Embed Size (px)
Citation preview

1 © 2014 The National Graduate School of Quality Management 1
EDU QSM 566(O); Cohort 116Master Business Project; Team Independence
1/27/17

2 QSMXXX 01072014 © 2014 The National Graduate School of Quality Management
Team Independence - Corrugated Product Loading Damage Project
2
D M A I C
Team Members:Louis Poggenburg Manager, Quality Assurance Independence Corrugated Oak Creek, WI
Kistler D. Fletcher Sr. Senior Advisor, Logistics Automation Project Manager/T3P DynCorp International, LLC Kabul, Afghanistan
Yvonne Rutherford, BS, CQPA Administrative Officer, Community- based Outpatient Clinics Primary Care, Veterans Affairs Dublin, GA

3 QSMXXX 01072014 © 2014 The National Graduate School of Quality Management
3
History: Independence Corrugated is one of the premiere producers of corrugated paper packaging. Founded in Oak Creek, Wisconsin in 2004, Independence Corrugated has established an industry-wide reputation for being: Reliable, Accountable, Pioneering. By maintaining a 98 percent on-time delivery rate, a focus on reinvesting in technology, and a ceaseless drive to raise the bar and improve productivity, Independence Corrugated has become a renowned market leader (www.independencecorr.com).
Mission: “The mission of our loyal and dedicated team members is to provide value added solutions for the most demanding customers in the markets we serve.” (www.schwarzpartners.com).
Company noteworthy accomplishments:Since 2006, the company has increased productivity by at least 75 percent annually.A 112-inch wide corrugator installed at the plant was the first of its kind, and is one of the three widest in the United States.In 2013, the company set a world record of square footage for a sheet of corrugated produced.Independence Corrugated is affiliated with the Schwarz Partners, LP investment group (www.independencecorr.com).
D M A I C

4 QSMXXX 01072014 © 2014 The National Graduate School of Quality Management
Independence Corrugated Champion and Guiding Coalition
ChampionChad GillenwaterThe Plant Manager has complete responsibility for the overall leadership, commitment,
implementation, and adherence to Independence Corrugated Production & Quality System.
Day-to-Day ChampionsJoe SextonProduction Superintendent; responsible for the day to day control of manufacturing
processes, equipment, maintenance and adherence to the Quality System.
Jacob BrandtAccounts Receivable; gathers and collects data, maintains financial spreadsheets.
John LuznickyProduction Coordinator and Safe Trainer; assists with quality as needed.
4
D M A I C

5 QSMXXX 01072014 © 2014 The National Graduate School of Quality Management
Guiding Coalition – cont’d
Erik PiorkowskiQC Technician
Jon SnelsonShipping ManagerDevelops the shipping functions for all 12 plants.
Shipping SupervisorsWill be informed of any process changes made.Jeff Floyd1st Shift SupervisorJim Sindric2nd Shift SupervisorGlen Zandi3rd Shift Supervisor
5
D M A I C

AnalyzeAnalyze
MeasureMeasure
DefineDefine
ControlControl
ImproveImprove
D M A I C
• Determine business case• Develop initial problem statement• Develop descriptive charts (fishbone, pareto)
• Develop data collection plan• Collect data• Develop charts/ findings/ redefine problem statement
• Benchmark for new learnings/ metrics• Determine root causes• Develop charts/ findings
• Develop recommendations to improve• Pilot recommendations• Evaluate and refine recommendations
• Recommend methods/ metrics to monitor• Recommend short and long term actions
Six Sigma Project Phases & Tools

7 QSMXXX 01072014 © 2014 The National Graduate School of Quality Management
Problem Statement The Independence Corrugated Plant in Oak Creek, Wisconsin, shipped
damaged product to its customers resulting in 57 requests for credits totaling $11,420 between January 2015 and March 2016.
External nonconformance return costs due to rework and remanufacturing resulted in an annual cost of poor quality of $89,320 during this time period.
7
D M A I C

