table 1. Operating data and GEGemission in a meth-
anol synthesis system of 600 t/day scale. (Unit: per
a ton of methanol) NG
Rawmaterials
CH4;590Nm3.C02; 190Nm3
. ,Utility
' CH4; 550Nm3.Electricity: 45kwh
GEGemission(a) massbalance
(590 x,12122.4+ 190 x 12/22.4)- I OOOx 12132= 43 kg-C(b) utility
=302kg-C550,x 12122.4+45 x O. 1677345kg-C(c) total
conventional catalysts were composedof ZnO andCr 03, which waseffective in the ranges of 600 to 650Kan~
34 to 40MPa. Cu-based catalysts were lately
developed andemployedunder the moderateconditions;
viz. 520Kand less than 10 MPa.Besides, someindustrial
processes can produce pure methanol at the extremely
low pressure, 5MPa, where reduction of energy con-sumption progresses considerably. Since the reactions
of methanol synthesis (C02+3H2=CH30H+H20,CO+2H20=CH30H)are exothermic, a cooling deviceis generally required to be annexedto the reactor. Crudemethanol goes through the distillation towers to removeimpurities. Table 1 Iists the operating data and GEGemission in the industrial methanol synthesis system in
the productivity of 600 t/d. Here, the consumption of
natural gas for the system is 1140Nm3/t-methanol as
raw material and fuel. Consequently the system emits
GEGof 345kg-C/t-methanol. The ironmaking systemintegrating with the methanol synthesis system is shownin Fig. 3. In this system the steam reforming process in
the methanol synthesis system is unnecessary because
methaneis reformed in the blast furnace. Hence, the top
gas froin the blast furnace is directly introduced into the
catalytic reactor, wheremethanol can be obtained. Evenif the top gas pressure is about 0.25 MPa,markedly lower
1138
Coke
BF -
Distallation
Methanoll2Mt/yearl
C 1993 ISIJ
Topgas
Hot Metal[100Mt/year]
Topgas
Methanol
lutegrated BF
Fig. 3. Concept for the integration of blast furnace iron-
makingand methanol synthesis systems.
than that in the conventional methanol synthesis systems,
the gas conversion to methanol is thermodynamicallypossible. Assumingthat all methanol demandedin Japanis produced only from the top gas of the existing blast
furnaces, the conversion to methanol is calculated to be
ca. 2~/, of COand C02in the gas. Therefore, the target
of the conversion in the present study is not be so high
as the conventional process and then it should bedetermined on the basis of the energy balance within the
whole system. It is to be noted that methanol is yielded
by H2-C02-COgas even at atmospheric pressure.13)
Natural gas injection into a blast furnace and the
methanol synthesis from the off gas result in the following
advantages:1)
2)
3)
4)
reduction of GEGfrom a blast furnace due to the
injection of natural gas which has low C/H ratio.
reduction of GEGfrom a coke oven due to decrease
of coke rate in the blast furnace.
reduction of GEGfrom BFGdue to the methanolsynthesis from the blast furnace off gas.
reduction of GEGfrom the present industrial meth-
ISIJ [nternational. Vol.
anol synthesis systems due to decrease in produc-tion.
