Embed Size (px)
DESCRIPTION
Scale up of any bacterial fermentation
Citation preview

347
JOURNAL OF BIOSCIENCE AND BIOENGINEERING
Vol. 97, No. 6, 347–364. 2004
Scale-Up Methodologies for Escherichia coli andYeast Fermentation Processes
BETH HELENE JUNKER1
Merck Research Laboratories, Bldg. 810-127, PO Box 2000, Rahway, NJ 07065, USA1
Received 22 August 2003/Accepted 15 March 2004
Scale-up techniques from the literature have been compiled and reviewed for applicability toEscherichia coli and yeast processes. The consistency of design and operating parameters for thepilot scale vessels in an existing fermentation pilot plant, ranging in nominal volume from 100 l to19,000 l, was established and compared favorably with approaches found in the literature. Differ-ences were noted as a function of parameters such as fermentor scale, vessel geometry, agitatortype/size and ungassed/gassed power input. Further analysis was conducted using actual fermen-tation data for historical and recent development processes collected over a 10-year-period, focus-sing on operating conditions at peak culture oxygen uptake rates. Scale-up estimates were per-formed based on geometric similarity, agitator tip speed, gassed power per unit volume and mix-ing time. Generally, scale-up calculations from the 280 l scale were most similar to the parametersof installed equipment. Scale-up from the 30 l laboratory scale typically underpredicted parame-ters with scale-up from the 280 l scale being most appropriate. The 19,000 l fermentor installationwas notably different in geometric similarity from the 280 l–1900 l scales since its design wasmeant to accommodate a wide range of operating volumes. Analysis of historical and recent proc-essing performance was conducted for single cell bacterial or yeast fermentations which chal-lenged peak operating conditions of the fermentors. Identification of key issues associated withscale-up for these specific pilot plant vessels was believed to be critical to efficient process devel-opment, clinical material production, and expected process transfer to a manufacturing facility.
[Key words: scale-up, Escherichia coli, yeast, pilot plant, fermentor]
General concerns for recombinant DNA scale-up havebeen addressed by Van Brunt (1). Although the three mainscales for bioprocess development are laboratory, pilot plantand production (2), Votruba and Sobotka have added theshake-flask scale to this list (3). The scale-up ratio is typi-cally about 1 :10 for biotechnological processes up to100,000 l (3), but lower ratios of about 1:5 often have beenused for increased comfort levels (i.e., decreased risk ofunexpected performance on scale-up). Production scale formany recombinant DNA products is likely to be about10,000 l which is more traditionally pilot scale for othertypes of products (4). The exact methodology used for scale-up is largely dependent on process conditions and whetherpreliminary data exist to show that the procedure chosen isapplicable (5).
Some authors maintain that the total environment (Young[6] coined this term to encompass all the chemical andphysical variables relating to the fermentor broth) of the cellneeds to be considered (6). A complete catalog of factorsaffected by scale is detailed extensively by Reisman (7)with key items being emphasized by other authors (1–6) as
well. Additionally, the role of scale-down studies can be sig-nificant in identifying and evaluating problems at the largescale (8–11).
Biological factors affected by scale include the number ofgenerations associated with the inoculum development andproduction phases, mutation probability, contamination vul-nerability, pellet formation and selection pressure (8, 12).Chemical factors affected by scale include (i) pH controlagents (i.e., type and concentration of acid and/or base), me-dium quality (i.e., purity of components) and water quality(8); (ii) carbohydrate (e.g., oil), nitrogen (e.g., ammonia),phosphorus and product concentrations (6); (iii) redox po-tential and foam formation due to surface tension changes(3). Physical factors affected by scale include tank configu-ration, aeration, agitation, back-pressure (and hydrostaticpressure), medium sterilization, temperature control/heattransfer and removal, and mixing (3, 8, 12).
There is a comprehensive paper outlining general ap-proaches to scale-up (13) and it includes comments fromseveral other authors on the implications of general trendsin scale-up. Unless specifically maintained constant withscale-up to the larger fermentor, dissolved carbon dioxide(dCO2) is higher in the larger vessel than the smaller vesseldue to the added head pressure, shear force variation is
e-mail: [email protected]: +1-732-594-7010 fax: +1-732-594-7698

JUNKER J. BIOSCI. BIOENG.,348
higher, and bulk mixing is less efficient due to longer circu-lation times and larger stagnant regions (8). In addition, forthe larger vessel, the liquid height to tank diameter ratio canbe greater, gas moves upwards with more limited backmix-ing, vertical dissolved oxygen (DO) gradients exist if bulkmixing is slower than mass transfer rates, and radial DOgradients emerge since the shear rate declines rapidly withdistance from the impeller (14). Other trends in scale-up in-clude decreased heat transfer surface to volume ratio, de-creased quality of mixing, generally higher superficial airvelocity, and lower average shear force although peak shearforces are higher (14, 15). Furthermore, if cheaper mediumcomponents have been selected with variable compositionfor different bulk lots, a previously unnoticed auxotrophicgrowth pattern may appear (15), but this occurrence is mini-mized by the use of defined medium.
There are several published descriptions of scale-up stud-ies and a few interesting examples are noteworthy. Oxygentransfer often can be most important upon scale-up due toits low solubility in medium (16). Key to scale-up usingconstant oxygen transfer rate (OTR) is the ability to mea-sure or estimate the volumetric mass transfer coefficient,KLa, and the gassed power per unit liquid volume, Pg/VL.Published correlations can generate significant errors as inthe example of KLa factors for a commercial-scale penicillinfermentation (17). The scale-up of bialaphos production byStreptomyces hygroscopicus based on KLa and Pg/VL wasnot successful due to the large DO concentration gradientsin the fermentor (18). In this example, the culture was notsensitive to impeller tip speed changes upon scale-up. Scale-up was successful when the target DO in the laboratory fer-mentor was used to control the large scale fermentor DO us-ing a probe located at the bottom of the large scale fermen-tor. Similarly, scale-up deteriorated production syndrome(SUDS) was observed during the scale-up of milbemycinproduction by S. hygroscopicus when agitation rate was usedto control DO as was done at the small scale (19). SUDSsyndrome included culture morphological changes whichaffected packed cell volume and viscosity, carbon sourceuptake changes, and decreased productivity. An alternativeDO control strategy using aeration rate, back-pressure, tem-perature, in addition to agitation rate, was developed tomaintain laboratory yields upon scale-up.
Additional examples focus on parameters other than oxy-
gen transfer. For the scale-up of toyocamycin production bya shear-sensitive mutant of Streptomyces chrestomyceticus,neither the constant Pg/VL method nor the constant OTRmethod could be used, and thus scale-up was done at thelowest possible tip speed for the geometrically similar largervessel (20). Mixing and circulation times were found to bemore important than using constant oxygen uptake rate(OUR) for the scale-up of a 2,3-butanediol fermentation byEnterobacter aerogenes under microaerobic conditions inwhich homogeneity was important (21). Although, in gen-eral, the scale-up based on dCO2 would be even more feasi-ble as more reliable dCO2 sensors become available (16),the specific carbon dioxide evolution rate was currently stillfelt to be useful for scale-up of secondary metabolite cul-tures (22).
The purpose of this paper is to briefly describe and evalu-ate various scale-up methods and approaches which can beapplied to example E. coli and yeast processes. The firststep involved cataloging characteristic measurements for ex-isting laboratory (30 l scale) and pilot plant (100 l–19,000 lscale) fermentors (Tables 1 and 2). Next, relevant parame-ters were calculated and compared as a function of scalebased on geometry, power input per unit volume, gas flowrate and mixing time (Tables 3–5). Various scale-up scenar-ios were explored based on maintaining geometric similar-ity (Table 6), constant impeller speed (Table 7), and con-stant power input per unit liquid volume (Tables 8 and 9). Acomparison was also completed based on medium heatstress during sterilization (Table 10). A listing of historicaland recent achievable processing conditions was developed(Tables 11 and 12), and the relationship of OUR to KLa andPg/VL to KLa was quantified for various processes (Table13). For consistency, all volumes quoted in this text arenominal vessel volumes (rather than total or working vol-umes) unless otherwise stated. Units were selected to mini-mize rounding errors where possible.
I. SCALE-UP METHODS AND APPROACHES
Several scale-up methods are described below, and se-lected scale-up approaches were evaluated using two scalesas a basis: the 280 l pilot scale which is a common first steppilot plant fermentor scale and the 30 l laboratory scalewhich is common to use for pre-pilot plant (laboratory) stud-
TABLE 1. Characteristics of laboratory and pilot scale vessels
Scale(nominal volume)
Workingtank volume,
VL (l)
Installedmotor power,
Po (hp)
Max.agitator speed,Nmax (rev/min)
Vesseltangent/tangent,
HTT (m)
Vesseltotal height
(with top and bottom dish),
HT (m)
Vesselwidth,OD,
DT (m)
Max.air flow rate,Qmax (l/min)
30 l 20 1 875 0.66 0.742 0.31 30100 l 75 3 400 0.785 0.96 0.41 (ID) 120280 l 180 7.5 460 1.12 1.34 0.56 300800 l 600 7.5 330 1.63 2.08 0.81 6001000 l 750 10 300 1.52 1.88 0.86 (ID) 12001200 l 900 15 282 1.83 2.185 0.92 12001900 l 1500 15 230 2.13 2.57 1.07 150019000 l 15000 60 155 5.87 6.58 1.98 15000
The 280 l scale fermentor was originally designed with a 3 hp motor which was enlarged to 7.5 hp for replacement convenience. OD, Outer di-ameter; ID, inner diameter.

SCALE-UP METHODOLOGIES FOR FERMENTATION PROCESSESVOL. 97, 2004 349
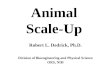
ies. Details of some of these vessels and their impellers havebeen discussed elsewhere (23–25). Figure 1 shows a typicalfermentor diagram with key locations identified.
Geometric similarity of reactor geometry [DT/VT)1/3 or(DT/VL)1/3] Geometric similarity is expressed as follows:
DT2/DT1� (VT2/VT1)1/3 (1)
TABLE 2. Characteristics of laboratory and pilot-plant scale impellers
Scale(nominal volume)
Impeller type(upper/lower)
Impeller diameter,DI (m)
Impeller tip speed,�NmaxDI (m/s)
Number ofimpellers, NI
30 l Rushton 0.102 4.7 4100 l Hydrofoil 0.184 3.8 2
A315280 l Rushton 0.205 4.9 2
Hydrofoil 0.28 6.7 3Maxflo T
800 l Rushton 0.305 5.4 2Hydrofoil 0.406 7.2 2Maxflo THydrofoil 0.406 7.2 2A315Smith Top, 0.343 Top, 6.1 2CD-6 Btm, 0.356 Btm, 6.3Hydrofoil/Smith Top, 0.406 Top, 7.2 2Maxflo T/CD-6 Btm, 0.394 Btm, 7.0HE-3/Smith Top, 0.533 Top, 9.4 2HE-3/CD-6 Btm, 0.394 Btm, 7.0
1000 l Rushton 0.305 4.8 2Hydrofoil 0.37 5.8 2A315
1200 l Hydrofoil 0.46 6.8 2A315
1900 l Rushton 0.42 5.1 3Hydrofoil 0.535 6.4 3Maxflo T
19000 l Rushton 0.685 5.6 4Hydrofoil 0.915 7.4 4Maxflo THydrofoil Top/Mid, 0.94 7.6 3A315 (Btm, 8.4) (Btm, 8.4)
Impeller data for top/bottom impellers. Units of length selected to minimize rounding errors. Top, Top impeller; Mid, middle impeller; Btm, bot-tom impeller.
TABLE 3. Geometric comparisons for laboratory and pilot scale fermentors
Scale(nominal volume)
HT/DT
(HTT/DT)DI/DT
DT/(VL)1/3 at VL (l),
geometric similarityRe�106
(water)VL/VT
30 l 2.4 0.33 (R) 1.14 at 20 0.48 (R) 0.57(2.1)
100 l 2.4 0.45 (A) 0.97 at 75 0.71 (A) 0.75(1.9)
280 l 2.4 0.36 (R) 0.99 at 180 1.0 (R) 0.60(2.0) 0.5 (M) 1.9 (M)
800 l 2.6 0.38 (R) 0.96 at 600 1.6 (R) 0.704(2.0) 0.5 (M) 2.9 (M)
0.5 (A) 2.9 (A)1000 l 2.1 0.35 (R) 0.95 at 750 1.5 (R) 0.75
(1.7) 0.43 (A) 2.2 (A)1200 l 2.4 0.5 (A) 0.95 at 900 3.1 (A) 0.75
(2.0)1900 l 2.4 0.39 (R) 0.935 at 1500 2.1 (R) 0.79
(2.0) 0.5 (M) 0.96 at 1400 3.4 (M)19000 l 3.3 0.346 (R) 0.80 at 15000 3.8 (R) 0.79
(2.9) 0.462 (M) 0.95 at 9000 6.8 (M)0.47 (A) 7.2 (A)
(Btm, 0.56) (Btm, 8.8)
VT is total tank capacity not nominal volume. R, Rushton; M, Maxflo T; A, A315; Btm, bottom impeller.