8 QSMXXX 01072014 © 2014 The National Graduate School of Quality Management 8
Lift Product
from production
line via fork lift
Product Disposition
Product scanned by computer which determines where product goes next
Product set down/ stacked in finished goods area by fork lift
Product picked up in finished goods area by fork lift
Product set in trailer according to width or length of product
Fork lift backs up from production line and turns around
Fork lift backs up from finished goods area and turns around
Fork lift backs up from finished goods area and turns around
Product picked up by fork lift and repositioned if needed to maximize space
Product Directly
loaded in trailer
Product taken to trailer on fork lift
Product set next to trailer awaiting optimal loading space by width or length of product
Fork lift backs up from dropped product
Fork lift picks up product and backs up to load onto trailer
Blow horn and back
fork lift out of trailer
D M A I CCurrent “As-Is” Process

9 QSMXXX 01072014 © 2014 The National Graduate School of Quality Management
SIPOC
9
Suppliers Inputs Process Outputs Customers Independence
WI plant production line
Product orders Fork lift
computer I.D. tag printer Q.M.S. and
training requirements
Loading Department
Shipping Contracted Carrier
Produced units
Unit scanner Units needing
to be scanned Shipping
schedule Loading
efficiency order
I.D. tag Loading
configuration Fork lift
operator Trailer loading
standard operating procedure (SOP)
Lift product from product line
Product scanned by
fork lift computer
Product is taken temporarily to
finished goods or directly to trailer
Product loaded
directly into trailer or staged outside of trailer to shortly be
loaded
Scan product when unloaded into trailer
Unload product on left or right side of
trailer
Blow horn and back fork lift out of trailer
Produced units being moved
Finished Goods Staging Area
Inventory into Axiom software
Loaded Trailer
Axiom trailer inventory
Fork Lift Operator
Finished product
Shipping Department
Quality
Assurance Department
Customers
ordering/ receiving final product
D M A I C

10 QSMXXX 01072014 © 2014 The National Graduate School of Quality Management
Customer Requirements Matrix (CRM)
10
Customer Output Quality Characteristic
Description What to Measure Target Importance to Customer
Customer View of Gap
Rank
Internal Shipping Department
Ship out or receive undamaged product to customers
Efficiency Determine what is loaded and when
The time to load trailers and empty finished goods staging area
5 4 1 4
Accuracy Loading product without wasted space
Product that is shorter or longer than 98”
4 4 1 4
Undamaged Product has no tears, scrapes, bends, or punctures
Frequency of return authorizations >$25 for damaged product
4 5 1 5
Quality Assurance Department
Efficiency No rework Labor costs for rework completed
5 4 1 4
Accuracy No waste Cost of product material thrown away due to damage.
5 3 1 3
Undamaged Product has no tears, scrapes, bends, or punctures
Amount of return authorizations >$25 for damaged product
4 4 1 4
External Customers ordering/ receiving final product
Efficiency Product is delivered timely
The amount of time from order received to product delivered
4 5 1 5
Accuracy Product received is correct order amount and type
Customer requests for order corrections regarding quantity and type
5 5 1 5
Undamaged Product has no tears, scrapes, bends, or punctures
Frequency of return authorization >$25 for damaged product
5 5 1 5
D M A I C

11 QSMXXX 01072014 © 2014 The National Graduate School of Quality Management 11
Data Collection Plan
Data to collect
Stratification Grouping
Op. Def.?
Sample Size Source & Location
Collection Period
Responsible MBP Member
QVR Report (Cost)
By customer and cost
Yes Monthly12 months 100% QVRs
Customer Service Department
Oct 2015 to September 2016 (last day of each month)
Louis Poggenburg (Collection)Yvonne Rutherford (Analysis)
Process Damage Detection Monitor
By shift (1st, 2nd, 3rd)
Yes 60 daysMon – FriEvery 4 hours; 3 Shifts
Observational Product Inspection
July 25 to Sept 25, 2016
Louis Poggenburg (Collection)Yvonne Rutherford(Analysis)
Surveys Forklift Drivers;Quality Tech;Prod. Coord.
No 12 drivers (100%)1 QT1 PC
In-person and while loading from floor each shift
July 25, 2016 to August 5, 2016
Louis Poggenburg(Collection)Yvonne Rutherford (Analysis)
Loading Process Time
Average By Shift and by step
No 10 random loads per shift
Shipping Floor Aug 15, 2016 to Sept 10, 2016
Louis Poggenburg (Collection)Yvonne Rutherford(Analysis)
Employee Training Records
By employeeas a group of Drivers
Yes 12 records12 months
Shipping Supervisors
October 2015 to September 2016
Louis Poggenburg(Collection and Analysis)
D M A I C