3. Calculated Method
3.1. Heat Balancel2)
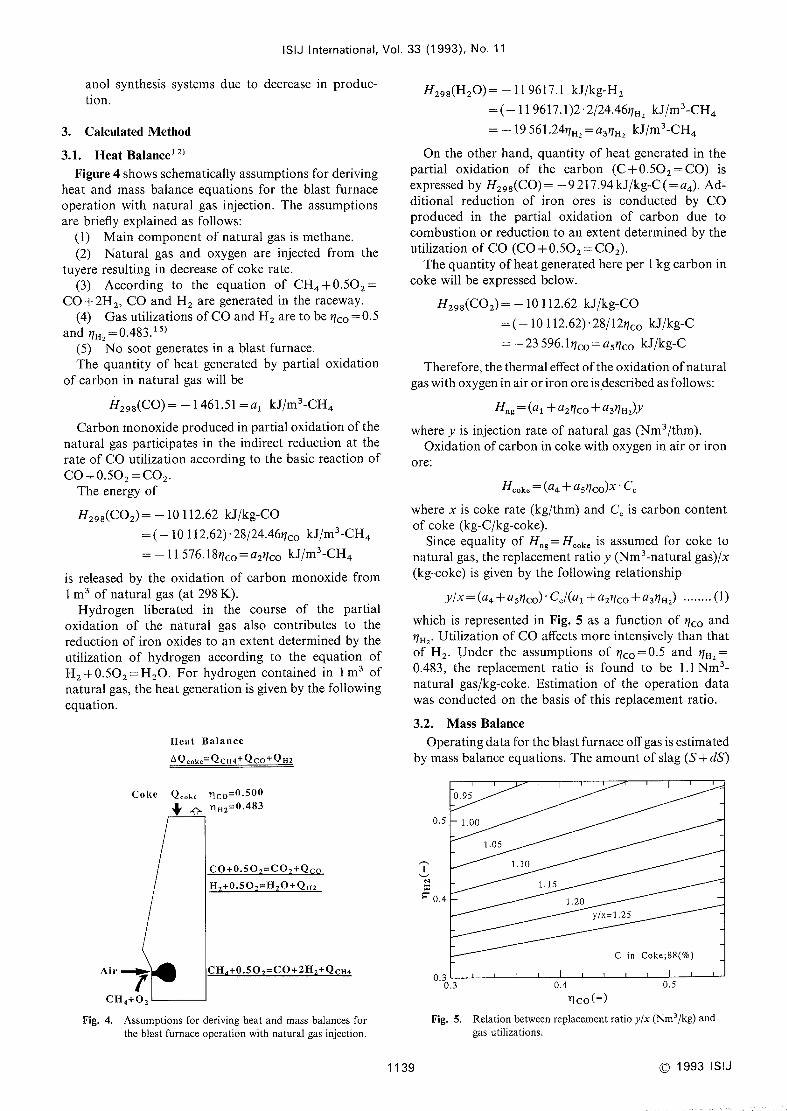
Figure 4showsschematically assumptions for derivingheat and massbalance equations for the blast furnaceoperation with natural gas injection. The assumptions
are briefly explained as follows:(1) Main componentof natural gas is methane.(2) Natural gas and oxygen are injected from the
tuyere resulting in decrease of coke rate.
(3) According to the equation of CH4+0.502=CO+2H2, COand H2are generated in the raceway.
(4) Gasutilizations ofCOandH2are to be nco=0.5and nH, =0.483.1 5)
(5) Nosoot generates in a blast furnace.
The quantity of heat generated by partial oxidation
of carbon in natural gas will be
lj298(CO)=- 1461.51 =al kJ/m3-CH4
Carbonmonoxideproduced in partial oxidation of the
natural gas participates in the indirect reduction at the
rate of COutilization according to the basic reaction of
CO+O. 502=C02'The energy of
H298(C02)=- 10 112.62 kJlkg-CO
=(- 10 112.62) • 28/24.46nco kJ/m3-CH4
= - I1576,18nc0=a2ncokJ/m3-CH4
is released by the oxidation of carbon monoxide from
l m3of natural gas (at 298 K).
Hydrogen liberated in the course of the partial
oxidation of the natural gas also contributes to the
reduction of iron oxides to an extent determined by the
utilization of hydrogen according to the equation of
H2+0.502=H20.For hydrogen contained in Im3ofnatural gas, the heat generation is given by the following
equation.