JUNKER J. BIOSCI. BIOENG.,350
where DTi is the tank diameter and VTi is the total tank vol-ume of vessel, i. Alternatively, the liquid volume, VLi, mightbe used. It assumes reasonably constant impeller geometry(i.e., impeller diameter, DI, and number of impellers, NI) asspecified below. Based on target working/total volumes ob-tained from geometric similarity (Table 6), the desired work-ing volume in the fermentor may be altered during experi-mentation.
Experiments to obtain data for several empirical correla-tions utilized geometrically similar vessels. Although geo-metric similarity is a pre-requisite for applying establishedscale-up relationships, it is rarely achievable in practice (26,27). Subsequently, a range of acceptance of equivalencywas proposed (26) to include the following: (i) DI/DT�0.3–0.45, where DI/DT is the ratio of the impeller to tank diame-ters; (ii) HL/DT is less than or equal to 2 (no range wasgiven), where HL is the height of the liquid in the vessel; and(iii) either two or three impellers. As shown in Table 3,DI/DT values ranged from 0.33–0.5 for all vessels in this fa-cility. Specifically, the range was 0.33–0.39 for vessels withRushton radial flow impellers (Lightnin, Avon, NY, USA),0.462–0.5 for vessels with Maxflo T axial flow impellers(Chemineer, Dayton, OH, USA), and 0.43–0.56 for vesselswith A315 axial flow impellers (Lightnin). In the case of thevessels studied, HT/DT ratios ranged from 2.1–3.3 where HT
is the total tank height. The range of the tangent-to-tangenttank height to tank diameter ratio, HTT/DT (which was felt tobe more useful than HL/DT to compare since fermentorworking volumes may be variable), was 1.7–2.9, with thevalue of 2.9 for the 19,000 l fermentor being well above theremainder which ranged from 1.7–2.1. All vessels had twoor three impellers except for two of the three 19,000 l ves-sels (those with Rushton and Maxflo T impellers) which hadfour impellers.
Fermentors with a standard geometry are beneficial sinceseveral published scale-up correlations assume geometry tobe constant (8). However, lab fermentors may have substan-tially lower HT/DT ratios of 1:1 compared to 3:1 for pilotscale fermentors, so laboratory scale data may be deceiving(8). Larger pilot scale and production fermentors can be de-signed for variable working volumes to accommodate thelarger range of batch sizes expected in a multi-use facility.
Table 6 shows the scale-up parameters of expected totaland working volumes calculated based on geometrical simi-larity. For the 280 l scale-up basis, the calculated numbersdiffered dramatically from installed equipment for the 30 land 19,000 l scales, but were reasonably close (within 2–17%) between the 100 l and 1900 l scales. Although the19,000 l expected values were lower by 30–47%, the 30 lvalue was higher by 46–55%. For the 30 l scale-up basis, allthe calculated numbers were substantially lower than the in-stalled values by 19–45% between the 100 l and 1900 lscales and 52–65% for the 19,000 l scale. Reasons for thesedifferences were evident by comparing values of the geo-metric similarity parameter, (DT/VL)
1/3, listed in Table 3. Val-ues for the 100 l to 1900 l scale ranged from 0.935–0.99(average of 0.958�0.019); values for the 30 l and 19,000 l
FIG. 1. Schematic of fermentor showing nomenclature.
FIG. 2. Decline of installed, ungassed and gassed power draw perunit working volume as a function of scale for fermentors under studyat operating conditions listed in Table 1 and for impeller geometrieslisted in Table 2. For all scales, 1.7<H
TT/D
T<2.9 and 1.0<Q
max/V
L<1.67.
(a) For Rushton (R) geometry, 0.33<DI/DT<0.39, 4.7<ITS<5.6. (b)For Maxflo T (M) hydrofoil geometry, 0.462<D
I/D
T<0.5, 6.4<ITS<7.4.
For A315 (A) axial flow geometry, 0.43<DI/DT<0.56, 5.8<ITS<7.6.

SCALE-UP METHODOLOGIES FOR FERMENTATION PROCESSESVOL. 97, 2004 351
scales were notably different (greater than 4.5–9.5 SD fromthe mean). Operation of the 19,000 l scale fermentor at alower working volume brings its geometrical similaritycloser to the average value of the smaller vessels.
Constant impeller tip speed (ITS) or shear ITS isexpressed as
N2/N1�DT1/DT2� (VT1/VT2)1/3 (2)
which assumes that ITS��NiDIi where Ni and DIi are the im-
peller speed and impeller diameter for vessel i (8). Table 2shows that typical installed impeller tip speeds ranged from3.8 to 7.6 m/s with no clear trend observed with scale, butabout a 25–37% increase with the hydrofoil (A315 andMaxflo T) impellers than the disk turbine (Rushton) im-pellers for the same fermentor scale primarily due to theirlarger diameters.
Tip speed is used as a rule for scale-up when there is not agood understanding of the relationship between shear and
TABLE 4. Mixing time, power input and gas flow comparisons for laboratory and pilot scale fermentors
Scale(nominal volume)
Mixing time,Tmix fromEq. 10h
(s)
DesignPo/VL
(hp/1000 l)
Po/VL
(observedin water)
(hp/1000 l at rpm)
Pg/VL at Qmax
and Nmax
(observedin water)
(hp/1000 l at lpm)
Qmax/VL
(vvm atworkingVL min–1)
Superficialgas velocity,
Vs�
4Qmax/(�DT2),
(cm/s)
Gas flownumber,
NA�
Qmax/NmaxDI3
30 l 3.4 50.0 NI NI 1.5 0.66 0.032 (R)100 l 13.4 40.0 NI NI 1.6 1.5 0.050 (A)280 l 20.1 41.7 23.9 at 450 (R) 18.8 at 300 (R) 1.67 2.0 0.078 (R)
18.9 at 450 (M) 16.7 at 300 (M) 0.030 (M)800 l 29.2 12.5 15.0 at 335 10 at 600 (R) 1.0 2.0 0.063 (R)
12.5 at 300 (R)16.3 at 335* 8.8 at 600 (M) 0.027 (M)12.1 at 300 (M)11.2 at 335 7.8 at 600 (A) 0.027 (A)
8.7 at 300 (A)1000 l 30.9 13.3 7.7 at 300 (R) 4.3 at 1200 (R) 1.6 3.4 0.140 (R)
5.1 at 300 (A) 4.9 at 600 0.079 (A)3.5 at 1200 (A)4.6 at 600
1200 l 32.3 16.7 10.1 at 282 (A) 6.8 at 1200 (A) 1.33 3.0 0.044 (A)7.1 at 600
1900 l 36.2 10.0 13.9 at 225 (R) 6.8 at 1500 (R) 1.0 2.8 0.088 (R)10.0 at 225 (M) 8.0 at 1500 (M) 0.043 (M)
19000 l 53.7 4.0 4.4 at 142 (R) 2.0 at 15000 (R) 1.0 8.1 0.300 (R)4.4 at 150 (M) 4.1 at 15000 (M) 0.130 (M)4.4 at 150 (A) 3.2 at 15000 (A) 0.120 (A)
Power measurements performed at 25�C in water and at ambient pressure. Unaerated conditions not maintainable at top speed for certain fer-mentors marked with an asterisk due to drive overheating. No power measurement devices installed at 30 l or 100 l scales. R, Rushton; M, Maxflo T;A, A315. NI, Power measuring device not installed.
TABLE 5. Mass transfer comparisons for laboratory and pilot scale fermentors
Scale(nominal volume/designation)
Vs at Qmax
(cm/s)Qmax/VL
(vvm, min–1)
MeasuredPg/Po at
Qmax and Nmax
(Po/VL)a (Vs)
b
using Eq. 9a and 9band design Po
(Pg/VL)a (Vs)
b
using Eq. 9a and 9band measured Pg
30 l 0.66 1.5 NA 31.1 NI100 l 1.5 1.6 NA 15.5 NI280 l 2.0 1.67 0.79 (R) 19.4 11.3 (R)
0.88 (M) 10.5 (M)800 l 2.0 1.0 0.67 (R) 8.6 7.4 (R)
0.54 (M) 6.8 (M)0.70 (A) 6.3 (A)
1000 l 3.4 1.6 0.55 (R) 12.8 6.0 (R)0.69 (A) 5.3 (A)
1200 l 3.0 1.33 0.67 (A) 13.8 7.5 (A)1900 l 2.8 1.0 0.49 (R) 9.3 7.2 (R)
0.80 (M) 8.0 (M)19000 l 8.1 1.0 0.45 (R) 10.3 6.5 (M)
0.93 (M) 10.4 (M)0.74 (A) 8.8 (A)
The 1000 l scale fermentor was typically run at 600 lpm rather than at 1200 lpm maximum air flow rate which was used to obtain calculated andmeasured values. Equation 9a used for 30 l scale and Eq. 9b used for 100 l–19,000 l scales. Power measurements performed at 25�C in water and atambient pressure. No power measurement devices installed at 30 l or 100 l scales. R, Rushton; M, Maxflo T; A, A315. NI, Power measuring devicenot installed. NA, Calculation not applicable.