12 QSMXXX 01072014 © 2014 The National Graduate School of Quality Management
Fishbone Diagram
12
D M A I C

13 QSMXXX 01072014 © 2014 The National Graduate School of Quality Management13
Operational Definitions / Acronyms
QVR – Quality Variance Report contains detailed damage data based on customer credit requests.
Lead Time – The elapsed time from time of order entry by the Independence CSR and the production of finished units that arrive to the customer receiving dock.
Damage – Although customers are more lenient, the depth of an indentation or tear that is at least a .5” for corrugated sheets with no scores and at least .75” for corrugated sheets with scores, as decided by Independence.
Loading Process Time – time when product is picked up to when dropped off at staged area and/or trailer.
Pre-loading Damage – damage detected prior to product being picked up by a fork lift In-Process Damage Detection Monitor – A monitor documenting product damage
discovered prior to trailer being closed and moving from the loading dock. Scores – Dimensionally set line impressions in a corrugated sheet that allows the
sheet to bend without it cracking when being formed into a finished customer’s product.
D M A I C

14 QSMXXX 01072014 © 2014 The National Graduate School of Quality Management
Force Field Analysis
14
Reduce loading
damaged product and
customer credit
requests.
Supportive Forces
Restraining Forces
Increase Customer Satisfaction (5)
Reduced Redundancy (4)
Decreased Rework Time (4)
Reduced Processing and Shipping Time (4)
Cost reduction for rework and materials (3)
Supporting Forces Weight: 20
Training time (1)
Resistance to Change by Front line and Supervisory Staff (5)
Sense of Urgency/ creating short-cuts (4)
Increased monitoring (2)
The ability to ensure change is implemented accurately (3)
Communication between all 3 shifts (2)
Restraining Forces Weight: 17
D M A I C

15 QSMXXX 01072014 © 2014 The National Graduate School of Quality Management
Mitigation of the Restraining Forces
15
Restraining Forces
Training time (1)
Resistance to Change by Front line and Supervisory Staff (5)
Sense of Urgency/ creating short-cuts (4)
Increased monitoring (2)
The ability to ensure change is implemented accurately (3)
Communication between all 3 shifts (2)
Restraining Forces Weight: 17
Training time will be entered into Outlook as a recurring appointmentChange will be supported by the ChampionStandardized work will alleviate shortcutting by placing emphasis on following the process via further defined processes Process audits will be the representative monitoring effort and are fully supported by the ChampionCorrective actions will ensure that change is implemented accuratelyInter-shift communication will be supported by management, supervisors and leads
Mitigation Actions
D M A I C

16 QSMXXX 01072014 © 2014 The National Graduate School of Quality Management
Forklift Driver Survey
16
Pinpointing Damage Location and How OftenAnswer from a scale 1 to 5 if damage is likely to occur
5 – highly likely (strongly agree)
4 – most likely (agree)
3 – somewhat likely (somewhat agree)
2 – not very likely (disagree)
1 – not likely at all (strongly disagree)
Location: Damage occurs within the Loading Process: 1 2 3 4 5
1) when unit is picked up from production line 1 2 3 4 5
2) when unit is set down in FG area 1 2 3 4 5
3) when picking up unit from FG area 1 2 3 4 5
4) when setting unit down in staging outside trailer 1 2 3 4 5
5) when picking unit up in staging area outside trailer 1 2 3 4 5
6) when setting unit down inside trailer 1 2 3 4 5
7) picking unit up from inside trailer 1 2 3 4 5
Possible Causes of Damage: Happens what % out of 100
1) Incidental Damage caused by bumping while unit is sitting in FG or Staging area
2) Pushing unit too hard with forklift
3) Lack of training and/or skill of driver
4) Misjudgment of space or product size
5) Rubbing forklift tires against unit
6) Stabbing unit with fork lift
7) Forklift backs into unit
8) Forklift side swipes unit
9) Unit is dropped heavily or too fast
Open Suggestions of Causes by Driver
Driver Name
D M A I C