Heat Balance
AQcokt= QCH4+QCo+Ql{2
33 (1993), No, 11
H298(H20)=- I19617,1 kJ/kg-H2
=(- 119617, l)2 • 2/24.46nH, kJ/m3-CH4
= - 19 561 .24nH, =a3nH, kJ/m3-CH4
Onthe other hand, quantity of heat generated in thepartial oxidation of the carbon (C +0.502=CO) is
expressed by H298(CO)= - 9217.94 kJlkg-C (=a4). Ad-ditional reduction of iron ores is conducted by COproduced in the partial oxidation of carbon due to
combustion or reduction to an extent determined by theutilization of CO(CO+0.502 =C02)'
Thequantity of heat generated here per I kg carbon in
coke will be expressed below.
H298(C02)= - 10 112.62 kJlkg-CO
=(- 10 112.62) • 28/12nco kJ/kg-C
= -23 596. Inco =a5nco kJ/kg-C
Therefore, the thermal effect of the oxidation of natural
gaswith oxygenin air or iron ore is.described as follows:
H*g= (al +a2nco+a3nH,)y
wherey is injection rate of natural gas (Nm3/thm).Oxidation of carbon in coke with oxygen in air or iron
ore:
H*.k* (a +a5nco)x'C*
where x is coke rate (kg/thm) and C, is carbon contentof coke (kg-C/kg-coke).
Since equality of H~g=H*~k*is assumedfor coke to
natural gas, the replacement ratio y (Nm3-natural gas)/x(kg-coke) is given by the following relationship
(1)y/x = (a4 +a5nco) ' C./(al +a2nco+a3nH,)........
which is represented in Fig. 5as a function of nco andnH,. Utilization of COaffects more intensively than that
of H2' Under the assumptions of nc0=0.5 and nH,=0.483, the replacement ratio is found to be I , INm3-natural gas/kg-coke. Estimation of the operation data
wasconducted on the basis of this replacement ratio.
3.2. MassBalance
Operating data for the blast furnace off gas is estimated
by massbalance equations. Theamountof slag (S+dS)
Coke Qcoke 1lc0=0.500
Air -~-CH4+02
Fig. 4. Assumptions for deriving heat and massbalances for
the blast furnace operation with natural gas injection.
~r 4~ IIH2 o 483
C0+0.50 =CO.+QH +0.50 =H.0+QH2
i* -~'r CH+0.50 =C0+2H+QcH4
CH+0.
0.5
el:~
F 0.4
0.3
O95
1.00
1.05
1.10
1.15
120y/x=1.25
C in Coke;88("/.)
1139
O3 0.4 0.5
T1co(~)
Fig. 5. Relation between replacement ratio y/x (Nm3/kg) and
gas utilizations.
C 1993 Is[J

ISIJ International, Vol.
decreases slightly when coke rate is reduced, and is
calculated by the following equation.
C*. x=Csoa(S+dS)-CsocaS....
..........(2)
Equations (3) to (6) correspond massbalance equa-tions on carbon, hydrogen, oxygenandnitrogen, respec-tively.
y- (22.414112)C. ' x
= (Yc0+ Yc02)(V+dV)-(Ic0+1c02)V.................
(3)
2y=(YH2+YH20)(V+dV)-(IH2+1H20)V..................
(4)
- (22. 141/12)Co ' x +OIN=(Yco+2Yc02+ YH20)(V+dV)
-(Ic0+2lc02 +1H20)V....
(5)
O= YN2(V+dV) -IN2V ..............................................(6)
Additionally, basedon the practical operating datal5)
in the blast furnace with oil injection, it is assumedthatutilization of carbon monoxideand hydrogen are 0.500and O.483, respectively.
nc0=Yc02/(Yc0+ Yc02)=0.500...... .......,..
(7)
nH2=YH20/(YH2+YH20)=0.483....... ..........
(8)
Yc0+Yc02+YH2+YH20+YN2=I ... ..........(9)
Table 2. Fundamentalexergy equations andenvironmentalconditions.
33 (1 993), No, 11
Whenarbitrary value is given to the coke rate, x kg,operating data of y, Yj (j=H2, H20, CO.C02, N2), dVand OIN are predicted by solving Eqs. (1), (3) to (9),
simultaneously.