JUNKER J. BIOSCI. BIOENG.,352
morphology for mycelial cultures. A rough rule of thumb isthat cell damage can occur at tip speeds above 3.2 m/s, butthe exact value is influenced by many factors such as brothrheology (28). Calculated tip speeds usually are greater than3 m/s for production fermentors (29) and ranged from 5–7m/s from a survey of industrial fermentors (Einsele, A.,Abstr. 5th Intern. Ferment. Symp., p. 69, 1976). A constanttip velocity in the range of 5–7 m/s was found to be usedfor scale-up for antibiotic fermentations (Einsele, Abstr. 5thIntern. Ferment. Symp., 1976). Although useful in branchedyeast, filamentous bacterial and fungal fermentations forestimating the potential for hyphae breakage and thus alter-ation of broth morphology, tip speed is less useful for singlecell bacterial or yeast fermentations.
If scale-up is conducted using constant tip speed (withgeometric similarity), then often the value of Pg/VL is low-ered which can adversely affect aeration efficiency. It ispossible to recover from this deficiency using more impel-lers in the larger vessel and in this manner it may be pos-sible to maintain both tip speed and Pg/VL constant (30). Tipspeed influences impeller shear which is proportional toproduct of impeller tip speed and impeller diameter, NDI
2,for turbulent flow conditions (29).
As shown in Table 7, for the 280 l scale-up basis, therewas reasonable agreement (within 2–24%) between ex-pected and actual total and working volumes for the 280 l–1900 l scales, but expected values were substantially lower(58–69%) at the 19,000 l scale and grossly higher (97–355%) for the 30 l and 100 l scales. For the 30 l scale-upbasis, all estimated values were substantially lower (40–85%) than installed values, except for the 100 l vessel whichwas substantially higher (131–175%) due to its higher peakagitation rate. Since geometric similarity was used to calcu-
late the values in Table 7, this explains why the 30 l and19,000 l values were substantially different than installedvalues and why the values for the 30 l scale-up basis werenot in agreement as well.
Constant ungassed or (more often) gassed power inputper liquid volume (Po/VL or Pg/VL) Scale-up designsmay also include the ungassed power input, Po, which is ex-pressed as
Po�NPN 3DI5� (3)
where NP, the power number, is a proportionality factorbased on the impeller design (among other factors) and � isthe broth density (8) which is typically considered to beslightly greater than water. The power number generally re-mains constant with scale-up if the same impeller type isused.
Constant ungassed power, (Po/VL)i, for vessel, i, is ex-pressed as
(Po/VL)2/(Po/VL)1� (VL1/VL2)c or Po/VL� f1VL
c (4)
where c was found to be �0.37 in practice based on a surveyof industrial plants of various scales and processes (Einsele,Abstr. 5th Intern. Ferment. Symp., 1976). A similar rela-tionship can be applied for gassed power inputs. Generalvalues of Po/VL are 1–3 kW/m3 (1.3–4 hp/1000 l) for vesselsup to 300 m3 (300,000 l) working volume (Einsele, Abstr.5th Intern. Ferment. Symp., 1976), and a rule of thumb isthat Po/VL is 2–4 kW/m3 (2.7–5.4 hp/1000 l) at the produc-tion scale with no volume range given by Kossen andOosterhuis (29).
If scale-up is conducted using constant Po/VL with geo-metric similarity, then circulation time, mixing time and im-
TABLE 6. Scale-up based on geometric similarity
a. Base case 280 l (pilot scale)
Scale(nominal volume)
Totalvolume,actual,VT (l)
Totalvolume,
expected,VT (l)
Workingvolume,actual,VL (l)
Workingvolume,
expected,VL (l)
30 l 35 51 20 31100 l 100 117 75 71280 l 299 Basis 180 Basis
800 l 852 905 600 5451000 l 1000 1100 750 6611200 l 1271 1304 900 7851900 l 2044 2086 1500 125619000 l 18887 13216 15000 7956
b. Base case 30 l (laboratory scale)
Scale(nominal volume)
Totalvolume,actual,VT (l)
Totalvolume,
expected,VT (l)
Workingvolume,actual,VL (l)
Workingvolume,
expected,VL (l)
30 l 35 Basis 20 Basis
100 l 100 81 75 46280 l 299 206 180 118800 l 852 624 600 3571000 l 1000 758 750 4331200 l 1271 900 900 5141900 l 2044 1439 1500 82219000 l 18887 9120 15000 5211
Relationship: DT2/DT1� (VT2/VT1)1/3� (VL2/VL1)
1/3.
TABLE 7. Scale-up based on constant impeller speed
a. Base case 280 l (pilot scale)
Scale(nominal volume)
Totalvolume,actual,VT (l)
Totalvolume,
expected,VT (l)
Workingvolume,actual,VL (l)
Workingvolume,
expected,VL (l)
30 l 35 69 20 42100 l 100 455 75 274280 l 299 Basis 180 Basis
800 l 852 754 600 4541000 l 1000 1078 750 6491200 l 1271 1298 900 7811900 l 2044 2392 1500 144019000 l 18887 7815 15000 4705
b. Base case 30 l (laboratory scale)
Scale(nominal volume)
Totalvolume,actual,VT (l)
Totalvolume,
expected,VT (l)
Workingvolume,actual,VL (l)
Workingvolume,
expected,VL (l)
30 l 35 Basis 20 Basis
100 l 100 231 75 132280 l 299 152 180 87800 l 852 382 600 2181000 l 1000 547 750 3121200 l 1271 658 900 3761900 l 2044 1214 1500 69319000 l 18887 3965 15000 2266
Relationship: N2/N1�DT1/DT2� (VT1/VT2)1/3� (VL2/VL1)
1/3 (assumes geo-metric similarity).

SCALE-UP METHODOLOGIES FOR FERMENTATION PROCESSESVOL. 97, 2004 353
peller tip speed increase (30), but the size of eddies does notchange (29). The Po/VL required to provide a certain OTRgenerally decreases with scale (2). Scale-up on the basis ofconstant Po/VL can result in a larger than necessary motorsize. In addition, it is difficult to have high power per unitvolume inputs at the large scale (27) due to practical limita-tions in motor size.
Assuming geometrically similar vessels in which DT1/DT2
� (VT1/VT2)1/3 (5), then scale-up based on constant ungassed
or gassed power per unit volume (Po/VL or Pg/VL, respec-tively) simplifies to
N2/N1� (VT1/VT2)2/9 (5)
This expression is very similar to N2/N1� (VT1/VT2)1/3 used in
Table 7 which was derived for scale-up on the basis of con-stant tip speed and geometric similarity (5). Although thegassing rate influence is incorporated into the value of Pg
based on measurements or expected decreases in power lossupon gassing, it can be challenging to accurately account forthe gassing (aeration) efficiency. In addition, this relation-ship is most effective for turbulent flows observed duringsingle cell E. coli and yeast cultures and less effective forhigh viscosity mycelial cultures (5).
As seen in Table 4, measured values of Pg/VL at maxi-mum aeration (Qmax) and agitation (Nmax) rates for statedworking volumes ranged from nearly 19 hp/1000 l down to2 hp/1000 l as the scale increased from 280 l to 19,000 l.Measured values of Po/VL were higher than those for Pg/VL
due to power decrease upon gassing, and the ratio of Pg/Po
varied according to impeller type, fermentor scale andsparger/impeller geometry (Table 5; 24). Tables 8a (forRushton radial flow impellers) and 9 (for Maxflo T andA315 hydrofoil axial flow impellers) show that scale-upbased on measured Po/VL and measured Pg/VL values agreedreasonably well (within 26%) with expected values for the800 l, 1900 l and 19,000 l scales. The notable exception wasthe 19,000 l scale with Rushton impellers for which the ex-pected value was higher than the measured value by 85%.Expected values for the 1000 l and 1200 l scale fermentorswere notably higher by about 83–180% due to the lowerthan typical measured Pg/VL for this scale vessel (versusinstalled motor power). Measured values for the 30 l and100 l scales were not able to be compared since no powermeasurement device was installed.
Table 8b shows the use of installed values for Po/VL forthe 30 l fermentor as a basis for scale-up. Agreement of theexpected and actual values to within about 30% was evidentfor all scales except the 1000 l scale which was higher by70%. Using the 1000 l scale as a basis (data not shown), theexpected values were lower for all scales by at least 40%, atrend which is also due to the lower than typical measuredPg/VL.
Similar impeller Reynold’s number (NRe) Scale-upcan be accomplished based on a constant impeller Reynold’snumber, NRe:
NRe� �NDI2/� (6)
where � is the broth viscosity (8, 31). For the same broth,this expression simplifies to
N2/N1� (DI1/DI2)2 (7)
For the maximum operating conditions of agitation (Table1), impeller Reynold’s numbers ranged from 0.48–8.8�106
for water (or for single cell E. coli and yeast broths withviscosities similar to water), suggesting that for filamentousbroths with higher viscosities flow may switch from turbu-lent to laminar. The use of constant Reynold’s number gen-erally has not worked well for fermentation scale-up sincethe effect of aeration on the process was not incorporated(2), and the impeller Reynolds number generally increasesfor successful scale-up designs (26). Other dimensionless
TABLE 8. Scale-up based on constant power per unit volumefor Rushton radial flow impellers
a. Base case 280 l (pilot scale)
Scale(nominal volume)
Po/VL
measuredat Nmax
(hp/1000 l)
Po/VL
expectedat Nmax
(hp/1000 l)
Pg/VL
measured atNmax and Qmax
(hp/1000 l)
Pg/VL
expected atNmax and Qmax
(hp/1000 l)
30 l NI 53.9 NI 42.4100 l NI 33.0 NI 26280 l 23.9 Basis 18.8 Basis
800 l 15.0 15.3 10.0 12.01000 l 7.7 14.1 4.3 11.11200 l NA 13.2 NA 10.41900 l 13.9 10.9 6.8 8.619000 l 4.4 4.65 2.0 3.7
b. Base case 30 l installed hp (laboratory scale)
Scale(nominal volume)
Po/VL
measuredat Nmax
(hp/1000 l)
Po/VL
expectedat Nmax
(hp/1000 l)
30 l NI Basis
100 l NI 30.7280 l 23.9 22.2800 l 15.0 14.21000 l 7.7 13.11200 l NA 12.21900 l 13.9 10.119000 l 4.4 4.3
Relationship: (VL1/VL2)0.37
�(Po/VL)2/(Po/VL)1 or (Pg/VL)2/(Pg/VL)1. Mea-sured Po and Pg values used in calculations except for 30 l base casewhere installed value for Po of 1 hp used. NI, Power measuring devicenot installed. NA, Calculation not applicable.
TABLE 9. Scale-up based on constant power per unit volumefor hydrofoil axial flow impellers
Base case 280 l (pilot scale)
Scale(nominal volume)
Po/VL
measuredat Nmax
(hp/1000 l)
Po/VL
expectedat Nmax
(hp/1000 l)
Pg/VL
measured atNmax and Qmax
(hp/1000 l)
Pg/VL
expected atNmax and Qmax
(hp/1000 l)
30 l NI 42.6 NI 37.7100 l NI 26.1 NI 23.1280 l 18.9 (M) Basis 16.7 (M) Basis
800 l 16.3 (M) 12.1 8.8 (M) 10.711.2 (A) 7.8 (A)
1000 l 5.1 (A) 11.2 3.5 (A) 9.81200 l 10.1 (A) 10.4 6.8 (A) 9.21900 l 10.0 (M) 8.6 8.0 (M) 7.619000 l 4.4 (M) 3.7 4.1 (M) 3.3
4.4 (A) 3.2 (A)
Relationship: (VL1/VL2)0.37
�(Po/VL)2/(Po/VL)1 or (Pg/VL)2/(Pg/VL)1. Mea-sured Po and Pg values used in calculations. M, Maxflo T; A, A315.