17 QSMXXX 01072014 © 2014 The National Graduate School of Quality Management
Survey Data
17
D M A I C

18 QSMXXX 01072014 © 2014 The National Graduate School of Quality Management
Loading Damage by Shift
18
D M A I C
80%

19 QSMXXX 01072014 © 2014 The National Graduate School of Quality Management
Loading Damage by Customer Claim
19
D M A I C
80%

20 QSMXXX 01072014 © 2014 The National Graduate School of Quality Management 20
D M A I C

21 QSMXXX 01072014 © 2014 The National Graduate School of Quality Management 21
“Concentration” Diagram; Unit Damage LocationsD M A I C

22 QSMXXX 01072014 © 2014 The National Graduate School of Quality Management
Damage Audit Sheet
22
D M A I C
6 Week Period; 7/25 – 9/15 Product was monitored in:
•Temporary Finished Goods locations, •All staging locations outside of each trailer entrance, •Inside each trailer, as trailers were loaded.•If product is damaged, it is sorted and dispositioned and the order is reduced by the quantity damaged, if approved, or the missing sheets are remade at the customer’s request.
While all three shifts conducted two audits per shift, the entire 6 week monitor/measure phase prevented any QVRs from being generated by customers for loading damage received.

23 QSMXXX 01072014 © 2014 The National Graduate School of Quality Management
Cost Analysis/ COPQ
23
D M A I C
TasksAverage
hours per Task Hourly Rate
Cost of Element
Material Costs
External Failure $
Internal Failure $
Total Failure Cost
1. Customer Service receives complaint 0.20 $25.00 $5.00 N/A $5.00 N/A $5.00
2. Forwards info to QA and Production 0.10 $50.00 $5.00 N/A $5.00 N/A $5.00
3. Production Superintendent investigates problem
0.50 $50.00 $25.00 N/A $25.00 N/A $25.00
4. Cost of part N/A N/A N/A $776.27 $776.27 N/A $776.275. Production / QA investigates the problem 4.00 $50.00 $200.00 N/A N/A N/A $200.00
6. Response and requested credit is provided to customer
0.75 $50.00 $37.50 776.00 $813.77 N/A $776.27
Total - - - - - - $1,011/ ea.
Avg. Monthly Avg. Labor Avg. Material Avg. Total Total
Damage $Total Failure
Annual annualized Failures = 52 # QVRs $ per QVR $ per QVR $ per QVR per year per year 4.4 $49.55 $776.27 $825.82 $42,943 $52,586.04
(50% reduction ) = $26,293.02