3.3. ExergyThe process exergy analysisl~4) was applied to the
integrated system for ironmaking and methanol syn-thesis. Fundamental equations for the exergy analysis
and the environmental condition are lited in Table 2without derivation because the concept and the cal-
culation methodof exergy were reported previously indetail.4) Exergy loss was estimated in each process andwassummarizedwithin the system.
3.4. GreenhouseEffect GasEmission
Total emission of GEGin the ironmaking system wasestimated according to the following method;
(1) All species of GEGemitted (CO. C02,CH4etc.)
wereestimated as C02equivalent value by a unit carbonmass(C-kg).
(2) Evenif onespecies of GEGconverted to anotherspecies of GEGdue to combustion or oxidation within
a system, they were not counted again.(3) GEGemission by consuming electricity was
assumedto be O, 1677kg-C/kwh which was the standard
GEGemission for the generation of electricity. This value
wasobtained on the assumption that the electricity wasgenerated in steam-powerstation.
Formof exergy8=8c +sr +ep+8M
Equation
ChemicalTemperaturePressure
Mixing
ec=~n,g,o
8T=(~niCpf)1 T- To~ To In(T/To) l8p=(~ ni)RTOIn I~(PJPo) leM=RTO~[ni In Ini/(~ni) I]
To=298. 15 K, Po= Iatm
Condensedphase:
Gasphase:H20(1) at To' Po
Substances
N202H20C02Ar
Mole fraction
O.75600.20340.03 120.0003
O.009 l
Table 3.
4. Results and Discussion
Table 3gives the operating data and the profile of aconventional blast furnace. Inner volumeof this blast fur-
nace is 4500m3and nominal productivity is 10000t-
hot metal per a day. The furnace operating conditions
were 500kg in coke rate; 3o/, pellet and 78.6 "/* sinter in
the constitution of burden charged; 0.2456 MPain topgas pressure and 478K in top gas temperature. Fol-10wing analysis used the operating data which werethe actual operating data averaged during a period of amonth under a stable condition was partially modifiedto satisfy massbalances on major elements (N, Fe, C,
H, O, Ca) within the error of 0.010/0. Simulation ofoperations with natural gas injection wasconducted on
Operating data and profile of the blast furnace of 10000t/d scale.
Input
Rawmaterials
CokeBlowing gasElectricity
Lumpore/Sinter/Pellets ('/.) = 18.3/78.6/3.0, 1632kg/t-pig, 303 K,T.Fe/FeO/Si02/Al203/CaO/MgO/Ti02/Mn=58.735/4.58/4.32/1.71/7.41/1.39/0.232/0.25
500kg/t-pig, 303K. F.C./T.S./Ash ('/,) =87.76/0.42/1 1.80
l I19Nm3/t-pig, I 189K, 4.250 atm, 02 enrichment 21.8 Nm3/t-pig. H20enrichment 40g/Nm3,N2/02('/,) =77.5122.5Blowing+ Blast furnace =850 ' 103+77. I ' 103=927. I ' 103 kwh/d= I11 .2 (= 927. I '
103/8 337) kwh/t-pig,
TRT=77, I- 54.4 (=453322/8 337) =22.7 kwh/t-pig
OutputTopgas (BFG)Pig iron
Slag
Dust
l 641 Nm/t prg 478K CO/CO/H2/N2 21 7/22 2/2 2/53 9 nc0=49,4, 727kcal/Nm3, 2.456atm8337 t/d = IOOOkg/t-pig, 1766K, Fe/C/Si/Mn/P/S/Ti ('/.) =94.732/4.53/0.26/0.29/0, I16/0.022/0.05
300kg/t-pig, FeO/Si02/Al203/CaO/MgO/Ti021MnO('/*) =O.36/33 .38/ 14.69/4 1.65/7. 13/ I .09/0. 39
21.O kg/t-pig. C/T.Fe/FeO/Si02/Al203/CaO/MgO/Ti02/Mn('/.) =42.4/33 .83/2.64/2,49/0.98/4.27/0.80/0. 13/0. 14Profile Capacity
lOOOOt/dVolume Hearth diameter
4500m3 14. ImToppressure (Max)
2. 5atmCharging device Shaft support Numberof cooling boxes
PWBell-less top Free standing Stave/Closed =664/168
C 1993 ISIJ 1140

ISIJ International, Vol.