JUNKER J. BIOSCI. BIOENG.,354
groups also have been examined for scale-up with limitedsuccess, often resulting in technically unrealistic equipmentand operating parameters. As it is difficult to maintain alldimensionless parameters constant upon scale-up, those mostimportant to the process must be identified accurately.
Constant oxygen uptake rate (OUR), mass transfercoefficient (KLa) or dissolved oxygen (DO) Scale-upbased on constant OUR assumes that the OUR is equal tothe OTR:
OTR�KLa(Csat�CL)�OUR� �X/YX/O2 (8)
where Csat is the broth DO concentration at saturation, CL isthe measured broth DO concentration, � is the specificgrowth rate, X is the measured cell density and YX/O2 is thecalculated cell yield per amount of oxygen consumed (32).Changes in back-pressure and hydrostatic pressure withscale-up influence the values of Csat (and subsequently CL).It is also possible to use the log mean of the DO concentra-tion difference. Since for most aerobic fermentations thecritical DO concentration which adversely affects growthrate is very low, CL is assumed to be zero.
Several correlations of the general form
KLa� f2(Pg/VL)aVs
b (9)
exist to estimate KLa using gassed power per liquid volume,Pg/VL, and gas superficial velocity, Vs, for fermentations(similar to the Van Riet correlation for mass transfer):
KLa� f2(Pg/VL)0.95Vs
0.67
for laboratory scale (8 l) vessels (5) (9a)
KLa� f2(Pg/VL)0.67Vs
0.67
for pilot scale (400 l) vessels (5) (9b)
KLa� f2(Pg/VL)0.50Vs
0.50
for production (23,000 l–46,000 l) vessels (5) (9c)
where f2 is a proportionality constant in all equations whosevalue varies depending upon the specific process and theunits of KLa, Pg/VL and Vs used in the calculations. All vol-umes cited in Eq. 9a–c are operating volumes. For thesecorrelations, the dependence of KLa on Pg/VL is lower as thevessel scale increases (i.e., the exponent decreases). Simi-larly, the dependence of KLa on Vs also decreases upon
scale-up, but mainly between the pilot scale and productionstages. Most commonly when the power is changed only byincreasing agitation speed, then Eq. 9c simplifies to
KLa� f2(Pg/VL)0.50 for production vessels (33) (9d)
In laboratory scale fermentors where measurements of Pg/VL
are difficult to accurately obtain, then the key componentsof the power number (N, DI) may be used:
KLa� f2(N3DI
2)0.42 for laboratory vessels (34) (9e)
where, although the exponent of 0.42 was established fora 0.6 l working volume, the literature range is 0.16–0.68.Since they are generally most applicable at or near the con-ditions used to determine the exponents, these correlationsmight best be used for only qualitative guidance in scale-upcalculations (28).
As shown in Table 5, calculated values of (Pg/VL)aVs
b
using measured values of Pg/VL and Eq. 9a and 9b arereasonably similar (average [ave]: 7.8� 1.9; relative stan-dard deviation [rsd]: 24%) from the 280 l to 19,000 l (180 l–15,000 l working volume) scales. When design values ofPo/VL are used, much higher values of (Pg/VL)
aVsb are ob-
tained as expected, with the values being reasonably similar(ave: 11.0�2.2; rsd: 20%) from the 800 l to 19,000 l scalesand much higher below the 800 l scale (600 l working vol-ume). Only a fraction of these design values actually can bedelivered to the fermentation broth with the amount depen-dent on vessel/agitator geometry, rheology, agitator speed,and superficial velocity (28).
From a survey of industrial fermentors up to 100,000 lin volume, KLa values ranged from 400–800 h–1 (Einsele,Abstr. 5th Intern. Ferment. Symp., 1976). The KLa valuesobtained in Tables 11 and 12 are generally within this rangeassuming a Henry’s law constant of 1 mmol/l-atm. The KLavaries roughly with the inverse of the apparent broth viscos-ity (15). Surface aeration can be a substantial contributor forsmaller-scale fermentors, specifically about 33% for 5 l ves-sels and about 10% for 50 l vessels (15). Pilot scale fermen-tors below 250 l in volume usually have significant surfaceaeration compared to larger scale vessels, so it is generallybest to scale-up from larger vessels of about 500 l–1000 l(8). Surface aeration decreases markedly with scale (27);thus for larger vessels, KLa values can be more easily inter-preted. Scale-up based on KLa is complicated by the fact
TABLE 10. Comparison of typical heat up, hold time and cool down times as well as Fo and Ro valuesfor medium sterilizations as a function of scale
Scale (nominal volume/jacket type)Heat up
time(min)
Heat up(area%)
Holdtime(min)
Holdtime
(area%)
Cool downtime(min)
Cool down(area%)
Fo
total(min)
Ro
total(min)
100 l (dimple, jacket loop) 29 24.3 40 65.5 18.6 10.2 75.0 61.6280 l (straight) 15.5–16.2 15–16 40 74.9 26–29.4 9.6 74.9 57.0800 l (dimple) 20–21 13–15.6 45 74.3–78.6 17.7–18.6 8.2–10.0 73.7 63.61000 l (dimple, jacket loop) 34–38 19–20 45 70–71 27–27.5 9–10 108.8 74.11200 l (half pipe coil) 24–30 19–22 45 65–66 33–35 12–14.5 85.4 66.21900 l (half pipe coil) 35–42 24–27 45 61.8–63.3 30–32 11–13 86.7 72.819000 l (half pipe coil) 83–88 37 45 46.4 95–110 16.4 91.2 86.6
Medium hold temperature of 123.5�C for batch sterilization. Hold temperatures of 124�C for 1000 l and 123�C for 100 l scale. Fo and Ro valuescalculated according to Junker et al. (38). Only temperatures above 60�C were included in summation. Heat up and cool down times calculatedfrom 40�C. A 19,000 l scale vessel used cooling tower water for cool down and not chilled water. Area% is the area under the temperature versustime curve for the stage divided by the total area. Heat up and cool down area percentages calculated for temperatures above 60�C.

SCALE-UP METHODOLOGIES FOR FERMENTATION PROCESSESVOL. 97, 2004 355
that it is process-specific and that it changes over the courseof the fermentation (35), making it difficult to reliably quan-tify.
Alternatively, an optimal value for CL may be determinedfrom laboratory studies and used for scale-up (2). Equation8 then can be rearranged to calculate KLa values during thefermentation at various ages. Scale-up based on constantDO can be an attractive method. Although KLa and OURcan change dramatically over the course of the fermenta-tion, the minimum acceptable value of CL is usually knownfrom laboratory studies. A CL above 30–70% saturationusually assures adequate DO in less mixed regions of a vis-cous mycelial fermentation; for a less viscous E. coli oryeast fermentation, a CL above a lower limit of 10–30% sat-uration can be adequate. Scale-up based on constant DOmust consider the scale-up of methods to control DO suchas agitation, pressure and air flow rate (19). Cascade controlof DO by agitation, pressure and air flow rate can be effec-tive in maintaining DO above critical values (35).
Constant gas flow number (NA), volumetric gas flowrate per unit volume of liquid (vvm or Q/VL), or superfi-cial velocity (Vs) Scale-up also can be performed basedon the flow (aeration) number, NA�Q/NDI
3, where Q is thevolumetric flow rate. A typical range for the flow numberfor production fermentors is 0.1–0.15 (29) which comparesfavorably with the values of 0.12–0.13 for the 19,000 l fer-mentors with hydrofoil impellers and is much lower thanthe value of 0.3 obtained for the 19,000 l fermentor with aRushton impeller (Table 4). Aeration numbers for otherpilot scale vessels (100 l–1900 l) ranged from 0.027–0.14with an aeration number of 0.032 obtained for the 30 l labo-ratory vessel (Table 4).
Scale-up based on the volumetric gas flow rate per unitvolume of liquid (Q/VL or vvm) also should be examined toensure that resulting values of superficial velocity are rea-sonable. For a specific process, a balance must be achieved.If the volumetric gas flow rate per unit volume of liquid,Q/VL, remains constant upon scale-up, then Vs may increaseto the point of flooding in production-scale tanks (2). Simi-
TABLE 11a. Representative historical (1992 through mid-2001) comparison of achievable processing conditionsas a function of scale for E. coli cultivations
Cultivation/Scale(nominal volume)
Fermentationvolume (l)
(impeller type)
Peak oxygenuptake
rate(mmol/l-h)
Air flowrate,
Q(l/min)
Pressure(kg/cm2)
Impellerspeed,
N(rpm)
Gassedpower,
Pg
(hp)
Pg/VL
(hp/1000 l)
CalculatedKLa at
peak OUR(mmol/l-h-atm)
Value of f2using Eq. 9bKLa/[(Pg/VL)
0.67
�(Vs)0.67]
E. coli DH5/280 l 180 (R) 260 300 1.8 400 NI NI 685 NAE. coli DH5/280 l 150 (M) 172 190 1.25 400 NI NI 624 NAE. coli PF436/280 l 175 (M) 65 80 0.6 383 NI NI 346 NAE. coli RR1/280 l 160 (M) 77 80 0.3 409 NI NI 472 NAE. coli OP50/280 l 175 (R) 39 100 0.5 213 NI NI 186 NAE coli K12/800 l 605 (M) 94 400 0.7 287 6.3 10.4 434 76E. coli DH5/1000 l 600 (M) 141 600 1.0 300 4.1 6.8 738 143E. coli PF436/1900 l 800 (M) 38 400 0.7 178 5.6 7.0 167 55E. coli RR1/1900 l 760 (M) 95 450 0.3 229 11.2 14.7 596 111E. coli OP50/1900 l 810 (R) 49 500 0.7 125 2.7 3.3 303 143E. coli Polym./1900 l 1080 (M) 101 600 1.2 225 9.0 8.3 486 110P. aeruginosa/1900 l 1200 (M) 47 510 0.3 132 7.4 6.2 186 57
Values bolded are at/near (within 20%) of maximum conditions for that particular scale. R, Rushton; M, Maxflo T; A, A315. NI, Power measure-ment device was not installed. NA, Calculation not applicable.
TABLE 11b. Representative historical (1992 through mid-2001) comparison of achievable processing conditionsas a function of scale for yeast cultivations
Cultivation/Scale(nominal volume)
Fermentationvolume (l)
(impeller type)
Peak oxygenuptake
rate(mmol/l-h)
Air flowrate,
Q(l/min)
Pressure(kg/cm2)
Impellerspeed,
N(rpm)
Gassedpower,
Pg
(hp)
Pg/VL
(hp/1000 l)
CalculatedKLa at
peak OUR(mmol/l-h-atm)
Value of f2using Eq. 9bKLa/[(Pg/VL)
0.67
�(Vs)0.67]
C. sorbophila/280 l 150 (R) 54 100 0.7 223 NI NI 226 NAC. chilensis/280 l 180 (R) 141 180 1.5 400 NI NI 297 NAS. cerevisiae QC2B/280 l 180 (R) 74 80 0.7 354 NI NI 350 NAS. cerevisiae 1375/280 l 180 (R) 64 90 0.5 315 NI NI 324 NAC. sorbophila/800 l 475 (R) 105 505 0.7 320 >7.5* >15.8 465 NA
475 (M) 90 475 0.7 286 >7.5* >15.8 386 NAC. chilensis/800 l 600 (R) 106 335 1.2 245 4.2 7.7 325 77
500 (M) 117 490 1.7 220 3.2 7.0 318 62S. cerevisiae QC2B/800 l 570 (M) 93 220 0.7 265 2.4 4.2 463 218S. cerevisiae 1375/800 l 530 (R) 63 250 0.5 266 5.2 9.8 344 84S. cerevisiae 1375/1000 l 600 (M) 60 400 0.34 308 4.2 7.0 844 211C. chilensis/1900 l 1500 (M) 49 530 0.83 175 3.1 2.1 252 155S. cerevisiae 1375/1900 l 1400 (M) 53 700 0.5 173 5.5 3.9 264 89
Values bolded are at/near (within 20%) of maximum conditions. Values marked with an asterisk denote saturated power measurement readings.R, Rushton; M, Maxflo T; A, A315. NI, Power measurement device was not installed. NA, Calculation not applicable.