24 QSMXXX 01072014 © 2014 The National Graduate School of Quality Management
Prevention Recommendations
24
Root Cause Recommendation Rationale Responsible/ Timeframe
Internal damage occurred within the loading process prior to being loaded onto truck trailer.
Internal Damage Audits Internal damage data was not being collected; routine but random audits were implemented during the measure phase and logged per shift by supervisors for tracking and trending. Identifying internal damage before loading onto trailer will minimize customer credit requests. The scrutiny has already improved damage occurrences. This practice will continue.
QA Manager
Implemented July 25, 2016 and On-going for 1st Shift
There is no current standardized practices or procedures for loading and moving product during the loading process.
Develop a Standard Operation Procedure (SOP)
Developing a written procedure for the loading process will standardize the process which is a practice of highly reliable organizations and a best practice.
QA Manager/ Shipping Manager
Implemented by February 15, 2017
There is no current fork lift driver process training or competency skill verification.
Forklift Driver Training with competency qualification
Drivers will have a standardized method of loading and moving product, training on methods, methodology, and best practices will give the drivers the skills and competency to load and move product with less damage. The driver’s understanding of the training will be assessed using competency skill validation.
QA Manager
Implemented February 16, 2017 to March 10, 2017
Interviews revealed drivers do not think damage is likely to occur at any stage of the loading process. There is no communication to the drivers regarding actual damage reported or related cost.
A communication plan with verbal and visual techniques will be implemented to ensure routine briefs and visual cues informing drivers of current performance measures status.
Communicating cost and frequency of damage with expected goals between leadership and drivers will encourage personal investment and result driven behavior. Weekly routine communication will include the drivers in the process improvement aspect encouraging buy-in.
QA Manager/ Shipping Manager
Implemented March 13, 2017 and on-going
D M A I C

25 QSMXXX 01072014 © 2014 The National Graduate School of Quality Management
Failure Analysis Recommendations
25
Root Cause Recommendation Rationale Person Responsible/ Timeframe
1st shift had only 6% of total damage reported by customers.
Identify 1st Shift Best Practices
Examining the process and environment on 1st shift will help guide improvement efforts on 2nd and 3rd shift. This results in focused improvement efforts for root causes. This information will assist in writing the SOP and training modules.
QA Manager
Implemented February 1 – 15, 2017
Independence has not collaborated with other companies in the field and has not conducted their own studies on loading damage.
Consult w/ Rite Hite Corp for Best Practices
Independence will benefit from other company's lessons learned and research results regarding loading damage. Implementing best and proven practices will minimize damage frequency internally prior to shipment. This effort may impact the SOP and training aspects.
QA Manager
Implemented by May 1, 2017
There are missed opportunities to expand the uses of the corrugated product made by Independence, Inc.
Pursue benchmark venture w/ Ecologic bottles
Working with an innovative company and expanding the uses of the product will increase business opportunities for the company. This process may take months to establish a business contact and relationship. This is reflected in the timeline.
QA Manager
Implemented by April 1, 2017
There is no monitor of loading process or end result within the trailer. Damage as a result of loading is currently unknown.
Add cameras facing inside of loading trailers
Using video footage to review loading practices and the end results of product loads can be used for lessons learned and investigating shipping damage. This step will likely cost the most and logistical research is needed therefore will occur once drivers are trained.
QA Manager
Implemented by April 30, 2017
D M A I C

26 QSMXXX 01072014 © 2014 The National Graduate School of Quality Management 26
Lift Product
from production
line via fork lift
Product Disposition
Product scanned by computer which determines where product goes next
Product set down/ stacked in finished goods area by fork lift
Product picked up in finished goods area by fork lift
Product set in trailer according to width or length of product
Fork lift backs up from production line and turns around
Fork lift backs up from finished goods area and turns around
Fork lift backs up from finished goods area and turns around
Product picked up by fork lift and repositioned if needed to maximize space
Product Directly
loaded in trailer
Product taken to trailer on fork lift
Product set next to trailer awaiting optimal loading space by width or length of product
Fork lift backs up from dropped product
Fork lift picks up product and backs up to load onto trailer
Blow horn and back
fork lift out of trailer
Future Process
Damage Detection
Audit Completed by
QA/ Shift Supervisor
Damaged Product
Removed
D M A I C

27 QSMXXX 01072014 © 2014 The National Graduate School of Quality Management
Secondary Benchmark ResearchIn the article “Stop Load Damage”, William Atkinson discusses research results that focus on loading freight and cargo practices that minimize product damage prior to and during transit (2006).
Topics discussed in this article are:
1.Handling Practices
2.Loading Practices
3.Load Configuration
4.From Principles to Practice (pp. 2-3).
In the article “Liquids in Cardboard Containers”, Julie Corbett, founder and chief executive (Ecologic Brands), said the bottles generate 59 percent less plastic waste, 37 percent fewer carbon dioxide emissions and consume 48 percent less energy than equivalent plastic bottles (2013).Topics discussed in this article are:1.Corrugated board recycling is big business right now2.Converting 1 million pounds of discarded boxes each month3.Produce 6 million bottles per year, from those discarded cardboard boxes for house-brand products now, to potentially 60 million bottles per year in the future4.Ecologic’s fiberboard bottles -- which have a plastic liner -- are an earth-friendly replacement for plastic bottles5.Other manufacturing applications now connect into the recycling world