the basis of these operating data. Figure 6showspredicted
operating data. In the calculation, natural gas andoxygenreplaced coke at the interval of 50 kg-coke and heat loss
ratlo through wall was identical as the base operation.
It is seen that in concentration of the top gas Ccontent
decreases and Hcontent increases with the natural gasinjection. This change in the operating data is ad-
vantageous for methanol synthesis, because production
of I mol methanol needs hydrogen of 2to 3mol.
Figure 7shows effect of the natural gas injection on
sumof exergy loss within the ironmaking system. Since
the operating conditions of blast air, charging ratio of
agglomerates are assumedto be the sameas the base
operation, energy loss in the agglomeration processes
and in the hot stove is almost same. However, a coke
oven consumesless exergy due to reduction of charging
coke with the increase in natural gas injection. Onthe
contrary, exergy for the production of oxygen increases
because Linde process for producing pure oxygenconsumes high exergy, particularly in the form ofelectricity. Theblast furnace also consumeshigher exergywhennatural gas is injected. Methaneand carbon havechemical exergy of 830 and 41lkJ/mol, respectively.
Therefore, methanehas higher chemical exergy comparedwith carbon, which is a negative factor in natural gas
Coke rate (kg/tHM)500 400 300
60 2400
~~5)
N2l'op G_a_~
' _ ~~~O 1600 ~N40
~1 ~~~ Z_
O 4,
~.800 ~_____c_O
, co2t~ 20 Fl
O oU >,1
~ H2 ----~20 Enriched o ~
O oo Ioo 200
Natural gas (Nm3/tHM)
Fig. 6. Flow rate and composition of blast furnace off gasagainst natural gas injection.
S,:~~~e
heJO:~
e)>,
~I
Natural gas injection(Nm3/thm)
10 O 110 219
9 9.0GJ 8.2GJ87654321o
.300
33 (1 993), No. 11
injection in the exergy consumption. Considering all the
factors mentioned above, sum of exergy loss in each
process within the ironmaking system decreased from 9.0
to 8.2 GJ/thrn which is 8.8 ~/..
Figure 8showschangesof total GEGemission in the
ironmaking system with natural gas injection to the blast
furnace. Being similar to exergy loss, total amount of
GEGchanges with natural gas injection from 535 to
461 kg/thm, which is 13.80/..In the constituent processes,
amountof GEGemission decreases 59kg in the blast
furnace; 19 kg in the coke oven and increases 4kg in the
oxygenprocess. In the ironmaking system integrated with
methanol synthesis, additional reduction of GEGis
expected by methanol synthesis of the blast furnace off
gas. Reduction ratio of GEGdependson howmuchofthe off gas can be converted to methanol. Methanolsynthesis from blast furnace off gas has just begun to
be studied.13) It is, therefore, not easy to predict possible
conversion ratio under the condition of the blast furnaceoff gas. Here, three conversion ratio, l, 5and 50"/. onthe basis of carbon mass, wer~ assumedfor estimation.
Figure 9showseffect of conversion ratio on total GEGemission in the integrated ironmaking system. Total
GEGis found to be remarkably decreased by doubleeffects of natural gas injection and methanol synthesis.
For instance, in the case Cwhereconversion ratio is 5olo,
since GEGdecreases by 16 kg due to methanol synthesis,
total GEGwill decrease from 461 to 445kg. Thecase C
~'~\~'(!)F~~(J,
Natural gas injection(Nm3/thm)
O 110 219600 535kg500
2929 46lkg
71 2971
400 4T37
71
28
300
200 386 356 327
1OO
o 300500 400Coke ratiO (kg/thm)
~~IBF ~lc oven ~ls machine ~iR kiln ~~02 ~lElectricitv
Fig. 8. Changesof total GEGemission in a blast furnace
ironmaking system with natural gas injection.