JUNKER J. BIOSCI. BIOENG.,356
larly, if it is desired to maintain Vs constant upon scale-up,then larger values of Q/VL must be implemented at thesmaller scale (36). Typical values of Q/VL range from 1.67down to 1.0, with the values generally decreasing at thelarger scale (Table 4). Although the volumetric air flow ratehas relatively little effect on the KLa value, higher air flowrates can cause dramatic foaming (27) and higher gas holdupin the fermentor. If the superficial velocity, Vs, and Pg/VL areconstant, the gas holdup does not change with scale-up (29).
Flooding happens when the superficial air velocity, Vs,approaches 25–50% of the bubble rise velocity since thefermentor gas holdup volume only can be about 20% or less(15). In the case of water with an average bubble rise ve-locity of 22 cm/s, flooding occurs at 5–10 cm/s (15). Whenflooding occurs, the impeller cannot disperse all the sup-plied gas, the gas rises as big bubbles to the liquid surfaceand the impeller pumping action diminishes (2). As shownin Table 5, Vs ranges from 0.66–3.4 cm/s for vessels be-tween 30 l and 1900 l in total volume, jumping to 8.1 cm/sfor the 19,000 l scale. Based on these guidelines, possiblythe 19,000 l scale Qmax conditions may be prone to flooding.Note that flooding also may occur at low agitation speedswith too high of an air flow rate for all scales.
Constant mixing time Alternatively, scale-up can be
accomplished by maintaining estimated mixing times con-stant. Several relationships have been derived or empiricallydeveloped
Tmix� f3VL0.3 (10a)
from a survey of industrial fermentors from 50 l to 100,000 lin volume (26; Einsele, Abstr. 5th Intern. Ferment. Symp.,1976) and
Tmix� f3(Pg/VL)–0.37 (10b)
for a tetracycline process up to 52,000 l in volume (Einsele,Abstr. 5th Intern. Ferment. Symp., 1976), where k is a pro-portionality constant in both equations. For geometricallysimilar vessels in the region of turbulent flow:
TmixN2/3DI
–1/6� constant (5) (10c)
Thus, solving Eq. 10c assuming equal mixing times givesEq. 10d (5):
N2/N1� (DI2/DI1)1/4 (10d)
and the corresponding power inputs are given by Eq. 10e(5):
(Po/VL)2/(Po/VL) 1� (N23DI2
2)/(N13DI1
2) (10e)
TABLE 12a. Comparison of recent (mid-2001 to 2002) typical achievable processing conditions as a function of scale for E. coli cultivations
Scale(nominal volume)
Fermentationvolume (l)
(impeller type)
PeakOUR
(mmol/l-h)
Air flowrate,
Q(l/min)
Pressure(kg/cm2)
Impellerspeed,
N(rpm)
Gassedpower
Pg
(hp)
Pg/VL
(hp/1000 l)
CalculatedKLa at
peak OUR(mmol/l-h-atm)
Value of f2using Eq. 9bKLa/[(Pg/VL)
0.67
�(Vs)0.67]
280 l 180 (R) 155 300 1.2 460 3.25 18.1 572 51180 (M) 158 300 1.2 460 3.4 18.9 475 41
800 l 600 (R) 142 500 1.4 330 9.2 15.3 391 46600 (M) 115 500 1.5 330 9.2 15.3 354 42600 (A) 126 470 1.5 330 6.2 10.3 330 40600 (HE) 127 500 1.2 338 8.6 14.3 393 48600 (MC) 124 500 1.2 338 9.0 15.0 364 40600 (CC) 136 500 1.25 330 7.2 12.0 527 70
1200 l 900 (A) 116 1200 1.3 280 5.5 6.1 296 421900 l 1500 (R) 96 1500 1.0 230 11.4 7.6 354 46
1500 (A) 116 1500 0.9 230 13.2 8.8 465 55
Values bolded are at/near (within 20%) of maximum conditions for that scale. R, Rushton; M, Maxflo T; A, A315; HE, HE-3/Maxflo T; MC,Maxflo T/CD-6; CC, CD-6/CD-6.
TABLE 12b. Comparison of recent (mid-2001 to 2002) typical achievable processing conditions as a function of scale for yeast cultivations
Scale(nominal volume)
Fermentationvolume (l)
(Impeller type)
Peak oxygenuptake
rate(mmol/l-h)
Air flowrate,
Q(l/min)
Pressure(kg/cm2)
Impellerspeed,
N(rpm)
Gassedpower,
Pg
(hp)
Pg/VL
(hp/1000 l)
CalculatedKLa at
peak OUR(mmol/l-h-atm)
Value of f2using Eq. 9bKLa/[(Pg/VL)
0.67
�(Vs)0.67]
280 l 180 (M) 98 235 1.0 338 1.7 9.6 430 69800 l 600 (R) 93 500 0.7 325 7.7 12.8 453 60
500 (M) 97 268 1.1 276 5.0 9.9 490 114600 (A) 82 500 0.7 327 5.0 8.3 577 101600 (MC) 92 500 0.7 271 4.6 7.7 461 85
1200 l 900 (A) 94 1000 1.1 226 2.8 3.1 390 991900 l 1500 (R) 79 925 0.97 172 5.0 3.3 385 120
1500 (M) 88 980 0.97 170 6.0 4.0 450 11919000 l 14600 (M) 78 7800 0.89 96 16.2 1.1 380 136
14600 (A) 82 9300 0.95 106 16.2 1.1 343 10914600 (R) 74 8400 0.90 115 29.5 2.0 343 78
Values bolded are at/near (within 20%) of maximum conditions for that scale. R, Rushton; M, Maxflo T; A, A315; HE, HE-3/Maxflo T; MC,Maxflo T/CD-6; CC, CD-6/CD-6.

SCALE-UP METHODOLOGIES FOR FERMENTATION PROCESSESVOL. 97, 2004 357
For geometrically similar vessels in the region of turbulentflow where both Po/VL and mixing time are constant, Eq.10e becomes (12)
N1/N2� (DI2/DI1)2/3 (10f)
The volumetric power input required to maintain equal mix-ing time increases as VL
2/3. Thus, using the relationship ofEq. 10f, Pg/VL can become prohibitively high upon scale-upand is usually overestimated. This technique generally hasnot worked well for fermentations (2).
A mixedness index, Im, also has been proposed (7) whichdoes not assume geometric similarity:
Im� f3(ITS)(DT/HT)(DT)–2/3 (10g)
This expression may be particularly useful for scale-up forvessels already constructed in which geometric similaritymay not have been maintained. Mixing times need to beevaluated relative to nutrient mass transfer rates for fed-batch cultures in the presence of cellular nutrient uptake.For a culture (not specified but likely to be a yeast) with acell density of 20 g/l growing at a rate of 0.2 h–1 (doublingtime of 3.5 h), if the DO (CL) is at 20% saturation, oxygen inthe broth would be depleted in 2.5 s (32). In the case whereglucose was the limiting nutrient, glucose could be depletedas fast as 4.5 s (32). Longer mixing times can cause locallyhigh glucose rates which in turn can cause locally low DOlevels owing to higher cell metabolism. As a consequence,local areas of mixed acid E. coli fermentations can result,producing overall lower biomass yields upon scale-up (9).Thus, scale-up based on mixing time can be relevant forfed-batch E. coli and yeast cultures, especially at high celldensities.
The characteristic time analysis above can be extendedfurther and divided into characteristic times for transportphenomena (transfer or supply) and characteristic times forconversion (consumption or reaction) rates (11). Transportphenomena include oxygen transfer (including oxygen trans-fer from the gas bubble to the liquid), liquid circulation, gasresidence, and heat transfer. Conversion rates include thezero and first order rates for oxygen and substrate consump-tion, cell growth and heat production.
It can be important to compare nutrient consumption andtransfer rates with each other as well as with circulationtimes to establish whether gradients are likely to exist (11).Specifically, for gluconic acid fermentation in a stirred tankby a fungal culture, oxygen limitation can occur if con-sumption and transfer rates are similar in magnitude. If liq-uid circulation times also are this same order of magnitude,then oxygen gradients are favored. In contrast, temperaturegradients are less likely to occur since, although heat pro-duction and transfer rates are similar, they often are substan-tially greater than liquid circulation times. This analysis isapplicable to high cell density fed-batch E. coli and yeastcultures.
Observed mixing times of several seconds exist for labo-ratory fermentors, 20–30 s for 1000–2000 l pilot scale fer-mentors and 70–140 s for 60,000 l–120,000 l production fer-mentors (4). Specific mixing times for these scales of 5 s for10 l, 20 s for 1000 l, 29 s for 1800 l, 67 s for 60,000 l, 100 sfor 100,000 l and 140 s for 120,000 l vessels have been re-
ported (14). Finally, mixing times of 15 s for 120 l, 40 s for1200 l and 60 s for 12,000 l vessels have been reported (20).These mixing times were reported for both Newtonian andnon-Newtonian fluids/broths.
These mixing time estimates may be graphed (Fig. 3).Linear regression of these available data points from the lit-erature yields the equation
Tmix� 17.5 log10(VL)� 19.4
(10 l to 60,000 l, r2� 0.876) (10h)
Tmix� 223.5 log10(VL)� 1004.6
(60,000 l to 120,000 l, r2� 0.902) (10i)
where Tmix is the mixing time in seconds and VL is the liquidworking volume in liters. Clearly the mixing time increasewith volume is steeper once the working volume is above60,000 l. Equation 10 h was used to estimate mixing timesfor each existing fermentor scale (Table 4). The relativemagnitudes of these times can be compared with those ob-tained from the times estimated using Eq. 10a and 10b as-suming the proportionality constant, f3, remains constantwith scale.
Other influences After the initial strategies outlinedabove are implemented, the resulting vessel design needs toconsider other influences to assure optimal performance.
Heat transfer rates Heat evolution is the combinationof mechanical heat from the agitator and metabolic heatfrom the culture. The ratio of metabolic heat evolution tooxygen consumption is approximately 115 kcal heat evolvedper mole of oxygen consumed for selected E. coli, yeast andfungal cultures (32, 37). The total amount of oxygen con-sumed by the culture can be estimated by integration of theOUR value versus time curve then multiplication by thetank working volume. The desired heat transfer coefficientand jacket area then can be evaluated using expected cool-ing fluid flow rates and inlet/outlet temperatures. Require-ments for the jacket type (e.g., dimple, half-coil) and jacketarea then are established. For large fermentors over 5000 l,it can be difficult to sustain OURs above 300 mmol/l-h sinceheat transfer problems arise.
Medium sterilization effects As the fermentor scale in-creases, the heat up and cool down times become a larger
FIG. 3. Linear regression of literature mixing times (Eq. 10h) re-ported for laboratory, pilot scale and production processes (4, 14, 20).