28 QSMXXX 01072014 © 2014 The National Graduate School of Quality Management
Implementation Strategy
28
D M A I C

29 QSMXXX 01072014 © 2014 The National Graduate School of Quality Management
Implementation Cost
29
D M A I C
Prevention Plan Costs
Root Cause DescriptionCorrective Action Rationale
Annual Hours Needed $/hr. Rate Total $
1. Lack of SOP Write SOP Standardize the process 2.0 $50 $100
2. Lack of Training (3rd) Train & qualify 3rd shift
Standardize the process 10.0 $50 $500
3. Visual ManagementImplement Visual
Management / Metrics
Raise Departmental Awareness 12.0 $50 $600
Total Total $1,200
Failure Reduction AnalysisRoot Cause Description Corrective Action Rationale
Annual Hours Needed $/hr. Rate Total $
1st shift had 6% total damage reportedImplement Visual Management / Metrics
Improvements to be added to SOP 4.0 $50 $200
Independence has not conducted a benchmark study to date
Consult w/ Rite Hite Corp for Best Practices
Utilize lessons learned to further reduce damage 4.0 $250/hr. $1,000
Missed opportunities to expand business opportunities in this direction
Pursue benchmark venture w/ Ecologic bottles
Expanding market share TBD TBD TBD
No real time monitoring of trailer damage inside trailer
Add cameras facing inside of loading trailers
to obtain additional information for root
cause analysis2.0 + 12.0 $35/hr; $3000
Equip. $3,490
Total Total $5,890

30 QSMXXX 01072014 © 2014 The National Graduate School of Quality Management
Return on Investment (ROI)
30
ROI
Achievable failure reduction (50%) $26,293 Prevention dollars = $1,200 = 21.91
Benefit / cost ROI = 21.9 : 1
D M A I C
ROI with Failure Reduction Analysis
Achievable failure reduction (50%) $26,293 Prevention dollars = $5,890 = 4.46
Benefit / cost ROI = 4.46 : 1

31 QSMXXX 01072014 © 2014 The National Graduate School of Quality Management
Payback Time
31
Prevention investment $1,200
Achievable savings =
$26,293 =
0.05years
Payback = 18days
D M A I C
Payback with Failure Reduction Analysis
Prevention investment $5,890 Achievable savings = $26,293 = 0.22years
Payback = 80days