500 400
Cokeratio(kglthm)
~l Sinter&Pellet ~1 Hstove ~~ c oven I 02 ~~ BF
Fig. 7. Changesof total exergy loss in a blast furnace iron-
makingsystem with natural gas injection.
1141
SOO
1~ 500
- 400\l 300
= 200
= lOO
a case CCase A Case BFig. 9. Effect of conversion ratio from blast furnace off gas
to methanol on total GEGemission in a blast fur-
nace ironmaking system (Case, y/x)=(A, 0/500), (B,
l 10/400), (C, 219/300).
Conversion factor ~~0%~il%~i5%l~50%oooooia
C 1993 ISIJ

ISIJ International, Vol. 33 (1993), No, 11
Table 4. Operation cases ibr the estimation of exergy loss and GEGemission.
Case Conventional A*1 A-2 C- I C-2
lronmakingCokeNatural gasMethanol converslonBy-produced Methano]
Synthesis
MethanolNatural gas
(kg)
(Nm*)(~/.)
(kg)
(kg)
(Nm')
5oo
o
2023
500
OlO
10
lO
ll
500
ol .9
20
oo
500219
l .O
9
ll
13
300219
2.3
20
oo
Production; IOOOkg-hotmetal and 20kg-methanol
700
60O
500
~,
~., 40O~:
.:2 300~
~~ 200o
lOO
o
~l BFironmaking [~ Mothanol synthesls
~42528534
4f2 4s4
Conventiona] CaseA- l CaseA-2
lOOOkg-HetMetal &20kg-Methanoi
CaseC- l CaseC-2
Fig. lO.
Effect of integrated system on total GEGemis-sion in a blast furnace ironmaking system withmethanol synthesis for the production conditionof IOOOkg-hot metal and 20 kg-methanol.
has 300kg/thm in coke rate and 219Nm3/thmin theinjection of natural gas.
The ironmaking system integrated with methanolsynthesis affects also GEGemission in the existing
methanol synthesis system. In Japan, annual productionsof crude steel and methanol are about 100Mt and 2Mt,respectively. From this production ratio of crude steel
to methanol, only ?-O kg-methano] production per I t-hotmetal will makethe existing methanol synthesis systemunnecessary. According to thls data, conversion ratlos
to compensatethe existing systems are I.9 o/o in the caseAand 2.3 o/o in the case C. Table 4Iists five cases for theestimation of total GEGemission. Thecomputation wasconducted for the productions of IOOOkg-hot metal and20kg-methanol. In the conventional case of Table 4,
ironmaking and methanol synthesis systems exlst
independently. This is the present state of industry. Theother cases stand for integrated ironmaking system withmethanol synthesis. In the cases of A-1 and C-1 whereconversion ratio to methanol Is assumedto be I o/o, theintegrated system partly supports methanol productionin the existing methanol system. In the cases of A-2 andC-2, the proposed system replaces the existing methanolsystemcompietely. Figure 10 showsthe effect of methanolsynthesis from blast furnace off gas on total GEGemission. For example, total GEGdecreases from 542to 454kg/thm in the case C-2 where no methanol is
produced by the present industrial system. Thiscomputation shows clearly the effectiveness of theintegration of ironmaking and methanol synthesis
systems.
5. Conclusron
To reduce exergy loss andGEGemission, an improvedironmaking systemwasproposed, which consisted of theconventional blast furnace with the injection of natural
gas and the methanol synthesis system. The feasibility
study clarified advantage of this system from exergy loss
andGEGemission. Operating data which werenecessaryin the feasibility study wasestimated by the mathematicalmodel derived on the basis of heat and massbalances.In the calculation of operating data, principal parametersselected were l) replacement amountof coke by natural
gas, and 2) conversion ratio from the blast furnace off
gas to methano]. As replacement amountandconversionratio increased, not only exergy loss but also GEGemission from the system decreased significantly. Botheffects of natural gas injection and conversion ratio onGEGemission were clarified quantitatively.