JUNKER J. BIOSCI. BIOENG.,358
proportion of the overall sterilization time cycle as shown inTable 10. The heat up time portion increases from about15% to about 37%, and the cool down portion increasesfrom 10% to 16% as the scale rises from 280 l to 19,000 l.The 100 l and 1000 l scales are exceptions to this trend asthey required slightly longer than the expected ranges be-cause they are equipped with a recirculating jacket loopwith indirect heating and cooling via heat exchangers. Thevalues of Fo increased from about 75 to about 91 min andthe values of Ro increased from about 57 to about 87 minover this same range of scales (Table 10; 38). These in-creases in Fo and Ro directly translate to a rise in the level ofsterilization overkill and medium heat stress respectively asscale increases. The adverse impact of medium heat stress isprocess dependent and can be minimized with the use ofcontinuous (high temperature, short time) media steriliza-tion.
Biological factors Biological factors, such as the num-ber of generations through which the organism will progressover the course of the seed and production fermentations,need to be considered in the selection of the final productionscale. Assuming exponential growth, the number of genera-tions, Ng, can be expressed as (12)
Ng� 1.44(lnVL� ln XN� ln XNo) (11)
where XN is the final cell number (or mass) and XNo is theinitial inoculum cell number (or mass). The stability of therecombinant DNA insert and the requirement for an agent toexert selective pressure need to be evaluated for the numberof expected generations in the process plus a comfortablesafety margin.
Generalized approaches to scale-up Several authorshave recommended approaches or combinations of ap-proaches to scale-up based on the equations and principalsdescribed above. No single method appears to be suitablefor all fermentations with a high probability of success (5),and the applicability of one method over another is process-specific. Success often depends on the reliability of empiri-cal scale-up correlations and the integrity of small-scaledata. A few examples are highlighted below.
Method of Hubbard This method (39) was developedas a combination of approaches from other authors. Duringthe laboratory scale fermentation, air flow rate, impellerspeed, yield, and fermentor geometric dimensions are mea-sured. Basic broth properties such as density, viscosity, sur-face tension, and oxygen diffusion coefficient are deter-mined. (Of these broth properties, it is probably most im-portant to understand the broth rheological behavior formycelial cultures.) Several quantities, such as Q/VL, NRe,ITS, and NA, are calculated from the laboratory scale fer-mentor conditions based on measured quantities.
For the plant scale fermentor, a volume is selected basedon product yield and plant capacity. Geometric similaritythen is used to calculate vessel dimensions. Scale-up isbased on matching KLa values and then proceeding in eitherone of two ways. The first way is to calculate the flow rate,Q, by either holding Q/VL or superficial velocity, Vs, con-stant, then to calculate the impeller speed, N, based on Pg/VL
versus KLa correlations (Eq. 9a–c). The second way is to setN using constant impeller tip speed, then to calculate Q
from Pg/VL and KLa correlations.An application of this method is the use of KLa for scal-
ing-up a Bacillus thuringiensis fermentation. This scale-upwas accomplished using the equation, KLa�constant N aVs
b
(obtained by combining Eq. 9, the expected ratio of Pg/VL,and Eq. 3) with scale-up on the basis of KLaPT where PT isthe total pressure in the vessel including head pressure (40).Another application is to use an iterative strategy based onincremental air flow rates to calculate resulting scale-up pa-rameters and then to examine each set of parameters for aparticular flow rate to further optimize compressor and agi-tator power requirements (36).
Method of Ju and Chase/Diaz and Acedevo Thismethod (2, 41) focuses on scaling-up based on equivalentOTR not KLa. First, the scale-up volume is selected, thengeometric similarity is used to obtain DT. Constant impellertip speed is assumed to obtain N. Using the relationship,Pg/VL� f1VL
c (Eq. 4), Pg/VL then is estimated and, using em-pirical relationships between Pg/VL and KLa (Eq. 9a–c), theKLa values for the scale-up fermentor are determined. Final-ly, the OTR rate for the large fermentor is matched with thatof the small scale fermentor and the back-pressure for thelarge fermentor is calculated assuming CL is 0 mmol/l.
The key element of this method is that there are three de-grees of freedom for scale-up. These are commonly N, Qand DI/DT (i.e., reactor geometry). Thus, only three itemsmay be specified to be constant for scale-up. If another de-gree of freedom is added such as the gas phase partial pres-sure, then this value also can be specified to maintain themaximum OTR constant. To determine the effect on the cul-tivation, it is generally useful to run small scale fermenta-tions using gas blending to vary this inlet oxygen partialpressure.
Method of Wang et al. In this method (42), two keyvalues are maintained constant on scale-up: KLa (calculatedby Eq. 9a–c) and ITS. The ratio of DI/DT then is adjusted towithin reasonable limits to complete the design. Althoughgeometric similarity is not maintained, the resulting varia-tion of the DI/DT ratio with scale often can still provide ade-quate gas dispersion. This technique adds flexibility for in-stallations of existing fermentors.
Proposals for improved scale-up calculations Thissimplified method (27) evaluates key quantities of scale-upinterest based on two variables: N and DI. The impellerReynold’s number is represented by NDI
2, the Froude num-ber by N 2DI, the Weber number by N 2DI
3, the gassed powerper unit liquid volume by N 3DI
2, the impeller tip speed byNDI, and Q/HT by DI/N (where HT is specifically the heightof the fermentor and not the height of the liquid volume). Itcombines relevant dimensionless group analysis with otherempirically applicable parameters.
Scale-up analysis using one or more of these above meth-ods has suggested methods for operating laboratory fermen-tors for the best scale-down performance. For example,nitrogen-diluted air is recommended to be used at the 10 lscale to appropriately mimic scale-up to the 10,000 l scale(2). Scale-down studies designed to simulate large-scaleoperating conditions have been highly successful in somecases in predicting behavior and identifying causes for sub-optimal large-scale performance (43–46).

SCALE-UP METHODOLOGIES FOR FERMENTATION PROCESSESVOL. 97, 2004 359
Current scale-up practices for E. coli and yeast culturesare largely based on maintaining equivalent CL, KLa or OTRperformance as a first pass. In these fermentations, oxygensupply is limiting upon scale-up due to high cellular oxygendemand and not due to high broth viscosity as in the case offungal cultures. Subsequently an evaluation of the impact ofmixing time as it affects DO and nutrient distribution can beconducted, which is especially recommended for high celldensity fed-batch cultures.
II. FERMENTATION PROCESS CONDITIONS
To evaluate the operating performance of existing pilotscale vessels, fermentor conditions (working volume, airflow rate, pressure, impeller speed, gassed power draw,mass transfer coefficient, OUR) were compiled based onhistorical records for several E. coli (Table 11a) and yeastcultures (Table 11b). OUR was calculated based on mea-surements of off-gas composition by a mass spectrometer(47). Data was taken at the time of peak OUR which did notnecessarily correspond to the time of peak mass transfer co-efficient. Cultivations were conducted at the 280 l to 1900 lscales over the past decade. In addition, specific recent stud-ies were performed at the various scales (280 l–19,000 l) forone example E. coli (E. coli DH5, Table 12a) and one ex-ample yeast process (Candida chilensis, Table 12b) usingfermentation media designed to promote high-peak OTR.Tabulated data are representative of typical fermentations ofthat specific process at that selected scale.
Control parameters for each fermentation varied accord-ing to development objectives. After its initial decline frompre-inoculation levels, DO was generally controlled be-tween 30% and 80% of saturation, calibrated to air at am-bient pressure, using various strategies. In some cases, thefermentation was initiated with the agitation, back-pressureand/or air flow rates in cascade control with DO. In othercases, when the need to control DO at its set point resultedin the agitation and air flow rates reaching maximum set-tings, these two parameters were placed in automatic modeat their maximum set points and then back-pressure wasplaced in cascade control. Other strategies were utilized de-pending on the specific process requirements. For example,if foaming occurred in the fermentation or a higher dCO2
concentration was desired, the back-pressure was typicallyraised to 1–1.5 kg/cm2 earlier in the process.
Specific process descriptions have been published forsome of the processes described (E. coli RR1 [48, 49], E.coli OP-50 [50], E. coli PF436 [51], Saccharomyces cere-visiae QC2B [52], S. cerevisiae 1375 [53], Pseudomonasaeruginosa MB5001 [54], and Candida sorbophila [55–57]).Other process descriptions are not published (E. coli DNApolymerase, E. coli K12, E. coli DH5, C. chilensis), but areconsistent with current state-of-the-art procedures. Exactprocesses run were based on these descriptions, but they de-viated significantly in many cases to achieve process devel-opment goals.
III. SCALE-UP RESULTS FORPRIOR FERMENTATIONS
(1992 THROUGH MID-2001)
A survey of processing was conducted in this fermenta-tion pilot plant from 1992 through mid-2001 to obtain in-formation about achievable process conditions for E. coli(Table 11a) and yeast (Table 11b) fermentations. Boldedvalues represent operation within 20% of maximum condi-tions for agitation and aeration for the pilot plant fermentorsshown in Table 1. In the case of fermentor back-pressure,the desired maximum value was fixed at 1.5 kg/cm2, althoughduring this period of operation (early 1990s) some fermen-tations were conducted at pressures as high as 1.8 kg/cm2,a back-pressure subsequently found to adversely affect theagitator double mechanical seal longevity. Also during thisperiod, power draw readings were not available at 280 lscale and the watt transducers installed at 800 l scale, whichwere not corrected for gearbox losses (24), became satu-rated at higher power draws.
Table 11a illustrates that historical E. coli cultivationspredominantly challenged the maximum impeller speed pri-marily at the 280 l and 1000 l scales. Only a few 280 l cul-tivations simultaneously approached peak conditions of airflow rate, agitation and pressure. Peak OURs ranged from38 to 260 mmol/l-h with OURs above 90 mmol/l-h reachedfor each of the four scales tested. Pg/VL and KLa values cal-culated at peak OUR ranged from 3.3–14.7 hp/1000 l and167–738 mmol/l-h-atm, respectively. Although there wasextensive experience at the 280 l and 1000 l scales with highOUR fermentations, the degree of challenge to the operatingcapacity of the vessels at the other scales was limited. KLavalues achieved at the smaller 280 l scale were generallyachievable upon scale-up to the 1000 l or 1900 l scales forthose processes for which this was a development goal (E.coli DH5, E. coli RR1). Values of the proportionality con-stant, f2, from Eq. 9b ranged from 55 to 143, indicating anexpected variability in performance of any empirical scale-up correlation due to the specific process, scale-up and op-erating parameters.
Table 11b summarizes comparable historical data for yeastcultivations. As noted in the case of the E. coli processing,few challenges to peak operating conditions were made ex-cept at the 280 l and 1000 l scales. Peak OURs were notablylower than in the case of the E. coli fermentations, rangingfrom 49 to 141 mmol/l-h with OURs above 50 mmol/l-hreached for each of the four scales tested. Pg/VL and KLavalues calculated at peak OUR ranged from 2.1 hp/1000 lto over 15 hp/1000 l and 226–844 mmol/l-h-atm, respective-ly. These ranges were similar to those noted for E. coli proc-esses. Again the extensive experience at the 280 l and 1000 lscales was not matched at the other scales. In the case ofthese yeast processes (C. sorbophila, C. chilensis, and S.cerevisiae 1375), the KLa values achieved at the 280 l scalewere generally able to be obtained at the larger 800 l, 1000 land 1900 l scales. Values of the proportionality constant, f2,from Eq. 9b generally ranged from 62 to 218, again indicat-ing expected variability in performance due to the process,scale-up and operating parameters. For a specific process ata specific scale, the range was substantially smaller.