32 QSMXXX 01072014 © 2014 The National Graduate School of Quality Management
Monitoring and Control Plan
32
Issue Date: 18-Oct-16Approved by : Team
Independence NGS Project Name: Loading Damage Reduction
Approval date: R1 10/19/2016 Cohort #116Process Flow
Manufacturing/ Machine
Characteristics Methods Evaluation & Measuring Technique
Reactions if Out-of-Control Conditions are
Encountered Sequence Number
Process Description Process Step Product
Target Specification /
ToleranceSample Size Sample
FrequencyControlling
Owner
10A Step 1 Production Forklift Lift product
from lineStep 1 damage free (zero other defects)
0.0 +/- .050 without scores 0.0 +/- .075 with scores
Every Unit Every
Set-up
Every Piece as
neededForklift Driver Tape Measure
Quarantine unit and
notify shipping
20A Step 2 FG Forklift
Product relocated in FG Step 1 damage free
(zero other defects)
0.0 +/- .050 without scores 0.0 +/- .075 with scores
Every Unit Every
Set-up
All units within observed reach of audit
QA Dept. Tape Measure
Quarantine unit and notify shipping, scheduling, and
production
30A Step 3 FG Forklift
Product picked up from FG Step 1 damage free
(zero other defects)
0.0 +/- .050 without scores 0.0 +/- .075 with scores
Every Unit Every
Set-up
Every Piece as
neededForklift Driver Tape Measure
Quarantine unit and
notify shipping
40A Step 4 Stage Forklift
Product relocated next to
trailer Step 1 damage free (zero other defects)
0.0 +/- .050 without scores 0.0 +/- .075 with scores
Every Unit Every
Set-up
All units within observed reach of audit
QA Dept. Tape Measure
Quarantine unit and notify shipping, scheduling, and
production
50A Step 5 Stage Forklift
Product picked up next to trailer Step 1 damage free
(zero other defects)
0.0 +/- .050 without scores 0.0 +/- .075 with scores
Every Unit Every
Set-up
Every Piece as
neededForklift Driver Tape Measure
Quarantine unit and
notify shipping
60A Step 6 Trailer Forklift
Product relocated left or right side into
trailer Step 1 damage free (zero other defects)
0.0 +/- .050 without scores 0.0 +/- .075 with scores
Every Unit Every
Set-up
All units within observed reach of audit
QA Dept. Tape Measure
Quarantine unit and notify shipping, scheduling, and
production
70A Step 7 Trailer Forklift
Product relocated within
trailer Step 1 damage free (zero other defects)
0.0 +/- .050 without scores 0.0 +/- .075 with scores
Every Unit Every
Set-up
Every Piece as
neededForklift Driver Tape Measure
Quarantine unit and
notify shipping
D M A I C

33 QSMXXX 01072014 © 2014 The National Graduate School of Quality Management
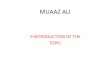
Results
Loading damage (forklifts) has shown a natural oscillation above and below the mean over the last three years, derived from customer returns. However, as show below, rises in returns are approximately semi-annual, during peak winter and summer months. SPC represents in and out of control conditions as they happen.
Although 1st shift has been monitored before the measurement phase and continues to be monitored semi-routinely, the only time in three years that this metric ever hit zero damage, was specifically when all three shifts were being monitored. Therefore, a detectable difference exists when monitoring all three shifts.
Wertheimer should be given more care during handling, due to this customer’s elevated sensitivity to damage details and due to their large purchase volume; see customer Pareto diagram.
33

34 QSMXXX 01072014 © 2014 The National Graduate School of Quality Management
Champion Review Well thought out Reasonable expectations for change Excellent understanding of our process Professional attitudes Open to ideas and perspective
34

35 QSMXXX 01072014 © 2014 The National Graduate School of Quality Management
Lessons Learned
35
The voice of customer (VOC) is necessary for problem solving. While data was collected and shared, collected data should be briefed to the team on a
scheduled basis to encourage understanding and team buy-in; perhaps weekly or bi-weekly.
Due to the fast-paced manufacturing environment and high demand for on-time delivery, it is challenging to communicate as a group between employees and shifts.
The establishment and conformity of communications plans and ground rules are critical components of team development. Interpersonal skills are paramount to project success.
It is essential to identify internal weaknesses in an effort to exploit and fortify them. Identify and capitalize on internal/personal strengths in an effort to optimize productivity and overall project objectives.
Never rule out any thoughts from brainstorming/group activity when creating Cause & Effect diagrams.
Pareto charts are an excellent tool to use when pinpointing where your main problems are occurring.
Statistical Process Control (SPC) is a key element and rigorous approach for deciding when a process has changed or needs intervention.

36 QSMXXX 01072014 © 2014 The National Graduate School of Quality Management
This material is protected by United States copyright laws. You must treat this publication like any other proprietary material. No part of this material may be copied, photocopied, reproduced, translated, or reduced to any electronic medium by individuals or organizations outside of The National Graduate School of Quality Management without prior written consent from the National Graduate School of Quality Management. For information, please call 800.838.2580 or visit www.ngs.edu. © 2014 The National Graduate School of Quality Management.
363636
Celebrating 20 YEARS of Quality Education