Acknowledgment
The authors wish to express their sincere thanks toFoundation for the Development of EnvironmentsProtection Technology in lron and Steel Industries andNlppon Steel Corporation for the partial financial
support, and to Kawasaki Steel Corporation for thesupply of operating data of a blast furnace.
Nomenclature
al,a a a4, a5 : constant (-)2, 3,C.. : Cacontent in coke (-)C. : Ccontent in coke (kg(C)/kg(coke))
C****: C.a content in slag in the base operation (-)
@1993 ISIJ 1142

ISIJ International, Vol. 33 (1 993). No. 11
C :5ca
C:oHng
'
Hcoke'
li:
O~N:S:
dS:
dV:
x:y:
Yi:
nco :nH, :
subscript
O:
g:
Cacontent in slag (-)oxygen content in coke (-)heat increased by the injection of natural gas(k J/m3-CH4)heat decreased by decrease of charged coke(k J/kg-C)volume fraction of i-th species of gas in the
base operation (-)amountof oxygen injected (Nm3)amountof slag in the base operation (kg/thm)
amount of slag changed by the injection ofnatural gas (kg/thm)
amountof blast furnace off gas (Nm3)amountof off gas changedby the injection ofnatural gas (Nm3)coke rate (kg/thm)injection rate of natural gas (Nm3/thm)componentof i-th gas species (-)exergy (kJ)
COutilization (-)H2utilization (-)
i-th componentstandard condition
gas
l)
2)
3)
4)
5)
6)
7)
8)
9)
1O)
l 1)
12)
l3)
l4)
15)
s: solid
REFERENCESJ. Yagi and T. Akiyama: lOth Process Technology Conf. Proc.;
SecondInt. Conf. on Application of Mathematical and Physical
Modelsin the lron andSteel Industry, AIME,Toronto, (1992), 99.
T. Akiyamaand J. Yagi: Tetsu-to-Hagan~, 77 (1991), 1259.
T. Akiyamaand J. Yagi: 7th Process Technology Conf. Proc.,
AIME,Toronto, (1988), 179.
T. Akiyama, R. Takahashi and J. Yagi: ISIJ Int., 29 (1989), 447.
D. R. Morris: Chem,Eng. Sci., 46 (1991), 459.
D. R. Morris and F. R, Steward: Metal/. Trans., 15B(1987), 645.
W. K. Lu and M. G. Ranade: ISIJ Int., 31 (1991), 395.
A. K. Biswas: Principles of Blast Furnace lronmaking, CoothaPub. House, Australia, (1981), 255.
G. A. Belevtsov, N. I. Krasavtsev, N. M. Mishchenko, A. I.
Soldatkin and L. D. Sharkevich: Stal in English, (1 962), June, 4lO.
Z. I. Nekrasov. V. L, Pokryshkin, A. V. Zagreba and R. D.Kamenev:Stal in English, (1962), March, 169.
Y. P. Volkov, L. Y. Garrilyuk, I. A. Kopurin, I. A. Lubenets,
M. Y, Ostroukhov and I. I. Sagaidak: Stal in English, (1966),
May, 337.
G. Farkas: Acta Tech. Acad. Sci._Hung., (1988), 143,
H. Sato. A. Muramatsu,T, Akiyamaand J. Yagi,: CAMP-ISIJ,5(1992), Il61.
S, Fujita, E, Obanaand N. Takezawa: 64th CATSJMeetingAbstract, Vol. 31, (1989), 412.
C. Richmondand G. Wilson: J. Iron Stee/ Inst., 205 (1967), 630.
1143 C 1993 ISIJ





