JUNKER J. BIOSCI. BIOENG.,360
IV. SCALE-UP RESULTS FOR CURRENT STUDIES
Based on this historical analysis of process performance,recent studies (mid-2001 to present) were conducted to im-prove the challenge to fermentor peak operating conditionsfor E. coli and yeast fermentations. In the case of E. colifermentations, initial carbon and nitrogen concentrationswere raised to increase the peak OUR beyond that whichmight normally be observed with this process. It was de-sired to conduct specific studies at the 800 l, 1200 l, 1900 land 19,000 l scales to obtain more complete informationabout the capabilities of the installed pilot scale equipment.Upgraded variable frequency drives (VFDs) were installedon all, but the 19,000 l scale vessels (which retained theirwatt transducers) in which the power draw was monitoreddirectly from the VFD electrical current (Altivair 66;Schneider Electric, Palatine, IL, USA) This resulted in thenew capability to measure power draw at the 280 l scale andan expanded measurement range for the 800 l scale.
Table 12a summarizes the achievable processing condi-tions for the E. coli DH5 process for a process scaled-upbased on maintaining similar minimum DO levels. For theseaerobic processes, DO was required to be above its criticalvalue to maximize growth and productivity. Peak OURs de-creased slightly from about 155–158 mmol/l-h to about 96–116 mmol/l-h upon scale-up from the 280 l to 1900 l scales.Pg/VL decreased with scale as expected ranging from about18–19 hp/1000 l at the 280 l scale to 6.1–8.8 hp/1000 l at the1200 l and 1900 l scales. Calculated KLa values declinedonly slightly with scale, decreasing from 475–572 mmol/l-h-atm at the 280 l scale to 354–465 mmol/l-h-atm at the1900 l scale. Values of f2 in Eq. 9b were substantially moreuniform than found with the historical data, ranging from 40to 70, matching the lower range found with the historicalE. coli process data. Values were relatively consistent withscale and operating conditions, suggesting a reliable empiri-cal relationship may be obtainable.
Achievable processing conditions for the yeast C. chilen-sis process are summarized in Table 12b, again based onscaling-up using similar minimum DO levels. Upon scale-up from the 280 l to 19,000 l scale, peak OURs decreasedslightly from about 98 mmol/l-h to about 74–82 mmol/l-h.As expected, Pg/VL decreased with scale ranging from about9.6 hp/1000 l at the 280 l scale to 1.1–2.0 hp/1000 l at the19,000 l scales. Both peak OUR and Pg/VL values were no-tably lower for the yeast process than for the E. coli process.Calculated KLa values declined only slightly with scale, de-creasing from about 430 mmol/l-h-atm at the 280 l scale to343–380 mmol/l-h-atm at the 19,000 l scale. Values of f2 inEq. 9b ranged from 60 to 136 and were less uniform withscale and operating conditions than found with current E.coli process data. This difference may have been due to thetendency of this culture to clump and even branch duringgrowth. The range of f2 values also was lower than thatfound with the yeast historical data.
V. TRENDS AND IMPLICATIONS FOR SCALE-UP
Established relationships for scale-up can be difficult touse due to lack of sufficient data over a range of processing
conditions from typical process development data sets. Oftenthe range of process conditions that is needed conflicts withhow to optimally execute the processes, making data diffi-cult to obtain and back-calculate. It can be difficult to varyconditions within a single cultivation as was done previous-ly (58) without adversely affecting subsequent data. Conse-quently, not all processes/scales were able to be analyzed ifthe operating conditions at peak OUR values for individualcultivations did not vary sufficiently.
Table 13a summarizes the relationship between peak OURand KLa:
OUR�A1KLa�B1 (12a)
for selected historical and current processes at various scalesfor which the broth DO levels were similar. The slope, A1,varies from 0.075 to 0.46, indicating a large dependence onprocess and operating conditions on mass transfer. For aspecific process, however, the values when attainable werereasonably constant upon scale-up.
Prior scale-up studies in pilot scale vessels have beenbased on secondary metabolite fermentations in which gen-eral agreement was found with established KLa and Pg/VL
trends (58). Since the more recent focus of pilot plant stud-ies has been on scale-up of E. coli and yeast cultures, peakdata from recent scale-up studies have been analyzed andresults presented in Table 13b. The exponent of Pg/VL in Eq.9b, A2, was calculated for selected historical and currentprocesses at various scales according to
log KLa�A2 log(Pg/VL)�B2 (12b)
The values obtained appear to be consistent for both E. coliand yeast processes and are about 0.96–0.98, compared with0.58–0.8 found previously for a filamentous bacterial and afungal cultivation (23, 58). The higher values reflect thegreater impact of a KLa change with OUR for these E. coliand yeast cultures, most likely due to their lower broth vis-cosity and largely single cell morphology. Interestingly, thehigher value of the exponent appears to be more consistentwith the laboratory scale correlation (Eq. 9a) than the pilotscale correlation (Eq. 9b).
For mycelial broths, rheological characteristics influencescale-up performance. Heat and oxygen transfer rates are5–50% of bacterial fermentations and bulk mixing is poorerleading to lower broth homogeneity (28). As a consequence,ITS often has been a useful rule of thumb for scale-up (27).Rheology is less important for single cell bacterial and yeastfermentations compared with the relative magnitudes of nu-trient uptake and supply rates. Thus, scale-up based on DO,OUR or KLa often has been more useful for these cultiva-tions. For facilities with existing installed equipment, relia-ble scale-up is most readily achieved based on selecting op-erating conditions such that the minimum DO remains simi-lar between the two scales. Implications for other key pa-rameters such as OUR and KLa then can be easily evaluated.
Owing to the availability of recombinant E. coli and yeastcultures with high specific productivities, typical productionvolumes for recombinant proteins often do not range above5000 l and/or may not require high cell density processes.As demand for capacity increases, additional efforts may bemade to improve volumetric productivity and thus push the

SCALE-UP METHODOLOGIES FOR FERMENTATION PROCESSESVOL. 97, 2004 361
limits of existing and future fermentor design capacity. Whenmore scale-up experience is gained over a broad range ofvolumes, the utility of various scale-up methodologies canbetter be evaluated. Throughout these evaluations, an effec-tive scale-down model is key to effective trouble shooting atthe large scale, and its development should be a priority.
NOMENCLATURE
a : exponent (Eq. 9)b : exponent (Eq. 9)A1, B1: slope and intercept constants (Eq. 12a)A2, B2: slope and intercept constants (Eq. 12b)A : Lightnin A315 impeller (pumping downwards)
configuration
c : exponent (Eq. 4)CC : Chemineer CD-6 top/CD-6 bottom impeller con-
figurationCL : measured concentration of dissolved oxygen in
broth, mmol/l or %saturationCsat : concentration of dissolved oxygen in broth at sat-
uration, mmol/l or % saturationdCO2 : dissolved carbon dioxideDI : diameter of impeller, mDO : dissolved oxygenDT : diameter of vessel, OD, mDTi : diameter of vessel, i, OD, mf1 : proportionality constant (Eq. 4)f2 : proportionality constant (Eqs. 9, 9a–e)f3 : proportionality constant (Eqs. 10a–g)
TABLE 13a. Comparison of relationship between OUR and KLa for selected historical and current cultivations
CultivationScale
(nominal volume)A1
(atm)
Regressioncoefficient,
r2
OUR rangeused for
regression(mmol/l-h)
KLa rangeused for
regression(mmol/l-h-atm)
Numberof
cultivations
Historical (1992 to mid-2001)
C. sorbophila 280 l 0.22 0.97 30–53 120–230 11800 l 0.22 0.94 50–105 230–470 11
C. chilensis 280 l 0.46 0.99 75–140 160–300 4800 l 0.32 0.99 65–118 155–320 3
S. cerevisiae QC2B 800 l 0.19 0.98 40–92 180–460 22S. cerevisiae 1375 280 l 0.19 0.91 25–66 140–340 33
800 l 0.17 0.84 53–67 285–370 111900 l 0.17 0.99 51–60 258–308 4
E. coli RR1 280 l 0.16 0.90 31–86 190–500 201900 l 0.18 0.88 25–97 151–596 5
E. coli DH5 1000 l 0.17 0.99 80–150 412–780 16E. coli OP50-1 1900 l 0.075 0.95 39–49 177–303 3
Recent (mid-2001 to 2002)
C. chilensis 280 l 0.31 0.97 71–158 230–535 71200 l 0.18 0.92 73–95 296–445 5
E. coli DH5 280 l 0.39 0.96 50–98 250–373 4
Equation 12a: OUR�A1KLa�B1. Based on peak OUR measured during fermentation (not necessarily peak OUR capacity of equipment).
TABLE 13b. Relationship between KLa (mmol/l-h-atm) and Pg/VL (hp/1000 l) for historical and current results
CultivationScale
(nominal volume)(impeller type)
Superficialvelocity,
Vs
(cm/s)
A2 B2
Regressioncoefficient,
r2
Pg/VL rangeused for
regression(hp/1000 l)
KLa rangeused for
regression(mmol/l-h-atm)
Numberof
cultivations
Single scale results
S. avermitilisa
(converted to hp/1000 l from kw/1000 l)
800 l (R) 0.667 0.58 1.8 NA 0.67–8.0 35–90 1800 l (M) 0.667 0.59 2.2 NA 0.33–2.0 50–180 1
A. terreusb
(converted to hp/1000 l from kw/1000 l)
800 l (R) 0.5–1.0 0.6 1.9 NA 0.38–5.6 30–200 10.8 1.2 NA 0.31–4.4 4–45 1
S. cerevisiae 1375 1000 l (R) 1.13–1.7 0.96 0.97 0.92 3.7–7 485–897 6E. coli RR1 1900 l (M) 0.75–0.84 0.96 1.6 0.81 4.1–14.7 150–600 5E. coli DH5 280 l (M) 2.0 0.98 1.5 0.89 8.3–18.9 230–535 7
Multi-scale equation
Equation 9b as applied tofacility vessels
100 l–19000 l 1.5–8.1 0.67 NA NA 1–20 NA NA
Equation 12b: logKLa�A2log(Pg/VL)�B2. Range of superficial velocities assumed constant for calculated values. Common (base 10) logarithmutilized. R, Rushton; M, Maxflo T; A, A315. NA, Calculation not applicable.a See Ref. 58.b See Ref. 23.

JUNKER J. BIOSCI. BIOENG.,362
Fo : equivalent kill for observed sterilization tempera-ture relative to that at 121�C, min
gc : gravitational acceleration conversion factor, 1 kgm/Ns2
HE : Chemineer HE-3 top/CD-6 bottom impeller con-figuration
HL : height of liquid in tank (including bottom dish), mHT : total height of tank (including top and bottom
dishes), mHTT : tangent to tangent height of tank (excluding top
and bottom dishes), mIm : mixedness indexITS : impeller tip speed, �NDI, m/sKLa : volumetric mass transfer coefficient, mmol/l-atm-h,
or KLa/H, h–1, where H is Henry’s law coefficient(assumed to be about 1 mmol/l-atm for fermenta-tion broth)
M : Chemineer Maxflo T impeller (pumping down-wards) configuration
MC : Chemineer Maxflo T top/CD-6 bottom impellerconfiguration
N : impeller speed, rev/min (rpm)NA : flow (aeration) number, Q/NDI
3
NB : number of bafflesNg : number of generationsNI : number of impellersNmax : maximum impeller speed, rev/min (rpm)NP : power number, external/inertial, (1/N3DI
5) (Pogc/�)NRe : impeller-based Reynolds number, inertial/viscous,
�NDI2/�
OTR : oxygen transfer rate, mmol/l-hOUR : oxygen uptake rate, mmol/l-hPg : aerated power input, watts or hpPg/VL : gassed power input per unit volume, hp/1000 lPo : unaerated power input, watts or hpPo/VL : ungassed power input per unit volume, hp/1000 lPT : total pressure in vessel including head pressure,
kg/cm2
Q : volumetric air flow rate, l/min (lpm)Qmax : maximum volumetric air flow rate, l/min (lpm)Q/VL : volumetric air flow rate per unit vessel liquid vol-
ume, 1/min (vvm)R : Lightnin Rushton impeller configurationRo : equivalent nutrient degradation for observed ster-
ilization temperature relative to that at 121�C, minr2 : linear regression coefficientTmix : mixing time, sVL : working volume of vessel, l or m3
VLi : working volume of vessel, i, lVs : superficial velocity, cm/sVT : total (not nominal) volume of vessel, lVTi : total volume of vessel, i, lVFD : variable frequency drivevvm : vessel volume per minute of air flow rate (Q/VL),
1/minX : cell density, g dcw/lXN : cell number (or mass) in culture after a time inter-
val, # or gXNo : initial cell number or mass in inoculum, # or gYX/O2 : cell yield on oxygen, g dcw/mmol/l
� : growth rate, h–1
� : density, g/cm3
� : viscosity, g/cm-s (poise)
REFERENCES
1. Van Brunt, J.: Scale-up: the next hurdle. Bio/Technology, 3,419–423 (1985).
2. Ju, L.-K. and Chase, G. G.: Improved scale-up strategies ofbioreactors. Bioprocess Eng., 8, 49–53 (1992).
3. Votruba, J. and Sobotka, M.: Physiological similarity andbioreactor scale-up. Folia Microbiol., 37, 331–345 (1992).
4. Naveh, D.: Scale-up of fermentation for recombinant DNAproducts. Food Technol., 39, 102–108 (1985).
5. Banks, G. T.: Scale-up of fermentation processes, p. 170–266. In Wiseman, A. (ed.), Topics in enzyme and fermenta-tion biotechnology, vol. 3. John Wiley & Sons, New York(1979).
6. Young, T. B.: Fermentation scale-up: industrial experiencewith a total environmental approach. Ann. N.Y. Acad. Sci.,326, 165–180 (1979).
7. Reisman, H. B.: Problems in scale-up of biotechnology pro-duction processes. Crit. Rev. Biotechnol., 13, 195–223 (1993).
8. Jem, K. J.: Scale-down techniques for fermentation. BioPharm,3, 30–39 (1989).
9. Enfors, S. O., Jahic, M., Rozkov, A., Xu, B., Hecker, M.,Jurgen, B., Kruger, E., Schweder, T., Hamer, G., O’Beirne,D., and 22 other authors: Physiological responses to mixingin large scale bioreactors. J. Biotechnol., 85, 175–185 (2001).
10. Ettler, P.: Scale-up and scale-down techniques for fermenta-tions of polyene antibiotics. Collect. Czech. Chem. Commun.,55, 1730–1740 (1990).
11. Sweere, A. P. J., Luyben, K. C. A. M., and Kossen, N. W. F.:Review. Regime analysis and scale-down: tools to investigatethe performance of bioreactors. Enzyme Microb. Technol., 9,386–398 (1987).
12. Trilli, A.: Scale-up of fermentation, p. 277–307. In Demain,A. L. and Solomon, N. A. (ed.), Manual of industrial microbi-ology and biotechnology. American Society for Microbiol-ogy, Washington, D.C. (1986).
13. Oldshue, J. Y.: Let’s understand mixing. Chemtech, 11, 554–561 (1981).
14. Lilly, M. D.: Problems in process scale-up, p. 79–89. InNisbet, L. J. and Winstanley, D. J. (ed.), Bioactive microbialproducts. Academic Press, New York (1983).
15. Humphrey, A.: Shake flask to fermentor: what have welearned? Biotechnol. Prog., 14, 3–7 (1998).
16. Bylinkina, E. S. and Birukov, V. V.: The problem of scale-up in antibiotic biosynthesis, p. 105–115. In Terui, G. (ed.),Proc. 4th Intern. Ferment. Symp., Ferment. Technol. Today.The Society of Fermentation Technology, Japan, Osaka (1972).
17. Fox, R. I.: The applicability of published scale-up criteria tocommercial fermentation processes, p. 80–83. In Proc. 1stEur. Cong. Biotechnol., part 1. Verlag Chemie, New York(1978).
18. Takebe, H., Takane, N., Hiruta, O., Satoh, A., Kataoka,H., and Tanaka, H.: Scale-up of bialaphos production. J.Ferment. Bioeng., 78, 93–99 (1994).
19. Okada, S. and Iwamatu, S.: Scale-up production of milbe-mycin by Streptomyces hygroscopicus subsp. aureolacrimo-sus with control of internal pressure, temperature, aerationand agitation. J. Chem. Technol. Biotechnol., 70, 179–187(1997).
20. Flickinger, M. C., Greenstein, M., Bremmon, C., andConlin, J.: Strain selection, medium development and scale-up of toyocamycin production by Streptomyces chrestomy-

SCALE-UP METHODOLOGIES FOR FERMENTATION PROCESSESVOL. 97, 2004 363
ceticus. Bioprocess Eng., 5, 143–153 (1990).21. Byun, T.-G., Zeng, A.-P., and Deckwer, W.-D.: Reactor
comparison and scale-up for the microaerobic production of2,3-butanediol by Enterobacter aerogenes at constant oxygentransfer rate. Bioprocess Eng., 11, 167–175 (1994).
22. Mooyman, J. G.: Scaling oxygen mass transfer in agitatedfermentors. Biotechnol. Bioeng., 29, 180–186 (1987).
23. Gbewonyo, K., Hunt, G., and Buckland, B.: Interactions ofcell morphology and transport processes in the lovastatin fer-mentation. Bioprocess Eng., 8, 1–7 (1992).
24. Junker, B. H., Stanik, M., Barna, C., Salmon, P., Paul, E.,and Buckland, B. C.: Influence of impeller type on power in-put in fermentation vessels. Bioprocess Eng., 18, 401–412(1998).
25. Junker, B. H., Mann, Z., and Hunt, G.: Retrofit of CD-6(Smith) impeller in fermentation vessels. Appl. Biochem. Bio-technol., 89, 67–83 (2000).
26. Einsele, A.: Scaling-up bioreactors. Process Biochem., 7, 13–14 (1978).
27. Ettler, P.: Problems and possibilities in fermentation scale-upprocedure, p. 297–305. In Malik, V. S. and Pradma, S. (ed.),Industrial biotechnology. Oxford and IBH, New Delhi (1992).
28. Charles, M. and Wilson, J.: Fermenter design, p. 1157–1189. In Flickinger, M. C. and Drew, S. W. (ed.) Bioprocesstechnology: fermentation, biocatalysis, and bioseparation,vol. 2. John Wiley and Sons, New York (1999).
29. Kossen, N. W. F. and Oosterhuis, N. M. G.: Modelling andscaling-up of bioreactors, p. 571–605. In Rehm, H.-J. andReed., G. (ed.), and Brauer, H. (vol. ed.), Biotechnology,vol. 2. VCG Verlagsgesellschaft, Berlin (1985).
30. Brown, D. E.: Industrial-scale operation of microbial proc-esses. J. Chem. Technol. Biotechnol., 32, 34–46 (1982).
31. Metzner, A. B. and Pigford, R. L.: Scale-up theory and itslimitations, p. 16–47. In Fleming, R. (ed.), Scale-up in prac-tice. Reinhold Publishing Corporation, New York (1958).
32. Swartz, J. R.: Scale-up of genetically engineered products,p. 368–391. In The world biotech report 1984, vol. 2. Pinner,Middlesex, UK (1984).
33. Bartholomew, W. H.: Scale-up of submerged fermentations.Adv. Appl. Microbiol., 2, 289–300 (1960).
34. Ozbek, B. and Gayik, S.: The studies on the oxygen masstransfer coefficient in a bioreactor. Process Biochem., 36,729–741 (2001).
35. Buckland, B. C.: The translation of scale in fermentation proc-esses: the impact of computer process control. Bio/Technol-ogy, 2, 875–883 (1984).
36. Benz, G. T.: Optimize power consumption in aerobic fer-menters. CEP, 99, May, 32–35 (2003).
37. Cooney, C. L., Wang, D. I. C., and Mateles, R. I.: Measure-ment of heat evolution and correlation with oxygen consump-tion during microbial growth. Biotechnol. Bioeng., 11, 269–281 (1968).
38. Junker, B. H., Beshty, B., and Wilson, J.: Sterilization-in-place of concentrated nutrient solutions. Biotechnol. Bioeng.,62, 501–508 (1998).
39. Hubbard, D. W.: Scaleup strategies for bioreactors contain-ing non-Newtonian broths. Ann. N.Y. Acad. Sci., 506, 600–607 (1987).
40. Flores, E. R., Perez, F., and de la Torre, M.: Scale-up ofBacillus thuringiensis fermentation based on oxygen transfer.J. Ferment. Bioeng., 83, 561–564 (1997).
41. Diaz, A. and Acevedo, F.: Scale-up strategy for bioreactorswith Newtonian and non-Newtonian broths. Bioprocess Eng.,21, 21–23 (1999).
42. Wang, D. I. C., Cooney, C. L., Demain, A. L., Dunnill, P.,Humphrey, A. E., and Lilly, M.: Fermentation and enzymetechnology, p. 194–211. John Wiley and Sons, New York(1979).
43. Bylund, F., Guillard, F., Enfors, S., Tragardh, C., andLarsson, G.: Scale down of recombinant protein production:a comparative study of scaling performance — Escherichiacoli fed-batch culture in laboratory scale stirred tank andaerated plug flow bioreactor. Bioprocess Eng., 20, 377–389(1999).
44. George, S., Larsson, G., Olsson, K., and Enfors, S. O.:Comparison of the Baker’s yeast performance in laboratoryand production scale — Saccharomyces cerevisiae perfor-mance study using scale-up fermentor model. Bioprocess Eng.,18, 135–142 (1998).
45. Schweder, T., Kruger, E., Xu, B., Jurgen, B., Blomsten, G.,Enfors, S., and Hecker, M.: Monitoring of genes that re-spond to process-related stress in large-scale bioprocesses.Biotechnol. Bioeng., 65, 151–159 (1999).
46. Xu, B., Jahic, M., Blomsten, G., and Enfors, S.: Glucoseoverflow metabolism and mixed acid fermentation in aerobiclarge scale fed-batch processes with Escherichia coli. Appl.Microbiol. Biotechnol., 51, 564–571 (1999).
47. Buckland, B. C.: Fermentation exhaust gas analysis usingmass spectrometry. Bio/Technology, 3, 982–988 (1985).
48. George, H. A., Powell, A. L., Dahlgren, M. E., Herber,W. K., Maigetter, R. Z., Burgess, B. W., Stirdivant, S. M.,and Greasham, R. L.: Physiological effects of TGF�-PE40expression in recombinant Escherichia coli JM109. Biotech-nol. Bioeng., 40, 437–445 (1992).
49. Lee, C., Sun, W. J., Burgess, B. W., Junker, B. H., Reddy,J., Buckland, B. C., and Greasham, R. L.: Process optimi-zation for large-scale production of TGF-�-PE40 in recombi-nant Escherichia coli: effect of medium composition and in-duction timing on protein expression. J. Ind. Microbiol. Bio-technol., 18, 260–266 (1997).
50. Gbewonyo, K., Rohrer, S. P., Lister, L., Burgess, B., Cully,D., and Buckland, B.: Large scale cultivation of the free liv-ing nematode Caernorhabditis elegans. Bio/Technology, 12,51–54 (1994).
51. Marshall, C. T., Lilly, M. D., Gbewonyo, K., and Buckland,B. C.: Use of comparative reasoning tools for evaluation ofthe effect of sterilization conditions on fermentations to pro-duce acidic fibroblast growth factor. Biotechnol. Bioeng., 47,688–695 (1995).
52. Schulman, C. A., Ellis, R. W., and Maigetter, R. Z.: Pro-duction of hepatitis B surface antigen (PreS2�S) by high celldensity cultivations of a recombinant yeast. J. Biotechnol.,21, 109–126 (1991).
53. Zhang, J., Reddy, J., Salmon, P., Buckland, B., andGreasham, R.: Process characterization studies to facilitatevalidation of a recombinant protein fermentation, p. 12–27. InKelley, B. and Ramelmeier, A. (ed.), Validation of biophar-maceutical manufacturing processes. ACS Symp. Ser., 698.American Chemical Society, Washington, D.C. (1998).
54. Katz, L., Marcin, C., Zitano, L., King, J., Price, K.,Grinberg, N., Bhupathy, M., McNamara, J., Bergan, J.,Greasham, R., and Chartrain, M.: Screening and selectionof a microbial lipase for the stereospecific hydrolysis of ver-lukast. J. Ind. Microbiol., 11, 89–95 (1993).
55. Junker, B. H., Mann, Z., Seeley, A., Zhang, J., andGreasham, R.: Use of glucose feeding to produce concen-trated yeast cells. Appl. Biochem. Biotechnol., 97, 63–78(2002).
56. Chartrain, M., Roberge, C., Chung, J., McNamara, J.,Zhao, D., Olewinski, R., Hunt, G., Salmon, P., Roush, D.,Yamasaki, S., Wang, T., Grabowski, E., Buckland, B., andGreasham, R.: Asymmetric bioreduction of (2-(4-nitro-phenyl)-N-(2-oxo-2-pyridin-3-yl-ethyl)-acetamide) to itscorresponding (R) alcohol [(R)-N-(2-hydroxy-2-pyridin-3-yl-ethyl)-2-(4-nitro-phenyl)-acetamide] by using Candidasorbophila MY1833. Enzyme Microb. Technol., 25, 489–496

JUNKER J. BIOSCI. BIOENG.,364
(1999).57. Chartrain, M., Greasham, R., Moore, J., Reider, P.,
Robinson, D., and Buckland, B.: Asymmetric bioreduc-tions: applications to the synthesis of pharmaceuticals. J. Mol.Catal. B: Enzym., 11, 503–512 (2001).
58. Gbewonyo, K., DiMasi, D., and Buckland, B. C.: The use
of hydrofoil impellers to improve oxygen transfer efficiencyin viscous mycelial fermentations, p. 281–299. In British Hy-drodynamics Research Association, Fluid engineering, pro-ceedings of the International Conference on Bioreactor FluidDynamics. Cambridge, UK (1986).